
変位センサ
【課題】被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることを不要にする。
【解決手段】拡散反射板212は、レーザ光源231から出射され、ワーク102の加工面で正反射されたプローブ光が入射する位置に配置されている。リニアセンサ233は、拡散反射板212により拡散反射されたプローブ光がさらにワーク102の加工面で反射された第1の反射光、レーザ光源231から出射されたプローブ光がワーク102の加工面で拡散反射された第2の反射光を受光する。信号処理部234は、第1の反射光によりプローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの第1の距離を検出するか、または、第2の反射光によりプローブ光がワーク102の加工面に入射するまでの第2の距離を検出する。
【解決手段】拡散反射板212は、レーザ光源231から出射され、ワーク102の加工面で正反射されたプローブ光が入射する位置に配置されている。リニアセンサ233は、拡散反射板212により拡散反射されたプローブ光がさらにワーク102の加工面で反射された第1の反射光、レーザ光源231から出射されたプローブ光がワーク102の加工面で拡散反射された第2の反射光を受光する。信号処理部234は、第1の反射光によりプローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの第1の距離を検出するか、または、第2の反射光によりプローブ光がワーク102の加工面に入射するまでの第2の距離を検出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、変位センサに関し、特に、オートフォーカスの制御に用いて好適な変位センサに関する。
【背景技術】
【0002】
薄膜太陽電池パネルのレーザ加工を行う場合、薄膜が蒸着されるガラス基板の撓みなどにより、加工用のレーザ光を出射する対物レンズと加工面との間の距離が変動するため、レーザ光の焦点位置を加工面に追従させる必要がある。そのため、レーザ加工装置には、加工面の上下方向の変動に合わせて対物レンズの焦点位置を自動調整するオートフォーカス機能が通常搭載されている。
【0003】
また、そのようなオートフォーカス機能の制御用に、薄膜太陽電池パネル等のワークに測定用のレーザ光であるプローブ光を照射し、ワークからの反射光によりワークの変位またはワークまでの距離を測定する変位センサがよく用いられる(例えば、特許文献1参照)。
【0004】
ところで、変位センサの測定方式は、被測定物からの正反射光を用いる正反射方式と、被測定物からの拡散反射光を用いる拡散反射方式と2種類に分かれている。そのため、ワークの加工面が正反射面の場合と拡散反射面の場合とで、変位センサの測定方式を切り換えたり、変位センサを交換したりする必要がある。
【0005】
一方、従来、反射光の受光量分布のピークの数、ピーク値、および、受光波形の幅に基づいて、物体表面の反射の状態によらずに物体の検出精度を向上させる光電センサが提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−111534号公報
【特許文献2】特開2007−221491号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献2に記載の光電センサでは、物体表面の反射の状態に関わらず、測定方式を切り換えないで、物体の変位や物体までの距離を精度よく測定することは特に検討されていてない。
【0008】
本発明は、このような状況に鑑みてなされたものであり、被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることを不要にするものである。
【課題を解決するための手段】
【0009】
本発明の一側面の変位センサは、被測定物の表面に対して斜め方向に測定光を照射する投光部と、被測定物の表面で正反射された測定光が入射する位置に配置されている拡散反射体と、拡散反射体により拡散反射された測定光がさらに被測定物の表面で反射された第1の反射光、または、投光部から照射された測定光が被測定物の表面で拡散反射された第2の反射光を受光する受光部と、受光部により受光された第1の反射光により投光部から出射された測定光が被測定物の表面を介して拡散反射体に入射するまでの第1の距離を検出するか、または、受光部により受光された第2の反射光により投光部から出射された測定光が被測定物の表面に入射するまでの第2の距離を検出する信号処理部とを備える。
【0010】
本発明の一側面の変位センサにおいては、投光部から被測定物の表面に対して斜め方向に測定光が照射され、被測定物の表面で正反射された測定光が入射する位置に配置されている拡散反射体により拡散反射された測定光がさらに被測定物の表面で反射された第1の反射光、または、投光部から照射された測定光が被測定物の表面で拡散反射された第2の反射光が受光され、第1の反射光により投光部から出射された測定光が被測定物の表面を介して拡散反射体に入射するまでの第1の距離が検出されるか、または、第2の反射光により投光部から出射された測定光が被測定物の表面に入射するまでの第2の距離が検出される。
【0011】
従って、被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることが不要になる。
【0012】
この投光部は、例えば、レーザ光源、レンズ等により構成される。この拡散反射体は、例えば、金属ブロックの表面に梨地メッキやサンドブラストを施したもの、あるいは、セラミックス系のブロックにより構成される。また、拡散反射体の形状は、板状、球状など任意である。この受光部は、例えば、1次元のCCDイメージセンサ、CMOSイメージセンサ等のリニアセンサにより構成される。この信号処理部は、例えば、アナログまたはデジタルの信号処理回路や、CPU等の演算装置等により構成される。
【0013】
この信号処理部には、検出した距離が所定の範囲内であるか否かに基づいて、被測定物の表面が正反射面または拡散反射面のいずれであるかを判定させることができる。
【0014】
これにより、簡単かつ正確に被測定物の表面が正反射面または拡散反射面のいずれであるかを判定することができる。
【0015】
この信号処理部には、被測定物の表面が正反射面である場合、第1の距離および被測定物の表面への測定光の入射角に基づいて被測定物の変位を算出させ、被測定物の表面が拡散反射面である場合、第2の距離および入射角に基づいて被測定物の変位を算出させることができる。
【0016】
これにより、被測定物の表面の反射の状態に関わらず、被測定物の変位を正確に測定することができる。
【発明の効果】
【0017】
本発明の一側面によれば、被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることが不要になる。
【図面の簡単な説明】
【0018】
【図1】本発明を適用したレーザ加工装置の一実施の形態を示すブロック図である。
【図2】ワークの一例である薄膜太陽電池パネルの構成例を模式的に示した図である。
【図3】レーザ加工装置に搭載される焦点調整装置の構成例を示すブロック図である。
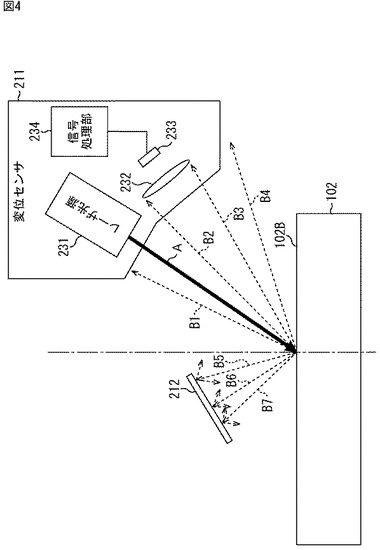
【図4】ワークの加工面が拡散反射面である場合の焦点調整方法について説明するための図である。
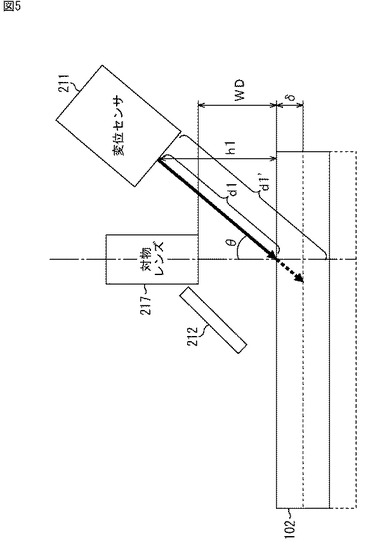
【図5】ワークの加工面が拡散反射面である場合の焦点調整方法について説明するための図である。
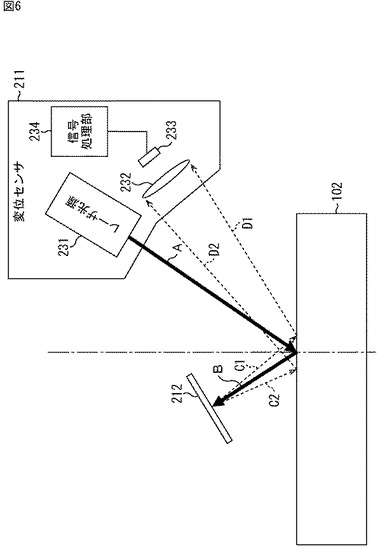
【図6】ワークの加工面が正反射面である場合の焦点調整方法について説明するための図である。
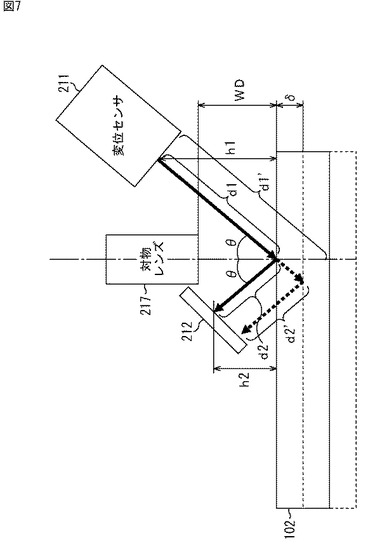
【図7】ワークの加工面が正反射面である場合の焦点調整方法について説明するための図である。
【図8】レーザ加工装置に搭載される焦点調整装置の第1の変形例を示すブロック図である。
【図9】レーザ加工装置に搭載される焦点調整装置の第2の変形例を示すブロック図である。
【図10】拡散反射面と正反射面が混在する場合の一例を示す図である。
【図11】ワークの加工面の反射の状態を検出する方法を説明するための図である。
【図12】ワークの加工面の反射の状態を検出する方法を説明するための図である。
【図13】焦点位置の調整方法の変形例を説明するための図である。
【図14】焦点位置の調整方法の変形例を説明するための図である。
【図15】焦点位置の調整方法の変形例を説明するための図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態(以下、実施の形態という)について説明する。なお、説明は以下の順序で行う。
1.レーザ加工装置の実施の形態
2.変形例
【0020】
<1.レーザ加工装置の実施の形態>
[レーザ加工装置101の構成例]
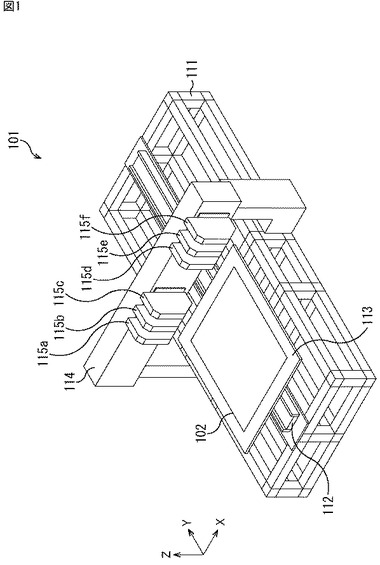
図1は、本発明を適用したレーザ加工装置101の一実施の形態を模式的に示す外観図である。
【0021】
なお、以下、レーザ加工装置101の長手方向において図1の左側に見えている側を前側とし、その逆側を後ろ側とする。また、以下、レーザ加工装置101の短手方向において、図1で手前に見えている側を右側とし、その逆側を左側とする。
【0022】
さらに、以下、レーザ加工装置101の横方向(左右方向)をX方向と称し、左から右に向かう方向を正の方向とする。また、以下、X方向の正の方向をX+方向と称し、負の方向をX−方向と称する。さらに、以下、レーザ加工装置101の奥行き方向をY方向と称し、前から後ろに向かう方向を正の方向とする。また、以下、Y方向の正の方向をY+方向と称し、負の方向をY−方向と称する。さらに、以下、レーザ加工装置101の上下方向をZ方向と称し、下から上に向かう方向を正の方向とする。また、以下、Z方向の正の方向をZ+方向と称し、負の方向をZ−方向と称する。X方向、Y方向、および、Z方向は、互いに直交する。
【0023】
レーザ加工装置101は、レーザ光を用いてワーク102に対して各種の加工を行う装置である。レーザ加工装置101は、架台111、Y軸駆動部112、載物台113、ガントリ114、および、加工ヘッド115a乃至115fを含むように構成される。
【0024】
Y軸駆動部112は、架台111の上にY方向に延びるように設けられており、ワーク102が載置されている載物台113をY方向に移動させる。そして、載物台113がY方向に移動することにより、レーザ光によるワーク102の加工位置がY方向に進行する。換言すれば、ワーク102の加工方向がY方向となる。
【0025】
架台111のY方向の中央やや後ろ寄りには、門型のガントリ114が、架台111の上をX方向に横断するように設けられている。また、ガントリ114の梁の前面には、加工ヘッド115a乃至115fが設けられている。
【0026】
加工ヘッド115a乃至115fは、それぞれレーザ光をワーク102に照射することにより、ワーク102の加工を行う。加工ヘッド115a乃至115fは、図示せぬ駆動系により、ガントリ114の梁に沿ってそれぞれX方向に移動させることが可能である。そして、加工ヘッド115a乃至115fがX方向に移動することにより、レーザ光によるワーク102の加工位置がX方向に進行する。換言すれば、ワーク102の加工方向がX方向となる。
【0027】
また、加工ヘッド115a乃至115fは、図示せぬ駆動系により、それぞれZ方向に移動させることが可能である。
【0028】
なお、以下、加工ヘッド115a乃至115fを個々に区別する必要がない場合、単に、加工ヘッド115と称する。また、図1に示される加工ヘッドの数は、その一例であり、任意の数に設定することができる。
【0029】
[ワーク102の構成例]
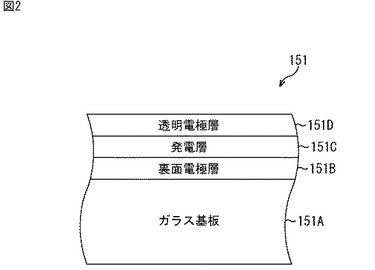
ワーク102の種類は特に限定されるものではないが、図2にその一例を示す。具体的には、図2は、CIGS(Copper Indium Gallium DiSelenide)を用いた薄膜太陽電池パネル151の構成例を模式的に示している。
【0030】
薄膜太陽電池パネル151は、ガラス基板151A、裏面電極層151B、発電層151C、および、透明電極層151Dの4層構造からなり、例えば、透明電極層151D側からレーザ光を照射して加工する。そして、裏面電極層151Bは、例えば、Mo等からなる金属層であり、レーザ光を正反射する。発電層151Cは、例えば、CIGS等からなる光吸収層、および、ZnS、InS等からなるバッファ層により構成され、レーザ光を拡散反射する。透明電極層151Dは、例えば、ZnO等からなり、レーザ光を拡散反射する。
【0031】
従って、従来の変位センサでは、ガラス基板151A、発電層151C、および、透明電極層151Dに対する変位または距離を、拡散方式を用いて測定し、裏面電極層151Bに対する変位または距離を、正反射方式を用いて測定する必要がある。
【0032】
なお、レーザ加工装置101の加工対称となる薄膜太陽電池パネルの構成は、この例に限定されるものではない。例えば、他にも、裏面電極層151Bと透明電極層151Dが逆に配置され、ガラス基板151A側からレーザ光を照射して加工されるような薄膜太陽電池パネル等が想定される。
【0033】
[焦点調整装置201の構成例]
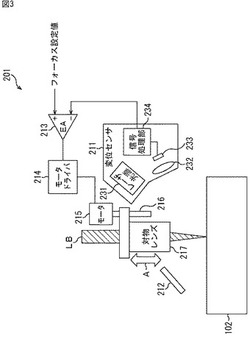
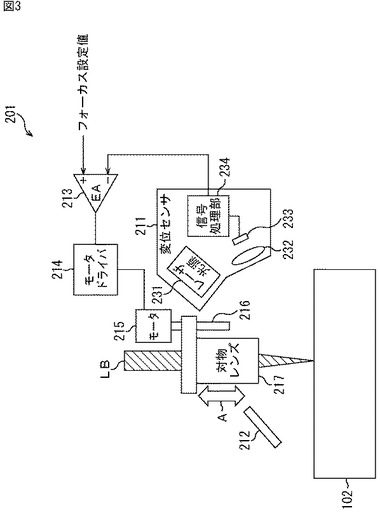
図3は、レーザ加工装置101の各加工ヘッド115に搭載される焦点調整装置201の構成例を示すブロック図である。
【0034】
焦点調整装置201は、変位センサ211、拡散反射板212、エラーアンプ(EA)213、モータドライバ214、Z軸駆動用モータ215、Z軸駆動用ネジ216、および、対物レンズ217を含むように構成される。
【0035】
変位センサ211は、所定の波長(例えば、650nm)の測定用のレーザ光であるプローブ光(測定光)を用いて、被測定物の変位または被測定物までの距離を測定する変位センサである。変位センサ211は、レーザ光源231、受光レンズ232、リニアセンサ233、および、信号処理部234を内蔵している。
【0036】
レーザ光源231は、所定の波長(例えば、650nm)の測定用のレーザ光であるプローブ光(測定光)を出射する。レーザ光源231から出射されたプローブ光は、レーザ光源231とともに投光部を構成するレンズ等(不図示)を介して、ワーク102の表面である加工面に対して斜め方向に照射される。
【0037】
なお、レーザ光源231から出射したプローブ光のワーク102の加工面への入射角θは、0度<θ<90度の範囲内に設定される。
【0038】
受光レンズ232は、レーザ光源231から出射されたプローブ光の反射光を受光し、受光した反射光をリニアセンサ233上に結像させる。
【0039】
リニアセンサ233は、例えば、受光素子が1次元に配列されたCCDイメージセンサまたはCMOSイメージセンサにより構成される。リニアセンサ233の各受光素子は、受光レンズ232を介して入射したプローブ光の反射光の光量を検出する。そして、リニアセンサ233は、各受光素子の受光量を示す検出信号を信号処理部234に供給する。
【0040】
信号処理部234は、リニアセンサ233におけるプローブ光の反射光の結像位置(受光量がピークとなる位置)または受光量の分布に基づいて、被測定物の変位または被測定物までの距離を検出する。そして、信号処理部234は、検出結果を示す測定信号をエラーアンプ213に供給する。なお、以下、信号処理部234が、被測定物までの距離を示す測定信号を出力する場合について説明する。
【0041】
拡散反射板212は、レーザ光源231から出射されたプローブ光がワーク102の加工面で正反射された場合に、正反射したプローブ光が入射する位置に設置される。そして、拡散反射板212は、ワーク102の加工面を介して入射したプローブ光を拡散反射する。
【0042】
なお、拡散反射板212の向きは、ワーク102の加工面で正反射されたプローブ光が確実に入射する向きであれば良く、例えば、ワーク102の加工面で正反射されたプローブ光が垂直に入射する向きに設定される。
【0043】
また、拡散反射板212は、鏡面反射するもの以外であれば特に限定されるものではなく、例えば、金属ブロックの表面に梨地メッキやサンドブラストを施したもの、あるいは、セラミックス系のブロックにより構成される。ただし、拡散反射板212により拡散反射されたプローブ光がより多く変位センサ211の受光レンズ232に入射し、変位センサ211の受光感度が上がるように、プローブ光の波長に対して反射率が高い素材またはコーティングを拡散反射板212に用いるのが望ましい。
【0044】
エラーアンプ213には、変位センサ211から出力される測定信号の目標値を示すフォーカス設定値が入力される。フォーカス設定値は、例えば、対物レンズ217の焦点の位置がワーク102の加工面に合っているときに変位センサ211から出力される測定信号の値に設定される。そして、エラーアンプ213には、変位センサ211から供給される測定信号の値とフォーカス設定値との差を増幅したエラー信号をモータドライバ214に供給する。従って、エラー信号は、対物レンズ217の焦点の位置とワーク102の加工面との間のズレ(誤差)を反映した値となる。
【0045】
モータドライバ214は、エラー信号に示される誤差を解消し、対物レンズ217の焦点がワーク102の加工面に合うように、Z軸駆動用モータ215を駆動して、対物レンズ217をZ方向に移動させることにより、対物レンズ217の焦点の位置を調整する。
【0046】
Z軸駆動用モータ215は、Z軸駆動用ネジ216を介して対物レンズ217に接続されている。そして、Z軸駆動用モータ215の回転方向の運動が、Z軸駆動用ネジ216を介して対物レンズ217に伝達されることにより、矢印Aで示されるワーク102の加工面に対して垂直な方向(Z方向)に対物レンズ217が移動する。これにより、対物レンズ217の焦点位置がZ方向に移動する。
【0047】
対物レンズ217は、加工用のレーザ光LBが入射し、ワーク102の加工面において結像させる。
【0048】
[焦点調整装置201の焦点調整方法]
次に、図4乃至図7を参照して、焦点調整装置201の焦点調整方法について説明する。
【0049】
(拡散反射面に対する焦点調整方法)
まず、図4および図5を参照して、ワーク102の加工面が拡散反射面である場合の焦点調整方法について説明する。
【0050】
ワーク102の加工面が拡散反射面である場合、レーザ光源231から出射されたプローブ光は、矢印Aの方向に進み、ワーク102の加工面で拡散反射される。拡散反射されたプローブ光の一部は、矢印B1乃至B4で示されるように、変位センサ211の方向に反射される。そのうち、矢印B2および矢印B3で示されるように、受光レンズ232に入射した反射光が、リニアセンサ233上に結像する。
【0051】
一方、ワーク102の加工面で拡散反射されたプローブ光の一部は、矢印B5乃至B7に示されるように、拡散反射板212の方向に反射され、さらに拡散反射板212により拡散反射される。拡散反射板212で拡散反射された反射光は、2度拡散反射されることにより非常に弱くなっているため、再度ワーク102の加工面で拡散反射され、変位センサ211の受光レンズ232に入射することはほとんどない。
【0052】
従って、変位センサ211は、通常の拡散反射方式の場合と同様に、ワーク102の加工面で1度目に拡散反射された反射光により測定を行う。
【0053】
図5は、変位センサ211、拡散反射板212、および、対物レンズ217の位置関係を模式的に示している。
【0054】
ここで、対物レンズ217の焦点がワーク102の加工面に合っている状態(以下、合焦状態と称する)において、ワーク102の加工面から変位センサ211(のプローブ光の出射口)までの高さをh1、対物レンズ217とワーク102の加工面との間の距離(ワークディスタンス)をWD、変位センサ211から出射されたプローブ光がワーク102の加工面に入射するまでの距離をd1とする。また、変位センサ211から出射されたプローブ光のワーク102の加工面への入射角をθとする。このとき、次式(1)が成り立つ。
【0055】
h1=d1×cosθ ・・・(1)
【0056】
距離d1は、式(1)より次式(2)により表される。
【0057】
d1=h1/cosθ ・・・(2)
【0058】
このとき、変位センサ211は、ワーク102の加工面により拡散反射された反射光により測定を行うため、変位センサ211の測長距離は距離d1となる。従って、変位センサ211は、測定結果として距離d1を示す測定信号をエラーアンプ213に供給する。
【0059】
一方、エラーアンプ213には、フォーカス設定値として、このときの合焦状態における距離d1を示す測定信号の値が入力される。より簡単に言えば、フォーカス設定値が距離d1に設定される。従って、エラーアンプ213から出力されるエラー信号の値は0になる。
【0060】
また、合焦状態からワーク102がZ−方向(下方向)に距離δだけ動いた場合に、プローブ光がワーク102の加工面に入射するまでの距離d1’は、次式(3)により表される。
【0061】
d1'=(h1+δ)/cosθ ・・・(3)
【0062】
従って、ワーク102が移動する前の距離d1と移動した後の距離d1’との差は、次式(4)により表される。
【0063】
d1'−d1=δ/cosθ ・・・(4)
【0064】
このとき、変位センサ211は、測定結果として距離d1’を示す測定信号をエラーアンプ213に供給する。従って、エラーアンプ213から出力されるエラー信号の値は、式(4)の右辺のδ/cosθを示す値となる。
【0065】
ここで、入射角θは設計値であり既知なので、モータドライバ214は、エラー信号の値に基づいて、ワーク102の加工面のZ方向の変位δを求めることができる。そして、モータドライバ214は、Z軸駆動用モータ215を駆動して、対物レンズ217を下方向に距離δだけ移動させることにより、対物レンズ217の焦点をワーク102の加工面に合わせることができる。
【0066】
(正反射面に対する焦点調整方法)
次に、図6および図7を参照して、ワーク102の加工面が正反射面である場合の焦点調整方法について説明する。
【0067】
ワーク102の加工面が正反射面である場合、レーザ光源231から出射されたプローブ光は、矢印Aの方向に進み、ワーク102の加工面で正反射され、矢印Bの方向に進む。そして、矢印Bの方向に進んだプローブ光は拡散反射板212に入射し、拡散反射板212により拡散反射される。
【0068】
拡散反射板212により拡散反射されたプローブ光のうち矢印C1,C2の方向に進んだプローブ光は、ワーク102の加工面で再び正反射され、矢印D1,D2の方向に進み、受光レンズ232に入射する。このように、拡散反射板212により拡散反射されたプローブ光の一部が、受光レンズ232に入射し、リニアセンサ233上に結像する。そして、変位センサ211は、拡散反射板212により拡散反射された後、ワーク102の加工面で正反射された反射光の一部により測定を行う。
【0069】
図7は、図5と同様に、変位センサ211、拡散反射板212、および、対物レンズ217の位置関係を模式的に示している。
【0070】
ここで、合焦状態において、ワーク102の加工面で正反射されたプローブ光が、拡散反射板212に入射するまでの距離をd2とする。また、ワーク102の加工面からプローブ光の拡散反射板212への入射位置までの高さをh2とする。
【0071】
ここで、ワーク102の加工面で正反射されたプローブ光の反射角は、入射角θと等しくなるため、次式(5)が成り立つ。
【0072】
h2=d2×cosθ ・・・(5)
【0073】
従って、変位センサ211から出射されたプローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの距離は、次式(6)により表される。
【0074】
d1+d2=(h1+h2)/cosθ ・・・(6)
【0075】
このとき、変位センサ211は、拡散反射板212により拡散反射された後、ワーク102の加工面で正反射された反射光により測定を行うため、変位センサ211の測長距離は距離d1+d2となる。従って、変位センサ211は、測定結果として距離d1+d2を示す測定信号をエラーアンプ213に供給する。
【0076】
一方、エラーアンプ213には、フォーカス設定値として、このときの合焦状態における距離d1+d2を示す測定信号の値が入力される。より簡単に言えば、フォーカス設定値が距離d1+d2に設定される。従って、エラーアンプ213から出力されるエラー信号の値は0になる。
【0077】
また、上述した図5の例と同様に、合焦状態からワーク102がZ−方向(下方向)に距離δだけ動いた場合に、プローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの距離d1’+d2’は、次式(7)により表される。
【0078】
d1'+d2'=(h1+h2+2δ)/cosθ ・・・(7)
【0079】
従って、ワーク102が移動する前の距離d1+d2と移動した後の距離d1’+d2’との差は、次式(8)により表される。
【0080】
d1'+d2'−(d1+d2)=2δ/cosθ ・・・(8)
【0081】
このとき、変位センサ211は、測定結果として距離d1’+d2’を示す測定信号をエラーアンプ213に供給する。従って、エラーアンプ213から出力されるエラー信号の値は、式(8)の右辺の2δ/cosθを示す値となる。
【0082】
ここで、入射角θは設計値であり既知なので、モータドライバ214は、エラー信号の値に基づいて、ワーク102の加工面のZ方向の変位δを求めることができる。そして、モータドライバ214は、Z軸駆動用モータ215を駆動して、対物レンズ217を下方向に距離δだけ移動させることにより、対物レンズ217の焦点をワーク102の加工面に合わせることができる。
【0083】
そして、焦点調整装置201は、ワーク102の加工面の反射の状態に基づいて、外部からの指令や設定により、あるいは、後述するように自動的に、正反射面または拡散反射面のいずれに対して対物レンズ217の焦点を調整するかを選択する。すなわち、焦点調整装置201は、ワーク102の加工面の反射の状態に基づいて、正反射面に対する焦点調整方法または拡散反射面に対する焦点調整方法のいずれか一方を選択して、対物レンズ217の焦点の位置を調整する。
【0084】
このように、ワーク102の加工面が正反射面か拡散反射面かに関わらず、変位センサ211の測定方式を切り換えたり、変位センサ211を交換したりせずに、オートフォーカスを行うことができる。また、変位センサ211の測定方式の切り換え時や、変位センサ211を交換時に必要な各種の調整や設定等の作業が不要になる。
【0085】
なお、図7では、図を分かりやすくするために距離δを大きく示しており、ワーク102が移動する前と後で、拡散反射板212へのプローブ光の入射位置が大きくずれて示されている。しかし、実際には、変位δはごく小さい値であり、ワーク102が移動する前と後の拡散反射板212へのプローブ光の入射位置の変化は非常に小さい。
【0086】
また、ワーク102が傾くことにより入射角θおよび反射角θは変動し、拡散反射板212へのプローブ光の入射位置が変動する。しかし、ワーク102の傾きの変動はごく僅かであり、ワーク102が傾く前と後の拡散反射板212へのプローブ光の入射位置の変化は非常に小さい。
【0087】
さらに、変位センサ211では、拡散反射板212で四方八方に拡散反射された後、ワーク102の加工面で反射され変位センサ211に戻ってきた反射光の受光量の分布に基づいて測定が行われるため、拡散反射板212へのプローブ光の入射位置の変化が変位センサ211の測定結果に与える影響は非常に小さく、無視することができる。
【0088】
なお、入射角θは固定値なので、cosθは定数となる。従って、例えば、変位センサ211から測定結果に定数cosθを乗じた値を出力するようにしてもよい。これにより、ワーク102の加工面が拡散反射面である場合、高さh1または高さh1+δを示す測定信号が変位センサ211から出力され、変位δを示すエラー信号がエラーアンプ213から出力されるようになる。また、ワーク102の加工面が正反射面である場合、高さh1+h2または高さh1+h2+2δを示す測定信号が変位センサ211から出力され、変位δ×2を示すエラー信号がエラーアンプ213から出力されるようになる。
【0089】
また、例えば、エラーアンプ213からフォーカス設定値と測定信号の値との差分に定数cosθを乗じた値を出力するようによい。これにより、ワーク102の加工面が拡散反射面である場合、変位δを示すエラー信号がエラーアンプ213から出力されるようになる。また、ワーク102の加工面が正反射面である場合、変位δ×2を示すエラー信号がエラーアンプ213から出力されるようになる。
【0090】
なお、以下、ワーク102の加工面のZ方向の変位のことを、単にワーク102の変位とも称する。
【0091】
[焦点調整装置の第1の変形例]
例えば、オートフォーカスの応答速度を高速化するために、Z軸駆動用モータ215を高速動作させようとすると、動作開始時のZ軸駆動用モータ215の負荷が重くなるため、Z軸駆動用モータ215の脱調が発生する場合がある。例えば、Z軸駆動用モータ215がパルスモータにより構成され、オープンループ制御を行う場合、Z軸駆動用モータ215の脱調が生じると、モータドライバ214が認識している対物レンズ217のZ方向の位置と、実際の位置との間にズレが生じる。そして、オートフォーカスを行う度にこのズレが蓄積され、最終的に対物レンズ217の焦点がワーク102の加工面に合わなくなり、加工品質が低下する恐れがある。
【0092】
この現象を防止するために、例えば、定期的に累積誤差をリセットする初期化作業を行うことが考えられるが、このような初期化作業はユーザにとって面倒な作業である。また、レーザ加工装置101が連続稼動している場合には、初期化作業を行うことができない。
【0093】
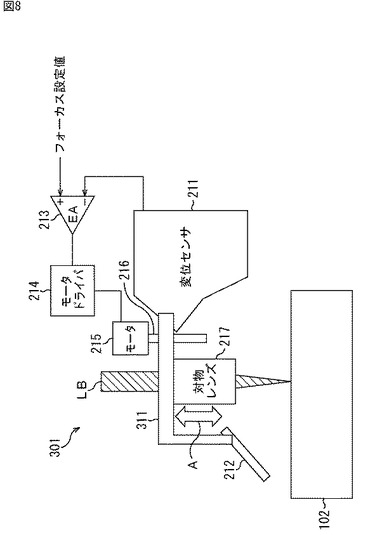
図8の焦点調整装置301は、このような現象の発生を防止できるようにするものである。
【0094】
焦点調整装置301は、図3の焦点調整装置201と比較して、接続部材311が追加されている点が異なる。
【0095】
変位センサ211、拡散反射板212、および、対物レンズ217は、接続部材311を介して接続されている。また、接続部材311は、Z軸駆動用ネジ216を介してZ軸駆動用モータ215に接続されている。そして、Z軸駆動用モータ215の回転方向の運動が、Z軸駆動用ネジ216を介して接続部材311に伝達されることにより、矢印Aで示されるワーク102の加工面に対して垂直な方向(Z方向)に接続部材311が移動する。その結果、接続部材311に接続されている変位センサ211、拡散反射板212、および、対物レンズ217が一体としてZ方向に移動する。
【0096】
これにより、Z軸駆動用モータ215の脱調の発生の有無に関わらず、また、ワーク102の加工面が拡散反射面であるか正反射面であるかに関わらず、変位センサ211の測定信号の値がフォーカス設定値に等しくなり、エラーアンプ213から出力されるエラー信号の値が0になるように、接続部材311のZ方向の位置を調整するだけで、対物レンズ217の焦点をワーク102の加工面に合わせることができる。
【0097】
従って、Z軸駆動用モータ215の脱調が発生しても、対物レンズ217の焦点をワーク102の加工面に正確に合わせることができる。
【0098】
また、ワーク102の加工面の反射の状態により、モータドライバ214の制御方法を変更する必要がなくなる。すなわち、ワーク102の加工面が拡散反射面か正反射面かの違いにより、エラー信号の値が上述した式(4)のδ/cosθか式(8)の2δ/cosθかになるが、モータドライバ214は、その値の変動に関わらず、エラー信号の値が0になるように対物レンズ217のZ方向の位置を調整すればよい。
【0099】
[焦点調整装置の第2の変形例]
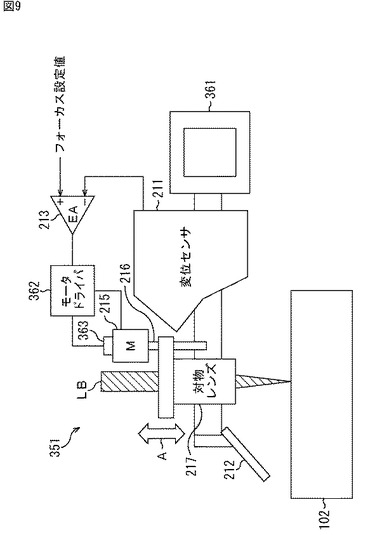
図9の焦点調整装置351は、図8の焦点調整装置301と同様に、Z軸駆動用モータ215の脱調に対する対策を施したものである。
【0100】
焦点調整装置351は、図8の焦点調整装置301と比較して、接続部材311の代わりに架台361が設けられ、モータドライバ214の代わりにモータドライバ362が設けられ、ロータリエンコーダ363が追加されている点が異なる。
【0101】
焦点調整装置351では、変位センサ211および拡散反射板212は架台361に固定されており、オートフォーカス時に対物レンズ217のみZ方向に移動する。
【0102】
モータドライバ362は、ロータリエンコーダ363によりカウントされるZ軸駆動用モータ215の回転数に基づいて、対物レンズ217のZ方向の移動量を検出して、対物レンズ217のZ方向の位置を検出する。従って、モータドライバ362は、Z軸駆動用モータ215の脱調が発生しても、実際のZ軸駆動用モータ215の回転数に基づいて、対物レンズ217のZ方向の位置を正確に検出することができる。
【0103】
これにより、Z軸駆動用モータ215の脱調が発生し、対物レンズ217を目標位置まで移動できなくても、その誤差を検出して、次回のオートフォーカス時に補正することができる。従って、対物レンズ217のZ方向の位置のズレが蓄積されることが防止される。
【0104】
なお、Z軸駆動用モータ215がリニアモータにより構成される場合、例えば、ロータリエンコーダ363の代わりにリニアエンコーダが設けられる。
【0105】
また、対物レンズ217を高速に駆動させるために、Z軸駆動用モータ215をボイスコイルモータ等により構成する場合、例えば、ロータリエンコーダ363の代わりにリニアエンコーダや静電キャパシタ型のセンサを用いて、対物レンズ217の位置検出が行われる。
【0106】
さらに、高速動作可能なガルバノメータを用いて対物レンズ217のZ方向の駆動を行う場合、例えば、ロータリエンコーダ363の代わりにエンコーダ付のデジタルガルバノメータを用いて、対物レンズ217の位置検出が行われる。
【0107】
なお、焦点調整装置351では、図8の焦点調整装置301と比較して、対物レンズ217だけをZ方向に移動させるため、オートフォーカス用のZ方向の駆動機構の負荷を軽くすることができる。従って、駆動機構の応答速度を高速化し、オートフォーカスの反応速度を高速化することができる。あるいは、駆動機構を小型化し、レーザ加工装置101の小型化および低コスト化を実現することができる。
【0108】
[拡散反射面と正反射面が混在する場合の焦点調整方法]
次に、図10乃至図12を参照して、拡散反射面と正反射面が混在する場合の焦点調整方法について説明する。
【0109】
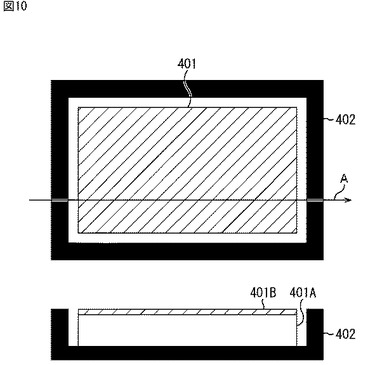
図10は、拡散反射面と正反射面が混在する場合の一例として、ワーク102がCIGSを用いた薄膜太陽電池パネル401により構成され、その薄膜太陽電池パネル401を基板ホルダ402に載置して加工する場合を示している。なお、図10の上の図は、基板ホルダ402に載置された薄膜太陽電池パネル401を上から見た模式図であり、下の図は、基板ホルダ402に載置された薄膜太陽電池パネル401の断面を模式的に示す図である。
【0110】
この例において、薄膜太陽電池パネル401は、P1工程のレーザ加工を行う前の状態であり、ガラス基板401Aの上にMo等からなる金属層である裏面電極層401Bが積層されている。上述したように、この裏面電極層401Bは、レーザ光を正反射する。
【0111】
一方、基板ホルダ402は、黒アルマイト加工したアルミニウムからなり、レーザ光を拡散反射する。
【0112】
なお、以下、説明を分かりやすくするために、薄膜太陽電池パネル401の裏面電極層401Bの表面と基板ホルダ402の表面が同じ高さであるものとして説明する。
【0113】
例えば、加工ヘッド115を矢印Aの方向に動かしながら、薄膜太陽電池パネル401の裏面電極層401Bの加工を行う場合、加工ヘッド115が基板ホルダ402上に来たとき、基板ホルダ402の表面に対してオートフォーカスが行われる。その後、加工ヘッド115が薄膜太陽電池パネル401上に来たとき、薄膜太陽電池パネル401の裏面電極層401Bの表面に対してオートフォーカスが行われる。
【0114】
ここで、裏面電極層401Bの加工を行う場合、裏面電極層401Bは正反射面であるため、エラーアンプ213に入力されるフォーカス設定値は、図7を参照して上述したように、距離d1+d2に設定される。
【0115】
一方、基板ホルダ402の表面に対してオートフォーカスを行う場合、基板ホルダ402の表面は拡散反射面であるため、対物レンズ217の焦点が基板ホルダ402の表面に合っていたとしても、変位センサ211の測長距離は距離d1となり、フォーカス設定値より距離d2だけ短くなる。
【0116】
従って、図8の焦点調整装置301のように、変位センサ211、拡散反射板212、および、対物レンズ217を一体としてZ方向に移動させる場合、変位センサ211の測長距離がd1+d2になるように制御されるため、対物レンズ217が、Z+方向に距離d2×cosθだけ移動する。
【0117】
また、図9の焦点調整装置351のように、対物レンズ217のみをZ方向に移動させる場合、対物レンズ217が、Z+方向に距離d2×cosθ/2だけ移動する。
【0118】
ここで、一般的に、プローブ光がワーク102の加工面で正反射されてから拡散反射板212に入射するまでの距離d2は、ワーク102のZ方向の変位と比較して非常に大きい。従って、上記のいずれの場合にせよ、基板ホルダ402上での対物レンズ217の移動距離は、通常のオートフォーカス時より大きくなる。
【0119】
従って、その後、薄膜太陽電池パネル401の裏面電極層401Bの表面に対してオートフォーカスを行う場合、対物レンズ217の移動距離が長くなり、オートフォーカスの反応速度が遅くなる。
【0120】
ところで、市販の変位センサでは、測長範囲を設定し、測長範囲を超えた場合にエラー信号を出力する機能を有するものがある。従って、変位センサ211の測長範囲をフォーカス設定値±αに設定しておき、測長距離が測長範囲を超えたことを示すエラー信号が変位センサ211から出力された場合、オートフォーカスを停止し、対物レンズ217のZ方向の移動を停止したり、移動前の位置に戻したりするようにすることが考えられる。
【0121】
なお、αは、薄膜太陽電池パネル401のZ方向の変位の想定範囲より大きく、距離d2より小さい値に設定される。
【0122】
これにより、図10の例では、基板ホルダ402の表面に対するオートフォーカスが途中で中止され、薄膜太陽電池パネル401の裏面電極層401Bの表面に対してオートフォーカスを行う場合に、対物レンズ217の移動距離が短くなり、オートフォーカスの反応速度が速くなる。
【0123】
なお、ここでは、基板ホルダ402が加工対象でなく、加工対象の反射の状態が拡散反射面(薄膜太陽電池パネル401の裏面電極層401B)の1種類のみである場合について説明した。一方、加工の途中で加工面の反射の状態が拡散反射面から正反射面、あるいは、正反射面から拡散反射面に切り替わる場合も想定される。
【0124】
この場合、例えば、測長距離が測長範囲から外れたことを示すエラー信号が変位センサ211から出力された場合、加工面の反射の状態が変化したと判定することができる。そして、加工面の反射の状態が変化したと判定された場合、正反射面または拡散反射面のいずれに対して対物レンズ217の焦点を調整するかを切り換えることが可能である。すなわち、拡散反射面に対する焦点調整方法から正反射面に対する焦点調整方法に切り換えたり、正反射面に対する焦点調整方法から拡散反射面に対する焦点調整方法に切り換えたりすることが可能である。
【0125】
例えば、図8の焦点調整装置301のように、変位センサ211、拡散反射板212、および、対物レンズ217を一体としてZ方向に移動させる場合、加工面の反射の状態に応じて、エラーアンプ213に入力するフォーカス設定値を拡散反射面に対する値(距離d1)または正反射面に対する値(距離d1+d2)に切り換えるようにすればよい。
【0126】
また、図9の焦点調整装置351のように、対物レンズ217のみをZ方向に移動させる場合、例えば、加工面の反射の状態に応じて、フォーカス設定値を切り換えるのに加えて、モータドライバ214のワーク102の変位の求め方を切り換えるようにすればよい。すなわち、加工面が拡散反射面である場合、上述した式(4)の右辺に基づいて変位δを求め、加工面が正反射面である場合、上述した式(8)の右辺に基づいて変位δを求めるようにすればよい。
【0127】
なお、変位センサ211に上述した測長範囲の設定機能が搭載されていない場合、例えば、拡散反射板に入射するプローブ光の強度に基づいて、ワーク102の加工面の反射の状態を検出するようにしてもよい。
【0128】
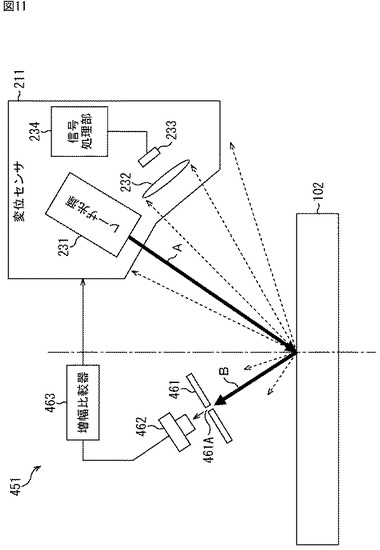
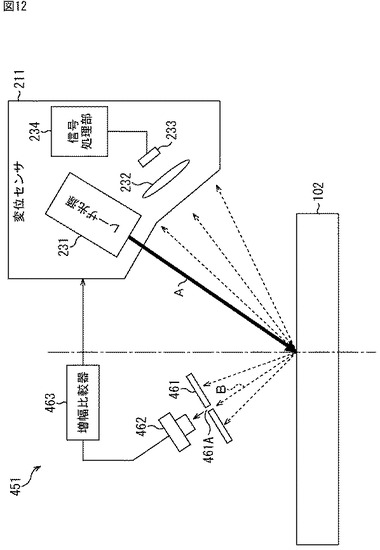
図11および図12は、拡散反射板に入射するプローブ光の強度に基づいて、ワーク102の加工面の反射の状態を検出するようにした焦点調整装置451の構成例の一部を示している。なお、図11は、ワーク102の加工面が正反射面である場合を示し、図12は、ワーク102の加工面が拡散反射面である場合を示している。
【0129】
焦点調整装置451では、図3の焦点調整装置201と比較して、拡散反射板212の代わりに、拡散反射板461が設けられ、フォトセンサ462および増幅比較器463が設けられている点が異なる。
【0130】
拡散反射板461の中央にはピンホール461Aが設けられている。拡散反射板461は、変位センサ211のレーザ光源231から出射されたプローブ光がワーク102の加工面で正反射した場合、正反射したプローブ光の一部がピンホール461Aに入射するように配置される。
【0131】
そして、フォトセンサ462は、ピンホール461Aを通過するプローブ光の光量を検出し、検出値を示す検出信号を増幅比較器463に供給する。増幅比較器463は、フォトセンサ462からの検出信号を増幅した後、増幅後の検出信号の値を所定の閾値と比較することにより、ワーク102の加工面が正反射面または拡散反射面のいずれであるかを判定する。
【0132】
例えば、ワーク102の加工面が正反射面である場合、図11に示されるように、レーザ光源231から出射され矢印Aの方向に進んだプローブ光がワーク102の加工面で正反射され、そのほとんどが矢印Bの方向に進み、その一部が拡散反射板461のピンホール461Aに入射する。従って、フォトセンサ462により検出されるプローブ光の光量は大きくなる。
【0133】
一方、ワーク102の加工面が拡散反射面である場合、図12に示されるように、レーザ光源231から出射され矢印Aの方向に進んだプローブ光がワーク102の加工面で拡散反射され、その一部のみが矢印Bの方向に進み、さらにその一部が拡散反射板461のピンホール461Aに入射する。従って、フォトセンサ462により検出されるプローブ光の光量は小さくなる。
【0134】
従って、増幅比較器463は、増幅後の検出信号の値が所定の閾値以上である場合、ワーク102の加工面が正反射面であると判定し、所定の閾値未満である場合、ワーク102の加工面が拡散反射面であると判定する。そして、増幅比較器463は、判定結果を示す信号を変位センサ211やモータドライバ214等に供給する。
【0135】
これにより、ワーク102の加工面の反射の状態を自動検出し、その結果に基づいて、上述したように対物レンズ217の焦点の調整方法を自動で切り換えることができる。
【0136】
<2.変形例>
以下、本発明の実施の形態の変形例について説明する。
【0137】
図1のレーザ加工装置101では、ガントリ114を固定する例を示したが、例えば、図1のY軸駆動部112をなくし、ガントリ114自体をY方向に駆動させる構成(移動ガントリ方式ステージ)としてもよい。
【0138】
また、以上の説明では、板状の拡散反射板212を用いる例を示したが、板状以外の形状(例えば、球状等)の拡散反射体を用いるようにしてもよい。
【0139】
さらに、例えば、エラーアンプ213の機能を変位センサ211に内蔵するようにしてもよい。
【0140】
また、例えば、変位センサ211の信号処理部234が、測定結果に基づいて、ワーク102の変位δを算出し、変位δを示す測定信号を出力するようにしてもよい。この場合、例えば、信号処理部234が、ワーク102の加工面の反射の状態の検出結果に基づいて、上述した式(4)に基づく拡散反射面に対する変位δの算出方法と、上述した式(8)に基づく正反射面に対する変位δの算出方法を自動で切り換えるようにしてもよい。
【0141】
さらに、例えば、変位センサ211の信号処理部234が、測長距離が測長範囲内であるか否かに基づいて、ワーク102の加工面の反射の状態を検出するようにしてもよい。例えば、正反射面に対する測長範囲を設定している場合に、測長距離が測長範囲から外れたとき、ワーク102の加工面が正反射面から拡散反射面に変わったことを検出し、拡散反射面に対する測長範囲を設定している場合に、測長距離が測長範囲から外れたとき、ワーク102の加工面が拡散反射面から正反射面に変わったことを検出することができる。
【0142】
また、以上の説明では、対物レンズ217のZ方向の位置により対物レンズ217の焦点の位置を調整する例を示したが、本発明は、例えば、対物レンズ217を複数のレンズにより構成し、レンズ間の間隔等により焦点の位置を調整する場合にも適用できる。
【0143】
さらに、リニアセンサ233の代わりに、2次元のイメージセンサ等を用いるようにしてもよい。
【0144】
また、以上の説明では、ワーク102の加工面で正反射または拡散反射されたプローブ光を用いて、加工面に対物レンズ217の焦点を合わせる例を示した。しかし、本発明は、加工面とは異なる面で正反射または拡散反射されたプローブ光を用いて、加工面に対物レンズ217の焦点を合わせるようにすることも可能である。
【0145】
例えば、図13の矢印A1に示されるように、ガラス基板801側から正反射膜802(例えば、Mo膜等)にレーザ光を照射して加工する場合について検討する。この場合、まず、上述したように、ガラス基板801の表面801aで拡散反射されたプローブ光を用いて、ガラス基板801の表面801aに焦点位置を合わせることが可能である。このとき、ガラス基板801の表面801aからガラス基板801の厚みだけ深い位置に焦点位置をオフセットするように設定することにより、ガラス基板801の表面801aで拡散反射されたプローブ光を用いて、実際の加工面である正反射膜802の表面802aに焦点位置を合わせることができる。
【0146】
これは、例えば、図14の矢印A2に示されるように、透明または半透明なフィルム基板811(例えば、PIシート、PETシート、COCシート等のフレキシブルシート等)側から正反射膜812にレーザ光を照射して加工する場合も同様である。すなわち、フィルム基板811の表面811aで拡散反射されたプローブ光を用いて、実際の加工面である正反射膜812の表面812aに焦点位置を合わせることができる。
【0147】
また、本発明は、図15に示されるように、ワーク102の表面だけでなく、ワーク102の表面より深い加工面で反射したプローブ光を用いて、当該加工面に焦点位置を合わせる場合にも適用できる。
【0148】
具体的には、例えば、プローブ光の波長をフィルム基板821に対して透過率の良い波長に設定するとともに、フィルム基板821の表面821aにプローブ光が拡散反射しにくくなるようなコーティングを施しておく。そうすると、矢印A3に示されるように、フィルム基板821側から入射したプローブ光は、フィルム基板821を透過し、正反射膜822の表面822aで正反射される。この正反射膜822の表面822aで正反射されたプローブ光を用いて、正反射膜822の表面822aに焦点位置を合わせることが可能である。
【0149】
なお、本発明は、レーザ加工装置以外でオートフォーカスを行う装置にも適用することが可能である。
【0150】
また、本発明の実施の形態は、上述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において種々の変更が可能である。
【符号の説明】
【0151】
101 レーザ加工装置
102 ワーク
112 Y軸駆動部
113 載物台
114 ガントリ
115a乃至115f 加工ヘッド
201 焦点調整装置
211,211a乃至211d 変位センサ
212,212a乃至212d 拡散反射板
213 エラーアンプ
214 モータドライバ
215 Z軸駆動用モータ
216 Z軸駆動用ネジ
217 対物レンズ
231 レーザ光源
232 受光レンズ
233 リニアセンサ
234 信号処理部
301 焦点調整装置
311 接続部材
351 焦点調整装置
361 架台
362 モータドライバ
363 ロータリエンコーダ
451 焦点調整装置
461 拡散反射板
461A ピンホール
462 フォトセンサ
463 増幅比較器
【技術分野】
【0001】
本発明は、変位センサに関し、特に、オートフォーカスの制御に用いて好適な変位センサに関する。
【背景技術】
【0002】
薄膜太陽電池パネルのレーザ加工を行う場合、薄膜が蒸着されるガラス基板の撓みなどにより、加工用のレーザ光を出射する対物レンズと加工面との間の距離が変動するため、レーザ光の焦点位置を加工面に追従させる必要がある。そのため、レーザ加工装置には、加工面の上下方向の変動に合わせて対物レンズの焦点位置を自動調整するオートフォーカス機能が通常搭載されている。
【0003】
また、そのようなオートフォーカス機能の制御用に、薄膜太陽電池パネル等のワークに測定用のレーザ光であるプローブ光を照射し、ワークからの反射光によりワークの変位またはワークまでの距離を測定する変位センサがよく用いられる(例えば、特許文献1参照)。
【0004】
ところで、変位センサの測定方式は、被測定物からの正反射光を用いる正反射方式と、被測定物からの拡散反射光を用いる拡散反射方式と2種類に分かれている。そのため、ワークの加工面が正反射面の場合と拡散反射面の場合とで、変位センサの測定方式を切り換えたり、変位センサを交換したりする必要がある。
【0005】
一方、従来、反射光の受光量分布のピークの数、ピーク値、および、受光波形の幅に基づいて、物体表面の反射の状態によらずに物体の検出精度を向上させる光電センサが提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−111534号公報
【特許文献2】特開2007−221491号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献2に記載の光電センサでは、物体表面の反射の状態に関わらず、測定方式を切り換えないで、物体の変位や物体までの距離を精度よく測定することは特に検討されていてない。
【0008】
本発明は、このような状況に鑑みてなされたものであり、被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることを不要にするものである。
【課題を解決するための手段】
【0009】
本発明の一側面の変位センサは、被測定物の表面に対して斜め方向に測定光を照射する投光部と、被測定物の表面で正反射された測定光が入射する位置に配置されている拡散反射体と、拡散反射体により拡散反射された測定光がさらに被測定物の表面で反射された第1の反射光、または、投光部から照射された測定光が被測定物の表面で拡散反射された第2の反射光を受光する受光部と、受光部により受光された第1の反射光により投光部から出射された測定光が被測定物の表面を介して拡散反射体に入射するまでの第1の距離を検出するか、または、受光部により受光された第2の反射光により投光部から出射された測定光が被測定物の表面に入射するまでの第2の距離を検出する信号処理部とを備える。
【0010】
本発明の一側面の変位センサにおいては、投光部から被測定物の表面に対して斜め方向に測定光が照射され、被測定物の表面で正反射された測定光が入射する位置に配置されている拡散反射体により拡散反射された測定光がさらに被測定物の表面で反射された第1の反射光、または、投光部から照射された測定光が被測定物の表面で拡散反射された第2の反射光が受光され、第1の反射光により投光部から出射された測定光が被測定物の表面を介して拡散反射体に入射するまでの第1の距離が検出されるか、または、第2の反射光により投光部から出射された測定光が被測定物の表面に入射するまでの第2の距離が検出される。
【0011】
従って、被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることが不要になる。
【0012】
この投光部は、例えば、レーザ光源、レンズ等により構成される。この拡散反射体は、例えば、金属ブロックの表面に梨地メッキやサンドブラストを施したもの、あるいは、セラミックス系のブロックにより構成される。また、拡散反射体の形状は、板状、球状など任意である。この受光部は、例えば、1次元のCCDイメージセンサ、CMOSイメージセンサ等のリニアセンサにより構成される。この信号処理部は、例えば、アナログまたはデジタルの信号処理回路や、CPU等の演算装置等により構成される。
【0013】
この信号処理部には、検出した距離が所定の範囲内であるか否かに基づいて、被測定物の表面が正反射面または拡散反射面のいずれであるかを判定させることができる。
【0014】
これにより、簡単かつ正確に被測定物の表面が正反射面または拡散反射面のいずれであるかを判定することができる。
【0015】
この信号処理部には、被測定物の表面が正反射面である場合、第1の距離および被測定物の表面への測定光の入射角に基づいて被測定物の変位を算出させ、被測定物の表面が拡散反射面である場合、第2の距離および入射角に基づいて被測定物の変位を算出させることができる。
【0016】
これにより、被測定物の表面の反射の状態に関わらず、被測定物の変位を正確に測定することができる。
【発明の効果】
【0017】
本発明の一側面によれば、被測定物の表面の反射の状態によって、変位センサの測定方式を切り換えたり、変位センサを交換したりすることが不要になる。
【図面の簡単な説明】
【0018】
【図1】本発明を適用したレーザ加工装置の一実施の形態を示すブロック図である。
【図2】ワークの一例である薄膜太陽電池パネルの構成例を模式的に示した図である。
【図3】レーザ加工装置に搭載される焦点調整装置の構成例を示すブロック図である。
【図4】ワークの加工面が拡散反射面である場合の焦点調整方法について説明するための図である。
【図5】ワークの加工面が拡散反射面である場合の焦点調整方法について説明するための図である。
【図6】ワークの加工面が正反射面である場合の焦点調整方法について説明するための図である。
【図7】ワークの加工面が正反射面である場合の焦点調整方法について説明するための図である。
【図8】レーザ加工装置に搭載される焦点調整装置の第1の変形例を示すブロック図である。
【図9】レーザ加工装置に搭載される焦点調整装置の第2の変形例を示すブロック図である。
【図10】拡散反射面と正反射面が混在する場合の一例を示す図である。
【図11】ワークの加工面の反射の状態を検出する方法を説明するための図である。
【図12】ワークの加工面の反射の状態を検出する方法を説明するための図である。
【図13】焦点位置の調整方法の変形例を説明するための図である。
【図14】焦点位置の調整方法の変形例を説明するための図である。
【図15】焦点位置の調整方法の変形例を説明するための図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態(以下、実施の形態という)について説明する。なお、説明は以下の順序で行う。
1.レーザ加工装置の実施の形態
2.変形例
【0020】
<1.レーザ加工装置の実施の形態>
[レーザ加工装置101の構成例]
図1は、本発明を適用したレーザ加工装置101の一実施の形態を模式的に示す外観図である。
【0021】
なお、以下、レーザ加工装置101の長手方向において図1の左側に見えている側を前側とし、その逆側を後ろ側とする。また、以下、レーザ加工装置101の短手方向において、図1で手前に見えている側を右側とし、その逆側を左側とする。
【0022】
さらに、以下、レーザ加工装置101の横方向(左右方向)をX方向と称し、左から右に向かう方向を正の方向とする。また、以下、X方向の正の方向をX+方向と称し、負の方向をX−方向と称する。さらに、以下、レーザ加工装置101の奥行き方向をY方向と称し、前から後ろに向かう方向を正の方向とする。また、以下、Y方向の正の方向をY+方向と称し、負の方向をY−方向と称する。さらに、以下、レーザ加工装置101の上下方向をZ方向と称し、下から上に向かう方向を正の方向とする。また、以下、Z方向の正の方向をZ+方向と称し、負の方向をZ−方向と称する。X方向、Y方向、および、Z方向は、互いに直交する。
【0023】
レーザ加工装置101は、レーザ光を用いてワーク102に対して各種の加工を行う装置である。レーザ加工装置101は、架台111、Y軸駆動部112、載物台113、ガントリ114、および、加工ヘッド115a乃至115fを含むように構成される。
【0024】
Y軸駆動部112は、架台111の上にY方向に延びるように設けられており、ワーク102が載置されている載物台113をY方向に移動させる。そして、載物台113がY方向に移動することにより、レーザ光によるワーク102の加工位置がY方向に進行する。換言すれば、ワーク102の加工方向がY方向となる。
【0025】
架台111のY方向の中央やや後ろ寄りには、門型のガントリ114が、架台111の上をX方向に横断するように設けられている。また、ガントリ114の梁の前面には、加工ヘッド115a乃至115fが設けられている。
【0026】
加工ヘッド115a乃至115fは、それぞれレーザ光をワーク102に照射することにより、ワーク102の加工を行う。加工ヘッド115a乃至115fは、図示せぬ駆動系により、ガントリ114の梁に沿ってそれぞれX方向に移動させることが可能である。そして、加工ヘッド115a乃至115fがX方向に移動することにより、レーザ光によるワーク102の加工位置がX方向に進行する。換言すれば、ワーク102の加工方向がX方向となる。
【0027】
また、加工ヘッド115a乃至115fは、図示せぬ駆動系により、それぞれZ方向に移動させることが可能である。
【0028】
なお、以下、加工ヘッド115a乃至115fを個々に区別する必要がない場合、単に、加工ヘッド115と称する。また、図1に示される加工ヘッドの数は、その一例であり、任意の数に設定することができる。
【0029】
[ワーク102の構成例]
ワーク102の種類は特に限定されるものではないが、図2にその一例を示す。具体的には、図2は、CIGS(Copper Indium Gallium DiSelenide)を用いた薄膜太陽電池パネル151の構成例を模式的に示している。
【0030】
薄膜太陽電池パネル151は、ガラス基板151A、裏面電極層151B、発電層151C、および、透明電極層151Dの4層構造からなり、例えば、透明電極層151D側からレーザ光を照射して加工する。そして、裏面電極層151Bは、例えば、Mo等からなる金属層であり、レーザ光を正反射する。発電層151Cは、例えば、CIGS等からなる光吸収層、および、ZnS、InS等からなるバッファ層により構成され、レーザ光を拡散反射する。透明電極層151Dは、例えば、ZnO等からなり、レーザ光を拡散反射する。
【0031】
従って、従来の変位センサでは、ガラス基板151A、発電層151C、および、透明電極層151Dに対する変位または距離を、拡散方式を用いて測定し、裏面電極層151Bに対する変位または距離を、正反射方式を用いて測定する必要がある。
【0032】
なお、レーザ加工装置101の加工対称となる薄膜太陽電池パネルの構成は、この例に限定されるものではない。例えば、他にも、裏面電極層151Bと透明電極層151Dが逆に配置され、ガラス基板151A側からレーザ光を照射して加工されるような薄膜太陽電池パネル等が想定される。
【0033】
[焦点調整装置201の構成例]
図3は、レーザ加工装置101の各加工ヘッド115に搭載される焦点調整装置201の構成例を示すブロック図である。
【0034】
焦点調整装置201は、変位センサ211、拡散反射板212、エラーアンプ(EA)213、モータドライバ214、Z軸駆動用モータ215、Z軸駆動用ネジ216、および、対物レンズ217を含むように構成される。
【0035】
変位センサ211は、所定の波長(例えば、650nm)の測定用のレーザ光であるプローブ光(測定光)を用いて、被測定物の変位または被測定物までの距離を測定する変位センサである。変位センサ211は、レーザ光源231、受光レンズ232、リニアセンサ233、および、信号処理部234を内蔵している。
【0036】
レーザ光源231は、所定の波長(例えば、650nm)の測定用のレーザ光であるプローブ光(測定光)を出射する。レーザ光源231から出射されたプローブ光は、レーザ光源231とともに投光部を構成するレンズ等(不図示)を介して、ワーク102の表面である加工面に対して斜め方向に照射される。
【0037】
なお、レーザ光源231から出射したプローブ光のワーク102の加工面への入射角θは、0度<θ<90度の範囲内に設定される。
【0038】
受光レンズ232は、レーザ光源231から出射されたプローブ光の反射光を受光し、受光した反射光をリニアセンサ233上に結像させる。
【0039】
リニアセンサ233は、例えば、受光素子が1次元に配列されたCCDイメージセンサまたはCMOSイメージセンサにより構成される。リニアセンサ233の各受光素子は、受光レンズ232を介して入射したプローブ光の反射光の光量を検出する。そして、リニアセンサ233は、各受光素子の受光量を示す検出信号を信号処理部234に供給する。
【0040】
信号処理部234は、リニアセンサ233におけるプローブ光の反射光の結像位置(受光量がピークとなる位置)または受光量の分布に基づいて、被測定物の変位または被測定物までの距離を検出する。そして、信号処理部234は、検出結果を示す測定信号をエラーアンプ213に供給する。なお、以下、信号処理部234が、被測定物までの距離を示す測定信号を出力する場合について説明する。
【0041】
拡散反射板212は、レーザ光源231から出射されたプローブ光がワーク102の加工面で正反射された場合に、正反射したプローブ光が入射する位置に設置される。そして、拡散反射板212は、ワーク102の加工面を介して入射したプローブ光を拡散反射する。
【0042】
なお、拡散反射板212の向きは、ワーク102の加工面で正反射されたプローブ光が確実に入射する向きであれば良く、例えば、ワーク102の加工面で正反射されたプローブ光が垂直に入射する向きに設定される。
【0043】
また、拡散反射板212は、鏡面反射するもの以外であれば特に限定されるものではなく、例えば、金属ブロックの表面に梨地メッキやサンドブラストを施したもの、あるいは、セラミックス系のブロックにより構成される。ただし、拡散反射板212により拡散反射されたプローブ光がより多く変位センサ211の受光レンズ232に入射し、変位センサ211の受光感度が上がるように、プローブ光の波長に対して反射率が高い素材またはコーティングを拡散反射板212に用いるのが望ましい。
【0044】
エラーアンプ213には、変位センサ211から出力される測定信号の目標値を示すフォーカス設定値が入力される。フォーカス設定値は、例えば、対物レンズ217の焦点の位置がワーク102の加工面に合っているときに変位センサ211から出力される測定信号の値に設定される。そして、エラーアンプ213には、変位センサ211から供給される測定信号の値とフォーカス設定値との差を増幅したエラー信号をモータドライバ214に供給する。従って、エラー信号は、対物レンズ217の焦点の位置とワーク102の加工面との間のズレ(誤差)を反映した値となる。
【0045】
モータドライバ214は、エラー信号に示される誤差を解消し、対物レンズ217の焦点がワーク102の加工面に合うように、Z軸駆動用モータ215を駆動して、対物レンズ217をZ方向に移動させることにより、対物レンズ217の焦点の位置を調整する。
【0046】
Z軸駆動用モータ215は、Z軸駆動用ネジ216を介して対物レンズ217に接続されている。そして、Z軸駆動用モータ215の回転方向の運動が、Z軸駆動用ネジ216を介して対物レンズ217に伝達されることにより、矢印Aで示されるワーク102の加工面に対して垂直な方向(Z方向)に対物レンズ217が移動する。これにより、対物レンズ217の焦点位置がZ方向に移動する。
【0047】
対物レンズ217は、加工用のレーザ光LBが入射し、ワーク102の加工面において結像させる。
【0048】
[焦点調整装置201の焦点調整方法]
次に、図4乃至図7を参照して、焦点調整装置201の焦点調整方法について説明する。
【0049】
(拡散反射面に対する焦点調整方法)
まず、図4および図5を参照して、ワーク102の加工面が拡散反射面である場合の焦点調整方法について説明する。
【0050】
ワーク102の加工面が拡散反射面である場合、レーザ光源231から出射されたプローブ光は、矢印Aの方向に進み、ワーク102の加工面で拡散反射される。拡散反射されたプローブ光の一部は、矢印B1乃至B4で示されるように、変位センサ211の方向に反射される。そのうち、矢印B2および矢印B3で示されるように、受光レンズ232に入射した反射光が、リニアセンサ233上に結像する。
【0051】
一方、ワーク102の加工面で拡散反射されたプローブ光の一部は、矢印B5乃至B7に示されるように、拡散反射板212の方向に反射され、さらに拡散反射板212により拡散反射される。拡散反射板212で拡散反射された反射光は、2度拡散反射されることにより非常に弱くなっているため、再度ワーク102の加工面で拡散反射され、変位センサ211の受光レンズ232に入射することはほとんどない。
【0052】
従って、変位センサ211は、通常の拡散反射方式の場合と同様に、ワーク102の加工面で1度目に拡散反射された反射光により測定を行う。
【0053】
図5は、変位センサ211、拡散反射板212、および、対物レンズ217の位置関係を模式的に示している。
【0054】
ここで、対物レンズ217の焦点がワーク102の加工面に合っている状態(以下、合焦状態と称する)において、ワーク102の加工面から変位センサ211(のプローブ光の出射口)までの高さをh1、対物レンズ217とワーク102の加工面との間の距離(ワークディスタンス)をWD、変位センサ211から出射されたプローブ光がワーク102の加工面に入射するまでの距離をd1とする。また、変位センサ211から出射されたプローブ光のワーク102の加工面への入射角をθとする。このとき、次式(1)が成り立つ。
【0055】
h1=d1×cosθ ・・・(1)
【0056】
距離d1は、式(1)より次式(2)により表される。
【0057】
d1=h1/cosθ ・・・(2)
【0058】
このとき、変位センサ211は、ワーク102の加工面により拡散反射された反射光により測定を行うため、変位センサ211の測長距離は距離d1となる。従って、変位センサ211は、測定結果として距離d1を示す測定信号をエラーアンプ213に供給する。
【0059】
一方、エラーアンプ213には、フォーカス設定値として、このときの合焦状態における距離d1を示す測定信号の値が入力される。より簡単に言えば、フォーカス設定値が距離d1に設定される。従って、エラーアンプ213から出力されるエラー信号の値は0になる。
【0060】
また、合焦状態からワーク102がZ−方向(下方向)に距離δだけ動いた場合に、プローブ光がワーク102の加工面に入射するまでの距離d1’は、次式(3)により表される。
【0061】
d1'=(h1+δ)/cosθ ・・・(3)
【0062】
従って、ワーク102が移動する前の距離d1と移動した後の距離d1’との差は、次式(4)により表される。
【0063】
d1'−d1=δ/cosθ ・・・(4)
【0064】
このとき、変位センサ211は、測定結果として距離d1’を示す測定信号をエラーアンプ213に供給する。従って、エラーアンプ213から出力されるエラー信号の値は、式(4)の右辺のδ/cosθを示す値となる。
【0065】
ここで、入射角θは設計値であり既知なので、モータドライバ214は、エラー信号の値に基づいて、ワーク102の加工面のZ方向の変位δを求めることができる。そして、モータドライバ214は、Z軸駆動用モータ215を駆動して、対物レンズ217を下方向に距離δだけ移動させることにより、対物レンズ217の焦点をワーク102の加工面に合わせることができる。
【0066】
(正反射面に対する焦点調整方法)
次に、図6および図7を参照して、ワーク102の加工面が正反射面である場合の焦点調整方法について説明する。
【0067】
ワーク102の加工面が正反射面である場合、レーザ光源231から出射されたプローブ光は、矢印Aの方向に進み、ワーク102の加工面で正反射され、矢印Bの方向に進む。そして、矢印Bの方向に進んだプローブ光は拡散反射板212に入射し、拡散反射板212により拡散反射される。
【0068】
拡散反射板212により拡散反射されたプローブ光のうち矢印C1,C2の方向に進んだプローブ光は、ワーク102の加工面で再び正反射され、矢印D1,D2の方向に進み、受光レンズ232に入射する。このように、拡散反射板212により拡散反射されたプローブ光の一部が、受光レンズ232に入射し、リニアセンサ233上に結像する。そして、変位センサ211は、拡散反射板212により拡散反射された後、ワーク102の加工面で正反射された反射光の一部により測定を行う。
【0069】
図7は、図5と同様に、変位センサ211、拡散反射板212、および、対物レンズ217の位置関係を模式的に示している。
【0070】
ここで、合焦状態において、ワーク102の加工面で正反射されたプローブ光が、拡散反射板212に入射するまでの距離をd2とする。また、ワーク102の加工面からプローブ光の拡散反射板212への入射位置までの高さをh2とする。
【0071】
ここで、ワーク102の加工面で正反射されたプローブ光の反射角は、入射角θと等しくなるため、次式(5)が成り立つ。
【0072】
h2=d2×cosθ ・・・(5)
【0073】
従って、変位センサ211から出射されたプローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの距離は、次式(6)により表される。
【0074】
d1+d2=(h1+h2)/cosθ ・・・(6)
【0075】
このとき、変位センサ211は、拡散反射板212により拡散反射された後、ワーク102の加工面で正反射された反射光により測定を行うため、変位センサ211の測長距離は距離d1+d2となる。従って、変位センサ211は、測定結果として距離d1+d2を示す測定信号をエラーアンプ213に供給する。
【0076】
一方、エラーアンプ213には、フォーカス設定値として、このときの合焦状態における距離d1+d2を示す測定信号の値が入力される。より簡単に言えば、フォーカス設定値が距離d1+d2に設定される。従って、エラーアンプ213から出力されるエラー信号の値は0になる。
【0077】
また、上述した図5の例と同様に、合焦状態からワーク102がZ−方向(下方向)に距離δだけ動いた場合に、プローブ光がワーク102の加工面を介して拡散反射板212に入射するまでの距離d1’+d2’は、次式(7)により表される。
【0078】
d1'+d2'=(h1+h2+2δ)/cosθ ・・・(7)
【0079】
従って、ワーク102が移動する前の距離d1+d2と移動した後の距離d1’+d2’との差は、次式(8)により表される。
【0080】
d1'+d2'−(d1+d2)=2δ/cosθ ・・・(8)
【0081】
このとき、変位センサ211は、測定結果として距離d1’+d2’を示す測定信号をエラーアンプ213に供給する。従って、エラーアンプ213から出力されるエラー信号の値は、式(8)の右辺の2δ/cosθを示す値となる。
【0082】
ここで、入射角θは設計値であり既知なので、モータドライバ214は、エラー信号の値に基づいて、ワーク102の加工面のZ方向の変位δを求めることができる。そして、モータドライバ214は、Z軸駆動用モータ215を駆動して、対物レンズ217を下方向に距離δだけ移動させることにより、対物レンズ217の焦点をワーク102の加工面に合わせることができる。
【0083】
そして、焦点調整装置201は、ワーク102の加工面の反射の状態に基づいて、外部からの指令や設定により、あるいは、後述するように自動的に、正反射面または拡散反射面のいずれに対して対物レンズ217の焦点を調整するかを選択する。すなわち、焦点調整装置201は、ワーク102の加工面の反射の状態に基づいて、正反射面に対する焦点調整方法または拡散反射面に対する焦点調整方法のいずれか一方を選択して、対物レンズ217の焦点の位置を調整する。
【0084】
このように、ワーク102の加工面が正反射面か拡散反射面かに関わらず、変位センサ211の測定方式を切り換えたり、変位センサ211を交換したりせずに、オートフォーカスを行うことができる。また、変位センサ211の測定方式の切り換え時や、変位センサ211を交換時に必要な各種の調整や設定等の作業が不要になる。
【0085】
なお、図7では、図を分かりやすくするために距離δを大きく示しており、ワーク102が移動する前と後で、拡散反射板212へのプローブ光の入射位置が大きくずれて示されている。しかし、実際には、変位δはごく小さい値であり、ワーク102が移動する前と後の拡散反射板212へのプローブ光の入射位置の変化は非常に小さい。
【0086】
また、ワーク102が傾くことにより入射角θおよび反射角θは変動し、拡散反射板212へのプローブ光の入射位置が変動する。しかし、ワーク102の傾きの変動はごく僅かであり、ワーク102が傾く前と後の拡散反射板212へのプローブ光の入射位置の変化は非常に小さい。
【0087】
さらに、変位センサ211では、拡散反射板212で四方八方に拡散反射された後、ワーク102の加工面で反射され変位センサ211に戻ってきた反射光の受光量の分布に基づいて測定が行われるため、拡散反射板212へのプローブ光の入射位置の変化が変位センサ211の測定結果に与える影響は非常に小さく、無視することができる。
【0088】
なお、入射角θは固定値なので、cosθは定数となる。従って、例えば、変位センサ211から測定結果に定数cosθを乗じた値を出力するようにしてもよい。これにより、ワーク102の加工面が拡散反射面である場合、高さh1または高さh1+δを示す測定信号が変位センサ211から出力され、変位δを示すエラー信号がエラーアンプ213から出力されるようになる。また、ワーク102の加工面が正反射面である場合、高さh1+h2または高さh1+h2+2δを示す測定信号が変位センサ211から出力され、変位δ×2を示すエラー信号がエラーアンプ213から出力されるようになる。
【0089】
また、例えば、エラーアンプ213からフォーカス設定値と測定信号の値との差分に定数cosθを乗じた値を出力するようによい。これにより、ワーク102の加工面が拡散反射面である場合、変位δを示すエラー信号がエラーアンプ213から出力されるようになる。また、ワーク102の加工面が正反射面である場合、変位δ×2を示すエラー信号がエラーアンプ213から出力されるようになる。
【0090】
なお、以下、ワーク102の加工面のZ方向の変位のことを、単にワーク102の変位とも称する。
【0091】
[焦点調整装置の第1の変形例]
例えば、オートフォーカスの応答速度を高速化するために、Z軸駆動用モータ215を高速動作させようとすると、動作開始時のZ軸駆動用モータ215の負荷が重くなるため、Z軸駆動用モータ215の脱調が発生する場合がある。例えば、Z軸駆動用モータ215がパルスモータにより構成され、オープンループ制御を行う場合、Z軸駆動用モータ215の脱調が生じると、モータドライバ214が認識している対物レンズ217のZ方向の位置と、実際の位置との間にズレが生じる。そして、オートフォーカスを行う度にこのズレが蓄積され、最終的に対物レンズ217の焦点がワーク102の加工面に合わなくなり、加工品質が低下する恐れがある。
【0092】
この現象を防止するために、例えば、定期的に累積誤差をリセットする初期化作業を行うことが考えられるが、このような初期化作業はユーザにとって面倒な作業である。また、レーザ加工装置101が連続稼動している場合には、初期化作業を行うことができない。
【0093】
図8の焦点調整装置301は、このような現象の発生を防止できるようにするものである。
【0094】
焦点調整装置301は、図3の焦点調整装置201と比較して、接続部材311が追加されている点が異なる。
【0095】
変位センサ211、拡散反射板212、および、対物レンズ217は、接続部材311を介して接続されている。また、接続部材311は、Z軸駆動用ネジ216を介してZ軸駆動用モータ215に接続されている。そして、Z軸駆動用モータ215の回転方向の運動が、Z軸駆動用ネジ216を介して接続部材311に伝達されることにより、矢印Aで示されるワーク102の加工面に対して垂直な方向(Z方向)に接続部材311が移動する。その結果、接続部材311に接続されている変位センサ211、拡散反射板212、および、対物レンズ217が一体としてZ方向に移動する。
【0096】
これにより、Z軸駆動用モータ215の脱調の発生の有無に関わらず、また、ワーク102の加工面が拡散反射面であるか正反射面であるかに関わらず、変位センサ211の測定信号の値がフォーカス設定値に等しくなり、エラーアンプ213から出力されるエラー信号の値が0になるように、接続部材311のZ方向の位置を調整するだけで、対物レンズ217の焦点をワーク102の加工面に合わせることができる。
【0097】
従って、Z軸駆動用モータ215の脱調が発生しても、対物レンズ217の焦点をワーク102の加工面に正確に合わせることができる。
【0098】
また、ワーク102の加工面の反射の状態により、モータドライバ214の制御方法を変更する必要がなくなる。すなわち、ワーク102の加工面が拡散反射面か正反射面かの違いにより、エラー信号の値が上述した式(4)のδ/cosθか式(8)の2δ/cosθかになるが、モータドライバ214は、その値の変動に関わらず、エラー信号の値が0になるように対物レンズ217のZ方向の位置を調整すればよい。
【0099】
[焦点調整装置の第2の変形例]
図9の焦点調整装置351は、図8の焦点調整装置301と同様に、Z軸駆動用モータ215の脱調に対する対策を施したものである。
【0100】
焦点調整装置351は、図8の焦点調整装置301と比較して、接続部材311の代わりに架台361が設けられ、モータドライバ214の代わりにモータドライバ362が設けられ、ロータリエンコーダ363が追加されている点が異なる。
【0101】
焦点調整装置351では、変位センサ211および拡散反射板212は架台361に固定されており、オートフォーカス時に対物レンズ217のみZ方向に移動する。
【0102】
モータドライバ362は、ロータリエンコーダ363によりカウントされるZ軸駆動用モータ215の回転数に基づいて、対物レンズ217のZ方向の移動量を検出して、対物レンズ217のZ方向の位置を検出する。従って、モータドライバ362は、Z軸駆動用モータ215の脱調が発生しても、実際のZ軸駆動用モータ215の回転数に基づいて、対物レンズ217のZ方向の位置を正確に検出することができる。
【0103】
これにより、Z軸駆動用モータ215の脱調が発生し、対物レンズ217を目標位置まで移動できなくても、その誤差を検出して、次回のオートフォーカス時に補正することができる。従って、対物レンズ217のZ方向の位置のズレが蓄積されることが防止される。
【0104】
なお、Z軸駆動用モータ215がリニアモータにより構成される場合、例えば、ロータリエンコーダ363の代わりにリニアエンコーダが設けられる。
【0105】
また、対物レンズ217を高速に駆動させるために、Z軸駆動用モータ215をボイスコイルモータ等により構成する場合、例えば、ロータリエンコーダ363の代わりにリニアエンコーダや静電キャパシタ型のセンサを用いて、対物レンズ217の位置検出が行われる。
【0106】
さらに、高速動作可能なガルバノメータを用いて対物レンズ217のZ方向の駆動を行う場合、例えば、ロータリエンコーダ363の代わりにエンコーダ付のデジタルガルバノメータを用いて、対物レンズ217の位置検出が行われる。
【0107】
なお、焦点調整装置351では、図8の焦点調整装置301と比較して、対物レンズ217だけをZ方向に移動させるため、オートフォーカス用のZ方向の駆動機構の負荷を軽くすることができる。従って、駆動機構の応答速度を高速化し、オートフォーカスの反応速度を高速化することができる。あるいは、駆動機構を小型化し、レーザ加工装置101の小型化および低コスト化を実現することができる。
【0108】
[拡散反射面と正反射面が混在する場合の焦点調整方法]
次に、図10乃至図12を参照して、拡散反射面と正反射面が混在する場合の焦点調整方法について説明する。
【0109】
図10は、拡散反射面と正反射面が混在する場合の一例として、ワーク102がCIGSを用いた薄膜太陽電池パネル401により構成され、その薄膜太陽電池パネル401を基板ホルダ402に載置して加工する場合を示している。なお、図10の上の図は、基板ホルダ402に載置された薄膜太陽電池パネル401を上から見た模式図であり、下の図は、基板ホルダ402に載置された薄膜太陽電池パネル401の断面を模式的に示す図である。
【0110】
この例において、薄膜太陽電池パネル401は、P1工程のレーザ加工を行う前の状態であり、ガラス基板401Aの上にMo等からなる金属層である裏面電極層401Bが積層されている。上述したように、この裏面電極層401Bは、レーザ光を正反射する。
【0111】
一方、基板ホルダ402は、黒アルマイト加工したアルミニウムからなり、レーザ光を拡散反射する。
【0112】
なお、以下、説明を分かりやすくするために、薄膜太陽電池パネル401の裏面電極層401Bの表面と基板ホルダ402の表面が同じ高さであるものとして説明する。
【0113】
例えば、加工ヘッド115を矢印Aの方向に動かしながら、薄膜太陽電池パネル401の裏面電極層401Bの加工を行う場合、加工ヘッド115が基板ホルダ402上に来たとき、基板ホルダ402の表面に対してオートフォーカスが行われる。その後、加工ヘッド115が薄膜太陽電池パネル401上に来たとき、薄膜太陽電池パネル401の裏面電極層401Bの表面に対してオートフォーカスが行われる。
【0114】
ここで、裏面電極層401Bの加工を行う場合、裏面電極層401Bは正反射面であるため、エラーアンプ213に入力されるフォーカス設定値は、図7を参照して上述したように、距離d1+d2に設定される。
【0115】
一方、基板ホルダ402の表面に対してオートフォーカスを行う場合、基板ホルダ402の表面は拡散反射面であるため、対物レンズ217の焦点が基板ホルダ402の表面に合っていたとしても、変位センサ211の測長距離は距離d1となり、フォーカス設定値より距離d2だけ短くなる。
【0116】
従って、図8の焦点調整装置301のように、変位センサ211、拡散反射板212、および、対物レンズ217を一体としてZ方向に移動させる場合、変位センサ211の測長距離がd1+d2になるように制御されるため、対物レンズ217が、Z+方向に距離d2×cosθだけ移動する。
【0117】
また、図9の焦点調整装置351のように、対物レンズ217のみをZ方向に移動させる場合、対物レンズ217が、Z+方向に距離d2×cosθ/2だけ移動する。
【0118】
ここで、一般的に、プローブ光がワーク102の加工面で正反射されてから拡散反射板212に入射するまでの距離d2は、ワーク102のZ方向の変位と比較して非常に大きい。従って、上記のいずれの場合にせよ、基板ホルダ402上での対物レンズ217の移動距離は、通常のオートフォーカス時より大きくなる。
【0119】
従って、その後、薄膜太陽電池パネル401の裏面電極層401Bの表面に対してオートフォーカスを行う場合、対物レンズ217の移動距離が長くなり、オートフォーカスの反応速度が遅くなる。
【0120】
ところで、市販の変位センサでは、測長範囲を設定し、測長範囲を超えた場合にエラー信号を出力する機能を有するものがある。従って、変位センサ211の測長範囲をフォーカス設定値±αに設定しておき、測長距離が測長範囲を超えたことを示すエラー信号が変位センサ211から出力された場合、オートフォーカスを停止し、対物レンズ217のZ方向の移動を停止したり、移動前の位置に戻したりするようにすることが考えられる。
【0121】
なお、αは、薄膜太陽電池パネル401のZ方向の変位の想定範囲より大きく、距離d2より小さい値に設定される。
【0122】
これにより、図10の例では、基板ホルダ402の表面に対するオートフォーカスが途中で中止され、薄膜太陽電池パネル401の裏面電極層401Bの表面に対してオートフォーカスを行う場合に、対物レンズ217の移動距離が短くなり、オートフォーカスの反応速度が速くなる。
【0123】
なお、ここでは、基板ホルダ402が加工対象でなく、加工対象の反射の状態が拡散反射面(薄膜太陽電池パネル401の裏面電極層401B)の1種類のみである場合について説明した。一方、加工の途中で加工面の反射の状態が拡散反射面から正反射面、あるいは、正反射面から拡散反射面に切り替わる場合も想定される。
【0124】
この場合、例えば、測長距離が測長範囲から外れたことを示すエラー信号が変位センサ211から出力された場合、加工面の反射の状態が変化したと判定することができる。そして、加工面の反射の状態が変化したと判定された場合、正反射面または拡散反射面のいずれに対して対物レンズ217の焦点を調整するかを切り換えることが可能である。すなわち、拡散反射面に対する焦点調整方法から正反射面に対する焦点調整方法に切り換えたり、正反射面に対する焦点調整方法から拡散反射面に対する焦点調整方法に切り換えたりすることが可能である。
【0125】
例えば、図8の焦点調整装置301のように、変位センサ211、拡散反射板212、および、対物レンズ217を一体としてZ方向に移動させる場合、加工面の反射の状態に応じて、エラーアンプ213に入力するフォーカス設定値を拡散反射面に対する値(距離d1)または正反射面に対する値(距離d1+d2)に切り換えるようにすればよい。
【0126】
また、図9の焦点調整装置351のように、対物レンズ217のみをZ方向に移動させる場合、例えば、加工面の反射の状態に応じて、フォーカス設定値を切り換えるのに加えて、モータドライバ214のワーク102の変位の求め方を切り換えるようにすればよい。すなわち、加工面が拡散反射面である場合、上述した式(4)の右辺に基づいて変位δを求め、加工面が正反射面である場合、上述した式(8)の右辺に基づいて変位δを求めるようにすればよい。
【0127】
なお、変位センサ211に上述した測長範囲の設定機能が搭載されていない場合、例えば、拡散反射板に入射するプローブ光の強度に基づいて、ワーク102の加工面の反射の状態を検出するようにしてもよい。
【0128】
図11および図12は、拡散反射板に入射するプローブ光の強度に基づいて、ワーク102の加工面の反射の状態を検出するようにした焦点調整装置451の構成例の一部を示している。なお、図11は、ワーク102の加工面が正反射面である場合を示し、図12は、ワーク102の加工面が拡散反射面である場合を示している。
【0129】
焦点調整装置451では、図3の焦点調整装置201と比較して、拡散反射板212の代わりに、拡散反射板461が設けられ、フォトセンサ462および増幅比較器463が設けられている点が異なる。
【0130】
拡散反射板461の中央にはピンホール461Aが設けられている。拡散反射板461は、変位センサ211のレーザ光源231から出射されたプローブ光がワーク102の加工面で正反射した場合、正反射したプローブ光の一部がピンホール461Aに入射するように配置される。
【0131】
そして、フォトセンサ462は、ピンホール461Aを通過するプローブ光の光量を検出し、検出値を示す検出信号を増幅比較器463に供給する。増幅比較器463は、フォトセンサ462からの検出信号を増幅した後、増幅後の検出信号の値を所定の閾値と比較することにより、ワーク102の加工面が正反射面または拡散反射面のいずれであるかを判定する。
【0132】
例えば、ワーク102の加工面が正反射面である場合、図11に示されるように、レーザ光源231から出射され矢印Aの方向に進んだプローブ光がワーク102の加工面で正反射され、そのほとんどが矢印Bの方向に進み、その一部が拡散反射板461のピンホール461Aに入射する。従って、フォトセンサ462により検出されるプローブ光の光量は大きくなる。
【0133】
一方、ワーク102の加工面が拡散反射面である場合、図12に示されるように、レーザ光源231から出射され矢印Aの方向に進んだプローブ光がワーク102の加工面で拡散反射され、その一部のみが矢印Bの方向に進み、さらにその一部が拡散反射板461のピンホール461Aに入射する。従って、フォトセンサ462により検出されるプローブ光の光量は小さくなる。
【0134】
従って、増幅比較器463は、増幅後の検出信号の値が所定の閾値以上である場合、ワーク102の加工面が正反射面であると判定し、所定の閾値未満である場合、ワーク102の加工面が拡散反射面であると判定する。そして、増幅比較器463は、判定結果を示す信号を変位センサ211やモータドライバ214等に供給する。
【0135】
これにより、ワーク102の加工面の反射の状態を自動検出し、その結果に基づいて、上述したように対物レンズ217の焦点の調整方法を自動で切り換えることができる。
【0136】
<2.変形例>
以下、本発明の実施の形態の変形例について説明する。
【0137】
図1のレーザ加工装置101では、ガントリ114を固定する例を示したが、例えば、図1のY軸駆動部112をなくし、ガントリ114自体をY方向に駆動させる構成(移動ガントリ方式ステージ)としてもよい。
【0138】
また、以上の説明では、板状の拡散反射板212を用いる例を示したが、板状以外の形状(例えば、球状等)の拡散反射体を用いるようにしてもよい。
【0139】
さらに、例えば、エラーアンプ213の機能を変位センサ211に内蔵するようにしてもよい。
【0140】
また、例えば、変位センサ211の信号処理部234が、測定結果に基づいて、ワーク102の変位δを算出し、変位δを示す測定信号を出力するようにしてもよい。この場合、例えば、信号処理部234が、ワーク102の加工面の反射の状態の検出結果に基づいて、上述した式(4)に基づく拡散反射面に対する変位δの算出方法と、上述した式(8)に基づく正反射面に対する変位δの算出方法を自動で切り換えるようにしてもよい。
【0141】
さらに、例えば、変位センサ211の信号処理部234が、測長距離が測長範囲内であるか否かに基づいて、ワーク102の加工面の反射の状態を検出するようにしてもよい。例えば、正反射面に対する測長範囲を設定している場合に、測長距離が測長範囲から外れたとき、ワーク102の加工面が正反射面から拡散反射面に変わったことを検出し、拡散反射面に対する測長範囲を設定している場合に、測長距離が測長範囲から外れたとき、ワーク102の加工面が拡散反射面から正反射面に変わったことを検出することができる。
【0142】
また、以上の説明では、対物レンズ217のZ方向の位置により対物レンズ217の焦点の位置を調整する例を示したが、本発明は、例えば、対物レンズ217を複数のレンズにより構成し、レンズ間の間隔等により焦点の位置を調整する場合にも適用できる。
【0143】
さらに、リニアセンサ233の代わりに、2次元のイメージセンサ等を用いるようにしてもよい。
【0144】
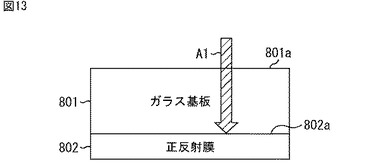
また、以上の説明では、ワーク102の加工面で正反射または拡散反射されたプローブ光を用いて、加工面に対物レンズ217の焦点を合わせる例を示した。しかし、本発明は、加工面とは異なる面で正反射または拡散反射されたプローブ光を用いて、加工面に対物レンズ217の焦点を合わせるようにすることも可能である。
【0145】
例えば、図13の矢印A1に示されるように、ガラス基板801側から正反射膜802(例えば、Mo膜等)にレーザ光を照射して加工する場合について検討する。この場合、まず、上述したように、ガラス基板801の表面801aで拡散反射されたプローブ光を用いて、ガラス基板801の表面801aに焦点位置を合わせることが可能である。このとき、ガラス基板801の表面801aからガラス基板801の厚みだけ深い位置に焦点位置をオフセットするように設定することにより、ガラス基板801の表面801aで拡散反射されたプローブ光を用いて、実際の加工面である正反射膜802の表面802aに焦点位置を合わせることができる。
【0146】
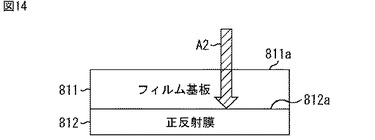
これは、例えば、図14の矢印A2に示されるように、透明または半透明なフィルム基板811(例えば、PIシート、PETシート、COCシート等のフレキシブルシート等)側から正反射膜812にレーザ光を照射して加工する場合も同様である。すなわち、フィルム基板811の表面811aで拡散反射されたプローブ光を用いて、実際の加工面である正反射膜812の表面812aに焦点位置を合わせることができる。
【0147】
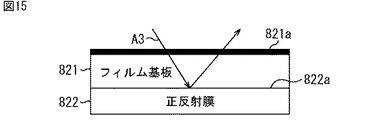
また、本発明は、図15に示されるように、ワーク102の表面だけでなく、ワーク102の表面より深い加工面で反射したプローブ光を用いて、当該加工面に焦点位置を合わせる場合にも適用できる。
【0148】
具体的には、例えば、プローブ光の波長をフィルム基板821に対して透過率の良い波長に設定するとともに、フィルム基板821の表面821aにプローブ光が拡散反射しにくくなるようなコーティングを施しておく。そうすると、矢印A3に示されるように、フィルム基板821側から入射したプローブ光は、フィルム基板821を透過し、正反射膜822の表面822aで正反射される。この正反射膜822の表面822aで正反射されたプローブ光を用いて、正反射膜822の表面822aに焦点位置を合わせることが可能である。
【0149】
なお、本発明は、レーザ加工装置以外でオートフォーカスを行う装置にも適用することが可能である。
【0150】
また、本発明の実施の形態は、上述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において種々の変更が可能である。
【符号の説明】
【0151】
101 レーザ加工装置
102 ワーク
112 Y軸駆動部
113 載物台
114 ガントリ
115a乃至115f 加工ヘッド
201 焦点調整装置
211,211a乃至211d 変位センサ
212,212a乃至212d 拡散反射板
213 エラーアンプ
214 モータドライバ
215 Z軸駆動用モータ
216 Z軸駆動用ネジ
217 対物レンズ
231 レーザ光源
232 受光レンズ
233 リニアセンサ
234 信号処理部
301 焦点調整装置
311 接続部材
351 焦点調整装置
361 架台
362 モータドライバ
363 ロータリエンコーダ
451 焦点調整装置
461 拡散反射板
461A ピンホール
462 フォトセンサ
463 増幅比較器
【特許請求の範囲】
【請求項1】
被測定物の表面に対して斜め方向に測定光を照射する投光部と、
前記被測定物の表面で正反射された前記測定光が入射する位置に配置されている拡散反射体と、
前記拡散反射体により拡散反射された前記測定光がさらに前記被測定物の表面で反射された第1の反射光、または、前記投光部から照射された前記測定光が前記被測定物の表面で拡散反射された第2の反射光を受光する受光部と、
前記受光部により受光された前記第1の反射光により前記投光部から出射された前記測定光が前記被測定物の表面を介して前記拡散反射体に入射するまでの第1の距離を検出するか、または、前記受光部により受光された前記第2の反射光により前記投光部から出射された前記測定光が前記被測定物の表面に入射するまでの第2の距離を検出する信号処理部と
を備えることを特徴とする変位センサ。
【請求項2】
前記信号処理部は、検出した距離が所定の範囲内であるか否かに基づいて、前記被測定物の表面が正反射面または拡散反射面のいずれであるかを判定する
ことを特徴とする請求項1に記載の変位センサ。
【請求項3】
前記信号処理部は、前記被測定物の表面が正反射面である場合、前記第1の距離および前記被測定物の表面への前記測定光の入射角に基づいて前記被測定物の変位を算出し、前記被測定物の表面が拡散反射面である場合、前記第2の距離および前記入射角に基づいて前記被測定物の変位を算出する
ことを特徴とする請求項1に記載の変位センサ。
【請求項1】
被測定物の表面に対して斜め方向に測定光を照射する投光部と、
前記被測定物の表面で正反射された前記測定光が入射する位置に配置されている拡散反射体と、
前記拡散反射体により拡散反射された前記測定光がさらに前記被測定物の表面で反射された第1の反射光、または、前記投光部から照射された前記測定光が前記被測定物の表面で拡散反射された第2の反射光を受光する受光部と、
前記受光部により受光された前記第1の反射光により前記投光部から出射された前記測定光が前記被測定物の表面を介して前記拡散反射体に入射するまでの第1の距離を検出するか、または、前記受光部により受光された前記第2の反射光により前記投光部から出射された前記測定光が前記被測定物の表面に入射するまでの第2の距離を検出する信号処理部と
を備えることを特徴とする変位センサ。
【請求項2】
前記信号処理部は、検出した距離が所定の範囲内であるか否かに基づいて、前記被測定物の表面が正反射面または拡散反射面のいずれであるかを判定する
ことを特徴とする請求項1に記載の変位センサ。
【請求項3】
前記信号処理部は、前記被測定物の表面が正反射面である場合、前記第1の距離および前記被測定物の表面への前記測定光の入射角に基づいて前記被測定物の変位を算出し、前記被測定物の表面が拡散反射面である場合、前記第2の距離および前記入射角に基づいて前記被測定物の変位を算出する
ことを特徴とする請求項1に記載の変位センサ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−96853(P2013−96853A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−240194(P2011−240194)
【出願日】平成23年11月1日(2011.11.1)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月1日(2011.11.1)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
[ Back to top ]