
変形した架橋分散相を含有する熱可塑性樹脂組成物成形体
【課題】 幅広い熱可塑性樹脂の組み合わせにおいて機能性付与に有利な状態に変形した架橋分散相を含有する熱可塑性樹脂系の成形体を提供すること。
【解決手段】 非架橋熱可塑性樹脂(A)を架橋して得られた溶媒ゲルを形成する特性を有する架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた熱可塑性樹脂組成物が、前記(A’)が前記(B)中に大きくとも20μmの粒子径に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化した架橋分散相を形成し、かつ溶融一軸伸長粘度における非線形領域で、ひずみ硬化性を持つ熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物を溶融延伸成形して得られた成形体であって、該成形体中の前記架橋分散相が、成形時の延伸に追随して延伸方向に変形してなることを特徴とする変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【解決手段】 非架橋熱可塑性樹脂(A)を架橋して得られた溶媒ゲルを形成する特性を有する架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた熱可塑性樹脂組成物が、前記(A’)が前記(B)中に大きくとも20μmの粒子径に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化した架橋分散相を形成し、かつ溶融一軸伸長粘度における非線形領域で、ひずみ硬化性を持つ熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物を溶融延伸成形して得られた成形体であって、該成形体中の前記架橋分散相が、成形時の延伸に追随して延伸方向に変形してなることを特徴とする変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は変形した架橋分散相を含有する熱可塑性樹脂組成物成形体に関するものであり、予め一定の架橋度に架橋処理された架橋熱可塑性樹脂を熱可塑性樹脂に溶融混練過程においてミクロンオーダーまで微細分散し構造化した架橋分散相含有熱可塑性樹脂組成物を延伸成形した成形体に関するものである。
【背景技術】
【0002】
変形した分散相を含む成形体の有用性は、フィルム成形品における面状分散ゴムによる面衝撃性改良、延伸フィルムやブロー成形品における面状分散バリア成分によるバリア性向上などで知られている。しかしながら、分散構造の均一性や安定性が大きな課題であることに加え、分散相を含む樹脂組成物を溶融加工に有利なレオロジー特性にコントロールすることや分散相にマトリックスの変形に対する分散相の変形追随性を付与することは非常に難しい。このため成形性に優れ、安定で均一な分散相構造をもち、なお且つ成形時の変形に追随して変形度の高い分散相を含有する熱可塑性樹脂成形体を調整することは高度の技術が必要である。架橋樹脂や架橋ゴム成分を動的加硫法によって架橋分散相として含有させた熱可塑性エラストマーがモンサント社によって広く研究開発が行われ、「サントプレン」という商標で市販されている。
【0003】
特許文献1、非特許文献1には、動的加硫法による熱可塑性エラストマーは、ポリプロピレン(PP)にEPDM等のゴム成分とゴムの架橋剤等を配合し高剪断で溶融混錬することによってEPDMゴムの加硫(架橋)を起こすと同時にPPの樹脂中にEPDMゴムを分散する動的架橋に関して開示されている。この場合、PP成分よりEPDMゴム成分が多い組成で溶融混錬を行い、混錬工程でEPDMゴムの架橋を起こすと同時にPPをマトリックスにするためにPPとEPDMゴム成分の相反転を行うという高度な製造技術が必要となる。ここで得られた熱可塑性エラストマーの分散架橋粒子は架橋度の高い粒子状分散体であり、その架橋度の高さゆえ溶融伸長粘度における非線形領域でひずみ硬化性は発現せず、成形性を向上させるためには更なる改良が必要である。
【0004】
特許文献2には架橋されたエラストマー成分が円盤状にフィルム面方向に配向している熱可塑性エラストマーフィルムについて開示されている。この場合、実質的に動的架橋法による架橋分散粒子を含有するが、分散粒子の架橋度が高い領域でしか架橋をコントロールできないため、溶融伸長粘度における非線形領域でひずみ硬化性の発現がなく成形性改良の必要があり、延伸による架橋粒子の変形追随性は低い。
特許文献3には、放射線照射架橋したポリカプロラクトンと脂肪族ポリエステルとを溶融混練した樹脂組成物を用いてフィルムを成形することが開示されている。しかしながら、具体的に開示された架橋ポリカプロラクトンは、照射放射線量が高く分子劣化も生じて生分解性を促進する程度のものであるとともに、架橋ポリカプロラクトンの分散性や分散構造に関する記述はなく、架橋ポリカプロラクトンの分散による樹脂組成物の具体的レオロジー特性の改良についての記載はない。
特許文献4には、成形後に除去が容易なマトリックス成分と熱可塑性樹脂の分散成分とからなる予備分散体を溶融圧縮又は延伸成形して熱可塑性樹脂分散粒子を変形させた成形体とすることが記載されている。しかしながら、成形体のマトリックス成分を溶解除去して変形樹脂分散粒子を製造することが目的であり、予備分散体の延伸成形体をそのまま使用して延伸成形体に変形樹脂分散粒子の特性を発現させるものではない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭59−58043号公報
【特許文献2】特開2006−315339号公報
【特許文献3】特開平2000−256471号公報
【特許文献4】特開平2007−262334号公報
【非特許文献】
【0006】
【非特許文献1】ラバーケミストリー・アンド・テクノロジー(Rubber chemistry and Technology)1996年発行 第 69巻 p.476
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記の問題点を解決しようとするものであり、幅広い熱可塑性樹脂の組み合わせにおいて機能性付与に有利な状態に変形した架橋分散相を含有する熱可塑性樹脂系の成形体を提供することである。
【0008】
本発明者らは、鋭利研究を重ねた結果、予め特定の架橋度に架橋処理された架橋熱可塑性樹脂を熱可塑性樹脂に溶融混練でミクロンオーダーまで微細化し分散化構造化した熱可塑性樹脂組成物を延伸する方法が、高度に延伸方向に変形した架橋分散相を含む熱可塑性樹脂組成物成形体を得ることができることを見出し本発明に到達した。
【0009】
すなわち本発明は、
(1) 非架橋熱可塑性樹脂(A)を架橋して得られた下記(イ)の特性を有する架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた熱可塑性樹脂組成物が、前記(A’)が前記(B)中に大きくとも20μmの粒子径に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化した架橋分散相を形成し、かつ溶融一軸伸長粘度における非線形領域で、下記(ロ)のひずみ硬化性を持つ熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物を溶融延伸成形して得られた成形体であって、該成形体中の前記架橋分散相が、成形時の延伸に追随して延伸方向に変形してなることを特徴とする変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(イ)非架橋熱可塑性樹脂(A)の溶媒に溶解せずに該溶媒と溶媒ゲルを形成する。
(ロ)非架橋熱可塑性樹脂(B)の融点より少なくとも10℃以上高い温度における前記熱可塑性樹脂の溶融一軸伸張粘度測定で得られる時間‐一軸伸張粘度の両対数プロット曲線において下記のひずみ硬化係数が2以上である。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
【0010】
(2) 架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定で得られる周波数‐貯蔵弾性率の両対数プロット曲線において、周波数0.1〜10rad/sの範囲で周波数に対する貯蔵弾性率の傾きが0.2〜1.0となる架橋状態である前記(1)記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(3) 架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定での周波数0.1〜10rad/s範囲において、周波数-貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きをα、周波数-損失弾性率両対数プロット曲線における損失弾性率の傾きをβとしたとき、αとβとの差の絶対値が0.15以下である前記(1)又は(2)記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(4) 架橋熱可塑性樹脂組成物(A’)が、放射線照射されてなるものである前記(1)〜(3)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(5) 架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂と架橋助剤を溶融混練して得たペレットを放射線照射することで架橋されてなるものである前記(1)〜(4)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体成形体。
(6) 架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂(A)に架橋助剤及び/又は有機過酸化物を配合して、溶融混錬によって架橋されてなるものである前記(1)〜(5)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(7) 架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂、ポリエステル系樹脂およびポリオレフィン系樹脂のいずれかである前記(1)〜(6)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(8) 架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリカプロラクトン50〜99.9重量部と架橋助剤0.1〜3重量部とを含む樹脂組成物を溶融混練して得たペレットを吸収線量0.5〜25kGyに放射線照射されてなる(1)〜(7)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(9) 架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリエステルエラストマー50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練して得たペレットを吸収線量0.5〜60kGyに放射線照射されてなる前記(1)〜(8)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(10) 架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリアミド50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練して得たペレットを吸収線量0.5〜20kGyに放射線照射されてなる前記(1)〜(9)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【発明の効果】
【0011】
本発明で使用される架橋分散相含有熱可塑性樹脂組成物は、高度なひずみ硬化性をもつため、押出成形、ブロー成形、発泡成形、フィルム成形などの成形性に非常に優れているばかりか、その架橋分散相が特定の架橋状態に調整されていることから、溶融時の変形において延伸方向に追随して変形する度合いが非常に高く、成形時の延伸で容易に変形した架橋分散相を含む熱可塑性樹脂成形体となる。このため、本発明の成形体は、様々な樹脂や樹脂組成物の組み合わせにおいて、複雑な成形機や成形工程を経ずに高度に変形した分散相を含有することができ、この分散相の作用によってバリア性、光学特性、耐衝撃性、耐熱性などの機能性を発現することができる。
【図面の簡単な説明】
【0012】
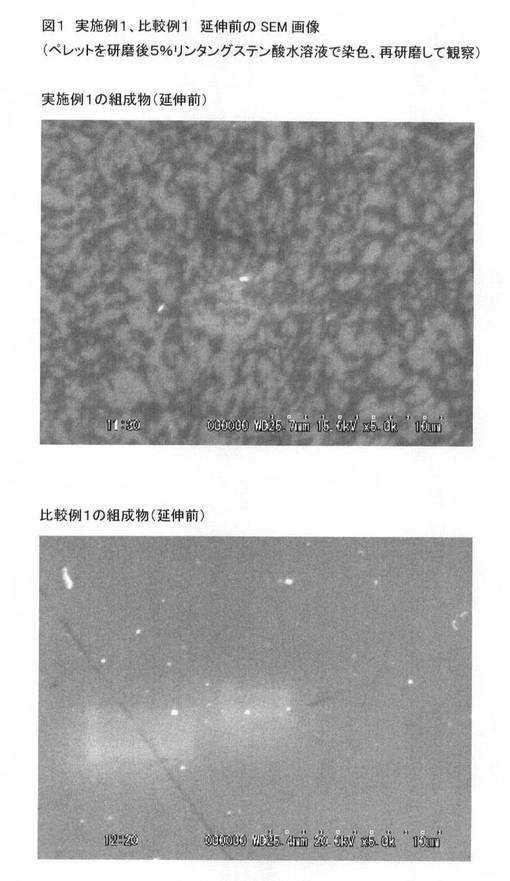
【図1】図1は、実施例1、比較例1の熱可塑性樹脂組成物の延伸前のSEM画像を示す図(写真)である。
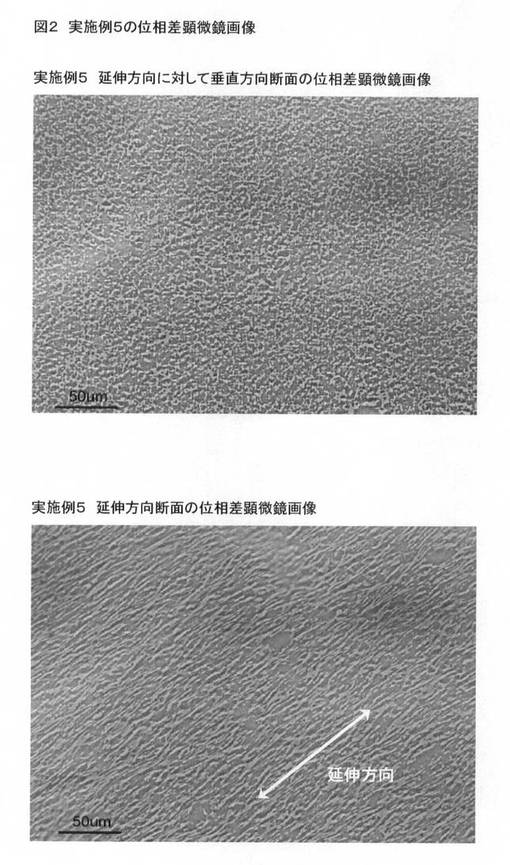
【図2】図2は、実施例5で得た延伸ストランド状サンプルについての延伸方向断面(イ)と延伸方向に対する垂直方向断面(ロ)の位相差顕微鏡画像を示す図(写真)である。
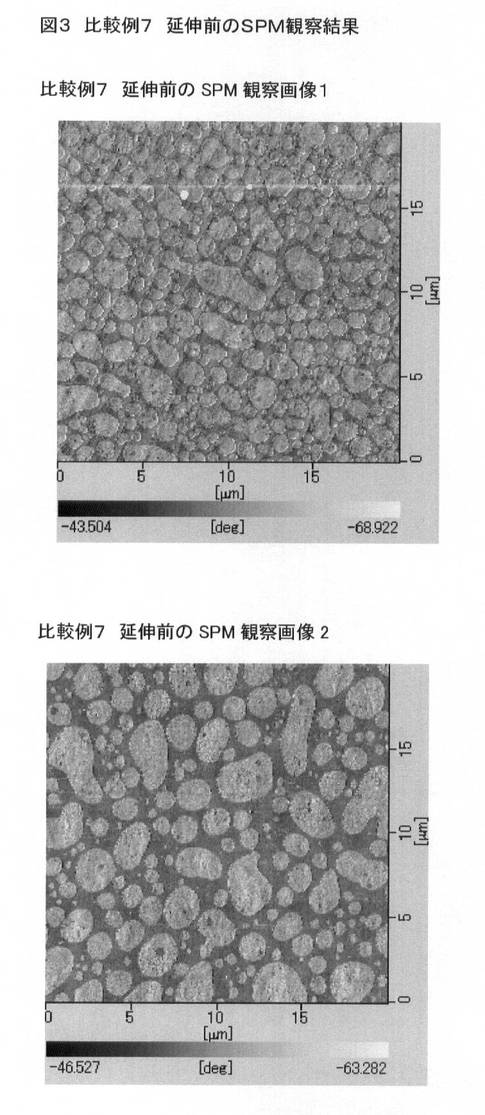
【図3】図3は、比較例7の熱可塑性樹脂組成物の延伸前のSPM画像を示す図(写真)である。
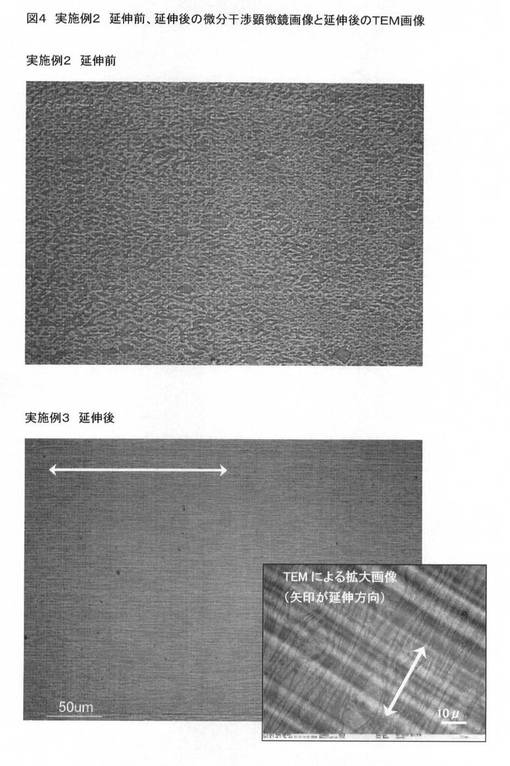
【図4】図4は、実施例2の熱可塑性樹脂組成物の延伸前の微分干渉顕微鏡画像を示す図(写真)と延伸後の微分干渉顕微鏡画像とTEM画像を示す図(写真)である。
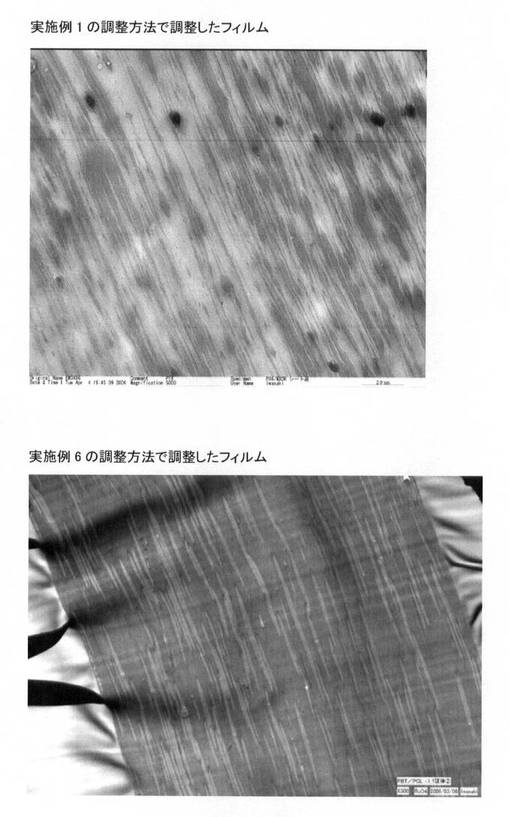
【図5】図5は、実施例1および実施例6の熱可塑性樹脂組成物について、一軸方向に溶融延伸し調整されたフィルム状成形品のTEM観察画像を示す図(写真)である。
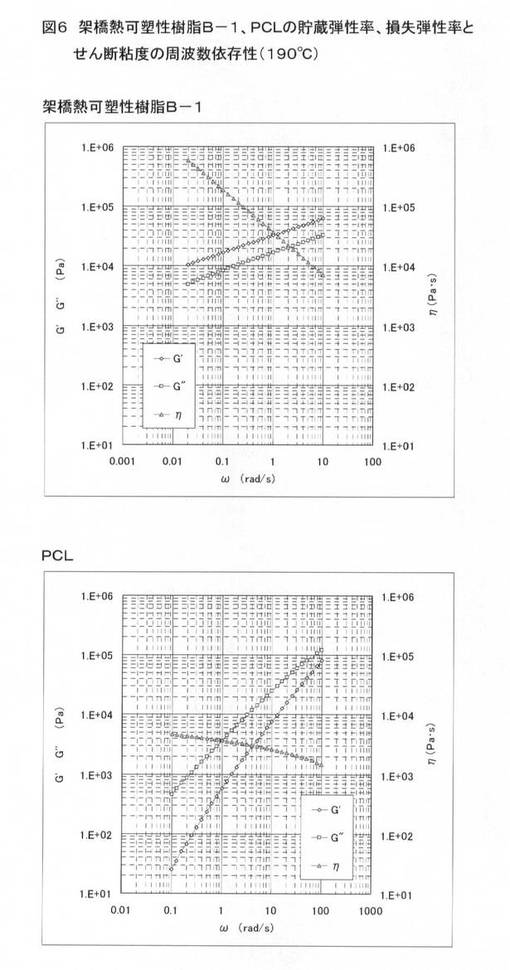
【図6】図6は、本発明における架橋熱可塑性樹脂組成物(A’)として調整された架橋熱可塑性樹脂B−1と架橋処理をされる前のPCLについての190℃における周波数‐貯蔵弾性率、損失弾性率、溶融粘度についての両対数プロット曲線を示す図である。
【発明を実施するための形態】
【0013】
以下に本発明を具体的に説明する。本発明の熱可塑性樹脂組成物は架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)又は(A)とを溶融混練によって微細分散構造化することで得られる。架橋熱可塑性樹脂組成物(A’)は、非架橋熱可塑性樹脂(A)の分子鎖に橋架け構造が導入されて架橋された変性熱可塑性樹脂(組成物)であり、非架橋熱可塑性樹脂(A)の溶媒に不溶化する特定の架橋度を有することとなったものである。
この非架橋熱可塑性樹脂(A)、(B)に該当する具体的な樹脂としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリメチルペンテン(TPX)、エチレン−プロピレン共重合体(EPM)、エチレン−プロピレン−ジエン共重合体(EPDM)、エチレン−アクリル酸メチル共重合体(EEA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−アクリル酸共重合体(EAA)、エチレン−酢酸ビニル共重合体(EVA)等のオレフィン系樹脂。ポリカプロラクトン(PCL)、ポリブチレンサクシネート(PBS)、ポリブチレンサクシネート/アジペート(PBSA)などの生分解性かつ橋かけ型ポリエステル樹脂。ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)、ポリカーボネート(PC)、ポリアクリレート(PAR)、ポリブチレンテレフタレート/ポリテトラメチレングリコールブロック共重合体、およびポリブチレンテレフタレート/ポリラクトンブロック共重合体、ポリブチレンナフタレート/ポリラクトンブロック共重合体、ポリブチレンテレフタレート/ポリマプロラクトン共重合体等のポリエステル系樹脂。 ナイロン6(NY6)、ナイロン66(NY66)、ナイロン46(NY46)、ナイロン11(NY11)、ナイロン12(NY12)、ナイロン610(NY610)、ナイロン612(NY612)、メタキシリレンアジパミド(MXD6)、ヘキサメチレンジアミン−テレフタル酸重合体(6T)、ヘキサメチレンジアミン−テレフタル酸およびアジピン酸重合体(66T)、ヘキサメチレンジアミン−テレフタル酸およびε−カプロラクタム共重合体(6T/6)、トリメチルヘキサメチレンジアミン−テレフタル酸(TMD−T)、メタキシリレンジアミンとアジピン酸およびイソフタル酸重合体(MXD−6/I)、トリヘキサメチレンジアミンとテレフタル酸およびε−カプロラクタム共重合体(TMD−T/6)、ジアミノジシクロヘキシレンメタン(CA)とイソフタル酸およびラウリルラクタム重合体等のポリアミド系樹脂等を挙げることが出来るが、これらに限定されるものではなく、前述以外の熱可塑性樹脂を含めた複数樹脂の共重合体およびポリマーアロイコンパウンドもこれに含まれる。
【0014】
本発明にける熱可塑性樹脂組成物を得るためには、架橋熱可塑性樹脂組成物(A’)の架橋度を適切にコントロールすることが重要であり、この特有の架橋程度に調整可能としたことが、本発明の実現と様々な樹脂への容易な適用を可能にしている。以下に本発明における架橋熱可塑性樹脂組成物(A’)に関してその好ましい形態を記載する。
【0015】
本発明における架橋熱可塑性樹脂組成物(A’)は少なくとも非架橋熱可塑性樹脂(A)の溶媒に不溶化するまで架橋している必要があり、その架橋方法は放射線照射による架橋や有機過酸化物使いの溶融混錬での架橋などであらかじめ調整されていることが好ましいが、これらに限定されるものではない。橋架け構造を分子鎖内に導入する架橋方法の中では、特に放射線照射による架橋は架橋熱可塑性樹脂組成物(A’)の架橋度を均一かつ架橋密度が上がり過ぎない状態でコントロールすることが容易にできるので特に好ましい。
【0016】
非架橋熱可塑性樹脂の溶媒とは、架橋前の熱可塑性樹脂を溶解可能な溶媒のことであり、各熱可塑性樹脂に適した溶媒を選択すれば良い。例えば、ナイロンではギ酸、硫酸などが挙げられるが、ギ酸が好ましい。ポリエステルに対してはフェノールとテトラクロロエタンの混合溶媒やジクロルベンゼンなどが挙げられるが、フェノールとテトラクロロエタンの混合溶媒が好ましい。
【0017】
放射線照射による架橋とは電子線やガンマ線(γ線)を照射することにより、そのエンルギーで分子間架橋を起こすことが出来る。放射線の種類によって波長が異なり、電子線より波長が短いガンマ線は厚みのある熱可塑性樹脂の内部まで架橋することが可能である。吸収したエンルギーの総量(吸収線量)はグレイ(Gy)で表される。放射線照射は吸収線量を自由にコトロールすることが出来るため、熱可塑性樹脂の架橋度もコントロール出来るので、本発明の架橋熱可塑性樹脂組成物(A’)の架橋には特に好ましい。ペレット等への放射線照射による架橋は照射される上部下部とで透過線量を均一にしなければ均一な架橋度が得られない場合があるため、特にペレットの架橋を放射線で行う場合は、波長の短いガンマ線での架橋が均一な架橋度を得られるので本発明では最適な架橋法である。本発明における放射線照射の吸収線量は0.5〜50kGyが好ましい。0.5kGy未満であると、吸収線量のコントロールが難しくなり、50kGyを超えると架橋が進みすぎる上、ポリマー種によっては分子切断の進行が進みすぎて架橋部分と非架橋部分が極端に不均一なものしか得られない。架橋部と非架橋部が不均一な架橋熱可塑性樹脂は見かけ上のゲル化率は高くても、非架橋熱可塑性樹脂への分散性が悪くなる場合や、非架橋熱可塑性樹脂へ分散させても充分なひずみ硬化性を持つ含架橋分散相熱可塑性樹脂が得られない場合がある。
【0018】
放射線照射による架橋熱可塑性樹脂組成物(A’)の架橋度調整では、架橋処理を行いたい熱可塑性樹脂(A)にあらかじめ架橋助剤を練り込むことにより架橋熱可塑性樹脂(A’)の架橋処理効率を促進させることが出来る。具体的な架橋助剤としてはトリアリルシアヌレート(TAC)、トリアリルイソシアヌレート(TAIC)、トリメチルアリルイソシアヌレート(TMPTA)、トリメチロールプロパントリメタクリレート(TMPTA)、トリスハイドロオキシエチルイソシアヌリックアクリレート(THEICA)およびN,N’−m−フェニレンビスマレイミド(MPBM)等の多官能性化合物を例示することが出来るが、これらに限定されるものではない。取り扱いやすさの点でトリアリルシアヌレート(TAC)、トリアリルイソシアヌレート(TAIC)が好ましい。これらの架橋助剤は一種類または二種類以上を併用することもできる。架橋助剤の配合量は架橋処理を行いたい熱可塑性樹脂100重量部に対して0.01〜10重量部、好ましくは0.03〜5重量部である。0.01重量部以下では架橋効率促進の効果が少なくなる。また10重量部以上では架橋助剤自体の分散に均一性がなくなり、架橋密度の均一な架橋熱可塑性樹脂が得られない。さらに多量の架橋助剤の添加は架橋助剤としての効率が悪くなるばかりか、架橋熱可塑性樹脂組成物(A)や本発明によって調整された成形体の物性を低下させるので好ましくない。
【0019】
架橋したい熱可塑性樹脂に架橋助剤を配合して、良く混合した後、溶融混錬して得たペレットに放射線を照射することによって架橋熱可塑性樹脂組成物(A’)を製造することが出来る。架橋助剤を溶融混錬する装置は特に限定しないが、二軸押出機を使うのが好ましい。二軸押出機のシリンダー温度は架橋熱可塑性樹脂組成物(A’)が結晶性樹脂の場合は融点、架橋熱可塑性樹脂が非結晶性樹脂である場合はガラス転移点温度より10〜50℃、もしくはそれ以上高い温度で設定するのが好ましい。溶融混錬工程の滞留時間は一般的に30秒〜15分程度である。架橋熱可塑性樹脂組成物(A’)の架橋度は使用する架橋助剤の配合量と照射される放射線の吸収線量によってコントロールすることが出来る。
【0020】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋を有機過酸化物によって架橋処理する場合は、架橋したい熱可塑性樹脂(A)に有機過酸化物と架橋助剤を配合し、混合と溶融混錬をすることによって製造できる。架橋度は有機過酸化物および架橋助剤の種類と量および溶融混錬の温度と溶融混錬している滞留時間によって決定される。架橋剤としては一般に有機過酸化物が用いられる。有機過酸化物の具体例としては、ベンゾイルパーオキサイド、1,1−ビス−t−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、ジクミールパーオキサイド、ジ−(t−ブチルパーオキシ)m−ジイソプロピルベンゼン、2,5−ジメチル−2−5−ジt−ブチルパーオキシヘキサン、2,5−ジメチル−2−5−t−ブチルパーオキシヘキサン−3等を例示することが出来るが、これらに限定されるものではない。有機過酸化物の添加量は架橋処理したい熱可塑性樹脂100重量部に対して0.02〜5重量部である。好ましくは0.05〜3重量部である。 架橋助剤としては放射線照射による架橋の時に用いた架橋助剤と同じものを使用することができる。また架橋助剤の配合量も同様である。
【0021】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋処理段階で、架橋助剤を添加する場合や、有機過酸化物との混練する場合の溶融、混練装置としては単軸押出機、二軸押出機、加圧ニーダー、バンバリー等があるが、特に好ましいのは二軸押出機である。
【0022】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋度は、例えば前述した方法によって任意の熱可塑性樹脂を架橋し、溶媒に不溶化するまで架橋度を上げることが必要である。溶媒に溶解してしまう場合は橋架け構造を導入されていてもその架橋の度合いが充分でなければ、本発明に用いられるひずみ硬化性を持つ架橋分散相含有熱可塑性樹脂組成物を調整できない。
【0023】
本発明における架橋熱可塑性樹脂組成物(A’)は溶媒に不溶となる一定以上の架橋度を持つと同時に架橋していない熱可塑性樹脂と相溶性があり、かつ、架橋していない熱可塑性樹脂との300sec-1以上のせん断速度における溶融混練で、100μm以上のゲルを生成することなく均一に溶融分散する程度の架橋程度に抑えられていることが好ましい。さらに好ましくは二軸押出機を用いて架橋していない熱可塑性樹脂との300sec-1以上のせん断速度における溶融混練で得たペレットを用いて200μm以下のフィルム成形品を溶融成形し場合、そのフィルムが良好な表面性をもち、100μm以上のゲルによる凹凸がないことである。ここで表面にゲルによる凹凸ができるような状態である場合は、分散させようとした架橋熱可塑性樹脂組成物の架橋が進みすぎているということであり、20μm以下の分散スケールの架橋分散相を含有する熱可塑性樹脂組成物を調整しにくくなる。
【0024】
本発明における架橋熱可塑性樹脂(A’)の好ましい架橋状態の調整は、放射線を用いて架橋を行なう場合、架橋助剤の配合量と照射される放射線の吸収線量によってコントロールすることができる。また架橋助剤と有機過酸化物との溶融混錬で行なう場合、その架橋度は有機過酸化物および架橋助剤の種類と量および溶融混錬の温度と溶融混錬している滞留時間によって決定される。架橋を行いたい任意の熱可塑性樹脂および樹脂組成物に対して、それぞれ最適な架橋状態と架橋条件がありかつ、目的の架橋度が融点以上の一定せん断下で非架橋樹脂に分散する程度の比較的ソフトで均一なゲル状態である。一般的に架橋度の指標として用いられる溶媒膨潤率や、ゲル化度ではゲルの均一性を評価しきれないためふさわしくない。ソフトかつ均一なゲル状態を評価するには本特許に示されている良溶媒に対する形状保持を含めた不溶性評価、相溶樹脂に対する分散性、および溶融粘弾性測定における損失弾性率、貯蔵弾性率より得られるパラメーターを指標として、目的の架橋状態を得ることが最も効率的かつ精度が高い。
【0025】
本発明における架橋熱可塑性樹脂組成物(A’)は、その架橋度が調整される過程で、架橋度が上がっていくと、溶融粘弾性測定において、溶融時の貯蔵弾性率は架橋処理を行う前よりも増大することになる。これは溶融時の周波数‐貯蔵弾性率の関係において、架橋処理後、任意の周波数に対して貯蔵弾性率が増大していることで確認できる。この貯蔵弾性率の増大は、系の架橋が均一に進行していく場合は周波数‐貯蔵弾性率両対数プロット曲線における周波数に対する貯蔵弾性率の傾きの減少で見ることができる。
【0026】
架橋熱可塑性樹脂組成物(A’)は、橋架け構造の分子鎖内導入によってこの傾きが減少したものであることが好ましい。さらに好ましくは、少なくとも0.1〜10rad/sの範囲でその傾きが大きな変化点がなく均一で、一般的にアロイされていない単一の非架橋熱可塑性樹脂の周波数‐貯蔵弾性率両対数プロット曲線において周波数に対する貯蔵弾性率の傾きが2に近い値であるのに対して、0.2〜1.0の範囲まで増大していることが好ましく、より好ましくは0.2〜0.6である。この傾きの最適な値は架橋処理される熱可塑性樹脂によって異なるが、この値が1.0より大きいと、架橋が不充分であることを示し、非架橋熱可塑性樹脂(B)と溶融混練してもレオロジー改良効果はない。また橋架け構造の導入が充分でないと、溶融分散状態での緩和挙動が早く分散構造が安定しないため、非架橋熱可塑性樹脂(B)と安定した微細分散構造をとりにくい。逆に周波数‐貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きが0.2よりも小さくなるまで架橋している場合は、もはや硬いゲルとなって固体に近い粘弾特性であることを意味しあらかじめ粒子を分散粒子スケールまで調整しない限り、非架橋熱可塑性樹脂(B)との溶融混練によって20μm以下に微分散構造化することは困難である。
【0027】
本発明における架橋熱可塑性樹脂組成物(A’)は融点以上での粘弾性測定における貯蔵弾性率が少なくとも0.1〜10rad/sの範囲で1E+5Pa以下であることが好ましい。1E+5Pa以上であると、溶融温度以上でも見かけ上、固体として形状を保持しえる領域であり二軸押出機による混練においても熱可塑性樹脂組成物中に20μmを超える分散不良なゲル塊状物となってしまうため1E+5Pa以下であることが好ましい。
【0028】
本発明における架橋熱可塑性樹脂組成物(A’)は、上記の特性を有するため、非架橋熱可塑性樹脂(B)と溶融混練することで、架橋熱可塑性樹脂組成物(A’)が非架橋熱可塑性樹脂(B)中に平均粒子径が20μm以下に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化することができる。
【0029】
溶融時の延伸に追随して変形しやすい分散相を得るためには、本発明における架橋熱可塑性樹脂(A’)が溶融延伸に相当する低いせん断速度領域において適度に弾性的な挙動の分散相として構造化されていることが好ましい。一般的に溶融時の熱可塑性樹脂では貯蔵弾性率のせん断速度依存性のほうが損失弾性率のせん断速度依存性より大きく、溶融粘弾測定で得られた少なくとも周波数0.1〜10rad/s範囲の周波数‐貯蔵弾性率の両対数プロット曲線における貯蔵弾性率の傾きをαとすると、αは貯蔵弾性率の周波数依存性パラメーターとして扱うことができる。周波数‐貯蔵弾性率の両対数プロット曲線における損失弾性率の傾きをβとすると、βは損失弾性率の周波数依存性パラメーターとして扱うことができる。さらに、α−βはtanδの周波数依存性パラメーターとして扱うことができ、一般的な熱可塑性樹脂の場合α>βでかつα−βの絶対値は1.0に近い値となる。
【0030】
本発明における架橋熱可塑性樹脂組成物(A’)のα−βについて、この値が大きければ大きいほど低せん断での損失弾性率に対する貯蔵弾性率が小さくなる傾向を表しており、延伸されにくくなることを示す。溶融時に容易に延伸しうる分散体として、本発明における架橋熱可塑性樹脂組成物(A’)のα−βはα、βの大小に関わらず、その絶対値が0.15以下であることが好ましい。さらに好ましいのはα−βの絶対値が0.10以下である。本発明に用いられる架橋分散相含有熱可塑性樹脂組成物の架橋分散相についてαとβがα>βでかつα−βの絶対値が0.15以上を超える場合は、低せん断領域での損失弾性率に対して貯蔵弾性率が低すぎて系の延伸に追随しない。本発明に用いられる架橋分散相含有熱可塑性樹脂組成物の架橋分散相についてαとβが、α<βでかつα−βの絶対値が0.15を超える場合は、もはや固体に近い粘弾特性であり硬すぎて分散相は延伸されない。
【0031】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋度調整過程においては、最終的に延伸される分散相に付与したい機能に応じて、また、架橋を阻害したりあるいは促進しすぎたりしないで架橋度の調整が容易である範囲において、他の樹脂や機能性充填材や添加剤等を配合することが出来る。充填材および配合剤として、例えば ガラス繊維、炭素繊維、各種の無機フィラー等の強化材、熱安定剤、紫外線安定剤、耐候性改良剤、酸化防止剤、難燃剤、導電性フィラー、熱伝導性フィラー、帯電防止剤、顔料、染料等の配合剤および添加剤であるが、これらに限定されるものではない。非架橋の熱可塑性樹脂(A)に架橋処理をする前にこれらの機能性配合剤を配合し架橋処理を行えば、本発明の熱可塑性樹脂成形体において、楕円状もしくは繊維状もしくは扁平形状もしくはその他の異形延伸形状に変形した架橋熱可塑性樹脂(A’)の分散相内に選択的に配合剤を拘束することができ、高次の分散構造制御と機能設計が可能となる。
【0032】
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂、ポリエステル系樹脂およびポリオレフィン系樹脂のいずれかであることが好ましい。
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリエステル系樹脂の場合、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリカプロラクトン50〜99.9重量部と架橋助剤0.1〜3重量部とを含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜25kGyに放射線照射されてなることが好ましい。
また、架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリエステル系樹脂の場合、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリエステルエラストマー50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜60kGyに放射線照射されてなることが好ましい。
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂の場合、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリアミド50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜20kGyに放射線照射されてなることが好ましい。
上記の範囲をはずれた場合、所望の特性の架橋熱可塑性樹脂組成物(A’)が得られにくくなることがある。
【0033】
本発明における熱可塑性樹脂組成物は、架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られる。架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)の配合割合は、(A’):(B)=1:99〜95:5が好ましい。(A’)が1未満で(B)が99を超えると、非架橋熱可塑性樹脂(B)のレオロジー改良効果が乏しくなり、(A’)が95を超えて(B)が5未満であると、(B)の特性が発現されにくくなり、コスト的にも不利である。
【0034】
架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた本発明の熱可塑性樹脂組成物は、非架橋熱可塑性樹脂(B)の融点より少なくとも10℃以上高い温度における溶融一軸伸張粘度測定で得られる時間‐一軸伸張粘度の両対数プロット曲線において下記のひずみ硬化係数が2以上であることが必要である。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
ひずみ硬化係数が2未満であると、非架橋熱可塑性樹脂(B)のレオロジー改良効果が乏しい。ひずみ硬化係数は、組成物の製造のしやすさ、成形安定性の点で、4〜50程度が好ましい。
【0035】
架橋処理される前の熱可塑性樹脂である非架橋熱可塑性樹脂(A)と非架橋熱可塑性樹脂(B)との組み合わせは、両者が相溶性であることが好ましく、同じ系統の樹脂であることが好ましい。例えば、ポリエステル系樹脂同士、ポリアミド系樹脂同士、ポリオレフィン系樹脂同士などの組み合わせが好ましい。
【0036】
また、本発明における、架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)との溶融混練時においても、成形体に発現させたい機能に応じて、機能性充填材や添加材等を配合することができる。例えば、ガラス繊維、炭素繊維、各種の無機フィラー等の強化材、熱安定剤、紫外線安定剤、耐候性改良剤、酸化防止剤、難燃剤、導電性フィラー、熱伝導性フィラー、帯電防止剤、顔料、染料等の配合剤および添加剤であるが、これらに限定されるものではない。すでに架橋処理を行った架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)の溶融混練の際には、配合された充填材や添加剤は、溶融弾性率の非常に高い架橋熱可塑性樹脂組成物(A’)の中には溶融せん断下においても進入し難いため、選択的に非架橋熱可塑性樹脂(B)のマトリックス相に分散することとなる。これによりさらに高次の分散構造制御と機能設計が可能となる。
【0037】
さらに、本発明における熱可塑性樹脂組成物は、架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)、さらに必要に応じて配合剤を混合した混合物を、射出成形機、押出機、押出延伸機等にダイレクトに投入して、溶融混錬するとともに成形体をダイレクトに成形することもできる。このような場合でも、溶融混錬時の剪断速度は架橋熱可塑性樹脂組成物(A’)を非架橋熱可塑性樹脂(B)と構造化するために重要である。溶融混錬時の剪断速度は300 sec-1以上が必要である。好ましくは剪断速度500 sec-1以上、更に好ましくは剪断速度1000 sec-1以上である。
【0038】
射出成形機または押出機等では混合物を投入するホッパーから金型やダイスまでの間でも溶融混錬が可能であり、この間での剪断速度によって架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)および、他の配合剤が微細構造化され、さらに成形装置の先端にある金型で成形されたものを溶融もしくは非溶融状態で延伸する方法や、ダイスで成形されたものを溶融状態もしくは非溶融状態で延伸することもできる。
【0039】
本発明における熱可塑性樹脂組成物を上記のように成形して得られた成形体は、架橋熱可塑性樹脂組成物(A’)の架橋状態が上記のように特定の粘弾性を有する状態であるので、架橋分散相が成形時の延伸に追随して延伸方向に変形しやすく、楕円状もしくは繊維状もしくは扁平形状もしくはその他の異形延伸形状などに変形することができる。
【実施例】
【0040】
以下本発明を実施例によりさらに詳細に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。以下に実施例、比較例で採用した測定法、評価法、実験方法を示す。
(1) 架橋熱可塑性樹脂の溶融時貯蔵弾性率、損失弾性率測定法:
TA Instruments社製ARESと測定治具として25mmのパラレルプレートを用いて動的粘弾性測定を以下の条件で行い、周波数‐貯蔵弾性率、周波数‐損失弾性率及び周波数‐せん断粘度の両対数プロットを得た。
・Strain=10%
・Temperature=DSCの結晶融点の少なくとも10℃以上
・Initial Frequency=100rad/s
・Final Frequency=0.1rad/s
・Gap=0.7〜1.5mm
・Geometry Type=Parallel Plate(Diameter=25mm)
架橋熱可塑性樹脂調整例において架橋が進行しすぎた架橋熱可塑性樹脂組成物についてはTA Instruments社製ARESで貯蔵弾性率測定ができないため「測定不能」とした。
また、架橋熱可塑性樹脂組成物の周波数0.1〜10rad/s範囲の周波数-貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きαと周波数-損失弾性率両対数プロット曲線における損失弾性率の傾きβとを求め、tanδの周波数依存性パラメーターとなるα−βを求めた。
【0041】
(2) 架橋処理物の溶媒溶解試験法:
径Φ約3mm×長さ約3mmカットペレット形状の架橋処理物を、ポリエステル系樹脂はフェノールとテトラクロロエタンとの混合溶媒へ常温×40hr以上浸漬、ポリアミド系は蟻酸へ常温×40hr以上浸漬し、溶媒除去した後の残存物の有無を目視で確認した。透明性のある溶媒ゲルが浸漬前ペレットの膨潤形状で残存しており、浸漬したペレット個数と同数の溶媒膨潤ゲルが確認できた場合を「不溶」と表現して○とした。溶媒に溶解し溶媒除去の際に溶媒と一緒に除去されるか、もしくは浸漬したペレット形状より溶媒膨潤ゲルの形状が大きく崩れ、分割されて形状を保持していない状態の場合「溶解」と表現して×とした。
【0042】
(3) 架橋処理物の非架橋熱可塑性樹脂への分散試験法:
任意の熱可塑性樹脂X(A)に架橋処理を行った架橋熱可塑性樹脂組成物X(A’)に関して、非架橋である熱可塑性樹脂X(A)への分散性は次のように評価した。
架橋処理を行った架橋熱可塑性樹脂X(A’)と非架橋熱可塑性樹脂X(A)とを二軸押出機(池貝鉄工株式会社製、PCM30)用で両樹脂の融点より少なくとも10℃以上高いシリンダー温度設定、スクリュー回転数120rpmにて、X(A’)とX(A)の合計が100重量部としてX(A)/X(A’)=70重量部/30重量部の比率で混合および溶融混練し、水浴にストランド状に押出して冷却後、カットして樹脂組成物のペレットを得た。得られた樹脂組成物ペレットを真空乾燥で水分率0.05質量%以下になるまで乾燥後、厚み200μmのシート状成型品を押出成形で作成した。
得られたシート表面状態を目視観察でゲル生成物による凹凸がないか、最大長さ(直径)が100μm以上のゲル生成物がないか確認した。厚み200μmのシートの場合、100μm以上のゲル生成物が存在する場合、必ず凹凸が認められることが確認できているので、シート表面が平滑となるものは「分散する」と判定した。200μmのシートに凹凸が目立つもの、シートを成形するまでもなく平滑なストランドの引けないものは「分散不良」とした。目視とゲル生成物の関係が分かりに難い場合は透過型電子顕微鏡(TEM)もしくは、走査型電子顕微鏡(SEM)で架橋熱可塑性樹脂組成物X(A’)が非架橋熱可塑性樹脂X(A)中に分散している構造を確認した。また、放射線による分解傾向の強いポリ乳酸などの樹脂に関しては電子顕微鏡における観察中に分解傾向を示すため走査型プローブ顕微鏡(SPM)で構造観察を行った。
【0043】
(4)時間‐一軸伸張粘度の両対数プロット曲線におけるひずみ硬化係数の測定法:
TA Instruments社製ARESを用いて、測定治具はTA Instruments社製のEVF(Extensional Viscosity Fixture)を用いた。測定条件は測定樹脂のDSC融点より少なくとも10〜50℃高い温度までの温度でひずみ速度は少なくとも1.0(s-1)で行い、得られた時間−一軸伸張粘度の両対数プロット曲線において下記式で表されるひずみ硬化係数を得た。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
なお、ここでは、a1は、簡易法によらず以下のようにして求めた。
すなわち、TA Instruments社製ARESと測定治具として25mmのパラレルプレートを用いて、ひずみ=10%、温度=一軸伸張粘度測定と同温度、GAP=0.7〜1.5mmの測定条件で周波数0.1〜100rad/s範囲のせん断粘度の周波数依存性データを求め、これより求めたせん断粘度の3倍値:3ηsを、時間-せん断粘度の両対数プロット上にプロットし、そのプロット線の傾きを時間‐伸張粘度の両対数プロット曲線における線形領域の傾きa1とした。
【0044】
(5)分散構造観察法:
架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)の構造観察には、試料の特性によって、(イ)TEM(透過型電子顕微鏡)、(ロ)SEM(走査型電子顕微鏡)、(ハ)SPM(走査型プローブ顕微鏡)、(ニ)位相顕微鏡、(ホ)微分干渉顕微鏡 などを用いた。
実施例、比較例において具体的には電子顕微鏡観察は架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)を溶融混練りして得たペレットを、光硬化型樹脂に包埋後研磨し、5〜10%リンタングステン酸水溶液で染色したものをSEMで観察するか、クライオミクロトームで得た凍結切片をRuO4で染色したものをTEMで観察したが、これは構造観察の手法を限定するものではない。SPM、位相顕微鏡、および微分干渉顕微鏡に関してもクライオトームで得た凍結切片を用いて観察した。
【0045】
観察されたサンプルのモルフォロジー構造に関しては以下のように判定し表記した。
分散構造、分散オーダーが均一かつ分散形状が一定のものを分散構造の均一性において「均一」とし、分散構造、分散オーダーが不均一でかつ分散形状も一定でないものを分散構造の均一性において「不均一」とした。
分散形態に関して、溶融混錬した複数種の樹脂のうち少なくとも一種がマトリックス化し、そのマトリックス中に他樹脂が粒子状に分散している場合は「独立分散」とし、溶融混錬した複数種の樹脂が相互に入り組みあった共連続構造化している場合は「共連続」とした。「独立分散」である場合は観察された分散粒子の粒子径を分散オーダーとして記載し、共連続構造である場合はその観察された画像において見かけ上比率の少ない連続相における相の幅を分散オーダーとした。また明確なミクロンオーダーの構造が観察されない場合を「構造なし」とした。なお、分散粒子の粒子径は、観察画像の各粒子の最大直径を粒子径として観察画像から測定した。連続相における相の幅の分散オーダー及び分散粒子径は、10箇所の観察画像で確認した。
構造の有用性に関して、分散オーダーが10μm以下でかつ均一分散しており「独立分散」もしくは「共連続」であるものを機能設計に有用な構造として○とし、分散オーダー、構造の均一性、分散形態においてこれらを満足しないものを機能設計に充分に有用でない構造として×とした。
【0046】
(6)分散相の延伸追随性測定法:
分散相を含む熱可塑性樹脂を二軸押出機(池貝PCM30ダイス直径5mm×1孔)で溶融して直径5mmの円形ダイから3kg/hrの吐出で押出されたストランドを溶融状態でストランド径が1.6mmとなるまで延伸後固化させて100mm長さでカットしてサンプルを得た。得られた径1.6mm、長さ100mmの溶融延伸されたストランド状サンプルは円形ダイから押出された時のスウェル現象を考慮しなければ計算上9.76倍に延伸されおり、スウェル現象の有無に関わらず少なくとも9.76倍延伸されていると判断した。
分散相の延伸追随性については、延伸方向の断面について構造観察を行い分散相の形状を確認し評価した。構造観察は試料の特性によって(イ)TEM(透過型電子顕微鏡)、(ロ)SEM(走査型電子顕微鏡)、(ハ)SPM(走査型プローブ顕微鏡)、(ニ)位相顕微鏡、(ホ)微分干渉顕微鏡 などを用いた。具体的には、電子顕微鏡観察はサンプルを光硬化型樹脂に包埋後研磨し、5〜10%リンタングステン酸水溶液で染色したものをSEMで観察するか、クライオミクロトームで得た凍結切片をRuO4で染色したものをTEMで観察したが、これは構造観察の手法を限定するものではない。SPM、位相顕微鏡、および微分干渉顕微鏡に関してもクライオトームで得た凍結切片を用いて観察した。
観察された延伸方向の断面における分散相の形状が延伸方向に大きく追随して繊維状に変形しており、かつ観察された分散相のL(延伸方向の長さ)/D(延伸方向に対して垂直方向の分散径)が4以上であれば分散相の延伸追随性ありとした。
【0047】
<実施例、比較例で使用した原材料>
PA6: 相対粘度RV=2.5の6ナイロンである東洋紡社製「東洋紡ナイロンT−800」
MXD6: 相対粘度RV=2.1のMXD6ナイロン、「東洋紡ナイロンT−600」
PA66: 相対粘度RV=2.78の66ナイロン、「東レアミランCN3001N」
PCL: 分子量70000のポリカプロラクトンであるダイセル化学工業社製「PCL−H7」
PLA: 融点164℃のポリ乳酸である三井化学社製「レイシアH100」
ポリエステルエラストマー(イ): 融点約210℃、溶液粘度1.45dl/gのポリブチレンテレフタレート/ポリカプロラクトン=57/43(重量%)共重合体である東洋紡社製「GS430」
ポリエステルエラストマー(ロ): 融点約203℃、溶液粘度1.95dl/gのポリブチレンテレフタレート/PTMG=53/47(重量%)共重合体である東洋紡社製「GP84D」
PBT: 相対粘度IV=0.8のポリブチレンテレフタレートであると東レ社製「1200S」
PET: 相対粘度IV=0.63のポリエチレンテレフタレートである東洋紡社製「RE530」
架橋助剤A: 日本化成株式会社製トリメタリルイソシアヌレートである「TMAIC」
架橋助剤B: 日本化成株式会社製トリアリルイソシアヌレートである「TAIC」
離型剤: クラリアント社製 モンタン酸エステルワックス「WE40」
安定剤: チバスペシャリティケミカルズ社製 「イルガノックスB1171」
【0048】
<架橋熱可塑性樹脂組成物の製造及び評価>
架橋処理を行う熱可塑性樹脂と架橋助剤を表1〜4に記載した比率で混合し、2軸押出機(池貝PCM30ダイス直径5mm×1孔)を用いて表1〜4に記載の温度、スクリュウ回転混練で溶融混練しストランドを冷却後カットすることでペレット状の熱可塑性樹脂組成物を得た。得られたペレットを乾燥後アルミ防湿袋に入れ、Co−60を線源とするγ線照射装置(MDS Nordion社製、型式JS10000HD)で表1、2中記載の線量に達するまでγ線を照射することによって架橋処理を行い、架橋状態を特定にコントロールされた架橋熱可塑性樹脂組成物を得た。得られた架橋熱可塑性樹脂組成物の溶媒溶解性、非架橋熱可塑性樹脂への分散性について評価した。さらに、架橋熱可塑性樹脂組成物について周波数‐貯蔵弾性率および損失弾性率、せん断粘度の両対数プロットを得て、周波数に対する貯蔵弾性率の傾きを求めた。得られた評価結果を表1〜4に示す。
【0049】
【表1】

【0050】
【表2】
【0051】
【表3】
【0052】
【表4】
【0053】
表1〜4で示された架橋条件で架橋された架橋熱可塑性樹脂組成物A−1〜D−3の内、良溶媒への不溶性で○と記載されたものは、表中に記載された良溶媒に不溶となるまで架橋が進行していることが確認された。架橋熱可塑性樹脂組成物A−1〜D−3の内、非架橋熱可塑性樹脂に対する分散性は表中記載の温度で混錬評価し、「分散する」と記載されたものは、非架橋熱可塑性樹脂に対する分散性が良好であることが確認された。さらに、良溶媒へ不溶でありかつ、非架橋熱可塑性樹脂に対して分散性のある状態に調整された架橋熱可塑性樹脂組成物A−1、B−1、C−1、D−1は、溶融時の粘弾特性が周波数‐貯蔵弾性率の両対数プロットの少なくとも0.1〜10rad/s範囲で周波数に対する貯蔵弾性率の傾きが0.2〜1.0でかつ、tanδの周波数依存性パラメーターであるα−βの絶対値は0.15以下であり、本発明における架橋樹脂組成物(A’)として適切であることが確認され、さらに、融点以上の粘弾性測定における貯蔵弾性率が少なくとも0.1〜10rad/sの範囲で1E+5Pa以下であることが確認された。表1〜4に記載された架橋熱可塑性樹脂A−1〜D−3で、架橋が進みすぎたものに関しては溶融粘弾測定用試験片の調整ができないため、測定不可と記載した。
【0054】
実施例1〜6、比較例1〜8
表5、6に記載の架橋熱可塑性樹脂組成物と非架橋熱可塑性樹脂との組み合わせと比率とで、2軸押出機(池貝PCM30ダイス直径5mm×1孔)を用いて表5、6に記載の溶融混練条件で溶融混練しストランドを冷却およびカットして実施例1〜6、比較例1〜6の熱可塑性樹脂組成物ペレットを得た。得られた組成物について、(1)時間‐伸張粘度両対数曲線におけるひずみ硬化係数、(2)分散構造観察を行い、その結果を表5、6に記載した。
実施例1、比較例1〜2の熱可塑性樹脂組成物の構造観察はクライオミクロトームで得た凍結切片をリンタングステン酸水溶液で染色後SEM観察し、その結果を記載した。実施例2、実施例3、実施例6、および比較例4に示された熱可塑性樹脂組成物の構造観察はクライオミクロトームで得た凍結切片をRuO4で染色したものをTEM観察し、その結果を記載した。実施例4、実施例5、比較例6、比較例7に示された熱可塑性樹脂組成物の構造観察はクライオミクロトームで得た凍結切片を位相差顕微鏡観察とSPM観察で行った。比較例2、5、8は本発明における架橋度よりさらに架橋の進んだ架橋熱可塑性樹脂組成物であるため、微細に構造化された架橋分散相が得られず、架橋熱可塑性樹脂は300μm以上の粗大なゲル状のブツが目視でも確認できる状態であった。
次いで、上記の実施例、比較例の熱可塑性樹脂組成物を、さらに2軸押出機(池貝PCM30ダイス直径5mm×1孔)で溶融、延伸して分散相の延伸追随性を評価した。その結果を表5、6に記載した。
【0055】
【表5】
【0056】
【表6】
【0057】
実施例1〜6で示されたように均一かつ微細に構造化した架橋分散相を持ち、かつひずみ硬化性を発現している熱可塑性樹脂を溶融状態で延伸することによって大きく変形した分散相を容易に得ることができた。
比較例3、4、6、7は構造において比較的微細な分散相を含むが、その分散相は架橋しておらず適切な溶融時のレオロジー特性を付与されていないため、このような分散相の熱可塑性樹脂組成物を使用すると、分散相は溶融延伸に追随して変形しないため目的の成形体を得るための有効な調整方法とはなりえない。
比較例2、5、8は架橋熱可塑性樹脂の架橋度が高すぎるため架橋熱可塑性樹脂が微細構造化しないため、このような不適切な架橋状態の架橋熱可塑性樹脂を使用すると、目的の成形体を得るための有効な調整方法とはなりえない。
比較例1において高い相溶性を示すため、ミクロンオーダーのSEM観察では見かけ上均一化してしまうPA6とMXD6においても、本発明が示す調整方法でPA6を適切な架橋状態に調整して成形体を得ることよってMXD6のマトリックス中にPA6を独立で分散することができ、かつ延伸方向に変形した成形体を得ることができる。
【0058】
次いで、図について補足説明する。
図1には実施例1、比較例1に示された組成物の延伸前のSEM観察結果が示されている。実施例1の組成物は架橋したPA6(白部分)がMXD6(黒部分)に対して均一化することなく、独立分散構造をとっていることが示されている。比較例1の組成物は架橋していなPA6をMXD6に混練していることから、高度に相溶化しておりPA6の独立な分散形態は見られない。
図2は実施例5で得た延伸ストランド状サンプルの延伸方向断面と延伸方向に対して垂直方向断面の構造観察結果を示す。分散相(白部分)は連続構造をもっているが延伸方向に変形した状態が明確に示されている。
図3には比較例7に示された組成物の延伸前のSPM観察結果が示されている。同じサンプルペレット内で観察された2箇所の画像で分散径、分散状態は大きく異なっており、一定形状以下の分散径で独立分散しているものの、その構造は不均一な状態であることが示されている。
【0059】
図4には実施例2で示された組成物の延伸前の微分干渉顕微鏡画像と延伸後の微分干渉顕微鏡画像とTEM画像が示されている。微分干渉顕微鏡像においては図中濃いコントラストで示されているのが架橋した分散相であり、TEM画像においては図中薄いコントラストで示されたものが架橋した分散相である。本発明の調整方法で得られた延伸後の成形体は、延伸方向に大きく変形した分散相の状態が明確に示されている。
図5には実施例1および実施例6で示された方法で樹脂組成物を調整し、実施例とは異なる延伸率で一軸方向に溶融延伸し調整されたフィルム状成型品のTEM観察画像が示されている。実施例1に示された調整方法で調整されたフィルムは延伸倍率が約20倍で延伸されたものであり、実施例6で示された調整方法で調整されたフィルムは延伸倍率約4で延伸されたフィルムである。両サンプルとも架橋分散相がよく延伸に対して追随変形していることを明確に示している。
【産業上の利用可能性】
【0060】
本発明の成形体は、特定の条件を満たす架橋分散相含有熱可塑性樹脂組成物を成形時に延伸するだけで容易に高度に変形した架橋分散相を含有する。また、様々な架橋分散相と非架橋樹脂の組み合わせが可能であるので、分散相の機能性を選択することによって、バリア性、光学特性、耐衝撃性、耐熱性などの非常に有用な機能性の効率よく発現させることが可能であり、産業界に寄与することが大である。
【技術分野】
【0001】
本発明は変形した架橋分散相を含有する熱可塑性樹脂組成物成形体に関するものであり、予め一定の架橋度に架橋処理された架橋熱可塑性樹脂を熱可塑性樹脂に溶融混練過程においてミクロンオーダーまで微細分散し構造化した架橋分散相含有熱可塑性樹脂組成物を延伸成形した成形体に関するものである。
【背景技術】
【0002】
変形した分散相を含む成形体の有用性は、フィルム成形品における面状分散ゴムによる面衝撃性改良、延伸フィルムやブロー成形品における面状分散バリア成分によるバリア性向上などで知られている。しかしながら、分散構造の均一性や安定性が大きな課題であることに加え、分散相を含む樹脂組成物を溶融加工に有利なレオロジー特性にコントロールすることや分散相にマトリックスの変形に対する分散相の変形追随性を付与することは非常に難しい。このため成形性に優れ、安定で均一な分散相構造をもち、なお且つ成形時の変形に追随して変形度の高い分散相を含有する熱可塑性樹脂成形体を調整することは高度の技術が必要である。架橋樹脂や架橋ゴム成分を動的加硫法によって架橋分散相として含有させた熱可塑性エラストマーがモンサント社によって広く研究開発が行われ、「サントプレン」という商標で市販されている。
【0003】
特許文献1、非特許文献1には、動的加硫法による熱可塑性エラストマーは、ポリプロピレン(PP)にEPDM等のゴム成分とゴムの架橋剤等を配合し高剪断で溶融混錬することによってEPDMゴムの加硫(架橋)を起こすと同時にPPの樹脂中にEPDMゴムを分散する動的架橋に関して開示されている。この場合、PP成分よりEPDMゴム成分が多い組成で溶融混錬を行い、混錬工程でEPDMゴムの架橋を起こすと同時にPPをマトリックスにするためにPPとEPDMゴム成分の相反転を行うという高度な製造技術が必要となる。ここで得られた熱可塑性エラストマーの分散架橋粒子は架橋度の高い粒子状分散体であり、その架橋度の高さゆえ溶融伸長粘度における非線形領域でひずみ硬化性は発現せず、成形性を向上させるためには更なる改良が必要である。
【0004】
特許文献2には架橋されたエラストマー成分が円盤状にフィルム面方向に配向している熱可塑性エラストマーフィルムについて開示されている。この場合、実質的に動的架橋法による架橋分散粒子を含有するが、分散粒子の架橋度が高い領域でしか架橋をコントロールできないため、溶融伸長粘度における非線形領域でひずみ硬化性の発現がなく成形性改良の必要があり、延伸による架橋粒子の変形追随性は低い。
特許文献3には、放射線照射架橋したポリカプロラクトンと脂肪族ポリエステルとを溶融混練した樹脂組成物を用いてフィルムを成形することが開示されている。しかしながら、具体的に開示された架橋ポリカプロラクトンは、照射放射線量が高く分子劣化も生じて生分解性を促進する程度のものであるとともに、架橋ポリカプロラクトンの分散性や分散構造に関する記述はなく、架橋ポリカプロラクトンの分散による樹脂組成物の具体的レオロジー特性の改良についての記載はない。
特許文献4には、成形後に除去が容易なマトリックス成分と熱可塑性樹脂の分散成分とからなる予備分散体を溶融圧縮又は延伸成形して熱可塑性樹脂分散粒子を変形させた成形体とすることが記載されている。しかしながら、成形体のマトリックス成分を溶解除去して変形樹脂分散粒子を製造することが目的であり、予備分散体の延伸成形体をそのまま使用して延伸成形体に変形樹脂分散粒子の特性を発現させるものではない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭59−58043号公報
【特許文献2】特開2006−315339号公報
【特許文献3】特開平2000−256471号公報
【特許文献4】特開平2007−262334号公報
【非特許文献】
【0006】
【非特許文献1】ラバーケミストリー・アンド・テクノロジー(Rubber chemistry and Technology)1996年発行 第 69巻 p.476
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記の問題点を解決しようとするものであり、幅広い熱可塑性樹脂の組み合わせにおいて機能性付与に有利な状態に変形した架橋分散相を含有する熱可塑性樹脂系の成形体を提供することである。
【0008】
本発明者らは、鋭利研究を重ねた結果、予め特定の架橋度に架橋処理された架橋熱可塑性樹脂を熱可塑性樹脂に溶融混練でミクロンオーダーまで微細化し分散化構造化した熱可塑性樹脂組成物を延伸する方法が、高度に延伸方向に変形した架橋分散相を含む熱可塑性樹脂組成物成形体を得ることができることを見出し本発明に到達した。
【0009】
すなわち本発明は、
(1) 非架橋熱可塑性樹脂(A)を架橋して得られた下記(イ)の特性を有する架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた熱可塑性樹脂組成物が、前記(A’)が前記(B)中に大きくとも20μmの粒子径に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化した架橋分散相を形成し、かつ溶融一軸伸長粘度における非線形領域で、下記(ロ)のひずみ硬化性を持つ熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物を溶融延伸成形して得られた成形体であって、該成形体中の前記架橋分散相が、成形時の延伸に追随して延伸方向に変形してなることを特徴とする変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(イ)非架橋熱可塑性樹脂(A)の溶媒に溶解せずに該溶媒と溶媒ゲルを形成する。
(ロ)非架橋熱可塑性樹脂(B)の融点より少なくとも10℃以上高い温度における前記熱可塑性樹脂の溶融一軸伸張粘度測定で得られる時間‐一軸伸張粘度の両対数プロット曲線において下記のひずみ硬化係数が2以上である。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
【0010】
(2) 架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定で得られる周波数‐貯蔵弾性率の両対数プロット曲線において、周波数0.1〜10rad/sの範囲で周波数に対する貯蔵弾性率の傾きが0.2〜1.0となる架橋状態である前記(1)記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(3) 架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定での周波数0.1〜10rad/s範囲において、周波数-貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きをα、周波数-損失弾性率両対数プロット曲線における損失弾性率の傾きをβとしたとき、αとβとの差の絶対値が0.15以下である前記(1)又は(2)記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(4) 架橋熱可塑性樹脂組成物(A’)が、放射線照射されてなるものである前記(1)〜(3)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(5) 架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂と架橋助剤を溶融混練して得たペレットを放射線照射することで架橋されてなるものである前記(1)〜(4)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体成形体。
(6) 架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂(A)に架橋助剤及び/又は有機過酸化物を配合して、溶融混錬によって架橋されてなるものである前記(1)〜(5)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(7) 架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂、ポリエステル系樹脂およびポリオレフィン系樹脂のいずれかである前記(1)〜(6)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(8) 架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリカプロラクトン50〜99.9重量部と架橋助剤0.1〜3重量部とを含む樹脂組成物を溶融混練して得たペレットを吸収線量0.5〜25kGyに放射線照射されてなる(1)〜(7)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(9) 架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリエステルエラストマー50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練して得たペレットを吸収線量0.5〜60kGyに放射線照射されてなる前記(1)〜(8)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(10) 架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリアミド50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練して得たペレットを吸収線量0.5〜20kGyに放射線照射されてなる前記(1)〜(9)のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【発明の効果】
【0011】
本発明で使用される架橋分散相含有熱可塑性樹脂組成物は、高度なひずみ硬化性をもつため、押出成形、ブロー成形、発泡成形、フィルム成形などの成形性に非常に優れているばかりか、その架橋分散相が特定の架橋状態に調整されていることから、溶融時の変形において延伸方向に追随して変形する度合いが非常に高く、成形時の延伸で容易に変形した架橋分散相を含む熱可塑性樹脂成形体となる。このため、本発明の成形体は、様々な樹脂や樹脂組成物の組み合わせにおいて、複雑な成形機や成形工程を経ずに高度に変形した分散相を含有することができ、この分散相の作用によってバリア性、光学特性、耐衝撃性、耐熱性などの機能性を発現することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、実施例1、比較例1の熱可塑性樹脂組成物の延伸前のSEM画像を示す図(写真)である。
【図2】図2は、実施例5で得た延伸ストランド状サンプルについての延伸方向断面(イ)と延伸方向に対する垂直方向断面(ロ)の位相差顕微鏡画像を示す図(写真)である。
【図3】図3は、比較例7の熱可塑性樹脂組成物の延伸前のSPM画像を示す図(写真)である。
【図4】図4は、実施例2の熱可塑性樹脂組成物の延伸前の微分干渉顕微鏡画像を示す図(写真)と延伸後の微分干渉顕微鏡画像とTEM画像を示す図(写真)である。
【図5】図5は、実施例1および実施例6の熱可塑性樹脂組成物について、一軸方向に溶融延伸し調整されたフィルム状成形品のTEM観察画像を示す図(写真)である。
【図6】図6は、本発明における架橋熱可塑性樹脂組成物(A’)として調整された架橋熱可塑性樹脂B−1と架橋処理をされる前のPCLについての190℃における周波数‐貯蔵弾性率、損失弾性率、溶融粘度についての両対数プロット曲線を示す図である。
【発明を実施するための形態】
【0013】
以下に本発明を具体的に説明する。本発明の熱可塑性樹脂組成物は架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)又は(A)とを溶融混練によって微細分散構造化することで得られる。架橋熱可塑性樹脂組成物(A’)は、非架橋熱可塑性樹脂(A)の分子鎖に橋架け構造が導入されて架橋された変性熱可塑性樹脂(組成物)であり、非架橋熱可塑性樹脂(A)の溶媒に不溶化する特定の架橋度を有することとなったものである。
この非架橋熱可塑性樹脂(A)、(B)に該当する具体的な樹脂としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリメチルペンテン(TPX)、エチレン−プロピレン共重合体(EPM)、エチレン−プロピレン−ジエン共重合体(EPDM)、エチレン−アクリル酸メチル共重合体(EEA)、エチレン−メタクリル酸共重合体(EMAA)、エチレン−アクリル酸共重合体(EAA)、エチレン−酢酸ビニル共重合体(EVA)等のオレフィン系樹脂。ポリカプロラクトン(PCL)、ポリブチレンサクシネート(PBS)、ポリブチレンサクシネート/アジペート(PBSA)などの生分解性かつ橋かけ型ポリエステル樹脂。ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート(PBN)、ポリカーボネート(PC)、ポリアクリレート(PAR)、ポリブチレンテレフタレート/ポリテトラメチレングリコールブロック共重合体、およびポリブチレンテレフタレート/ポリラクトンブロック共重合体、ポリブチレンナフタレート/ポリラクトンブロック共重合体、ポリブチレンテレフタレート/ポリマプロラクトン共重合体等のポリエステル系樹脂。 ナイロン6(NY6)、ナイロン66(NY66)、ナイロン46(NY46)、ナイロン11(NY11)、ナイロン12(NY12)、ナイロン610(NY610)、ナイロン612(NY612)、メタキシリレンアジパミド(MXD6)、ヘキサメチレンジアミン−テレフタル酸重合体(6T)、ヘキサメチレンジアミン−テレフタル酸およびアジピン酸重合体(66T)、ヘキサメチレンジアミン−テレフタル酸およびε−カプロラクタム共重合体(6T/6)、トリメチルヘキサメチレンジアミン−テレフタル酸(TMD−T)、メタキシリレンジアミンとアジピン酸およびイソフタル酸重合体(MXD−6/I)、トリヘキサメチレンジアミンとテレフタル酸およびε−カプロラクタム共重合体(TMD−T/6)、ジアミノジシクロヘキシレンメタン(CA)とイソフタル酸およびラウリルラクタム重合体等のポリアミド系樹脂等を挙げることが出来るが、これらに限定されるものではなく、前述以外の熱可塑性樹脂を含めた複数樹脂の共重合体およびポリマーアロイコンパウンドもこれに含まれる。
【0014】
本発明にける熱可塑性樹脂組成物を得るためには、架橋熱可塑性樹脂組成物(A’)の架橋度を適切にコントロールすることが重要であり、この特有の架橋程度に調整可能としたことが、本発明の実現と様々な樹脂への容易な適用を可能にしている。以下に本発明における架橋熱可塑性樹脂組成物(A’)に関してその好ましい形態を記載する。
【0015】
本発明における架橋熱可塑性樹脂組成物(A’)は少なくとも非架橋熱可塑性樹脂(A)の溶媒に不溶化するまで架橋している必要があり、その架橋方法は放射線照射による架橋や有機過酸化物使いの溶融混錬での架橋などであらかじめ調整されていることが好ましいが、これらに限定されるものではない。橋架け構造を分子鎖内に導入する架橋方法の中では、特に放射線照射による架橋は架橋熱可塑性樹脂組成物(A’)の架橋度を均一かつ架橋密度が上がり過ぎない状態でコントロールすることが容易にできるので特に好ましい。
【0016】
非架橋熱可塑性樹脂の溶媒とは、架橋前の熱可塑性樹脂を溶解可能な溶媒のことであり、各熱可塑性樹脂に適した溶媒を選択すれば良い。例えば、ナイロンではギ酸、硫酸などが挙げられるが、ギ酸が好ましい。ポリエステルに対してはフェノールとテトラクロロエタンの混合溶媒やジクロルベンゼンなどが挙げられるが、フェノールとテトラクロロエタンの混合溶媒が好ましい。
【0017】
放射線照射による架橋とは電子線やガンマ線(γ線)を照射することにより、そのエンルギーで分子間架橋を起こすことが出来る。放射線の種類によって波長が異なり、電子線より波長が短いガンマ線は厚みのある熱可塑性樹脂の内部まで架橋することが可能である。吸収したエンルギーの総量(吸収線量)はグレイ(Gy)で表される。放射線照射は吸収線量を自由にコトロールすることが出来るため、熱可塑性樹脂の架橋度もコントロール出来るので、本発明の架橋熱可塑性樹脂組成物(A’)の架橋には特に好ましい。ペレット等への放射線照射による架橋は照射される上部下部とで透過線量を均一にしなければ均一な架橋度が得られない場合があるため、特にペレットの架橋を放射線で行う場合は、波長の短いガンマ線での架橋が均一な架橋度を得られるので本発明では最適な架橋法である。本発明における放射線照射の吸収線量は0.5〜50kGyが好ましい。0.5kGy未満であると、吸収線量のコントロールが難しくなり、50kGyを超えると架橋が進みすぎる上、ポリマー種によっては分子切断の進行が進みすぎて架橋部分と非架橋部分が極端に不均一なものしか得られない。架橋部と非架橋部が不均一な架橋熱可塑性樹脂は見かけ上のゲル化率は高くても、非架橋熱可塑性樹脂への分散性が悪くなる場合や、非架橋熱可塑性樹脂へ分散させても充分なひずみ硬化性を持つ含架橋分散相熱可塑性樹脂が得られない場合がある。
【0018】
放射線照射による架橋熱可塑性樹脂組成物(A’)の架橋度調整では、架橋処理を行いたい熱可塑性樹脂(A)にあらかじめ架橋助剤を練り込むことにより架橋熱可塑性樹脂(A’)の架橋処理効率を促進させることが出来る。具体的な架橋助剤としてはトリアリルシアヌレート(TAC)、トリアリルイソシアヌレート(TAIC)、トリメチルアリルイソシアヌレート(TMPTA)、トリメチロールプロパントリメタクリレート(TMPTA)、トリスハイドロオキシエチルイソシアヌリックアクリレート(THEICA)およびN,N’−m−フェニレンビスマレイミド(MPBM)等の多官能性化合物を例示することが出来るが、これらに限定されるものではない。取り扱いやすさの点でトリアリルシアヌレート(TAC)、トリアリルイソシアヌレート(TAIC)が好ましい。これらの架橋助剤は一種類または二種類以上を併用することもできる。架橋助剤の配合量は架橋処理を行いたい熱可塑性樹脂100重量部に対して0.01〜10重量部、好ましくは0.03〜5重量部である。0.01重量部以下では架橋効率促進の効果が少なくなる。また10重量部以上では架橋助剤自体の分散に均一性がなくなり、架橋密度の均一な架橋熱可塑性樹脂が得られない。さらに多量の架橋助剤の添加は架橋助剤としての効率が悪くなるばかりか、架橋熱可塑性樹脂組成物(A)や本発明によって調整された成形体の物性を低下させるので好ましくない。
【0019】
架橋したい熱可塑性樹脂に架橋助剤を配合して、良く混合した後、溶融混錬して得たペレットに放射線を照射することによって架橋熱可塑性樹脂組成物(A’)を製造することが出来る。架橋助剤を溶融混錬する装置は特に限定しないが、二軸押出機を使うのが好ましい。二軸押出機のシリンダー温度は架橋熱可塑性樹脂組成物(A’)が結晶性樹脂の場合は融点、架橋熱可塑性樹脂が非結晶性樹脂である場合はガラス転移点温度より10〜50℃、もしくはそれ以上高い温度で設定するのが好ましい。溶融混錬工程の滞留時間は一般的に30秒〜15分程度である。架橋熱可塑性樹脂組成物(A’)の架橋度は使用する架橋助剤の配合量と照射される放射線の吸収線量によってコントロールすることが出来る。
【0020】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋を有機過酸化物によって架橋処理する場合は、架橋したい熱可塑性樹脂(A)に有機過酸化物と架橋助剤を配合し、混合と溶融混錬をすることによって製造できる。架橋度は有機過酸化物および架橋助剤の種類と量および溶融混錬の温度と溶融混錬している滞留時間によって決定される。架橋剤としては一般に有機過酸化物が用いられる。有機過酸化物の具体例としては、ベンゾイルパーオキサイド、1,1−ビス−t−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、ジクミールパーオキサイド、ジ−(t−ブチルパーオキシ)m−ジイソプロピルベンゼン、2,5−ジメチル−2−5−ジt−ブチルパーオキシヘキサン、2,5−ジメチル−2−5−t−ブチルパーオキシヘキサン−3等を例示することが出来るが、これらに限定されるものではない。有機過酸化物の添加量は架橋処理したい熱可塑性樹脂100重量部に対して0.02〜5重量部である。好ましくは0.05〜3重量部である。 架橋助剤としては放射線照射による架橋の時に用いた架橋助剤と同じものを使用することができる。また架橋助剤の配合量も同様である。
【0021】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋処理段階で、架橋助剤を添加する場合や、有機過酸化物との混練する場合の溶融、混練装置としては単軸押出機、二軸押出機、加圧ニーダー、バンバリー等があるが、特に好ましいのは二軸押出機である。
【0022】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋度は、例えば前述した方法によって任意の熱可塑性樹脂を架橋し、溶媒に不溶化するまで架橋度を上げることが必要である。溶媒に溶解してしまう場合は橋架け構造を導入されていてもその架橋の度合いが充分でなければ、本発明に用いられるひずみ硬化性を持つ架橋分散相含有熱可塑性樹脂組成物を調整できない。
【0023】
本発明における架橋熱可塑性樹脂組成物(A’)は溶媒に不溶となる一定以上の架橋度を持つと同時に架橋していない熱可塑性樹脂と相溶性があり、かつ、架橋していない熱可塑性樹脂との300sec-1以上のせん断速度における溶融混練で、100μm以上のゲルを生成することなく均一に溶融分散する程度の架橋程度に抑えられていることが好ましい。さらに好ましくは二軸押出機を用いて架橋していない熱可塑性樹脂との300sec-1以上のせん断速度における溶融混練で得たペレットを用いて200μm以下のフィルム成形品を溶融成形し場合、そのフィルムが良好な表面性をもち、100μm以上のゲルによる凹凸がないことである。ここで表面にゲルによる凹凸ができるような状態である場合は、分散させようとした架橋熱可塑性樹脂組成物の架橋が進みすぎているということであり、20μm以下の分散スケールの架橋分散相を含有する熱可塑性樹脂組成物を調整しにくくなる。
【0024】
本発明における架橋熱可塑性樹脂(A’)の好ましい架橋状態の調整は、放射線を用いて架橋を行なう場合、架橋助剤の配合量と照射される放射線の吸収線量によってコントロールすることができる。また架橋助剤と有機過酸化物との溶融混錬で行なう場合、その架橋度は有機過酸化物および架橋助剤の種類と量および溶融混錬の温度と溶融混錬している滞留時間によって決定される。架橋を行いたい任意の熱可塑性樹脂および樹脂組成物に対して、それぞれ最適な架橋状態と架橋条件がありかつ、目的の架橋度が融点以上の一定せん断下で非架橋樹脂に分散する程度の比較的ソフトで均一なゲル状態である。一般的に架橋度の指標として用いられる溶媒膨潤率や、ゲル化度ではゲルの均一性を評価しきれないためふさわしくない。ソフトかつ均一なゲル状態を評価するには本特許に示されている良溶媒に対する形状保持を含めた不溶性評価、相溶樹脂に対する分散性、および溶融粘弾性測定における損失弾性率、貯蔵弾性率より得られるパラメーターを指標として、目的の架橋状態を得ることが最も効率的かつ精度が高い。
【0025】
本発明における架橋熱可塑性樹脂組成物(A’)は、その架橋度が調整される過程で、架橋度が上がっていくと、溶融粘弾性測定において、溶融時の貯蔵弾性率は架橋処理を行う前よりも増大することになる。これは溶融時の周波数‐貯蔵弾性率の関係において、架橋処理後、任意の周波数に対して貯蔵弾性率が増大していることで確認できる。この貯蔵弾性率の増大は、系の架橋が均一に進行していく場合は周波数‐貯蔵弾性率両対数プロット曲線における周波数に対する貯蔵弾性率の傾きの減少で見ることができる。
【0026】
架橋熱可塑性樹脂組成物(A’)は、橋架け構造の分子鎖内導入によってこの傾きが減少したものであることが好ましい。さらに好ましくは、少なくとも0.1〜10rad/sの範囲でその傾きが大きな変化点がなく均一で、一般的にアロイされていない単一の非架橋熱可塑性樹脂の周波数‐貯蔵弾性率両対数プロット曲線において周波数に対する貯蔵弾性率の傾きが2に近い値であるのに対して、0.2〜1.0の範囲まで増大していることが好ましく、より好ましくは0.2〜0.6である。この傾きの最適な値は架橋処理される熱可塑性樹脂によって異なるが、この値が1.0より大きいと、架橋が不充分であることを示し、非架橋熱可塑性樹脂(B)と溶融混練してもレオロジー改良効果はない。また橋架け構造の導入が充分でないと、溶融分散状態での緩和挙動が早く分散構造が安定しないため、非架橋熱可塑性樹脂(B)と安定した微細分散構造をとりにくい。逆に周波数‐貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きが0.2よりも小さくなるまで架橋している場合は、もはや硬いゲルとなって固体に近い粘弾特性であることを意味しあらかじめ粒子を分散粒子スケールまで調整しない限り、非架橋熱可塑性樹脂(B)との溶融混練によって20μm以下に微分散構造化することは困難である。
【0027】
本発明における架橋熱可塑性樹脂組成物(A’)は融点以上での粘弾性測定における貯蔵弾性率が少なくとも0.1〜10rad/sの範囲で1E+5Pa以下であることが好ましい。1E+5Pa以上であると、溶融温度以上でも見かけ上、固体として形状を保持しえる領域であり二軸押出機による混練においても熱可塑性樹脂組成物中に20μmを超える分散不良なゲル塊状物となってしまうため1E+5Pa以下であることが好ましい。
【0028】
本発明における架橋熱可塑性樹脂組成物(A’)は、上記の特性を有するため、非架橋熱可塑性樹脂(B)と溶融混練することで、架橋熱可塑性樹脂組成物(A’)が非架橋熱可塑性樹脂(B)中に平均粒子径が20μm以下に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化することができる。
【0029】
溶融時の延伸に追随して変形しやすい分散相を得るためには、本発明における架橋熱可塑性樹脂(A’)が溶融延伸に相当する低いせん断速度領域において適度に弾性的な挙動の分散相として構造化されていることが好ましい。一般的に溶融時の熱可塑性樹脂では貯蔵弾性率のせん断速度依存性のほうが損失弾性率のせん断速度依存性より大きく、溶融粘弾測定で得られた少なくとも周波数0.1〜10rad/s範囲の周波数‐貯蔵弾性率の両対数プロット曲線における貯蔵弾性率の傾きをαとすると、αは貯蔵弾性率の周波数依存性パラメーターとして扱うことができる。周波数‐貯蔵弾性率の両対数プロット曲線における損失弾性率の傾きをβとすると、βは損失弾性率の周波数依存性パラメーターとして扱うことができる。さらに、α−βはtanδの周波数依存性パラメーターとして扱うことができ、一般的な熱可塑性樹脂の場合α>βでかつα−βの絶対値は1.0に近い値となる。
【0030】
本発明における架橋熱可塑性樹脂組成物(A’)のα−βについて、この値が大きければ大きいほど低せん断での損失弾性率に対する貯蔵弾性率が小さくなる傾向を表しており、延伸されにくくなることを示す。溶融時に容易に延伸しうる分散体として、本発明における架橋熱可塑性樹脂組成物(A’)のα−βはα、βの大小に関わらず、その絶対値が0.15以下であることが好ましい。さらに好ましいのはα−βの絶対値が0.10以下である。本発明に用いられる架橋分散相含有熱可塑性樹脂組成物の架橋分散相についてαとβがα>βでかつα−βの絶対値が0.15以上を超える場合は、低せん断領域での損失弾性率に対して貯蔵弾性率が低すぎて系の延伸に追随しない。本発明に用いられる架橋分散相含有熱可塑性樹脂組成物の架橋分散相についてαとβが、α<βでかつα−βの絶対値が0.15を超える場合は、もはや固体に近い粘弾特性であり硬すぎて分散相は延伸されない。
【0031】
本発明における架橋熱可塑性樹脂組成物(A’)の架橋度調整過程においては、最終的に延伸される分散相に付与したい機能に応じて、また、架橋を阻害したりあるいは促進しすぎたりしないで架橋度の調整が容易である範囲において、他の樹脂や機能性充填材や添加剤等を配合することが出来る。充填材および配合剤として、例えば ガラス繊維、炭素繊維、各種の無機フィラー等の強化材、熱安定剤、紫外線安定剤、耐候性改良剤、酸化防止剤、難燃剤、導電性フィラー、熱伝導性フィラー、帯電防止剤、顔料、染料等の配合剤および添加剤であるが、これらに限定されるものではない。非架橋の熱可塑性樹脂(A)に架橋処理をする前にこれらの機能性配合剤を配合し架橋処理を行えば、本発明の熱可塑性樹脂成形体において、楕円状もしくは繊維状もしくは扁平形状もしくはその他の異形延伸形状に変形した架橋熱可塑性樹脂(A’)の分散相内に選択的に配合剤を拘束することができ、高次の分散構造制御と機能設計が可能となる。
【0032】
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂、ポリエステル系樹脂およびポリオレフィン系樹脂のいずれかであることが好ましい。
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリエステル系樹脂の場合、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリカプロラクトン50〜99.9重量部と架橋助剤0.1〜3重量部とを含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜25kGyに放射線照射されてなることが好ましい。
また、架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリエステル系樹脂の場合、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリエステルエラストマー50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜60kGyに放射線照射されてなることが好ましい。
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂の場合、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリアミド50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜20kGyに放射線照射されてなることが好ましい。
上記の範囲をはずれた場合、所望の特性の架橋熱可塑性樹脂組成物(A’)が得られにくくなることがある。
【0033】
本発明における熱可塑性樹脂組成物は、架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られる。架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)の配合割合は、(A’):(B)=1:99〜95:5が好ましい。(A’)が1未満で(B)が99を超えると、非架橋熱可塑性樹脂(B)のレオロジー改良効果が乏しくなり、(A’)が95を超えて(B)が5未満であると、(B)の特性が発現されにくくなり、コスト的にも不利である。
【0034】
架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた本発明の熱可塑性樹脂組成物は、非架橋熱可塑性樹脂(B)の融点より少なくとも10℃以上高い温度における溶融一軸伸張粘度測定で得られる時間‐一軸伸張粘度の両対数プロット曲線において下記のひずみ硬化係数が2以上であることが必要である。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
ひずみ硬化係数が2未満であると、非架橋熱可塑性樹脂(B)のレオロジー改良効果が乏しい。ひずみ硬化係数は、組成物の製造のしやすさ、成形安定性の点で、4〜50程度が好ましい。
【0035】
架橋処理される前の熱可塑性樹脂である非架橋熱可塑性樹脂(A)と非架橋熱可塑性樹脂(B)との組み合わせは、両者が相溶性であることが好ましく、同じ系統の樹脂であることが好ましい。例えば、ポリエステル系樹脂同士、ポリアミド系樹脂同士、ポリオレフィン系樹脂同士などの組み合わせが好ましい。
【0036】
また、本発明における、架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)との溶融混練時においても、成形体に発現させたい機能に応じて、機能性充填材や添加材等を配合することができる。例えば、ガラス繊維、炭素繊維、各種の無機フィラー等の強化材、熱安定剤、紫外線安定剤、耐候性改良剤、酸化防止剤、難燃剤、導電性フィラー、熱伝導性フィラー、帯電防止剤、顔料、染料等の配合剤および添加剤であるが、これらに限定されるものではない。すでに架橋処理を行った架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)の溶融混練の際には、配合された充填材や添加剤は、溶融弾性率の非常に高い架橋熱可塑性樹脂組成物(A’)の中には溶融せん断下においても進入し難いため、選択的に非架橋熱可塑性樹脂(B)のマトリックス相に分散することとなる。これによりさらに高次の分散構造制御と機能設計が可能となる。
【0037】
さらに、本発明における熱可塑性樹脂組成物は、架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)、さらに必要に応じて配合剤を混合した混合物を、射出成形機、押出機、押出延伸機等にダイレクトに投入して、溶融混錬するとともに成形体をダイレクトに成形することもできる。このような場合でも、溶融混錬時の剪断速度は架橋熱可塑性樹脂組成物(A’)を非架橋熱可塑性樹脂(B)と構造化するために重要である。溶融混錬時の剪断速度は300 sec-1以上が必要である。好ましくは剪断速度500 sec-1以上、更に好ましくは剪断速度1000 sec-1以上である。
【0038】
射出成形機または押出機等では混合物を投入するホッパーから金型やダイスまでの間でも溶融混錬が可能であり、この間での剪断速度によって架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)および、他の配合剤が微細構造化され、さらに成形装置の先端にある金型で成形されたものを溶融もしくは非溶融状態で延伸する方法や、ダイスで成形されたものを溶融状態もしくは非溶融状態で延伸することもできる。
【0039】
本発明における熱可塑性樹脂組成物を上記のように成形して得られた成形体は、架橋熱可塑性樹脂組成物(A’)の架橋状態が上記のように特定の粘弾性を有する状態であるので、架橋分散相が成形時の延伸に追随して延伸方向に変形しやすく、楕円状もしくは繊維状もしくは扁平形状もしくはその他の異形延伸形状などに変形することができる。
【実施例】
【0040】
以下本発明を実施例によりさらに詳細に説明するが、本発明はその要旨を超えない限り、以下の実施例に限定されるものではない。以下に実施例、比較例で採用した測定法、評価法、実験方法を示す。
(1) 架橋熱可塑性樹脂の溶融時貯蔵弾性率、損失弾性率測定法:
TA Instruments社製ARESと測定治具として25mmのパラレルプレートを用いて動的粘弾性測定を以下の条件で行い、周波数‐貯蔵弾性率、周波数‐損失弾性率及び周波数‐せん断粘度の両対数プロットを得た。
・Strain=10%
・Temperature=DSCの結晶融点の少なくとも10℃以上
・Initial Frequency=100rad/s
・Final Frequency=0.1rad/s
・Gap=0.7〜1.5mm
・Geometry Type=Parallel Plate(Diameter=25mm)
架橋熱可塑性樹脂調整例において架橋が進行しすぎた架橋熱可塑性樹脂組成物についてはTA Instruments社製ARESで貯蔵弾性率測定ができないため「測定不能」とした。
また、架橋熱可塑性樹脂組成物の周波数0.1〜10rad/s範囲の周波数-貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きαと周波数-損失弾性率両対数プロット曲線における損失弾性率の傾きβとを求め、tanδの周波数依存性パラメーターとなるα−βを求めた。
【0041】
(2) 架橋処理物の溶媒溶解試験法:
径Φ約3mm×長さ約3mmカットペレット形状の架橋処理物を、ポリエステル系樹脂はフェノールとテトラクロロエタンとの混合溶媒へ常温×40hr以上浸漬、ポリアミド系は蟻酸へ常温×40hr以上浸漬し、溶媒除去した後の残存物の有無を目視で確認した。透明性のある溶媒ゲルが浸漬前ペレットの膨潤形状で残存しており、浸漬したペレット個数と同数の溶媒膨潤ゲルが確認できた場合を「不溶」と表現して○とした。溶媒に溶解し溶媒除去の際に溶媒と一緒に除去されるか、もしくは浸漬したペレット形状より溶媒膨潤ゲルの形状が大きく崩れ、分割されて形状を保持していない状態の場合「溶解」と表現して×とした。
【0042】
(3) 架橋処理物の非架橋熱可塑性樹脂への分散試験法:
任意の熱可塑性樹脂X(A)に架橋処理を行った架橋熱可塑性樹脂組成物X(A’)に関して、非架橋である熱可塑性樹脂X(A)への分散性は次のように評価した。
架橋処理を行った架橋熱可塑性樹脂X(A’)と非架橋熱可塑性樹脂X(A)とを二軸押出機(池貝鉄工株式会社製、PCM30)用で両樹脂の融点より少なくとも10℃以上高いシリンダー温度設定、スクリュー回転数120rpmにて、X(A’)とX(A)の合計が100重量部としてX(A)/X(A’)=70重量部/30重量部の比率で混合および溶融混練し、水浴にストランド状に押出して冷却後、カットして樹脂組成物のペレットを得た。得られた樹脂組成物ペレットを真空乾燥で水分率0.05質量%以下になるまで乾燥後、厚み200μmのシート状成型品を押出成形で作成した。
得られたシート表面状態を目視観察でゲル生成物による凹凸がないか、最大長さ(直径)が100μm以上のゲル生成物がないか確認した。厚み200μmのシートの場合、100μm以上のゲル生成物が存在する場合、必ず凹凸が認められることが確認できているので、シート表面が平滑となるものは「分散する」と判定した。200μmのシートに凹凸が目立つもの、シートを成形するまでもなく平滑なストランドの引けないものは「分散不良」とした。目視とゲル生成物の関係が分かりに難い場合は透過型電子顕微鏡(TEM)もしくは、走査型電子顕微鏡(SEM)で架橋熱可塑性樹脂組成物X(A’)が非架橋熱可塑性樹脂X(A)中に分散している構造を確認した。また、放射線による分解傾向の強いポリ乳酸などの樹脂に関しては電子顕微鏡における観察中に分解傾向を示すため走査型プローブ顕微鏡(SPM)で構造観察を行った。
【0043】
(4)時間‐一軸伸張粘度の両対数プロット曲線におけるひずみ硬化係数の測定法:
TA Instruments社製ARESを用いて、測定治具はTA Instruments社製のEVF(Extensional Viscosity Fixture)を用いた。測定条件は測定樹脂のDSC融点より少なくとも10〜50℃高い温度までの温度でひずみ速度は少なくとも1.0(s-1)で行い、得られた時間−一軸伸張粘度の両対数プロット曲線において下記式で表されるひずみ硬化係数を得た。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
なお、ここでは、a1は、簡易法によらず以下のようにして求めた。
すなわち、TA Instruments社製ARESと測定治具として25mmのパラレルプレートを用いて、ひずみ=10%、温度=一軸伸張粘度測定と同温度、GAP=0.7〜1.5mmの測定条件で周波数0.1〜100rad/s範囲のせん断粘度の周波数依存性データを求め、これより求めたせん断粘度の3倍値:3ηsを、時間-せん断粘度の両対数プロット上にプロットし、そのプロット線の傾きを時間‐伸張粘度の両対数プロット曲線における線形領域の傾きa1とした。
【0044】
(5)分散構造観察法:
架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)の構造観察には、試料の特性によって、(イ)TEM(透過型電子顕微鏡)、(ロ)SEM(走査型電子顕微鏡)、(ハ)SPM(走査型プローブ顕微鏡)、(ニ)位相顕微鏡、(ホ)微分干渉顕微鏡 などを用いた。
実施例、比較例において具体的には電子顕微鏡観察は架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)を溶融混練りして得たペレットを、光硬化型樹脂に包埋後研磨し、5〜10%リンタングステン酸水溶液で染色したものをSEMで観察するか、クライオミクロトームで得た凍結切片をRuO4で染色したものをTEMで観察したが、これは構造観察の手法を限定するものではない。SPM、位相顕微鏡、および微分干渉顕微鏡に関してもクライオトームで得た凍結切片を用いて観察した。
【0045】
観察されたサンプルのモルフォロジー構造に関しては以下のように判定し表記した。
分散構造、分散オーダーが均一かつ分散形状が一定のものを分散構造の均一性において「均一」とし、分散構造、分散オーダーが不均一でかつ分散形状も一定でないものを分散構造の均一性において「不均一」とした。
分散形態に関して、溶融混錬した複数種の樹脂のうち少なくとも一種がマトリックス化し、そのマトリックス中に他樹脂が粒子状に分散している場合は「独立分散」とし、溶融混錬した複数種の樹脂が相互に入り組みあった共連続構造化している場合は「共連続」とした。「独立分散」である場合は観察された分散粒子の粒子径を分散オーダーとして記載し、共連続構造である場合はその観察された画像において見かけ上比率の少ない連続相における相の幅を分散オーダーとした。また明確なミクロンオーダーの構造が観察されない場合を「構造なし」とした。なお、分散粒子の粒子径は、観察画像の各粒子の最大直径を粒子径として観察画像から測定した。連続相における相の幅の分散オーダー及び分散粒子径は、10箇所の観察画像で確認した。
構造の有用性に関して、分散オーダーが10μm以下でかつ均一分散しており「独立分散」もしくは「共連続」であるものを機能設計に有用な構造として○とし、分散オーダー、構造の均一性、分散形態においてこれらを満足しないものを機能設計に充分に有用でない構造として×とした。
【0046】
(6)分散相の延伸追随性測定法:
分散相を含む熱可塑性樹脂を二軸押出機(池貝PCM30ダイス直径5mm×1孔)で溶融して直径5mmの円形ダイから3kg/hrの吐出で押出されたストランドを溶融状態でストランド径が1.6mmとなるまで延伸後固化させて100mm長さでカットしてサンプルを得た。得られた径1.6mm、長さ100mmの溶融延伸されたストランド状サンプルは円形ダイから押出された時のスウェル現象を考慮しなければ計算上9.76倍に延伸されおり、スウェル現象の有無に関わらず少なくとも9.76倍延伸されていると判断した。
分散相の延伸追随性については、延伸方向の断面について構造観察を行い分散相の形状を確認し評価した。構造観察は試料の特性によって(イ)TEM(透過型電子顕微鏡)、(ロ)SEM(走査型電子顕微鏡)、(ハ)SPM(走査型プローブ顕微鏡)、(ニ)位相顕微鏡、(ホ)微分干渉顕微鏡 などを用いた。具体的には、電子顕微鏡観察はサンプルを光硬化型樹脂に包埋後研磨し、5〜10%リンタングステン酸水溶液で染色したものをSEMで観察するか、クライオミクロトームで得た凍結切片をRuO4で染色したものをTEMで観察したが、これは構造観察の手法を限定するものではない。SPM、位相顕微鏡、および微分干渉顕微鏡に関してもクライオトームで得た凍結切片を用いて観察した。
観察された延伸方向の断面における分散相の形状が延伸方向に大きく追随して繊維状に変形しており、かつ観察された分散相のL(延伸方向の長さ)/D(延伸方向に対して垂直方向の分散径)が4以上であれば分散相の延伸追随性ありとした。
【0047】
<実施例、比較例で使用した原材料>
PA6: 相対粘度RV=2.5の6ナイロンである東洋紡社製「東洋紡ナイロンT−800」
MXD6: 相対粘度RV=2.1のMXD6ナイロン、「東洋紡ナイロンT−600」
PA66: 相対粘度RV=2.78の66ナイロン、「東レアミランCN3001N」
PCL: 分子量70000のポリカプロラクトンであるダイセル化学工業社製「PCL−H7」
PLA: 融点164℃のポリ乳酸である三井化学社製「レイシアH100」
ポリエステルエラストマー(イ): 融点約210℃、溶液粘度1.45dl/gのポリブチレンテレフタレート/ポリカプロラクトン=57/43(重量%)共重合体である東洋紡社製「GS430」
ポリエステルエラストマー(ロ): 融点約203℃、溶液粘度1.95dl/gのポリブチレンテレフタレート/PTMG=53/47(重量%)共重合体である東洋紡社製「GP84D」
PBT: 相対粘度IV=0.8のポリブチレンテレフタレートであると東レ社製「1200S」
PET: 相対粘度IV=0.63のポリエチレンテレフタレートである東洋紡社製「RE530」
架橋助剤A: 日本化成株式会社製トリメタリルイソシアヌレートである「TMAIC」
架橋助剤B: 日本化成株式会社製トリアリルイソシアヌレートである「TAIC」
離型剤: クラリアント社製 モンタン酸エステルワックス「WE40」
安定剤: チバスペシャリティケミカルズ社製 「イルガノックスB1171」
【0048】
<架橋熱可塑性樹脂組成物の製造及び評価>
架橋処理を行う熱可塑性樹脂と架橋助剤を表1〜4に記載した比率で混合し、2軸押出機(池貝PCM30ダイス直径5mm×1孔)を用いて表1〜4に記載の温度、スクリュウ回転混練で溶融混練しストランドを冷却後カットすることでペレット状の熱可塑性樹脂組成物を得た。得られたペレットを乾燥後アルミ防湿袋に入れ、Co−60を線源とするγ線照射装置(MDS Nordion社製、型式JS10000HD)で表1、2中記載の線量に達するまでγ線を照射することによって架橋処理を行い、架橋状態を特定にコントロールされた架橋熱可塑性樹脂組成物を得た。得られた架橋熱可塑性樹脂組成物の溶媒溶解性、非架橋熱可塑性樹脂への分散性について評価した。さらに、架橋熱可塑性樹脂組成物について周波数‐貯蔵弾性率および損失弾性率、せん断粘度の両対数プロットを得て、周波数に対する貯蔵弾性率の傾きを求めた。得られた評価結果を表1〜4に示す。
【0049】
【表1】
【0050】
【表2】
【0051】
【表3】
【0052】
【表4】
【0053】
表1〜4で示された架橋条件で架橋された架橋熱可塑性樹脂組成物A−1〜D−3の内、良溶媒への不溶性で○と記載されたものは、表中に記載された良溶媒に不溶となるまで架橋が進行していることが確認された。架橋熱可塑性樹脂組成物A−1〜D−3の内、非架橋熱可塑性樹脂に対する分散性は表中記載の温度で混錬評価し、「分散する」と記載されたものは、非架橋熱可塑性樹脂に対する分散性が良好であることが確認された。さらに、良溶媒へ不溶でありかつ、非架橋熱可塑性樹脂に対して分散性のある状態に調整された架橋熱可塑性樹脂組成物A−1、B−1、C−1、D−1は、溶融時の粘弾特性が周波数‐貯蔵弾性率の両対数プロットの少なくとも0.1〜10rad/s範囲で周波数に対する貯蔵弾性率の傾きが0.2〜1.0でかつ、tanδの周波数依存性パラメーターであるα−βの絶対値は0.15以下であり、本発明における架橋樹脂組成物(A’)として適切であることが確認され、さらに、融点以上の粘弾性測定における貯蔵弾性率が少なくとも0.1〜10rad/sの範囲で1E+5Pa以下であることが確認された。表1〜4に記載された架橋熱可塑性樹脂A−1〜D−3で、架橋が進みすぎたものに関しては溶融粘弾測定用試験片の調整ができないため、測定不可と記載した。
【0054】
実施例1〜6、比較例1〜8
表5、6に記載の架橋熱可塑性樹脂組成物と非架橋熱可塑性樹脂との組み合わせと比率とで、2軸押出機(池貝PCM30ダイス直径5mm×1孔)を用いて表5、6に記載の溶融混練条件で溶融混練しストランドを冷却およびカットして実施例1〜6、比較例1〜6の熱可塑性樹脂組成物ペレットを得た。得られた組成物について、(1)時間‐伸張粘度両対数曲線におけるひずみ硬化係数、(2)分散構造観察を行い、その結果を表5、6に記載した。
実施例1、比較例1〜2の熱可塑性樹脂組成物の構造観察はクライオミクロトームで得た凍結切片をリンタングステン酸水溶液で染色後SEM観察し、その結果を記載した。実施例2、実施例3、実施例6、および比較例4に示された熱可塑性樹脂組成物の構造観察はクライオミクロトームで得た凍結切片をRuO4で染色したものをTEM観察し、その結果を記載した。実施例4、実施例5、比較例6、比較例7に示された熱可塑性樹脂組成物の構造観察はクライオミクロトームで得た凍結切片を位相差顕微鏡観察とSPM観察で行った。比較例2、5、8は本発明における架橋度よりさらに架橋の進んだ架橋熱可塑性樹脂組成物であるため、微細に構造化された架橋分散相が得られず、架橋熱可塑性樹脂は300μm以上の粗大なゲル状のブツが目視でも確認できる状態であった。
次いで、上記の実施例、比較例の熱可塑性樹脂組成物を、さらに2軸押出機(池貝PCM30ダイス直径5mm×1孔)で溶融、延伸して分散相の延伸追随性を評価した。その結果を表5、6に記載した。
【0055】
【表5】
【0056】
【表6】
【0057】
実施例1〜6で示されたように均一かつ微細に構造化した架橋分散相を持ち、かつひずみ硬化性を発現している熱可塑性樹脂を溶融状態で延伸することによって大きく変形した分散相を容易に得ることができた。
比較例3、4、6、7は構造において比較的微細な分散相を含むが、その分散相は架橋しておらず適切な溶融時のレオロジー特性を付与されていないため、このような分散相の熱可塑性樹脂組成物を使用すると、分散相は溶融延伸に追随して変形しないため目的の成形体を得るための有効な調整方法とはなりえない。
比較例2、5、8は架橋熱可塑性樹脂の架橋度が高すぎるため架橋熱可塑性樹脂が微細構造化しないため、このような不適切な架橋状態の架橋熱可塑性樹脂を使用すると、目的の成形体を得るための有効な調整方法とはなりえない。
比較例1において高い相溶性を示すため、ミクロンオーダーのSEM観察では見かけ上均一化してしまうPA6とMXD6においても、本発明が示す調整方法でPA6を適切な架橋状態に調整して成形体を得ることよってMXD6のマトリックス中にPA6を独立で分散することができ、かつ延伸方向に変形した成形体を得ることができる。
【0058】
次いで、図について補足説明する。
図1には実施例1、比較例1に示された組成物の延伸前のSEM観察結果が示されている。実施例1の組成物は架橋したPA6(白部分)がMXD6(黒部分)に対して均一化することなく、独立分散構造をとっていることが示されている。比較例1の組成物は架橋していなPA6をMXD6に混練していることから、高度に相溶化しておりPA6の独立な分散形態は見られない。
図2は実施例5で得た延伸ストランド状サンプルの延伸方向断面と延伸方向に対して垂直方向断面の構造観察結果を示す。分散相(白部分)は連続構造をもっているが延伸方向に変形した状態が明確に示されている。
図3には比較例7に示された組成物の延伸前のSPM観察結果が示されている。同じサンプルペレット内で観察された2箇所の画像で分散径、分散状態は大きく異なっており、一定形状以下の分散径で独立分散しているものの、その構造は不均一な状態であることが示されている。
【0059】
図4には実施例2で示された組成物の延伸前の微分干渉顕微鏡画像と延伸後の微分干渉顕微鏡画像とTEM画像が示されている。微分干渉顕微鏡像においては図中濃いコントラストで示されているのが架橋した分散相であり、TEM画像においては図中薄いコントラストで示されたものが架橋した分散相である。本発明の調整方法で得られた延伸後の成形体は、延伸方向に大きく変形した分散相の状態が明確に示されている。
図5には実施例1および実施例6で示された方法で樹脂組成物を調整し、実施例とは異なる延伸率で一軸方向に溶融延伸し調整されたフィルム状成型品のTEM観察画像が示されている。実施例1に示された調整方法で調整されたフィルムは延伸倍率が約20倍で延伸されたものであり、実施例6で示された調整方法で調整されたフィルムは延伸倍率約4で延伸されたフィルムである。両サンプルとも架橋分散相がよく延伸に対して追随変形していることを明確に示している。
【産業上の利用可能性】
【0060】
本発明の成形体は、特定の条件を満たす架橋分散相含有熱可塑性樹脂組成物を成形時に延伸するだけで容易に高度に変形した架橋分散相を含有する。また、様々な架橋分散相と非架橋樹脂の組み合わせが可能であるので、分散相の機能性を選択することによって、バリア性、光学特性、耐衝撃性、耐熱性などの非常に有用な機能性の効率よく発現させることが可能であり、産業界に寄与することが大である。
【特許請求の範囲】
【請求項1】
非架橋熱可塑性樹脂(A)を架橋して得られた下記(イ)の特性を有する架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた熱可塑性樹脂組成物が、前記(A’)が前記(B)中に大きくとも20μmの粒子径に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化した架橋分散相を形成し、かつ溶融一軸伸長粘度における非線形領域で、下記(ロ)のひずみ硬化性を持つ熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物を溶融延伸成形して得られた成形体であって、該成形体中の前記架橋分散相が、成形時の延伸に追随して延伸方向に変形してなることを特徴とする変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(イ)非架橋熱可塑性樹脂(A)の溶媒に溶解せずに該溶媒と溶媒ゲルを形成する。
(ロ)非架橋熱可塑性樹脂(B)の融点より少なくとも10℃以上高い温度における前記熱可塑性樹脂の溶融一軸伸張粘度測定で得られる時間‐一軸伸張粘度の両対数プロット曲線において下記のひずみ硬化係数が2以上である。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
【請求項2】
架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定で得られる周波数‐貯蔵弾性率の両対数プロット曲線において、周波数0.1〜10rad/sの範囲で周波数に対する貯蔵弾性率の傾きが0.2〜1.0となる架橋状態である請求項1記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項3】
架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定での周波数0.1〜10rad/s範囲において、周波数-貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きをα、周波数-損失弾性率両対数プロット曲線における損失弾性率の傾きをβとしたとき、αとβとの差の絶対値が0.15以下である請求項1又は2に記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項4】
架橋熱可塑性樹脂組成物(A’)が、放射線照射されてなるものである請求項1〜3のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項5】
架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂(A)と架橋助剤を溶融混練して得たペレットを放射線照射されてなるものである請求項1〜4のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項6】
架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂(A)に架橋助剤及び/又は有機過酸化物を配合して、溶融混錬によって架橋されてなるものである請求項1〜5のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項7】
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂、ポリエステル系樹脂およびポリオレフィン系樹脂のいずれかである請求項1〜6のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項8】
架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリカプロラクトン50〜99.9重量部と架橋助剤0.1〜3重量部とを含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜25kGyに放射線照射されてなる請求項1〜7のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項9】
架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリエステルエラストマー50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜60kGyに放射線照射されてなる請求項1〜8のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項10】
架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリアミド50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜20kGyに放射線照射されてなる請求項1〜9のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項1】
非架橋熱可塑性樹脂(A)を架橋して得られた下記(イ)の特性を有する架橋熱可塑性樹脂組成物(A’)と非架橋熱可塑性樹脂(B)とを溶融混練して得られた熱可塑性樹脂組成物が、前記(A’)が前記(B)中に大きくとも20μmの粒子径に分散するか又は前記(A’)と前記(B)が互いに入り組みあった共連続構造化した架橋分散相を形成し、かつ溶融一軸伸長粘度における非線形領域で、下記(ロ)のひずみ硬化性を持つ熱可塑性樹脂組成物であり、該熱可塑性樹脂組成物を溶融延伸成形して得られた成形体であって、該成形体中の前記架橋分散相が、成形時の延伸に追随して延伸方向に変形してなることを特徴とする変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
(イ)非架橋熱可塑性樹脂(A)の溶媒に溶解せずに該溶媒と溶媒ゲルを形成する。
(ロ)非架橋熱可塑性樹脂(B)の融点より少なくとも10℃以上高い温度における前記熱可塑性樹脂の溶融一軸伸張粘度測定で得られる時間‐一軸伸張粘度の両対数プロット曲線において下記のひずみ硬化係数が2以上である。
ひずみ硬化係数 = a2/a1
a1: 時間‐一軸伸張粘度の両対数プロット曲線における線形領域の傾き
a2: 時間‐一軸伸張粘度の両対数プロット曲線における非線形領域の傾き
【請求項2】
架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定で得られる周波数‐貯蔵弾性率の両対数プロット曲線において、周波数0.1〜10rad/sの範囲で周波数に対する貯蔵弾性率の傾きが0.2〜1.0となる架橋状態である請求項1記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項3】
架橋熱可塑性樹脂組成物(A’)が、その線形領域における溶融粘弾性測定での周波数0.1〜10rad/s範囲において、周波数-貯蔵弾性率両対数プロット曲線における貯蔵弾性率の傾きをα、周波数-損失弾性率両対数プロット曲線における損失弾性率の傾きをβとしたとき、αとβとの差の絶対値が0.15以下である請求項1又は2に記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項4】
架橋熱可塑性樹脂組成物(A’)が、放射線照射されてなるものである請求項1〜3のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項5】
架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂(A)と架橋助剤を溶融混練して得たペレットを放射線照射されてなるものである請求項1〜4のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項6】
架橋熱可塑性樹脂組成物(A’)が、非架橋熱可塑性樹脂(A)に架橋助剤及び/又は有機過酸化物を配合して、溶融混錬によって架橋されてなるものである請求項1〜5のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項7】
架橋熱可塑性樹脂組成物(A’)中の少なくとも50重量%がポリアミド系樹脂、ポリエステル系樹脂およびポリオレフィン系樹脂のいずれかである請求項1〜6のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項8】
架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリカプロラクトン50〜99.9重量部と架橋助剤0.1〜3重量部とを含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜25kGyに放射線照射されてなる請求項1〜7のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項9】
架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリエステルエラストマー50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜60kGyに放射線照射されてなる請求項1〜8のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【請求項10】
架橋熱可塑性樹脂組成物(A’)が、架橋熱可塑性樹脂組成物(A’)100重量部に対してポリアミド50〜99.9重量部と架橋助剤0.1〜3重量部を含む樹脂組成物を溶融混練りして得たペレットを吸収線量0.5〜20kGyに放射線照射されてなる請求項1〜9のいずれかに記載の変形した架橋分散相を含有する熱可塑性樹脂組成物成形体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−284856(P2010−284856A)
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願番号】特願2009−139833(P2009−139833)
【出願日】平成21年6月11日(2009.6.11)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願日】平成21年6月11日(2009.6.11)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]