
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板および鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板および鋼管の製造方法を提供する。
【解決手段】C、Si、Mn、Mo、Nb、Al、Tiを含む鋼を溶製後、熱間圧延を施し、(γ/α変態開始点-50)(℃)以上γ/α変態開始温度(℃)以下まで水冷した後、再加熱し、その後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能となり、ラインパイプに対する安全性が大幅に向上する。
【解決手段】C、Si、Mn、Mo、Nb、Al、Tiを含む鋼を溶製後、熱間圧延を施し、(γ/α変態開始点-50)(℃)以上γ/α変態開始温度(℃)以下まで水冷した後、再加熱し、その後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能となり、ラインパイプに対する安全性が大幅に向上する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、周方向において900MPa以上の引張強さ(TS)を有する変形能および低温靱性の優れた超高強度ラインパイプ用鋼管に関するもので、天然ガス・原油輸送用ラインパイプとして広く使用できる。
【背景技術】
【0002】
近年、原油・天然ガスの長距離輸送方法としてパイプラインの重要性がますます高まっている。現在、長距離輸送用の幹線ラインパイプとしては米国石油協会(API)規格X65が設計の基本になっており、実際の使用量も圧倒的に多い。しかし、(1)高圧化による輸送効率の向上や(2)ラインパイプの外径・重量の低減による現地施工能率向上のため、より高強度のラインパイプが要望されている。これまでにX80(引張強さ620MPa以上)までのラインパイプの実用化がされている。また、近年では高強度ラインパイプに対するニーズが強くなってきた。超高強度ラインパイプ製造法の研究は、従来のX80ラインパイプの製造技術(たとえば、非特許文献1、2を参照。)を基本に検討されているのに加えて、近年、X100ラインパイプ(例えば、非特許文献3を参照。)やX120ラインパイプ(例えば、非特許文献4を参照。)の製造技術が検討されている。
【0003】
一方、近年、ラインパイプの設計の考え方が変化している。従来は、応力を一定にしたパイプラインの設計(stress based design)であったが、最近は、パイプラインにひずみが加わっても鋼管の円周溶接部が破壊しないような、あるいは鋼管自体が座屈しないような設計(strain based design)を取り入れている。これまで、X120の高強度ラインパイプについては、母材の低温靭性や溶接熱影響部の靱性を確保するような材料設計を確保するための化学成分や製造条件について検討されていた(例えば、非特許文献5を参照。)。しかしながら、strain based designの場合には、母材の変形能あるいは、鋼管の塗装後の変形能も要求される。これに関する課題が解決できないとstrain based design用のX120ラインパイプ鋼管の製造は不可能である。パイプラインの超高強度化は母材の強度・低温靱性バランスや、溶接金属および溶接熱影響部(HAZ)靱性、現地溶接性、継手軟化、バースト試験による管体破断などを確保しながら、かつ母材の変形能に優れた鋼管を製造するための製造条件を多く抱えており、これらを克服した超高強度厚肉ラインパイプ(X100超)の開発が要望されている。
【非特許文献1】NKK技報No.138(1992) ,pp24-31
【非特許文献2】The 7th Offshore Mechanics and Arctic Engineering (1988), Volume V,pp179-185
【非特許文献3】新日鐵技報No.380(2004),pp76-81
【非特許文献4】新日鐵技報No.380(2004),pp70-75
【非特許文献5】新日鐵技報No.380(2004),pp70-75
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ鋼板および鋼管の製造方法を提供するものである。
【課題を解決するための手段】
【0005】
本発明者らは、引張強さが900MPa以上で、かつ低温靱性の優れた超高強度鋼板および鋼管を得るための鋼板および鋼管の製造が満足すべき条件について鋭意研究を行い、新しい超高強度ラインパイプおよびその製造方法を発明するに至った。本発明の要旨は以下のとおりである。
(1) 質量%で、
C:0.03〜0.08%、
Si:0.01〜0.50%、
Mn:1.5〜2.5%、
P:≦0.01%、
S:≦0.0030%、
Mo:0.01〜1.5%、
Nb:0.0001〜0.2%、
Al:0.0005〜0.03%、
Ti:0.003〜0.030%
を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、(γ/α変態開始温度−50)(℃)以上γ/α変態開始温度(℃)未満の温度範囲にて水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
(2)前記鋼成分が更に質量%で、
Cu:0.05〜1.5%、
Ni:0.05〜5.0%、
Cr:0.02〜1.5%、
V:0.01〜0.10%、
B:0.0003〜0.0030%、
Zr:0.001〜0.050%、
Ta:0.001〜0.050%
のうち1種または2種以上を含有する(1)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
(3)前記鋼成分が更に質量%で、
Mg:0.0001〜0.010%、
Ca:0.0001〜0.005%、
REM:0.0001〜0.005%、
Y:0.0001〜0.005%、
Hf:0.0001〜0.005%、
Re:0.0001〜0.005%、
W:0.0001〜0.005%
のうち1種または2種以上を含有する(1)または(2)に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(4)前記熱間圧延後の水冷が1℃/s以上の冷却速度であることを特徴とする(1)〜(3) の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(5)前記再加熱後、冷却速度が1℃/s以上であることを特徴とする(1)〜(4) の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(6)前記再加熱後、1秒以上に保持することを特徴とする(1)〜(5) の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(7)前記加熱温度を1000℃以上とし、且つ、未再結晶温度域での圧下比を3以上で、熱間圧延することを特徴とする(1)〜(6) の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
(8)(1)〜(7) の何れか1項に記載の製造方法によって製造された鋼板を管状に成形し、その突合せ部を溶接し、その後拡管を行うことを特徴とする変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼管の製造方法。
(9)前記突合せ部を溶接した際の溶接金属が質量%で、
C:0.01〜0.10%、
Si:0.01〜0.40%、
Mn:1.0〜2.0%、
P:≦0.01%、
S:≦0.010%、
Ni: 1.3〜3.2%、
Cr+Mo+V :1.0〜2.5%、
Al:0.0005〜0.1%、
Ti:0.003〜0.050%、
O:0.0001〜0.05%
を含み、残部が鉄および不可避的不純物からなることを特徴とする(8)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
(10)前記突合わせ部の溶接が、溶接ワイヤ−と焼成型もしくは溶融型フラックスを使用して内外面からサブマージドアーク溶接を行うことを特徴とする(8) または(9)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
(11)前記溶接後、当該溶接部を熱処理した後、拡管することを特徴とする(8)〜(10) の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
(12)前記溶接部の熱処理が、200℃以上500℃以下であることを特徴とする(11)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【発明の効果】
【0006】
本発明の化学成分および製造方法に限定し、圧延水冷後、(γ/α変態開始点−50)(℃)以上γ/α変態開始温度(℃)未満に水冷停止する。その後再びγ/α変態開始点以上に加熱、保持後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能である。その結果、ラインパイプに対する安全性が大幅に向上する。
【発明を実施するための最良の形態】
【0007】
以下、本発明の内容について詳細に説明する。
本発明は900MPa以上の引張強さ(TS)を有する低温靱性の優れた超高強度ラインパイプに関する発明である。この強度水準の超高強度ラインパイプでは、従来主流であるX65と較べて約2倍の圧力に耐えるため、同じサイズで約2倍のガスを輸送することが可能になる。X65の場合は圧力を高めるためには肉厚を厚くする必要があり、材料費、輸送費、現地溶接施工費が高くなってパイプライン敷設費が大幅に上昇する。これが900MPa以上の引張強さ(TS)を有する低温靱性の優れた超高強度ラインパイプが必要とされる理由である。一方、高強度になると急激に鋼管の製造が困難になる。特にstrain based designを要求された時は、母材の強度・低温靭性バランス、シーム溶接部の靭性に加えて、ひずみ時効後の変形能も含めた目標特性を得るための製造条件を得ることが必要である。しかしながら、これらすべての特性を満足させることは、非常に困難である。
【0008】
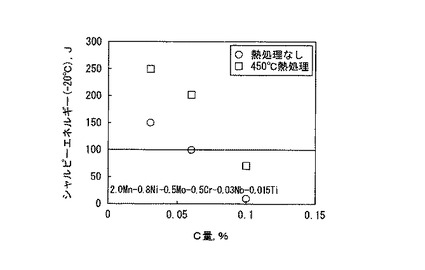
母材の強度・低温靭性バランスを確保しつつ、母材のひずみ時効前後における変形能、シーム溶接部の靭性を満足するために発明者ら鋭意研究を行った結果、C量を0.06%以下に抑えた鋼がもっとも有利な成分系であることがわかった。
図1に、シーム熱影響部靭性に及ぼすC量の影響を示す。C量を0.06%以下にするとシーム熱影響部の靭性が容易に向上できることがわかる。従い、0.06%以下のC量を有する鋼とした。さらに溶接部熱影響部に300から500℃の熱処理を加えると、溶接熱影響部の靭性が大幅に向上することが明らかとなった。
【0009】
次に、母材の低温靭性について述べる。これまでは、高強度鋼の母材の低温靭性を確保するには、下部ベイナイト主体の組織を作りこめばよかったが、下部ベイナイト組織の場合には、母材の変形能、特にひずみ時効後の変形能が劣ることが明らかとなった。ひずみ時効後の変形能を良好にするためにはフェライト・ベイナイト(一部マルテンサイトを含む)2相組織鋼を作りこめばよいことは知られている。かつ900MPa以上の高強度鋼における2相組織鋼を作りこむことは非常に困難であった。この高強度鋼での2相組織を作りこみかつ、低温靭性を満足するための条件について、本発明者らが鋭意研究を行って、調査した結果、以下のことが明らかとなった。
【0010】
未再結晶オーステナイト温度域にて、圧延を終了した後、水冷し、γ/α変態開始点未満でかつ、その温度から50℃以下の範囲の温度にて水冷を停止させたあと、再加熱保持し、その後水冷すると、非常に均一微細な2相組織を作りこむことに成功した。均一微細な2相組織鋼の場合には、低温靭性をも非常に良好であることが明らかとなった。このγ/α変態開始点以上の温度にて水冷を停止させて、その温度以上に保持すると、非常に均一な2相組織が創製した理由を筆者らは次のように考察している。
【0011】
通常圧延後、直ちに冷却する場合には、ベイナイト・マルテンサイト変態が生じて、α変態(フェライト変態)は生じない。これに対して、γ/α変態が生じた組織を、再加熱すると、α変態が大幅に促進することが明らかになった。このα変態40〜60%程度まで進行した後に、水冷すると、約半分のα相と残り半分のマルテンサイト相の2相になることが実験より明らかとなった。しかもこの組織は非常に均一で、低温靭性にも優れることが明らかとなった。圧延後水冷を開始して、γ/α変態開始点以上にとめた後、再び加熱すると、γ/α駆動力があがるので、温度が高ければ高いほど駆動力はあがる。その場合、保持温度は多くの時間を必要としないことになる。
【0012】
以下、本発明の母材および溶接熱影響部成分の限定理由について述べる。
C:Cは鋼における母材強度を向上させる基本的な元素として欠かせない元素であり、その有効な下限として0.03%以上の添加が必要であるが、0.08%を越える過剰の添加では、鋼材の溶接性や靱性の低下を招くので、その上限を0.08%とした。望ましくは、0.03〜0.07%の範囲である。
【0013】
Si:Siは製鋼上脱酸元素として必要な元素であり、鋼中に0.01%以上の添加が必要であるが、0.5%を越えるとHAZ靱性を低下させるのでそれを上限とする。
【0014】
Mn:Mnは、母材の強度および靱性の確保に必要な元素であるが、2.5%を越えるとHAZ靱性を著しく阻害するが、逆に1.5%未満では、母材の強度確保が困難になるために、その範囲を1.5〜2.5%とする。
【0015】
P:Pは鋼の靱性に影響を与える元素であり、0.01%を越えて含有すると鋼材の母材だけでなくHAZの靱性を著しく阻害するのでその含有される上限を0.01%とした。
【0016】
S:Sは0.0030%を越えて過剰に添加されると粗大な硫化物の生成の原因となり、靱性を阻害するので、上限を0.003%とした。
【0017】
Mo:Moは、焼入れ性を向上させると同時に、炭窒化物を形成し強度を改善する元素であり、その効果を得るためには、0.01%以上の添加が必要になるが、1.5%を越えた多量の添加は必要以上の強化とともに、靱性の著しい低下をもたらすために、その範囲を0.01〜1.5%とする。
【0018】
Nb:Nbは、炭化物、窒化物を形成し強度の向上に効果がある元素であるが、0.0001%以下の添加ではその効果がなく、0.20%を越える添加では、靱性の低下を招くために、その範囲を0.0001〜0.20%とする。
【0019】
Al:Alは通常脱酸材として添加されるが、本発明においては、0.03%越えて添加されるとTi主体の酸化物が生成できないので、これを上限とする。また、溶鋼中の酸素量低減のために0.0005%は必要であり、これを下限とした。
【0020】
Ti:Tiは、脱酸材として、さらには窒化物形成元素として、結晶粒の細粒化に効果を発揮する元素であるが、多量の添加は炭化物の形成による靱性の著しい低下をもたらすために、その上限を0.030%にする必要があるが、所定の効果を得るためには0.003%以上の添加が必要であり、その範囲を0.003〜0.030%とする。
【0021】
なお、本発明においては、強度および靱性を改善する元素として、Cu、Ni、Cr、V、B、Zr、Taの中で、1種または2種以上の元素を添加することができる。
【0022】
Cu:Cuは、靱性を低下させずに強度の上昇に有効な元素であるが、0.05%未満では効果がなく、1.5%を越えると鋼片加熱時や溶接時に割れを生じやすくする。従って、その含有量を0.05〜1.5%とする。
【0023】
Ni:Niは、靱性および強度の改善に有効な元素であり、その効果を得るためには0.05%以上の添加が必要であるが、5.0%超の添加では溶接性が低下するために、その上限を5.0%とする。
【0024】
Cr:Crは析出強化による鋼の強度を向上させるために、0.02%以上の添加が有効であるが、多量に添加すると、焼入れ性を上昇させ、ベイナイト組織を生じさせ、靱性を低下させる。従って、その上限を1.5%とする。
【0025】
V:Vは、炭化物、窒化物を形成し強度の向上に効果がある元素であるが、0.01%以下の添加ではその効果がなく、0.10%を越える添加では、逆に靱性の低下を招くために、その範囲を0.01〜0.10%以下とする。
【0026】
B:Bは一般に、固溶すると焼入れ性を増加させるが、またBNとして固溶Nを低下させ、溶接熱影響部の靭性を向上させる元素である。従って、0.0003%以上の添加でその効果を利用できるが、過剰の添加は、靭性の低下を招くために、その上限を0.0030%とする。
【0027】
Zr、Ta:ZrとTaもNbと同様に炭化物、窒化物を形成し強度の向上に効果がある元素であるが、0.0001%以下の添加ではその効果がなく、0.050%を越える添加では、逆に靱性の低下を招くために、その範囲を0.0001〜0.050%以下とする。
【0028】
更にMg、Ca、REM、Y、Hf、W、Reを添加することができる。なお、REMとはLa、Ce等の希土類元素のことである。
Mg:Mgは本発明の主たる合金元素であり、主に脱酸材として添加されるが、0.010%を越えて添加されると、粗大な酸化物が生成し易くなり、母材およびHAZ靱性の低下をもたらす。しかしながら、0.0001%未満の添加では、粒内変態およびピニング粒子として必要な酸化物の生成が十分に期待できなくなるため、その添加範囲を0.0001〜0.010%と限定する。
【0029】
Ca、REM、Y、Hf、W、Re:Ca、REM、Y、Hf、WおよびReは硫化物を生成することにより伸長MnSの生成を抑制し、鋼材の板厚方向の特性、特に耐ラメラティアー性を改善する。Ca、REM、Y、Hf、W、Reはともに0.0001%未満では、この効果が得られないので下限値を0.0001%にした。逆に、0.0050%を越えると、Ca及びREM、Y、Hf、W、Reの酸化物個数が増加し、超微細なMg含有酸化物の個数が低下するため、その上限を0.0050%とする。
【0030】
上記の成分を含有する鋼は、製鋼工程で溶製後、連続鋳造などをへて厚板加熱、圧延を施される。この場合、加熱温度はAC3以上に加熱し、再結晶域での圧下比を2以上に、未再結晶域での圧下比を3以上にすれば、平均旧オーステナイト粒径は20μm以下になる。その後、圧延終了後水冷を実施するが、水冷停止温度をγ/α変態点以上にした後、その後再び加熱保持した後、水冷する必要がある。
【0031】
厚板の鋳片再加熱温度は、1000℃以上にする必要がある。再加熱温度が高くなりすぎると、加熱γ粒の粗大化が生じるので、最大加熱温度を1250℃以下にすることが好ましい。
【0032】
再結晶域での圧下比については、圧下比が2未満であると十分な再結晶が生じてくれないので圧下比を2以上とした。
未再結晶域での圧下比を3以上にすれば、平均旧オーステナイト粒径は20μm以下になるので、圧下比を3以上とした。好ましくは4以上にするとさらに平均オーステナイト粒径は10μm以下にする。
【0033】
水冷開始温度については、オーステナイト域から水冷する必要がある。すなわち、Ae3点以上から冷却する。γ/α変態が生じると、水冷停止後に不均一な組織が生じるので、低温靭性を劣化させるために、水冷開始温度はオーステナイト温度域以上で行う。
水冷停止温度については、γ/α変態点から50℃低下した温度以上、γ/α変態開始点までの温度にて終了させる。γ/α変態点以上では、フェライト変態(α変態)が促進しないので、γ/α変態点未満とした。γ/α変態点から50℃以上低下した温度では、ベイナイト、マルテンサイト変態が多く生成するので、下限をγ/α変態点から50℃まで低下する温度((γ/α変態開始温度―50)℃)とした。
【0034】
水冷停止後の再加熱温度については、γ/α変態点以上とする。再加熱温度の上限は900℃とした。900℃超では、α変態した組織が完全にオーステナイトに逆変態するので、上限を900℃とした。
【0035】
保持時間については、1秒以上、10分以下とした。1秒未満では、保持時間が短く、α変態が十分促進されない。好ましくは30秒以上がよい。一方、10分を越えると、α変態率が多くなりすぎて、均一な微細2相組織が得られないことから、1秒以上、10分以下とした。
【0036】
再加熱後の水冷速度については、γ/α変態終了温度までの冷却速度が1℃/s以上となるようにした。1℃/s未満では、900MPa以上の強度が得られないために、冷却速度を1℃/s以上とした。
【0037】
溶接に使用するワイヤーは、母材による成分の希釈を考慮し、溶接金属の成分組成を後述する範囲とするために、以下の成分とすることが好ましい。即ち、質量%で、C:0.01〜0.12%、Si:0.05〜0.5%、Mn:1.0〜2.5%、Ni:2.0〜8.5%を含有し、残部が鉄及び不可避的不純物からなる成分組成である。溶接に使用するフラックスは溶融フラックスもしくは焼結フラックスのどちらかを使用する。
【0038】
上記鋼板を管状に成形し、その突合せ部を内外面から溶接し、その後拡管としてラインパイプ鋼管とする。この内外面から溶接した場所を溶接金属と呼ぶ。
【0039】
以下、溶接金属の成分の限定理由について述べる。
C量は0.01〜0.10%に限定する。Cは鋼の強度向上に極めて有効であり、マルテンサイト組織において目標とする強度を得るためには、最低0.01%は必要である。しかし、C量が多すぎると溶接低温割れが発生しやすくなり、現地溶接部とシーム溶接が交わるいわゆるTクロス部のHAZ最高硬さの上昇を招くので、その上限を0.10%とした。望ましくは、上限値は0.05%がよい。
【0040】
Siはブローホール防止のために0.01%以上は必要であるが、含有量が多いと低温靱性を著しく劣化させるので、上限を0.4%とした。特に、内外面溶接や多層溶接を行う場合、再熱部の低温靱性を劣化させる。
【0041】
Mnは優れた強度・低温靱性のバランスを確保する上で不可欠な元素であり、また、粒内ベイナイトを生成させる介在物としても不可欠な元素である。その下限は1.0%である。しかし、Mnが多すぎると偏析が助長され、低温靱性を劣化させるだけでなく、溶接材料の製造も困難になるので、上限を2.0%とした。
【0042】
Pは靱性に影響を与える元素であり、0.01%を越えて含有すると溶接金属の靱性を著しく阻害するのでその含有される上限を0.01%とした。
【0043】
Sは0.010%を越えて過剰に添加されると粗大な硫化物の生成の原因となり、靱性を阻害するので、上限を0.010%とした。
【0044】
Niを添加する目的は焼き入れ性を高めて強度を確保し、さらに、低温靱性を向上させるためである。1.3%では目標の強度・低温靱性を得ることが難しい。一方、含有量が多すぎると高温割れの危険があるため上限は3.2%とした。
【0045】
Cr,Mo,Vの効果の違いを厳密には区別することはできないが、いずれも焼き入れ性を高め、高強度を得るために添加する。Cr,Mo,Vの合計(Cr+Mo+V)が1.0%未満では効果が十分でなく、多量に添加すると低温靭性が劣化するため上限を2.5%とした。
【0046】
Alは通常脱酸材として添加されるが、本発明においては、0.1%を超えて添加されるとTi主体の酸化物が生成できないので、これを上限とする。また、溶鋼中の酸素量低減のために0.0005%は必要であり、これを下限とした。
【0047】
Tiは粒内ベイナイトを生成させる介在物の主成分として不可欠であり、その下限は0.003%である。Tiが多すぎるとTiの炭化物が多く生成し、低温靱性を劣化させるので上限を0.05%にした。
【0048】
OはTi含有酸化物を生成させるための必須元素である。鋼中に最終的に残存する酸素量としては、0.0001%未満では酸化物の個数が十分とはならないために、0.0001%を下限値とする。一方、0.050%を超えて残存した場合は、粗大な酸化物が多くなり、溶接金属部の靭性の低下をもたらす。従って、上限値を0.050%とした。
【0049】
溶接金属には、その他に溶接時の精錬・凝固を良好に行わせるために必要に応じて添加させたAl,Zr,Nb,Mg等の元素を含有する場合がある。なお、粒内ベイナイト生成のためにTiの酸化物を生成する必要があり、Alは出来る限り低い方が望ましい。さらに、低温靱性の劣化、低温割れ感受性の低減のためにはP,S量は低い方が望ましい。
【0050】
次に、溶接金属の組織について規定する溶接金属強度の引張り強度が900MPa以上にするには組織をベイナイト・マルテンサイト分率が80%以上でなければならない。さらに溶接金属の低温靱性を良好にするには粒内ベイナイト分率が多ければ多い方が好ましく、50%以上にした方がよい。
【0051】
最後に鋼管の熱処理条件について記す。溶接後拡管前に、溶接部を200℃以上500℃以下の温度にて加熱すると、旧オーステナイト粒界に沿って生成した粗大なMAが微細なセメンタイトに分解する。200℃未満では、粗大なMAがセメンタイトに分解しないので、下限値を200℃とした。また、500℃を超えて溶接部を熱処理すると、溶接金属部の靭性が劣化するので、上限を500℃とした。
【0052】
鋼管の周方向の引張強度を900MPa以上とし、良好な靭性を確保するためには、母材及び溶接金属の成分組成から計算される炭素当量Ceq、焼入れ性指標Pcmの何れか一方又は双方を適当な範囲とすることが好ましい。
【0053】
炭素当量Ceqは、下記式(1)よって計算され、母材は0.30〜0.70の範囲、溶接金属では、0.8〜1.2であることが好ましい。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 ・・・(1)
ここで、C、Mn、Cu、Ni、Cr、Mo、Vは、各元素の含有量[質量%]である。
【0054】
また、焼入れ性指標Pcmは下記式(2)によって計算され、母材では0.150〜0.250の範囲、溶接金属では、0.300〜0.400であることが好ましい。
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5×B ・・・(2)
ここで、C、Si、Mn、Cu、Cr、Ni、Mo、V、Bは、各元素の含有量[質量%]である。
【実施例】
【0055】
次に、本発明の実施例について述べる。
表1の化学成分を有する240mmの厚みを有する鋼片を1100〜1210℃に加熱した後に70〜100mmまで950℃以上の再結晶温度で熱間圧延を行った。さらに12〜25mm厚まで880℃から750℃の温度範囲で未再結晶域での熱間圧延を行った。その後、650℃から750℃で水冷を開始し、(γ/α変態開始温度−50)(℃)以上の温度で水冷を停止させた。その後、再びγ/α変態点以上、900℃までの再加熱を行い、その後1℃/s以上の冷却速度にて冷却した。尚、表1には、炭素当量Ceqと、焼入れ性指標Pcmを併せて示す。
【0056】
【表1】

【0057】
次に、この鋼板を成形、溶接して鋼管とした。シーム溶接入熱は2.0〜5.0kJ/mmの条件にて実施した。鋼板の引っ張り試験は鋼管のシーム溶接部を0時として3時の位置からL方向に採取したサンプルを用いた。また、この鋼管を240℃に熱処理(保持時間5分後空冷)をしてから同じ位置からサンプルを採取し、引張り試験を行った。また、鋼板のシャルピー試験とDWTT試験を実施した。さらに、溶接金属靱性(試験片採取位置は溶接金属1/2t部の中心部より採取)およびHAZ靭性(試験片採取位置はFL+1mm)を評価した。
母材の圧延条件を表2に示す。評価結果を表3に示す。
【0058】
【表2】
【0059】
【表3】
【0060】
鋼1〜22は本発明の例を示す。表3から明らかなように、これらの鋼板はいずれの化学成分、圧延条件、溶接入熱ともすべて、引張強度は900MPa以上、-30℃のシャルピーエネルギーは200J以上、DWTT破面率は75%以上、溶接熱影響部靭性は50J以上、ひずみ時効前後における降伏比は93%以下を満足している。それに対し、鋼23〜38は本発明方法から逸脱した比較例を示す。すなわち、鋼24、25、26、27、28、29、31は基本成分あるいは選択元素の内いずれかの元素が、発明の要件を越えて添加されている例であり、元素が過剰に添加された事により、シャルピーエネルギー、DWTT破面率、溶接熱影響部靱性、ひずみ時効前後の降伏比の劣化が助長されたものである。一方、鋼23,30は基本成分あるいは選択元素の内いずれかの元素が、発明の要件を満たしていない例であり、元素が添加されていない事により強度が満足しないものである。
【0061】
鋼32〜38は圧延条件の内いずれかの条件が、発明の要件を越えて行われている例であり、シャルピーエネルギー、DWTT破面率、溶接熱影響部靱性、ひずみ時効前後の降伏比の劣化が助長されたものである。
【0062】
続いて、これらの溶接金属の化学成分(wt%)について、溶接金属靱性、溶接金属強度を測定した結果を表4に示す。
【0063】
【表4】
【0064】
溶接金属靭性については表4からわかるように、溶接金属1〜14は本発明例であり、これらの溶接金属は、いずれの入熱ともすべて-40℃シャルピー吸収エネルギーは50Jを超える高い靭性値を示している。それに対し、溶接金属15〜25は本発明方法から逸脱した比較例を示す。すなわち、鋼16〜20、22、24、25は基本成分あるいは選択元素の内いずれかの元素が、発明の要件を越えて添加されている例であり、元素が過剰に添加された事により中入熱における溶接金属靱性の劣化が助長されたものである。一方、鋼15、21、23は基本成分あるいは選択元素の内いずれかの元素が、発明の用件を満たしていない例であり、元素が添加されていない事により溶接金属強度が満足しないものである。
【図面の簡単な説明】
【0065】
【図1】図1は、シーム熱影響部靭性に及ぼすC量の影響を示す図である。
【技術分野】
【0001】
本発明は、周方向において900MPa以上の引張強さ(TS)を有する変形能および低温靱性の優れた超高強度ラインパイプ用鋼管に関するもので、天然ガス・原油輸送用ラインパイプとして広く使用できる。
【背景技術】
【0002】
近年、原油・天然ガスの長距離輸送方法としてパイプラインの重要性がますます高まっている。現在、長距離輸送用の幹線ラインパイプとしては米国石油協会(API)規格X65が設計の基本になっており、実際の使用量も圧倒的に多い。しかし、(1)高圧化による輸送効率の向上や(2)ラインパイプの外径・重量の低減による現地施工能率向上のため、より高強度のラインパイプが要望されている。これまでにX80(引張強さ620MPa以上)までのラインパイプの実用化がされている。また、近年では高強度ラインパイプに対するニーズが強くなってきた。超高強度ラインパイプ製造法の研究は、従来のX80ラインパイプの製造技術(たとえば、非特許文献1、2を参照。)を基本に検討されているのに加えて、近年、X100ラインパイプ(例えば、非特許文献3を参照。)やX120ラインパイプ(例えば、非特許文献4を参照。)の製造技術が検討されている。
【0003】
一方、近年、ラインパイプの設計の考え方が変化している。従来は、応力を一定にしたパイプラインの設計(stress based design)であったが、最近は、パイプラインにひずみが加わっても鋼管の円周溶接部が破壊しないような、あるいは鋼管自体が座屈しないような設計(strain based design)を取り入れている。これまで、X120の高強度ラインパイプについては、母材の低温靭性や溶接熱影響部の靱性を確保するような材料設計を確保するための化学成分や製造条件について検討されていた(例えば、非特許文献5を参照。)。しかしながら、strain based designの場合には、母材の変形能あるいは、鋼管の塗装後の変形能も要求される。これに関する課題が解決できないとstrain based design用のX120ラインパイプ鋼管の製造は不可能である。パイプラインの超高強度化は母材の強度・低温靱性バランスや、溶接金属および溶接熱影響部(HAZ)靱性、現地溶接性、継手軟化、バースト試験による管体破断などを確保しながら、かつ母材の変形能に優れた鋼管を製造するための製造条件を多く抱えており、これらを克服した超高強度厚肉ラインパイプ(X100超)の開発が要望されている。
【非特許文献1】NKK技報No.138(1992) ,pp24-31
【非特許文献2】The 7th Offshore Mechanics and Arctic Engineering (1988), Volume V,pp179-185
【非特許文献3】新日鐵技報No.380(2004),pp76-81
【非特許文献4】新日鐵技報No.380(2004),pp70-75
【非特許文献5】新日鐵技報No.380(2004),pp70-75
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ鋼板および鋼管の製造方法を提供するものである。
【課題を解決するための手段】
【0005】
本発明者らは、引張強さが900MPa以上で、かつ低温靱性の優れた超高強度鋼板および鋼管を得るための鋼板および鋼管の製造が満足すべき条件について鋭意研究を行い、新しい超高強度ラインパイプおよびその製造方法を発明するに至った。本発明の要旨は以下のとおりである。
(1) 質量%で、
C:0.03〜0.08%、
Si:0.01〜0.50%、
Mn:1.5〜2.5%、
P:≦0.01%、
S:≦0.0030%、
Mo:0.01〜1.5%、
Nb:0.0001〜0.2%、
Al:0.0005〜0.03%、
Ti:0.003〜0.030%
を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、(γ/α変態開始温度−50)(℃)以上γ/α変態開始温度(℃)未満の温度範囲にて水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
(2)前記鋼成分が更に質量%で、
Cu:0.05〜1.5%、
Ni:0.05〜5.0%、
Cr:0.02〜1.5%、
V:0.01〜0.10%、
B:0.0003〜0.0030%、
Zr:0.001〜0.050%、
Ta:0.001〜0.050%
のうち1種または2種以上を含有する(1)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
(3)前記鋼成分が更に質量%で、
Mg:0.0001〜0.010%、
Ca:0.0001〜0.005%、
REM:0.0001〜0.005%、
Y:0.0001〜0.005%、
Hf:0.0001〜0.005%、
Re:0.0001〜0.005%、
W:0.0001〜0.005%
のうち1種または2種以上を含有する(1)または(2)に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(4)前記熱間圧延後の水冷が1℃/s以上の冷却速度であることを特徴とする(1)〜(3) の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(5)前記再加熱後、冷却速度が1℃/s以上であることを特徴とする(1)〜(4) の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(6)前記再加熱後、1秒以上に保持することを特徴とする(1)〜(5) の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
(7)前記加熱温度を1000℃以上とし、且つ、未再結晶温度域での圧下比を3以上で、熱間圧延することを特徴とする(1)〜(6) の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
(8)(1)〜(7) の何れか1項に記載の製造方法によって製造された鋼板を管状に成形し、その突合せ部を溶接し、その後拡管を行うことを特徴とする変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼管の製造方法。
(9)前記突合せ部を溶接した際の溶接金属が質量%で、
C:0.01〜0.10%、
Si:0.01〜0.40%、
Mn:1.0〜2.0%、
P:≦0.01%、
S:≦0.010%、
Ni: 1.3〜3.2%、
Cr+Mo+V :1.0〜2.5%、
Al:0.0005〜0.1%、
Ti:0.003〜0.050%、
O:0.0001〜0.05%
を含み、残部が鉄および不可避的不純物からなることを特徴とする(8)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
(10)前記突合わせ部の溶接が、溶接ワイヤ−と焼成型もしくは溶融型フラックスを使用して内外面からサブマージドアーク溶接を行うことを特徴とする(8) または(9)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
(11)前記溶接後、当該溶接部を熱処理した後、拡管することを特徴とする(8)〜(10) の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
(12)前記溶接部の熱処理が、200℃以上500℃以下であることを特徴とする(11)に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【発明の効果】
【0006】
本発明の化学成分および製造方法に限定し、圧延水冷後、(γ/α変態開始点−50)(℃)以上γ/α変態開始温度(℃)未満に水冷停止する。その後再びγ/α変態開始点以上に加熱、保持後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能である。その結果、ラインパイプに対する安全性が大幅に向上する。
【発明を実施するための最良の形態】
【0007】
以下、本発明の内容について詳細に説明する。
本発明は900MPa以上の引張強さ(TS)を有する低温靱性の優れた超高強度ラインパイプに関する発明である。この強度水準の超高強度ラインパイプでは、従来主流であるX65と較べて約2倍の圧力に耐えるため、同じサイズで約2倍のガスを輸送することが可能になる。X65の場合は圧力を高めるためには肉厚を厚くする必要があり、材料費、輸送費、現地溶接施工費が高くなってパイプライン敷設費が大幅に上昇する。これが900MPa以上の引張強さ(TS)を有する低温靱性の優れた超高強度ラインパイプが必要とされる理由である。一方、高強度になると急激に鋼管の製造が困難になる。特にstrain based designを要求された時は、母材の強度・低温靭性バランス、シーム溶接部の靭性に加えて、ひずみ時効後の変形能も含めた目標特性を得るための製造条件を得ることが必要である。しかしながら、これらすべての特性を満足させることは、非常に困難である。
【0008】
母材の強度・低温靭性バランスを確保しつつ、母材のひずみ時効前後における変形能、シーム溶接部の靭性を満足するために発明者ら鋭意研究を行った結果、C量を0.06%以下に抑えた鋼がもっとも有利な成分系であることがわかった。
図1に、シーム熱影響部靭性に及ぼすC量の影響を示す。C量を0.06%以下にするとシーム熱影響部の靭性が容易に向上できることがわかる。従い、0.06%以下のC量を有する鋼とした。さらに溶接部熱影響部に300から500℃の熱処理を加えると、溶接熱影響部の靭性が大幅に向上することが明らかとなった。
【0009】
次に、母材の低温靭性について述べる。これまでは、高強度鋼の母材の低温靭性を確保するには、下部ベイナイト主体の組織を作りこめばよかったが、下部ベイナイト組織の場合には、母材の変形能、特にひずみ時効後の変形能が劣ることが明らかとなった。ひずみ時効後の変形能を良好にするためにはフェライト・ベイナイト(一部マルテンサイトを含む)2相組織鋼を作りこめばよいことは知られている。かつ900MPa以上の高強度鋼における2相組織鋼を作りこむことは非常に困難であった。この高強度鋼での2相組織を作りこみかつ、低温靭性を満足するための条件について、本発明者らが鋭意研究を行って、調査した結果、以下のことが明らかとなった。
【0010】
未再結晶オーステナイト温度域にて、圧延を終了した後、水冷し、γ/α変態開始点未満でかつ、その温度から50℃以下の範囲の温度にて水冷を停止させたあと、再加熱保持し、その後水冷すると、非常に均一微細な2相組織を作りこむことに成功した。均一微細な2相組織鋼の場合には、低温靭性をも非常に良好であることが明らかとなった。このγ/α変態開始点以上の温度にて水冷を停止させて、その温度以上に保持すると、非常に均一な2相組織が創製した理由を筆者らは次のように考察している。
【0011】
通常圧延後、直ちに冷却する場合には、ベイナイト・マルテンサイト変態が生じて、α変態(フェライト変態)は生じない。これに対して、γ/α変態が生じた組織を、再加熱すると、α変態が大幅に促進することが明らかになった。このα変態40〜60%程度まで進行した後に、水冷すると、約半分のα相と残り半分のマルテンサイト相の2相になることが実験より明らかとなった。しかもこの組織は非常に均一で、低温靭性にも優れることが明らかとなった。圧延後水冷を開始して、γ/α変態開始点以上にとめた後、再び加熱すると、γ/α駆動力があがるので、温度が高ければ高いほど駆動力はあがる。その場合、保持温度は多くの時間を必要としないことになる。
【0012】
以下、本発明の母材および溶接熱影響部成分の限定理由について述べる。
C:Cは鋼における母材強度を向上させる基本的な元素として欠かせない元素であり、その有効な下限として0.03%以上の添加が必要であるが、0.08%を越える過剰の添加では、鋼材の溶接性や靱性の低下を招くので、その上限を0.08%とした。望ましくは、0.03〜0.07%の範囲である。
【0013】
Si:Siは製鋼上脱酸元素として必要な元素であり、鋼中に0.01%以上の添加が必要であるが、0.5%を越えるとHAZ靱性を低下させるのでそれを上限とする。
【0014】
Mn:Mnは、母材の強度および靱性の確保に必要な元素であるが、2.5%を越えるとHAZ靱性を著しく阻害するが、逆に1.5%未満では、母材の強度確保が困難になるために、その範囲を1.5〜2.5%とする。
【0015】
P:Pは鋼の靱性に影響を与える元素であり、0.01%を越えて含有すると鋼材の母材だけでなくHAZの靱性を著しく阻害するのでその含有される上限を0.01%とした。
【0016】
S:Sは0.0030%を越えて過剰に添加されると粗大な硫化物の生成の原因となり、靱性を阻害するので、上限を0.003%とした。
【0017】
Mo:Moは、焼入れ性を向上させると同時に、炭窒化物を形成し強度を改善する元素であり、その効果を得るためには、0.01%以上の添加が必要になるが、1.5%を越えた多量の添加は必要以上の強化とともに、靱性の著しい低下をもたらすために、その範囲を0.01〜1.5%とする。
【0018】
Nb:Nbは、炭化物、窒化物を形成し強度の向上に効果がある元素であるが、0.0001%以下の添加ではその効果がなく、0.20%を越える添加では、靱性の低下を招くために、その範囲を0.0001〜0.20%とする。
【0019】
Al:Alは通常脱酸材として添加されるが、本発明においては、0.03%越えて添加されるとTi主体の酸化物が生成できないので、これを上限とする。また、溶鋼中の酸素量低減のために0.0005%は必要であり、これを下限とした。
【0020】
Ti:Tiは、脱酸材として、さらには窒化物形成元素として、結晶粒の細粒化に効果を発揮する元素であるが、多量の添加は炭化物の形成による靱性の著しい低下をもたらすために、その上限を0.030%にする必要があるが、所定の効果を得るためには0.003%以上の添加が必要であり、その範囲を0.003〜0.030%とする。
【0021】
なお、本発明においては、強度および靱性を改善する元素として、Cu、Ni、Cr、V、B、Zr、Taの中で、1種または2種以上の元素を添加することができる。
【0022】
Cu:Cuは、靱性を低下させずに強度の上昇に有効な元素であるが、0.05%未満では効果がなく、1.5%を越えると鋼片加熱時や溶接時に割れを生じやすくする。従って、その含有量を0.05〜1.5%とする。
【0023】
Ni:Niは、靱性および強度の改善に有効な元素であり、その効果を得るためには0.05%以上の添加が必要であるが、5.0%超の添加では溶接性が低下するために、その上限を5.0%とする。
【0024】
Cr:Crは析出強化による鋼の強度を向上させるために、0.02%以上の添加が有効であるが、多量に添加すると、焼入れ性を上昇させ、ベイナイト組織を生じさせ、靱性を低下させる。従って、その上限を1.5%とする。
【0025】
V:Vは、炭化物、窒化物を形成し強度の向上に効果がある元素であるが、0.01%以下の添加ではその効果がなく、0.10%を越える添加では、逆に靱性の低下を招くために、その範囲を0.01〜0.10%以下とする。
【0026】
B:Bは一般に、固溶すると焼入れ性を増加させるが、またBNとして固溶Nを低下させ、溶接熱影響部の靭性を向上させる元素である。従って、0.0003%以上の添加でその効果を利用できるが、過剰の添加は、靭性の低下を招くために、その上限を0.0030%とする。
【0027】
Zr、Ta:ZrとTaもNbと同様に炭化物、窒化物を形成し強度の向上に効果がある元素であるが、0.0001%以下の添加ではその効果がなく、0.050%を越える添加では、逆に靱性の低下を招くために、その範囲を0.0001〜0.050%以下とする。
【0028】
更にMg、Ca、REM、Y、Hf、W、Reを添加することができる。なお、REMとはLa、Ce等の希土類元素のことである。
Mg:Mgは本発明の主たる合金元素であり、主に脱酸材として添加されるが、0.010%を越えて添加されると、粗大な酸化物が生成し易くなり、母材およびHAZ靱性の低下をもたらす。しかしながら、0.0001%未満の添加では、粒内変態およびピニング粒子として必要な酸化物の生成が十分に期待できなくなるため、その添加範囲を0.0001〜0.010%と限定する。
【0029】
Ca、REM、Y、Hf、W、Re:Ca、REM、Y、Hf、WおよびReは硫化物を生成することにより伸長MnSの生成を抑制し、鋼材の板厚方向の特性、特に耐ラメラティアー性を改善する。Ca、REM、Y、Hf、W、Reはともに0.0001%未満では、この効果が得られないので下限値を0.0001%にした。逆に、0.0050%を越えると、Ca及びREM、Y、Hf、W、Reの酸化物個数が増加し、超微細なMg含有酸化物の個数が低下するため、その上限を0.0050%とする。
【0030】
上記の成分を含有する鋼は、製鋼工程で溶製後、連続鋳造などをへて厚板加熱、圧延を施される。この場合、加熱温度はAC3以上に加熱し、再結晶域での圧下比を2以上に、未再結晶域での圧下比を3以上にすれば、平均旧オーステナイト粒径は20μm以下になる。その後、圧延終了後水冷を実施するが、水冷停止温度をγ/α変態点以上にした後、その後再び加熱保持した後、水冷する必要がある。
【0031】
厚板の鋳片再加熱温度は、1000℃以上にする必要がある。再加熱温度が高くなりすぎると、加熱γ粒の粗大化が生じるので、最大加熱温度を1250℃以下にすることが好ましい。
【0032】
再結晶域での圧下比については、圧下比が2未満であると十分な再結晶が生じてくれないので圧下比を2以上とした。
未再結晶域での圧下比を3以上にすれば、平均旧オーステナイト粒径は20μm以下になるので、圧下比を3以上とした。好ましくは4以上にするとさらに平均オーステナイト粒径は10μm以下にする。
【0033】
水冷開始温度については、オーステナイト域から水冷する必要がある。すなわち、Ae3点以上から冷却する。γ/α変態が生じると、水冷停止後に不均一な組織が生じるので、低温靭性を劣化させるために、水冷開始温度はオーステナイト温度域以上で行う。
水冷停止温度については、γ/α変態点から50℃低下した温度以上、γ/α変態開始点までの温度にて終了させる。γ/α変態点以上では、フェライト変態(α変態)が促進しないので、γ/α変態点未満とした。γ/α変態点から50℃以上低下した温度では、ベイナイト、マルテンサイト変態が多く生成するので、下限をγ/α変態点から50℃まで低下する温度((γ/α変態開始温度―50)℃)とした。
【0034】
水冷停止後の再加熱温度については、γ/α変態点以上とする。再加熱温度の上限は900℃とした。900℃超では、α変態した組織が完全にオーステナイトに逆変態するので、上限を900℃とした。
【0035】
保持時間については、1秒以上、10分以下とした。1秒未満では、保持時間が短く、α変態が十分促進されない。好ましくは30秒以上がよい。一方、10分を越えると、α変態率が多くなりすぎて、均一な微細2相組織が得られないことから、1秒以上、10分以下とした。
【0036】
再加熱後の水冷速度については、γ/α変態終了温度までの冷却速度が1℃/s以上となるようにした。1℃/s未満では、900MPa以上の強度が得られないために、冷却速度を1℃/s以上とした。
【0037】
溶接に使用するワイヤーは、母材による成分の希釈を考慮し、溶接金属の成分組成を後述する範囲とするために、以下の成分とすることが好ましい。即ち、質量%で、C:0.01〜0.12%、Si:0.05〜0.5%、Mn:1.0〜2.5%、Ni:2.0〜8.5%を含有し、残部が鉄及び不可避的不純物からなる成分組成である。溶接に使用するフラックスは溶融フラックスもしくは焼結フラックスのどちらかを使用する。
【0038】
上記鋼板を管状に成形し、その突合せ部を内外面から溶接し、その後拡管としてラインパイプ鋼管とする。この内外面から溶接した場所を溶接金属と呼ぶ。
【0039】
以下、溶接金属の成分の限定理由について述べる。
C量は0.01〜0.10%に限定する。Cは鋼の強度向上に極めて有効であり、マルテンサイト組織において目標とする強度を得るためには、最低0.01%は必要である。しかし、C量が多すぎると溶接低温割れが発生しやすくなり、現地溶接部とシーム溶接が交わるいわゆるTクロス部のHAZ最高硬さの上昇を招くので、その上限を0.10%とした。望ましくは、上限値は0.05%がよい。
【0040】
Siはブローホール防止のために0.01%以上は必要であるが、含有量が多いと低温靱性を著しく劣化させるので、上限を0.4%とした。特に、内外面溶接や多層溶接を行う場合、再熱部の低温靱性を劣化させる。
【0041】
Mnは優れた強度・低温靱性のバランスを確保する上で不可欠な元素であり、また、粒内ベイナイトを生成させる介在物としても不可欠な元素である。その下限は1.0%である。しかし、Mnが多すぎると偏析が助長され、低温靱性を劣化させるだけでなく、溶接材料の製造も困難になるので、上限を2.0%とした。
【0042】
Pは靱性に影響を与える元素であり、0.01%を越えて含有すると溶接金属の靱性を著しく阻害するのでその含有される上限を0.01%とした。
【0043】
Sは0.010%を越えて過剰に添加されると粗大な硫化物の生成の原因となり、靱性を阻害するので、上限を0.010%とした。
【0044】
Niを添加する目的は焼き入れ性を高めて強度を確保し、さらに、低温靱性を向上させるためである。1.3%では目標の強度・低温靱性を得ることが難しい。一方、含有量が多すぎると高温割れの危険があるため上限は3.2%とした。
【0045】
Cr,Mo,Vの効果の違いを厳密には区別することはできないが、いずれも焼き入れ性を高め、高強度を得るために添加する。Cr,Mo,Vの合計(Cr+Mo+V)が1.0%未満では効果が十分でなく、多量に添加すると低温靭性が劣化するため上限を2.5%とした。
【0046】
Alは通常脱酸材として添加されるが、本発明においては、0.1%を超えて添加されるとTi主体の酸化物が生成できないので、これを上限とする。また、溶鋼中の酸素量低減のために0.0005%は必要であり、これを下限とした。
【0047】
Tiは粒内ベイナイトを生成させる介在物の主成分として不可欠であり、その下限は0.003%である。Tiが多すぎるとTiの炭化物が多く生成し、低温靱性を劣化させるので上限を0.05%にした。
【0048】
OはTi含有酸化物を生成させるための必須元素である。鋼中に最終的に残存する酸素量としては、0.0001%未満では酸化物の個数が十分とはならないために、0.0001%を下限値とする。一方、0.050%を超えて残存した場合は、粗大な酸化物が多くなり、溶接金属部の靭性の低下をもたらす。従って、上限値を0.050%とした。
【0049】
溶接金属には、その他に溶接時の精錬・凝固を良好に行わせるために必要に応じて添加させたAl,Zr,Nb,Mg等の元素を含有する場合がある。なお、粒内ベイナイト生成のためにTiの酸化物を生成する必要があり、Alは出来る限り低い方が望ましい。さらに、低温靱性の劣化、低温割れ感受性の低減のためにはP,S量は低い方が望ましい。
【0050】
次に、溶接金属の組織について規定する溶接金属強度の引張り強度が900MPa以上にするには組織をベイナイト・マルテンサイト分率が80%以上でなければならない。さらに溶接金属の低温靱性を良好にするには粒内ベイナイト分率が多ければ多い方が好ましく、50%以上にした方がよい。
【0051】
最後に鋼管の熱処理条件について記す。溶接後拡管前に、溶接部を200℃以上500℃以下の温度にて加熱すると、旧オーステナイト粒界に沿って生成した粗大なMAが微細なセメンタイトに分解する。200℃未満では、粗大なMAがセメンタイトに分解しないので、下限値を200℃とした。また、500℃を超えて溶接部を熱処理すると、溶接金属部の靭性が劣化するので、上限を500℃とした。
【0052】
鋼管の周方向の引張強度を900MPa以上とし、良好な靭性を確保するためには、母材及び溶接金属の成分組成から計算される炭素当量Ceq、焼入れ性指標Pcmの何れか一方又は双方を適当な範囲とすることが好ましい。
【0053】
炭素当量Ceqは、下記式(1)よって計算され、母材は0.30〜0.70の範囲、溶接金属では、0.8〜1.2であることが好ましい。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 ・・・(1)
ここで、C、Mn、Cu、Ni、Cr、Mo、Vは、各元素の含有量[質量%]である。
【0054】
また、焼入れ性指標Pcmは下記式(2)によって計算され、母材では0.150〜0.250の範囲、溶接金属では、0.300〜0.400であることが好ましい。
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5×B ・・・(2)
ここで、C、Si、Mn、Cu、Cr、Ni、Mo、V、Bは、各元素の含有量[質量%]である。
【実施例】
【0055】
次に、本発明の実施例について述べる。
表1の化学成分を有する240mmの厚みを有する鋼片を1100〜1210℃に加熱した後に70〜100mmまで950℃以上の再結晶温度で熱間圧延を行った。さらに12〜25mm厚まで880℃から750℃の温度範囲で未再結晶域での熱間圧延を行った。その後、650℃から750℃で水冷を開始し、(γ/α変態開始温度−50)(℃)以上の温度で水冷を停止させた。その後、再びγ/α変態点以上、900℃までの再加熱を行い、その後1℃/s以上の冷却速度にて冷却した。尚、表1には、炭素当量Ceqと、焼入れ性指標Pcmを併せて示す。
【0056】
【表1】
【0057】
次に、この鋼板を成形、溶接して鋼管とした。シーム溶接入熱は2.0〜5.0kJ/mmの条件にて実施した。鋼板の引っ張り試験は鋼管のシーム溶接部を0時として3時の位置からL方向に採取したサンプルを用いた。また、この鋼管を240℃に熱処理(保持時間5分後空冷)をしてから同じ位置からサンプルを採取し、引張り試験を行った。また、鋼板のシャルピー試験とDWTT試験を実施した。さらに、溶接金属靱性(試験片採取位置は溶接金属1/2t部の中心部より採取)およびHAZ靭性(試験片採取位置はFL+1mm)を評価した。
母材の圧延条件を表2に示す。評価結果を表3に示す。
【0058】
【表2】
【0059】
【表3】
【0060】
鋼1〜22は本発明の例を示す。表3から明らかなように、これらの鋼板はいずれの化学成分、圧延条件、溶接入熱ともすべて、引張強度は900MPa以上、-30℃のシャルピーエネルギーは200J以上、DWTT破面率は75%以上、溶接熱影響部靭性は50J以上、ひずみ時効前後における降伏比は93%以下を満足している。それに対し、鋼23〜38は本発明方法から逸脱した比較例を示す。すなわち、鋼24、25、26、27、28、29、31は基本成分あるいは選択元素の内いずれかの元素が、発明の要件を越えて添加されている例であり、元素が過剰に添加された事により、シャルピーエネルギー、DWTT破面率、溶接熱影響部靱性、ひずみ時効前後の降伏比の劣化が助長されたものである。一方、鋼23,30は基本成分あるいは選択元素の内いずれかの元素が、発明の要件を満たしていない例であり、元素が添加されていない事により強度が満足しないものである。
【0061】
鋼32〜38は圧延条件の内いずれかの条件が、発明の要件を越えて行われている例であり、シャルピーエネルギー、DWTT破面率、溶接熱影響部靱性、ひずみ時効前後の降伏比の劣化が助長されたものである。
【0062】
続いて、これらの溶接金属の化学成分(wt%)について、溶接金属靱性、溶接金属強度を測定した結果を表4に示す。
【0063】
【表4】
【0064】
溶接金属靭性については表4からわかるように、溶接金属1〜14は本発明例であり、これらの溶接金属は、いずれの入熱ともすべて-40℃シャルピー吸収エネルギーは50Jを超える高い靭性値を示している。それに対し、溶接金属15〜25は本発明方法から逸脱した比較例を示す。すなわち、鋼16〜20、22、24、25は基本成分あるいは選択元素の内いずれかの元素が、発明の要件を越えて添加されている例であり、元素が過剰に添加された事により中入熱における溶接金属靱性の劣化が助長されたものである。一方、鋼15、21、23は基本成分あるいは選択元素の内いずれかの元素が、発明の用件を満たしていない例であり、元素が添加されていない事により溶接金属強度が満足しないものである。
【図面の簡単な説明】
【0065】
【図1】図1は、シーム熱影響部靭性に及ぼすC量の影響を示す図である。
【特許請求の範囲】
【請求項1】
質量%で、
C:0.03〜0.08%、
Si:0.01〜0.50%、
Mn:1.5〜2.5%、
P:≦0.01%、
S:≦0.0030%、
Mo:0.01〜1.5%、
Nb:0.0001〜0.2%、
Al:0.0005〜0.03%、
Ti:0.003〜0.030%
を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、(γ/α変態開始温度−50)(℃)以上γ/α変態開始温度(℃)未満の温度範囲にて水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項2】
前記鋼成分が更に質量%で、
Cu:0.05〜1.5%、
Ni:0.05〜5.0%、
Cr:0.02〜1.5%、
V:0.01〜0.10%、
B:0.0003〜0.0030%、
Zr:0.001〜0.050%、
Ta:0.001〜0.050%
のうち1種または2種以上を含有する請求項1に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項3】
前記鋼成分が更に質量%で、
Mg:0.0001〜0.010%、
Ca:0.0001〜0.005%、
REM:0.0001〜0.005%、
Y:0.0001〜0.005%、
Hf:0.0001〜0.005%、
Re:0.0001〜0.005%、
W:0.0001〜0.005%
のうち1種または2種以上を含有する請求項1または2に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項4】
前記熱間圧延後の水冷が1℃/s以上の冷却速度であることを特徴とする請求項1〜3の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項5】
前記再加熱後、冷却速度が1℃/s以上であることを特徴とする請求項1〜4の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項6】
前記再加熱後、1秒以上に保持することを特徴とする請求項1〜5の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項7】
前記加熱温度を1000℃以上とし、且つ、未再結晶温度域での圧下比を3以上で、熱間圧延することを特徴とする請求項1〜6の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項8】
請求項1〜7の何れか1項に記載の製造方法によって製造された鋼板を管状に成形し、その突合せ部を溶接し、その後拡管を行うことを特徴とする変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項9】
前記突合せ部を溶接した際の溶接金属が質量%で、
C:0.01〜0.10%、
Si:0.01〜0.40%、
Mn:1.0〜2.0%、
P:≦0.01%、
S:≦0.010%、
Ni: 1.3〜3.2%、
Cr+Mo+V :1.0〜2.5%、
Al:0.0005〜0.1%、
Ti:0.003〜0.050%、
O:0.0001〜0.05%
を含み、残部が鉄および不可避的不純物からなることを特徴とする請求項8に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項10】
前記突合わせ部の溶接が、溶接ワイヤ−と焼成型もしくは溶融型フラックスを使用して内外面からサブマージドアーク溶接を行うことを特徴とする請求項8または9に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項11】
前記溶接後、当該溶接部を熱処理した後、拡管することを特徴とする請求項8〜10の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項12】
前記溶接部の熱処理が、200℃以上500℃以下であることを特徴とする請求項11に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項1】
質量%で、
C:0.03〜0.08%、
Si:0.01〜0.50%、
Mn:1.5〜2.5%、
P:≦0.01%、
S:≦0.0030%、
Mo:0.01〜1.5%、
Nb:0.0001〜0.2%、
Al:0.0005〜0.03%、
Ti:0.003〜0.030%
を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、(γ/α変態開始温度−50)(℃)以上γ/α変態開始温度(℃)未満の温度範囲にて水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項2】
前記鋼成分が更に質量%で、
Cu:0.05〜1.5%、
Ni:0.05〜5.0%、
Cr:0.02〜1.5%、
V:0.01〜0.10%、
B:0.0003〜0.0030%、
Zr:0.001〜0.050%、
Ta:0.001〜0.050%
のうち1種または2種以上を含有する請求項1に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項3】
前記鋼成分が更に質量%で、
Mg:0.0001〜0.010%、
Ca:0.0001〜0.005%、
REM:0.0001〜0.005%、
Y:0.0001〜0.005%、
Hf:0.0001〜0.005%、
Re:0.0001〜0.005%、
W:0.0001〜0.005%
のうち1種または2種以上を含有する請求項1または2に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項4】
前記熱間圧延後の水冷が1℃/s以上の冷却速度であることを特徴とする請求項1〜3の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項5】
前記再加熱後、冷却速度が1℃/s以上であることを特徴とする請求項1〜4の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項6】
前記再加熱後、1秒以上に保持することを特徴とする請求項1〜5の何れか1項に記載の変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項7】
前記加熱温度を1000℃以上とし、且つ、未再結晶温度域での圧下比を3以上で、熱間圧延することを特徴とする請求項1〜6の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法。
【請求項8】
請求項1〜7の何れか1項に記載の製造方法によって製造された鋼板を管状に成形し、その突合せ部を溶接し、その後拡管を行うことを特徴とする変形能ならびに低温靭性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項9】
前記突合せ部を溶接した際の溶接金属が質量%で、
C:0.01〜0.10%、
Si:0.01〜0.40%、
Mn:1.0〜2.0%、
P:≦0.01%、
S:≦0.010%、
Ni: 1.3〜3.2%、
Cr+Mo+V :1.0〜2.5%、
Al:0.0005〜0.1%、
Ti:0.003〜0.050%、
O:0.0001〜0.05%
を含み、残部が鉄および不可避的不純物からなることを特徴とする請求項8に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項10】
前記突合わせ部の溶接が、溶接ワイヤ−と焼成型もしくは溶融型フラックスを使用して内外面からサブマージドアーク溶接を行うことを特徴とする請求項8または9に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項11】
前記溶接後、当該溶接部を熱処理した後、拡管することを特徴とする請求項8〜10の何れか1項に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【請求項12】
前記溶接部の熱処理が、200℃以上500℃以下であることを特徴とする請求項11に記載の変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼管の製造方法。
【図1】

【公開番号】特開2009−84599(P2009−84599A)
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願番号】特願2007−252351(P2007−252351)
【出願日】平成19年9月27日(2007.9.27)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成21年4月23日(2009.4.23)
【国際特許分類】
【出願日】平成19年9月27日(2007.9.27)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]