
変成シリコ−ン樹脂発泡体の製造方法
【課題】 分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型に流し込み、加熱して変成シリコーン樹脂発泡体を製造する方法において、形状が良好な変成シリコ−ン樹脂発泡体を簡便かつ良好な生産性で製造する方法を提供する。
【解決手段】 断熱材によってモールド型の上面あるいは上面および側面からの伝熱を抑制することにより形状が良好な成形を達成できる。
【解決手段】 断熱材によってモールド型の上面あるいは上面および側面からの伝熱を抑制することにより形状が良好な成形を達成できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は変成シリコ−ン系発泡体の製造方法に関する。
【背景技術】
【0002】
触感が良好で、優れた柔軟性を有する軟質発泡体として、変成シリコーン樹脂を用いた発泡体が提案されている(特許文献1)。変成シリコーン樹脂を用いた発泡体は、従来の軟質発泡体であるポリウレタンからなる発泡体よりも触感が良好で、低硬度、低反発弾性率といった優れた柔軟性を有しており、また、毒性の懸念されるイソシアネートを使用していないことから、寝具や各種クッション材等の素材として好適である。
【0003】
分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型に流し込み、これを加熱することにより、発泡剤(D)が加熱分解もしくは化学反応により気体を発生させつつ、硬化剤(A)のヒドロシリル基と重合体(B)のアルケニル基によるヒドロシリル化反応が進行し、硬化剤(A)と重合体(B)が網目状(架橋)構造を形成(硬化)することで発泡硬化して製造することができる。
【0004】
熱風による加熱方法では、モールド型内部の発泡性材料の加熱はモールド型から発泡性材料への伝熱により成されるため、モールド型内部の辺や角など、面が隣接する部分の近傍では伝熱面積が大きくなり他の部分よりも早く加熱され、発泡性材料のゲル化が他の部分より早く進行する傾向がある。ゲル化した部分では発泡性材料の流動性が低くなり発泡による体積膨張は小さくなるが、ゲル化部分に隣接する未ゲル化部分ではゲル化部分から発生する気体も発泡に寄与するため、ゲル化が遅い部分ほど体積膨張が大きくなりやすく、結果的に不均一発泡が生じることになる。
【0005】
この不均一発泡が生じるとキャビティー内充填不良やガス発生過剰によるセル合一など、成形体外観や成型体特性の不良が問題となる。特に、モールド型が薄肉の場合には熱風の風向がモールド型への伝熱速度差が発泡性材料の加熱速度差に大きく影響し、前記の不均一発泡がより顕著になりやすい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開2008/117734号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、オーブンでモールド成形を行う方法において、形状が良好な変成シリコ−ン樹脂発泡体を製造する方法の開発を課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、前記課題の解決のため鋭意研究を重ねた結果、モールド型の側面およびまたは上面からの伝熱を抑制することで、不均一発泡を抑制して、形状が良好な変成シリコ−ン樹脂発泡体を成形できることを見いだし、特にモールド型が薄肉の場合に効果が顕著であることを見いだした。すなわち、本発明は、以下の構成を有するものである。
【0009】
1). 分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型中で加熱して変成シリコーン樹脂発泡体を製造する方法において、モールド型の上面からの伝熱を抑制する手段を設けたことを特徴とする、変成シリコ−ン樹脂発泡体の製造方法。
【0010】
2). 伝熱を抑制する手段がモールド型の底面の材質よりも熱伝導性が低い材質からなる部材をモールド型の上面に設けることを特徴とする1)に記載の変成シリコ−ン樹脂発泡体の製造方法。
【0011】
3). 伝熱を抑制する手段をモールド型の側面の一部あるいは全部にも設けることを特徴とする1)または2)に記載の変成シリコ−ン樹脂発泡体の製造方法。
【0012】
4). 伝熱を抑制する手段としてモールド型の底面の材質よりも熱伝導性が低い部材を用い、その部材が断熱材であることを特徴とする1)〜3)のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【0013】
5). モールド型の厚みが0.5mm以上3mm以下であることを特徴とする、1)〜4)のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【発明の効果】
【0014】
本発明によれば形状が良好な変成シリコ−ン樹脂発泡体を簡便かつ生産性良く製造することができる。
【図面の簡単な説明】
【0015】
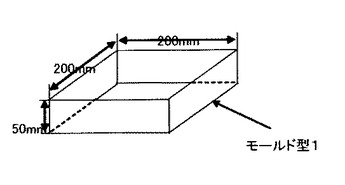
【図1】比較例で使用するモールド型1の概略図である。
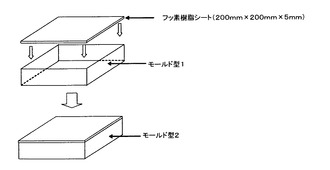
【図2】実施例1で使用するモールド型2の概略図である。
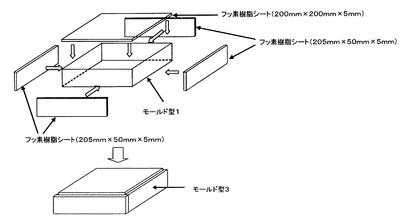
【図3】実施例2で使用するモールド型3の概略図である。
【発明を実施するための形態】
【0016】
本発明の発泡性液状樹脂組成物は、分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)からなりヒドロシリル基含有量がアルケニル基1モル当り0.5モル以上15モル以下である発泡性液状樹脂組成物であり、発泡体は該組成物を発泡してなる発泡体である。
【0017】
・硬化剤(A)について
本発明における分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)は、分子鎖中に少なくとも2個、好ましくは3個、特には4個以上のヒドロシリル基を有する。ヒドロシリル基数の上限は、好ましくは100個、より好ましくは75個、さらに好ましくは60個である。本発明における硬化剤(A)は分子鎖中のヒドロシリル基が、重合体(B)の分子鎖中に少なくとも1個存在するアルケニル基と反応して、硬化する。
【0018】
硬化剤(A)中のヒドロシリル基の数が少ないと、本発明の液状樹脂組成物をヒドロシリル化反応により硬化させる際の硬化速度が遅くなり、発泡と硬化の速度のバランスが取れず、不良な構造体となる。また、硬化剤(A)中のヒドロシリル基の個数が多くなると、硬化剤(A)の安定性、すなわち液状樹脂組成物の安定性が悪くなったり、硬化後も多量のヒドロシリル基が発泡体中に残存しやすくなり、経時で次第に柔軟性を失う傾向がある。
【0019】
なお本発明において、ヒドロシリル基の官能基数は、Si原子に直接結合したH原子の数とも言うことができ、例えば、SiH2の場合にはヒドロシリル基の官能基数は2個となる。1つのSi原子に結合するH原子の数は、1つであることにより硬化性は良くなり、また、柔軟性の点からも好ましい。
【0020】
本発明における硬化剤(A)の数平均分子量Mnは、重合体(B)との反応性や分散性、加工性等の観点から、上限値としては30000が好ましく、20000がより好ましく、15000以下であることがさらに好ましい。重合体(B)との相溶性や反応性まで考慮すると、硬化剤(A)の数平均分子量Mnは300以上10000以下が更には好ましく、500以上6000以下が特に好ましい。数平均分子量Mnは、各種の方法で測定可能であるが、ゲル浸透クロマトグラフィー(GPC)法での測定が簡便である。
【0021】
本発明における硬化剤(A)の構造は、分子鎖中に少なくとも2個のヒドロシリル基を有していれば、そのヒドロシリル基が分子の主鎖にあっても側鎖にあっても特に制限はなく、分子鎖も特に限定はないが、原料の入手の容易さ、反応性の観点からオルガノハイドロジェンポリシロキサンが好ましい。
【0022】
前記オルガノハイドロジェンポリシロキサンにおいて、Si原子に結合した置換または非置換の一価炭化水素基としては、アルキル基、アリール基、アラルキル基が好ましい。アルキル基としては、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、イソブチル基、tert−ブチル基、ペンチル基、ネオペンチル基、ヘキシル基、シクロヘキシル基、オクチル基、ノニル基、デシル基が挙げられる。アリール基としては、フェニル基、トリル基、キシリル基、ナフチル基が挙げられる。アラルキル基としては、ベンジル基、フェニルエチル基、フェニルプロピル基等のアラルキル基が挙げられる。
【0023】
上記オルガノハイドロジェンポリシロキサンとしては、例えば、両末端トリメチルシロキシ基封鎖メチルハイドロジェンポリシロキサン、両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン・ジメチルシロキサン共重合体等が挙げられる。
【0024】
硬化剤(A)は、公知の方法により合成することができ、市販されているものについては、市販品をそのまま使用することができる。オルガノハイドロジェンポリシロキサンの市販品としては、例えば、KF−99、KF−9901(信越化学工業(株)製)、HMS−151、HMS−301、HMS−991(Gelest社製)、SH1107(東レ・ダウコーニング(株)製)、TSF484(Momentive Perfomance Materials社製)、H−Siloxane(旭化成ワッカーシリコーン(株)製)等を挙げることができる。
【0025】
また、重合体(B)との相溶性確保と、ヒドロシリル基量の調整のために、オルガノハイドロジェンポリシロキサンをα−オレフィン、スチレン、α−メチルスチレン、アリルアルキルエーテル、アリルアルキルエステル、アリルフェニルエーテル、アリルフェニルエステル等により変性した化合物が挙げられる。これらは、単独で使用してもよいし、2種以上を併用してもよい。
【0026】
・重合体(B)について
本発明における重合体(B)は、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体である。アルケニル基とは、ヒドロシリル化反応に対して活性のある炭素−炭素二重結合を含む基であれば特に制限されるものではない。アルケニル基としては、炭素数が好ましくは2〜20個、より好ましくは2〜4個の脂肪族不飽和炭化水素基(例:ビニル基、アリル基、メチルビニル基、プロペニル基、ブテニル基、ペンテニル基、ヘキセニル基等)、炭素数が好ましくは3〜20個、より好ましくは3〜6個の環式不飽和炭化水素基(例:シクロプロペニル基、シクロブテニル基、シクロペンテニル基、シクロヘキセニル基等)、メタクリル基等が挙げられる。
【0027】
重合体(B)は、硬化剤(A)とヒドロシリル化反応して硬化する成分であり、分子鎖中に少なくとも1個のアルケニル基を有するため、ヒドロシリル化反応が起こって高分子状となり、硬化する。重合体(B)に含まれるアルケニル基の官能基数は、硬化剤(A)とヒドロシリル化反応するという点から、少なくとも1個必要であるが、硬化性、柔軟性の観点から、主鎖もしくは分岐部の分子鎖の両末端にアルケニル基が存在するのが好ましい。アルケニル基のポリオキシアルキレン重合体への結合様式は特に限定はなく、アルケニル基の直接結合、エーテル結合、エステル結合、カーボネート結合、ウレタン結合、ウレア結合等が例示される。
【0028】
本発明における重合体(B)は、主鎖を構成する繰返し単位がオキシアルキレン系単位であるため、主鎖を形成する出発物質として活性水素を2個以上有する化合物を重合させることにより製造されることができる。例えば、重合体(B)は、エチレングリコール、プロピレングリコール、ビスフェノール化合物、グリセリン、トリメチロールプロパン、ペンタエリスリトール等を用い、炭素数が2〜4個のアルキレンオキシドを重合させることにより製造することができる。
【0029】
本発明における重合体(B)の主鎖の具体例としては、例えば、ポリエチレンオキシド、ポリプロピレンオキシド、ポリブチレンオキシド;エチレンオキシド、プロピレンオキシド、及びブチレンオキシドから選ばれる2種以上のランダムまたはブロック共重合体、等が挙げられる。柔軟性、及び触感の点から、主鎖の繰返し単位は、ポリプロピレンオキシドであることがより好ましい。
【0030】
本発明における重合体(B)の構造としては、直鎖状であっても、分岐が主鎖の分子量よりも少ない範囲で分岐構造を有していても構わないが、直鎖状であるほうが柔軟性の観点から好ましい。重合体(B)の製造方法は特に限定なく、例えば、ポリオキシアルキレン重合体を得た後にアルケニル基を導入する方法が例示される。この場合、オキシアルキレン重合体は種々の公知の製造方法を適用することができ、さらに市販のポリオキシアルキレン重合体を用いてもよい。
【0031】
また、ポリオキシアルキレン重合体にアルケニル基を導入する方法もまた公知であり、例えば、アルケニル基を有するモノマー(例:アリルグリシジルエーテル)とポリオキシアルキレン重合体を合成するためのモノマーとを共重合させる方法や、官能基(例:水酸基、アルコキシド基)を所望の部分(主鎖の末端等)に予め導入しておいたポリオキシアルキレン重合体に、当該官能基に対して反応性を有する官能基とアルケニル基とを両方有する化合物(例:アクリル酸、メタクリル酸、酢酸ビニル、アクリル酸クロライド等)を反応させる方法等が挙げられる。
【0032】
本発明における重合体(B)の分子量は、柔軟性・触感および反応性のバランスの点から、数平均分子量Mnが15000以上であることが好ましく、17000以上であることがより好ましい。数平均分子量Mnの上限値は特に限定は無いが、50000以下が好ましく、45000以下がより好ましく、40000以下がさらに好ましい。
【0033】
本発明における硬化剤(A)および重合体(B)の含有割合は、触感、及び柔軟性の点から硬化剤(A)中のヒドロシリル基の含有量が、重合体(B)中のアルケニル基1モル当り0.5モル以上15モル以下となるように配合することが好ましく、0.8モル以上12.5モル以下となるように配合することがより好ましい。
【0034】
ヒドロシリル基含有量が少ない場合、本発明の発泡性液状樹脂組成物をヒドロシリル化反応により硬化させる際の硬化速度が遅くなり、発泡と硬化のバランスが取れず、不良な構造体となる。また、ヒドロシリル基含有量が多くなると、硬化後も多量のヒドロシリル基が発泡体中に残存しやすくなり、製品としての形態をなした後でも、温度等の影響で、硬化反応(架橋)が進行する傾向がある。そのため、経時での触感や柔軟性の悪化、また、圧縮残留ひずみを引き起こす原因になる。
【0035】
・ヒドロシリル化触媒(C)について
本発明におけるヒドロシリル化触媒(C)としては、ヒドロシリル化触媒として使用し得るものである限り、特に制限はなく、任意のものを使用し得る。ヒドロシリル化触媒(C)の具体例としては、白金の担体;アルミナ、シリカ、カーボンブラック等の担体に固体白金を担持させたもの;塩化白金酸;塩化白金酸とアルコール、アルデヒド、ケトン等の錯体;白金−オレフィン錯体や白金−ビニルシロキサン錯体;白金−ホスフィン錯体;白金−ホスファイト錯体;ジカルボニルジクロロ白金、等が挙げられる。
【0036】
本発明におけるヒドロシリル化触媒(C)の含有量は、重合体(B)のアルケニル基1モルに対して10−8モル以上10−1モル以下が好ましく、10−6モル以上10−2モル以下がより好ましい。ヒドロシリル化触媒(C)の含有量が少ないと、十分に硬化が進行しない場合がある。また、ヒドロシリル化触媒(C)の含有量が多いと、液状樹脂組成物の硬化の制御が困難な場合や、得られた変成シリコーン樹脂発泡体が着色する場合がある。
【0037】
・発泡剤(D)について
本発明における発泡剤(D)は、加熱により分解して炭酸ガス、窒素ガス等の無機ガスを発生する化学発泡剤が好ましく、化学発泡剤としては、有機系熱分解型発泡剤、無機系熱分解型発泡剤、無機系反応型発泡剤等が挙げられる。
有機系熱分解型発泡剤としてはアゾ化合物、ニトロソ化合物、ヒドラジン誘導体、セミカルバジド化合物、テトラゾール化合物、有機酸が挙げられる。無機系熱分解型発泡剤としては、重炭酸塩、炭酸塩、有機酸塩、亜硝酸塩が挙げられる。無機系反応型発泡剤としては、重炭酸塩と有機酸または有機酸塩の組み合わせ等が挙げられる。
【0038】
アゾ化合物としては、例えば、アゾジカルボンアミド(ADCA)、アゾビスイソブチロニトリル(AIBN)、バリウムアゾジカルボキシレート、ジアゾアミノベンゼン等が挙げられる。
ニトロソ化合物としては、例えば、ジニトロソペンタメチレンテトラミン(DPT)が挙げられる。
【0039】
ヒドラジン誘導体としては、例えば、p,p’−オキシビス(ベンゼンスルホニルヒドラジド)(OBSH)、パラトルエンスルホニルヒドラジド(TSH)、ヒドラゾジカルボンアミド(HDCA)等が挙げられる。
【0040】
セミカルバジド化合物としては、例えば、p−トルエンスルホニルセミカルバジドが挙げられる。テトラゾール化合物としては、例えば、5−フェニルテトラゾール、1−Hテトラゾール塩、1,4−ビステトラゾール等が挙げられる。
有機酸としては、多価カルボン酸例えば、クエン酸、シュウ酸、フマル酸、フタル酸、リンゴ酸、酒石酸等が挙げられる。
【0041】
有機系熱分解型発泡剤としては、さらに、トリヒドラジノトリアジン等も挙げられる。重炭酸塩としては、炭酸水素ナトリウム、炭酸水素アンモニウム等が挙げられる。
炭酸塩としては、炭酸ナトリウム、炭酸アンモニウム等が挙げられる。
有機酸塩としては、前記有機酸のナトリウム、カリウム、カルシウム、マグネシウム、アンモニウム、アルミニウム、亜鉛等の金属塩等が挙げられる。
亜硝酸塩としては、例えば亜硝酸アンモニウムが挙げられる。
【0042】
これらのうち本発明の発泡剤(D)は、硬化剤(A)および重合体(B)の硬化反応(ヒドロシリル化反応)が適切に進行する温度領域で分解することが好ましいことから、重炭酸塩と有機酸の混合物が好ましい。重炭酸塩としては、炭酸水素ナトリウム、炭酸水素アンモニウムが挙げられる。有機酸としては、クエン酸、シュウ酸、フマル酸、フタル酸、リンゴ酸、酒石酸が挙げられる。また、重炭酸塩と有機酸の金属塩の混合物も同様に好ましく用いることが出来る。
【0043】
発泡剤(D)の含有量は、例えば、重炭酸塩と有機酸または有機酸塩からなる化学発泡剤の場合、重合体(B)100重量部に対して重炭酸塩の量は、1重量部以上20重量部以下が好ましく、2重量部以上15重量部以下がより好ましい。重炭酸塩と有機酸または有機酸塩の比率は、重炭酸塩/有機酸または有機酸塩(重量比)が1/4以上3以下であることが好ましく、1/3以上2以下であることがより好ましい。重炭酸塩の含有量が少ない、または重炭酸塩と有機酸の比率が低いと、熱分解する炭酸ガスの量が少なく、発泡倍率が低下する場合がある。また、重炭酸塩の含有量が多い、または重炭酸塩と有機酸の比率が高いと、熱分解する炭酸ガス量が多く、発泡と硬化のバランスが崩れ、発泡セルが大きくなる等不良な発泡体となる場合がある。
【0044】
・その他添加剤について。
本発明の変成シリコーン樹脂発泡体には、本発明の効果を損なわない限り、非反応性潤滑剤、耐光性安定剤、紫外線吸収剤、貯蔵安定性改良剤、気泡調整剤、界面活性剤、可塑剤等を必要に応じて添加しても良い。
【0045】
本発明の変成シリコーン樹脂発泡体は非反応性潤滑剤を含有することで、変成シリコーン樹脂発泡体の発泡セル内における摩擦や粘着を少なくし、所望の触感や柔軟性を有する発泡体を得ることができる。非反応性潤滑剤としては、液状の潤滑剤が好ましい。
【0046】
前記液体潤滑剤の具体的な例としてはパラフィン系鉱油、ナフテン系鉱油、脂肪酸グリセライドなどの動植物油;ポリ−1−デセン、ポリブテンなどのアルキル構造を有するオレフィン系潤滑剤;アラルキル構造を有するアルキル芳香族化合物系潤滑剤;ポリアルキレングリコール系潤滑剤;ポリアルキレングリコールエーテル、パーフロロポリエーテル、ポリフェニルエーテルなどのエーテル系潤滑剤;脂肪酸エステル、脂肪酸ジエステル、ポリオールエステル、ケイ酸エステル、リン酸エステルなどのエステル構造を有するエステル系潤滑剤;ジメチルポリシロキサンおよびジメチルポリシロキサンのメチル基の一部をポリエーテル基、フェニル基、アルキル基、アラルキル基、フッ素化アルキル基等で置換したシリコーンオイル等のシリコーン系潤滑剤;クロロフロロカーボンなどのフッ素原子含有系潤滑剤などが挙げられる。これらのうち本発明では、発泡セル内における摩擦係数の低下や分散性、加工性、安全性等の観点から、特にシリコーン系潤滑剤が好ましい。
【0047】
本発明における非反応性潤滑剤の添加量は、重合体(B)100重量部に対して、1重量部以上が好ましく、2重量部以上がより好ましく、5重量部以上が更に好ましい。非反応性潤滑剤の添加量が少ないと、発泡セル内の摩擦や粘着の抑制が不十分であり、所望の触感や柔軟性が得られ難い。非反応性潤滑剤の上限値は特に制限はないが、20重量部以下、さらには15重量部以下が好ましい。多すぎると、非反応性潤滑剤の系外へのブリードアウトが発生する傾向がある。
【0048】
耐光性安定剤としては、ヒンダードフェノール系酸化防止剤、及びイオウ原子、リン原子、1級アミン、2級アミンを含まないヒンダードアミン系光安定剤が挙げられる。ここで、耐光性安定剤とは、紫外線領域の波長の光を吸収してラジカルの生成を抑制する機能、または、光吸収により生成したラジカルを捕捉して熱エネルギーに変換し無害化する機能等を有し、光に対する安定性を高める化合物である。
【0049】
紫外線吸収剤としては、特に限定されるものではないが、ベンゾオキサジン系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤、トリアジン系紫外線吸収剤等が例示される。ここで、紫外線吸収剤とは、紫外線領域の波長の光を吸収してラジカルの生成を抑制する機能を有する化合物である。
【0050】
本発明における耐光性安定剤、紫外線吸収剤の添加量としては、それぞれ、重合体(B)100重量部に対して、0.01重量部以上5重量部以下が好ましく、0.1重量部以上3重量部以下がより好ましく、0.3重量部以上2.0重量部以下がさらに好ましい。耐光性安定剤、紫外線吸収剤の添加量が当該範囲であると、経時的な表面粘着性の上昇を抑制する効果が得やすい。
【0051】
貯蔵安定性改良剤としては、硬化剤(A)の貯蔵安定剤として知られている通常の安定剤で所期の目的を達成するものであれば使用することができる。貯蔵安定性改良剤の好ましい例としては、例えば、脂肪族不飽和結合を含有する化合物、有機リン化合物、有機硫黄化合物、チッ素含有化合物、スズ系化合物、有機過酸化物等が挙げられる。これらを単独使用、または2種以上併用してもよい。
【0052】
具体的には、2−ベンゾチアゾリルサルファイド、ベンゾチアゾール、チアゾール、ジメチルアセチレンダイカルボキシレート、ジエチルアセチレンダイカルボキシレート、2,6−ジ−t−ブチル−4−メチルフェノール、ブチルヒドロキシアニソール、ビタミンE、2−(4−モルフォジニルジチオ)ベンゾチアゾール、3−メチル−1−ブテン−3−オール、アセチレン性不飽和基含有オルガノシロキサン、アセチレンアルコール、3−メチル−1−ブチン−3−オール、2−メチル−3−ブチン−2−オール、ジアリルフマレート、ジアリルマレエート、ジエチルフマレート、ジエチルマレエート、ジメチルマレエート、2−ペンテンニトリル、2,3−ジクロロプロペン等が挙げられる。
【0053】
本発明における貯蔵安定性改良剤の使用量は、硬化剤(A)および重合体(B)に均一に分散される限り、ほぼ任意に選ぶことができるが、硬化剤(A)中のSiH基1モルに対し、10−6モル以上10−1モル以下の範囲で用いるのが好ましい。貯蔵安定性改良剤の使用量が少ないと、硬化剤(A)の貯蔵安定性が充分に改良されない場合があり、多いと硬化性が不充分になる場合がある。
【0054】
本発明の変成シリコーン樹脂発泡体には、必要であれば、気泡調整剤を添加しても良い。気泡調整剤の種類には特に限定はなく、通常使用される、例えば、タルク、炭酸カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、カーボンブラック、シリカ等の無機固体粉末や、ポリエーテル変成シリコーンオイル等のシリコーンオイル系化合物、フッ素系化合物等が挙げられる。これらは、単独で使用してもよいし、2種以上を併用してもよい。
【0055】
本発明における気泡調整剤の使用量は、硬化剤(A)、重合体(B)、ヒドロシリル化触媒(C)の合計量を100重量部とした場合、0.1重量部以上100重量部以下が好ましく、0.5重量部以上50重量部以下がより好ましい。本発明においては、硬化剤(A)、重合体(B)、ヒドロシリル化触媒(C)を含んでなる発泡性液状樹脂組成物の相溶性を向上する目的で、界面活性剤を添加することもできる。
【0056】
界面活性剤の具体例としては、ラウリル硫酸ナトリウム等のアルキル硫酸塩、ポリオキシエチレンラウリルエーテル硫酸ナトリウム等のポリオキシエチレンアルキルエーテル硫酸塩、ポリオキシエチレンアルキルエーテル酢酸塩、塩化ラウリルトリメチルアンモニウム、塩化アルコキシプロピルトリメチルアンモニウム、塩化ジアルキルジメチルアンモニウム、塩化ベンザルコニウム液、アルキルジメチルアミノ酢酸ベタイン、アルキルジメチルアミンオキサイド、アルキルカルボキシメチルヒドロキシエチルイミダゾリニウムベタイン、アルキルアミドプロピルベタイン、グリセリン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ソルビタン脂肪酸エステル等の非イオン性界面活性剤等が挙げられる。これらは、単独で使用してもよいし、2種以上を併用してもよい。
【0057】
本発明においては、特に硬化剤(A)や非反応性潤滑剤の相溶性を向上する目的では、ポリオキシアルキレン−ポリジメチルシロキサンブロック共重合体のようなシリコーン系界面活性剤を添加することもできる。
【0058】
ポリオキシアルキレン−ポリジメチルシロキサンブロック共重合体としては、特に限定されず、例えば、AB型のジブロック体、ABA型のトリブロック体、(AB)n型のマルチブロック体のほか、枝分かれ型、ペンダント型、星型等が挙げられる。また、ポリオキシアルキレンの具体的な構造としては、ポリオキシエチレン、ポリオキシプロピレン、ポリオキシテトラメチレン、ポリオキシエチレン−ポリオキシプロピレン共重合体等が挙げられ、また、その末端構造についても、OH基末端、メトキシ、t−ブトキシ等のエーテル末端、反応性のアリル基末端等が挙げられる。
【0059】
本発明において、変成シリコーン樹脂発泡体の柔軟性や成型加工性を調整する目的で可塑剤を添加することができる。本発明における可塑剤とは、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる化合物が用いられる。
【0060】
主鎖の具体例としては、ポリエチレンオキシド、ポリプロピレンオキシド、ポリブチレンオキシド;エチレンオキシド、プロピレンオキシドおよびブチレンオキシドよりなる群から選ばれる2種以上のランダムまたはブロック共重合体等が挙げられる。これらは、単独で使用しても良く、二種類以上を併用しても良い。これらのうち、重合体(B)との相溶性の点で、ポリプロピレンオキシドが好ましい。
【0061】
本発明における可塑剤の分子量は、得られる変成シリコーン樹脂発泡体の柔軟性や、可塑剤の系外への流出防止の観点から、数平均分子量として1000以上、さらには3000以上が好ましい。可塑剤の数平均分子量が低いと、熱や圧縮等により可塑剤が経時的に系外に流出し、初期の物性を長期に渡り維持できないだけでなく、触感への悪影響が懸念される。また、可塑剤の数平均分子量が高くなりすぎると可塑化効果が得られず、また粘度が高くなり作業性が悪化するため、15000未満が好ましく、10000以下がより好ましい。
【0062】
本発明における可塑剤は、硬化剤(A)と重合体(B)の硬化反応を阻害しない範囲で反応性官能基を有していても良い。可塑剤の反応性官能基としては、ビニル基、アリル基、メチルビニル基、プロペニル基、ブテニル基、ペンテニル基、ヘキセニル基、シクロプロペニル基、シクロブテニル基、シクロペンテニル基、シクロヘキセニル基、メタクリル基等のアルケニル基、ヒドロキシル基、アミノ基、カルボキシル基、イソシアネート基等が挙げられる。
【0063】
なお、本発明の可塑剤は、変成シリコーン樹脂発泡体に柔軟性を付与できるものであれば、直鎖状でも分岐状でも特に限定はない。本発明における可塑剤の添加量は、重合体(B)100重量部に対して、5重量部以上150重量部以下が好ましく、10重量部以上120重量部以下がより好ましく、20重量部以上100重量部以下がさらに好ましい。
【0064】
可塑剤の添加量が少ないと、柔軟性の付与効果が不十分な場合があり、多いと、変成シリコーン樹脂発泡体の機械強度が不足したり、発泡倍率が低下する傾向がある。
本発明における可塑剤の製造方法は特に限定なく、公知の製造方法を適用することができ、さらに市販の化合物を用いてもよい。
【0065】
本発明においては、その他、必要に応じて、充填剤、ラジカル禁止剤、接着性改良剤、難燃剤、整泡剤、酸あるいは塩基性化合物(不明確なため削除)、保存安定改良剤、オゾン劣化防止剤、増粘剤、カップリング剤、導電性付与剤、帯電防止剤、放射線遮断剤、核剤、リン系過酸化物分解剤、顔料、金属不活性化剤、物性調整剤等を、本発明の目的や効果を損なわない範囲において添加することができる。
【0066】
本発明の変成シリコーン樹脂発泡体の製造方法は、硬化剤(A)、重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)からなる発泡性材料をモールド型中で加熱することにより、変成シリコ−ン樹脂発泡体を製造する方法である。
【0067】
加熱の際、発泡剤(D)が加熱分解もしくは化学反応により気体を発生させつつ、硬化剤(A)のヒドロシリル基と重合体(B)のアルケニル基によるヒドロシリル化反応が進行し、硬化剤(A)と重合体(B)が網目状(架橋)構造を形成(硬化)することで発泡硬化して製造することができる。
【0068】
本願発明で用いる発泡性材料とは、常温で液状であり、発泡前には実質的には気泡を含んでおらず、該材料をモールド型に充填後およびまたは充填中に発生した気泡により発泡体を得る成型法に係るものである。特には少なくともモールド型に充填した後に発泡性材料から気泡の発生があって発泡体を得る方法に係るものである。
【0069】
実質的に気泡を含んでいない発泡性材料を用いて発泡成型体を得る場合、モールド型に発泡性材料の充填時には体積膨張分を見込んで充填する必要があるので、実質的にはいわゆる上面が開放された状態で発泡成型がなされている。加熱方法としても、発泡性材料を充填したモールド型を熱風炉で加熱する方法が多く用いられている。
【0070】
本願発明においては、モールド型上面よりの伝熱を抑制する手段を設けることが特徴である。モールド型にモールド型の上面からの伝熱を抑制する手段を設けることにより、発泡性材料の自由表面のゲル化を抑制し、結果として不均一発泡を抑制することが可能となる。
【0071】
本発明においては、モールド型の上面に加えてモールド型の側面にも伝熱を抑制する手段を設けることにより、例えば熱風炉でモールド型を加熱する際にモールド型側面の温度上昇を抑制することができ、より発泡体の均一化が出きるので好ましい。モールド型の特定の箇所に伝熱を抑制する手段を設けることによりモールド型側面と底面の隣接する辺や角の近傍における発泡性材料の温度上昇が遅くなり、他の部分よりも早くゲル化することによる不均一発泡を抑制することができる。
【0072】
本発明における断熱材によるモールド型側面の温度上昇の抑制量については、モールド型の形状に応じて調整する必要があるが、モールド型の底面温度がゲル化温度に到達した際に、側面の温度がゲル化温度よりも5℃以上低くなるように抑制することが望ましい。温度差が5℃よりも小さいと不均一発泡の抑制効果があまり認められないことから望ましくない。
【0073】
本発明の発泡体の製造方法に用いることが出来るモールド型の材料としては一般的な樹脂成型に用いられている熱伝導性の良い材質であれば特に限定はないが、モールド型の強度や熱容量の観点から金属製であることが好ましい。用いることが出来る金属としては、鉄、アルミ、ステンレス、銅をあげることができるが、中でも鉄、アルミ、ステンレスが手軽に用いることができるので好ましい。
【0074】
本発明の発泡体の製造方法に用いることができる伝熱を抑制する手段としては、モールド型の底部と同じ材質の板等をモールド型の上面に設けることも可能であるが、モールド型の底部に比べて熱伝導性が小さい材質を用いることが好ましい。また、モールド型の底部に比べて熱伝導性が小さい材質を用いた板等をモールド型の上面または所定の箇所に張り合わせる、あるいは当該材質をモールド型の一部として用いる方法を採用することができる。
【0075】
モールド型の所定の箇所とは、型の上面、側面をあげることができる。この場合、伝熱を抑制する手段が上面だけ、上面+側面の順に得られる発泡体に不均一発泡が少なくなるので好ましい。側面でも全部の側面に設けることが好ましいが、加熱が進みやすい部分(例えば熱風炉においては風が良く当たる部分)に重点的に設ける等、全側面に設けなくてもかまわず、側面部の伝熱を抑制する手段を設ける部分は適宜選択して設置することができる。
【0076】
モールド型の上面からの伝熱を抑制する手段としては、例えば熱風炉を用いて加熱する場合、深さの深いモールド型を用いてその底部分に発泡性材料を充填すると、発泡性材料の上面は深さの浅いモールド型を用いた場合に比べて熱風があたりにくいので、実質的には伝熱を抑制している手段となり、伝熱抑制手段の一つとして採用することができる。しかし、得られる成型体に比べてモールド型が大きくなるので生産性が低下する問題点がある。
【0077】
本発明の方法によれば、少なくともモールド型の上面からの伝熱を抑制する手段を設けることが特徴であるが、側面にも伝熱を抑制する手段を設けることによりモールド型の厚みを薄くしても熱風からモールド型への伝熱速度差から生じるモールド型の温度ムラが生じにくいので、モールド型の厚みを薄くすることができる。モールド型の厚みを薄くすることでモールド型の加熱時間が短縮される分、加熱発泡硬化時間が短くなるので、変成シリコーン樹脂発泡体の生産性を向上することができる。
【0078】
モールド型の壁面厚みは、0.5mm以上3mm以下、さらには0.5mm以上2mm以下、特には0.5mm以上1mm以下が好ましい。厚みが薄いほど発泡材料への熱伝導量が多くなるので加熱発泡硬化時間が短くなるが、薄すぎるとモールド型の強度が不十分になり好ましくない。モールド型を板金加工やプレス加工で作製できることからも金属製であることが好ましい。
【0079】
本発明のモールド型の形状としては、特に限定されるものではないが、長方形、正方形、円形、楕円形、ひし形などの多角形や、表面に任意の凹凸を付けたもの等が挙げられる。
【0080】
モールド型の上面あるいは上面と側面に設ける熱伝導性が小さい材質としては、モールド型特にモールド型底面に用いられた材質より熱伝導性が小さいものが用いられる。その材質としては断熱材を用いることが出来る。本発明の断熱材の材質は、特に限定はないが、有機質断熱材、無機質断熱材を用いることが出来る。
【0081】
有機質断熱材は木材、プラスチックシート、合成樹脂発泡体、有機質繊維、有機質繊維をシート状にしたものを用いることが出来る。無機質断熱材としては、無機質繊維、無機質繊維をシート状にしたものをあげることができる。
有機質繊維質としては、セルロースファイバーが、無機質繊維質断熱材としては、ロックウール、ガラス繊維をあげることができる。
【0082】
合成樹脂発泡体としては、ポリスチレンフォーム、ポリオレフィンフォーム、ウレタンフォームをあげることができる。
プラスチックシートとしては、シリコンシート、フッ素樹脂シート、ポリイミドシートをあげることができる。耐熱性の高さから、無機質繊維をシート状にしたもの、プラスチックシートが好ましい。
【0083】
無機質繊維をシート状にしたものとしては、ロックウール、ガラス繊維のシート状物が好ましく、プラスチックシートとしては、シリコンシート、フッ素樹脂シート、ポリイミドシート、が好ましい。モールド型への設置する際の加工のしやすさから、ガラス繊維のシート状物、シリコンシート、フッ素樹脂シート、ポリイミドシート、が好ましい。
【0084】
用いることが出来る断熱材の厚さをあえて例示するならば、用いるモールド型の壁面厚さ以上、さらには壁面厚さの3倍以上であることが好ましい。また、上限もあえて例示するならば、モールド型の壁面厚さの50倍以下、さらには壁面厚さの20倍以下であることが好ましい。
【0085】
以上、モールド型に用いられた材質より熱伝導性が小さいものをモールド型(の一部)として用いるあるいはモールド型の所定の箇所に設けることを説明したが、モールド型の外側でも内側(内面)に設けてもかまわない。モールド型は、発泡体の型からの離型性を計る目的で、型内面にフッ素樹脂加工が行われる場合がある。その加工膜厚を底面は薄く、側面は厚く行うことで側面からの伝熱抑制手段と成すことも出来る。また、前記した断熱材をモールド型内側面に設けてもかまわない。特にフッ素樹脂シートを内側面に沿って設けておく(底面に薄いシートのものを設け、側面には厚いシートのものを設けてもかまわない)と発泡体の離型性が飛躍的に向上するので好ましい。
【0086】
モールド型を加熱して発泡硬化を行う際には、用いる発泡剤(D)が硬化剤(A)および重合体(B)の硬化反応(ヒドリシリル化)が適切に進行する温度領域で分解することが好ましく、その温度としては、40℃以上150℃以下が、さらには50℃以上140℃以下、特には55℃以上130℃以下が好ましい。
【0087】
この温度範囲において、発泡性液状樹脂組成物の硬化と発泡がバランス良く進行し、好ましい本発明の変成シリコーン樹脂発泡体が得られる。前記温度に保持する時間(加熱時間)は特に制約はないが、5分以上3時間以下、さらには10分以上2時間以下、特には20分以上90分以下の温度に保持することにより好ましい本発明の変成シリコーン樹脂発泡体が得られる。
【0088】
本発明の方法により得られる変成シリコーン樹脂発泡体は、厚さのばらつきが小さい発泡体が得られることが特徴である、特に厚さが発泡体の最高厚さにおいて5mm〜80mm、さらには8mm〜70mm特には10mm〜60mmの薄い発泡体の場合に有効である。本発明の方法により、得られる発泡体の厚さや特性のばらつきが低減することが可能である。
【0089】
厚さのばらつきの低減程度は所望の発泡体の発泡倍率、発泡体の最高厚さによっても異なってくるが、あえてばらつき度合いを例示すれば、最高厚さの70%〜20%、さらには、65%〜30%以内に抑えることも可能である。具体的には、本発明の方法により、得られる発泡体の厚みのばらつきが25mm以下まで抑制され、従来より発泡体の厚みばらつきの小さい変成シリコ−ン系発泡体を製造することができる。
【0090】
本願発明の方法により得られた変成シリコ−ン系発泡体は軽量であり、柔軟性に優れるため、枕やクッションに好適に用いられる。以下に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらの実施例に限定されたものではない。
【実施例】
【0091】
<モールド型>
図1に示す、表面をフッ素樹脂でコーティングした鉄製のモールド型1(内寸法:200mm×200mm×深さ50mm、厚み0.6mm)を比較例に使用した。モールド型1の上部は開放されている。
【0092】
図2に示す、モールド型1の上部に厚み5mmのフッ素樹脂シートを設置したモールド型2を実施例1に使用した。
【0093】
図3に示す、モールド型1の上部に厚み5mmのフッ素樹脂シートを設置し、さらにモールド型の4側面の外周部に厚み5mmのフッ素樹脂シートを貼ったモールド型3を実施例2に使用した。
【0094】
<使用化合物>
実施例および比較例においては表1に示す化合物を用いた。
【0095】
【表1】

【0096】
(実施例1)
ディスポーザブルカップに重合体(B)を1364g量り取り、それに発泡剤(D−1)を68g、発泡剤(D−2)を68g添加し、スパチュラで十分に混合した後にBDM二軸ミキサー((株)井上製作所製)で混練し、マスターバッチを作製した。このマスターバッチを別のディスポーザブルカップに321.2g量り取り、これに硬化剤(A−1)を1.9g、硬化剤(A−2)を8.0g添加し、十分に攪拌混合した。その後、触媒(C)を0.06g添加、攪拌混合し発泡性材料を得た。
【0097】
次に、モールド型1に発泡性材料を340g注入し、モールド型1の上部にフッ素樹脂シートを設置することでモールド型2とし、このモールド型2をファンが設けられた加熱炉内に置き、100℃、60分間加熱して発泡性材料を発泡させてキャビティー内に充満させつつ、硬化させた。加熱終了後にモールド型2を加熱炉から取り出し、モールド型2から脱型して発泡体を得た。
【0098】
(実施例2)
発泡性材料を注入したモールド型1の上部と外周部4面にフッ素樹脂シートを設置することでモールド型3とした以外は、全て実施例1と同じ工程で発泡体を作製し、実施例2とした。
【0099】
(比較例)
モールド型1を使用した以外は、全て実施例1と同じ工程で発泡体を作製し、比較例とした。
【0100】
実施例の測定、評価は次の条件・方法により行った。評価結果を表2に示す。
【0101】
【表2】
【0102】
<発泡倍率>
発泡倍率については下記の計算式から算出した。
発泡倍率(倍)=発泡体体積(cm3)/同重量の(未発泡の)発泡性材料の体積(cm3)
<発泡体厚み>
発泡体の厚み測定はハイトゲージを用いて測定した。
【0103】
表2のように、実施例1で得られた発泡体は、発泡体の厚みばらつきが20mmとなり、モールド型1で100℃、60分間加熱し得られた比較例の発泡体(発泡体の厚みばらつき43mm)よりも発泡体の厚みばらつきが小さくなった。
【0104】
また、実施例2で得られた発泡体は、発泡体の厚みばらつきが14mmとなり、実施例1よりもさらに発泡体の厚みばらつきは小さくなった。
【技術分野】
【0001】
本発明は変成シリコ−ン系発泡体の製造方法に関する。
【背景技術】
【0002】
触感が良好で、優れた柔軟性を有する軟質発泡体として、変成シリコーン樹脂を用いた発泡体が提案されている(特許文献1)。変成シリコーン樹脂を用いた発泡体は、従来の軟質発泡体であるポリウレタンからなる発泡体よりも触感が良好で、低硬度、低反発弾性率といった優れた柔軟性を有しており、また、毒性の懸念されるイソシアネートを使用していないことから、寝具や各種クッション材等の素材として好適である。
【0003】
分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型に流し込み、これを加熱することにより、発泡剤(D)が加熱分解もしくは化学反応により気体を発生させつつ、硬化剤(A)のヒドロシリル基と重合体(B)のアルケニル基によるヒドロシリル化反応が進行し、硬化剤(A)と重合体(B)が網目状(架橋)構造を形成(硬化)することで発泡硬化して製造することができる。
【0004】
熱風による加熱方法では、モールド型内部の発泡性材料の加熱はモールド型から発泡性材料への伝熱により成されるため、モールド型内部の辺や角など、面が隣接する部分の近傍では伝熱面積が大きくなり他の部分よりも早く加熱され、発泡性材料のゲル化が他の部分より早く進行する傾向がある。ゲル化した部分では発泡性材料の流動性が低くなり発泡による体積膨張は小さくなるが、ゲル化部分に隣接する未ゲル化部分ではゲル化部分から発生する気体も発泡に寄与するため、ゲル化が遅い部分ほど体積膨張が大きくなりやすく、結果的に不均一発泡が生じることになる。
【0005】
この不均一発泡が生じるとキャビティー内充填不良やガス発生過剰によるセル合一など、成形体外観や成型体特性の不良が問題となる。特に、モールド型が薄肉の場合には熱風の風向がモールド型への伝熱速度差が発泡性材料の加熱速度差に大きく影響し、前記の不均一発泡がより顕著になりやすい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開2008/117734号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、オーブンでモールド成形を行う方法において、形状が良好な変成シリコ−ン樹脂発泡体を製造する方法の開発を課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、前記課題の解決のため鋭意研究を重ねた結果、モールド型の側面およびまたは上面からの伝熱を抑制することで、不均一発泡を抑制して、形状が良好な変成シリコ−ン樹脂発泡体を成形できることを見いだし、特にモールド型が薄肉の場合に効果が顕著であることを見いだした。すなわち、本発明は、以下の構成を有するものである。
【0009】
1). 分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型中で加熱して変成シリコーン樹脂発泡体を製造する方法において、モールド型の上面からの伝熱を抑制する手段を設けたことを特徴とする、変成シリコ−ン樹脂発泡体の製造方法。
【0010】
2). 伝熱を抑制する手段がモールド型の底面の材質よりも熱伝導性が低い材質からなる部材をモールド型の上面に設けることを特徴とする1)に記載の変成シリコ−ン樹脂発泡体の製造方法。
【0011】
3). 伝熱を抑制する手段をモールド型の側面の一部あるいは全部にも設けることを特徴とする1)または2)に記載の変成シリコ−ン樹脂発泡体の製造方法。
【0012】
4). 伝熱を抑制する手段としてモールド型の底面の材質よりも熱伝導性が低い部材を用い、その部材が断熱材であることを特徴とする1)〜3)のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【0013】
5). モールド型の厚みが0.5mm以上3mm以下であることを特徴とする、1)〜4)のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【発明の効果】
【0014】
本発明によれば形状が良好な変成シリコ−ン樹脂発泡体を簡便かつ生産性良く製造することができる。
【図面の簡単な説明】
【0015】
【図1】比較例で使用するモールド型1の概略図である。
【図2】実施例1で使用するモールド型2の概略図である。
【図3】実施例2で使用するモールド型3の概略図である。
【発明を実施するための形態】
【0016】
本発明の発泡性液状樹脂組成物は、分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)からなりヒドロシリル基含有量がアルケニル基1モル当り0.5モル以上15モル以下である発泡性液状樹脂組成物であり、発泡体は該組成物を発泡してなる発泡体である。
【0017】
・硬化剤(A)について
本発明における分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)は、分子鎖中に少なくとも2個、好ましくは3個、特には4個以上のヒドロシリル基を有する。ヒドロシリル基数の上限は、好ましくは100個、より好ましくは75個、さらに好ましくは60個である。本発明における硬化剤(A)は分子鎖中のヒドロシリル基が、重合体(B)の分子鎖中に少なくとも1個存在するアルケニル基と反応して、硬化する。
【0018】
硬化剤(A)中のヒドロシリル基の数が少ないと、本発明の液状樹脂組成物をヒドロシリル化反応により硬化させる際の硬化速度が遅くなり、発泡と硬化の速度のバランスが取れず、不良な構造体となる。また、硬化剤(A)中のヒドロシリル基の個数が多くなると、硬化剤(A)の安定性、すなわち液状樹脂組成物の安定性が悪くなったり、硬化後も多量のヒドロシリル基が発泡体中に残存しやすくなり、経時で次第に柔軟性を失う傾向がある。
【0019】
なお本発明において、ヒドロシリル基の官能基数は、Si原子に直接結合したH原子の数とも言うことができ、例えば、SiH2の場合にはヒドロシリル基の官能基数は2個となる。1つのSi原子に結合するH原子の数は、1つであることにより硬化性は良くなり、また、柔軟性の点からも好ましい。
【0020】
本発明における硬化剤(A)の数平均分子量Mnは、重合体(B)との反応性や分散性、加工性等の観点から、上限値としては30000が好ましく、20000がより好ましく、15000以下であることがさらに好ましい。重合体(B)との相溶性や反応性まで考慮すると、硬化剤(A)の数平均分子量Mnは300以上10000以下が更には好ましく、500以上6000以下が特に好ましい。数平均分子量Mnは、各種の方法で測定可能であるが、ゲル浸透クロマトグラフィー(GPC)法での測定が簡便である。
【0021】
本発明における硬化剤(A)の構造は、分子鎖中に少なくとも2個のヒドロシリル基を有していれば、そのヒドロシリル基が分子の主鎖にあっても側鎖にあっても特に制限はなく、分子鎖も特に限定はないが、原料の入手の容易さ、反応性の観点からオルガノハイドロジェンポリシロキサンが好ましい。
【0022】
前記オルガノハイドロジェンポリシロキサンにおいて、Si原子に結合した置換または非置換の一価炭化水素基としては、アルキル基、アリール基、アラルキル基が好ましい。アルキル基としては、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、イソブチル基、tert−ブチル基、ペンチル基、ネオペンチル基、ヘキシル基、シクロヘキシル基、オクチル基、ノニル基、デシル基が挙げられる。アリール基としては、フェニル基、トリル基、キシリル基、ナフチル基が挙げられる。アラルキル基としては、ベンジル基、フェニルエチル基、フェニルプロピル基等のアラルキル基が挙げられる。
【0023】
上記オルガノハイドロジェンポリシロキサンとしては、例えば、両末端トリメチルシロキシ基封鎖メチルハイドロジェンポリシロキサン、両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン・ジメチルシロキサン共重合体等が挙げられる。
【0024】
硬化剤(A)は、公知の方法により合成することができ、市販されているものについては、市販品をそのまま使用することができる。オルガノハイドロジェンポリシロキサンの市販品としては、例えば、KF−99、KF−9901(信越化学工業(株)製)、HMS−151、HMS−301、HMS−991(Gelest社製)、SH1107(東レ・ダウコーニング(株)製)、TSF484(Momentive Perfomance Materials社製)、H−Siloxane(旭化成ワッカーシリコーン(株)製)等を挙げることができる。
【0025】
また、重合体(B)との相溶性確保と、ヒドロシリル基量の調整のために、オルガノハイドロジェンポリシロキサンをα−オレフィン、スチレン、α−メチルスチレン、アリルアルキルエーテル、アリルアルキルエステル、アリルフェニルエーテル、アリルフェニルエステル等により変性した化合物が挙げられる。これらは、単独で使用してもよいし、2種以上を併用してもよい。
【0026】
・重合体(B)について
本発明における重合体(B)は、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体である。アルケニル基とは、ヒドロシリル化反応に対して活性のある炭素−炭素二重結合を含む基であれば特に制限されるものではない。アルケニル基としては、炭素数が好ましくは2〜20個、より好ましくは2〜4個の脂肪族不飽和炭化水素基(例:ビニル基、アリル基、メチルビニル基、プロペニル基、ブテニル基、ペンテニル基、ヘキセニル基等)、炭素数が好ましくは3〜20個、より好ましくは3〜6個の環式不飽和炭化水素基(例:シクロプロペニル基、シクロブテニル基、シクロペンテニル基、シクロヘキセニル基等)、メタクリル基等が挙げられる。
【0027】
重合体(B)は、硬化剤(A)とヒドロシリル化反応して硬化する成分であり、分子鎖中に少なくとも1個のアルケニル基を有するため、ヒドロシリル化反応が起こって高分子状となり、硬化する。重合体(B)に含まれるアルケニル基の官能基数は、硬化剤(A)とヒドロシリル化反応するという点から、少なくとも1個必要であるが、硬化性、柔軟性の観点から、主鎖もしくは分岐部の分子鎖の両末端にアルケニル基が存在するのが好ましい。アルケニル基のポリオキシアルキレン重合体への結合様式は特に限定はなく、アルケニル基の直接結合、エーテル結合、エステル結合、カーボネート結合、ウレタン結合、ウレア結合等が例示される。
【0028】
本発明における重合体(B)は、主鎖を構成する繰返し単位がオキシアルキレン系単位であるため、主鎖を形成する出発物質として活性水素を2個以上有する化合物を重合させることにより製造されることができる。例えば、重合体(B)は、エチレングリコール、プロピレングリコール、ビスフェノール化合物、グリセリン、トリメチロールプロパン、ペンタエリスリトール等を用い、炭素数が2〜4個のアルキレンオキシドを重合させることにより製造することができる。
【0029】
本発明における重合体(B)の主鎖の具体例としては、例えば、ポリエチレンオキシド、ポリプロピレンオキシド、ポリブチレンオキシド;エチレンオキシド、プロピレンオキシド、及びブチレンオキシドから選ばれる2種以上のランダムまたはブロック共重合体、等が挙げられる。柔軟性、及び触感の点から、主鎖の繰返し単位は、ポリプロピレンオキシドであることがより好ましい。
【0030】
本発明における重合体(B)の構造としては、直鎖状であっても、分岐が主鎖の分子量よりも少ない範囲で分岐構造を有していても構わないが、直鎖状であるほうが柔軟性の観点から好ましい。重合体(B)の製造方法は特に限定なく、例えば、ポリオキシアルキレン重合体を得た後にアルケニル基を導入する方法が例示される。この場合、オキシアルキレン重合体は種々の公知の製造方法を適用することができ、さらに市販のポリオキシアルキレン重合体を用いてもよい。
【0031】
また、ポリオキシアルキレン重合体にアルケニル基を導入する方法もまた公知であり、例えば、アルケニル基を有するモノマー(例:アリルグリシジルエーテル)とポリオキシアルキレン重合体を合成するためのモノマーとを共重合させる方法や、官能基(例:水酸基、アルコキシド基)を所望の部分(主鎖の末端等)に予め導入しておいたポリオキシアルキレン重合体に、当該官能基に対して反応性を有する官能基とアルケニル基とを両方有する化合物(例:アクリル酸、メタクリル酸、酢酸ビニル、アクリル酸クロライド等)を反応させる方法等が挙げられる。
【0032】
本発明における重合体(B)の分子量は、柔軟性・触感および反応性のバランスの点から、数平均分子量Mnが15000以上であることが好ましく、17000以上であることがより好ましい。数平均分子量Mnの上限値は特に限定は無いが、50000以下が好ましく、45000以下がより好ましく、40000以下がさらに好ましい。
【0033】
本発明における硬化剤(A)および重合体(B)の含有割合は、触感、及び柔軟性の点から硬化剤(A)中のヒドロシリル基の含有量が、重合体(B)中のアルケニル基1モル当り0.5モル以上15モル以下となるように配合することが好ましく、0.8モル以上12.5モル以下となるように配合することがより好ましい。
【0034】
ヒドロシリル基含有量が少ない場合、本発明の発泡性液状樹脂組成物をヒドロシリル化反応により硬化させる際の硬化速度が遅くなり、発泡と硬化のバランスが取れず、不良な構造体となる。また、ヒドロシリル基含有量が多くなると、硬化後も多量のヒドロシリル基が発泡体中に残存しやすくなり、製品としての形態をなした後でも、温度等の影響で、硬化反応(架橋)が進行する傾向がある。そのため、経時での触感や柔軟性の悪化、また、圧縮残留ひずみを引き起こす原因になる。
【0035】
・ヒドロシリル化触媒(C)について
本発明におけるヒドロシリル化触媒(C)としては、ヒドロシリル化触媒として使用し得るものである限り、特に制限はなく、任意のものを使用し得る。ヒドロシリル化触媒(C)の具体例としては、白金の担体;アルミナ、シリカ、カーボンブラック等の担体に固体白金を担持させたもの;塩化白金酸;塩化白金酸とアルコール、アルデヒド、ケトン等の錯体;白金−オレフィン錯体や白金−ビニルシロキサン錯体;白金−ホスフィン錯体;白金−ホスファイト錯体;ジカルボニルジクロロ白金、等が挙げられる。
【0036】
本発明におけるヒドロシリル化触媒(C)の含有量は、重合体(B)のアルケニル基1モルに対して10−8モル以上10−1モル以下が好ましく、10−6モル以上10−2モル以下がより好ましい。ヒドロシリル化触媒(C)の含有量が少ないと、十分に硬化が進行しない場合がある。また、ヒドロシリル化触媒(C)の含有量が多いと、液状樹脂組成物の硬化の制御が困難な場合や、得られた変成シリコーン樹脂発泡体が着色する場合がある。
【0037】
・発泡剤(D)について
本発明における発泡剤(D)は、加熱により分解して炭酸ガス、窒素ガス等の無機ガスを発生する化学発泡剤が好ましく、化学発泡剤としては、有機系熱分解型発泡剤、無機系熱分解型発泡剤、無機系反応型発泡剤等が挙げられる。
有機系熱分解型発泡剤としてはアゾ化合物、ニトロソ化合物、ヒドラジン誘導体、セミカルバジド化合物、テトラゾール化合物、有機酸が挙げられる。無機系熱分解型発泡剤としては、重炭酸塩、炭酸塩、有機酸塩、亜硝酸塩が挙げられる。無機系反応型発泡剤としては、重炭酸塩と有機酸または有機酸塩の組み合わせ等が挙げられる。
【0038】
アゾ化合物としては、例えば、アゾジカルボンアミド(ADCA)、アゾビスイソブチロニトリル(AIBN)、バリウムアゾジカルボキシレート、ジアゾアミノベンゼン等が挙げられる。
ニトロソ化合物としては、例えば、ジニトロソペンタメチレンテトラミン(DPT)が挙げられる。
【0039】
ヒドラジン誘導体としては、例えば、p,p’−オキシビス(ベンゼンスルホニルヒドラジド)(OBSH)、パラトルエンスルホニルヒドラジド(TSH)、ヒドラゾジカルボンアミド(HDCA)等が挙げられる。
【0040】
セミカルバジド化合物としては、例えば、p−トルエンスルホニルセミカルバジドが挙げられる。テトラゾール化合物としては、例えば、5−フェニルテトラゾール、1−Hテトラゾール塩、1,4−ビステトラゾール等が挙げられる。
有機酸としては、多価カルボン酸例えば、クエン酸、シュウ酸、フマル酸、フタル酸、リンゴ酸、酒石酸等が挙げられる。
【0041】
有機系熱分解型発泡剤としては、さらに、トリヒドラジノトリアジン等も挙げられる。重炭酸塩としては、炭酸水素ナトリウム、炭酸水素アンモニウム等が挙げられる。
炭酸塩としては、炭酸ナトリウム、炭酸アンモニウム等が挙げられる。
有機酸塩としては、前記有機酸のナトリウム、カリウム、カルシウム、マグネシウム、アンモニウム、アルミニウム、亜鉛等の金属塩等が挙げられる。
亜硝酸塩としては、例えば亜硝酸アンモニウムが挙げられる。
【0042】
これらのうち本発明の発泡剤(D)は、硬化剤(A)および重合体(B)の硬化反応(ヒドロシリル化反応)が適切に進行する温度領域で分解することが好ましいことから、重炭酸塩と有機酸の混合物が好ましい。重炭酸塩としては、炭酸水素ナトリウム、炭酸水素アンモニウムが挙げられる。有機酸としては、クエン酸、シュウ酸、フマル酸、フタル酸、リンゴ酸、酒石酸が挙げられる。また、重炭酸塩と有機酸の金属塩の混合物も同様に好ましく用いることが出来る。
【0043】
発泡剤(D)の含有量は、例えば、重炭酸塩と有機酸または有機酸塩からなる化学発泡剤の場合、重合体(B)100重量部に対して重炭酸塩の量は、1重量部以上20重量部以下が好ましく、2重量部以上15重量部以下がより好ましい。重炭酸塩と有機酸または有機酸塩の比率は、重炭酸塩/有機酸または有機酸塩(重量比)が1/4以上3以下であることが好ましく、1/3以上2以下であることがより好ましい。重炭酸塩の含有量が少ない、または重炭酸塩と有機酸の比率が低いと、熱分解する炭酸ガスの量が少なく、発泡倍率が低下する場合がある。また、重炭酸塩の含有量が多い、または重炭酸塩と有機酸の比率が高いと、熱分解する炭酸ガス量が多く、発泡と硬化のバランスが崩れ、発泡セルが大きくなる等不良な発泡体となる場合がある。
【0044】
・その他添加剤について。
本発明の変成シリコーン樹脂発泡体には、本発明の効果を損なわない限り、非反応性潤滑剤、耐光性安定剤、紫外線吸収剤、貯蔵安定性改良剤、気泡調整剤、界面活性剤、可塑剤等を必要に応じて添加しても良い。
【0045】
本発明の変成シリコーン樹脂発泡体は非反応性潤滑剤を含有することで、変成シリコーン樹脂発泡体の発泡セル内における摩擦や粘着を少なくし、所望の触感や柔軟性を有する発泡体を得ることができる。非反応性潤滑剤としては、液状の潤滑剤が好ましい。
【0046】
前記液体潤滑剤の具体的な例としてはパラフィン系鉱油、ナフテン系鉱油、脂肪酸グリセライドなどの動植物油;ポリ−1−デセン、ポリブテンなどのアルキル構造を有するオレフィン系潤滑剤;アラルキル構造を有するアルキル芳香族化合物系潤滑剤;ポリアルキレングリコール系潤滑剤;ポリアルキレングリコールエーテル、パーフロロポリエーテル、ポリフェニルエーテルなどのエーテル系潤滑剤;脂肪酸エステル、脂肪酸ジエステル、ポリオールエステル、ケイ酸エステル、リン酸エステルなどのエステル構造を有するエステル系潤滑剤;ジメチルポリシロキサンおよびジメチルポリシロキサンのメチル基の一部をポリエーテル基、フェニル基、アルキル基、アラルキル基、フッ素化アルキル基等で置換したシリコーンオイル等のシリコーン系潤滑剤;クロロフロロカーボンなどのフッ素原子含有系潤滑剤などが挙げられる。これらのうち本発明では、発泡セル内における摩擦係数の低下や分散性、加工性、安全性等の観点から、特にシリコーン系潤滑剤が好ましい。
【0047】
本発明における非反応性潤滑剤の添加量は、重合体(B)100重量部に対して、1重量部以上が好ましく、2重量部以上がより好ましく、5重量部以上が更に好ましい。非反応性潤滑剤の添加量が少ないと、発泡セル内の摩擦や粘着の抑制が不十分であり、所望の触感や柔軟性が得られ難い。非反応性潤滑剤の上限値は特に制限はないが、20重量部以下、さらには15重量部以下が好ましい。多すぎると、非反応性潤滑剤の系外へのブリードアウトが発生する傾向がある。
【0048】
耐光性安定剤としては、ヒンダードフェノール系酸化防止剤、及びイオウ原子、リン原子、1級アミン、2級アミンを含まないヒンダードアミン系光安定剤が挙げられる。ここで、耐光性安定剤とは、紫外線領域の波長の光を吸収してラジカルの生成を抑制する機能、または、光吸収により生成したラジカルを捕捉して熱エネルギーに変換し無害化する機能等を有し、光に対する安定性を高める化合物である。
【0049】
紫外線吸収剤としては、特に限定されるものではないが、ベンゾオキサジン系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤、トリアジン系紫外線吸収剤等が例示される。ここで、紫外線吸収剤とは、紫外線領域の波長の光を吸収してラジカルの生成を抑制する機能を有する化合物である。
【0050】
本発明における耐光性安定剤、紫外線吸収剤の添加量としては、それぞれ、重合体(B)100重量部に対して、0.01重量部以上5重量部以下が好ましく、0.1重量部以上3重量部以下がより好ましく、0.3重量部以上2.0重量部以下がさらに好ましい。耐光性安定剤、紫外線吸収剤の添加量が当該範囲であると、経時的な表面粘着性の上昇を抑制する効果が得やすい。
【0051】
貯蔵安定性改良剤としては、硬化剤(A)の貯蔵安定剤として知られている通常の安定剤で所期の目的を達成するものであれば使用することができる。貯蔵安定性改良剤の好ましい例としては、例えば、脂肪族不飽和結合を含有する化合物、有機リン化合物、有機硫黄化合物、チッ素含有化合物、スズ系化合物、有機過酸化物等が挙げられる。これらを単独使用、または2種以上併用してもよい。
【0052】
具体的には、2−ベンゾチアゾリルサルファイド、ベンゾチアゾール、チアゾール、ジメチルアセチレンダイカルボキシレート、ジエチルアセチレンダイカルボキシレート、2,6−ジ−t−ブチル−4−メチルフェノール、ブチルヒドロキシアニソール、ビタミンE、2−(4−モルフォジニルジチオ)ベンゾチアゾール、3−メチル−1−ブテン−3−オール、アセチレン性不飽和基含有オルガノシロキサン、アセチレンアルコール、3−メチル−1−ブチン−3−オール、2−メチル−3−ブチン−2−オール、ジアリルフマレート、ジアリルマレエート、ジエチルフマレート、ジエチルマレエート、ジメチルマレエート、2−ペンテンニトリル、2,3−ジクロロプロペン等が挙げられる。
【0053】
本発明における貯蔵安定性改良剤の使用量は、硬化剤(A)および重合体(B)に均一に分散される限り、ほぼ任意に選ぶことができるが、硬化剤(A)中のSiH基1モルに対し、10−6モル以上10−1モル以下の範囲で用いるのが好ましい。貯蔵安定性改良剤の使用量が少ないと、硬化剤(A)の貯蔵安定性が充分に改良されない場合があり、多いと硬化性が不充分になる場合がある。
【0054】
本発明の変成シリコーン樹脂発泡体には、必要であれば、気泡調整剤を添加しても良い。気泡調整剤の種類には特に限定はなく、通常使用される、例えば、タルク、炭酸カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、カーボンブラック、シリカ等の無機固体粉末や、ポリエーテル変成シリコーンオイル等のシリコーンオイル系化合物、フッ素系化合物等が挙げられる。これらは、単独で使用してもよいし、2種以上を併用してもよい。
【0055】
本発明における気泡調整剤の使用量は、硬化剤(A)、重合体(B)、ヒドロシリル化触媒(C)の合計量を100重量部とした場合、0.1重量部以上100重量部以下が好ましく、0.5重量部以上50重量部以下がより好ましい。本発明においては、硬化剤(A)、重合体(B)、ヒドロシリル化触媒(C)を含んでなる発泡性液状樹脂組成物の相溶性を向上する目的で、界面活性剤を添加することもできる。
【0056】
界面活性剤の具体例としては、ラウリル硫酸ナトリウム等のアルキル硫酸塩、ポリオキシエチレンラウリルエーテル硫酸ナトリウム等のポリオキシエチレンアルキルエーテル硫酸塩、ポリオキシエチレンアルキルエーテル酢酸塩、塩化ラウリルトリメチルアンモニウム、塩化アルコキシプロピルトリメチルアンモニウム、塩化ジアルキルジメチルアンモニウム、塩化ベンザルコニウム液、アルキルジメチルアミノ酢酸ベタイン、アルキルジメチルアミンオキサイド、アルキルカルボキシメチルヒドロキシエチルイミダゾリニウムベタイン、アルキルアミドプロピルベタイン、グリセリン脂肪酸エステル、プロピレングリコール脂肪酸エステル、ソルビタン脂肪酸エステル等の非イオン性界面活性剤等が挙げられる。これらは、単独で使用してもよいし、2種以上を併用してもよい。
【0057】
本発明においては、特に硬化剤(A)や非反応性潤滑剤の相溶性を向上する目的では、ポリオキシアルキレン−ポリジメチルシロキサンブロック共重合体のようなシリコーン系界面活性剤を添加することもできる。
【0058】
ポリオキシアルキレン−ポリジメチルシロキサンブロック共重合体としては、特に限定されず、例えば、AB型のジブロック体、ABA型のトリブロック体、(AB)n型のマルチブロック体のほか、枝分かれ型、ペンダント型、星型等が挙げられる。また、ポリオキシアルキレンの具体的な構造としては、ポリオキシエチレン、ポリオキシプロピレン、ポリオキシテトラメチレン、ポリオキシエチレン−ポリオキシプロピレン共重合体等が挙げられ、また、その末端構造についても、OH基末端、メトキシ、t−ブトキシ等のエーテル末端、反応性のアリル基末端等が挙げられる。
【0059】
本発明において、変成シリコーン樹脂発泡体の柔軟性や成型加工性を調整する目的で可塑剤を添加することができる。本発明における可塑剤とは、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる化合物が用いられる。
【0060】
主鎖の具体例としては、ポリエチレンオキシド、ポリプロピレンオキシド、ポリブチレンオキシド;エチレンオキシド、プロピレンオキシドおよびブチレンオキシドよりなる群から選ばれる2種以上のランダムまたはブロック共重合体等が挙げられる。これらは、単独で使用しても良く、二種類以上を併用しても良い。これらのうち、重合体(B)との相溶性の点で、ポリプロピレンオキシドが好ましい。
【0061】
本発明における可塑剤の分子量は、得られる変成シリコーン樹脂発泡体の柔軟性や、可塑剤の系外への流出防止の観点から、数平均分子量として1000以上、さらには3000以上が好ましい。可塑剤の数平均分子量が低いと、熱や圧縮等により可塑剤が経時的に系外に流出し、初期の物性を長期に渡り維持できないだけでなく、触感への悪影響が懸念される。また、可塑剤の数平均分子量が高くなりすぎると可塑化効果が得られず、また粘度が高くなり作業性が悪化するため、15000未満が好ましく、10000以下がより好ましい。
【0062】
本発明における可塑剤は、硬化剤(A)と重合体(B)の硬化反応を阻害しない範囲で反応性官能基を有していても良い。可塑剤の反応性官能基としては、ビニル基、アリル基、メチルビニル基、プロペニル基、ブテニル基、ペンテニル基、ヘキセニル基、シクロプロペニル基、シクロブテニル基、シクロペンテニル基、シクロヘキセニル基、メタクリル基等のアルケニル基、ヒドロキシル基、アミノ基、カルボキシル基、イソシアネート基等が挙げられる。
【0063】
なお、本発明の可塑剤は、変成シリコーン樹脂発泡体に柔軟性を付与できるものであれば、直鎖状でも分岐状でも特に限定はない。本発明における可塑剤の添加量は、重合体(B)100重量部に対して、5重量部以上150重量部以下が好ましく、10重量部以上120重量部以下がより好ましく、20重量部以上100重量部以下がさらに好ましい。
【0064】
可塑剤の添加量が少ないと、柔軟性の付与効果が不十分な場合があり、多いと、変成シリコーン樹脂発泡体の機械強度が不足したり、発泡倍率が低下する傾向がある。
本発明における可塑剤の製造方法は特に限定なく、公知の製造方法を適用することができ、さらに市販の化合物を用いてもよい。
【0065】
本発明においては、その他、必要に応じて、充填剤、ラジカル禁止剤、接着性改良剤、難燃剤、整泡剤、酸あるいは塩基性化合物(不明確なため削除)、保存安定改良剤、オゾン劣化防止剤、増粘剤、カップリング剤、導電性付与剤、帯電防止剤、放射線遮断剤、核剤、リン系過酸化物分解剤、顔料、金属不活性化剤、物性調整剤等を、本発明の目的や効果を損なわない範囲において添加することができる。
【0066】
本発明の変成シリコーン樹脂発泡体の製造方法は、硬化剤(A)、重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)からなる発泡性材料をモールド型中で加熱することにより、変成シリコ−ン樹脂発泡体を製造する方法である。
【0067】
加熱の際、発泡剤(D)が加熱分解もしくは化学反応により気体を発生させつつ、硬化剤(A)のヒドロシリル基と重合体(B)のアルケニル基によるヒドロシリル化反応が進行し、硬化剤(A)と重合体(B)が網目状(架橋)構造を形成(硬化)することで発泡硬化して製造することができる。
【0068】
本願発明で用いる発泡性材料とは、常温で液状であり、発泡前には実質的には気泡を含んでおらず、該材料をモールド型に充填後およびまたは充填中に発生した気泡により発泡体を得る成型法に係るものである。特には少なくともモールド型に充填した後に発泡性材料から気泡の発生があって発泡体を得る方法に係るものである。
【0069】
実質的に気泡を含んでいない発泡性材料を用いて発泡成型体を得る場合、モールド型に発泡性材料の充填時には体積膨張分を見込んで充填する必要があるので、実質的にはいわゆる上面が開放された状態で発泡成型がなされている。加熱方法としても、発泡性材料を充填したモールド型を熱風炉で加熱する方法が多く用いられている。
【0070】
本願発明においては、モールド型上面よりの伝熱を抑制する手段を設けることが特徴である。モールド型にモールド型の上面からの伝熱を抑制する手段を設けることにより、発泡性材料の自由表面のゲル化を抑制し、結果として不均一発泡を抑制することが可能となる。
【0071】
本発明においては、モールド型の上面に加えてモールド型の側面にも伝熱を抑制する手段を設けることにより、例えば熱風炉でモールド型を加熱する際にモールド型側面の温度上昇を抑制することができ、より発泡体の均一化が出きるので好ましい。モールド型の特定の箇所に伝熱を抑制する手段を設けることによりモールド型側面と底面の隣接する辺や角の近傍における発泡性材料の温度上昇が遅くなり、他の部分よりも早くゲル化することによる不均一発泡を抑制することができる。
【0072】
本発明における断熱材によるモールド型側面の温度上昇の抑制量については、モールド型の形状に応じて調整する必要があるが、モールド型の底面温度がゲル化温度に到達した際に、側面の温度がゲル化温度よりも5℃以上低くなるように抑制することが望ましい。温度差が5℃よりも小さいと不均一発泡の抑制効果があまり認められないことから望ましくない。
【0073】
本発明の発泡体の製造方法に用いることが出来るモールド型の材料としては一般的な樹脂成型に用いられている熱伝導性の良い材質であれば特に限定はないが、モールド型の強度や熱容量の観点から金属製であることが好ましい。用いることが出来る金属としては、鉄、アルミ、ステンレス、銅をあげることができるが、中でも鉄、アルミ、ステンレスが手軽に用いることができるので好ましい。
【0074】
本発明の発泡体の製造方法に用いることができる伝熱を抑制する手段としては、モールド型の底部と同じ材質の板等をモールド型の上面に設けることも可能であるが、モールド型の底部に比べて熱伝導性が小さい材質を用いることが好ましい。また、モールド型の底部に比べて熱伝導性が小さい材質を用いた板等をモールド型の上面または所定の箇所に張り合わせる、あるいは当該材質をモールド型の一部として用いる方法を採用することができる。
【0075】
モールド型の所定の箇所とは、型の上面、側面をあげることができる。この場合、伝熱を抑制する手段が上面だけ、上面+側面の順に得られる発泡体に不均一発泡が少なくなるので好ましい。側面でも全部の側面に設けることが好ましいが、加熱が進みやすい部分(例えば熱風炉においては風が良く当たる部分)に重点的に設ける等、全側面に設けなくてもかまわず、側面部の伝熱を抑制する手段を設ける部分は適宜選択して設置することができる。
【0076】
モールド型の上面からの伝熱を抑制する手段としては、例えば熱風炉を用いて加熱する場合、深さの深いモールド型を用いてその底部分に発泡性材料を充填すると、発泡性材料の上面は深さの浅いモールド型を用いた場合に比べて熱風があたりにくいので、実質的には伝熱を抑制している手段となり、伝熱抑制手段の一つとして採用することができる。しかし、得られる成型体に比べてモールド型が大きくなるので生産性が低下する問題点がある。
【0077】
本発明の方法によれば、少なくともモールド型の上面からの伝熱を抑制する手段を設けることが特徴であるが、側面にも伝熱を抑制する手段を設けることによりモールド型の厚みを薄くしても熱風からモールド型への伝熱速度差から生じるモールド型の温度ムラが生じにくいので、モールド型の厚みを薄くすることができる。モールド型の厚みを薄くすることでモールド型の加熱時間が短縮される分、加熱発泡硬化時間が短くなるので、変成シリコーン樹脂発泡体の生産性を向上することができる。
【0078】
モールド型の壁面厚みは、0.5mm以上3mm以下、さらには0.5mm以上2mm以下、特には0.5mm以上1mm以下が好ましい。厚みが薄いほど発泡材料への熱伝導量が多くなるので加熱発泡硬化時間が短くなるが、薄すぎるとモールド型の強度が不十分になり好ましくない。モールド型を板金加工やプレス加工で作製できることからも金属製であることが好ましい。
【0079】
本発明のモールド型の形状としては、特に限定されるものではないが、長方形、正方形、円形、楕円形、ひし形などの多角形や、表面に任意の凹凸を付けたもの等が挙げられる。
【0080】
モールド型の上面あるいは上面と側面に設ける熱伝導性が小さい材質としては、モールド型特にモールド型底面に用いられた材質より熱伝導性が小さいものが用いられる。その材質としては断熱材を用いることが出来る。本発明の断熱材の材質は、特に限定はないが、有機質断熱材、無機質断熱材を用いることが出来る。
【0081】
有機質断熱材は木材、プラスチックシート、合成樹脂発泡体、有機質繊維、有機質繊維をシート状にしたものを用いることが出来る。無機質断熱材としては、無機質繊維、無機質繊維をシート状にしたものをあげることができる。
有機質繊維質としては、セルロースファイバーが、無機質繊維質断熱材としては、ロックウール、ガラス繊維をあげることができる。
【0082】
合成樹脂発泡体としては、ポリスチレンフォーム、ポリオレフィンフォーム、ウレタンフォームをあげることができる。
プラスチックシートとしては、シリコンシート、フッ素樹脂シート、ポリイミドシートをあげることができる。耐熱性の高さから、無機質繊維をシート状にしたもの、プラスチックシートが好ましい。
【0083】
無機質繊維をシート状にしたものとしては、ロックウール、ガラス繊維のシート状物が好ましく、プラスチックシートとしては、シリコンシート、フッ素樹脂シート、ポリイミドシート、が好ましい。モールド型への設置する際の加工のしやすさから、ガラス繊維のシート状物、シリコンシート、フッ素樹脂シート、ポリイミドシート、が好ましい。
【0084】
用いることが出来る断熱材の厚さをあえて例示するならば、用いるモールド型の壁面厚さ以上、さらには壁面厚さの3倍以上であることが好ましい。また、上限もあえて例示するならば、モールド型の壁面厚さの50倍以下、さらには壁面厚さの20倍以下であることが好ましい。
【0085】
以上、モールド型に用いられた材質より熱伝導性が小さいものをモールド型(の一部)として用いるあるいはモールド型の所定の箇所に設けることを説明したが、モールド型の外側でも内側(内面)に設けてもかまわない。モールド型は、発泡体の型からの離型性を計る目的で、型内面にフッ素樹脂加工が行われる場合がある。その加工膜厚を底面は薄く、側面は厚く行うことで側面からの伝熱抑制手段と成すことも出来る。また、前記した断熱材をモールド型内側面に設けてもかまわない。特にフッ素樹脂シートを内側面に沿って設けておく(底面に薄いシートのものを設け、側面には厚いシートのものを設けてもかまわない)と発泡体の離型性が飛躍的に向上するので好ましい。
【0086】
モールド型を加熱して発泡硬化を行う際には、用いる発泡剤(D)が硬化剤(A)および重合体(B)の硬化反応(ヒドリシリル化)が適切に進行する温度領域で分解することが好ましく、その温度としては、40℃以上150℃以下が、さらには50℃以上140℃以下、特には55℃以上130℃以下が好ましい。
【0087】
この温度範囲において、発泡性液状樹脂組成物の硬化と発泡がバランス良く進行し、好ましい本発明の変成シリコーン樹脂発泡体が得られる。前記温度に保持する時間(加熱時間)は特に制約はないが、5分以上3時間以下、さらには10分以上2時間以下、特には20分以上90分以下の温度に保持することにより好ましい本発明の変成シリコーン樹脂発泡体が得られる。
【0088】
本発明の方法により得られる変成シリコーン樹脂発泡体は、厚さのばらつきが小さい発泡体が得られることが特徴である、特に厚さが発泡体の最高厚さにおいて5mm〜80mm、さらには8mm〜70mm特には10mm〜60mmの薄い発泡体の場合に有効である。本発明の方法により、得られる発泡体の厚さや特性のばらつきが低減することが可能である。
【0089】
厚さのばらつきの低減程度は所望の発泡体の発泡倍率、発泡体の最高厚さによっても異なってくるが、あえてばらつき度合いを例示すれば、最高厚さの70%〜20%、さらには、65%〜30%以内に抑えることも可能である。具体的には、本発明の方法により、得られる発泡体の厚みのばらつきが25mm以下まで抑制され、従来より発泡体の厚みばらつきの小さい変成シリコ−ン系発泡体を製造することができる。
【0090】
本願発明の方法により得られた変成シリコ−ン系発泡体は軽量であり、柔軟性に優れるため、枕やクッションに好適に用いられる。以下に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらの実施例に限定されたものではない。
【実施例】
【0091】
<モールド型>
図1に示す、表面をフッ素樹脂でコーティングした鉄製のモールド型1(内寸法:200mm×200mm×深さ50mm、厚み0.6mm)を比較例に使用した。モールド型1の上部は開放されている。
【0092】
図2に示す、モールド型1の上部に厚み5mmのフッ素樹脂シートを設置したモールド型2を実施例1に使用した。
【0093】
図3に示す、モールド型1の上部に厚み5mmのフッ素樹脂シートを設置し、さらにモールド型の4側面の外周部に厚み5mmのフッ素樹脂シートを貼ったモールド型3を実施例2に使用した。
【0094】
<使用化合物>
実施例および比較例においては表1に示す化合物を用いた。
【0095】
【表1】
【0096】
(実施例1)
ディスポーザブルカップに重合体(B)を1364g量り取り、それに発泡剤(D−1)を68g、発泡剤(D−2)を68g添加し、スパチュラで十分に混合した後にBDM二軸ミキサー((株)井上製作所製)で混練し、マスターバッチを作製した。このマスターバッチを別のディスポーザブルカップに321.2g量り取り、これに硬化剤(A−1)を1.9g、硬化剤(A−2)を8.0g添加し、十分に攪拌混合した。その後、触媒(C)を0.06g添加、攪拌混合し発泡性材料を得た。
【0097】
次に、モールド型1に発泡性材料を340g注入し、モールド型1の上部にフッ素樹脂シートを設置することでモールド型2とし、このモールド型2をファンが設けられた加熱炉内に置き、100℃、60分間加熱して発泡性材料を発泡させてキャビティー内に充満させつつ、硬化させた。加熱終了後にモールド型2を加熱炉から取り出し、モールド型2から脱型して発泡体を得た。
【0098】
(実施例2)
発泡性材料を注入したモールド型1の上部と外周部4面にフッ素樹脂シートを設置することでモールド型3とした以外は、全て実施例1と同じ工程で発泡体を作製し、実施例2とした。
【0099】
(比較例)
モールド型1を使用した以外は、全て実施例1と同じ工程で発泡体を作製し、比較例とした。
【0100】
実施例の測定、評価は次の条件・方法により行った。評価結果を表2に示す。
【0101】
【表2】
【0102】
<発泡倍率>
発泡倍率については下記の計算式から算出した。
発泡倍率(倍)=発泡体体積(cm3)/同重量の(未発泡の)発泡性材料の体積(cm3)
<発泡体厚み>
発泡体の厚み測定はハイトゲージを用いて測定した。
【0103】
表2のように、実施例1で得られた発泡体は、発泡体の厚みばらつきが20mmとなり、モールド型1で100℃、60分間加熱し得られた比較例の発泡体(発泡体の厚みばらつき43mm)よりも発泡体の厚みばらつきが小さくなった。
【0104】
また、実施例2で得られた発泡体は、発泡体の厚みばらつきが14mmとなり、実施例1よりもさらに発泡体の厚みばらつきは小さくなった。
【特許請求の範囲】
【請求項1】
分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型中で加熱して変成シリコーン樹脂発泡体を製造する方法において、モールド型の上面からの伝熱を抑制する手段を設けたことを特徴とする、変成シリコ−ン樹脂発泡体の製造方法。
【請求項2】
伝熱を抑制する手段がモールド型の底面の材質よりも熱伝導性が低い材質からなる部材をモールド型の上面に設けることを特徴とする請求項1に記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項3】
伝熱を抑制する手段をモールド型の側面の一部あるいは全部にも設けることを特徴とする請求項1または2に記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項4】
伝熱を抑制する手段としてモールド型の底面の材質よりも熱伝導性が低い部材を用い、その部材が断熱材であることを特徴とする請求項1〜3のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項5】
モールド型の厚みが0.5mm以上3mm以下であることを特徴とする、請求項1〜4のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項1】
分子鎖中に少なくとも2個のヒドロシリル基を有する硬化剤(A)、分子鎖中に少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、からなる発泡性材料をモールド型中で加熱して変成シリコーン樹脂発泡体を製造する方法において、モールド型の上面からの伝熱を抑制する手段を設けたことを特徴とする、変成シリコ−ン樹脂発泡体の製造方法。
【請求項2】
伝熱を抑制する手段がモールド型の底面の材質よりも熱伝導性が低い材質からなる部材をモールド型の上面に設けることを特徴とする請求項1に記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項3】
伝熱を抑制する手段をモールド型の側面の一部あるいは全部にも設けることを特徴とする請求項1または2に記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項4】
伝熱を抑制する手段としてモールド型の底面の材質よりも熱伝導性が低い部材を用い、その部材が断熱材であることを特徴とする請求項1〜3のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【請求項5】
モールド型の厚みが0.5mm以上3mm以下であることを特徴とする、請求項1〜4のいずれかに記載の変成シリコ−ン樹脂発泡体の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−251041(P2012−251041A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−123440(P2011−123440)
【出願日】平成23年6月1日(2011.6.1)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月1日(2011.6.1)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]