
外形を備えたプリフォームを形成すべく補強繊維構造体の部分を配置し、同部分に襞を形成するための方法および装置
本発明は、乾燥したシート状構造体(55)のウェブ形式の複数の部分(8、25、45、54)を自動的に配置し、同部分に襞を形成するための装置(1、15)に関し、これを繰り返すことにより、コア(7、19)に外形を備えたプリフォーム(53)を形成し、複合材料から強化プロフィールを形成する。部分が2つのローラコンベア(9、10、21、22)間にてカセット(3乃至6、20)に保持され、コア(7、19)に同時に配置されることにより、外形を備えたプリフォーム(53)は、高い寸法精度と同時に高い生産性にてCRPプロフィールを形成する。プリフォーム(53)は合成要素を形成すべく型中にて硬化可能なプラスチック材料に浸されるRTM装置にて処理される。さらに、本発明は少なくとも一軸に対して湾曲されるように形成されるCRPプロフィールを効率的に形成する方法に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に多軸繊維織物および補強織物のうち少なくともいずれか一方の、シート状構造体の複数のウェブ形式部分を自動的に位置決めして襞を形成し、この部分の位置決めおよび襞形成を繰り返すことにより、コアに外形を備えたプリフォームを形成し、外形を備えたプリフォームを成型工具にて硬化可能なプラスチック材料に浸すことにより、補強プロフィールを形成するための装置に関する。
【背景技術】
【0002】
複合材料、特に炭素繊維により補強されたエポキシ樹脂(CFRP)から形成される要素は現代の航空機構造体にて使用が増加している。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、このタイプの要素は製造許容誤差が低いため、自動的な大量生産を行うには製造上の問題がある。これまでのところ、これらの要素の形成は、マニュアル作業の割合が高く、不正確な製品の製造や、製造コストの高騰という問題が発生する。このことが、民間の航空機の大量生産が広汎にいきわたらせる妨げとなっている。
【0004】
上述した課題を解決するために、例えば、樹脂搬送成形(RTM)方法のような湿式技術として知られている方法が注目されている。このタイプの方法における複雑な外形のCFRP要素において、予め形成される乾燥した補強繊維構造体(プリフォームとして周知)は、通常プリフォームに適合する多部分成型工具に位置され、続いて、これに圧力および温度が同時に作用され、硬化可能なプラスチック材料、例えばエポキシ樹脂系に浸される。続いて、硬化可能なプラスチック材料により完全に浸されたプリフォームは200℃未満の温度にて硬化される。このタイプの方法においては、外形を形成する成型工具を使用することにより、高い寸法精度および潜在的に大量生産する性能を得られる。しかしながら、ほぼ未解決である1つの課題は、プリフォームの自動生産であり、プリフォームは、このタイプの方法にさらに必要とされ、いくつかの例において、最初の段階にてプリフォームを扱うことができる場合に、プリフォームはさらに接着剤と共に付加的に設けられる必要があり、続く縫い込みがさらに考えられる。
【0005】
最近、複合体の湾曲したCFRPプロフィールのこのタイプのプリフォームは、多軸繊維織物(MAF)、不織布の織物や織地のような予め形成された半完成品の繊維製品を位置させることにより形成される。この目的のために、半製品は、ロールから切断され、プリフォームの形状を形成すべくコアに位置され、続いて、様々な技術および様々な補助装置を使用して、要求された表面外形および所定の個別の場合に応じて主に手作業により襞が形成される。本出願の明細書において、用語「襞形成」は、最初の平坦な補強繊維織物に、特に少なくとも1つの空間方向に湾曲した表面外形に折り目を形成することなく形状を形成することを示す。個別の繊維は、相互に上下に重合し、且つ相互に覆うように摺動して延び、重合領域において相互に対する角度が変化する。
【0006】
さらに、周知のTFP配置工程(仮編成済みの繊維配置)は、乾燥したプリフォームの形成において周知である。この工程において、比較的狭小な補強繊維ストランドは、織物の基板に並んで相互に上面に連続して位置され、続いて所定位置に固定される。このTFP配置工程は、事実上任意の表面外形を有するプリフォーム形成の他、高度の自動化を可能にするが、非常に時間を要するものである。さらに、基板は完成した合成要素中の異物を生じ、これを取り払うことにより、補強繊維ストランドに湾曲(起伏)が生じる。
【0007】
回転するマンドレル上に巻き付けることにより巻き付け工程にてプリフォームを形成することがさらに周知である。巻き付け工程は、回転対称なプリフォームに特に好適であり、さらに自動化に好適である。しかしながら、課題は、プリフォームのために得られる表面外形は、基本的に円形体に制限されることにある。
【0008】
付加的に、長尺状をなすプリフォーム形成のための多数の編み工程、かぎ針編み工程および編組工程が周知である。この工程により、例えばZ字状やU字状の断面外形を有するプリフォームが続いて複雑な屈曲工程や折り畳み工程による第2の工程にて形成される。しかしながら、屈曲工程の自動化は大きな困難を伴うものであるため、確実に再現できるものではない。さらに、このように部分中に補強領域を形成することはできるものではない。
【0009】
本発明の課題の大部分は、周知の方法の上述した短所をほぼ克服し、複合材料、例えば、炭素繊維補強エポキシ樹脂系から少なくとも一方向に湾曲される補強プロフィールを形成するための、大量生産に好適な方法にてプリフォームを形成することができる装置を提供することにある。
【課題を解決するための手段】
【0010】
この課題は、請求項1の特徴を有する装置によってまず解決される。
直線的、且つ/または湾曲したプロフィールを形成するための外形を備えたプリフォームは、少なくとも1つの部分の必要な層がそれぞれ少なくとも1つのカートリッジに準備され保持され、配置および襞形成工程のためにそこから引き出すため、少なくとも1つの部分が2つのローラコンベア間にて少なくとも1つのカートリッジのコアに位置させるべく準備され保持されることにより、迅速な配置、および襞形成が可能となる。この例において、カートリッジは、配置され襞が形成される部分を受容するための2つの対向するように位置されるローラコンベアを含む。
【0011】
しかしながら、装置は湾曲したプロフィールの長手方向全体にわたって延びる少なくとも3つの部分を受容および保持するためにカートリッジ構造体として周知のものと組み合わされる少なくとも3つのカートリッジを好適に含み、これによりこれらの少なくとも3つの部分は、配置および襞形成のためにカートリッジから同時に引き出される。
【0012】
補強繊維シート状構造体の個別の部分をカートリッジから引き出すべくこれらのカートリッジの各々は、対向するように位置されたローラコンベアを少なくとも含み、これらのローラコンベア間にシート状構造体の部分が受容される。ローラコンベアはそれぞれ複数のローラにより形成される。装置によって加工されるシート状構造体は、好適に炭素繊維から形成される多軸織物である。
【0013】
1つ以上のカートリッジから引き出される部分は、コアに位置され、その表面の外形は、形成される外形を備えたプリフォームの内面外形にほぼ対応する。部分は、コアの周囲にほぼ匹敵する長さであり、コアは前面、背面および上面と、外形を備えたプリフォームの後に切断により潜在的に調整可能な余地とを含む。
【0014】
一層が完全に位置され襞が形成された後に、少なくとも1つのカートリッジはシート状構造体の半製品が再度セットされるか再度装填され、外形を備えたプリフォームが予め定められた材料の厚みとなるまで、配置および襞形成工程が繰り返される。
【0015】
少なくとも2つのカートリッジが設けられる場合に、これらは相互に連結され、これにより、ハンドリング手段、例えば所定範囲にわたって自由に移動可能な関節部により連結されたアームロボットやガントリロボットは、コアに対して空間にカートリッジを連結して位置決めするために十分である。これに代えて、カートリッジの各々を空間に個別に位置決め可能に構成することが考えられ、これは例えば各カートリッジの対応するハンドリング手段によって可能である。
【0016】
カートリッジには、シート状補強繊維織物の部分が、織物のための少なくとも1つの予備ロールおよび少なくとも1つの切断手段とともに、完全に自動的且つ好適に再度装填される。
【0017】
装置の好適な実施例によると、少なくとも3つの相互に連結されたカートリッジがコアの任意の所望の湾曲部に適合するように設けられる。
即ち、配置工程、引き出し工程および襞形成工程において個別のハンドリング手段によって空間にて個別に各カートリッジを位置決めする必要はない。さらに、コアの少なくとも軸方向に湾曲した外形や、これに載置される外形を備えたプリフォームの少なくとも軸方向に湾曲した外形は、好適に隣接して位置され相互に関節部により連結されるカートリッジによって形成される多角形形状に接合される。
【0018】
装置内にローラを有するカートリッジの数が多いほど、カートリッジ構造体は、外形を備えたプリフォームのそれぞれの局部的な湾曲部に、より正確に適合することができる。ローラコンベア間の関節部により、例えば、予備ロールから補強繊維シート状構造体の新しい部分を受容すべく配置および襞形成工程において従来位置された相互に平行に空間をおいた配置から、ロールコンベアを枢動させることができる。
【0019】
個別のカートリッジ間、およびローラコンベア間の関節部は、例えば、アクチュエータとして電動サーボ制御部、油圧ピストン、および/または空気圧式ピストンから形成される。これにより、通常複数のローラコンベアを有する多数のカートリッジからなるカートリッジ構造体は、完全に自動的に、柔軟に、且つ迅速に配置される別体として形成されたコアやプロフィールを備えたプリフォームに適合される。
【0020】
装置の開発により、カートリッジが少なくとも1つのハンドリング手段、特に少なくとも1台の関節部によって連結されたアームロボットおよび少なくとも6°の範囲にて自由に移動可能なガントリロボットのうち少なくともいずれか一方によって空間にて自由に位置されることができる。
【0021】
本実施例により、さらに調整された連続した通路システムによって連続して位置されるコアやプロフィールを備えたプリフォームの二次元的に湾曲した表面外形に自動的に続くことができ、高度に正確に、且つ高度に再現可能な方法にて部分を位置させ部分に襞を形成することができる。
【0022】
装置のさらなる開発によって、コアは特に、U字状、Z字状、L字状で、I字状に形成された断面外形あるいはこれらの任意の所望の組み合わせを有し、これらにより、少なくとも一部が湾曲した強化プロフィールのための外形を備えたプリフォームを形成する。
【0023】
これにより、航空機胴体構造を強化するためのストリンガ・プロフィール、横木プロフィールあるいは環状の前方区域のようなCFRP材料から強化プロフィールを形成することができる。これらは高度な製造および再現工程を共に、短い処理時間にてほぼ完全に自動的に行う本発明による装置の使用において、多数、通常数千要求される。屈曲部は異なる部分において異なってもよい、即ち、プロフィールの曲率半径は、その長手方向範囲全体にわたって必ずしも一定である必要はない。付加的に、断面外形は、さらに部分的に異なってもよい。これは即ち、例えば、矩形プロフィールのコアの配置されるプリフォームの幅および高さのうち少なくともいずれか一方が周囲の方向か長手方向の範囲に沿って変わってもよいことを示す。
【0024】
本発明の開発により、コアの正面部およびコアの背面部の領域において、把持手段が各例に設けられる。
最初に、コアに適用される補強繊維シート状構造体の予め所定の長さに正確に切断された部分はカートリッジから引き出される。この時点において、部分の開始部は、正面の把持手段により正面のコアの領域に固定される。続いて、カートリッジあるいはカートリッジ構造体全体は、ハンドリング手段による付勢によりコアを覆うように引き出され、部分は、湾曲した領域にて襞襞が形成され、平面のコア領域にて位置される。部分を含むカートリッジがコア背面部に至った場合に、カートリッジはコア背面部を覆ってさらに少し下方へ案内される。これにより、僅かな付勢下にて位置された部分は、背面把持手段により把持される。続いて、カートリッジ構造体全体は、補強繊維シート状構造体が収納される予備ロールの方へ移動する。カートリッジ構造体に部分を再び装填するために、カートリッジ中の各2つのローラコンベアは、例えば予備ロールからカートリッジのローラコンベア間に、所定の長さの部分を案内することができるように所定の角度にて離間するように屈曲される。続いて、予備ロールから引き出された補強繊維シート状構造体は、自動切断手段によって正確な長さに切断される。
【0025】
各例において部分の長さはコアの周囲の外形の局部の長さに予備部分を加えたものに対応し、これによりコアにて所定位置にて各部分の開始部および終了部を把持し、配置工程の完了後に要求される任意のトリミングを実施することができる。特に様々な角度(例えば90°、プラスマイナス45°、30°、60°および0°)にて相互に積層される炭素繊維からなる多軸織物である補強繊維シート状構造体の部分が、カートリッジ構造体に再び装填されると、部分のさらなる層がコアに位置される。コア上の層が要求される数に到達するまで、この工程が繰り返される。必要に応じて任意により複数の0°の層が付加的な手段、特にロール手段によって位置される。
【0026】
さらなる好適な実施例において、空間にて自由に配置可能な少なくとも1つのロール手段によって特にコア正面部およびコア背面部のうち少なくともいずれか一方の領域に、ウェブ形式補強繊維構造体を位置させることができる。
【0027】
上述したように、(特に周囲への圧力を吸収するための)0°の層が、外形を備えたプリフォームの層構造体内に付加的に案内され、外形を備えたプリフォームの長手方向、あるいは湾曲した外形を備えたプリフォームの場合に周囲の方角に平行に延びてもよい。胴体セル組織の領域において非常に高い周囲の応力が生じるが、これは基本的に周囲の方向に平行に延びる補強繊維によってのみ吸収可能であるため、強化プロフィールが例えば環状の前方区域として使用される場合に、これらの付加的な補強繊維層は、完成したCFRP要素によって得られる強度のために決定的に重要である。したがって、本発明による装置により、圧力の分配に調整されるか好適に構成される補強繊維の配向を有する外形を備えたプリフォームを、圧力が作用されることなく短い処理時間により、且つ同時に高い再現性および寸法精度により完全に自動的に形成することができる。
【0028】
さらに、本発明による課題は次の工程を含む請求項13に記載の方法によって解決される。請求項13に記載の方法は、a)層のコアに補強繊維シート状構造体の部分を配置し、この部分に襞を形成する工程において、少なくとも1つの部分が少なくとも1つのカートリッジから引き出される配置および襞形成工程と、b)成型工具に外形を備えたプリフォームを配置する工程と、c)成型工具中の外形を備えたプリフォームを硬化可能なプラスチック材料に浸し、圧力および温度を同時に作用させることにより硬化する工程とを含む。
【0029】
上述したように、航空機の補強胴体のセル構造体のための湾曲したCFRP補強プロフィールは、短い処理時間、高い再現性、正確な製造、および高い寸法精度により、完全に自動的に形成することができる。原則として、方法は、カートリッジ1つのみにより、特にわずかにのみ湾曲されるプロフィールにより実行することができる。しかしながら、カートリッジ構造体に関節部により連結された2つまたは3つ以上のカートリッジが、例えば環状前方部等のCFRPプロフィールを形成すべく長手の湾曲したコアにおける配置および襞形成工程を加速するためにも好適に使用されてもよい。
【0030】
方法の工程a)において、実際の外形を備えたプリフォームは、正確な長さに切断された補強繊維のシート状構造体の部分を層のコアに位置させ、部分に襞を形成することにより形成される。この目的のために、部分はカートリッジから引き出され、コアに位置され、その際に湾曲したコア表面外形を有する領域に襞が形成される。コアに所定数の層が得られるまで、配置および襞形成工程が繰り返される。既に位置された部分の層は、コア正面部およびコア背面部の領域に位置される把持手段によって固定される。
【0031】
必要に応じて、あるいは必要でなくてもすでに繊維材料により構成される場合に、この方法工程において、位置される層は塗布手段によって固定することができる。塗布手段は、例えばコア上に位置され接着剤により充填される分配箱のような好適な分配手段を含む。これに代えて、ドリップ手段やスプレー手段が接着剤を塗布すべくさらに設けられてもよい。接着剤は、好適に熱可塑性を備え容易に溶解可能な材料の微粒子である。補強繊維シート状構造体の層がコアに位置され把持手段によって固定された後に、接着剤は、コア上部の領域に好適に最初に塗布される。続いて、補強繊維シート状構造体の一部の次の層が位置される。その後、分配された接着剤は、好適に電気的に動力が供給された放射加熱システムの形態の加熱手段によって溶融され、相互に上下に積層される2つの層の間を、剛性を備えるように機械的に結合する。これに必要な接触圧力は、真空マットおよびプランジャのうち少なくともいずれか一方のような押圧手段によって得られる。プランジャは、誘導コイル、電気抵抗ヒータあるいはプランジャ中の循環する流体によって加熱され、且つ/または凝固された外形を備えたプリフォームを迅速に温度制御できるように冷却手段によって冷却することができる。
【0032】
この場合において、プランジャの表面形状は、外形を備えたプリフォームの所定の目標形状に続く。
方法の工程b)において、既に形成された外形を備えたプリフォームは、コアから取り払われ、多重部分成型工具に位置される。コアから外形を備えたプリフォームを取り払うに先立って、または取り払った後に、あるいは取り払う前後に、要求される寸法精度を得るべく外形を備えたプリフォームの端部を切り取ることが必要であろう。
【0033】
外形を備えたプリフォームが通常多重部分成型工具に位置された後に、方法工程c)において、外形を備えたプリフォームは要素を形成すべく浸されて硬化される。この目的のために、外形を備えたプリフォームが完全に浸されるように、硬化可能なプラスチック材料、特に好適なエポキシ樹脂系は加圧下にて成型工具に案内される。続いて、硬化可能なプラスチック材料に完全に浸された外形を備えたプリフォームは、CFRP要素、特に形成されるCFRPプロフィールを形成する成型工具にて圧力および温度を同時に作用させることにより、硬化される。
【0034】
装置および方法のさらなる好適な実施例が添付の特許請求の範囲に示される。
【図面の簡単な説明】
【0035】
【図1】装置のカートリッジ構造体の4つのカートリッジを示す斜視図。
【図2】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図3】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図4】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図5】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図6】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図7】塗布手段による接着剤の任意の塗布を示す図。
【図8】接着剤の溶融を示す図。
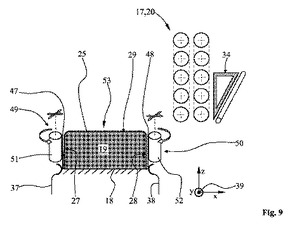
【図9】0°に配向された補強繊維の任意の適用を示す図。
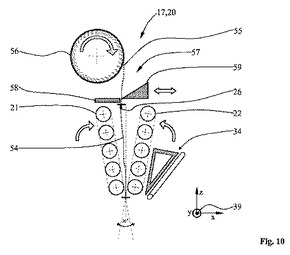
【図10】補強繊維シート状構造体の一部を装填したカートリッジ構造体内のカートリッジを示す図。
【発明を実施するための形態】
【0036】
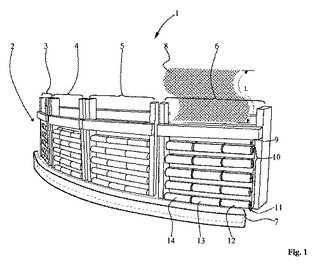
図1は、装置のカートリッジ構造体の4つのカートリッジを示す斜視図である。
装置1(図1に完全には示されない)は、合計4つの隣接して位置されたカートリッジ3乃至6を有するカートリッジ構造体2を特に含む。基本的に平面のカートリッジ3乃至6は、各例において、例えばロック関節部(Feststellgelenken )(図示しない)により相互に連結される。コア7の一次元の湾曲部にできるだけ正確に適合するために、コア7の予め形成された湾曲部へのカートリッジ構造体2が好適に近似するまで、関節部は解放され、カートリッジ3乃至6は整列する。ロック関節部を続いてロックすることにより、この設定は配置および襞形成工程全体にわたって保持される。ロック関節部は、例えば自己抑止的な電動機サーボ制御部によって形成されてもよい。通常調整は、半径の変化に応じて、襞形成工程中に常に要求される。カートリッジ3乃至6は、任意により、自然に湾曲するように形成されてもよい。このタイプの構造体において、ローラコンベア内のローラは、例えば可撓性を備えた軸上を延びてもよい。これに代えて、所定の固有の弾性および可撓性を備えるローラを使用することも考えられる。
【0037】
カートリッジ構造体2内のカートリッジ3乃至6の数が多いほど、カートリッジ構造体2の通路は、少なくとも弾性のないカートリッジ構造体あるいはローラコンベアの場合に湾曲したコアの外形により正確に適合する。コア7は、図1において示される、4個のカートリッジ3乃至6の各々へ完全に引き込まれ、加工のために保持される補強繊維シート状構造体の部分8を位置させることに使用される。図示の実施例において、コア7はほぼ矩形の断面の外形を有するが、これは特にC字状プロフィールおよびU字状プロフィールとして周知の外形を備えたプリフォームを形成すべく調整される。原則として、コア7は任意の所望の1次元および2次元のうち少なくともいずれか一方に湾曲した表面外形を有し、これにより代替プロフィール外形の形成のための他のプリフォームも形成することができる。実施例において、カートリッジ3乃至6はすべて、同一に形成されるため、上記のものにおいてカートリッジの基本構造について説明するためには、他のものを示す代表的な例として正面のカートリッジ6の例を使用するだけで十分である。
【0038】
カートリッジ6は2つのローラコンベア9、10を含み、これらは僅かな間隔をおいて連続して設けられる。図1に示される実施例において、ローラコンベア9および10の各々は、合計5つの水平に位置されたローラを含み、これらのうち1つのローラ11が、すべての残りの同一のローラを代表するものとして参照数字により示される。ローラは、カートリッジ6において回転可能となるように上下方向に相互に対して上方にて一様に収容される。各ローラコンベア内のローラの数は、広い範囲内にて選択可能であり、ローラコンベア9および10の間にて受容される補強繊維シート状構造体の部分8の長さLにより主に決定される。図1に示される実施例において、ローラは各々3つの部分に形成される。即ち、例えば、ローラ11は1つの共通の、任意により可撓性を備えた軸を中心として回転可能なように収容される合計3つの部分的なローラ12乃至14から形成される。少なくとも可撓性を備えた軸がローラコンベア内にて使用される場合において、ローラは、ローラコンベア9および10間にて受容される補強繊維シート状構造体を破損しないように弾性を備えた材料から形成されるか、少なくとも1つの弾性を備えたケーシングを有する。ゴム、フェルト、あるいは合成繊維により形成される低い堆積のビロード等の材料が、特に好適である。
【0039】
好適に、カートリッジ3乃至6の各々における個別のローラは、それぞれそれ自身を駆動させる駆動部を有し、これらの駆動部は、特にローラと直接一体的に形成される連続的にして且つ電子的に制御可能な電動機である。これにより、繊維構造体を延ばしたり、歪めたり、その他の損傷を付与することなくカートリッジ3乃至6から補強繊維シート状構造体の部分を引き出すことができる。
【0040】
カートリッジ構造体2全体は、例えば特にコア7に対する空間にほぼ自由に位置決めすべく、関節部により連結されたアームロボットあるいはガントリロボットのようなハンドリング手段に位置される。これに代えて、個別のカートリッジ3乃至6はそれぞれこのタイプの位置決め手段を有してもよい。この場合において、カートリッジ3乃至6間の関節部は不要である。
【0041】
本発明によれば、カートリッジ構造体2はハンドリング手段によってコア7の上側の周囲に案内される。一方、部分はローラによってカートリッジ3乃至6から同期して引き出され、コア7に位置され、襞が形成される。上述したように、補強繊維シート状構造体の部分の開始部および終了部は、好適な把持手段(図1に示されない)によってコア7の領域に固定される。コア7に部分の所定数の層が得られるまで、この配置および襞形成工程が繰り返される。
【0042】
図1に示されるカートリッジ構造体2に沿って、完成品の装置1は、送風手段および塗布手段をさらに含み、これらにより、繊維材料中または繊維材料上にすでに設けられた接着剤、あるいは塗布手段により連続して塗布される接着剤によって配置済みの層に付加的な中間層が固定される。特に図2乃至11に示すようにこの接着剤は好適な加熱手段によって溶融され、押圧手段によって固結される。本明細書において、「固結」は、外形を備えたプリフォームの表面外形を、外形を備えたプリフォームの所定の目的の表面外形に同時に圧縮および適合させることにより、滑らかにすることを示す。同時に、外形を備えたプリフォーム内の空気および波形の包含物が取り払われる。プリフォームは、同時に冷却も行う押圧手段を使用して、十分に高い接触圧力を作用させることにより好適に固結される。固結は、例えば少なくとも1つの圧力ピストン、自動的に位置される真空マット等により、自動的に行われ、これらは、任意により固結後に冷却処理を加速するための熱分散手段を有する。原則として、固結や圧縮、および円滑化が、接着剤の各溶融の後に必要である。さらに、包括的な制御および調整手段が、装置内の工程のすべてをほぼ自動的に行うことができるように設けられる。
【0043】
配置および襞形成工程の完了後に、本発明による装置1によって形成された外形を備えたプリフォームは、成型工具に位置される。成型工具にて、プリフォームは硬化可能なプラスチック材料、特に好適なエポキシ樹脂系に完全に浸され、圧力および温度のうち少なくともいずれか一方が作用され、続いてCFRP要素を形成すべく120℃乃至320℃までの間の温度領域にて硬化される。
【0044】
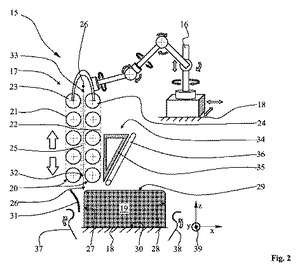
図2に示される装置15は公知の関節部によって連結されるアームロボット16を含む。白い方向矢印によって示されるように、所定の程度自由に運動可能である。
関節部によって連結されたアームロボット16によって、カートリッジ構造体17は、特にベース面18に載置されるコア19に対して空間において自由に移動され位置決めされる。図面において明瞭に示すべく、カートリッジ構造体17は1つのカートリッジ20のみを含む。これは、2つの相互に平行にして、且つ上下方向に延びるローラコンベア21および22により形成される。ローラコンベア21および22の各々は、5つのローラを含むが、ローラコンベア21および22のそれぞれの2つのローラ23および24のみが参照符号にて示される。ローラコンベア21および22内のローラ23および24は、電子制御の電動機によって個別に好適に駆動される。点線によって示される補強繊維シート状構造体の部分25は、一様に間隔をおいて設けられたローラコンベア21および22の間にて完全に受容される。部分25は、モータ駆動のローラによって、小さな黒い矢印26の方向に2つのローラコンベア21および22の間に引き出される。例として、コア19は、正面部27、コア背面部28およびコア上部2を含み、ほぼ矩形の断面外形を有する。コア下部30は装置15内のベース面18に載置される。
【0045】
原則として、CFRP補強プロフィールを形成するための外形を備えたプリフォームの様々な変形を製造することができるようにコア19は任意の所望の断面外形を有する。さらに、コア19は空間における少なくとも1つの方角に、且つ任意によりさらに異なる部分の上方に異なる角度の湾曲部を有するように構成されてもよい。部分25を容易に位置決めさせる導電性を備えた金属板31が、コア正面部27の領域に設けられる。部分25の開始部32がカートリッジ20の外部にすでに位置されていても、終了部33はカートリッジ20内になお位置される。
【0046】
周知の送風手段34がカートリッジ構造体17の領域にさらに設けられる。送風手段34は保持部35と、保持部35に対して下方に傾斜して固定され圧縮空気を出力するノズル36とを含む。
【0047】
正面の把持手段37が、コア正面部27の領域に設けられ、対応する把持手段38がコア背面部28の領域に設けられる。把持手段37および38の両者は、コア19から後方に枢動した位置に示され、開始部32あるいは部分25の終了部33を所定位置にて把持するようにアクチュエータ(図示しない)によって小さな白い湾曲した矢印の方向に枢動させることにより、コア正面部27またはコア背面部28にそれぞれ接触する。部分25を所定位置にて把持することにより、さらに関節部により連結されるアームロボット16に設けられるカートリッジ構造体17によって好適に低い張力下にてコア19の周囲に部分25を位置させることができ、これにより、部分、特に湾曲した領域に同時に襞を形成することができる。座標系39は空間におけるカートリッジ構造体17の運動を示すために設けられる。
【0048】
図2に示すように、カートリッジ構造体17は、配置および襞形成工程を開始すべくモータ駆動のローラによりカートリッジ20から部分25を引き出すことができるように、コア19の正面部27に対する位置へ既に移動されている。付加的に、図2乃至6に、概略的に示された装置を使用して外形を備えたプリフォームを形成する方法の手順が、より詳細にわたって示される。図2乃至6において、各例における構造的に同じ要素は類似の参照数字にて示される。明瞭に示すべく、図3乃至6には、関節部により連結されるアームロボット16は示されていない。
【0049】
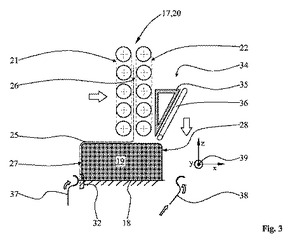
図2に示される位置から開始して、図3に示されるように、部分25の開始部32がわずかにコア正面部27を越えて下方へ突出するために十分に前進し、正面の把持手段37によって所定位置にて把持されるまで、部分25はローラによってカートリッジ20から上下方向に引き出される。これに代えて、開始部32は、さらにコア正面部27の同一平面上にて終端してもよい。
【0050】
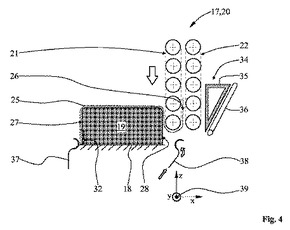
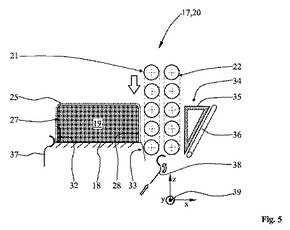
カートリッジ構造体17全体は上下方向において上方に、即ち、座標系39のz軸と平行に、関節部により連結されたアームロボット16によって移動され、図3および4に示されるように、コア正面部27およびコア上部29を覆う部分25を張引すべく横断方向、即ちx軸と平行に摺動される。コア19の局部的な湾曲に応じて、補強繊維シート状構造体の部分25には、同時に襞が形成される。全図において白い方向矢印によって示されるカートリッジ構造体17の運動中に、ローラコンベア21および22間にて受容される部分25は、モータ駆動のローラにより小さな黒い矢印26の方向にカートリッジ構造体17から好適に同期して搬送される。図5において、カートリッジ構造体17は、上下方向の下方への運動の完了後にコア19に対するその終了位置に至り、部分25の終了部33は、コア背面部28の領域に接触する。
【0051】
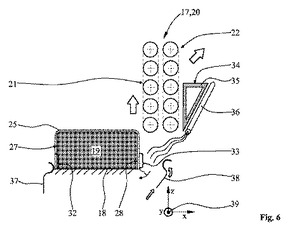
図6は、圧縮空気が送風手段34のノズル36を退出し、その結果、部分25の終了部33が、小さな余剰部を除き、コア背面部28と接触させられる態様を示す。特に図7に示すように、続いて、位置決めされ襞を形成された部分25は、背面把持手段38によって所定位置に固定される。圧縮空気の使用により、部分25の繊維構造体の一体性が損なわれることが防止される。
【0052】
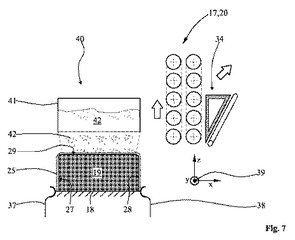
図7は、例えば接着剤42を有する容器41からなる塗布手段40によって、コア上部29の領域の部分25の表面全体にわたってできるだけ一様に接着剤42を塗布する方法を示す。この目的のために、カートリッジ構造体17、即ちこの例における個別のカートリッジ20は、塗布手段40の作業領域から取り払われる。接着剤42は低温によっても溶融可能な加熱可塑性微粒子が好適である。この方法の工程において、部分25は、把持手段37および38によってコア19上の所定位置にて把持される。これに代えて、接着剤42は、コア正面部27およびコア背面部28に位置される部分25の領域に塗布されてもよい。
【0053】
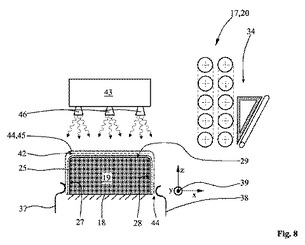
図8に示す工程段階において、補強繊維シート状構造体の一部45のさらなる一層44は、塗布された接着剤42と共に部分25に位置され襞が形成される。続いて、加熱手段43が好適な間隔をおいてコア19の上方に位置される。加熱手段43はマトリックス中に位置される複数の赤外線エミッタ46を有し、これらは例えば埋め込まれた電気的な加熱線やその他の好適な放射線源を有するセラミックのプレートによって形成される。加熱手段43は誘導加熱によって作動される。加熱手段43の下方のマトリックス配置される赤外線エミッタ46により、接着剤42は迅速にして且つ特に一様にその融点まで加熱される。さらに、赤外線エミッタ46により、接着剤42を迅速に冷却可能であり、層44間の接着剤42が制御不能に延びることが防止される。接着剤42を活性化した後に位置された層の表面を滑らかにすべく少なくとも1つのプランジャ(図示しない)が設けられ、プランジャの寸法および配置は、位置された補強繊維シート状構造体の目的の表面外形に対応する。1つ以上のプランジャには、温度を動的に好適に制御できるように加熱手段および冷却手段のうち少なくともいずれか一方が設けられる。加熱手段および冷却手段の両者は、プランジャの連続的な穴によって形成され、これらを通して例えば油やガスのような温度を制御された流体が案内される。これに代えて、抵抗器および誘導加熱システムならびにペルティエ素子を有する冷却手段が設けられてもよい。
【0054】
図9は、コア正面部27およびコア背面部28の領域の2つのロール手段49および50による2つの任意のウェブ形式の補強繊維構造体47および48の部分25への配置方法を示す。2つのロール手段49および50は、特に各例において連続した補強繊維構造体47および48が連続して引き出される予備ロール51および52を含む。所定の次元における長さに補強繊維構造体47および48を切断することができるようにロール手段49および50は任意によりさらに切断手段(図示しない)を有する。2つのロール手段49および50は、例えば公知の関節部により連結されたアームロボットのようなハンドリング手段によって座標系39のy軸とほぼ平行に移動される。配置および襞形成工程においてできるだけ張力および歪みが生じないように、予備ロール51および52は、y軸に沿って、ロール手段49および50の線形運動に同期して回転する。
【0055】
2つの補強繊維構造体47および48は、周知の90°の方向、即ち図9に示す座標系39のy軸と平行に延びる複数の炭素繊維により好適に形成される。対照的に、部分25は多軸炭素繊維織物として周知のものであり、ここで個別の炭素繊維はプラスマイナス45°乃至0°の角度の配向に交互に相互に積層されて延びる。即ち、コア上部29に位置される部分25の領域において、多軸織物の炭素繊維は座標系39のxy平面内、即ちxy平面と平行に延び、これにより、x軸またはy軸のそれぞれに対してプラスマイナス45°か0°の角度をなす。
【0056】
これらのウェブ形式の補強繊維構造体47および48の連結は任意であり、例えば航空機の胴体セル構造体を補強するための環状の前方区域として使用するため等の所定の目的のための外形を備えたプリフォームを形成する場合にのみ通常行われる。明瞭に示すために図9には図示しないが、好適に、補強構造体は、多軸繊維織物の部分25および45の各例において少なくとも1層によって好適に0°の配向にて両側を覆われ、これにより後に合成要素の好適な表面特性が得られる。図9に示す工程段階の完了により、外形を備えたプリフォーム53の実地の形成が完了する。プリフォーム53は、多軸繊維織物および補強繊維構造体の、相互に積層し任意により間に0°の配向の複数の層を設け配置し襞を形成した複数の部分25、45によって形成される。
【0057】
この複合炭素繊維補強構造体を有する外形を備えたプリフォーム53は、さらなるハンドリング手段によってコア19から自動的に取り払われ、後に気密にシールされる対応して形成された通常多重部分からなる成型工具に位置される。硬化可能なプラスチック材料が、続いて外形を備えたプリフォームを完全に包囲するマトリックスを形成すべく成型工具内に案内される。プラスチック材料、特に好適なエポキシ樹脂系は、CFRP要素やCFRPプロフィールを形成すべく圧力および温度のうち少なくともいずれか一方を同時に作用させることにより硬化され、工具が冷却された後に工具から取り払われる。外形を備えたプリフォーム53が上述したRTM工程を行うべく多重部分成型工具内に案内されるに先立って、必要な高い寸法精度を得るべく特に外形を備えたプリフォーム53の隅部の領域における余剰な材料をトリミングによって取り去る必要がある。さらに、最終的に硬化されたCFRP要素を確実に所定の寸法にすべく最終的な切断工程を行う必要がある。
【0058】
図10は、部分がコア19に位置され襞を形成された後に、カートリッジ構造体17あるいは個別のカートリッジ20に補強繊維シート状構造体55の新しい部分54を装填する方法を示す。
【0059】
図10に示されるように、この目的のためにローラコンベア21および22は、シート状構造体55を容易に案内すべく例えば10°の小さな角度だけ個別に離間するように屈曲される。小さな黒い矢印の方向に予備ロール56を回転させることによって予備ロール56からシート状構造体55を引き出すことにより、分離される部分54は2つのローラコンベア21と22の間に移動される。続いて、ローラコンベア21および22は、白い湾曲した矢印の方向に再び折り重ねられ、即ちローラコンベア21および22は、ほぼ相互に平行に延び、補強繊維シート状構造体55がこれらのローラコンベア21および22間にて受容される。
【0060】
続いて、部分54は切断手段57によって補強繊維シート状構造体55から分離される。完全に自動的な切断手段57は、例えば特に対向支持部58および切れ刃59を有する。部分54は水平方向の白い双頭の矢印の方向における切れ刃59の水平方向の運動によって分離される。これに代えて、例えば水またはレーザ手段によって分離が行われてもよい。
【0061】
続いて、カートリッジ20の位置はハンドリング手段によってコア19に対して変更可能であり、図3乃至8に示されるように新しい部分54はコア19に位置され、襞が形成される。補強繊維シート状構造体およびウェブ形式の補強繊維構造体のうち少なくともいずれか一方の部分の層の数がコア19に形成される外形を備えたプリフォーム53内にて所定の数に到達するまで、この工程が繰り返される。
【0062】
好適に、硬化可能なプラスチック材料に外形を備えたプリフォーム53を浸し、RTM工程を行なう成型工具、成型工具の温度を制御する加熱手段、および硬化可能なプラスチック材料用の射出手段が、必要なすべての補助手段を含め、方法を実施すべく装置内に直接一体的に設けられる。
【符号の説明】
【0063】
1…装置、2…カートリッジ構造体、3…カートリッジ、4…カートリッジ、5…カートリッジ、6…カートリッジ(3乃至6…4つのカートリッジからなるカートリッジ構造体)、7…(1次元的に湾曲した)コア、8…部分(補強繊維シート状構造体)、9…ローラコンベア、10…ローラコンベア、11…ローラ、12…部分的ローラ、13…部分的ローラ、14…部分的ローラ、15…装置、16…関節部を備えたアームロボット、17…カートリッジ構造体、18…ベース面(装置)、19…(1次元的に湾曲した)コア、20…カートリッジ、21…ローラコンベア、22…ローラコンベア、23…ローラ、24…ローラ、25…部分(補強繊維シート状構造体)、26…矢印、27…コア正面部、28…コア背面部、29…コア上部、30…コア下側、31…導電性金属板、32…開始(部)、33…終了(部)、34…送風手段、35…保持部(送風手段)、36…ノズル(送風手段)、37…正面把持手段、38…背面把持手段、39…座標系、40…固定手段、41…容器、42…接着剤、43…加熱手段、44…層(第2の部分)、45…部分(補強繊維シート状構造体の第2の部分)、46…赤外線エミッタ、47…補強繊維構造体(ウェブ形式)、48…補強繊維構造体(ウェブ形式)、49…ロール手段、50…ロール手段、51…予備ロール、52…予備ロール、53…外形を備えたプリフォーム、54…部分(補強繊維シート状構造体)、55…補強繊維シート状構造体、56…予備ロール、57…切断手段、58…対向支持部、59…切れ刃。
【技術分野】
【0001】
本発明は、特に多軸繊維織物および補強織物のうち少なくともいずれか一方の、シート状構造体の複数のウェブ形式部分を自動的に位置決めして襞を形成し、この部分の位置決めおよび襞形成を繰り返すことにより、コアに外形を備えたプリフォームを形成し、外形を備えたプリフォームを成型工具にて硬化可能なプラスチック材料に浸すことにより、補強プロフィールを形成するための装置に関する。
【背景技術】
【0002】
複合材料、特に炭素繊維により補強されたエポキシ樹脂(CFRP)から形成される要素は現代の航空機構造体にて使用が増加している。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、このタイプの要素は製造許容誤差が低いため、自動的な大量生産を行うには製造上の問題がある。これまでのところ、これらの要素の形成は、マニュアル作業の割合が高く、不正確な製品の製造や、製造コストの高騰という問題が発生する。このことが、民間の航空機の大量生産が広汎にいきわたらせる妨げとなっている。
【0004】
上述した課題を解決するために、例えば、樹脂搬送成形(RTM)方法のような湿式技術として知られている方法が注目されている。このタイプの方法における複雑な外形のCFRP要素において、予め形成される乾燥した補強繊維構造体(プリフォームとして周知)は、通常プリフォームに適合する多部分成型工具に位置され、続いて、これに圧力および温度が同時に作用され、硬化可能なプラスチック材料、例えばエポキシ樹脂系に浸される。続いて、硬化可能なプラスチック材料により完全に浸されたプリフォームは200℃未満の温度にて硬化される。このタイプの方法においては、外形を形成する成型工具を使用することにより、高い寸法精度および潜在的に大量生産する性能を得られる。しかしながら、ほぼ未解決である1つの課題は、プリフォームの自動生産であり、プリフォームは、このタイプの方法にさらに必要とされ、いくつかの例において、最初の段階にてプリフォームを扱うことができる場合に、プリフォームはさらに接着剤と共に付加的に設けられる必要があり、続く縫い込みがさらに考えられる。
【0005】
最近、複合体の湾曲したCFRPプロフィールのこのタイプのプリフォームは、多軸繊維織物(MAF)、不織布の織物や織地のような予め形成された半完成品の繊維製品を位置させることにより形成される。この目的のために、半製品は、ロールから切断され、プリフォームの形状を形成すべくコアに位置され、続いて、様々な技術および様々な補助装置を使用して、要求された表面外形および所定の個別の場合に応じて主に手作業により襞が形成される。本出願の明細書において、用語「襞形成」は、最初の平坦な補強繊維織物に、特に少なくとも1つの空間方向に湾曲した表面外形に折り目を形成することなく形状を形成することを示す。個別の繊維は、相互に上下に重合し、且つ相互に覆うように摺動して延び、重合領域において相互に対する角度が変化する。
【0006】
さらに、周知のTFP配置工程(仮編成済みの繊維配置)は、乾燥したプリフォームの形成において周知である。この工程において、比較的狭小な補強繊維ストランドは、織物の基板に並んで相互に上面に連続して位置され、続いて所定位置に固定される。このTFP配置工程は、事実上任意の表面外形を有するプリフォーム形成の他、高度の自動化を可能にするが、非常に時間を要するものである。さらに、基板は完成した合成要素中の異物を生じ、これを取り払うことにより、補強繊維ストランドに湾曲(起伏)が生じる。
【0007】
回転するマンドレル上に巻き付けることにより巻き付け工程にてプリフォームを形成することがさらに周知である。巻き付け工程は、回転対称なプリフォームに特に好適であり、さらに自動化に好適である。しかしながら、課題は、プリフォームのために得られる表面外形は、基本的に円形体に制限されることにある。
【0008】
付加的に、長尺状をなすプリフォーム形成のための多数の編み工程、かぎ針編み工程および編組工程が周知である。この工程により、例えばZ字状やU字状の断面外形を有するプリフォームが続いて複雑な屈曲工程や折り畳み工程による第2の工程にて形成される。しかしながら、屈曲工程の自動化は大きな困難を伴うものであるため、確実に再現できるものではない。さらに、このように部分中に補強領域を形成することはできるものではない。
【0009】
本発明の課題の大部分は、周知の方法の上述した短所をほぼ克服し、複合材料、例えば、炭素繊維補強エポキシ樹脂系から少なくとも一方向に湾曲される補強プロフィールを形成するための、大量生産に好適な方法にてプリフォームを形成することができる装置を提供することにある。
【課題を解決するための手段】
【0010】
この課題は、請求項1の特徴を有する装置によってまず解決される。
直線的、且つ/または湾曲したプロフィールを形成するための外形を備えたプリフォームは、少なくとも1つの部分の必要な層がそれぞれ少なくとも1つのカートリッジに準備され保持され、配置および襞形成工程のためにそこから引き出すため、少なくとも1つの部分が2つのローラコンベア間にて少なくとも1つのカートリッジのコアに位置させるべく準備され保持されることにより、迅速な配置、および襞形成が可能となる。この例において、カートリッジは、配置され襞が形成される部分を受容するための2つの対向するように位置されるローラコンベアを含む。
【0011】
しかしながら、装置は湾曲したプロフィールの長手方向全体にわたって延びる少なくとも3つの部分を受容および保持するためにカートリッジ構造体として周知のものと組み合わされる少なくとも3つのカートリッジを好適に含み、これによりこれらの少なくとも3つの部分は、配置および襞形成のためにカートリッジから同時に引き出される。
【0012】
補強繊維シート状構造体の個別の部分をカートリッジから引き出すべくこれらのカートリッジの各々は、対向するように位置されたローラコンベアを少なくとも含み、これらのローラコンベア間にシート状構造体の部分が受容される。ローラコンベアはそれぞれ複数のローラにより形成される。装置によって加工されるシート状構造体は、好適に炭素繊維から形成される多軸織物である。
【0013】
1つ以上のカートリッジから引き出される部分は、コアに位置され、その表面の外形は、形成される外形を備えたプリフォームの内面外形にほぼ対応する。部分は、コアの周囲にほぼ匹敵する長さであり、コアは前面、背面および上面と、外形を備えたプリフォームの後に切断により潜在的に調整可能な余地とを含む。
【0014】
一層が完全に位置され襞が形成された後に、少なくとも1つのカートリッジはシート状構造体の半製品が再度セットされるか再度装填され、外形を備えたプリフォームが予め定められた材料の厚みとなるまで、配置および襞形成工程が繰り返される。
【0015】
少なくとも2つのカートリッジが設けられる場合に、これらは相互に連結され、これにより、ハンドリング手段、例えば所定範囲にわたって自由に移動可能な関節部により連結されたアームロボットやガントリロボットは、コアに対して空間にカートリッジを連結して位置決めするために十分である。これに代えて、カートリッジの各々を空間に個別に位置決め可能に構成することが考えられ、これは例えば各カートリッジの対応するハンドリング手段によって可能である。
【0016】
カートリッジには、シート状補強繊維織物の部分が、織物のための少なくとも1つの予備ロールおよび少なくとも1つの切断手段とともに、完全に自動的且つ好適に再度装填される。
【0017】
装置の好適な実施例によると、少なくとも3つの相互に連結されたカートリッジがコアの任意の所望の湾曲部に適合するように設けられる。
即ち、配置工程、引き出し工程および襞形成工程において個別のハンドリング手段によって空間にて個別に各カートリッジを位置決めする必要はない。さらに、コアの少なくとも軸方向に湾曲した外形や、これに載置される外形を備えたプリフォームの少なくとも軸方向に湾曲した外形は、好適に隣接して位置され相互に関節部により連結されるカートリッジによって形成される多角形形状に接合される。
【0018】
装置内にローラを有するカートリッジの数が多いほど、カートリッジ構造体は、外形を備えたプリフォームのそれぞれの局部的な湾曲部に、より正確に適合することができる。ローラコンベア間の関節部により、例えば、予備ロールから補強繊維シート状構造体の新しい部分を受容すべく配置および襞形成工程において従来位置された相互に平行に空間をおいた配置から、ロールコンベアを枢動させることができる。
【0019】
個別のカートリッジ間、およびローラコンベア間の関節部は、例えば、アクチュエータとして電動サーボ制御部、油圧ピストン、および/または空気圧式ピストンから形成される。これにより、通常複数のローラコンベアを有する多数のカートリッジからなるカートリッジ構造体は、完全に自動的に、柔軟に、且つ迅速に配置される別体として形成されたコアやプロフィールを備えたプリフォームに適合される。
【0020】
装置の開発により、カートリッジが少なくとも1つのハンドリング手段、特に少なくとも1台の関節部によって連結されたアームロボットおよび少なくとも6°の範囲にて自由に移動可能なガントリロボットのうち少なくともいずれか一方によって空間にて自由に位置されることができる。
【0021】
本実施例により、さらに調整された連続した通路システムによって連続して位置されるコアやプロフィールを備えたプリフォームの二次元的に湾曲した表面外形に自動的に続くことができ、高度に正確に、且つ高度に再現可能な方法にて部分を位置させ部分に襞を形成することができる。
【0022】
装置のさらなる開発によって、コアは特に、U字状、Z字状、L字状で、I字状に形成された断面外形あるいはこれらの任意の所望の組み合わせを有し、これらにより、少なくとも一部が湾曲した強化プロフィールのための外形を備えたプリフォームを形成する。
【0023】
これにより、航空機胴体構造を強化するためのストリンガ・プロフィール、横木プロフィールあるいは環状の前方区域のようなCFRP材料から強化プロフィールを形成することができる。これらは高度な製造および再現工程を共に、短い処理時間にてほぼ完全に自動的に行う本発明による装置の使用において、多数、通常数千要求される。屈曲部は異なる部分において異なってもよい、即ち、プロフィールの曲率半径は、その長手方向範囲全体にわたって必ずしも一定である必要はない。付加的に、断面外形は、さらに部分的に異なってもよい。これは即ち、例えば、矩形プロフィールのコアの配置されるプリフォームの幅および高さのうち少なくともいずれか一方が周囲の方向か長手方向の範囲に沿って変わってもよいことを示す。
【0024】
本発明の開発により、コアの正面部およびコアの背面部の領域において、把持手段が各例に設けられる。
最初に、コアに適用される補強繊維シート状構造体の予め所定の長さに正確に切断された部分はカートリッジから引き出される。この時点において、部分の開始部は、正面の把持手段により正面のコアの領域に固定される。続いて、カートリッジあるいはカートリッジ構造体全体は、ハンドリング手段による付勢によりコアを覆うように引き出され、部分は、湾曲した領域にて襞襞が形成され、平面のコア領域にて位置される。部分を含むカートリッジがコア背面部に至った場合に、カートリッジはコア背面部を覆ってさらに少し下方へ案内される。これにより、僅かな付勢下にて位置された部分は、背面把持手段により把持される。続いて、カートリッジ構造体全体は、補強繊維シート状構造体が収納される予備ロールの方へ移動する。カートリッジ構造体に部分を再び装填するために、カートリッジ中の各2つのローラコンベアは、例えば予備ロールからカートリッジのローラコンベア間に、所定の長さの部分を案内することができるように所定の角度にて離間するように屈曲される。続いて、予備ロールから引き出された補強繊維シート状構造体は、自動切断手段によって正確な長さに切断される。
【0025】
各例において部分の長さはコアの周囲の外形の局部の長さに予備部分を加えたものに対応し、これによりコアにて所定位置にて各部分の開始部および終了部を把持し、配置工程の完了後に要求される任意のトリミングを実施することができる。特に様々な角度(例えば90°、プラスマイナス45°、30°、60°および0°)にて相互に積層される炭素繊維からなる多軸織物である補強繊維シート状構造体の部分が、カートリッジ構造体に再び装填されると、部分のさらなる層がコアに位置される。コア上の層が要求される数に到達するまで、この工程が繰り返される。必要に応じて任意により複数の0°の層が付加的な手段、特にロール手段によって位置される。
【0026】
さらなる好適な実施例において、空間にて自由に配置可能な少なくとも1つのロール手段によって特にコア正面部およびコア背面部のうち少なくともいずれか一方の領域に、ウェブ形式補強繊維構造体を位置させることができる。
【0027】
上述したように、(特に周囲への圧力を吸収するための)0°の層が、外形を備えたプリフォームの層構造体内に付加的に案内され、外形を備えたプリフォームの長手方向、あるいは湾曲した外形を備えたプリフォームの場合に周囲の方角に平行に延びてもよい。胴体セル組織の領域において非常に高い周囲の応力が生じるが、これは基本的に周囲の方向に平行に延びる補強繊維によってのみ吸収可能であるため、強化プロフィールが例えば環状の前方区域として使用される場合に、これらの付加的な補強繊維層は、完成したCFRP要素によって得られる強度のために決定的に重要である。したがって、本発明による装置により、圧力の分配に調整されるか好適に構成される補強繊維の配向を有する外形を備えたプリフォームを、圧力が作用されることなく短い処理時間により、且つ同時に高い再現性および寸法精度により完全に自動的に形成することができる。
【0028】
さらに、本発明による課題は次の工程を含む請求項13に記載の方法によって解決される。請求項13に記載の方法は、a)層のコアに補強繊維シート状構造体の部分を配置し、この部分に襞を形成する工程において、少なくとも1つの部分が少なくとも1つのカートリッジから引き出される配置および襞形成工程と、b)成型工具に外形を備えたプリフォームを配置する工程と、c)成型工具中の外形を備えたプリフォームを硬化可能なプラスチック材料に浸し、圧力および温度を同時に作用させることにより硬化する工程とを含む。
【0029】
上述したように、航空機の補強胴体のセル構造体のための湾曲したCFRP補強プロフィールは、短い処理時間、高い再現性、正確な製造、および高い寸法精度により、完全に自動的に形成することができる。原則として、方法は、カートリッジ1つのみにより、特にわずかにのみ湾曲されるプロフィールにより実行することができる。しかしながら、カートリッジ構造体に関節部により連結された2つまたは3つ以上のカートリッジが、例えば環状前方部等のCFRPプロフィールを形成すべく長手の湾曲したコアにおける配置および襞形成工程を加速するためにも好適に使用されてもよい。
【0030】
方法の工程a)において、実際の外形を備えたプリフォームは、正確な長さに切断された補強繊維のシート状構造体の部分を層のコアに位置させ、部分に襞を形成することにより形成される。この目的のために、部分はカートリッジから引き出され、コアに位置され、その際に湾曲したコア表面外形を有する領域に襞が形成される。コアに所定数の層が得られるまで、配置および襞形成工程が繰り返される。既に位置された部分の層は、コア正面部およびコア背面部の領域に位置される把持手段によって固定される。
【0031】
必要に応じて、あるいは必要でなくてもすでに繊維材料により構成される場合に、この方法工程において、位置される層は塗布手段によって固定することができる。塗布手段は、例えばコア上に位置され接着剤により充填される分配箱のような好適な分配手段を含む。これに代えて、ドリップ手段やスプレー手段が接着剤を塗布すべくさらに設けられてもよい。接着剤は、好適に熱可塑性を備え容易に溶解可能な材料の微粒子である。補強繊維シート状構造体の層がコアに位置され把持手段によって固定された後に、接着剤は、コア上部の領域に好適に最初に塗布される。続いて、補強繊維シート状構造体の一部の次の層が位置される。その後、分配された接着剤は、好適に電気的に動力が供給された放射加熱システムの形態の加熱手段によって溶融され、相互に上下に積層される2つの層の間を、剛性を備えるように機械的に結合する。これに必要な接触圧力は、真空マットおよびプランジャのうち少なくともいずれか一方のような押圧手段によって得られる。プランジャは、誘導コイル、電気抵抗ヒータあるいはプランジャ中の循環する流体によって加熱され、且つ/または凝固された外形を備えたプリフォームを迅速に温度制御できるように冷却手段によって冷却することができる。
【0032】
この場合において、プランジャの表面形状は、外形を備えたプリフォームの所定の目標形状に続く。
方法の工程b)において、既に形成された外形を備えたプリフォームは、コアから取り払われ、多重部分成型工具に位置される。コアから外形を備えたプリフォームを取り払うに先立って、または取り払った後に、あるいは取り払う前後に、要求される寸法精度を得るべく外形を備えたプリフォームの端部を切り取ることが必要であろう。
【0033】
外形を備えたプリフォームが通常多重部分成型工具に位置された後に、方法工程c)において、外形を備えたプリフォームは要素を形成すべく浸されて硬化される。この目的のために、外形を備えたプリフォームが完全に浸されるように、硬化可能なプラスチック材料、特に好適なエポキシ樹脂系は加圧下にて成型工具に案内される。続いて、硬化可能なプラスチック材料に完全に浸された外形を備えたプリフォームは、CFRP要素、特に形成されるCFRPプロフィールを形成する成型工具にて圧力および温度を同時に作用させることにより、硬化される。
【0034】
装置および方法のさらなる好適な実施例が添付の特許請求の範囲に示される。
【図面の簡単な説明】
【0035】
【図1】装置のカートリッジ構造体の4つのカートリッジを示す斜視図。
【図2】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図3】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図4】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図5】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図6】コア上の部分の作用および襞形成中における装置を単純化して図示することにより方法の手順を示す概略図。
【図7】塗布手段による接着剤の任意の塗布を示す図。
【図8】接着剤の溶融を示す図。
【図9】0°に配向された補強繊維の任意の適用を示す図。
【図10】補強繊維シート状構造体の一部を装填したカートリッジ構造体内のカートリッジを示す図。
【発明を実施するための形態】
【0036】
図1は、装置のカートリッジ構造体の4つのカートリッジを示す斜視図である。
装置1(図1に完全には示されない)は、合計4つの隣接して位置されたカートリッジ3乃至6を有するカートリッジ構造体2を特に含む。基本的に平面のカートリッジ3乃至6は、各例において、例えばロック関節部(Feststellgelenken )(図示しない)により相互に連結される。コア7の一次元の湾曲部にできるだけ正確に適合するために、コア7の予め形成された湾曲部へのカートリッジ構造体2が好適に近似するまで、関節部は解放され、カートリッジ3乃至6は整列する。ロック関節部を続いてロックすることにより、この設定は配置および襞形成工程全体にわたって保持される。ロック関節部は、例えば自己抑止的な電動機サーボ制御部によって形成されてもよい。通常調整は、半径の変化に応じて、襞形成工程中に常に要求される。カートリッジ3乃至6は、任意により、自然に湾曲するように形成されてもよい。このタイプの構造体において、ローラコンベア内のローラは、例えば可撓性を備えた軸上を延びてもよい。これに代えて、所定の固有の弾性および可撓性を備えるローラを使用することも考えられる。
【0037】
カートリッジ構造体2内のカートリッジ3乃至6の数が多いほど、カートリッジ構造体2の通路は、少なくとも弾性のないカートリッジ構造体あるいはローラコンベアの場合に湾曲したコアの外形により正確に適合する。コア7は、図1において示される、4個のカートリッジ3乃至6の各々へ完全に引き込まれ、加工のために保持される補強繊維シート状構造体の部分8を位置させることに使用される。図示の実施例において、コア7はほぼ矩形の断面の外形を有するが、これは特にC字状プロフィールおよびU字状プロフィールとして周知の外形を備えたプリフォームを形成すべく調整される。原則として、コア7は任意の所望の1次元および2次元のうち少なくともいずれか一方に湾曲した表面外形を有し、これにより代替プロフィール外形の形成のための他のプリフォームも形成することができる。実施例において、カートリッジ3乃至6はすべて、同一に形成されるため、上記のものにおいてカートリッジの基本構造について説明するためには、他のものを示す代表的な例として正面のカートリッジ6の例を使用するだけで十分である。
【0038】
カートリッジ6は2つのローラコンベア9、10を含み、これらは僅かな間隔をおいて連続して設けられる。図1に示される実施例において、ローラコンベア9および10の各々は、合計5つの水平に位置されたローラを含み、これらのうち1つのローラ11が、すべての残りの同一のローラを代表するものとして参照数字により示される。ローラは、カートリッジ6において回転可能となるように上下方向に相互に対して上方にて一様に収容される。各ローラコンベア内のローラの数は、広い範囲内にて選択可能であり、ローラコンベア9および10の間にて受容される補強繊維シート状構造体の部分8の長さLにより主に決定される。図1に示される実施例において、ローラは各々3つの部分に形成される。即ち、例えば、ローラ11は1つの共通の、任意により可撓性を備えた軸を中心として回転可能なように収容される合計3つの部分的なローラ12乃至14から形成される。少なくとも可撓性を備えた軸がローラコンベア内にて使用される場合において、ローラは、ローラコンベア9および10間にて受容される補強繊維シート状構造体を破損しないように弾性を備えた材料から形成されるか、少なくとも1つの弾性を備えたケーシングを有する。ゴム、フェルト、あるいは合成繊維により形成される低い堆積のビロード等の材料が、特に好適である。
【0039】
好適に、カートリッジ3乃至6の各々における個別のローラは、それぞれそれ自身を駆動させる駆動部を有し、これらの駆動部は、特にローラと直接一体的に形成される連続的にして且つ電子的に制御可能な電動機である。これにより、繊維構造体を延ばしたり、歪めたり、その他の損傷を付与することなくカートリッジ3乃至6から補強繊維シート状構造体の部分を引き出すことができる。
【0040】
カートリッジ構造体2全体は、例えば特にコア7に対する空間にほぼ自由に位置決めすべく、関節部により連結されたアームロボットあるいはガントリロボットのようなハンドリング手段に位置される。これに代えて、個別のカートリッジ3乃至6はそれぞれこのタイプの位置決め手段を有してもよい。この場合において、カートリッジ3乃至6間の関節部は不要である。
【0041】
本発明によれば、カートリッジ構造体2はハンドリング手段によってコア7の上側の周囲に案内される。一方、部分はローラによってカートリッジ3乃至6から同期して引き出され、コア7に位置され、襞が形成される。上述したように、補強繊維シート状構造体の部分の開始部および終了部は、好適な把持手段(図1に示されない)によってコア7の領域に固定される。コア7に部分の所定数の層が得られるまで、この配置および襞形成工程が繰り返される。
【0042】
図1に示されるカートリッジ構造体2に沿って、完成品の装置1は、送風手段および塗布手段をさらに含み、これらにより、繊維材料中または繊維材料上にすでに設けられた接着剤、あるいは塗布手段により連続して塗布される接着剤によって配置済みの層に付加的な中間層が固定される。特に図2乃至11に示すようにこの接着剤は好適な加熱手段によって溶融され、押圧手段によって固結される。本明細書において、「固結」は、外形を備えたプリフォームの表面外形を、外形を備えたプリフォームの所定の目的の表面外形に同時に圧縮および適合させることにより、滑らかにすることを示す。同時に、外形を備えたプリフォーム内の空気および波形の包含物が取り払われる。プリフォームは、同時に冷却も行う押圧手段を使用して、十分に高い接触圧力を作用させることにより好適に固結される。固結は、例えば少なくとも1つの圧力ピストン、自動的に位置される真空マット等により、自動的に行われ、これらは、任意により固結後に冷却処理を加速するための熱分散手段を有する。原則として、固結や圧縮、および円滑化が、接着剤の各溶融の後に必要である。さらに、包括的な制御および調整手段が、装置内の工程のすべてをほぼ自動的に行うことができるように設けられる。
【0043】
配置および襞形成工程の完了後に、本発明による装置1によって形成された外形を備えたプリフォームは、成型工具に位置される。成型工具にて、プリフォームは硬化可能なプラスチック材料、特に好適なエポキシ樹脂系に完全に浸され、圧力および温度のうち少なくともいずれか一方が作用され、続いてCFRP要素を形成すべく120℃乃至320℃までの間の温度領域にて硬化される。
【0044】
図2に示される装置15は公知の関節部によって連結されるアームロボット16を含む。白い方向矢印によって示されるように、所定の程度自由に運動可能である。
関節部によって連結されたアームロボット16によって、カートリッジ構造体17は、特にベース面18に載置されるコア19に対して空間において自由に移動され位置決めされる。図面において明瞭に示すべく、カートリッジ構造体17は1つのカートリッジ20のみを含む。これは、2つの相互に平行にして、且つ上下方向に延びるローラコンベア21および22により形成される。ローラコンベア21および22の各々は、5つのローラを含むが、ローラコンベア21および22のそれぞれの2つのローラ23および24のみが参照符号にて示される。ローラコンベア21および22内のローラ23および24は、電子制御の電動機によって個別に好適に駆動される。点線によって示される補強繊維シート状構造体の部分25は、一様に間隔をおいて設けられたローラコンベア21および22の間にて完全に受容される。部分25は、モータ駆動のローラによって、小さな黒い矢印26の方向に2つのローラコンベア21および22の間に引き出される。例として、コア19は、正面部27、コア背面部28およびコア上部2を含み、ほぼ矩形の断面外形を有する。コア下部30は装置15内のベース面18に載置される。
【0045】
原則として、CFRP補強プロフィールを形成するための外形を備えたプリフォームの様々な変形を製造することができるようにコア19は任意の所望の断面外形を有する。さらに、コア19は空間における少なくとも1つの方角に、且つ任意によりさらに異なる部分の上方に異なる角度の湾曲部を有するように構成されてもよい。部分25を容易に位置決めさせる導電性を備えた金属板31が、コア正面部27の領域に設けられる。部分25の開始部32がカートリッジ20の外部にすでに位置されていても、終了部33はカートリッジ20内になお位置される。
【0046】
周知の送風手段34がカートリッジ構造体17の領域にさらに設けられる。送風手段34は保持部35と、保持部35に対して下方に傾斜して固定され圧縮空気を出力するノズル36とを含む。
【0047】
正面の把持手段37が、コア正面部27の領域に設けられ、対応する把持手段38がコア背面部28の領域に設けられる。把持手段37および38の両者は、コア19から後方に枢動した位置に示され、開始部32あるいは部分25の終了部33を所定位置にて把持するようにアクチュエータ(図示しない)によって小さな白い湾曲した矢印の方向に枢動させることにより、コア正面部27またはコア背面部28にそれぞれ接触する。部分25を所定位置にて把持することにより、さらに関節部により連結されるアームロボット16に設けられるカートリッジ構造体17によって好適に低い張力下にてコア19の周囲に部分25を位置させることができ、これにより、部分、特に湾曲した領域に同時に襞を形成することができる。座標系39は空間におけるカートリッジ構造体17の運動を示すために設けられる。
【0048】
図2に示すように、カートリッジ構造体17は、配置および襞形成工程を開始すべくモータ駆動のローラによりカートリッジ20から部分25を引き出すことができるように、コア19の正面部27に対する位置へ既に移動されている。付加的に、図2乃至6に、概略的に示された装置を使用して外形を備えたプリフォームを形成する方法の手順が、より詳細にわたって示される。図2乃至6において、各例における構造的に同じ要素は類似の参照数字にて示される。明瞭に示すべく、図3乃至6には、関節部により連結されるアームロボット16は示されていない。
【0049】
図2に示される位置から開始して、図3に示されるように、部分25の開始部32がわずかにコア正面部27を越えて下方へ突出するために十分に前進し、正面の把持手段37によって所定位置にて把持されるまで、部分25はローラによってカートリッジ20から上下方向に引き出される。これに代えて、開始部32は、さらにコア正面部27の同一平面上にて終端してもよい。
【0050】
カートリッジ構造体17全体は上下方向において上方に、即ち、座標系39のz軸と平行に、関節部により連結されたアームロボット16によって移動され、図3および4に示されるように、コア正面部27およびコア上部29を覆う部分25を張引すべく横断方向、即ちx軸と平行に摺動される。コア19の局部的な湾曲に応じて、補強繊維シート状構造体の部分25には、同時に襞が形成される。全図において白い方向矢印によって示されるカートリッジ構造体17の運動中に、ローラコンベア21および22間にて受容される部分25は、モータ駆動のローラにより小さな黒い矢印26の方向にカートリッジ構造体17から好適に同期して搬送される。図5において、カートリッジ構造体17は、上下方向の下方への運動の完了後にコア19に対するその終了位置に至り、部分25の終了部33は、コア背面部28の領域に接触する。
【0051】
図6は、圧縮空気が送風手段34のノズル36を退出し、その結果、部分25の終了部33が、小さな余剰部を除き、コア背面部28と接触させられる態様を示す。特に図7に示すように、続いて、位置決めされ襞を形成された部分25は、背面把持手段38によって所定位置に固定される。圧縮空気の使用により、部分25の繊維構造体の一体性が損なわれることが防止される。
【0052】
図7は、例えば接着剤42を有する容器41からなる塗布手段40によって、コア上部29の領域の部分25の表面全体にわたってできるだけ一様に接着剤42を塗布する方法を示す。この目的のために、カートリッジ構造体17、即ちこの例における個別のカートリッジ20は、塗布手段40の作業領域から取り払われる。接着剤42は低温によっても溶融可能な加熱可塑性微粒子が好適である。この方法の工程において、部分25は、把持手段37および38によってコア19上の所定位置にて把持される。これに代えて、接着剤42は、コア正面部27およびコア背面部28に位置される部分25の領域に塗布されてもよい。
【0053】
図8に示す工程段階において、補強繊維シート状構造体の一部45のさらなる一層44は、塗布された接着剤42と共に部分25に位置され襞が形成される。続いて、加熱手段43が好適な間隔をおいてコア19の上方に位置される。加熱手段43はマトリックス中に位置される複数の赤外線エミッタ46を有し、これらは例えば埋め込まれた電気的な加熱線やその他の好適な放射線源を有するセラミックのプレートによって形成される。加熱手段43は誘導加熱によって作動される。加熱手段43の下方のマトリックス配置される赤外線エミッタ46により、接着剤42は迅速にして且つ特に一様にその融点まで加熱される。さらに、赤外線エミッタ46により、接着剤42を迅速に冷却可能であり、層44間の接着剤42が制御不能に延びることが防止される。接着剤42を活性化した後に位置された層の表面を滑らかにすべく少なくとも1つのプランジャ(図示しない)が設けられ、プランジャの寸法および配置は、位置された補強繊維シート状構造体の目的の表面外形に対応する。1つ以上のプランジャには、温度を動的に好適に制御できるように加熱手段および冷却手段のうち少なくともいずれか一方が設けられる。加熱手段および冷却手段の両者は、プランジャの連続的な穴によって形成され、これらを通して例えば油やガスのような温度を制御された流体が案内される。これに代えて、抵抗器および誘導加熱システムならびにペルティエ素子を有する冷却手段が設けられてもよい。
【0054】
図9は、コア正面部27およびコア背面部28の領域の2つのロール手段49および50による2つの任意のウェブ形式の補強繊維構造体47および48の部分25への配置方法を示す。2つのロール手段49および50は、特に各例において連続した補強繊維構造体47および48が連続して引き出される予備ロール51および52を含む。所定の次元における長さに補強繊維構造体47および48を切断することができるようにロール手段49および50は任意によりさらに切断手段(図示しない)を有する。2つのロール手段49および50は、例えば公知の関節部により連結されたアームロボットのようなハンドリング手段によって座標系39のy軸とほぼ平行に移動される。配置および襞形成工程においてできるだけ張力および歪みが生じないように、予備ロール51および52は、y軸に沿って、ロール手段49および50の線形運動に同期して回転する。
【0055】
2つの補強繊維構造体47および48は、周知の90°の方向、即ち図9に示す座標系39のy軸と平行に延びる複数の炭素繊維により好適に形成される。対照的に、部分25は多軸炭素繊維織物として周知のものであり、ここで個別の炭素繊維はプラスマイナス45°乃至0°の角度の配向に交互に相互に積層されて延びる。即ち、コア上部29に位置される部分25の領域において、多軸織物の炭素繊維は座標系39のxy平面内、即ちxy平面と平行に延び、これにより、x軸またはy軸のそれぞれに対してプラスマイナス45°か0°の角度をなす。
【0056】
これらのウェブ形式の補強繊維構造体47および48の連結は任意であり、例えば航空機の胴体セル構造体を補強するための環状の前方区域として使用するため等の所定の目的のための外形を備えたプリフォームを形成する場合にのみ通常行われる。明瞭に示すために図9には図示しないが、好適に、補強構造体は、多軸繊維織物の部分25および45の各例において少なくとも1層によって好適に0°の配向にて両側を覆われ、これにより後に合成要素の好適な表面特性が得られる。図9に示す工程段階の完了により、外形を備えたプリフォーム53の実地の形成が完了する。プリフォーム53は、多軸繊維織物および補強繊維構造体の、相互に積層し任意により間に0°の配向の複数の層を設け配置し襞を形成した複数の部分25、45によって形成される。
【0057】
この複合炭素繊維補強構造体を有する外形を備えたプリフォーム53は、さらなるハンドリング手段によってコア19から自動的に取り払われ、後に気密にシールされる対応して形成された通常多重部分からなる成型工具に位置される。硬化可能なプラスチック材料が、続いて外形を備えたプリフォームを完全に包囲するマトリックスを形成すべく成型工具内に案内される。プラスチック材料、特に好適なエポキシ樹脂系は、CFRP要素やCFRPプロフィールを形成すべく圧力および温度のうち少なくともいずれか一方を同時に作用させることにより硬化され、工具が冷却された後に工具から取り払われる。外形を備えたプリフォーム53が上述したRTM工程を行うべく多重部分成型工具内に案内されるに先立って、必要な高い寸法精度を得るべく特に外形を備えたプリフォーム53の隅部の領域における余剰な材料をトリミングによって取り去る必要がある。さらに、最終的に硬化されたCFRP要素を確実に所定の寸法にすべく最終的な切断工程を行う必要がある。
【0058】
図10は、部分がコア19に位置され襞を形成された後に、カートリッジ構造体17あるいは個別のカートリッジ20に補強繊維シート状構造体55の新しい部分54を装填する方法を示す。
【0059】
図10に示されるように、この目的のためにローラコンベア21および22は、シート状構造体55を容易に案内すべく例えば10°の小さな角度だけ個別に離間するように屈曲される。小さな黒い矢印の方向に予備ロール56を回転させることによって予備ロール56からシート状構造体55を引き出すことにより、分離される部分54は2つのローラコンベア21と22の間に移動される。続いて、ローラコンベア21および22は、白い湾曲した矢印の方向に再び折り重ねられ、即ちローラコンベア21および22は、ほぼ相互に平行に延び、補強繊維シート状構造体55がこれらのローラコンベア21および22間にて受容される。
【0060】
続いて、部分54は切断手段57によって補強繊維シート状構造体55から分離される。完全に自動的な切断手段57は、例えば特に対向支持部58および切れ刃59を有する。部分54は水平方向の白い双頭の矢印の方向における切れ刃59の水平方向の運動によって分離される。これに代えて、例えば水またはレーザ手段によって分離が行われてもよい。
【0061】
続いて、カートリッジ20の位置はハンドリング手段によってコア19に対して変更可能であり、図3乃至8に示されるように新しい部分54はコア19に位置され、襞が形成される。補強繊維シート状構造体およびウェブ形式の補強繊維構造体のうち少なくともいずれか一方の部分の層の数がコア19に形成される外形を備えたプリフォーム53内にて所定の数に到達するまで、この工程が繰り返される。
【0062】
好適に、硬化可能なプラスチック材料に外形を備えたプリフォーム53を浸し、RTM工程を行なう成型工具、成型工具の温度を制御する加熱手段、および硬化可能なプラスチック材料用の射出手段が、必要なすべての補助手段を含め、方法を実施すべく装置内に直接一体的に設けられる。
【符号の説明】
【0063】
1…装置、2…カートリッジ構造体、3…カートリッジ、4…カートリッジ、5…カートリッジ、6…カートリッジ(3乃至6…4つのカートリッジからなるカートリッジ構造体)、7…(1次元的に湾曲した)コア、8…部分(補強繊維シート状構造体)、9…ローラコンベア、10…ローラコンベア、11…ローラ、12…部分的ローラ、13…部分的ローラ、14…部分的ローラ、15…装置、16…関節部を備えたアームロボット、17…カートリッジ構造体、18…ベース面(装置)、19…(1次元的に湾曲した)コア、20…カートリッジ、21…ローラコンベア、22…ローラコンベア、23…ローラ、24…ローラ、25…部分(補強繊維シート状構造体)、26…矢印、27…コア正面部、28…コア背面部、29…コア上部、30…コア下側、31…導電性金属板、32…開始(部)、33…終了(部)、34…送風手段、35…保持部(送風手段)、36…ノズル(送風手段)、37…正面把持手段、38…背面把持手段、39…座標系、40…固定手段、41…容器、42…接着剤、43…加熱手段、44…層(第2の部分)、45…部分(補強繊維シート状構造体の第2の部分)、46…赤外線エミッタ、47…補強繊維構造体(ウェブ形式)、48…補強繊維構造体(ウェブ形式)、49…ロール手段、50…ロール手段、51…予備ロール、52…予備ロール、53…外形を備えたプリフォーム、54…部分(補強繊維シート状構造体)、55…補強繊維シート状構造体、56…予備ロール、57…切断手段、58…対向支持部、59…切れ刃。
【特許請求の範囲】
【請求項1】
シート状構造体(55)、特に多軸繊維織物および織られた補強繊維のうち少なくともいずれか一方の複数のウェブ形式部分(8;25、45、54)を自動的に配置し、同部分(8;25、45、54)に襞を形成する装置(1;15)にて、部分(8;25、45、54)の配置および襞形成を繰り返すことによりコア(7;19)に外形を備えたプリフォーム(53)を形成し、成型工具中の該外形を備えたプリフォーム(53)に硬化可能なプラスチック材料を浸すことにより、強化プロフィールを形成する装置(1;15)であって、少なくとも一部分(8;25、45、54)が2つのローラコンベア(9、10;21、22)間における少なくとも1つのカートリッジ(3乃至6;20)にて、コア(7;19)に位置されるべく保持され、これにより、正確な長さに予め切断された少なくとも1つの部分(8;25、45、54)は2つのローラコンベア(9、10;21、22)間に受容可能となることを特徴とする繊維構造体の部分の配置および襞形成のための装置(1;15)
【請求項2】
少なくとも3つのカートリッジ(3乃至6;20)、特に相互に関節部によって連結されたカートリッジ(3乃至6;20)が、コア(7;19)の任意の所望の湾曲部に続くようにカートリッジ構造体(2;17)を形成すべく設けられることを特徴とする請求項1に記載の装置(1;15)。
【請求項3】
前記カートリッジ(3乃至6;20)は、ハンドリング手段、特に関節部により連結されたアームロボット(16)および少なくとも6°の範囲にて自由に移動可能なガントリロボットのうち少なくともいずれか一方によって空間に自由に位置決め可能であることを特徴とする請求項1または2に記載の装置(1;15)。
【請求項4】
前記コア(7;19)は、特に、U字状、Z字状、L字状、I字状の断面外形、あるいはこれらの任意の所望の組み合わせを有し、これにより少なくとも一部が湾曲した補強プロフィールのための外形を備えたプリフォーム(53)を形成可能であることを特徴とする請求項1乃至3のいずれか一項に記載の装置(1;15)
【請求項5】
コア正面部(27)およびコア背面部(28)の領域に、各場合に対応する把持手段(37、38)が設けられることを特徴とする請求項1乃至4のいずれか一項に記載の装置(1;15)。
【請求項6】
ウェブ形式補強繊維構造体(47、48)が、空間に自由に位置決めされる少なくとも1つのロール手段(49、50)によって特にコア正面部(27)およびコア背面部(28)のうち少なくともいずれか一方の領域に位置決め可能であることを特徴とする請求項1乃至5のいずれか一項に記載の装置(1;15)。
【請求項7】
2つのローラコンベア(9、10;21、22)ごとの間の距離が少なくとも1つのカートリッジ(3乃至6;20)にて調整可能であることを特徴とする請求項1乃至6のいずれか一項に記載の装置(1;15)。
【請求項8】
ローラコンベア(9、10;21、22)がそれぞれ複数の円筒状のローラ(11;23、24)からなることを特徴とする請求項1乃至7のいずれか一項に記載の装置(1;15)。
【請求項9】
ローラ(11;23、24)は、弾性を備えた材料、特に、ゴム材料、発砲プラスチック材料、堆積物あるいはこれらの任意の所望の組み合わせから形成されることを特徴とする請求項1乃至8のいずれか一項に記載の装置(1;15)。
【請求項10】
圧縮空気により作用する送風手段(34)が少なくとも1つのカートリッジ(3乃至6;20)の領域に設けられることを特徴とする請求項1乃至9のいずれか一項に記載の装置(1;15)。
【請求項11】
塗布手段(40)、特に、接着剤(42)を含む分配手段が設けられ、該接着剤(42)は加熱手段(43)によって溶融可能な熱可塑性を備えた粒子であることを特徴とする請求項1乃至10のいずれか一項に記載の装置(1;15)。
【請求項12】
外形を備えたプリフォーム(53)を固結すべく、少なくとも1つの温度制御可能な押圧手段が設けられることを特徴とする請求項1乃至11のいずれか一項に記載の装置(1;15)。
【請求項13】
請求項1乃至12のいずれか一項に記載の装置(1;15)により少なくとも一部が湾曲した強化プロフィールを形成する方法であって、a)補強繊維シート状構造体(55)の一部分(8;25、45、54)を装置(1;15)の少なくとも1つのカートリッジ(3乃至6;20)に配置し、正確な長さに切断された部分(8;25、45、54)が、カートリッジ(3乃至6;20)の2つのローラコンベア(9、10;21、22)間に連続して受容される工程と、b)コア(7;19)に対してカートリッジ(3乃至6;20)を位置決めする工程と、c)2つのローラコンベア(9、10;21、22)間にて少なくとも1つのカートリッジ(3乃至6;20)に、補強繊維シート状構造体(55)の少なくとも一部分(8;25、45、54)を保持する工程と、d)補強繊維シート状構造体(55)の部分(8;25、45、54)を層のコア(7;19)に配置し、同部分(8;25、45、54)に襞を形成することにより外形を備えたプリフォーム(53)を形成する工程において、該少なくとも一部分(8;25、45、54)は、少なくとも1つのカートリッジ(3乃至6;20)から引き出されるプリフォーム(53)形成工程と、e)成型工具に外形を備えたプリフォーム(53)を位置させる工程と、f)成型工具中の外形を備えたプリフォーム(53)を硬化可能なプラスチック材料に浸し、圧力および温度を同時に作用させることにより硬化する工程とを含むことを特徴とする強化プロフィール形成方法。
【請求項14】
前記少なくとも一部分(8;25、45、54)は少なくとも1つのカートリッジ(3乃至6;20)から引き出されることと、続いて位置される部分(8;25、45、54)の開始部(32)が対応する正面把持手段(37)によってコア正面部に固定されることと、続いて、少なくとも1つのカートリッジ(3乃至6;20)が、ハンドリング手段によってコア(7;19)の周囲に案内され、該少なくとも一部分(8;25、45、54)が2つのローラコンベア(9、10;21、22)間にて同時に引き出され、配置され且つ襞が形成されることと、少なくとも一部分(8;25、45、54)の少なくとも1つの終了部(33)は、背面把持手段(38)によってコア背面部(28)に固定されることとを特徴とする請求項13に記載の方法。
【請求項15】
ロール手段(49、50)から、特にコア正面部(27)およびコア背面部(28)のうち少なくともいずれか一方の領域に、ほぼウェブ形式の補強繊維構造体(47、48)が、把持手段(37、38)によって位置され固定されることを特徴とする請求項13または14に記載の方法。
【請求項16】
前記部分(8;25、45、54)の少なくとも1つの層(44)が位置された後に、所定位置に固定するための接着剤(42)が、少なくとも位置された部分(8;25、45、54)およびウェブ形式の補強繊維構造体(47、48)のうち少なくともいずれか一方の領域に塗布されることを特徴とする請求項13乃至15のいずれか一項に記載の方法。
【請求項17】
外形を備えたプリフォーム(53)の部分(8;25、45、54)の少なくとも1つの層(44)が接着剤(42)によって所定位置に固定された後に押圧手段によって固結が行われることを特徴とする請求項13乃至16のいずれか一項に記載の方法。
【請求項1】
シート状構造体(55)、特に多軸繊維織物および織られた補強繊維のうち少なくともいずれか一方の複数のウェブ形式部分(8;25、45、54)を自動的に配置し、同部分(8;25、45、54)に襞を形成する装置(1;15)にて、部分(8;25、45、54)の配置および襞形成を繰り返すことによりコア(7;19)に外形を備えたプリフォーム(53)を形成し、成型工具中の該外形を備えたプリフォーム(53)に硬化可能なプラスチック材料を浸すことにより、強化プロフィールを形成する装置(1;15)であって、少なくとも一部分(8;25、45、54)が2つのローラコンベア(9、10;21、22)間における少なくとも1つのカートリッジ(3乃至6;20)にて、コア(7;19)に位置されるべく保持され、これにより、正確な長さに予め切断された少なくとも1つの部分(8;25、45、54)は2つのローラコンベア(9、10;21、22)間に受容可能となることを特徴とする繊維構造体の部分の配置および襞形成のための装置(1;15)
【請求項2】
少なくとも3つのカートリッジ(3乃至6;20)、特に相互に関節部によって連結されたカートリッジ(3乃至6;20)が、コア(7;19)の任意の所望の湾曲部に続くようにカートリッジ構造体(2;17)を形成すべく設けられることを特徴とする請求項1に記載の装置(1;15)。
【請求項3】
前記カートリッジ(3乃至6;20)は、ハンドリング手段、特に関節部により連結されたアームロボット(16)および少なくとも6°の範囲にて自由に移動可能なガントリロボットのうち少なくともいずれか一方によって空間に自由に位置決め可能であることを特徴とする請求項1または2に記載の装置(1;15)。
【請求項4】
前記コア(7;19)は、特に、U字状、Z字状、L字状、I字状の断面外形、あるいはこれらの任意の所望の組み合わせを有し、これにより少なくとも一部が湾曲した補強プロフィールのための外形を備えたプリフォーム(53)を形成可能であることを特徴とする請求項1乃至3のいずれか一項に記載の装置(1;15)
【請求項5】
コア正面部(27)およびコア背面部(28)の領域に、各場合に対応する把持手段(37、38)が設けられることを特徴とする請求項1乃至4のいずれか一項に記載の装置(1;15)。
【請求項6】
ウェブ形式補強繊維構造体(47、48)が、空間に自由に位置決めされる少なくとも1つのロール手段(49、50)によって特にコア正面部(27)およびコア背面部(28)のうち少なくともいずれか一方の領域に位置決め可能であることを特徴とする請求項1乃至5のいずれか一項に記載の装置(1;15)。
【請求項7】
2つのローラコンベア(9、10;21、22)ごとの間の距離が少なくとも1つのカートリッジ(3乃至6;20)にて調整可能であることを特徴とする請求項1乃至6のいずれか一項に記載の装置(1;15)。
【請求項8】
ローラコンベア(9、10;21、22)がそれぞれ複数の円筒状のローラ(11;23、24)からなることを特徴とする請求項1乃至7のいずれか一項に記載の装置(1;15)。
【請求項9】
ローラ(11;23、24)は、弾性を備えた材料、特に、ゴム材料、発砲プラスチック材料、堆積物あるいはこれらの任意の所望の組み合わせから形成されることを特徴とする請求項1乃至8のいずれか一項に記載の装置(1;15)。
【請求項10】
圧縮空気により作用する送風手段(34)が少なくとも1つのカートリッジ(3乃至6;20)の領域に設けられることを特徴とする請求項1乃至9のいずれか一項に記載の装置(1;15)。
【請求項11】
塗布手段(40)、特に、接着剤(42)を含む分配手段が設けられ、該接着剤(42)は加熱手段(43)によって溶融可能な熱可塑性を備えた粒子であることを特徴とする請求項1乃至10のいずれか一項に記載の装置(1;15)。
【請求項12】
外形を備えたプリフォーム(53)を固結すべく、少なくとも1つの温度制御可能な押圧手段が設けられることを特徴とする請求項1乃至11のいずれか一項に記載の装置(1;15)。
【請求項13】
請求項1乃至12のいずれか一項に記載の装置(1;15)により少なくとも一部が湾曲した強化プロフィールを形成する方法であって、a)補強繊維シート状構造体(55)の一部分(8;25、45、54)を装置(1;15)の少なくとも1つのカートリッジ(3乃至6;20)に配置し、正確な長さに切断された部分(8;25、45、54)が、カートリッジ(3乃至6;20)の2つのローラコンベア(9、10;21、22)間に連続して受容される工程と、b)コア(7;19)に対してカートリッジ(3乃至6;20)を位置決めする工程と、c)2つのローラコンベア(9、10;21、22)間にて少なくとも1つのカートリッジ(3乃至6;20)に、補強繊維シート状構造体(55)の少なくとも一部分(8;25、45、54)を保持する工程と、d)補強繊維シート状構造体(55)の部分(8;25、45、54)を層のコア(7;19)に配置し、同部分(8;25、45、54)に襞を形成することにより外形を備えたプリフォーム(53)を形成する工程において、該少なくとも一部分(8;25、45、54)は、少なくとも1つのカートリッジ(3乃至6;20)から引き出されるプリフォーム(53)形成工程と、e)成型工具に外形を備えたプリフォーム(53)を位置させる工程と、f)成型工具中の外形を備えたプリフォーム(53)を硬化可能なプラスチック材料に浸し、圧力および温度を同時に作用させることにより硬化する工程とを含むことを特徴とする強化プロフィール形成方法。
【請求項14】
前記少なくとも一部分(8;25、45、54)は少なくとも1つのカートリッジ(3乃至6;20)から引き出されることと、続いて位置される部分(8;25、45、54)の開始部(32)が対応する正面把持手段(37)によってコア正面部に固定されることと、続いて、少なくとも1つのカートリッジ(3乃至6;20)が、ハンドリング手段によってコア(7;19)の周囲に案内され、該少なくとも一部分(8;25、45、54)が2つのローラコンベア(9、10;21、22)間にて同時に引き出され、配置され且つ襞が形成されることと、少なくとも一部分(8;25、45、54)の少なくとも1つの終了部(33)は、背面把持手段(38)によってコア背面部(28)に固定されることとを特徴とする請求項13に記載の方法。
【請求項15】
ロール手段(49、50)から、特にコア正面部(27)およびコア背面部(28)のうち少なくともいずれか一方の領域に、ほぼウェブ形式の補強繊維構造体(47、48)が、把持手段(37、38)によって位置され固定されることを特徴とする請求項13または14に記載の方法。
【請求項16】
前記部分(8;25、45、54)の少なくとも1つの層(44)が位置された後に、所定位置に固定するための接着剤(42)が、少なくとも位置された部分(8;25、45、54)およびウェブ形式の補強繊維構造体(47、48)のうち少なくともいずれか一方の領域に塗布されることを特徴とする請求項13乃至15のいずれか一項に記載の方法。
【請求項17】
外形を備えたプリフォーム(53)の部分(8;25、45、54)の少なくとも1つの層(44)が接着剤(42)によって所定位置に固定された後に押圧手段によって固結が行われることを特徴とする請求項13乃至16のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2012−504506(P2012−504506A)
【公表日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2011−529496(P2011−529496)
【出願日】平成21年9月3日(2009.9.3)
【国際出願番号】PCT/EP2009/061383
【国際公開番号】WO2010/037612
【国際公開日】平成22年4月8日(2010.4.8)
【出願人】(311014956)エアバス オペレーションズ ゲーエムベーハー (54)
【氏名又は名称原語表記】Airbus Operations GmbH
【住所又は居所原語表記】Kreetslag 10,21129 Hamburg,Germany
【Fターム(参考)】
【公表日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成21年9月3日(2009.9.3)
【国際出願番号】PCT/EP2009/061383
【国際公開番号】WO2010/037612
【国際公開日】平成22年4月8日(2010.4.8)
【出願人】(311014956)エアバス オペレーションズ ゲーエムベーハー (54)
【氏名又は名称原語表記】Airbus Operations GmbH
【住所又は居所原語表記】Kreetslag 10,21129 Hamburg,Germany
【Fターム(参考)】
[ Back to top ]