
外形判定装置
【課題】判定時間が短く、かつ、小形化や低コスト化が可能な外形判定装置を提供する。
【解決手段】被判定物を載置する矩形状の載置面3aを有する載置台3と、載置面3aの周縁に設置される、横方向送光用光導波路1Xと、横方向受光用光導波路2Xと、縦方向送光用光導波路1Yと、縦方向受光用光導波路2Yと、載置面3aから上方に起立する高さ方向送光用光導波路1Zと、高さ方向受光用光導波路2Zと、上記縦方向,横方向および高さ方向の送光用光導波路1X,1Y,1Zの送光用光コア22に接続された光源D1と、上記縦方向,横方向および高さ方向の受光用光導波路2X,2Y,2Zの受光用コア23に接続された光電変換素子C1と、この光電変換素子C1からの光遮断信号を受けて演算処理し被判定物の外形を算出する外形算出手段4とを備えている。
【解決手段】被判定物を載置する矩形状の載置面3aを有する載置台3と、載置面3aの周縁に設置される、横方向送光用光導波路1Xと、横方向受光用光導波路2Xと、縦方向送光用光導波路1Yと、縦方向受光用光導波路2Yと、載置面3aから上方に起立する高さ方向送光用光導波路1Zと、高さ方向受光用光導波路2Zと、上記縦方向,横方向および高さ方向の送光用光導波路1X,1Y,1Zの送光用光コア22に接続された光源D1と、上記縦方向,横方向および高さ方向の受光用光導波路2X,2Y,2Zの受光用コア23に接続された光電変換素子C1と、この光電変換素子C1からの光遮断信号を受けて演算処理し被判定物の外形を算出する外形算出手段4とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光導波路を用いた外形判定装置に関するものである。
【背景技術】
【0002】
小包や封書等の配達物の送料は、通常、その外形(縦,横および高さの寸法)によって決まる。そのため、配達物を受け付ける郵便局やコンビニエンスストア等では、配達物の送料を決定するために、その配達物の外形を、人が物差しを用いて手作業で計ることが行われている。
【0003】
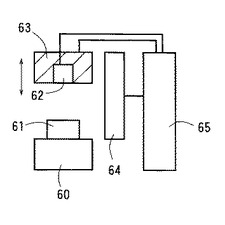
また、手作業に頼らないようにするために、配達物の外形を自動的に判定する装置が提案されている(例えば、特許文献1参照)。この外形判定装置は、図13に模式的に示すように、配達物61を載置する載置台60と、その配達物61を上方から写すカメラ62と、このカメラ62を上下移動するシフト機構63と、このシフト機構63の高さ位置を検知するシフト位置検知手段64と、上記カメラ62,シフト機構63およびシフト位置検知手段64の作動制御を行う制御部65とを備えている。
【0004】
この外形判定装置を用いた外形判定方法は、まず、載置台60に配達物61を載置する。ついで、カメラ62で配達物61の画像データを取り込み、その配達物61の上面の寸法を得る。つぎに、シフト機構63を上方から下方に移動させ、配達物61の上面にシフト機構63が接触した位置をシフト位置検知手段64で検知することにより、配達物61の高さ寸法を得る。そして、得られた配達物61の上面の寸法および高さ寸法から、制御部65において配達物61の外形が判定されるようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−48232号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、人による判定では、時間が長くかかる。また、上記のような外形判定装置も、シフト機構63の昇降動作等に時間がかかるため、時間短縮の効果が小さい。しかも、上記シフト機構63の昇降にはモータ等の駆動源が必要となるため、装置の小形化や低コスト化が難しい。
【0007】
本発明は、このような事情に鑑みなされたもので、判定時間が短く、かつ、小形化や低コスト化が可能な外形判定装置の提供をその目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明の外形判定装置は、被判定物の外形を判定する外形判定装置であって、被判定物を載置する矩形状の載置面を有する載置台と、上記載置面に沿って横方向に並ぶ複数の平行光を送受する第1の光送受手段と、同じく載置面に沿って縦方向に並ぶ複数の平行光を送受する第2の光送受手段と、上記載置面に対し高さ方向に並ぶ複数の平行光を送受する第3の光送受手段と、上記各光送受手段の送光部に光を伝送する光源と、上記載置面上に被判定物を載置した状態で、上記各光送受手段の受光部における光の受光もしくは遮断を検知して信号を出力する検知手段と、この検知手段からの信号に基づき被判定物の外形を算出する外形算出手段とを備えているという構成をとる。
【0009】
本発明の外形判定装置を用いて被判定物の外形を判定する際には、まず、光源を発光させ、上記載置面の縦方向,横方向および高さ方向に設けられた各光送受手段において、平行光を送受させる。これにより、載置台の載置面に対し、横,縦,高さの3方向から複数の平行光が投射された状態になる。そして、この状態で、載置台の載置面に被判定物を載置すると、その載置した被判定物が、3方向の平行光を部分的に遮断する。そこで、その遮断された光を、検知手段が検知して信号として出力し、外形算出手段において演算処理し、上記被判定物の縦,横および高さの寸法を算出する。このようにして、被判定物の外形を判定することができる。
【発明の効果】
【0010】
本発明の外形判定装置では、上記のように、載置台の載置面に載置された被判定物が、縦方向,横方向および高さ方向に並ぶ平行な光を遮断することにより、その被判定物の外形を判定するため、その判定時間が速い(例えば1秒以下)。しかも、平行光投射のための各光送受手段は、薄いものであり、昇降させる必要もないため、本発明の外形判定装置は小形化や低コスト化が容易である。
【0011】
特に、上記外形算出手段から出力される算出データに基づき被判定物の外形を表示するディスプレイが設けられている場合には、被判定物の外形がディスプレイに表示されるため、被判定物の外形を目視にて明確に確認することができる。
【0012】
また、上記載置台に、載置面に載置された被判定物の質量を測定する質量測定手段が設けられている場合には、被判定物の外形を判定すると同時に、被判定物の質量を知ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の外形判定装置の第1の実施の形態を模式的に示す斜視図である。
【図2】(a),(b)は、上記外形判定装置の使用方法を示す説明図である。
【図3】入射光の入射位置と光強度との関係を示すグラフである。
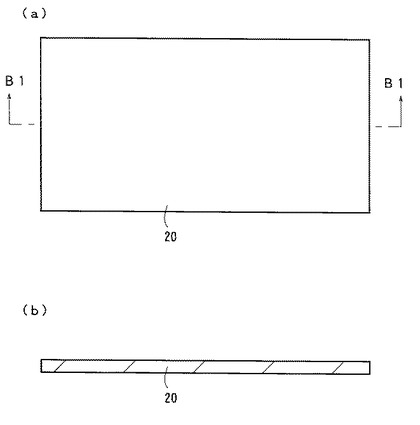
【図4】上記外形判定装置における光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB1−B1断面図である。
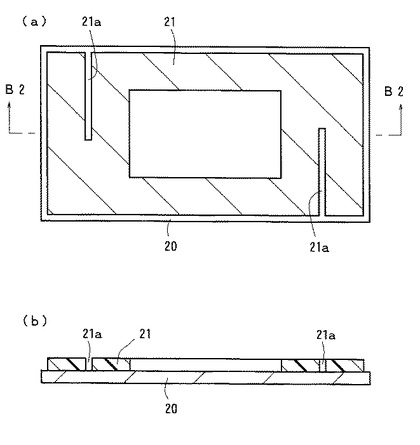
【図5】図4につづく光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB2−B2断面図である。
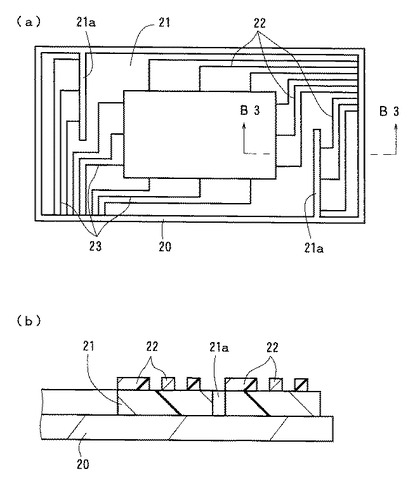
【図6】図5につづく光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB3−B3断面の拡大図である。
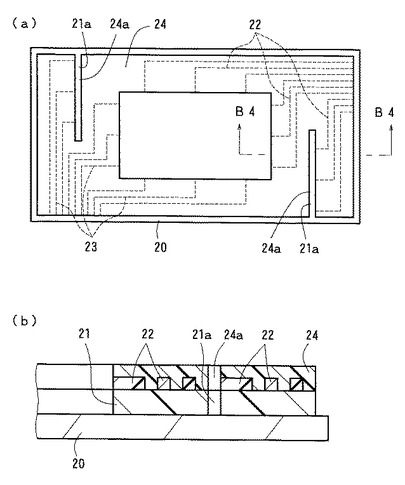
【図7】図6につづく光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB4−B4断面の拡大図である。
【図8】本発明の外形判定装置の第2の実施の形態を模式的に示す斜視図である。
【図9】図8における光導波路の枠状部と起立部との接続部分を示す、図8のA−A断面の拡大図である。
【図10】本発明の外形判定装置の第3の実施の形態を模式的に示す斜視図である。
【図11】本発明の外形判定装置の第4の実施の形態を模式的に示す斜視図である。
【図12】本発明の外形判定装置の第5の実施の形態を模式的に示す斜視図である。
【図13】従来の外形判定装置を示す説明図である。
【発明を実施するための形態】
【0014】
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。
【0015】
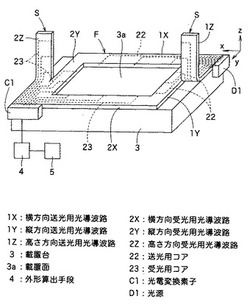
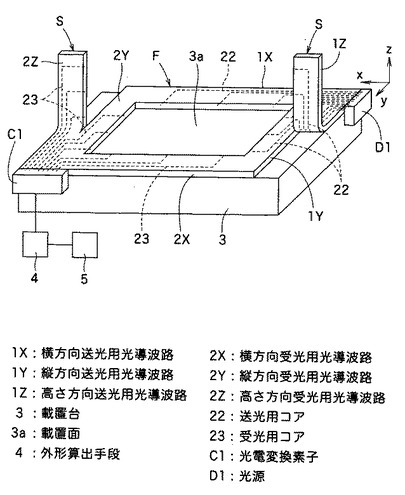
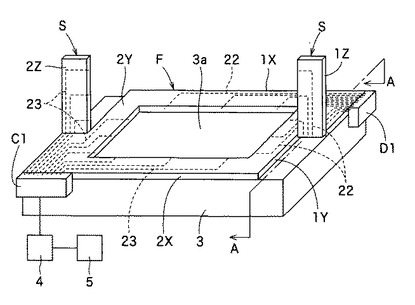
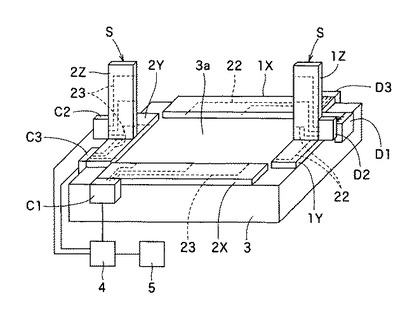
図1は、本発明の外形判定装置の第1の実施の形態を模式的に示す斜視図である。この外形判定装置は、被判定物を載置する矩形状(この例では横長の長方形状)の載置面3aを有する載置台3を備えている。そして、その載置面3aの周縁には、その載置面3aの周縁に沿う四角形の枠状部Fと、この枠状部Fにおいて対向する一対の辺部の一部分が直角に屈曲されて起立した起立部Sとからなる立体状の光導波路が設置されている。この立体状の光導波路において、上記枠状部Fは、2個のL字板状部材が対向し一体になったような形状をしている。そのうちの一方のL字板状部材とそのL字板状部材から起立する上記起立部Sとからなる部分(図示の右上半分)が、送光用の光導波路に形成され、それに対向する他方のL字板状部材とそのL字板状部材から起立する上記起立部Sとからなる部分(図示の左下半分)が、受光用の光導波路に形成されている。そして、上記光導波路の枠状部Fにおいて、送光用光導波路のL字板状部材の角部外側縁(図示の右上縁)に、光源D1が接続され、受光用光導波路のL字板状部材の角部外側縁(図示の左下縁)に、光電変換素子(検知手段)C1が接続されている。また、その光電変換素子C1に、外形算出手段4が電気的に接続されている。さらに、この実施の形態では、上記外形算出手段4に、ディスプレイ5が接続されている。なお、図1において鎖線で示す符号22,23は、コア(光の通路)であり、その鎖線の太さがコア22,23の太さを示している。また、図1では、コア22,23の数を実際の数より略して図示している。
【0016】
より詳しく説明すると、上記光導波路の枠状部Fを構成する一方のL字板状部材は、載置面3aの周縁一側部に沿う(図示のy軸方向に沿う)縦方向送光用光導波路1Yと、載置面3aの上記一側部に隣接する側部に沿う(図示のx軸方向に沿う)横方向送光用光導波路1Xとを備えている。他方のL字板状部材は、上記縦方向送光用光導波路1Yに対向する位置にある縦方向受光用光導波路2Yと、上記横方向送光用光導波路1Xに対向する位置にある横方向受光用光導波路2Xとを備えている。また、上記y軸方向に沿う縦方向送光用光導波路1Yの外側には、高さ方向送光用光導波路1Zが一体に形成されており、そのy軸方向の長さの半分の部分が上方(図示のz軸方向)に直角に屈曲され、上記起立部Sに形成されている。それに対向するように、上記縦方向受光用光導波路2Yの外側には、高さ方向受光用光導波路2Zが一体に形成されており、そのy軸方向の長さの半分の部分が上方(図示のz軸方向)に直角に屈曲され、上記起立部Sに形成されている。
【0017】
上記光導波路には、上記横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zが交わる、上記枠状部Fの角部外側縁(図示の右上縁)から、各送光用光導波路1X,1Y,1Zの内側(載置面3a側)端縁まで、光の通路である複数の送光用コア22が、等間隔に並列状態で延びたパターンに形成されている。そして、上記送光用コア22の出射口が、送光用光導波路1X,1Y,1Zの内側(載置面3a側)端縁に並設されている。上記横方向,縦方向および高さ方向の受光用光導波路2X,2Y,2Zについても同様に、それらが交わる、上記枠状部Fの角部外側縁(図示の左下縁)から、各受光用光導波路2X,2Y,2Zの内側(載置面3a側)端縁まで、光の通路である複数の受光用コア23が、等間隔に並列状態で延びたパターンに形成されている。そして、受光用コア23の入射口が、受光用光導波路2X,2Y,2Zの内側(載置面3a側)端縁に並設されている。上記送光用コア22の出射口と、それに対応する受光用コア23の入射口とは、対面した状態になっている。
【0018】
したがって、横方向送光用光導波路1Xと横方向受光用光導波路2Xとの組み合わせにより、横方向に並んだ平行光が送受される(第1の光送受手段)。また、縦方向送光用光導波路1Yと縦方向受光用光導波路2Yとの組み合わせにより、縦方向に並んだ平行光が送受される(第2の光送受手段)。そして、高さ方向送光用光導波路1Zと高さ方向受光用光導波路2Zとの組み合わせにより、高さ方向に並んだ平行光が送受される(第3の光送受手段)。
【0019】
そして、上記光源D1は、横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zが交わる、上記枠状部Fの角部外側縁(図示の右上縁)において、送光用コア22の端面(上記出射口の反対側の端面)に接続されており、各送光用光導波路1X,1Y,1Zに光を伝送するようになっている。なお、上記光源D1は、好ましくは、人の目に見えない赤外線領域の波長を発光するものである。そのような光源D1としては、例えば、発光ダイオード,半導体レーザ等があげられる。
【0020】
上記光電変換素子C1は、横方向,縦方向および高さ方向の受光用光導波路2X,2Y,2Zが交わる、上記枠状部Fの角部外側縁(図示の左下縁)において、受光用コア23の端面(上記入射口の反対側の端面)に接続されている。そして、この光電変換素子C1によって、各受光用コア23に入射した光の強度を検知し、その検知結果を電気信号に変換するようになっている。上記光電変換素子C1は、好ましくは、受光画素(例えばフォトダイオード)を横一列に並べた1次元イメージセンサである。このような光電変換素子C1としては、例えば、相補正金属酸化膜半導体(CMOS),CCD(Charge Coupled Device )イメージセンサ等があげられる。
【0021】
上記外形算出手段4は、通常、メモリおよび中央演算処理装置(CPU)等からなる。その外形算出手段4は、上記光電変換素子C1からの電気信号(各受光用コア23に入射した光の強度)を基に、演算処理して被判定物の縦,横および高さの寸法等を算出するものである。
【0022】
上記被判定物としては、例えば、小包や封書等の配達物があげられる。そして、それを載置する上記載置台3の載置面3aの面積は、例えば、100〜10000cm2 の範囲内に設定される。
【0023】
上記外形判定装置を用いて、例えばつぎのようにして、被判定物の外形判定を行うことができる。
【0024】
まず、被判定物の外形判定に先立って、外形判定装置の校正を行う。
【0025】
〔校正〕
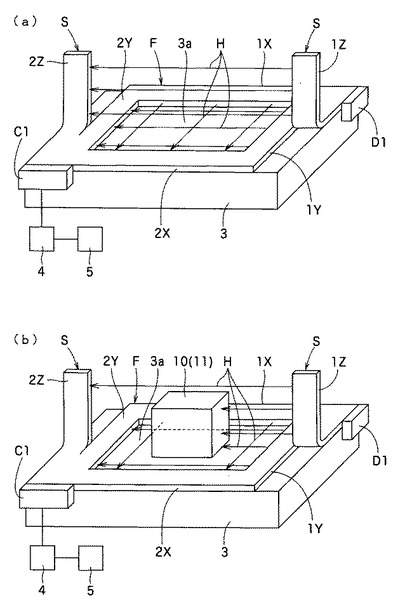
はじめに、光源D1を発光させる。これにより、光源D1からの光は、横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zの送光用コア22により導かれ、図2(a)に示すように〔図2(a)ではコア22,23を省略している〕、上記載置面3a上において、上記送光用光導波路1X,1Y,1Zから、横方向,縦方向および高さ方向に並ぶ平行な光Hとなって出射される。すなわち、出射光Hは、載置面3aに沿って格子状に走った状態(横方向および縦方向に並ぶ平行な出射光H)になるとともに、載置面3aからの高さ方向に並んで載置面3aに対して平行に走った状態(高さ方向に並ぶ平行な出射光H)になる。それら平行な出射光Hは、横方向,縦方向および高さ方向の受光用光導波路2X,2Y,2Zに入射する。なお、図2(a)では、理解し易くするため、多数の出射光Hのうちの一部の出射光Hのみを示している。
【0026】
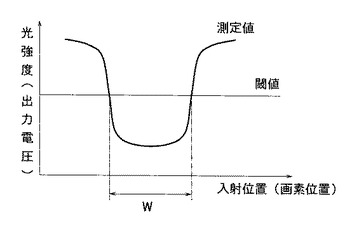
ついで、その状態で、図2(b)に示すように、載置台3の載置面3aに、寸法が既知の直方体10を載置する。これにより、その直方体10が、上記出射光Hの一部を遮断する。そして、その直方体10の縦,横および高さのいずれかにより遮断された出射光Hおよび遮断されなかった出射光Hを、光電変換素子C1で検知し、入射光の入射位置(画素位置)とその光強度(出力電圧)との関係を、図3に示すように、グラフ化する。そのグラフから、光強度が閾値を下回る部分(出射光Hが遮断された部分)の寸法(W)を特定する。そして、上記直方体10の実際の寸法(L)との比率(L/W)を換算係数(a)とし、その換算係数(a)を外形算出手段4にインプットする。ここで、上記閾値は、直方体10が出射光Hを遮断しないときに光電変換素子C1が検知する光強度を100としたとき、好ましくは40〜80の範囲内で設定される。このようにして、上記外形判定装置の校正〔上記換算係数(a)の設定〕を行う。校正を行った後は、上記直方体10を、載置台3の載置面3aから取り除く。なお、図2(b)ではコア22,23を省略している。
【0027】
上記外形判定装置の校正を行った後、その外形判定装置を用いて被判定物11の外形を判定することができる。その外形判定方法について説明する。
【0028】
〔外形判定方法〕
まず、上記と同様に、光源D1を発光させ、載置面3a上において、送光用光導波路1X,1Y,1Zから、横方向,縦方向および高さ方向に並ぶ平行な光Hを出射させ、その出射光Hを受光用光導波路2X,2Y,2Zに入射させた状態にする〔図2(a)参照〕。そして、この状態で、載置台3の載置面3aに被判定物11を載置すると、その載置した被判定物11が、上記載置面3aの横,縦,高さの3方向に走行する平行な出射光Hの一部を遮断する〔図2(b)参照〕。この遮断された出射光Hの位置および強度は、前記光電変換素子C1で検知することができる。そして、光電変換素子C1において検知された結果を光の遮断信号として外形算出手段4に送信する。ここで、「光の遮断信号」とは、光電変換素子C1が検知した光強度が、予め設定された上記閾値を下回るときに得られる信号をいう。そして、上記遮断信号を受信した外形算出手段4は、その遮断信号から、出射光Hが遮断された部分の横の寸法W(x),縦の寸法W(y)および高さの寸法W(z)を特定し、さらに、上記換算係数(a)を考慮した下記の式(1)〜(3)から、被判定物11の実際の横の寸法L(x),縦の寸法L(y)および高さの寸法L(z)を算出する。
【0029】
【数1】

【0030】
さらに、必要に応じて、外形算出手段4は、被判定物11のxy平面での断面積を、L(x)×L(y)により算出することができる。また、体積を、L(x)×L(y)×L(z)により算出することができる。そして、これら算出した被判定物11の外形寸法,断面積,体積等の情報は、ディスプレイ5に表示される。このようにして、被判定物11の外形を判定することができる。
【0031】
ここで、上記横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zからの平行な出射光Hを構成する各光線は、光強度の90%が広がり角5°以内にあることが好ましい。そして、各光線の幅,平行な出射光Hの密度(隣り合う光線間の距離)は、上記被判定物11の大きさ等に応じて適宜設定することができる。例えば、平行な出射光Hの密度を高めることにより、1mm以下の寸法差を認識することができ、また、寸法の測定誤差をより小さく(例えば1%以下)することもできる。
【0032】
このように、上記外形判定装置を用いると、被判定物11の外形を、自動的かつ迅速に判定することができる。したがって、上記外形判定装置を、郵便局やコンビニエンスストア等に設置すると、配達物の送料を決定するために必要な配達物の外形判定業務を、非常に効率よく行うことができる。そして、この外形判定装置は、コンパクト化,低コスト化が可能である。
【0033】
つぎに、上記外形判定装置における光導波路の製造方法の一例について説明する。
【0034】
まず、図4(a),(b)に示すように、アンダークラッド層21〔図5(a),(b)参照〕を形成する際に用いる平板状の基台20を準備する。この基台20の形成材料としては、例えば、金属,樹脂,ガラス等があげられる。また、基台20の厚みは、例えば、20μm〜5mmの範囲内に設定される。
【0035】
ついで、上記基台20の表面に、アンダークラッド層形成用の感光性エポキシ樹脂等の感光性樹脂が溶媒に溶解しているワニスを塗布した後、必要に応じて加熱処理して乾燥させ、アンダークラッド層形成用の感光性樹脂層(図示せず)を形成する。そして、アンダークラッド層21〔図5(a),(b)参照〕のパターンに対応する開口パターンが形成されているフォトマスクを介して、上記感光性樹脂層を照射線により露光する。つぎに、必要に応じて加熱処理を行った後、現像液を用いて現像を行うことにより、図5(a),(b)に示すように、上記感光性樹脂層における未露光部分を溶解させて除去し、残存した感光性樹脂層をアンダークラッド層21のパターンに形成する。このアンダークラッド層21のパターンは、図5(a)において斜線で示すように、四角形の枠状であり、その枠状アンダークラッド層21のy軸方向に沿う対向部分に、y軸方向に沿って、略中央の位置までスリット21aが形成されたパターンである。図示の左側のスリット21aは、図示の上端縁から略中央の位置まで形成されており、図示の右側のスリット21aは、図示の下端縁から略中央の位置まで形成されている。アンダークラッド層21の厚みは、通常、5〜100μmの範囲内に設定される。
【0036】
つぎに、上記アンダークラッド層21の表面に、上記アンダークラッド層形成用の感光性樹脂層の形成方法と同様にして、コア形成用の感光性樹脂層を形成する。そして、コア22,23〔図6(a),(b)参照〕のパターンに対応する開口パターンが形成されているフォトマスクを介して、上記感光性樹脂層を照射線により露光する。つぎに、必要に応じて加熱処理を行った後、現像液を用いて現像を行うことにより、図6(a),(b)に示すように、上記感光性樹脂層における未露光部分を溶解させて除去し、残存した感光性樹脂層をコア22,23のパターンに形成する。このコア22,23のパターンは、枠状アンダークラッド層21の対向する一対の角部外側縁(図示の右上縁および左下縁)から、枠状アンダークラッド層21の内側端縁および上記スリット21aの外側端縁まで、等間隔に並列状態で延びたパターンである。コア22,23の厚み(高さ)は、通常、5〜100μmの範囲内に設定され、幅は、通常、5〜60μmの範囲内に設定される。なお、図6(a)では、コア22,23を実線で示し、その実線の太さがコア22,23の太さを示している。また、図6(a),(b)では、コア22,23の数を実際の数より略して図示している。
【0037】
なお、上記コア22,23の形成材料としては、例えば、上記アンダークラッド層21と同様の感光性樹脂があげられ、上記アンダークラッド層21およびオーバークラッド層24〔図7(a),(b)参照〕の形成材料よりも屈折率が大きい材料が用いられる。この屈折率の調整は、例えば、上記アンダークラッド層21、コア22,23、オーバークラッド層24の各形成材料の種類の選択や組成比率を調整して行うことができる。
【0038】
そして、上記コア22,23を被覆するように、上記アンダークラッド層21の表面に、上記アンダークラッド層形成用の感光性樹脂層の形成方法と同様にして、オーバークラッド層形成用の感光性樹脂層を形成する。そして、上記感光性樹脂層を照射線により露光し、図7(a),(b)に示すように、オーバークラッド層24を形成する。このオーバークラッド層24の平面視は、上記アンダークラッド層21の平面視と同形状であり、スリット24aも形成されている。オーバークラッド層24の厚み(アンダークラッド層21の表面からの厚み)は、通常、50〜2000μmの範囲内に設定される。なお、オーバークラッド層24の形成材料としては、例えば、上記アンダークラッド層21と同様の感光性樹脂があげられる。
【0039】
つぎに、基台20をアンダークラッド層21から剥離し、アンダークラッド層21、コア22,23およびオーバークラッド層24からなる、スリット入り枠状の光導波路を得る。そして、この光導波路の上記スリット21a,24aの外側部分を、図1に示すように、上方に直角に屈曲する。このようにして、枠状部Fと起立部Sとからなる、目的の立体状の光導波路を得ることができる。なお、必要に応じて、その立体状の光導波路の形状に対応する支持板を準備し、その支持板に上記立体状の光導波路を接着してもよい。
【0040】
その後、得られた上記光導波路の枠状部Fの所定位置に、光源D1および光電変換素子C1を接続し、それを載置台3の載置面3aの周縁に設置する。さらに、上記光電変換素子C1に、外形算出手段4を接続し、その外形算出手段4に、ディスプレイ5を接続する。このようにして、本発明の、図1に示す外形判定装置を製造することができる。
【0041】
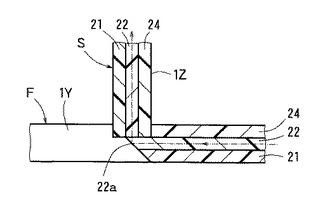
図8は、本発明の外形判定装置の第2の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図1に示す第1の実施の形態の外形判定装置において、光導波路の枠状部Fと起立部Sとを個別に作製した後、それらを接続して一体化したものである。それ以外の部分は、上記第1の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0042】
上記光導波路の枠状部Fと起立部Sとの接続は、高さ方向送光用光導波路1Zおよび高さ方向受光用光導波路2Zにおいて行われる。その接続部分は、図9に示すように、枠状部F側が、切削等により、コア22の軸方向に対して45°の傾斜面に形成され、その傾斜面にあるコア22の端面22aの内側が光反射面になっている。そして、その光反射面の上方に起立部Sのコア22の端面が位置決めされており、一点鎖線矢印で示すように、光が90°方向を変えて伝送されるようになっている。なお、図9では、高さ方向送光用光導波路1Zにおける上記接続部分を図示しているが、高さ方向受光用光導波路2Zにおける上記接続部分についても同様の構造になっている。
【0043】
この第2の実施の形態の外形判定装置を用いた外形判定方法は、上記第1の実施の形態と同様にして行うことができる。
【0044】
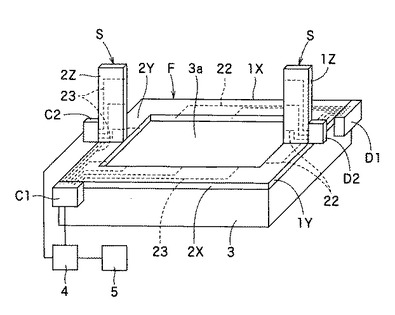
図10は、本発明の外形判定装置の第3の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図1に示す第1の実施の形態の外形判定装置において、高さ方向送光用光導波路1Zおよび高さ方向受光用光導波路2Zが、枠状部Fを構成する他の光導波路1X,1Y,2X,2Yとは別に、帯状に形成され、上記枠状部Fの上方に起立した状態で設置されている。上記高さ方向送光用光導波路1Zには、外側下端縁から内側(載置面3a側)端縁まで、光の通路である複数の送光用コア22が、等間隔に並列状態で延びたパターンに形成されている。そして、その高さ方向送光用光導波路1Zの外側下端縁において、送光用コア22に、第2の光源〔枠状部Fの光導波路に接続されている(第1の)光源D1とは別の光源〕D2が接続されている。また、高さ方向受光用光導波路2Zについても同様に、外側下端縁から内側(載置面3a側)端縁まで、光の通路である複数の受光用コア23が、等間隔に並列状態で延びたパターンに形成されており、上記外側下端縁において、受光用コア23に、第2の光電変換素子〔枠状部Fの光導波路に接続されている(第1の)光電変換素子C1とは別の光電変換素子〕C2が接続されている。その第2の光電変換素子C2は、上記第1の光電変換素子C1と接続状態にある外形算出手段4に、電気的に接続されている。それ以外の部分は、上記第1の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0045】
この第3の実施の形態の外形判定装置を用いた外形判定方法では、横方向および縦方向に並ぶ平行な出射光のうち被判定物で遮断された出射光の位置は、枠状部Fの光導波路に接続されている第1の光電変換素子C1で検知され、高さ方向に並ぶ平行な出射光のうち被判定物で遮断された出射光の位置は、高さ方向受光用光導波路2Zに接続されている第2の光電変換素子C2で検知される。そして、第1および第2の光電変換素子C1,C2での検知結果が外形算出手段4に送信される。その後は、上記第1の実施の形態と同様にして、ディスプレイ5に、被判定物の外形寸法等が表示される。
【0046】
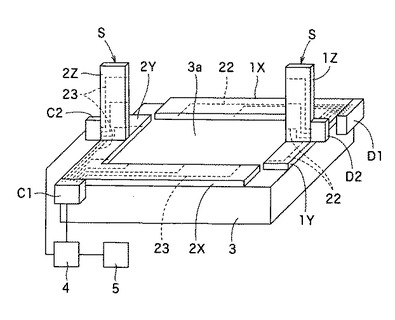
図11は、本発明の外形判定装置の第4の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図10に示す第3の実施の形態の外形判定装置において、四角形の枠状部F(図10参照)を構成する光導波路が、対向する2個のL字板状部材に分離したものである。一方のL字板状部材は、送光用の光導波路(横方向送光用光導波路1Xおよび縦方向送光用光導波路1Y)からなり、その角部外側縁において、送光用コア22に、光源D1が接続されている。他方のL字板状部材は、受光用の光導波路(横方向受光用光導波路2Xおよび縦方向受光用光導波路2Y)からなり、その角部外側縁において、受光用コア23に、光電変換素子C1が接続されている。それ以外の部分は、上記第3の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0047】
この第4の実施の形態の外形判定装置を用いた外形判定方法は、上記第3の実施の形態と同様にして行うことができる。
【0048】
図12は、本発明の外形判定装置の第5の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図11に示す第4の実施の形態の外形判定装置において、送光用の光導波路からなる一方のL字板状部材が、横方向送光用光導波路1Xと、縦方向送光用光導波路1Yの2辺に分離され、受光用の光導波路からなる他方のL字板状部材が、横方向受光用光導波路2Xと、縦方向受光用光導波路2Yの2辺に分離されている。上記横方向送光用光導波路1Xおよび縦方向送光用光導波路1Yには、それぞれ、外側一端縁から内側(載置面3a側)端縁まで、光の通路である複数の送光用コア22が、等間隔に並列状態で延びたパターンに形成されている。そして、上記横方向送光用光導波路1Xの外側一端縁において、送光用コア22に、第3の光源(L字板状部材における縦方向送光用光導波路1Yに接続されている第1の光源D1とは別の光源)D3が接続されている。また、横方向受光用光導波路2Xおよび縦方向受光用光導波路2Yについても同様に、それぞれ、外側一端縁から内側(載置面3a側)端縁まで、光の通路である複数の受光用コア23が、等間隔に並列状態で延びたパターンに形成されており、上記縦方向受光用光導波路2Yの外側一端縁において、受光用コア23に、第3の光電変換素子(L字板状部材における横方向受光用光導波路2Xに接続されている第1の光電変換素子C1とは別の光電変換素子)C3が接続されている。その第3の光電変換素子C3は、上記第1および第2の光電変換素子C1,C2と接続状態にある外形算出手段4に、電気的に接続されている。それ以外の部分は、上記第4の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0049】
この第5の実施の形態の外形判定装置を用いた外形判定方法では、横方向に並ぶ平行な出射光のうち被判定物で遮断された光の位置は、横方向受光用光導波路2Xに接続されている第1の光電変換素子C1で検知され、縦方向に並ぶ平行な出射光のうち被判定物で遮断された光の位置は、縦方向受光用光導波路2Yに接続されている第3の光電変換素子C3で検知され、高さ方向に並ぶ平行な出射光のうち被判定物で遮断された光の位置は、高さ方向受光用光導波路2Zに接続されている第2の光電変換素子C2で検知される。そして、第1〜第3の光電変換素子C1,C2,C3での検知結果が外形算出手段4に送信される。その後は、上記第4の実施の形態と同様にして、ディスプレイ5に、被判定物の外形寸法等が表示される。
【0050】
なお、上記各実施の形態では、外形算出手段4にディスプレイ5を接続したが、その外形算出手段4で算出した被判定物の外形を表示する必要がない場合は、上記ディスプレイ5を設けなくてもよい。また、外形算出手段4に、ディスプレイ5以外の他の装置を接続し、外形算出手段4で算出した被判定物11の外形についての情報を、上記装置に送信し、目的に応じて情報を加工する等して利用してもよい。
【0051】
また、上記各実施の形態において、載置台3に、載置面3aに載置された被判定物11の質量を測定する測定手段を組み込んで、載置台3が質量計を兼ねるようにしてもよい。この場合、被判定物11の外形を判定すると同時に、被判定物の質量を測定することができる。
【0052】
さらに、上記各実施の形態では、感光性樹脂を用いてアンダークラッド層21を形成したが、これに代えて、アンダークラッド層21として作用する樹脂フィルムを準備し、それをそのままアンダークラッド層21として用いてもよい。また、アンダークラッド層21に代えて、金属フィルム等の金属製基板,金属薄膜が表面に形成された基板等を、コア形成用の基体として用いてもよい。
【0053】
また、上記各実施の形態では、光導波路を得る際に、基台20から光導波路を剥離したが、その光導波路は、剥離することなく、基台20の表面に形成されたままの状態で載置台3に取り付けて使用してもよい。
【0054】
つぎに、実施例について従来例と併せて説明する。但し、本発明は、実施例に限定されるわけではない。
【実施例】
【0055】
〔アンダークラッド層およびオーバークラッド層の形成材料〕
ビスフェノキシエタノールフルオレングリシジルエーテル(成分A)35重量部、脂環式エポキシ樹脂である3’,4’−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート(ダイセル化学工業社製、セロキサイド2021P)(成分B)40重量部、(3’,4’−エポキシシクロヘキサン)メチル−3’,4’−エポキシシクロヘキシル−カルボキシレート(ダイセル化学工業社製、セロキサイド2081)(成分C)25重量部、4,4’−ビス〔ジ(β−ヒドロキシエトキシ)フェニルスルフィニオ〕フェニルスルフィド−ビス−ヘキサフルオロアンチモネートの50重量%プロピオンカーボネート溶液(成分D)2重量部とを混合することにより、アンダークラッド層およびオーバークラッド層の形成材料を調製した。
【0056】
〔コアの形成材料〕
上記成分A:70重量部、1,3,3−トリス{4−〔2−(3−オキセタニル)〕ブトキシフェニル}ブタン:30重量部、上記成分D:1重量部を乳酸エチルに溶解することにより、コアの形成材料を調製した。
【0057】
〔光導波路の作製〕
まず、ステンレス製の基台(厚み50μm)の表面に、上記アンダークラッド層の形成材料をアプリケーターにより塗布した後、100℃×15分間の乾燥処理を行い、感光性樹脂層を形成した。つぎに、その上方に、アンダークラッド層のパターンと同形状の開口パターンが形成された合成石英系のフォトマスクを配置した。そして、その上方から、プロキシミティ露光法にて2000mJ/cm2 の紫外線(波長365nm)照射による露光を行った後、80℃×15分間の加熱処理を行った。つぎに、γ−ブチロラクトン水溶液を用いて現像することにより、未露光部分を溶解除去し、その後、120℃×30分間の加熱処理を行った。このようにして、スリット入り枠状のアンダークラッド層(厚み20μm)を形成した〔図5(a),(b)参照〕。
【0058】
ついで、上記アンダークラッド層の表面に、上記コアの形成材料をアプリケーターにより塗布した後、100℃×15分間の乾燥処理を行い、感光性樹脂層を形成した。つぎに、その上方に、コアのパターンと同形状の開口パターンが形成された合成石英系のフォトマスクを配置した。そして、その上方から、プロキシミティ露光法にて4000mJ/cm2 の紫外線(波長365nm)照射による露光を行った後、80℃×15分間の加熱処理を行った。つぎに、γ−ブチロラクトン水溶液を用いて現像することにより、未露光部分を溶解除去し、その後、120℃×30分間の加熱処理を行った。このようにして、断面四角形のコア(厚み50μm、幅50μm)を所定パターンに形成した〔図6(a),(b)参照〕。
【0059】
そして、コアを被覆するように、上記アンダークラッド層の表面に、オーバークラッド層の形成材料をアプリケーターにより塗布した後、100℃×15分間の乾燥処理を行い、感光性樹脂層を形成した。つぎに、2000mJ/cm2 の紫外線照射による露光を行った後、120℃×15分間の加熱処理を行った。このようにして、オーバークラッド層(アンダークラッド層の表面からの厚み150μm)を形成した〔図7(a),(b)参照〕。
【0060】
つぎに、基台をアンダークラッド層から剥離し、アンダークラッド層,コアおよびオーバークラッド層からなる、スリット入り枠状の光導波路を得た。そして、上記スリットの外側部分を、上方に直角に屈曲した。このようにして、枠状部と起立部とからなる、目的の立体状の光導波路を得た(図1参照)。枠状部の内側開口部の寸法は、250mm×250mmに設定し、起立部の高さは、125mmに設定した。
【0061】
〔外形判定装置の作製〕
得られた光導波路の枠状部の所定位置に光源(VCSEL)および光電変換素子(CMOSリニアセンサアレイ)を接続し、それを載置台の載置面の周縁に設置した。さらに、、上記光電変換素子に、外形算出手段〔DAQユニット(日本ナショナルインスツルメンツ社製)を備えるパーソナルコンピュータ(Dell社製)〕を接続し、その外形算出手段に、ディスプレイを接続した。このようにして、外形判定装置を作製した。
【0062】
〔外形判定〕
そして、校正済みの上記外形判定装置の載置面に、直方体(被判定物)を載置したところ、1秒も経たないうちに、その直方体の縦,横および高さの寸法がディスプレイに表示された。
【0063】
〔従来例〕
上記直方体の縦,横および高さの寸法を、人が物差しを用いて測定した。その結果、その測定に20秒を要した。
【0064】
上記実施例および従来例の結果から、実施例の方が、被判定物の外形判定時間が速いことがわかる。
【0065】
また、上記実施例において、載置台が質量計を兼ねている場合は、上記と同様に速く外形を判定できると同時に、被判定物の質量を測定することができた。
【産業上の利用可能性】
【0066】
本発明の外形判定装置は、郵便局やコンビニエンスストア等において、配達物の送料を決定するために必要な配達物の外形を、自動的かつ迅速に判定することに利用可能である。
【符号の説明】
【0067】
1X 横方向送光用光導波路
1Y 縦方向送光用光導波路
1Z 高さ方向送光用光導波路
2X 横方向受光用光導波路
2Y 縦方向受光用光導波路
2Z 高さ方向受光用光導波路
3 載置台
3a 載置面
4 外形算出手段
22 送光用コア
23 受光用コア
C1:光電変換素子
D1:光源
【技術分野】
【0001】
本発明は、光導波路を用いた外形判定装置に関するものである。
【背景技術】
【0002】
小包や封書等の配達物の送料は、通常、その外形(縦,横および高さの寸法)によって決まる。そのため、配達物を受け付ける郵便局やコンビニエンスストア等では、配達物の送料を決定するために、その配達物の外形を、人が物差しを用いて手作業で計ることが行われている。
【0003】
また、手作業に頼らないようにするために、配達物の外形を自動的に判定する装置が提案されている(例えば、特許文献1参照)。この外形判定装置は、図13に模式的に示すように、配達物61を載置する載置台60と、その配達物61を上方から写すカメラ62と、このカメラ62を上下移動するシフト機構63と、このシフト機構63の高さ位置を検知するシフト位置検知手段64と、上記カメラ62,シフト機構63およびシフト位置検知手段64の作動制御を行う制御部65とを備えている。
【0004】
この外形判定装置を用いた外形判定方法は、まず、載置台60に配達物61を載置する。ついで、カメラ62で配達物61の画像データを取り込み、その配達物61の上面の寸法を得る。つぎに、シフト機構63を上方から下方に移動させ、配達物61の上面にシフト機構63が接触した位置をシフト位置検知手段64で検知することにより、配達物61の高さ寸法を得る。そして、得られた配達物61の上面の寸法および高さ寸法から、制御部65において配達物61の外形が判定されるようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−48232号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、人による判定では、時間が長くかかる。また、上記のような外形判定装置も、シフト機構63の昇降動作等に時間がかかるため、時間短縮の効果が小さい。しかも、上記シフト機構63の昇降にはモータ等の駆動源が必要となるため、装置の小形化や低コスト化が難しい。
【0007】
本発明は、このような事情に鑑みなされたもので、判定時間が短く、かつ、小形化や低コスト化が可能な外形判定装置の提供をその目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明の外形判定装置は、被判定物の外形を判定する外形判定装置であって、被判定物を載置する矩形状の載置面を有する載置台と、上記載置面に沿って横方向に並ぶ複数の平行光を送受する第1の光送受手段と、同じく載置面に沿って縦方向に並ぶ複数の平行光を送受する第2の光送受手段と、上記載置面に対し高さ方向に並ぶ複数の平行光を送受する第3の光送受手段と、上記各光送受手段の送光部に光を伝送する光源と、上記載置面上に被判定物を載置した状態で、上記各光送受手段の受光部における光の受光もしくは遮断を検知して信号を出力する検知手段と、この検知手段からの信号に基づき被判定物の外形を算出する外形算出手段とを備えているという構成をとる。
【0009】
本発明の外形判定装置を用いて被判定物の外形を判定する際には、まず、光源を発光させ、上記載置面の縦方向,横方向および高さ方向に設けられた各光送受手段において、平行光を送受させる。これにより、載置台の載置面に対し、横,縦,高さの3方向から複数の平行光が投射された状態になる。そして、この状態で、載置台の載置面に被判定物を載置すると、その載置した被判定物が、3方向の平行光を部分的に遮断する。そこで、その遮断された光を、検知手段が検知して信号として出力し、外形算出手段において演算処理し、上記被判定物の縦,横および高さの寸法を算出する。このようにして、被判定物の外形を判定することができる。
【発明の効果】
【0010】
本発明の外形判定装置では、上記のように、載置台の載置面に載置された被判定物が、縦方向,横方向および高さ方向に並ぶ平行な光を遮断することにより、その被判定物の外形を判定するため、その判定時間が速い(例えば1秒以下)。しかも、平行光投射のための各光送受手段は、薄いものであり、昇降させる必要もないため、本発明の外形判定装置は小形化や低コスト化が容易である。
【0011】
特に、上記外形算出手段から出力される算出データに基づき被判定物の外形を表示するディスプレイが設けられている場合には、被判定物の外形がディスプレイに表示されるため、被判定物の外形を目視にて明確に確認することができる。
【0012】
また、上記載置台に、載置面に載置された被判定物の質量を測定する質量測定手段が設けられている場合には、被判定物の外形を判定すると同時に、被判定物の質量を知ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の外形判定装置の第1の実施の形態を模式的に示す斜視図である。
【図2】(a),(b)は、上記外形判定装置の使用方法を示す説明図である。
【図3】入射光の入射位置と光強度との関係を示すグラフである。
【図4】上記外形判定装置における光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB1−B1断面図である。
【図5】図4につづく光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB2−B2断面図である。
【図6】図5につづく光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB3−B3断面の拡大図である。
【図7】図6につづく光導波路の作製方法を模式的に示し、(a)はその平面図であり、(b)は(a)のB4−B4断面の拡大図である。
【図8】本発明の外形判定装置の第2の実施の形態を模式的に示す斜視図である。
【図9】図8における光導波路の枠状部と起立部との接続部分を示す、図8のA−A断面の拡大図である。
【図10】本発明の外形判定装置の第3の実施の形態を模式的に示す斜視図である。
【図11】本発明の外形判定装置の第4の実施の形態を模式的に示す斜視図である。
【図12】本発明の外形判定装置の第5の実施の形態を模式的に示す斜視図である。
【図13】従来の外形判定装置を示す説明図である。
【発明を実施するための形態】
【0014】
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。
【0015】
図1は、本発明の外形判定装置の第1の実施の形態を模式的に示す斜視図である。この外形判定装置は、被判定物を載置する矩形状(この例では横長の長方形状)の載置面3aを有する載置台3を備えている。そして、その載置面3aの周縁には、その載置面3aの周縁に沿う四角形の枠状部Fと、この枠状部Fにおいて対向する一対の辺部の一部分が直角に屈曲されて起立した起立部Sとからなる立体状の光導波路が設置されている。この立体状の光導波路において、上記枠状部Fは、2個のL字板状部材が対向し一体になったような形状をしている。そのうちの一方のL字板状部材とそのL字板状部材から起立する上記起立部Sとからなる部分(図示の右上半分)が、送光用の光導波路に形成され、それに対向する他方のL字板状部材とそのL字板状部材から起立する上記起立部Sとからなる部分(図示の左下半分)が、受光用の光導波路に形成されている。そして、上記光導波路の枠状部Fにおいて、送光用光導波路のL字板状部材の角部外側縁(図示の右上縁)に、光源D1が接続され、受光用光導波路のL字板状部材の角部外側縁(図示の左下縁)に、光電変換素子(検知手段)C1が接続されている。また、その光電変換素子C1に、外形算出手段4が電気的に接続されている。さらに、この実施の形態では、上記外形算出手段4に、ディスプレイ5が接続されている。なお、図1において鎖線で示す符号22,23は、コア(光の通路)であり、その鎖線の太さがコア22,23の太さを示している。また、図1では、コア22,23の数を実際の数より略して図示している。
【0016】
より詳しく説明すると、上記光導波路の枠状部Fを構成する一方のL字板状部材は、載置面3aの周縁一側部に沿う(図示のy軸方向に沿う)縦方向送光用光導波路1Yと、載置面3aの上記一側部に隣接する側部に沿う(図示のx軸方向に沿う)横方向送光用光導波路1Xとを備えている。他方のL字板状部材は、上記縦方向送光用光導波路1Yに対向する位置にある縦方向受光用光導波路2Yと、上記横方向送光用光導波路1Xに対向する位置にある横方向受光用光導波路2Xとを備えている。また、上記y軸方向に沿う縦方向送光用光導波路1Yの外側には、高さ方向送光用光導波路1Zが一体に形成されており、そのy軸方向の長さの半分の部分が上方(図示のz軸方向)に直角に屈曲され、上記起立部Sに形成されている。それに対向するように、上記縦方向受光用光導波路2Yの外側には、高さ方向受光用光導波路2Zが一体に形成されており、そのy軸方向の長さの半分の部分が上方(図示のz軸方向)に直角に屈曲され、上記起立部Sに形成されている。
【0017】
上記光導波路には、上記横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zが交わる、上記枠状部Fの角部外側縁(図示の右上縁)から、各送光用光導波路1X,1Y,1Zの内側(載置面3a側)端縁まで、光の通路である複数の送光用コア22が、等間隔に並列状態で延びたパターンに形成されている。そして、上記送光用コア22の出射口が、送光用光導波路1X,1Y,1Zの内側(載置面3a側)端縁に並設されている。上記横方向,縦方向および高さ方向の受光用光導波路2X,2Y,2Zについても同様に、それらが交わる、上記枠状部Fの角部外側縁(図示の左下縁)から、各受光用光導波路2X,2Y,2Zの内側(載置面3a側)端縁まで、光の通路である複数の受光用コア23が、等間隔に並列状態で延びたパターンに形成されている。そして、受光用コア23の入射口が、受光用光導波路2X,2Y,2Zの内側(載置面3a側)端縁に並設されている。上記送光用コア22の出射口と、それに対応する受光用コア23の入射口とは、対面した状態になっている。
【0018】
したがって、横方向送光用光導波路1Xと横方向受光用光導波路2Xとの組み合わせにより、横方向に並んだ平行光が送受される(第1の光送受手段)。また、縦方向送光用光導波路1Yと縦方向受光用光導波路2Yとの組み合わせにより、縦方向に並んだ平行光が送受される(第2の光送受手段)。そして、高さ方向送光用光導波路1Zと高さ方向受光用光導波路2Zとの組み合わせにより、高さ方向に並んだ平行光が送受される(第3の光送受手段)。
【0019】
そして、上記光源D1は、横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zが交わる、上記枠状部Fの角部外側縁(図示の右上縁)において、送光用コア22の端面(上記出射口の反対側の端面)に接続されており、各送光用光導波路1X,1Y,1Zに光を伝送するようになっている。なお、上記光源D1は、好ましくは、人の目に見えない赤外線領域の波長を発光するものである。そのような光源D1としては、例えば、発光ダイオード,半導体レーザ等があげられる。
【0020】
上記光電変換素子C1は、横方向,縦方向および高さ方向の受光用光導波路2X,2Y,2Zが交わる、上記枠状部Fの角部外側縁(図示の左下縁)において、受光用コア23の端面(上記入射口の反対側の端面)に接続されている。そして、この光電変換素子C1によって、各受光用コア23に入射した光の強度を検知し、その検知結果を電気信号に変換するようになっている。上記光電変換素子C1は、好ましくは、受光画素(例えばフォトダイオード)を横一列に並べた1次元イメージセンサである。このような光電変換素子C1としては、例えば、相補正金属酸化膜半導体(CMOS),CCD(Charge Coupled Device )イメージセンサ等があげられる。
【0021】
上記外形算出手段4は、通常、メモリおよび中央演算処理装置(CPU)等からなる。その外形算出手段4は、上記光電変換素子C1からの電気信号(各受光用コア23に入射した光の強度)を基に、演算処理して被判定物の縦,横および高さの寸法等を算出するものである。
【0022】
上記被判定物としては、例えば、小包や封書等の配達物があげられる。そして、それを載置する上記載置台3の載置面3aの面積は、例えば、100〜10000cm2 の範囲内に設定される。
【0023】
上記外形判定装置を用いて、例えばつぎのようにして、被判定物の外形判定を行うことができる。
【0024】
まず、被判定物の外形判定に先立って、外形判定装置の校正を行う。
【0025】
〔校正〕
はじめに、光源D1を発光させる。これにより、光源D1からの光は、横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zの送光用コア22により導かれ、図2(a)に示すように〔図2(a)ではコア22,23を省略している〕、上記載置面3a上において、上記送光用光導波路1X,1Y,1Zから、横方向,縦方向および高さ方向に並ぶ平行な光Hとなって出射される。すなわち、出射光Hは、載置面3aに沿って格子状に走った状態(横方向および縦方向に並ぶ平行な出射光H)になるとともに、載置面3aからの高さ方向に並んで載置面3aに対して平行に走った状態(高さ方向に並ぶ平行な出射光H)になる。それら平行な出射光Hは、横方向,縦方向および高さ方向の受光用光導波路2X,2Y,2Zに入射する。なお、図2(a)では、理解し易くするため、多数の出射光Hのうちの一部の出射光Hのみを示している。
【0026】
ついで、その状態で、図2(b)に示すように、載置台3の載置面3aに、寸法が既知の直方体10を載置する。これにより、その直方体10が、上記出射光Hの一部を遮断する。そして、その直方体10の縦,横および高さのいずれかにより遮断された出射光Hおよび遮断されなかった出射光Hを、光電変換素子C1で検知し、入射光の入射位置(画素位置)とその光強度(出力電圧)との関係を、図3に示すように、グラフ化する。そのグラフから、光強度が閾値を下回る部分(出射光Hが遮断された部分)の寸法(W)を特定する。そして、上記直方体10の実際の寸法(L)との比率(L/W)を換算係数(a)とし、その換算係数(a)を外形算出手段4にインプットする。ここで、上記閾値は、直方体10が出射光Hを遮断しないときに光電変換素子C1が検知する光強度を100としたとき、好ましくは40〜80の範囲内で設定される。このようにして、上記外形判定装置の校正〔上記換算係数(a)の設定〕を行う。校正を行った後は、上記直方体10を、載置台3の載置面3aから取り除く。なお、図2(b)ではコア22,23を省略している。
【0027】
上記外形判定装置の校正を行った後、その外形判定装置を用いて被判定物11の外形を判定することができる。その外形判定方法について説明する。
【0028】
〔外形判定方法〕
まず、上記と同様に、光源D1を発光させ、載置面3a上において、送光用光導波路1X,1Y,1Zから、横方向,縦方向および高さ方向に並ぶ平行な光Hを出射させ、その出射光Hを受光用光導波路2X,2Y,2Zに入射させた状態にする〔図2(a)参照〕。そして、この状態で、載置台3の載置面3aに被判定物11を載置すると、その載置した被判定物11が、上記載置面3aの横,縦,高さの3方向に走行する平行な出射光Hの一部を遮断する〔図2(b)参照〕。この遮断された出射光Hの位置および強度は、前記光電変換素子C1で検知することができる。そして、光電変換素子C1において検知された結果を光の遮断信号として外形算出手段4に送信する。ここで、「光の遮断信号」とは、光電変換素子C1が検知した光強度が、予め設定された上記閾値を下回るときに得られる信号をいう。そして、上記遮断信号を受信した外形算出手段4は、その遮断信号から、出射光Hが遮断された部分の横の寸法W(x),縦の寸法W(y)および高さの寸法W(z)を特定し、さらに、上記換算係数(a)を考慮した下記の式(1)〜(3)から、被判定物11の実際の横の寸法L(x),縦の寸法L(y)および高さの寸法L(z)を算出する。
【0029】
【数1】
【0030】
さらに、必要に応じて、外形算出手段4は、被判定物11のxy平面での断面積を、L(x)×L(y)により算出することができる。また、体積を、L(x)×L(y)×L(z)により算出することができる。そして、これら算出した被判定物11の外形寸法,断面積,体積等の情報は、ディスプレイ5に表示される。このようにして、被判定物11の外形を判定することができる。
【0031】
ここで、上記横方向,縦方向および高さ方向の送光用光導波路1X,1Y,1Zからの平行な出射光Hを構成する各光線は、光強度の90%が広がり角5°以内にあることが好ましい。そして、各光線の幅,平行な出射光Hの密度(隣り合う光線間の距離)は、上記被判定物11の大きさ等に応じて適宜設定することができる。例えば、平行な出射光Hの密度を高めることにより、1mm以下の寸法差を認識することができ、また、寸法の測定誤差をより小さく(例えば1%以下)することもできる。
【0032】
このように、上記外形判定装置を用いると、被判定物11の外形を、自動的かつ迅速に判定することができる。したがって、上記外形判定装置を、郵便局やコンビニエンスストア等に設置すると、配達物の送料を決定するために必要な配達物の外形判定業務を、非常に効率よく行うことができる。そして、この外形判定装置は、コンパクト化,低コスト化が可能である。
【0033】
つぎに、上記外形判定装置における光導波路の製造方法の一例について説明する。
【0034】
まず、図4(a),(b)に示すように、アンダークラッド層21〔図5(a),(b)参照〕を形成する際に用いる平板状の基台20を準備する。この基台20の形成材料としては、例えば、金属,樹脂,ガラス等があげられる。また、基台20の厚みは、例えば、20μm〜5mmの範囲内に設定される。
【0035】
ついで、上記基台20の表面に、アンダークラッド層形成用の感光性エポキシ樹脂等の感光性樹脂が溶媒に溶解しているワニスを塗布した後、必要に応じて加熱処理して乾燥させ、アンダークラッド層形成用の感光性樹脂層(図示せず)を形成する。そして、アンダークラッド層21〔図5(a),(b)参照〕のパターンに対応する開口パターンが形成されているフォトマスクを介して、上記感光性樹脂層を照射線により露光する。つぎに、必要に応じて加熱処理を行った後、現像液を用いて現像を行うことにより、図5(a),(b)に示すように、上記感光性樹脂層における未露光部分を溶解させて除去し、残存した感光性樹脂層をアンダークラッド層21のパターンに形成する。このアンダークラッド層21のパターンは、図5(a)において斜線で示すように、四角形の枠状であり、その枠状アンダークラッド層21のy軸方向に沿う対向部分に、y軸方向に沿って、略中央の位置までスリット21aが形成されたパターンである。図示の左側のスリット21aは、図示の上端縁から略中央の位置まで形成されており、図示の右側のスリット21aは、図示の下端縁から略中央の位置まで形成されている。アンダークラッド層21の厚みは、通常、5〜100μmの範囲内に設定される。
【0036】
つぎに、上記アンダークラッド層21の表面に、上記アンダークラッド層形成用の感光性樹脂層の形成方法と同様にして、コア形成用の感光性樹脂層を形成する。そして、コア22,23〔図6(a),(b)参照〕のパターンに対応する開口パターンが形成されているフォトマスクを介して、上記感光性樹脂層を照射線により露光する。つぎに、必要に応じて加熱処理を行った後、現像液を用いて現像を行うことにより、図6(a),(b)に示すように、上記感光性樹脂層における未露光部分を溶解させて除去し、残存した感光性樹脂層をコア22,23のパターンに形成する。このコア22,23のパターンは、枠状アンダークラッド層21の対向する一対の角部外側縁(図示の右上縁および左下縁)から、枠状アンダークラッド層21の内側端縁および上記スリット21aの外側端縁まで、等間隔に並列状態で延びたパターンである。コア22,23の厚み(高さ)は、通常、5〜100μmの範囲内に設定され、幅は、通常、5〜60μmの範囲内に設定される。なお、図6(a)では、コア22,23を実線で示し、その実線の太さがコア22,23の太さを示している。また、図6(a),(b)では、コア22,23の数を実際の数より略して図示している。
【0037】
なお、上記コア22,23の形成材料としては、例えば、上記アンダークラッド層21と同様の感光性樹脂があげられ、上記アンダークラッド層21およびオーバークラッド層24〔図7(a),(b)参照〕の形成材料よりも屈折率が大きい材料が用いられる。この屈折率の調整は、例えば、上記アンダークラッド層21、コア22,23、オーバークラッド層24の各形成材料の種類の選択や組成比率を調整して行うことができる。
【0038】
そして、上記コア22,23を被覆するように、上記アンダークラッド層21の表面に、上記アンダークラッド層形成用の感光性樹脂層の形成方法と同様にして、オーバークラッド層形成用の感光性樹脂層を形成する。そして、上記感光性樹脂層を照射線により露光し、図7(a),(b)に示すように、オーバークラッド層24を形成する。このオーバークラッド層24の平面視は、上記アンダークラッド層21の平面視と同形状であり、スリット24aも形成されている。オーバークラッド層24の厚み(アンダークラッド層21の表面からの厚み)は、通常、50〜2000μmの範囲内に設定される。なお、オーバークラッド層24の形成材料としては、例えば、上記アンダークラッド層21と同様の感光性樹脂があげられる。
【0039】
つぎに、基台20をアンダークラッド層21から剥離し、アンダークラッド層21、コア22,23およびオーバークラッド層24からなる、スリット入り枠状の光導波路を得る。そして、この光導波路の上記スリット21a,24aの外側部分を、図1に示すように、上方に直角に屈曲する。このようにして、枠状部Fと起立部Sとからなる、目的の立体状の光導波路を得ることができる。なお、必要に応じて、その立体状の光導波路の形状に対応する支持板を準備し、その支持板に上記立体状の光導波路を接着してもよい。
【0040】
その後、得られた上記光導波路の枠状部Fの所定位置に、光源D1および光電変換素子C1を接続し、それを載置台3の載置面3aの周縁に設置する。さらに、上記光電変換素子C1に、外形算出手段4を接続し、その外形算出手段4に、ディスプレイ5を接続する。このようにして、本発明の、図1に示す外形判定装置を製造することができる。
【0041】
図8は、本発明の外形判定装置の第2の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図1に示す第1の実施の形態の外形判定装置において、光導波路の枠状部Fと起立部Sとを個別に作製した後、それらを接続して一体化したものである。それ以外の部分は、上記第1の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0042】
上記光導波路の枠状部Fと起立部Sとの接続は、高さ方向送光用光導波路1Zおよび高さ方向受光用光導波路2Zにおいて行われる。その接続部分は、図9に示すように、枠状部F側が、切削等により、コア22の軸方向に対して45°の傾斜面に形成され、その傾斜面にあるコア22の端面22aの内側が光反射面になっている。そして、その光反射面の上方に起立部Sのコア22の端面が位置決めされており、一点鎖線矢印で示すように、光が90°方向を変えて伝送されるようになっている。なお、図9では、高さ方向送光用光導波路1Zにおける上記接続部分を図示しているが、高さ方向受光用光導波路2Zにおける上記接続部分についても同様の構造になっている。
【0043】
この第2の実施の形態の外形判定装置を用いた外形判定方法は、上記第1の実施の形態と同様にして行うことができる。
【0044】
図10は、本発明の外形判定装置の第3の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図1に示す第1の実施の形態の外形判定装置において、高さ方向送光用光導波路1Zおよび高さ方向受光用光導波路2Zが、枠状部Fを構成する他の光導波路1X,1Y,2X,2Yとは別に、帯状に形成され、上記枠状部Fの上方に起立した状態で設置されている。上記高さ方向送光用光導波路1Zには、外側下端縁から内側(載置面3a側)端縁まで、光の通路である複数の送光用コア22が、等間隔に並列状態で延びたパターンに形成されている。そして、その高さ方向送光用光導波路1Zの外側下端縁において、送光用コア22に、第2の光源〔枠状部Fの光導波路に接続されている(第1の)光源D1とは別の光源〕D2が接続されている。また、高さ方向受光用光導波路2Zについても同様に、外側下端縁から内側(載置面3a側)端縁まで、光の通路である複数の受光用コア23が、等間隔に並列状態で延びたパターンに形成されており、上記外側下端縁において、受光用コア23に、第2の光電変換素子〔枠状部Fの光導波路に接続されている(第1の)光電変換素子C1とは別の光電変換素子〕C2が接続されている。その第2の光電変換素子C2は、上記第1の光電変換素子C1と接続状態にある外形算出手段4に、電気的に接続されている。それ以外の部分は、上記第1の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0045】
この第3の実施の形態の外形判定装置を用いた外形判定方法では、横方向および縦方向に並ぶ平行な出射光のうち被判定物で遮断された出射光の位置は、枠状部Fの光導波路に接続されている第1の光電変換素子C1で検知され、高さ方向に並ぶ平行な出射光のうち被判定物で遮断された出射光の位置は、高さ方向受光用光導波路2Zに接続されている第2の光電変換素子C2で検知される。そして、第1および第2の光電変換素子C1,C2での検知結果が外形算出手段4に送信される。その後は、上記第1の実施の形態と同様にして、ディスプレイ5に、被判定物の外形寸法等が表示される。
【0046】
図11は、本発明の外形判定装置の第4の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図10に示す第3の実施の形態の外形判定装置において、四角形の枠状部F(図10参照)を構成する光導波路が、対向する2個のL字板状部材に分離したものである。一方のL字板状部材は、送光用の光導波路(横方向送光用光導波路1Xおよび縦方向送光用光導波路1Y)からなり、その角部外側縁において、送光用コア22に、光源D1が接続されている。他方のL字板状部材は、受光用の光導波路(横方向受光用光導波路2Xおよび縦方向受光用光導波路2Y)からなり、その角部外側縁において、受光用コア23に、光電変換素子C1が接続されている。それ以外の部分は、上記第3の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0047】
この第4の実施の形態の外形判定装置を用いた外形判定方法は、上記第3の実施の形態と同様にして行うことができる。
【0048】
図12は、本発明の外形判定装置の第5の実施の形態を模式的に示す斜視図である。この実施の形態の外形判定装置は、図11に示す第4の実施の形態の外形判定装置において、送光用の光導波路からなる一方のL字板状部材が、横方向送光用光導波路1Xと、縦方向送光用光導波路1Yの2辺に分離され、受光用の光導波路からなる他方のL字板状部材が、横方向受光用光導波路2Xと、縦方向受光用光導波路2Yの2辺に分離されている。上記横方向送光用光導波路1Xおよび縦方向送光用光導波路1Yには、それぞれ、外側一端縁から内側(載置面3a側)端縁まで、光の通路である複数の送光用コア22が、等間隔に並列状態で延びたパターンに形成されている。そして、上記横方向送光用光導波路1Xの外側一端縁において、送光用コア22に、第3の光源(L字板状部材における縦方向送光用光導波路1Yに接続されている第1の光源D1とは別の光源)D3が接続されている。また、横方向受光用光導波路2Xおよび縦方向受光用光導波路2Yについても同様に、それぞれ、外側一端縁から内側(載置面3a側)端縁まで、光の通路である複数の受光用コア23が、等間隔に並列状態で延びたパターンに形成されており、上記縦方向受光用光導波路2Yの外側一端縁において、受光用コア23に、第3の光電変換素子(L字板状部材における横方向受光用光導波路2Xに接続されている第1の光電変換素子C1とは別の光電変換素子)C3が接続されている。その第3の光電変換素子C3は、上記第1および第2の光電変換素子C1,C2と接続状態にある外形算出手段4に、電気的に接続されている。それ以外の部分は、上記第4の実施の形態と同様であり、同様の部分には、同じ符号を付している。
【0049】
この第5の実施の形態の外形判定装置を用いた外形判定方法では、横方向に並ぶ平行な出射光のうち被判定物で遮断された光の位置は、横方向受光用光導波路2Xに接続されている第1の光電変換素子C1で検知され、縦方向に並ぶ平行な出射光のうち被判定物で遮断された光の位置は、縦方向受光用光導波路2Yに接続されている第3の光電変換素子C3で検知され、高さ方向に並ぶ平行な出射光のうち被判定物で遮断された光の位置は、高さ方向受光用光導波路2Zに接続されている第2の光電変換素子C2で検知される。そして、第1〜第3の光電変換素子C1,C2,C3での検知結果が外形算出手段4に送信される。その後は、上記第4の実施の形態と同様にして、ディスプレイ5に、被判定物の外形寸法等が表示される。
【0050】
なお、上記各実施の形態では、外形算出手段4にディスプレイ5を接続したが、その外形算出手段4で算出した被判定物の外形を表示する必要がない場合は、上記ディスプレイ5を設けなくてもよい。また、外形算出手段4に、ディスプレイ5以外の他の装置を接続し、外形算出手段4で算出した被判定物11の外形についての情報を、上記装置に送信し、目的に応じて情報を加工する等して利用してもよい。
【0051】
また、上記各実施の形態において、載置台3に、載置面3aに載置された被判定物11の質量を測定する測定手段を組み込んで、載置台3が質量計を兼ねるようにしてもよい。この場合、被判定物11の外形を判定すると同時に、被判定物の質量を測定することができる。
【0052】
さらに、上記各実施の形態では、感光性樹脂を用いてアンダークラッド層21を形成したが、これに代えて、アンダークラッド層21として作用する樹脂フィルムを準備し、それをそのままアンダークラッド層21として用いてもよい。また、アンダークラッド層21に代えて、金属フィルム等の金属製基板,金属薄膜が表面に形成された基板等を、コア形成用の基体として用いてもよい。
【0053】
また、上記各実施の形態では、光導波路を得る際に、基台20から光導波路を剥離したが、その光導波路は、剥離することなく、基台20の表面に形成されたままの状態で載置台3に取り付けて使用してもよい。
【0054】
つぎに、実施例について従来例と併せて説明する。但し、本発明は、実施例に限定されるわけではない。
【実施例】
【0055】
〔アンダークラッド層およびオーバークラッド層の形成材料〕
ビスフェノキシエタノールフルオレングリシジルエーテル(成分A)35重量部、脂環式エポキシ樹脂である3’,4’−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート(ダイセル化学工業社製、セロキサイド2021P)(成分B)40重量部、(3’,4’−エポキシシクロヘキサン)メチル−3’,4’−エポキシシクロヘキシル−カルボキシレート(ダイセル化学工業社製、セロキサイド2081)(成分C)25重量部、4,4’−ビス〔ジ(β−ヒドロキシエトキシ)フェニルスルフィニオ〕フェニルスルフィド−ビス−ヘキサフルオロアンチモネートの50重量%プロピオンカーボネート溶液(成分D)2重量部とを混合することにより、アンダークラッド層およびオーバークラッド層の形成材料を調製した。
【0056】
〔コアの形成材料〕
上記成分A:70重量部、1,3,3−トリス{4−〔2−(3−オキセタニル)〕ブトキシフェニル}ブタン:30重量部、上記成分D:1重量部を乳酸エチルに溶解することにより、コアの形成材料を調製した。
【0057】
〔光導波路の作製〕
まず、ステンレス製の基台(厚み50μm)の表面に、上記アンダークラッド層の形成材料をアプリケーターにより塗布した後、100℃×15分間の乾燥処理を行い、感光性樹脂層を形成した。つぎに、その上方に、アンダークラッド層のパターンと同形状の開口パターンが形成された合成石英系のフォトマスクを配置した。そして、その上方から、プロキシミティ露光法にて2000mJ/cm2 の紫外線(波長365nm)照射による露光を行った後、80℃×15分間の加熱処理を行った。つぎに、γ−ブチロラクトン水溶液を用いて現像することにより、未露光部分を溶解除去し、その後、120℃×30分間の加熱処理を行った。このようにして、スリット入り枠状のアンダークラッド層(厚み20μm)を形成した〔図5(a),(b)参照〕。
【0058】
ついで、上記アンダークラッド層の表面に、上記コアの形成材料をアプリケーターにより塗布した後、100℃×15分間の乾燥処理を行い、感光性樹脂層を形成した。つぎに、その上方に、コアのパターンと同形状の開口パターンが形成された合成石英系のフォトマスクを配置した。そして、その上方から、プロキシミティ露光法にて4000mJ/cm2 の紫外線(波長365nm)照射による露光を行った後、80℃×15分間の加熱処理を行った。つぎに、γ−ブチロラクトン水溶液を用いて現像することにより、未露光部分を溶解除去し、その後、120℃×30分間の加熱処理を行った。このようにして、断面四角形のコア(厚み50μm、幅50μm)を所定パターンに形成した〔図6(a),(b)参照〕。
【0059】
そして、コアを被覆するように、上記アンダークラッド層の表面に、オーバークラッド層の形成材料をアプリケーターにより塗布した後、100℃×15分間の乾燥処理を行い、感光性樹脂層を形成した。つぎに、2000mJ/cm2 の紫外線照射による露光を行った後、120℃×15分間の加熱処理を行った。このようにして、オーバークラッド層(アンダークラッド層の表面からの厚み150μm)を形成した〔図7(a),(b)参照〕。
【0060】
つぎに、基台をアンダークラッド層から剥離し、アンダークラッド層,コアおよびオーバークラッド層からなる、スリット入り枠状の光導波路を得た。そして、上記スリットの外側部分を、上方に直角に屈曲した。このようにして、枠状部と起立部とからなる、目的の立体状の光導波路を得た(図1参照)。枠状部の内側開口部の寸法は、250mm×250mmに設定し、起立部の高さは、125mmに設定した。
【0061】
〔外形判定装置の作製〕
得られた光導波路の枠状部の所定位置に光源(VCSEL)および光電変換素子(CMOSリニアセンサアレイ)を接続し、それを載置台の載置面の周縁に設置した。さらに、、上記光電変換素子に、外形算出手段〔DAQユニット(日本ナショナルインスツルメンツ社製)を備えるパーソナルコンピュータ(Dell社製)〕を接続し、その外形算出手段に、ディスプレイを接続した。このようにして、外形判定装置を作製した。
【0062】
〔外形判定〕
そして、校正済みの上記外形判定装置の載置面に、直方体(被判定物)を載置したところ、1秒も経たないうちに、その直方体の縦,横および高さの寸法がディスプレイに表示された。
【0063】
〔従来例〕
上記直方体の縦,横および高さの寸法を、人が物差しを用いて測定した。その結果、その測定に20秒を要した。
【0064】
上記実施例および従来例の結果から、実施例の方が、被判定物の外形判定時間が速いことがわかる。
【0065】
また、上記実施例において、載置台が質量計を兼ねている場合は、上記と同様に速く外形を判定できると同時に、被判定物の質量を測定することができた。
【産業上の利用可能性】
【0066】
本発明の外形判定装置は、郵便局やコンビニエンスストア等において、配達物の送料を決定するために必要な配達物の外形を、自動的かつ迅速に判定することに利用可能である。
【符号の説明】
【0067】
1X 横方向送光用光導波路
1Y 縦方向送光用光導波路
1Z 高さ方向送光用光導波路
2X 横方向受光用光導波路
2Y 縦方向受光用光導波路
2Z 高さ方向受光用光導波路
3 載置台
3a 載置面
4 外形算出手段
22 送光用コア
23 受光用コア
C1:光電変換素子
D1:光源
【特許請求の範囲】
【請求項1】
被判定物の外形を判定する外形判定装置であって、被判定物を載置する矩形状の載置面を有する載置台と、上記載置面に沿って横方向に並ぶ複数の平行光を送受する第1の光送受手段と、同じく載置面に沿って縦方向に並ぶ複数の平行光を送受する第2の光送受手段と、上記載置面に対し高さ方向に並ぶ複数の平行光を送受する第3の光送受手段と、上記各光送受手段の送光部に光を伝送する光源と、上記載置面上に被判定物を載置した状態で、上記各光送受手段の受光部における光の受光もしくは遮断を検知して信号を出力する検知手段と、この検知手段からの信号に基づき被判定物の外形を算出する外形算出手段とを備えていることを特徴とする外形判定装置。
【請求項2】
上記外形算出手段から出力される算出データに基づき被判定物の外形を表示するディスプレイが設けられている請求項1記載の外形判定装置。
【請求項3】
上記載置台に、載置面に載置された被判定物の質量を測定する質量測定手段が設けられている請求項1または2記載の外形判定装置。
【請求項1】
被判定物の外形を判定する外形判定装置であって、被判定物を載置する矩形状の載置面を有する載置台と、上記載置面に沿って横方向に並ぶ複数の平行光を送受する第1の光送受手段と、同じく載置面に沿って縦方向に並ぶ複数の平行光を送受する第2の光送受手段と、上記載置面に対し高さ方向に並ぶ複数の平行光を送受する第3の光送受手段と、上記各光送受手段の送光部に光を伝送する光源と、上記載置面上に被判定物を載置した状態で、上記各光送受手段の受光部における光の受光もしくは遮断を検知して信号を出力する検知手段と、この検知手段からの信号に基づき被判定物の外形を算出する外形算出手段とを備えていることを特徴とする外形判定装置。
【請求項2】
上記外形算出手段から出力される算出データに基づき被判定物の外形を表示するディスプレイが設けられている請求項1記載の外形判定装置。
【請求項3】
上記載置台に、載置面に載置された被判定物の質量を測定する質量測定手段が設けられている請求項1または2記載の外形判定装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−153875(P2011−153875A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2010−14821(P2010−14821)
【出願日】平成22年1月26日(2010.1.26)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成22年1月26日(2010.1.26)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]