
外殻を有するトリム部品及びその製造方法
【課題】
【解決手段】本発明は、視認可能な面の端縁部分が剛性な支持体10の隠れた面部分に隣接して配置され、且つ外殻16と支持体10との間に配設されたプラスチック発泡材20によりその位置に保持された、視認可能な外殻16を備えるトリム部品に関する。本発明のトリム部品は、外殻の視認可能な面の端縁部分と支持体の隠れた面部分とに少なくとも部分的に接触して外殻の端縁18の実質的に全長に沿って配置された開放多孔性材料の片22を備えている。開放多孔性材料は、材料の一部が仕上がった部品の内部にて開放多孔性のままであるようにするのに十分な熱抵抗を有する。本発明は、自動車用のトリム部品に適している。

【解決手段】本発明は、視認可能な面の端縁部分が剛性な支持体10の隠れた面部分に隣接して配置され、且つ外殻16と支持体10との間に配設されたプラスチック発泡材20によりその位置に保持された、視認可能な外殻16を備えるトリム部品に関する。本発明のトリム部品は、外殻の視認可能な面の端縁部分と支持体の隠れた面部分とに少なくとも部分的に接触して外殻の端縁18の実質的に全長に沿って配置された開放多孔性材料の片22を備えている。開放多孔性材料は、材料の一部が仕上がった部品の内部にて開放多孔性のままであるようにするのに十分な熱抵抗を有する。本発明は、自動車用のトリム部品に適している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トリム部品であって、トリムと支持体との間に発泡層が介在され、支持体上に保持された外殻を備える型式の上記トリム部品、及びかかるトリム部品を製造する方法にも関する。
【背景技術】
【0002】
プラスチック材料の発泡材が外殻と支持体との間に射出され、また、外殻の周縁部分を支持体の隠れた内面に対して押すステップを含む方法により、特に自動車用のトリム部品を製造することは既に知られている。外殻の周縁部分は支持体に締結されず、発泡材を射出するステップの間、気体が外殻と支持体との間から逃げてトリム部品に空隙を形成するのを避けることができる。しかし、射出した発泡材の前面側が外殻の端縁に接触したとき、該前面側は、外殻の端縁を支持体に対して押し、これにより発泡材を構成するプラスチック材料が通過しないよう良好に保持し且つ良好に密封する。
【0003】
このように、外殻の周縁部分と支持体の内面との協働は2つの機能、すなわち第一に、空気を換気する換気口の機能、第二に、発泡材が通過するのを防止する密封装置の機能を果たす。
【発明の開示】
【発明が解決しようとする課題】
【0004】
外殻が例えば、エラストマー的性質を有するプラスチック材料にて出来ている場合、使用される要素の性質を極めて正確に調節し、双方の機能が満足し得る仕方にて果たされるようにすることが可能である。しかし、かかるトリム部品の製造をより容易にするため、色々なパラメータを調節することができる範囲を拡大することが望ましいであろう。
【0005】
更に、外殻が例えば、皮革のように可変の性質を有する天然の材料である場合、形成されるキャビティによるか又は発泡材の浸透によるかを問わず、欠陥が僅かであることを保証するため、十分に反復可能な仕方にてその双方の機能を周縁部分から得ることは困難である。
【0006】
文献日本国特許番号JP−09 262 845には、外殻の内面と外殻の内面に対して垂直な支持体の隣接する部分との間に可撓性の密封片が配置されたトリム部品を製造する方法が開示されている。発泡材の作用の下、密封片は、該密封片が固着される外殻の内面と支持体の面との間にて円弧状の形状をとることができる。密封片は、気体が通過するのは許容するが、発泡材を保持する連続気泡を有する発泡材により形成することが可能であると述べられている。該方法は、上述した機能の双方を得ることを可能にするが、密封片が外殻の内面、すなわちその視認可能な面の反対側の面に対し固着することを必要とする。
【課題を解決するための手段】
【0007】
本発明の1つの目的は、外殻が変化可能である性質を有する材料にて出来ている場合、例えば、外殻が皮革で出来ている場合さえ、上述した機能の双方を得ることを可能にするトリム部品を製造することである。しかも、該方法は、かかるトリム部品を製造することのできる物理的条件の範囲を拡大することを可能にする限り、あらゆる型式の外殻に適用される。
【0008】
本発明によれば、外殻の周縁部分が上記支持体の対向する面と協働する場所で上記周縁部分と上記面との間に通孔を有する材料片を配置することにより、上記の目的は達成される。かかる状態下にて、発泡材を射出することにより製造する前に、材料片を外殻に対して保持する必要はない。これに反して、片は支持体により保持されるようにすることは、その場合、製造は、通孔を有する材料片を使用せずに片を製造する場合と同一とすることができ、また、上述した文献日本国特許番号JB−09 262 845に記載された型式の保持装置が使用されないから、望ましい。
【0009】
より正確には、本発明は、視認可能な面の周縁部分が剛性な支持体の隠れた表面部分に隣接し、外殻と支持体との間に配置されたプラスチック材料の発泡材により支持体に対し保持される視認可能な外殻を有するトリム部品に関するものである。本発明によれば、トリム部品は、外殻の視認可能な面の周縁部分及び支持体の隠れた面部分と少なくとも部分的に接触して、外殻の端縁に沿って実際上、配置された通孔を有する材料片を含む。
【0010】
好ましくは、通孔を有する材料は、高温度に耐えて、材料の少なくとも一部分がその通孔の少なくとも幾つかを仕上がったトリム部品に保持することを保証するのに十分な能力を備えるものとする。
【0011】
好ましくは、外殻と支持体との間に配設された発泡材のプラスチック材料は、片を構成する通孔を有する材料の孔内に少なくとも一部分、侵入するものとする。
1つの実施の形態において、通孔を有する材料は、例えば、ポリオレフィンのような熱可塑性材料である。別の実施の形態において、通孔を有する材料は、ポリウレタンのような熱硬化性材料であり、通孔を有する材料片は、剛性な発泡材により形成される。
【0012】
好ましくは、外殻の材料は、均一性を欠く性質を示す材料、例えば、皮革であるものとする。
本発明は、また、プラスチック材料の発泡材を射出によって、外殻と支持体との間に導入するステップを備える型式の上記段落に記載のトリム部品を製造する方法であって、射出によって導入するステップの前、通孔を有する材料片を外殻の端縁に近接してトリム部品の要素に締結するステップを備え、該要素は、視認可能な面の周縁部分と、支持体の隠れた面部分とから選ばれる、上記の方法にも関するものである。
【0013】
1つの実施例において、通孔を有する材料片は、少なくとも一部分、支持体に締結される。別の実施例において、通孔を有する材料片は、一部分、外殻の視認可能な面の周縁部分に締結され且つ、一部分、端縁から突出する。
【0014】
好ましくは、該方法は、射出により発泡材を外殻と支持体との間に導入するステップの終了時、射出した発泡材のプラスチック材料を通孔を有する材料の孔内に侵入させるステップを備えるものとする。
【0015】
好ましくは、通孔を有する材料は熱可塑性材料であり、発泡材を導入するステップの終了時、該方法は、少なくとも一部分、外殻と支持体との間に射出された発泡材の材料によって通孔を有する材料片を平坦にするステップを含むものとする。
【発明を実施するための最良の形態】
【0016】
本発明のその他の特徴及び有利な効果は、添付図面に関する実施の形態の以下の説明を読むことにより一層良く理解できる。
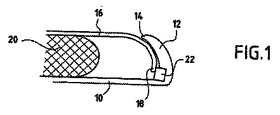
この説明は、プラスチック材料の発泡材層により隔てられた外殻及び支持体を提供するステップを含む、トリム部品を製造する従来の方法から開始する。その底部及び内曲する(reentrant)側壁12によって、剛性な支持体10は可撓性の外殻16により閉じられるキャビティを画成し、外殻は支持体の端縁14にてキャビティ内に侵入する周縁部分を有する。外殻の端縁18は、キャビティの底部に向けて十分に挿入され、外殻のかなりの周縁部分が支持体の側壁12に隣接するようにする。
【0017】
プラスチック材料の発泡材20が支持体10と外殻16との間に射出されると、該発泡材は、その前方に位置する空気を追い出すため、この空気は、外殻の周縁部分と支持体の側壁12との間から逃げることができなければならない。これに反して、発泡材20の前面側が外殻の周縁部分に到達するとき、外殻は支持体の側壁12に対して押し付けられ、プラスチック材料の発泡材が外殻の周縁部分と側壁12との間に浸透することができないようにする必要がある。
【0018】
このように、外殻16の周縁部分と支持体の側壁12との協働は、2つの機能を有する、すなわち、発泡材により追い出された空気が通気されることを可能にする通気装置の機能と、発泡材料を形成する流体プラスチック材料が通過するのを防止する密封装置の機能とを有する。
【0019】
本発明に従い、外殻16が例えば、皮革により構成されるような変化する性質を有する場合でさえ、これら2つの機能は、外殻の端縁18に通孔を有する材料片を組み込むことにより、再現可能である、すなわち1つのトリム部品から別のトリム部品に再現可能である仕方にて得ることができる。
【0020】
図1において、通孔を有する材料片22は、溝内に挿入され又は剛性な支持体10に接着剤により接合されることにより、外殻16の端縁18と面一に支持体10に対して保持される。
【0021】
発泡材20が射出されている間、外殻の端縁18が上記材料の片22に対して押し付けられているときでさえ、空気は、片22の通孔を通って容易に逃げる。発泡材のプラスチック材料が片22に到達したとき、該プラスチック材料は、孔を充填し始める。片22を通して形成される水頭損失が十分に大きいならば、発泡材のプラスチック材料は、発泡材片を通ることはできず、このため、外殻16の周縁部分は支持体の側壁12に対して実際に押し付けられる。
【0022】
通孔を有する材料片22により形成される水頭損失が発泡材のプラスチック材料が通過するのを防止するのに十分に大きくない場合でも、片22を通して形成される圧力差は、外殻16の周縁部分が発泡材20により側壁12に対して押し付けられることを保証し、該発泡材は、この圧力を周縁部分に自由に加えることができる。このように、片22の性質に関係なく、外殻の周縁部分は常に、支持体の側壁12に対し十分に押し付けられる。
【0023】
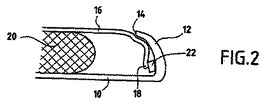
図2に示した実施の形態において、通孔を有する材料の片22は、外殻の端縁を超えて突き出すような仕方にて外殻の端縁に締結される。片22が支持体から離れているときでさえ、発泡材20のプラスチック材料が極めて軽量な片22と接触すると直ちに発泡材は片を支持体に対して移動し、発泡材の層20の可能性のある通過のみが、通孔を有する材料片22を通過する。その結果、図1におけるように、外殻16の周縁部分は、発泡材20のプラスチック材料が通孔を有する材料の片22を通過する前に、剛性な支持体の側壁12に対し十分に押し付けられる。
【0024】
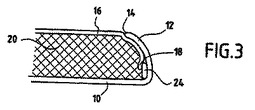
図3には、仕上がった部品にて得ることのできる外観が示されている。図3に示したように、通孔を有する材料は可撓性であり、また、部分的に平坦とされ且つ、部分的に発泡材20の材料にて充填され、参照番号24で示したように、このとき平坦となっている通孔を有する材料片であって、発泡材20の層の材料にて部分的に充填された上記の材料片に締結される終端縁18を除いて、外殻16の周縁部分の全体が剛性な支持体の側壁12に対し押し付けられている。
【0025】
かかるトリム部品を製造する従来の方法と比較して、本発明は、通孔を有する材料の片22を剛性な支持体20に対し又は外殻の端縁18に対して配置することのみを必要とする。
【0026】
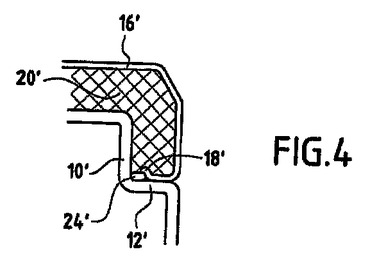
図4には、図1ないし図3のものと類似した参照番号が再度、プライム符号´を付して使用される、本発明の変形例のトリム部品が示されている。
この図において、上記の実施の形態と同様に、通孔を有する材料の片24´に締結される終端縁18´を除いて、外殻16´の周縁部分は、剛性な支持体10´の側壁12´に対し発泡材20´により十分に押し付けられる。
【0027】
通孔を有する材料片に基づく作用原理は、気体、すなわち発泡材の射出中に押し出された空気を通し、また、液体材料を止めることである。これら2つの機能は、剛性な発泡材及び可撓性の発泡材にて等しく良好に得ることができる。発泡材20が射出されている間、通孔を有する材料の片22が備えることを必要とされる唯一の性質は、発泡材により変位された空気の容積が通過するのを許容することである。50%以上の多孔度の通孔を有するほぼ全ての発泡材がこの条件を満足させ、このため、このことは、余り制約的ではない。
【0028】
片22を構成する通孔を有する材料の化学的性質は、化学的反応が上記材料と発泡材20のプラスチック材料との間にて生じたとしても、その反応は、射出工程の終了時にのみ生じ、また、部品が冷却する前の短時間だけ続くので、その反応は極めて制限されるため、余り重要ではない。
【0029】
単に一例として、発泡材片は、20kg/立方m(kg/m3)ないし180kg/m3の範囲の密度を呈する、ポリウレタン又はポリエチレン発泡材の片とすることができよう。
【0030】
多孔度に関する条件は極めて制約的でないことを考慮すれば、通孔を有するその他の材料、特に、フェルトを使用することさえも可能である。
このように、本発明は、発泡材が射出されている間、空気の適正な排出を保証しつつ、特に、皮革で出来た外殻を剛性な支持体に対して良好に密封することを可能にする。
【0031】
外殻は任意の型式のものにすることができるが、本発明は、特に、その厚さ、可撓性及びテクスチャー等のような特定の性質で均一性に欠けるため、その材料に特有の問題を生ずる皮革により外殻にて構成されるとき、又は、要素の1つが天然物質である複合材料のような同様の難点を示すその他の材料にて外殻が出来ているとき、有用である。
【図面の簡単な説明】
【0032】
【図1】本発明のトリム部品を製造する1つのステップを示す図である。
【図2】本発明の別のトリム部品を製造する1つのステップを示す図である。
【図3】図2に示した方法を実行することにより得られたトリム部品の最終的な配設状態を示す図である。
【図4】本発明の方法を実行することにより得られた別のトリム部品の最終的な配設状態を示す図である。
【技術分野】
【0001】
本発明は、トリム部品であって、トリムと支持体との間に発泡層が介在され、支持体上に保持された外殻を備える型式の上記トリム部品、及びかかるトリム部品を製造する方法にも関する。
【背景技術】
【0002】
プラスチック材料の発泡材が外殻と支持体との間に射出され、また、外殻の周縁部分を支持体の隠れた内面に対して押すステップを含む方法により、特に自動車用のトリム部品を製造することは既に知られている。外殻の周縁部分は支持体に締結されず、発泡材を射出するステップの間、気体が外殻と支持体との間から逃げてトリム部品に空隙を形成するのを避けることができる。しかし、射出した発泡材の前面側が外殻の端縁に接触したとき、該前面側は、外殻の端縁を支持体に対して押し、これにより発泡材を構成するプラスチック材料が通過しないよう良好に保持し且つ良好に密封する。
【0003】
このように、外殻の周縁部分と支持体の内面との協働は2つの機能、すなわち第一に、空気を換気する換気口の機能、第二に、発泡材が通過するのを防止する密封装置の機能を果たす。
【発明の開示】
【発明が解決しようとする課題】
【0004】
外殻が例えば、エラストマー的性質を有するプラスチック材料にて出来ている場合、使用される要素の性質を極めて正確に調節し、双方の機能が満足し得る仕方にて果たされるようにすることが可能である。しかし、かかるトリム部品の製造をより容易にするため、色々なパラメータを調節することができる範囲を拡大することが望ましいであろう。
【0005】
更に、外殻が例えば、皮革のように可変の性質を有する天然の材料である場合、形成されるキャビティによるか又は発泡材の浸透によるかを問わず、欠陥が僅かであることを保証するため、十分に反復可能な仕方にてその双方の機能を周縁部分から得ることは困難である。
【0006】
文献日本国特許番号JP−09 262 845には、外殻の内面と外殻の内面に対して垂直な支持体の隣接する部分との間に可撓性の密封片が配置されたトリム部品を製造する方法が開示されている。発泡材の作用の下、密封片は、該密封片が固着される外殻の内面と支持体の面との間にて円弧状の形状をとることができる。密封片は、気体が通過するのは許容するが、発泡材を保持する連続気泡を有する発泡材により形成することが可能であると述べられている。該方法は、上述した機能の双方を得ることを可能にするが、密封片が外殻の内面、すなわちその視認可能な面の反対側の面に対し固着することを必要とする。
【課題を解決するための手段】
【0007】
本発明の1つの目的は、外殻が変化可能である性質を有する材料にて出来ている場合、例えば、外殻が皮革で出来ている場合さえ、上述した機能の双方を得ることを可能にするトリム部品を製造することである。しかも、該方法は、かかるトリム部品を製造することのできる物理的条件の範囲を拡大することを可能にする限り、あらゆる型式の外殻に適用される。
【0008】
本発明によれば、外殻の周縁部分が上記支持体の対向する面と協働する場所で上記周縁部分と上記面との間に通孔を有する材料片を配置することにより、上記の目的は達成される。かかる状態下にて、発泡材を射出することにより製造する前に、材料片を外殻に対して保持する必要はない。これに反して、片は支持体により保持されるようにすることは、その場合、製造は、通孔を有する材料片を使用せずに片を製造する場合と同一とすることができ、また、上述した文献日本国特許番号JB−09 262 845に記載された型式の保持装置が使用されないから、望ましい。
【0009】
より正確には、本発明は、視認可能な面の周縁部分が剛性な支持体の隠れた表面部分に隣接し、外殻と支持体との間に配置されたプラスチック材料の発泡材により支持体に対し保持される視認可能な外殻を有するトリム部品に関するものである。本発明によれば、トリム部品は、外殻の視認可能な面の周縁部分及び支持体の隠れた面部分と少なくとも部分的に接触して、外殻の端縁に沿って実際上、配置された通孔を有する材料片を含む。
【0010】
好ましくは、通孔を有する材料は、高温度に耐えて、材料の少なくとも一部分がその通孔の少なくとも幾つかを仕上がったトリム部品に保持することを保証するのに十分な能力を備えるものとする。
【0011】
好ましくは、外殻と支持体との間に配設された発泡材のプラスチック材料は、片を構成する通孔を有する材料の孔内に少なくとも一部分、侵入するものとする。
1つの実施の形態において、通孔を有する材料は、例えば、ポリオレフィンのような熱可塑性材料である。別の実施の形態において、通孔を有する材料は、ポリウレタンのような熱硬化性材料であり、通孔を有する材料片は、剛性な発泡材により形成される。
【0012】
好ましくは、外殻の材料は、均一性を欠く性質を示す材料、例えば、皮革であるものとする。
本発明は、また、プラスチック材料の発泡材を射出によって、外殻と支持体との間に導入するステップを備える型式の上記段落に記載のトリム部品を製造する方法であって、射出によって導入するステップの前、通孔を有する材料片を外殻の端縁に近接してトリム部品の要素に締結するステップを備え、該要素は、視認可能な面の周縁部分と、支持体の隠れた面部分とから選ばれる、上記の方法にも関するものである。
【0013】
1つの実施例において、通孔を有する材料片は、少なくとも一部分、支持体に締結される。別の実施例において、通孔を有する材料片は、一部分、外殻の視認可能な面の周縁部分に締結され且つ、一部分、端縁から突出する。
【0014】
好ましくは、該方法は、射出により発泡材を外殻と支持体との間に導入するステップの終了時、射出した発泡材のプラスチック材料を通孔を有する材料の孔内に侵入させるステップを備えるものとする。
【0015】
好ましくは、通孔を有する材料は熱可塑性材料であり、発泡材を導入するステップの終了時、該方法は、少なくとも一部分、外殻と支持体との間に射出された発泡材の材料によって通孔を有する材料片を平坦にするステップを含むものとする。
【発明を実施するための最良の形態】
【0016】
本発明のその他の特徴及び有利な効果は、添付図面に関する実施の形態の以下の説明を読むことにより一層良く理解できる。
この説明は、プラスチック材料の発泡材層により隔てられた外殻及び支持体を提供するステップを含む、トリム部品を製造する従来の方法から開始する。その底部及び内曲する(reentrant)側壁12によって、剛性な支持体10は可撓性の外殻16により閉じられるキャビティを画成し、外殻は支持体の端縁14にてキャビティ内に侵入する周縁部分を有する。外殻の端縁18は、キャビティの底部に向けて十分に挿入され、外殻のかなりの周縁部分が支持体の側壁12に隣接するようにする。
【0017】
プラスチック材料の発泡材20が支持体10と外殻16との間に射出されると、該発泡材は、その前方に位置する空気を追い出すため、この空気は、外殻の周縁部分と支持体の側壁12との間から逃げることができなければならない。これに反して、発泡材20の前面側が外殻の周縁部分に到達するとき、外殻は支持体の側壁12に対して押し付けられ、プラスチック材料の発泡材が外殻の周縁部分と側壁12との間に浸透することができないようにする必要がある。
【0018】
このように、外殻16の周縁部分と支持体の側壁12との協働は、2つの機能を有する、すなわち、発泡材により追い出された空気が通気されることを可能にする通気装置の機能と、発泡材料を形成する流体プラスチック材料が通過するのを防止する密封装置の機能とを有する。
【0019】
本発明に従い、外殻16が例えば、皮革により構成されるような変化する性質を有する場合でさえ、これら2つの機能は、外殻の端縁18に通孔を有する材料片を組み込むことにより、再現可能である、すなわち1つのトリム部品から別のトリム部品に再現可能である仕方にて得ることができる。
【0020】
図1において、通孔を有する材料片22は、溝内に挿入され又は剛性な支持体10に接着剤により接合されることにより、外殻16の端縁18と面一に支持体10に対して保持される。
【0021】
発泡材20が射出されている間、外殻の端縁18が上記材料の片22に対して押し付けられているときでさえ、空気は、片22の通孔を通って容易に逃げる。発泡材のプラスチック材料が片22に到達したとき、該プラスチック材料は、孔を充填し始める。片22を通して形成される水頭損失が十分に大きいならば、発泡材のプラスチック材料は、発泡材片を通ることはできず、このため、外殻16の周縁部分は支持体の側壁12に対して実際に押し付けられる。
【0022】
通孔を有する材料片22により形成される水頭損失が発泡材のプラスチック材料が通過するのを防止するのに十分に大きくない場合でも、片22を通して形成される圧力差は、外殻16の周縁部分が発泡材20により側壁12に対して押し付けられることを保証し、該発泡材は、この圧力を周縁部分に自由に加えることができる。このように、片22の性質に関係なく、外殻の周縁部分は常に、支持体の側壁12に対し十分に押し付けられる。
【0023】
図2に示した実施の形態において、通孔を有する材料の片22は、外殻の端縁を超えて突き出すような仕方にて外殻の端縁に締結される。片22が支持体から離れているときでさえ、発泡材20のプラスチック材料が極めて軽量な片22と接触すると直ちに発泡材は片を支持体に対して移動し、発泡材の層20の可能性のある通過のみが、通孔を有する材料片22を通過する。その結果、図1におけるように、外殻16の周縁部分は、発泡材20のプラスチック材料が通孔を有する材料の片22を通過する前に、剛性な支持体の側壁12に対し十分に押し付けられる。
【0024】
図3には、仕上がった部品にて得ることのできる外観が示されている。図3に示したように、通孔を有する材料は可撓性であり、また、部分的に平坦とされ且つ、部分的に発泡材20の材料にて充填され、参照番号24で示したように、このとき平坦となっている通孔を有する材料片であって、発泡材20の層の材料にて部分的に充填された上記の材料片に締結される終端縁18を除いて、外殻16の周縁部分の全体が剛性な支持体の側壁12に対し押し付けられている。
【0025】
かかるトリム部品を製造する従来の方法と比較して、本発明は、通孔を有する材料の片22を剛性な支持体20に対し又は外殻の端縁18に対して配置することのみを必要とする。
【0026】
図4には、図1ないし図3のものと類似した参照番号が再度、プライム符号´を付して使用される、本発明の変形例のトリム部品が示されている。
この図において、上記の実施の形態と同様に、通孔を有する材料の片24´に締結される終端縁18´を除いて、外殻16´の周縁部分は、剛性な支持体10´の側壁12´に対し発泡材20´により十分に押し付けられる。
【0027】
通孔を有する材料片に基づく作用原理は、気体、すなわち発泡材の射出中に押し出された空気を通し、また、液体材料を止めることである。これら2つの機能は、剛性な発泡材及び可撓性の発泡材にて等しく良好に得ることができる。発泡材20が射出されている間、通孔を有する材料の片22が備えることを必要とされる唯一の性質は、発泡材により変位された空気の容積が通過するのを許容することである。50%以上の多孔度の通孔を有するほぼ全ての発泡材がこの条件を満足させ、このため、このことは、余り制約的ではない。
【0028】
片22を構成する通孔を有する材料の化学的性質は、化学的反応が上記材料と発泡材20のプラスチック材料との間にて生じたとしても、その反応は、射出工程の終了時にのみ生じ、また、部品が冷却する前の短時間だけ続くので、その反応は極めて制限されるため、余り重要ではない。
【0029】
単に一例として、発泡材片は、20kg/立方m(kg/m3)ないし180kg/m3の範囲の密度を呈する、ポリウレタン又はポリエチレン発泡材の片とすることができよう。
【0030】
多孔度に関する条件は極めて制約的でないことを考慮すれば、通孔を有するその他の材料、特に、フェルトを使用することさえも可能である。
このように、本発明は、発泡材が射出されている間、空気の適正な排出を保証しつつ、特に、皮革で出来た外殻を剛性な支持体に対して良好に密封することを可能にする。
【0031】
外殻は任意の型式のものにすることができるが、本発明は、特に、その厚さ、可撓性及びテクスチャー等のような特定の性質で均一性に欠けるため、その材料に特有の問題を生ずる皮革により外殻にて構成されるとき、又は、要素の1つが天然物質である複合材料のような同様の難点を示すその他の材料にて外殻が出来ているとき、有用である。
【図面の簡単な説明】
【0032】
【図1】本発明のトリム部品を製造する1つのステップを示す図である。
【図2】本発明の別のトリム部品を製造する1つのステップを示す図である。
【図3】図2に示した方法を実行することにより得られたトリム部品の最終的な配設状態を示す図である。
【図4】本発明の方法を実行することにより得られた別のトリム部品の最終的な配設状態を示す図である。
【特許請求の範囲】
【請求項1】
視認可能な面の周縁部分が剛性な支持体(10)の隠れた表面部分に隣接し、外殻(16)と支持体(10)との間に配置されたプラスチック材料の発泡材(20)により支持体に対して保持される、視認可能な外殻(16)を有するトリム部品において、外殻の視認可能な面の周縁部分と支持体の隠れた面部分とに少なくとも部分的に接触して、外殻の端縁(18)に沿って実際上、配置された通孔を有する材料片(22)を含むことを特徴とする、トリム部品。
【請求項2】
請求項1に記載のトリム部品において、通孔を有する材料は、高温度に耐えて、材料の少なくとも一部分がその通孔の少なくとも幾つかを仕上がったトリム部品に保持することを保証することを特徴とする、トリム部品。
【請求項3】
請求項1又は2に記載のトリム部品において、外殻(16)と支持体(10)との間に配設された発泡材(20)のプラスチック材料は、片(22)を構成する通孔を有する材料の孔内に少なくとも一部分、侵入することを特徴とする、トリム部品
【請求項4】
請求項1ないし3の何れか1つの項に記載のトリム部品において、通孔を有する材料は、熱可塑性材料であることを特徴とする、トリム部品
【請求項5】
請求項1ないし3の何れか1つの項に記載のトリム部品において、通孔を有する材料は、熱硬化性材料であり、通孔を有する材料片(22)は、剛性な発泡材により形成されることを特徴とする、トリム部品
【請求項6】
請求項1ないし5の何れか1つの項に記載のトリム部品において、外殻の材料は、均一性を欠く性質を示す材料であることを特徴とする、トリム部品
【請求項7】
請求項6に記載のトリム部品において、外殻の材料は皮革であることを特徴とする、トリム部品
【請求項8】
請求項1ないし7の何れか1つの項に記載のトリム部品を製造する方法であって、プラスチック材料の発泡材(20)を射出によって、外殻(16)と支持体(10)との間に導入するステップを備える型式の方法において、射出によって導入するステップの前に、通孔を有する材料片(22)を外殻の端縁(18)に近接してトリム部品の要素(10、16)に締結するステップを備え、該要素は、視認可能な面の周縁部分と、支持体の隠れた面部分とから選ばれることを特徴とする、トリム部品を製造する方法。
【請求項9】
請求項8に記載の方法において、通孔を有する材料片(22)は、少なくとも一部分、支持体(10)に締結されることを特徴とする、方法。
【請求項10】
請求項8に記載の方法において、通孔を有する材料片(22)は、一部分、外殻の視認可能な面の周縁部分に締結され且つ、一部分、端縁から突出することを特徴とする、方法。
【請求項11】
請求項8ないし10の何れか1つの項に記載の方法において、射出により発泡材(20)を外殻(16)と支持体(10)との間に導入するステップの終了時、射出した発泡材(20)のプラスチック材料を通孔を有する材料の孔内に侵入させるステップを備えることを特徴とする、方法。
【請求項12】
請求項8ないし11の何れか1つの項に記載の方法において、通孔を有する材料は熱可塑性材料であり、発泡材(20)を導入する終了時、少なくとも一部分、外殻(16)と支持体(10)との間に射出された発泡材(20)の材料によって通孔を有する材料片(22)を平坦にするステップを含むことを特徴とする、方法。
【請求項1】
視認可能な面の周縁部分が剛性な支持体(10)の隠れた表面部分に隣接し、外殻(16)と支持体(10)との間に配置されたプラスチック材料の発泡材(20)により支持体に対して保持される、視認可能な外殻(16)を有するトリム部品において、外殻の視認可能な面の周縁部分と支持体の隠れた面部分とに少なくとも部分的に接触して、外殻の端縁(18)に沿って実際上、配置された通孔を有する材料片(22)を含むことを特徴とする、トリム部品。
【請求項2】
請求項1に記載のトリム部品において、通孔を有する材料は、高温度に耐えて、材料の少なくとも一部分がその通孔の少なくとも幾つかを仕上がったトリム部品に保持することを保証することを特徴とする、トリム部品。
【請求項3】
請求項1又は2に記載のトリム部品において、外殻(16)と支持体(10)との間に配設された発泡材(20)のプラスチック材料は、片(22)を構成する通孔を有する材料の孔内に少なくとも一部分、侵入することを特徴とする、トリム部品
【請求項4】
請求項1ないし3の何れか1つの項に記載のトリム部品において、通孔を有する材料は、熱可塑性材料であることを特徴とする、トリム部品
【請求項5】
請求項1ないし3の何れか1つの項に記載のトリム部品において、通孔を有する材料は、熱硬化性材料であり、通孔を有する材料片(22)は、剛性な発泡材により形成されることを特徴とする、トリム部品
【請求項6】
請求項1ないし5の何れか1つの項に記載のトリム部品において、外殻の材料は、均一性を欠く性質を示す材料であることを特徴とする、トリム部品
【請求項7】
請求項6に記載のトリム部品において、外殻の材料は皮革であることを特徴とする、トリム部品
【請求項8】
請求項1ないし7の何れか1つの項に記載のトリム部品を製造する方法であって、プラスチック材料の発泡材(20)を射出によって、外殻(16)と支持体(10)との間に導入するステップを備える型式の方法において、射出によって導入するステップの前に、通孔を有する材料片(22)を外殻の端縁(18)に近接してトリム部品の要素(10、16)に締結するステップを備え、該要素は、視認可能な面の周縁部分と、支持体の隠れた面部分とから選ばれることを特徴とする、トリム部品を製造する方法。
【請求項9】
請求項8に記載の方法において、通孔を有する材料片(22)は、少なくとも一部分、支持体(10)に締結されることを特徴とする、方法。
【請求項10】
請求項8に記載の方法において、通孔を有する材料片(22)は、一部分、外殻の視認可能な面の周縁部分に締結され且つ、一部分、端縁から突出することを特徴とする、方法。
【請求項11】
請求項8ないし10の何れか1つの項に記載の方法において、射出により発泡材(20)を外殻(16)と支持体(10)との間に導入するステップの終了時、射出した発泡材(20)のプラスチック材料を通孔を有する材料の孔内に侵入させるステップを備えることを特徴とする、方法。
【請求項12】
請求項8ないし11の何れか1つの項に記載の方法において、通孔を有する材料は熱可塑性材料であり、発泡材(20)を導入する終了時、少なくとも一部分、外殻(16)と支持体(10)との間に射出された発泡材(20)の材料によって通孔を有する材料片(22)を平坦にするステップを含むことを特徴とする、方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2009−505856(P2009−505856A)
【公表日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2008−527483(P2008−527483)
【出願日】平成18年8月24日(2006.8.24)
【国際出願番号】PCT/FR2006/001977
【国際公開番号】WO2007/023224
【国際公開日】平成19年3月1日(2007.3.1)
【出願人】(505003322)
【Fターム(参考)】
【公表日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成18年8月24日(2006.8.24)
【国際出願番号】PCT/FR2006/001977
【国際公開番号】WO2007/023224
【国際公開日】平成19年3月1日(2007.3.1)
【出願人】(505003322)
【Fターム(参考)】
[ Back to top ]