
外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置
【課題】端部に成形される突出部の形状や適正な厚さを容易に確保することができる外殻PCa部材の製造方法および、外殻PCa部材を製造する型枠装置を提供する。
【解決手段】外殻PCa部材を遠心成形する筒状型枠4の内周面4bp上に、筒状型枠の端部から所定長さ離間させて、筒状型枠の周方向に周方向仕切り材5を設置するとともに、筒状型枠の内周面上に、周方向仕切り材の両端部5aから筒状型枠の端部へ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠内にコンクリートを打設して外殻PCa部材を遠心成形し、コンクリート硬化後に筒状型枠を脱型し、周方向仕切り材および軸方向仕切り材を取り外すとともに、外殻PCa部材の端部に突出部を形成するために筒状型枠の上記端部と周方向仕切り材および軸方向仕切り材に囲まれた部分を外殻PCa部材から除去する突出部形成工程とを有する。
【解決手段】外殻PCa部材を遠心成形する筒状型枠4の内周面4bp上に、筒状型枠の端部から所定長さ離間させて、筒状型枠の周方向に周方向仕切り材5を設置するとともに、筒状型枠の内周面上に、周方向仕切り材の両端部5aから筒状型枠の端部へ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠内にコンクリートを打設して外殻PCa部材を遠心成形し、コンクリート硬化後に筒状型枠を脱型し、周方向仕切り材および軸方向仕切り材を取り外すとともに、外殻PCa部材の端部に突出部を形成するために筒状型枠の上記端部と周方向仕切り材および軸方向仕切り材に囲まれた部分を外殻PCa部材から除去する突出部形成工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、端部に突出部が形成された外殻PCa部材を遠心力により製造する方法および該外殻PCa部材を製造するための型枠装置に関する。
【背景技術】
【0002】
建築物の施工効率を向上するために外殻PCa部材(薄肉PCa部材)を利用した柱や梁の構築が行われている。柱に用いる外殻PCa部材として、薄肉のコンクリート製外殻にフープ筋等が埋設された筒状断面の外殻PCa部材が採用される場合がある。外殻PCa部材を使用して柱を構築する場合、通常、梁下の高さまでの外殻PCa部材の内方に柱主筋を挿通して設置し、その上部にPCa梁部材を載置等して梁を構築し、外殻PCa部材の内方に、梁上の高さまでコンクリートを打設して柱を構築している。その際、柱上部の各梁間の柱型枠は、施工現場において在来工法で型枠を組んだり鋼製型枠を取り付けたりしていた。しかし、現場において各梁間の柱型枠を設けるのでは施工効率が悪くなる。特に、建築物の外周に面する柱を外殻PCa部材で構築する場合には、その外周面側の梁間では型枠の施工面積が広くなり、さらに型枠を設けるための外部足場が必要となり、施工効率が悪かった。この型枠の施工を省力化するために、特許文献1に示すように、中空PCa柱型枠の先端部の三辺を切り開いた残りの矩形外縁部、すなわち外殻PCa部材の突出部を、外殻PCa部材の端部に形成して柱の型枠として利用することが行われていた。
【0003】
一方、外殻PCa部材は、特許文献2に示すように、フープ筋を配置したコンクリート型枠内にコンクリートを打設して遠心力を利用した遠心成形により製造していた。この製造方法では、型枠内に打設されたコンクリートが遠心力によって外型枠の内面に押し付けられ、外型枠の内周に沿って移動することで、外型枠と内型枠の間に回り込んで外殻PCa部材がほぼ均一な厚さに形成される。この製造方法において外殻PCa部材の端部に突出部を成形する場合、突出部の周辺の型枠部分に仮設詰め物(あんこ材)を配置して、突出部周辺へのコンクリートの流入と付着を阻止することで突出部を成形していた。
【特許文献1】特開2005−139866号公報
【特許文献2】特開平01−72806号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献2に示す遠心成形において、仮設詰め物を用いて外殻PCa部材の端部に突出部を成形する場合、型枠の、仮設詰め物設置部分では外型枠と内型枠の間へのコンクリートの回り込みがなくなるが、突出部の成形部分ではコンクリートの回り込みは必要であり、型枠の部分によって必要なコンクリート量が異なる。ところが、遠心成形においては、型枠の部分ごとのコンクリート量を制御することは難しい。このため、型枠内へのコンクリートの打設状況によって、突出部へのコンクリート量に過不足が生じ、突出部の形状や厚さを適切に確保できないという課題があった。
【0005】
本発明は上記従来の課題に鑑みて創案されたものであって、端部に形成される突出部の形状や適正な厚さを容易に確保することができる外殻PCa部材の製造方法および、外殻PCa部材を製造する型枠装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明にかかる外殻PCa部材の製造方法は、遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて、該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする。
【0007】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠を設置するとともに、上記筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠および上記内型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする。
【0008】
本発明にかかる外殻PCa部材を製造する型枠装置は、遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする。前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材を設置したことを特徴とする。
【0009】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠が設けられ、該筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする。
【0010】
前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材が設けられたことを特徴とする。
【発明の効果】
【0011】
本発明にかかるに外殻PCa部材の製造方法、および外殻PCa部材を製造する型枠装置により、端部に形成される突出部の形状や適正な厚さを容易に確保することができる。
【発明を実施するための最良の形態】
【0012】
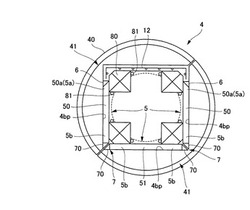
以下に、本発明にかかる外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置の好適な一実施形態を、添付図面を参照して詳細に説明する。本実施形態にかかる外殻PCa部材を製造する型枠装置は基本的には、図1から図10に示すように、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部2を有する外殻PCa部材1を製造する型枠装置であって、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8が設けられ、筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5が設けられるとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部から筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6が設けられ、筒状型枠4の内周面4b上に、周方向仕切り材5の中間部5bから筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設けられている。
【0013】
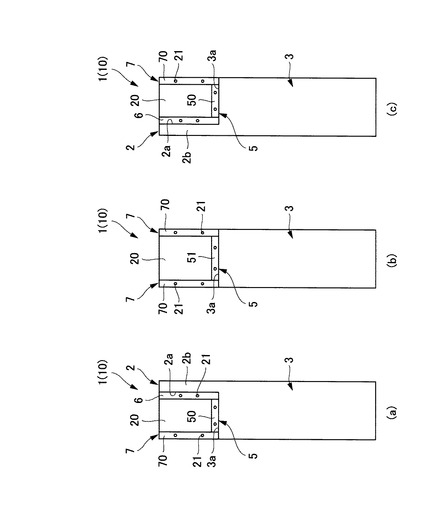
本実施形態にかかる外殻PCa部材1は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより、その端部に突出部2が形成されている。ここで中空筒状の外殻PCa部材10は、端部に突出部2を有する外殻PCa部材1の製造過程において、「端部が部分的に除去」される前段階の外殻PCa部材1を意味する。従って、本実施形態において、「中空筒状の外殻PCa部材10」は「外殻PCa部材1」を含む外殻PCa部材であり、端部に突出部2が形成される前段階の中空筒状形態の「外殻PCa部材1」である。また、本実施形態の製造方法にかかる、「部分的に除去」される部分20(以下「除去部分20」という)については、最終的に除去される部分であるため、完全に成形されていなくても良い。
【0014】
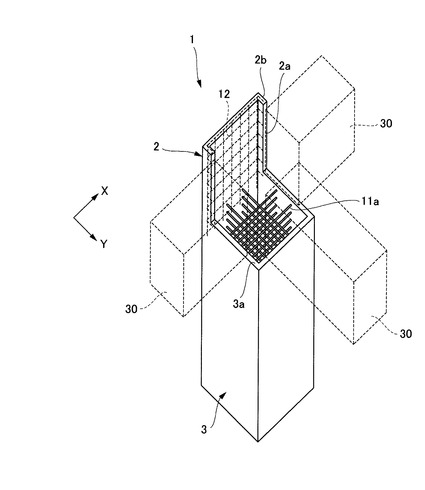
本実施形態における外殻PCa部材1は、正方形ロ字状断面(以下「ロ字状断面」という)の薄肉PCaコンクリート製の柱部材である。外殻PCa部材1は、建築物の外壁側に設置される柱部材であり、ロ字状断面を構成する四側面の内、三側面には梁30が接続される。すなわち、外殻PCa部材1の上部にはX方向からの2本の梁30が直線状に配置され、X方向の梁30に直交するY方向から他の梁30が配置されて、外殻PCa部材1に対しT字型に梁30が接続される柱部材である。外殻PCa部材1は、ロ字状断面の筒状外殻部3とその端部に形成された突出部2で構成されている。突出部2は、筒状外殻部3の梁30が接続されない側面を、筒状外殻部3の長さ方向へ延出させて形成されている。
【0015】
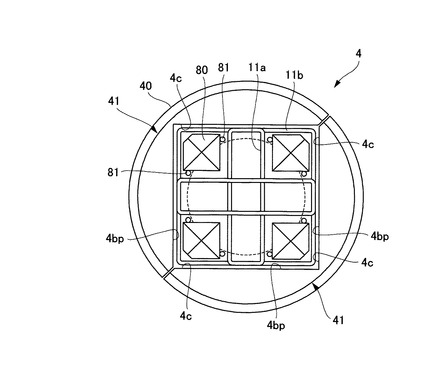
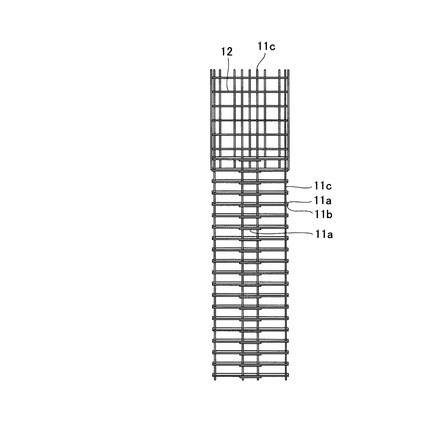
筒状外殻部3には、フープ筋11が所定間隔で設けられている。フープ筋11は、十字状鉄筋11aとそれを囲むロ字状鉄筋11bで構成され、配筋用の仮設鉄筋11cに固定して組み立てられている。十字状鉄筋11aは長方形の環状鉄筋を縦横に組み合わせて十字状に形成されている。十字状鉄筋11aの突出端すなわち長方形の短辺部分は、筒状外殻部3の外殻のコンクリート内に埋設されている。ロ字状鉄筋11bは、筒状外殻部3のロ字状断面とほぼ同一の形状であり、十字状鉄筋11aの短辺部分とともに、外殻のコンクリート内に埋設されている。筒状外殻部3の内方には十字状鉄筋11a長辺が、縦方向一組(鉄筋2本)、横方向一組(鉄筋2本)で十字に交差して露出されている。筒状外殻部3の外殻のコンクリート内部にはフープ筋11以外に柱主筋を埋設しても、また、柱主筋やフープ筋11を埋設することなく、ひび割れ防止筋のみを埋設しても良い。
【0016】
突出部2は、筒状外殻部3の端部に形成され、筒状外殻部3と同様に薄肉PCaコンクリートで形成されている。突出部2は筒状外殻部3の、梁30が接続されない側面の外殻と、その端部に連結している他側面の外殻の一部2b(以下「折れ曲がり部2b」という)を、筒状外殻部3の長さ方向、すなわち筒状型枠4の軸方向(以下単に「軸方向」という)へ延出させた形状で形成されている。なお、本実施形態において「軸方向」は外殻PCa部材1、筒状外殻部3および筒状型枠4の各長さ方向の軸の方向に一致する。突出部2の断面形状はコ字状となり、その厚さは、筒状外殻部3の外殻の厚さと同等に形成されている。筒状外殻部3の、突出部2が形成されない端部部分の端面(以下「筒体端面3a」という)の形状もコ字状となる。突出部2のコ字状断面のコの字上下2辺の位置の折れ曲がり部2bは、外殻PCa部材1上部の梁30側面と外壁側柱側面との隙間を塞ぐ型枠となる。突出部2のコ字状断面のコの字縦辺位置の側面外殻は外壁側柱側面となり建築物の外壁を構成している。突出部2の部材内部には、補強材としてワイヤメッシュ12が埋設されている。また本実施形態では、フープ筋11の仮設鉄筋11cの一部が突出部2へ延長されて突出部2の部材内部に埋設されている。ワイヤメッシュ12は突出部2のコ字状断面に沿って配置され、ワイヤメッシュ12の筒状外殻部3側の端部は、筒状外殻部3の外殻内まで延長されて埋設されている。ワイヤメッシュ12は、突出部2自体のコ字状形態を確保するための補強材と、突出部2と筒状外殻部3との一体性を確保するための補強材としての機能を有している。この補強材は、コンクリートにより突出部2の形成の障害にならないものであれば、ワイヤメッシュ12に限定されるものではなく、例えば鉄筋金網等を用いても良い。
【0017】
外殻PCa部材1を遠心成形する製造装置は、大きく筒状型枠4と、型枠回転装置(図示せず)とコンクリート打設装置で構成される。これらは、従来から遠心成形に一般的に使用されるものである。型枠回転装置は回転体に筒状型枠4を載せて回転させる装置である。コンクリート打設装置は、筒状型枠4内にコンクリートを打設する装置であり、筒状型枠4の端部4aから筒状型枠4内に挿抜自在に移動するトレミー管100とトレミー管100に接続されるコンクリート圧送装置(図示せず)からなる。
【0018】
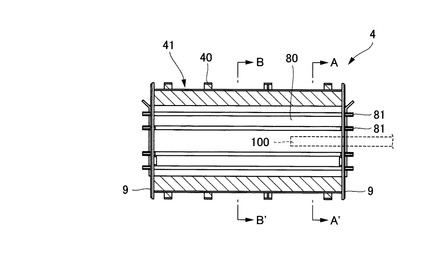
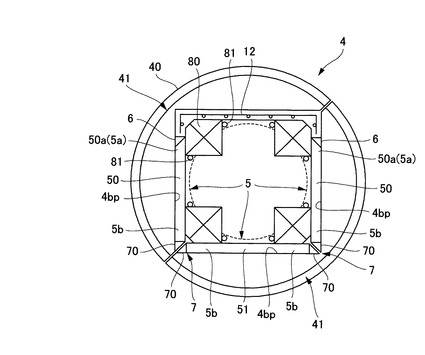
本実施形態における筒状型枠4は、矩形断面の外殻PCa部材1を遠心成形するための鋼製中空型枠であり、中空筒状の外殻PCa部材10を遠心成形する型枠でもある。その内方には内型枠8が設置され、筒状型枠4の端部4aには塞ぎ板9が取り付けられる。筒状型枠4は、外殻PCa部材1の筒状外殻部3と突出部2が一体となった長さ、すなわち中空筒状の外殻PCa部材10以上の長さを有している。筒状型枠4の外形は回転装置上で回転できる円柱状であり回転用の円形リブ40が周囲に設けられている。本実施形態における筒状型枠4の内周面4bは、ロ字状断面の外殻PCa部材1を製造するために、平面4bp(以下「内周平面4bp」という)を組み合わせてロ字状断面に形成されている。本実形態における筒状型枠4は、そのロ字状断面を対角線方向で2分割したV字を内周の断面形状として有し、外周の断面形状が半円形のV字樋状鋼製型枠41(以下「V字型枠41」という)を、着脱自在に組み合わせて構成されている。
【0019】
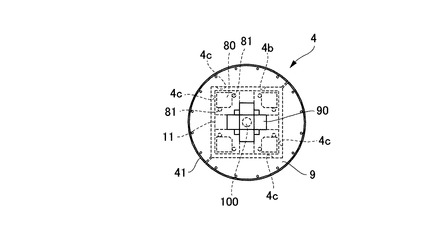
筒状型枠4の内方には内型枠8が配置されている。内型枠8は、筒状外殻部3を遠心成形する際に、筒状外殻部3の内側隅角部を成形して薄肉のロ字状断面を確保すると共に、突出部2のコ字状断面形状を確保する機能を有している。内型枠8は、筒状型枠4のロ字状内周面の各隅角部4cの内方に、軸方向に沿って配置された4つの角柱材80で構成されている。各角柱材80は、略正方形断面の鋼管柱で形成されている。各角柱材80は、外殻PCa部材1の隅角部の厚さが確保できるように筒状型枠4の隅角部4cの内周面4bから所定長さ離間して設置されている。この離間長さは外殻PCa部材1の外殻の所定厚さ寸法となる。4つの角柱材80は、ほぼ正方形の位置関係となるように相互に隙間を空けて、筒状型枠4の内方に配置されている。左右または上下方向で隣り合う各角柱材80間の間隔は、筒状型枠4の内方に打設されたコンクリートが、遠心力により筒状型枠4の内周面4bに移動することを阻害しない寸法が確保されている。本実施形態では角柱材80間には十字状鉄筋11aが設置されている。本実施形態における内型枠8の各角柱材80は、それぞれ複数の支持棒81で位置固定されている。支持棒81は、角柱材80に沿って配置され、その端部は塞ぎ板9に着脱自在に固定されている。
【0020】
筒状型枠4、内型枠8の端部には塞ぎ板9が取り付けられている。塞ぎ板9は、外殻PCa部材1の端部を成形する型枠としての機能と、内型枠8の筒状型枠4に対する位置を保持する機能を有している。塞ぎ板9は鋼板製のパネルで構成され、その中央部にはトレミー管100を筒状型枠4内に挿抜するための開口部90が設けれ、開口部の周囲には支持棒81を貫通させる孔や、塞ぎ板9を筒状型枠4に固定するためのボルト孔が設けられている。
【0021】
筒状型枠4の内周面4b上には、周方向仕切り材5、軸方向仕切り材6および中間部軸方向仕切り材6が設置されている。本実施形態の、周方向仕切り材5と軸方向仕切り材6は直角三角形断面の鋼製棒状部材で構成され、筒状型枠4の外周面側からボルト等により取り付けられている。周方向仕切り材5および軸方向仕切り材6は、筒状型枠4で遠心成形された外殻PCa部材1(中空筒状の外殻PCa部材10)に除去部分20を特定する機能を有している。したがって、周方向仕切り材5および軸方向仕切り材6は、外殻PCa部材1の端部に突出部2を形成するための重要部材である。本実施形態における除去部分20は、筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分として特定された部分である。除去部分20は、筒状外殻部3の筒体端面3aのコ字状と同一のコ字状に形成され、突出部2と一組となって、筒状外殻部3のロ字状断面と同一の断面形状を、外殻PCa部材1(中空筒状の外殻PCa部材10)の端部に形成している。
【0022】
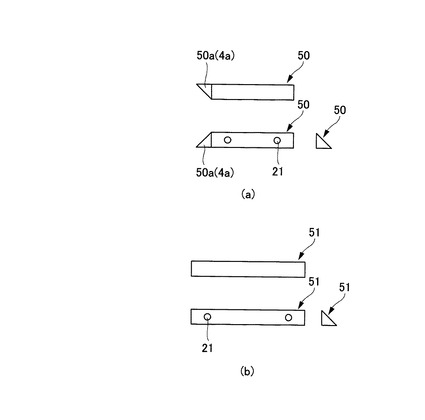
周方向仕切り材5は、筒状型枠4の内周面4b上に、その端部4aから所定長さ離間させて、その周方向に設けられている。本実施形態における前記所定長さは、突出部2の長さ、すなわち突出部2の先端部から筒状外殻部3の筒体端面3aまでの長さに設定されている。周方向仕切り材5は、筒状外殻部3と除去部分20を区分しつつ、筒体端面3aを形成し、除去部分20の端部形状を形成する機能を有している。周方向仕切り材5は周方向に、筒体端面3aの形状(コ字状)に合わせて設けられる。周方向仕切り材5の端部5aには軸方向仕切り材6が設けられている。本実施形態における周方向仕切り材5は、コ字状の上下の2辺の位置に取り付ける第一周方向棒状材50と、コ字状の縦辺の位置に取り付ける第二周方向棒状材51とから構成される。本実施形態における各周方向棒状材50、51は、コ字状の周方向仕切り材5の角部、すなわち内周面4bの隅角部4cで中間部軸方向仕切り材7を介して互いに連続するように取り付けられている。中間部軸方向仕切り材7と接する各周方向棒状材50、51の端面はその材軸に垂直な平面で形成されている。周方向仕切り材5の端部5a、すなわち第一周方向棒状材50の端部50aには軸方向仕切り材6が設けられている。第一周方向棒状材50の端部50aは、軸方向仕切り材6と組み合わせて筒体端面3aを形成できるように、軸方向仕切り材6の三角形断面の形状に合わせて斜めに加工され、三角錐形状のくさび形となっている。各周方向棒状材50、51は、内周平面4bp上の筒体端面3aが形成される位置に部材断面の90°角部を合わせ、45°の角部が筒状型枠4の内方に突出するように設けられている。本実施形態における、各周方向棒状材50、51、すなわち周方向仕切り材5の筒状型枠4の内方への突出寸法は、後述する軸方向仕切り材6の突出寸法と等しく設定されている。
【0023】
本実施形態の軸方向仕切り材6は、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ、軸方向に沿って2本設けられている。軸方向仕切り材6は、突出部2と除去部分20を区分けしつつ、突出部2の軸方向の端面、すなわち折れ曲がり部2bの軸方向の端面2a(以下単に「軸方向端面2a」という)を形成する機能を有している。軸方向仕切り材6は、内周面4b上の軸方向端面2aが形成される位置に、部材断面の90°角部を合わせ、45°の角部が筒状型枠4の内方に突出するように設けられている。軸方向仕切り材6の筒状型枠4の内方への突出寸法は、その設置位置における外殻PCa部材1の外殻に対して、予め定められた所定厚さ寸法と同等又はそれ以下に設定され、軸方向仕切り材6は筒状型枠4の内周面4bと内型枠8に挟まれた位置に設置されている。各軸方向仕切り材6の両端面は、その材軸方向に垂直な平面に加工されている。軸方向仕切り材6の周方向仕切り材5側の端面は、筒状外殻部3の端面が形成される位置まで延び、第一周方向棒状材50のくさび形の端部50aと組み合わされて筒体端面3aを形成する。他方の端面は筒状型枠4の端部4aまで延びている。本実施形態における「周方向仕切り材5の両端部から」とは、周方向仕切り材5の両端部5aにおける軸方向仕切り材6が、周方向仕切り材5と共同して、突出部2の軸方向端面2aおよび筒状外殻部3の筒体端面3aを形成できるよう組み合わされていることを意味し、軸方向仕切り材6が周方向仕切り材5の端部5aの側面又は端面に接続されたり、軸方向仕切り材6と周方向仕切り材5が物理的に連結されたり、密着される意味に限定されず、両者間の多少の隙間やずれは許容される。
【0024】
周方向仕切り材5および軸方向仕切り材6は共に、45°の角部すなわち山形部が筒状型枠4の内方に位置するように設けられた棒状材であるため、筒状型枠4の内方に打設されたコンクリートが遠心力により、筒状型枠4の内方から内型枠8の間を通って筒状型枠4の内周面4bへ移動する際に、周方向仕切り材5や軸方向仕切り材6に当たると、筒状型枠4の内方に突出したそれらの山形部により、各仕切り材5、6表面にコンクリートが付着することなくスムーズに両側に振り分けられ、打設されたコンクリートを無駄なく適切に、筒状型枠4の、筒状外殻部3、突出部2および除去部分20を形成する各範囲に配分できる。このため形成される突出部2の部材の厚さを、その所定厚さ、すなわち内型枠8と筒状型枠4の内周面4bとの離間距離以上であり、外殻PCa部材1の内方の柱主筋が所定位置に配置できる程度の厚さ(薄肉)に形成することが容易となる。なお、内型枠8を有しない場合の突出部2の部材厚さは、遠心製成形された筒状外殻部3の中空部の最大内径と、筒状型枠4の内周面4bとの差の寸法となる。突出部2と除去部分20は、三角形断面棒状材である周方向仕切り材5と軸方向仕切り材6で区画されるだけであるため、筒状型枠4の、除去部分20と突出部2を形成する内周面4bと、筒状外殻部3を形成する内周面4bの形状とほとんど同一となる。このため、除去部分20と突出部2に無駄なく打設された打設コンクリートを遠心力で流入させることができ、筒状外殻部3の外殻コンクリート部の厚さ管理と同じ要領で突出部2の厚さを形成することができる。
【0025】
筒状型枠4の内周面4b上には、周方向仕切り材5の中間部5bから筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設けられている。中間部軸方向仕切り材7は、除去部分20を分割することにより、外殻PCa部材1(中空筒状の外殻PCa部材10)から除去部分20の除去を容易にするとともに、除去部分20の除去作業時に、外殻PCa部材1に余分な力が作用することを防止して外殻PCa部材1の破損を防ぐ機能を有している。本実施形態の中間部軸方向仕切り材7は、周方向仕切り材5の内周面4bの隅角部4cに位置する部分から筒状型枠4の端部4aへ向けて軸方向に設けられている。中間部軸方向仕切り材7は、除去部分20のコ字状断面の両角部に設置され、直角二等辺三角形断面の鋼製棒状材70(以下「三角断面棒状材70」という)を、組み合わせた正方形断面の鋼製棒状材として構成されている。三角断面棒状材70は軸方向仕切り材6と同じ突出寸法を形成できる三角断面の棒状材であり、内周平面4bp毎に取り付けられている。内周平面4bpがロ字状に組まれて内周面4bが形成されることにより筒状型枠4の隅角部4cで三角断面棒状材70が組み合わされて正方形断面の中間部軸方向仕切り材7が形成される。このように中間部軸方向仕切り材7を三角断面棒状材70に分割して構成することにより、中間部軸方向仕切り材7を、他の仕切り材5、6と同様の三角形断面の棒状材として統一でき、さらに各内周平面4bpに取り付ける各仕切り材5、6、7の部材数を平均化できるため、各周平面4bp単位での各仕切り材5、6、7の扱いが容易になる。また、筒状型枠4を2分割したV字型枠41で構成した場合において、V字型枠41の連結部に中間部軸方向仕切り材7を位置させても容易にV字型枠41を組み立てることができる。組み合わされた三角断面棒状材70の接触面同士は接続されていないため、除去部分21のコ字状の角部における分割が容易になる。
【0026】
本実施形態における、中間部軸方向仕切り材7の両端面は、その材軸方向に垂直な平面に加工されている。中間部軸方向仕切り材7の一方の端面は筒体端面3aの位置まで延びて、周方向仕切り材5と共に筒体端面3aを形成する。本実施形態において、各周方向棒状材50、51が、内周面4bの隅角部4cで中間部軸方向仕切り材7を介して互いに連続するように取り付けられることによって、「周方向仕切り材5の中間部5bから」中間部軸方向仕切り材7が設けられている。「周方向仕切り材5の中間部5bから」とは、筒状外殻部3の端面の形成を妨げることなく、筒体端面3a位置から除去部分20を分割できるように中間部軸方向仕切り材7を配置することを意味し、本実施形態のように、周方向仕切り材5の中間部5bに位置する端面や、周方向仕切り材5の中間部5bの側面から中間部軸方向仕切り材7を形成することに限定されるものではない。
【0027】
中間部軸方向仕切り材7は、その直角二等辺三角形断面の45°角部を隅角部4cに合わせて、隅角部4cを構成する内周面4bの二平面それぞれに取り付けられている。正方形断面に組み合わされた状態の各中間部軸方向仕切り材7、その角部が型枠の内方へ山形に突出するように取り付けられている。中間部軸方向仕切り材7の前記角部は、内型枠8の角柱材80の角部に近接する位置まで突出している。本実施形態における、中間部軸方向仕切り材7は内周面4bの隅角部4cに配置されている。このため、各内周面4bには、隅角部4c以外にコンクリートの内周面方向への移動を妨げるものがなく、確実に内型枠8と筒状型枠4の内周面4bとの間にコンクリートを流入させることができ、筒状型枠4内に打設されたコンクリートが有効に除去部分20を形成するコンクリートとして利用できる。
【0028】
なお、本実施形態では、中間部軸方向仕切り材7を内周面4bの隅角部4cのみに配置したため二本であるが、各平面の中央部に設けても良い。例えば、内型枠8の間の内周平面4bpに中間部軸方向仕切り材7を追加し、内周平面4bpを二分割することとも可能となる。その場合において中間部軸方向仕切り材7は、軸方向仕切り材6のように三角形断面の棒状材として、その断面の角部を筒状型枠4の内方へ山形に突出するように取り付けることにより、筒状型枠4に打設されたコンクリートの、中間部軸方向仕切り材7へのコンクリートの付着を防止しつつ、山形部でその両側にバランス良く振り分けることができる。このため、筒状型枠4内に打設されたコンクリートが除去部分20を形成するコンクリートとして形成される。また、中間部軸方向仕切り材7を隅角部4cに設けることなく、コ字状除去部分20のコの字縦辺の位置の内周平面4bpの中央部に設けることも可能である。この場合は、コ字状形状の除去部分20を二つのL型角部に分割して外殻PCa部材部材1から除去できる。さらに、中間部軸方向仕切り材7を設けることなく除去部分20をコ字状形状のまま、外殻PCa部材部材1から除去してもよい。なお、中間部軸方向仕切り材7は、除去部分20の除去作業が容易となる程度に区分されていれば良く、中間部軸方向仕切り材7を挟んだ両側のコンクリートが連続体として成形されても良い。
【0029】
本実施形態における周方向仕切り材5は、棒状材であり内周面4bの平面単位で取り付けられているが、連続した一体のコ字状部材としても良い。また、本実施形態における中間部軸方向仕切り材7、軸方向仕切り材6および周方向仕切り材5はそれぞれに単独の部材としたが、同一内周平面4bp単位で、取り付く各仕切り材5、6、7を予め連結して1つのユニットとしてもよい。連結に際しては棒状連結部材を追加して連結しても良く、1つのユニットとすることにより扱いが容易になる。例えば、連結部材のみを筒状型枠4の外周側からボルト等で固定することにより、ユニット全体も固定されるため取り付け取り外し作業が容易になる。また、各仕切り材5、6、7は鋼製部材であるため何度も繰り返し使用することができる。なお、各仕切り材5、6、7の断面は三角形に限定するものではなく、L型断面や四角形断面等でも良い。
【0030】
本実施形態に係る外殻PCa部材1の製造方法について説明する。本実施形態に係る外殻PCa部材1の製造方法は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部2を有する外殻PCa部材1を製造する方法であって、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8を設置するとともに、筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5を設置するとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠4内にコンクリートを打設して外殻PCa部材1を遠心成形し、コンクリート硬化後に筒状型枠4および内型枠8を脱型し、周方向仕切り材5および軸方向仕切り材6を取り外すとともに、外殻PCa部材1の端部に突出部を形成するために筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分を外殻PCa部材1から除去する突出部形成工程とを有する。
【0031】
準備段階として、フープ筋11、ワイヤメッシュ12、内型枠8、塞ぎ板9を一体化して事前に組み立てておく。まず、外殻PCa部材1のフープ筋11を組み立てる。長方形の環状鉄筋を縦横に十字に組んだ十字状鉄筋11a外周にロ字状鉄筋11bが位置されたフープ筋11を仮設治具および仮設鉄筋11cで支持しながら、外殻PCa部材部材1の筒状外殻部3の長さ範囲に所定間隔で取り付けて筒状に組む。さらに、突出部2の位置にコ字状に加工された補強用のワイヤメッシュ12を、その一方の端部をフープ筋11と重なるように配置し、突出部2の位置まで延出させた仮設鉄筋11cに支持しながら取り付ける。次に、組上がったフープ筋11内方の、十字状鉄筋とロ字状鉄筋で構成された4隅の長方形部分に、内型枠8を構成する鋼管柱製の角柱材80を、筒状フープ筋11の端部側から挿入して支持棒81で支持して内型枠を構成する。内型枠8の両端部に塞ぎ板9を取り付け、支持材31の端部を塞ぎ板9に貫通させてナット等止め、塞ぎ板9と内型枠8を一体化させる。これにより、フープ筋11、ワイヤメッシュ12、内型枠8、塞ぎ板9が一体になった複合部材が組み上がる。
【0032】
次に仕切り材設置工程として、筒状型枠4を構成する二つのV字状型枠の内周面4bを上向きにして設置して各内周平面4bpに、周方向仕切り材5、軸方向仕切り材6および中間部軸方向仕切り材7を取り付ける。各仕切り材5、6、7の取付はいずれの部材を先行させても良い。各仕切り材5、6、7は、それらの内周面4bに接する面に設けたボルト孔21に、V字型枠41の外周側から貫通させたボルトの端部を螺合させて着脱自在に取りつける。
【0033】
周方向仕切り材5を筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に沿って設ける。周方向仕切り材5は、内周面4b上に、周方向仕切り材5の端部5aを、突出部2の軸方向端面2aの位置に合わせ、筒体端面3aの位置に合わせて周方向にコ字状に設置する。具体的には、筒体端面3aが形成される位置に、周方向仕切り材5を構成する第1,2周方向棒状材50、51を取り付ける。第1,2周方向棒状材50、51は、筒状外殻部3の筒体端面3aが形成される位置に、部材断面の90°角部を合わせ、45°の角部が筒状型枠4の内方に突出する形態で取り付ける。コ字状の周方向仕切り材5のコの字上下2辺の位置には、第一周方向棒状材50を取り付ける。第一周方向棒状材50のくさび形の端部50aは周方向仕切り材5の端部5aであり、軸方向仕切り材6に連続するように配置する。第一周方向棒状材50の他端部は、中間部軸方向仕切り材7(三角断面棒状材70)を介して、第二周方向棒状材に連続するように配置する。第一周方向棒状材50は、三角断面棒状材70の設置スペースを確保して内周平面4bpに取り付ける。一方、コ字状の周方向仕切り材5のコの字縦辺の位置には第二周方向棒状材51を取り付ける。第二周方向棒状材51は、その両端部で、中間部軸方向仕切り材7(三角断面棒状材70)を介して第一周方向棒状材50に連続するように取り付ける。第二周方向棒状材51は、中間部軸方向仕切り材7(三角断面棒状材70)の取り付けるスペースを確保して内周平面4bpに取り付ける。
【0034】
軸方向仕切り材6を、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ、筒状型枠4の軸方向に沿って内周平面4bp上に2本設ける。軸方向仕切り材6は、一方の端面を筒体端面3a位置に合わせ、側面を周方向仕切り材5のくさび形の端部4aと組み合わせて配置する。他方の端面は筒状型枠4の端面4aに位置させる。
【0035】
周方向仕切り部材5の中間部分5b、すなわち第一周方向棒状材50と第二周方向棒状材51間との間に中間部軸方向仕切り材7を取り付ける。本実施形態における中間部軸方向仕切り材7の取り付け位置は、内周平面4bpの隅角部4c該当部分である。中間部軸方向仕切り材7を構成する三角断面棒状材70を内周平面4bp毎に、中間部軸方向仕切り材7の断面の45°の角部を隅角部4cの角部位置、すなわち各周平面4bpの縁部に合わせ、もう一方の45°の角部を筒状型枠4の内方へ突出させて取り付ける。中間部軸方向仕切り材7の一方の端面は筒体端面3a位置に合わせ、他方の端面は、筒状型枠4の端部4aに位置させる。第二周方向棒状材51が取り付けられている内周平面4bpでは、第二周方向棒状材51を挟んで三角断面棒状材70を配置し、第一周方向棒状材50が取り付けられている内周平面4bpでは、第一周方向棒状材50を三角断面棒状材70と軸方向仕切り材6で挟んで配置する。
【0036】
次に、フープ筋11、ワイヤメッシュ12、内型枠8、塞ぎ板9が一体になった複合部材を、一のV字型枠41の上方に設置する。その際、内型枠8と筒状型枠4の内周面4bとは、外殻PCa部材1の外殻の厚さ寸法分離間して設置する。設置された複合部材に被せるよう他のV字型枠41を設置して、上下のV字型枠41を連結ボルトで着脱自在に固定して筒状型枠4を組立てる。組上がった筒状型枠4の端部4aに端部塞ぎ板9をボルトで固定する。これにより内型枠が、筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱材80の内型枠8が設置される。本実施形態における仕切り材設置工程では、筒状型枠4の内周平面4bpへ各仕切り材5、6、7を取り付けた後に内型枠8の設置を行ったが、内型枠8の設置と並行して、または設置の後に、各仕切り材5、6、7を、筒状型枠4の端部4aから挿入して、内型枠8等との位置関係を調整しながら内周平面4bpへ取り付けても良い。
【0037】
組み上がった筒状型枠4を型枠回転装置に載せ、塞ぎ板9の中央の開口部から型枠内部にトレミー管100を挿入して、コンクリートを筒状型枠4の奥から打設しながら筒状型枠4を回転さて、徐々にトレミー管100を引き抜き抜く。コンクリート打設は、筒状外殻部3が形成される部分と、突出部2および除去部分20が形成される部分とを一連に行う。筒状型枠4内に打設されたコンクリートは、遠心力により内型枠8の角柱材80の間から、筒状型枠4の内周面4bに移動し、筒状型枠4の回転に伴って内周面4bに沿って移動し、内型枠8と内周面4b間に充填され外殻部が形成される。本実施形態における筒状型枠4の、筒状外殻部3と形成される部分と、突出部2および除去部分20が形成される部分とでは、埋設物の相違以外は、コンクリートが打設される部分の形状に相違がないため、両部分に打設されたコンクリートは同様の動きをする。また、設置された各仕切り材5、6、7は棒状材であるため、筒状型枠4内におけるコンクリートの移動を妨げることが少なく、突出部2への打設コンクリート量が適切に確保でき、折れ曲がり部2bも確実に形成できる。
【0038】
次に、突出部形成工程として、コンクリート硬化後に筒状型枠4と塞ぎ板9の固定ボルトおよび、筒状型枠4と各仕切り材5、6、7との取り付けボルト、各V字型枠41の連結ボルトを除去して外殻PCa部材1(中空筒状の外殻PCa部材10)を筒状型枠4から脱型する。次に塞ぎ板9を除去して支持棒81と角柱材80を外殻PCa部材1(中空筒状の外殻PCa部材10)の端部から引き抜いて内型枠8を脱型する。この段階の外殻PCa部材は、筒状外殻部3、突出部2、各仕切り材5、6、7および除去部分20が一体となった中空筒状の外殻PCa部材10として成形されている。この中空筒状の外殻PCa部材10から、周方向仕切り材5と軸方向仕切り材6に沿って除去部分20を除去する。除去部分20の除去は、中間部軸方向仕切り材7に沿って、除去部分20をコ字状の各面毎に行う。この際、各除去面に縁取るように付着している各仕切り材5、6、7は、そのまま各除去面と一緒に外殻PCa部材1から除去する。その後各除去面のコンクリートを破砕して各仕切り材5、6、7を分離し、各仕切り材5、6、7は再利用する。このように、コ字状の除去部分20をその内周平面4bp毎に除去できるため、除去作業が容易であり、また、各仕切り材5、6、7を設けずに成形した部材の除去部分をコンクリートカッター等で切断する場合に比べて、突出部2に余分な力を加える可能性を低減できる。
【0039】
以上説明した本実施形態にかかる外殻PCa部材を製造する型枠装置にあっては、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8が設けられ、筒状型枠4の内周面4b上に、該筒状型枠4の端部から所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5が設けられるとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6が設けられているため、筒状型枠4の突出部2を成形する部分に打設されたコンクリートも、筒状外殻部3の外殻コンクリート部を形成するのと同様に、内周面4bへ移動して、同様の容量の外殻コンクリート部が形成されるため、筒状型枠4内に、筒状外殻部3の部分と突出部2および除去部分20の形成部分とを一連にコンクリート打設することで、突出部2の厚さや形状が容易に確保できる。
【0040】
筒状型枠4の内周面4b上に、周方向仕切り材5の中間部から筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設けられているため、形成された外殻PCa部材1(中空筒状の外殻PCa部材10)の端部から、筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた除去部分20を、中間部軸方向仕切り材7で区切られた部分毎に分割して除去できるため、除去作業が容易となり、突出部2に除去時の力が作用しにくくなり突出部2の欠損等を減らすことができる。
【0041】
以上説明した本実施形態にかかる外殻PCa部材の製造方法にあっては、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8を設置するとともに、筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5を設置するとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠4内にコンクリートを打設して外殻PCa部材1を遠心成形し、コンクリート硬化後に筒状型枠4および内型枠8を脱型し、周方向仕切り材5および軸方向仕切り材6を取り外すとともに、外殻PCa部材1の端部に突出部2を形成するために筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分を外殻PCa部材1から除去する突出部形成工程とを有しているため、筒状型枠4内に一連にコンクリートを打設することにより、突出部2の厚さと形状が容易に確保できる。
【0042】
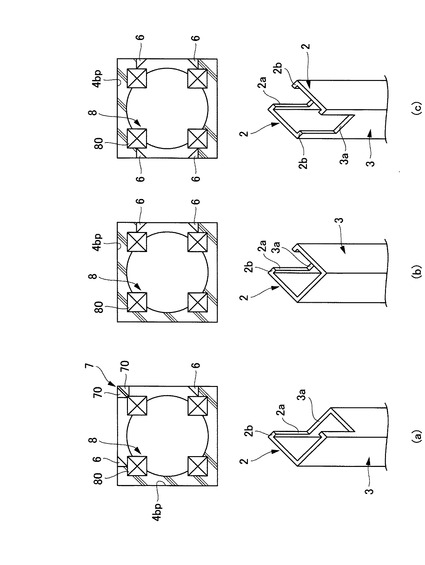
本実施形態における外殻PCa部材1は三方向からT字型に梁30が接続する、建築物の外壁側の柱部材としたため、その端部には、断面コ字状の突出部2を1つ形成したが、梁30が二方向からL型に接続される建築物の外壁側の角柱として成形することもできる。その場合、突出部2をロ字状断面の外殻PCa部材1のL型の二側面と端部の折れ曲がり部2bを軸方向に延長して形成し、その形状に合わせて筒状型枠4の断面四角形状内周面4bに周方向仕切り部材5および軸方向仕切り部材6を設ける。また、突出部2を、ロ字状断面の外殻PCa部材1の三側面又は対向する二側面を延長して形成しても良い。また、突出部2端部の折れ曲がり部2bは省略しても良い。この変形例においても、前述の実施形態と同様の効果を得ることができる。
【0043】
外殻PCa部材1を円形断面として形成しても良い。円形断面の外殻PCa部材1を製造する型枠装置は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材1を製造する型枠装置であって、外殻PCa部材1を遠心成形する筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5が設けられるとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6が設けられ、筒状型枠4の内周面4b上に、周方向仕切り材5の中間部5bから筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設置されている。
【0044】
変形例における型枠装置にあっては、外殻PCa部材1の断面が円形で角部が存在しないため、隅角部を薄肉に成形するための内型枠8を設けなくても良い。そのため、型枠装置が簡略化される。その他は、前述の実施形態と同様であり、同様の効果を得ることができる。
【0045】
また、円形断面の外殻PCa部材1の製造方法は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部2を有する外殻PCa部材1を製造する方法であって、外殻PCa部材1を遠心成形する筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて、筒状型枠4の周方向に周方向仕切り材5を設置するとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、上記仕切り材設置工程の後に、筒状型枠4内にコンクリートを打設して外殻PCa部材1を遠心成形し、コンクリート硬化後に筒状型枠4を脱型し、周方向仕切り材5および軸方向仕切り材6を取り外すとともに、外殻PCa部材1の端部に突出部2を形成するために筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分を外殻PCa部材1から除去する突出部形成工程とを有する。
【0046】
変形例における製造方法にあっては、外殻PCa部材1の断面が円形で角部が存在しないため、隅角部を薄肉に成形するための内型枠8を設けなくても良い。そのため、内型枠を設置する作業を省略でき製造方法が簡略化できる。この他は、前述の実施形態と同様であり、同様の効果を得ることができる。
【図面の簡単な説明】
【0047】
【図1】本発明にかかる外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置の好適な一実施形態における外殻PCa部材の外形および梁との関係を説明する図である。
【図2】本発明にかかる外殻PCa部材を製造する型枠装置の好適な一実施形態における型枠装置の横方向断面図である。
【図3】図2に示す型枠装置の側面図である。
【図4】図2に示す型枠装置のAーA’断面を示す図である。
【図5】図2に示す型枠装置のBーB’断面を示す図である。
【図6】図2に示す型枠装置により製造された端部を部分的に除去する前の外殻PCa部材の状況を示す、(a)は右側面図、(b)は正面図、(c)は左側面図である。
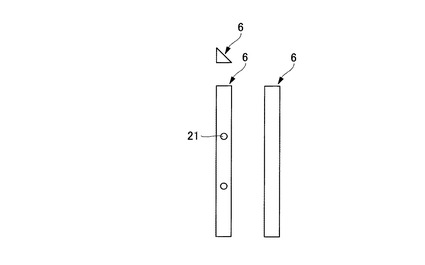
【図7】図6に示す外殻PCa部材に設けられた周方向仕切り材を示すものであり、(a)は第一周方向棒状材の平面視、正面視、側面視を示す図であり、(b)は第二周方向棒状材の平面視、正面視、側面視を示す図である。
【図8】図6に示す外殻PCa部材に設けられた軸方向仕切り材の平面視、正面視、側面視を示す図である。
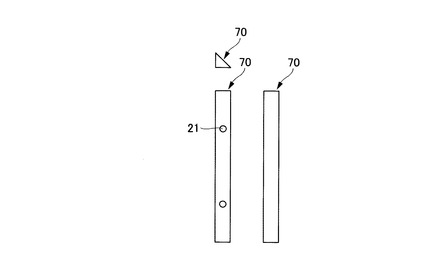
【図9】図6に示す外殻PCa部材に設けられた中間部軸方向仕切り材の平面視、正面視、側面視を示す図である。
【図10】図1に示した外殻PCa部材に埋設される鉄筋および補強材を示す立面図である。
【図11】本発明にかかる外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置における外殻PCa部材の別形態を説明する図であり、(a)は外殻PCa部材の隣接する2側面を軸方向に延出して突出部を形成した外殻PCa部材の端部の状況を示す図とそれを製造する型枠装置の内周面とコンクリートの打設状況を示す断面図であり、(b)外殻PCa部材の三側面を軸方向に延出して突出部を形成した外殻PCa部材の端部の状況を示す図とそれを製造する型枠装置の内周面とコンクリートの打設状況を示す断面図であり、(c)は外殻PCa部材の対向する二側面を軸方向に延出して突出部を形成した外殻PCa部材の端部の状況を示す図とそれを製造する型枠装置の断面を示す図である。
【符号の説明】
【0048】
1 外殻PCa部材
2 突出部
4 筒状型枠
4a 筒状型枠の内周面
4b 筒状型枠の端部
5 周方向仕切り材
5a 周方向仕切り材の端部
5b 周方向仕切り材の中間部
6 軸方向仕切り材
7 中間部軸方向仕切り材
8 内型枠
【技術分野】
【0001】
本発明は、端部に突出部が形成された外殻PCa部材を遠心力により製造する方法および該外殻PCa部材を製造するための型枠装置に関する。
【背景技術】
【0002】
建築物の施工効率を向上するために外殻PCa部材(薄肉PCa部材)を利用した柱や梁の構築が行われている。柱に用いる外殻PCa部材として、薄肉のコンクリート製外殻にフープ筋等が埋設された筒状断面の外殻PCa部材が採用される場合がある。外殻PCa部材を使用して柱を構築する場合、通常、梁下の高さまでの外殻PCa部材の内方に柱主筋を挿通して設置し、その上部にPCa梁部材を載置等して梁を構築し、外殻PCa部材の内方に、梁上の高さまでコンクリートを打設して柱を構築している。その際、柱上部の各梁間の柱型枠は、施工現場において在来工法で型枠を組んだり鋼製型枠を取り付けたりしていた。しかし、現場において各梁間の柱型枠を設けるのでは施工効率が悪くなる。特に、建築物の外周に面する柱を外殻PCa部材で構築する場合には、その外周面側の梁間では型枠の施工面積が広くなり、さらに型枠を設けるための外部足場が必要となり、施工効率が悪かった。この型枠の施工を省力化するために、特許文献1に示すように、中空PCa柱型枠の先端部の三辺を切り開いた残りの矩形外縁部、すなわち外殻PCa部材の突出部を、外殻PCa部材の端部に形成して柱の型枠として利用することが行われていた。
【0003】
一方、外殻PCa部材は、特許文献2に示すように、フープ筋を配置したコンクリート型枠内にコンクリートを打設して遠心力を利用した遠心成形により製造していた。この製造方法では、型枠内に打設されたコンクリートが遠心力によって外型枠の内面に押し付けられ、外型枠の内周に沿って移動することで、外型枠と内型枠の間に回り込んで外殻PCa部材がほぼ均一な厚さに形成される。この製造方法において外殻PCa部材の端部に突出部を成形する場合、突出部の周辺の型枠部分に仮設詰め物(あんこ材)を配置して、突出部周辺へのコンクリートの流入と付着を阻止することで突出部を成形していた。
【特許文献1】特開2005−139866号公報
【特許文献2】特開平01−72806号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献2に示す遠心成形において、仮設詰め物を用いて外殻PCa部材の端部に突出部を成形する場合、型枠の、仮設詰め物設置部分では外型枠と内型枠の間へのコンクリートの回り込みがなくなるが、突出部の成形部分ではコンクリートの回り込みは必要であり、型枠の部分によって必要なコンクリート量が異なる。ところが、遠心成形においては、型枠の部分ごとのコンクリート量を制御することは難しい。このため、型枠内へのコンクリートの打設状況によって、突出部へのコンクリート量に過不足が生じ、突出部の形状や厚さを適切に確保できないという課題があった。
【0005】
本発明は上記従来の課題に鑑みて創案されたものであって、端部に形成される突出部の形状や適正な厚さを容易に確保することができる外殻PCa部材の製造方法および、外殻PCa部材を製造する型枠装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明にかかる外殻PCa部材の製造方法は、遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて、該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする。
【0007】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠を設置するとともに、上記筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠および上記内型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする。
【0008】
本発明にかかる外殻PCa部材を製造する型枠装置は、遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする。前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材を設置したことを特徴とする。
【0009】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠が設けられ、該筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする。
【0010】
前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材が設けられたことを特徴とする。
【発明の効果】
【0011】
本発明にかかるに外殻PCa部材の製造方法、および外殻PCa部材を製造する型枠装置により、端部に形成される突出部の形状や適正な厚さを容易に確保することができる。
【発明を実施するための最良の形態】
【0012】
以下に、本発明にかかる外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置の好適な一実施形態を、添付図面を参照して詳細に説明する。本実施形態にかかる外殻PCa部材を製造する型枠装置は基本的には、図1から図10に示すように、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部2を有する外殻PCa部材1を製造する型枠装置であって、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8が設けられ、筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5が設けられるとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部から筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6が設けられ、筒状型枠4の内周面4b上に、周方向仕切り材5の中間部5bから筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設けられている。
【0013】
本実施形態にかかる外殻PCa部材1は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより、その端部に突出部2が形成されている。ここで中空筒状の外殻PCa部材10は、端部に突出部2を有する外殻PCa部材1の製造過程において、「端部が部分的に除去」される前段階の外殻PCa部材1を意味する。従って、本実施形態において、「中空筒状の外殻PCa部材10」は「外殻PCa部材1」を含む外殻PCa部材であり、端部に突出部2が形成される前段階の中空筒状形態の「外殻PCa部材1」である。また、本実施形態の製造方法にかかる、「部分的に除去」される部分20(以下「除去部分20」という)については、最終的に除去される部分であるため、完全に成形されていなくても良い。
【0014】
本実施形態における外殻PCa部材1は、正方形ロ字状断面(以下「ロ字状断面」という)の薄肉PCaコンクリート製の柱部材である。外殻PCa部材1は、建築物の外壁側に設置される柱部材であり、ロ字状断面を構成する四側面の内、三側面には梁30が接続される。すなわち、外殻PCa部材1の上部にはX方向からの2本の梁30が直線状に配置され、X方向の梁30に直交するY方向から他の梁30が配置されて、外殻PCa部材1に対しT字型に梁30が接続される柱部材である。外殻PCa部材1は、ロ字状断面の筒状外殻部3とその端部に形成された突出部2で構成されている。突出部2は、筒状外殻部3の梁30が接続されない側面を、筒状外殻部3の長さ方向へ延出させて形成されている。
【0015】
筒状外殻部3には、フープ筋11が所定間隔で設けられている。フープ筋11は、十字状鉄筋11aとそれを囲むロ字状鉄筋11bで構成され、配筋用の仮設鉄筋11cに固定して組み立てられている。十字状鉄筋11aは長方形の環状鉄筋を縦横に組み合わせて十字状に形成されている。十字状鉄筋11aの突出端すなわち長方形の短辺部分は、筒状外殻部3の外殻のコンクリート内に埋設されている。ロ字状鉄筋11bは、筒状外殻部3のロ字状断面とほぼ同一の形状であり、十字状鉄筋11aの短辺部分とともに、外殻のコンクリート内に埋設されている。筒状外殻部3の内方には十字状鉄筋11a長辺が、縦方向一組(鉄筋2本)、横方向一組(鉄筋2本)で十字に交差して露出されている。筒状外殻部3の外殻のコンクリート内部にはフープ筋11以外に柱主筋を埋設しても、また、柱主筋やフープ筋11を埋設することなく、ひび割れ防止筋のみを埋設しても良い。
【0016】
突出部2は、筒状外殻部3の端部に形成され、筒状外殻部3と同様に薄肉PCaコンクリートで形成されている。突出部2は筒状外殻部3の、梁30が接続されない側面の外殻と、その端部に連結している他側面の外殻の一部2b(以下「折れ曲がり部2b」という)を、筒状外殻部3の長さ方向、すなわち筒状型枠4の軸方向(以下単に「軸方向」という)へ延出させた形状で形成されている。なお、本実施形態において「軸方向」は外殻PCa部材1、筒状外殻部3および筒状型枠4の各長さ方向の軸の方向に一致する。突出部2の断面形状はコ字状となり、その厚さは、筒状外殻部3の外殻の厚さと同等に形成されている。筒状外殻部3の、突出部2が形成されない端部部分の端面(以下「筒体端面3a」という)の形状もコ字状となる。突出部2のコ字状断面のコの字上下2辺の位置の折れ曲がり部2bは、外殻PCa部材1上部の梁30側面と外壁側柱側面との隙間を塞ぐ型枠となる。突出部2のコ字状断面のコの字縦辺位置の側面外殻は外壁側柱側面となり建築物の外壁を構成している。突出部2の部材内部には、補強材としてワイヤメッシュ12が埋設されている。また本実施形態では、フープ筋11の仮設鉄筋11cの一部が突出部2へ延長されて突出部2の部材内部に埋設されている。ワイヤメッシュ12は突出部2のコ字状断面に沿って配置され、ワイヤメッシュ12の筒状外殻部3側の端部は、筒状外殻部3の外殻内まで延長されて埋設されている。ワイヤメッシュ12は、突出部2自体のコ字状形態を確保するための補強材と、突出部2と筒状外殻部3との一体性を確保するための補強材としての機能を有している。この補強材は、コンクリートにより突出部2の形成の障害にならないものであれば、ワイヤメッシュ12に限定されるものではなく、例えば鉄筋金網等を用いても良い。
【0017】
外殻PCa部材1を遠心成形する製造装置は、大きく筒状型枠4と、型枠回転装置(図示せず)とコンクリート打設装置で構成される。これらは、従来から遠心成形に一般的に使用されるものである。型枠回転装置は回転体に筒状型枠4を載せて回転させる装置である。コンクリート打設装置は、筒状型枠4内にコンクリートを打設する装置であり、筒状型枠4の端部4aから筒状型枠4内に挿抜自在に移動するトレミー管100とトレミー管100に接続されるコンクリート圧送装置(図示せず)からなる。
【0018】
本実施形態における筒状型枠4は、矩形断面の外殻PCa部材1を遠心成形するための鋼製中空型枠であり、中空筒状の外殻PCa部材10を遠心成形する型枠でもある。その内方には内型枠8が設置され、筒状型枠4の端部4aには塞ぎ板9が取り付けられる。筒状型枠4は、外殻PCa部材1の筒状外殻部3と突出部2が一体となった長さ、すなわち中空筒状の外殻PCa部材10以上の長さを有している。筒状型枠4の外形は回転装置上で回転できる円柱状であり回転用の円形リブ40が周囲に設けられている。本実施形態における筒状型枠4の内周面4bは、ロ字状断面の外殻PCa部材1を製造するために、平面4bp(以下「内周平面4bp」という)を組み合わせてロ字状断面に形成されている。本実形態における筒状型枠4は、そのロ字状断面を対角線方向で2分割したV字を内周の断面形状として有し、外周の断面形状が半円形のV字樋状鋼製型枠41(以下「V字型枠41」という)を、着脱自在に組み合わせて構成されている。
【0019】
筒状型枠4の内方には内型枠8が配置されている。内型枠8は、筒状外殻部3を遠心成形する際に、筒状外殻部3の内側隅角部を成形して薄肉のロ字状断面を確保すると共に、突出部2のコ字状断面形状を確保する機能を有している。内型枠8は、筒状型枠4のロ字状内周面の各隅角部4cの内方に、軸方向に沿って配置された4つの角柱材80で構成されている。各角柱材80は、略正方形断面の鋼管柱で形成されている。各角柱材80は、外殻PCa部材1の隅角部の厚さが確保できるように筒状型枠4の隅角部4cの内周面4bから所定長さ離間して設置されている。この離間長さは外殻PCa部材1の外殻の所定厚さ寸法となる。4つの角柱材80は、ほぼ正方形の位置関係となるように相互に隙間を空けて、筒状型枠4の内方に配置されている。左右または上下方向で隣り合う各角柱材80間の間隔は、筒状型枠4の内方に打設されたコンクリートが、遠心力により筒状型枠4の内周面4bに移動することを阻害しない寸法が確保されている。本実施形態では角柱材80間には十字状鉄筋11aが設置されている。本実施形態における内型枠8の各角柱材80は、それぞれ複数の支持棒81で位置固定されている。支持棒81は、角柱材80に沿って配置され、その端部は塞ぎ板9に着脱自在に固定されている。
【0020】
筒状型枠4、内型枠8の端部には塞ぎ板9が取り付けられている。塞ぎ板9は、外殻PCa部材1の端部を成形する型枠としての機能と、内型枠8の筒状型枠4に対する位置を保持する機能を有している。塞ぎ板9は鋼板製のパネルで構成され、その中央部にはトレミー管100を筒状型枠4内に挿抜するための開口部90が設けれ、開口部の周囲には支持棒81を貫通させる孔や、塞ぎ板9を筒状型枠4に固定するためのボルト孔が設けられている。
【0021】
筒状型枠4の内周面4b上には、周方向仕切り材5、軸方向仕切り材6および中間部軸方向仕切り材6が設置されている。本実施形態の、周方向仕切り材5と軸方向仕切り材6は直角三角形断面の鋼製棒状部材で構成され、筒状型枠4の外周面側からボルト等により取り付けられている。周方向仕切り材5および軸方向仕切り材6は、筒状型枠4で遠心成形された外殻PCa部材1(中空筒状の外殻PCa部材10)に除去部分20を特定する機能を有している。したがって、周方向仕切り材5および軸方向仕切り材6は、外殻PCa部材1の端部に突出部2を形成するための重要部材である。本実施形態における除去部分20は、筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分として特定された部分である。除去部分20は、筒状外殻部3の筒体端面3aのコ字状と同一のコ字状に形成され、突出部2と一組となって、筒状外殻部3のロ字状断面と同一の断面形状を、外殻PCa部材1(中空筒状の外殻PCa部材10)の端部に形成している。
【0022】
周方向仕切り材5は、筒状型枠4の内周面4b上に、その端部4aから所定長さ離間させて、その周方向に設けられている。本実施形態における前記所定長さは、突出部2の長さ、すなわち突出部2の先端部から筒状外殻部3の筒体端面3aまでの長さに設定されている。周方向仕切り材5は、筒状外殻部3と除去部分20を区分しつつ、筒体端面3aを形成し、除去部分20の端部形状を形成する機能を有している。周方向仕切り材5は周方向に、筒体端面3aの形状(コ字状)に合わせて設けられる。周方向仕切り材5の端部5aには軸方向仕切り材6が設けられている。本実施形態における周方向仕切り材5は、コ字状の上下の2辺の位置に取り付ける第一周方向棒状材50と、コ字状の縦辺の位置に取り付ける第二周方向棒状材51とから構成される。本実施形態における各周方向棒状材50、51は、コ字状の周方向仕切り材5の角部、すなわち内周面4bの隅角部4cで中間部軸方向仕切り材7を介して互いに連続するように取り付けられている。中間部軸方向仕切り材7と接する各周方向棒状材50、51の端面はその材軸に垂直な平面で形成されている。周方向仕切り材5の端部5a、すなわち第一周方向棒状材50の端部50aには軸方向仕切り材6が設けられている。第一周方向棒状材50の端部50aは、軸方向仕切り材6と組み合わせて筒体端面3aを形成できるように、軸方向仕切り材6の三角形断面の形状に合わせて斜めに加工され、三角錐形状のくさび形となっている。各周方向棒状材50、51は、内周平面4bp上の筒体端面3aが形成される位置に部材断面の90°角部を合わせ、45°の角部が筒状型枠4の内方に突出するように設けられている。本実施形態における、各周方向棒状材50、51、すなわち周方向仕切り材5の筒状型枠4の内方への突出寸法は、後述する軸方向仕切り材6の突出寸法と等しく設定されている。
【0023】
本実施形態の軸方向仕切り材6は、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ、軸方向に沿って2本設けられている。軸方向仕切り材6は、突出部2と除去部分20を区分けしつつ、突出部2の軸方向の端面、すなわち折れ曲がり部2bの軸方向の端面2a(以下単に「軸方向端面2a」という)を形成する機能を有している。軸方向仕切り材6は、内周面4b上の軸方向端面2aが形成される位置に、部材断面の90°角部を合わせ、45°の角部が筒状型枠4の内方に突出するように設けられている。軸方向仕切り材6の筒状型枠4の内方への突出寸法は、その設置位置における外殻PCa部材1の外殻に対して、予め定められた所定厚さ寸法と同等又はそれ以下に設定され、軸方向仕切り材6は筒状型枠4の内周面4bと内型枠8に挟まれた位置に設置されている。各軸方向仕切り材6の両端面は、その材軸方向に垂直な平面に加工されている。軸方向仕切り材6の周方向仕切り材5側の端面は、筒状外殻部3の端面が形成される位置まで延び、第一周方向棒状材50のくさび形の端部50aと組み合わされて筒体端面3aを形成する。他方の端面は筒状型枠4の端部4aまで延びている。本実施形態における「周方向仕切り材5の両端部から」とは、周方向仕切り材5の両端部5aにおける軸方向仕切り材6が、周方向仕切り材5と共同して、突出部2の軸方向端面2aおよび筒状外殻部3の筒体端面3aを形成できるよう組み合わされていることを意味し、軸方向仕切り材6が周方向仕切り材5の端部5aの側面又は端面に接続されたり、軸方向仕切り材6と周方向仕切り材5が物理的に連結されたり、密着される意味に限定されず、両者間の多少の隙間やずれは許容される。
【0024】
周方向仕切り材5および軸方向仕切り材6は共に、45°の角部すなわち山形部が筒状型枠4の内方に位置するように設けられた棒状材であるため、筒状型枠4の内方に打設されたコンクリートが遠心力により、筒状型枠4の内方から内型枠8の間を通って筒状型枠4の内周面4bへ移動する際に、周方向仕切り材5や軸方向仕切り材6に当たると、筒状型枠4の内方に突出したそれらの山形部により、各仕切り材5、6表面にコンクリートが付着することなくスムーズに両側に振り分けられ、打設されたコンクリートを無駄なく適切に、筒状型枠4の、筒状外殻部3、突出部2および除去部分20を形成する各範囲に配分できる。このため形成される突出部2の部材の厚さを、その所定厚さ、すなわち内型枠8と筒状型枠4の内周面4bとの離間距離以上であり、外殻PCa部材1の内方の柱主筋が所定位置に配置できる程度の厚さ(薄肉)に形成することが容易となる。なお、内型枠8を有しない場合の突出部2の部材厚さは、遠心製成形された筒状外殻部3の中空部の最大内径と、筒状型枠4の内周面4bとの差の寸法となる。突出部2と除去部分20は、三角形断面棒状材である周方向仕切り材5と軸方向仕切り材6で区画されるだけであるため、筒状型枠4の、除去部分20と突出部2を形成する内周面4bと、筒状外殻部3を形成する内周面4bの形状とほとんど同一となる。このため、除去部分20と突出部2に無駄なく打設された打設コンクリートを遠心力で流入させることができ、筒状外殻部3の外殻コンクリート部の厚さ管理と同じ要領で突出部2の厚さを形成することができる。
【0025】
筒状型枠4の内周面4b上には、周方向仕切り材5の中間部5bから筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設けられている。中間部軸方向仕切り材7は、除去部分20を分割することにより、外殻PCa部材1(中空筒状の外殻PCa部材10)から除去部分20の除去を容易にするとともに、除去部分20の除去作業時に、外殻PCa部材1に余分な力が作用することを防止して外殻PCa部材1の破損を防ぐ機能を有している。本実施形態の中間部軸方向仕切り材7は、周方向仕切り材5の内周面4bの隅角部4cに位置する部分から筒状型枠4の端部4aへ向けて軸方向に設けられている。中間部軸方向仕切り材7は、除去部分20のコ字状断面の両角部に設置され、直角二等辺三角形断面の鋼製棒状材70(以下「三角断面棒状材70」という)を、組み合わせた正方形断面の鋼製棒状材として構成されている。三角断面棒状材70は軸方向仕切り材6と同じ突出寸法を形成できる三角断面の棒状材であり、内周平面4bp毎に取り付けられている。内周平面4bpがロ字状に組まれて内周面4bが形成されることにより筒状型枠4の隅角部4cで三角断面棒状材70が組み合わされて正方形断面の中間部軸方向仕切り材7が形成される。このように中間部軸方向仕切り材7を三角断面棒状材70に分割して構成することにより、中間部軸方向仕切り材7を、他の仕切り材5、6と同様の三角形断面の棒状材として統一でき、さらに各内周平面4bpに取り付ける各仕切り材5、6、7の部材数を平均化できるため、各周平面4bp単位での各仕切り材5、6、7の扱いが容易になる。また、筒状型枠4を2分割したV字型枠41で構成した場合において、V字型枠41の連結部に中間部軸方向仕切り材7を位置させても容易にV字型枠41を組み立てることができる。組み合わされた三角断面棒状材70の接触面同士は接続されていないため、除去部分21のコ字状の角部における分割が容易になる。
【0026】
本実施形態における、中間部軸方向仕切り材7の両端面は、その材軸方向に垂直な平面に加工されている。中間部軸方向仕切り材7の一方の端面は筒体端面3aの位置まで延びて、周方向仕切り材5と共に筒体端面3aを形成する。本実施形態において、各周方向棒状材50、51が、内周面4bの隅角部4cで中間部軸方向仕切り材7を介して互いに連続するように取り付けられることによって、「周方向仕切り材5の中間部5bから」中間部軸方向仕切り材7が設けられている。「周方向仕切り材5の中間部5bから」とは、筒状外殻部3の端面の形成を妨げることなく、筒体端面3a位置から除去部分20を分割できるように中間部軸方向仕切り材7を配置することを意味し、本実施形態のように、周方向仕切り材5の中間部5bに位置する端面や、周方向仕切り材5の中間部5bの側面から中間部軸方向仕切り材7を形成することに限定されるものではない。
【0027】
中間部軸方向仕切り材7は、その直角二等辺三角形断面の45°角部を隅角部4cに合わせて、隅角部4cを構成する内周面4bの二平面それぞれに取り付けられている。正方形断面に組み合わされた状態の各中間部軸方向仕切り材7、その角部が型枠の内方へ山形に突出するように取り付けられている。中間部軸方向仕切り材7の前記角部は、内型枠8の角柱材80の角部に近接する位置まで突出している。本実施形態における、中間部軸方向仕切り材7は内周面4bの隅角部4cに配置されている。このため、各内周面4bには、隅角部4c以外にコンクリートの内周面方向への移動を妨げるものがなく、確実に内型枠8と筒状型枠4の内周面4bとの間にコンクリートを流入させることができ、筒状型枠4内に打設されたコンクリートが有効に除去部分20を形成するコンクリートとして利用できる。
【0028】
なお、本実施形態では、中間部軸方向仕切り材7を内周面4bの隅角部4cのみに配置したため二本であるが、各平面の中央部に設けても良い。例えば、内型枠8の間の内周平面4bpに中間部軸方向仕切り材7を追加し、内周平面4bpを二分割することとも可能となる。その場合において中間部軸方向仕切り材7は、軸方向仕切り材6のように三角形断面の棒状材として、その断面の角部を筒状型枠4の内方へ山形に突出するように取り付けることにより、筒状型枠4に打設されたコンクリートの、中間部軸方向仕切り材7へのコンクリートの付着を防止しつつ、山形部でその両側にバランス良く振り分けることができる。このため、筒状型枠4内に打設されたコンクリートが除去部分20を形成するコンクリートとして形成される。また、中間部軸方向仕切り材7を隅角部4cに設けることなく、コ字状除去部分20のコの字縦辺の位置の内周平面4bpの中央部に設けることも可能である。この場合は、コ字状形状の除去部分20を二つのL型角部に分割して外殻PCa部材部材1から除去できる。さらに、中間部軸方向仕切り材7を設けることなく除去部分20をコ字状形状のまま、外殻PCa部材部材1から除去してもよい。なお、中間部軸方向仕切り材7は、除去部分20の除去作業が容易となる程度に区分されていれば良く、中間部軸方向仕切り材7を挟んだ両側のコンクリートが連続体として成形されても良い。
【0029】
本実施形態における周方向仕切り材5は、棒状材であり内周面4bの平面単位で取り付けられているが、連続した一体のコ字状部材としても良い。また、本実施形態における中間部軸方向仕切り材7、軸方向仕切り材6および周方向仕切り材5はそれぞれに単独の部材としたが、同一内周平面4bp単位で、取り付く各仕切り材5、6、7を予め連結して1つのユニットとしてもよい。連結に際しては棒状連結部材を追加して連結しても良く、1つのユニットとすることにより扱いが容易になる。例えば、連結部材のみを筒状型枠4の外周側からボルト等で固定することにより、ユニット全体も固定されるため取り付け取り外し作業が容易になる。また、各仕切り材5、6、7は鋼製部材であるため何度も繰り返し使用することができる。なお、各仕切り材5、6、7の断面は三角形に限定するものではなく、L型断面や四角形断面等でも良い。
【0030】
本実施形態に係る外殻PCa部材1の製造方法について説明する。本実施形態に係る外殻PCa部材1の製造方法は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部2を有する外殻PCa部材1を製造する方法であって、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8を設置するとともに、筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5を設置するとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠4内にコンクリートを打設して外殻PCa部材1を遠心成形し、コンクリート硬化後に筒状型枠4および内型枠8を脱型し、周方向仕切り材5および軸方向仕切り材6を取り外すとともに、外殻PCa部材1の端部に突出部を形成するために筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分を外殻PCa部材1から除去する突出部形成工程とを有する。
【0031】
準備段階として、フープ筋11、ワイヤメッシュ12、内型枠8、塞ぎ板9を一体化して事前に組み立てておく。まず、外殻PCa部材1のフープ筋11を組み立てる。長方形の環状鉄筋を縦横に十字に組んだ十字状鉄筋11a外周にロ字状鉄筋11bが位置されたフープ筋11を仮設治具および仮設鉄筋11cで支持しながら、外殻PCa部材部材1の筒状外殻部3の長さ範囲に所定間隔で取り付けて筒状に組む。さらに、突出部2の位置にコ字状に加工された補強用のワイヤメッシュ12を、その一方の端部をフープ筋11と重なるように配置し、突出部2の位置まで延出させた仮設鉄筋11cに支持しながら取り付ける。次に、組上がったフープ筋11内方の、十字状鉄筋とロ字状鉄筋で構成された4隅の長方形部分に、内型枠8を構成する鋼管柱製の角柱材80を、筒状フープ筋11の端部側から挿入して支持棒81で支持して内型枠を構成する。内型枠8の両端部に塞ぎ板9を取り付け、支持材31の端部を塞ぎ板9に貫通させてナット等止め、塞ぎ板9と内型枠8を一体化させる。これにより、フープ筋11、ワイヤメッシュ12、内型枠8、塞ぎ板9が一体になった複合部材が組み上がる。
【0032】
次に仕切り材設置工程として、筒状型枠4を構成する二つのV字状型枠の内周面4bを上向きにして設置して各内周平面4bpに、周方向仕切り材5、軸方向仕切り材6および中間部軸方向仕切り材7を取り付ける。各仕切り材5、6、7の取付はいずれの部材を先行させても良い。各仕切り材5、6、7は、それらの内周面4bに接する面に設けたボルト孔21に、V字型枠41の外周側から貫通させたボルトの端部を螺合させて着脱自在に取りつける。
【0033】
周方向仕切り材5を筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に沿って設ける。周方向仕切り材5は、内周面4b上に、周方向仕切り材5の端部5aを、突出部2の軸方向端面2aの位置に合わせ、筒体端面3aの位置に合わせて周方向にコ字状に設置する。具体的には、筒体端面3aが形成される位置に、周方向仕切り材5を構成する第1,2周方向棒状材50、51を取り付ける。第1,2周方向棒状材50、51は、筒状外殻部3の筒体端面3aが形成される位置に、部材断面の90°角部を合わせ、45°の角部が筒状型枠4の内方に突出する形態で取り付ける。コ字状の周方向仕切り材5のコの字上下2辺の位置には、第一周方向棒状材50を取り付ける。第一周方向棒状材50のくさび形の端部50aは周方向仕切り材5の端部5aであり、軸方向仕切り材6に連続するように配置する。第一周方向棒状材50の他端部は、中間部軸方向仕切り材7(三角断面棒状材70)を介して、第二周方向棒状材に連続するように配置する。第一周方向棒状材50は、三角断面棒状材70の設置スペースを確保して内周平面4bpに取り付ける。一方、コ字状の周方向仕切り材5のコの字縦辺の位置には第二周方向棒状材51を取り付ける。第二周方向棒状材51は、その両端部で、中間部軸方向仕切り材7(三角断面棒状材70)を介して第一周方向棒状材50に連続するように取り付ける。第二周方向棒状材51は、中間部軸方向仕切り材7(三角断面棒状材70)の取り付けるスペースを確保して内周平面4bpに取り付ける。
【0034】
軸方向仕切り材6を、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ、筒状型枠4の軸方向に沿って内周平面4bp上に2本設ける。軸方向仕切り材6は、一方の端面を筒体端面3a位置に合わせ、側面を周方向仕切り材5のくさび形の端部4aと組み合わせて配置する。他方の端面は筒状型枠4の端面4aに位置させる。
【0035】
周方向仕切り部材5の中間部分5b、すなわち第一周方向棒状材50と第二周方向棒状材51間との間に中間部軸方向仕切り材7を取り付ける。本実施形態における中間部軸方向仕切り材7の取り付け位置は、内周平面4bpの隅角部4c該当部分である。中間部軸方向仕切り材7を構成する三角断面棒状材70を内周平面4bp毎に、中間部軸方向仕切り材7の断面の45°の角部を隅角部4cの角部位置、すなわち各周平面4bpの縁部に合わせ、もう一方の45°の角部を筒状型枠4の内方へ突出させて取り付ける。中間部軸方向仕切り材7の一方の端面は筒体端面3a位置に合わせ、他方の端面は、筒状型枠4の端部4aに位置させる。第二周方向棒状材51が取り付けられている内周平面4bpでは、第二周方向棒状材51を挟んで三角断面棒状材70を配置し、第一周方向棒状材50が取り付けられている内周平面4bpでは、第一周方向棒状材50を三角断面棒状材70と軸方向仕切り材6で挟んで配置する。
【0036】
次に、フープ筋11、ワイヤメッシュ12、内型枠8、塞ぎ板9が一体になった複合部材を、一のV字型枠41の上方に設置する。その際、内型枠8と筒状型枠4の内周面4bとは、外殻PCa部材1の外殻の厚さ寸法分離間して設置する。設置された複合部材に被せるよう他のV字型枠41を設置して、上下のV字型枠41を連結ボルトで着脱自在に固定して筒状型枠4を組立てる。組上がった筒状型枠4の端部4aに端部塞ぎ板9をボルトで固定する。これにより内型枠が、筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱材80の内型枠8が設置される。本実施形態における仕切り材設置工程では、筒状型枠4の内周平面4bpへ各仕切り材5、6、7を取り付けた後に内型枠8の設置を行ったが、内型枠8の設置と並行して、または設置の後に、各仕切り材5、6、7を、筒状型枠4の端部4aから挿入して、内型枠8等との位置関係を調整しながら内周平面4bpへ取り付けても良い。
【0037】
組み上がった筒状型枠4を型枠回転装置に載せ、塞ぎ板9の中央の開口部から型枠内部にトレミー管100を挿入して、コンクリートを筒状型枠4の奥から打設しながら筒状型枠4を回転さて、徐々にトレミー管100を引き抜き抜く。コンクリート打設は、筒状外殻部3が形成される部分と、突出部2および除去部分20が形成される部分とを一連に行う。筒状型枠4内に打設されたコンクリートは、遠心力により内型枠8の角柱材80の間から、筒状型枠4の内周面4bに移動し、筒状型枠4の回転に伴って内周面4bに沿って移動し、内型枠8と内周面4b間に充填され外殻部が形成される。本実施形態における筒状型枠4の、筒状外殻部3と形成される部分と、突出部2および除去部分20が形成される部分とでは、埋設物の相違以外は、コンクリートが打設される部分の形状に相違がないため、両部分に打設されたコンクリートは同様の動きをする。また、設置された各仕切り材5、6、7は棒状材であるため、筒状型枠4内におけるコンクリートの移動を妨げることが少なく、突出部2への打設コンクリート量が適切に確保でき、折れ曲がり部2bも確実に形成できる。
【0038】
次に、突出部形成工程として、コンクリート硬化後に筒状型枠4と塞ぎ板9の固定ボルトおよび、筒状型枠4と各仕切り材5、6、7との取り付けボルト、各V字型枠41の連結ボルトを除去して外殻PCa部材1(中空筒状の外殻PCa部材10)を筒状型枠4から脱型する。次に塞ぎ板9を除去して支持棒81と角柱材80を外殻PCa部材1(中空筒状の外殻PCa部材10)の端部から引き抜いて内型枠8を脱型する。この段階の外殻PCa部材は、筒状外殻部3、突出部2、各仕切り材5、6、7および除去部分20が一体となった中空筒状の外殻PCa部材10として成形されている。この中空筒状の外殻PCa部材10から、周方向仕切り材5と軸方向仕切り材6に沿って除去部分20を除去する。除去部分20の除去は、中間部軸方向仕切り材7に沿って、除去部分20をコ字状の各面毎に行う。この際、各除去面に縁取るように付着している各仕切り材5、6、7は、そのまま各除去面と一緒に外殻PCa部材1から除去する。その後各除去面のコンクリートを破砕して各仕切り材5、6、7を分離し、各仕切り材5、6、7は再利用する。このように、コ字状の除去部分20をその内周平面4bp毎に除去できるため、除去作業が容易であり、また、各仕切り材5、6、7を設けずに成形した部材の除去部分をコンクリートカッター等で切断する場合に比べて、突出部2に余分な力を加える可能性を低減できる。
【0039】
以上説明した本実施形態にかかる外殻PCa部材を製造する型枠装置にあっては、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8が設けられ、筒状型枠4の内周面4b上に、該筒状型枠4の端部から所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5が設けられるとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6が設けられているため、筒状型枠4の突出部2を成形する部分に打設されたコンクリートも、筒状外殻部3の外殻コンクリート部を形成するのと同様に、内周面4bへ移動して、同様の容量の外殻コンクリート部が形成されるため、筒状型枠4内に、筒状外殻部3の部分と突出部2および除去部分20の形成部分とを一連にコンクリート打設することで、突出部2の厚さや形状が容易に確保できる。
【0040】
筒状型枠4の内周面4b上に、周方向仕切り材5の中間部から筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設けられているため、形成された外殻PCa部材1(中空筒状の外殻PCa部材10)の端部から、筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた除去部分20を、中間部軸方向仕切り材7で区切られた部分毎に分割して除去できるため、除去作業が容易となり、突出部2に除去時の力が作用しにくくなり突出部2の欠損等を減らすことができる。
【0041】
以上説明した本実施形態にかかる外殻PCa部材の製造方法にあっては、外殻PCa部材1を遠心成形する筒状型枠4の断面四角形状内周面4bの各隅角部4cに、筒状型枠4の軸方向に沿って内周面4bより所定長さ離間させて角柱状の内型枠8を設置するとともに、筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5を設置するとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、仕切り材設置工程の後に、筒状型枠4内にコンクリートを打設して外殻PCa部材1を遠心成形し、コンクリート硬化後に筒状型枠4および内型枠8を脱型し、周方向仕切り材5および軸方向仕切り材6を取り外すとともに、外殻PCa部材1の端部に突出部2を形成するために筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分を外殻PCa部材1から除去する突出部形成工程とを有しているため、筒状型枠4内に一連にコンクリートを打設することにより、突出部2の厚さと形状が容易に確保できる。
【0042】
本実施形態における外殻PCa部材1は三方向からT字型に梁30が接続する、建築物の外壁側の柱部材としたため、その端部には、断面コ字状の突出部2を1つ形成したが、梁30が二方向からL型に接続される建築物の外壁側の角柱として成形することもできる。その場合、突出部2をロ字状断面の外殻PCa部材1のL型の二側面と端部の折れ曲がり部2bを軸方向に延長して形成し、その形状に合わせて筒状型枠4の断面四角形状内周面4bに周方向仕切り部材5および軸方向仕切り部材6を設ける。また、突出部2を、ロ字状断面の外殻PCa部材1の三側面又は対向する二側面を延長して形成しても良い。また、突出部2端部の折れ曲がり部2bは省略しても良い。この変形例においても、前述の実施形態と同様の効果を得ることができる。
【0043】
外殻PCa部材1を円形断面として形成しても良い。円形断面の外殻PCa部材1を製造する型枠装置は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材1を製造する型枠装置であって、外殻PCa部材1を遠心成形する筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて筒状型枠4の周方向に周方向仕切り材5が設けられるとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6が設けられ、筒状型枠4の内周面4b上に、周方向仕切り材5の中間部5bから筒状型枠4の端部4aへ向けて中間部軸方向仕切り材7が設置されている。
【0044】
変形例における型枠装置にあっては、外殻PCa部材1の断面が円形で角部が存在しないため、隅角部を薄肉に成形するための内型枠8を設けなくても良い。そのため、型枠装置が簡略化される。その他は、前述の実施形態と同様であり、同様の効果を得ることができる。
【0045】
また、円形断面の外殻PCa部材1の製造方法は、遠心力により形成された中空筒状の外殻PCa部材10の端部を部分的に除去することにより端部に突出部2を有する外殻PCa部材1を製造する方法であって、外殻PCa部材1を遠心成形する筒状型枠4の内周面4b上に、筒状型枠4の端部4aから所定長さ離間させて、筒状型枠4の周方向に周方向仕切り材5を設置するとともに、筒状型枠4の内周面4b上に、周方向仕切り材5の両端部5aから筒状型枠4の端部4aへ向けて複数本の軸方向仕切り材6を設置する仕切り材設置工程と、上記仕切り材設置工程の後に、筒状型枠4内にコンクリートを打設して外殻PCa部材1を遠心成形し、コンクリート硬化後に筒状型枠4を脱型し、周方向仕切り材5および軸方向仕切り材6を取り外すとともに、外殻PCa部材1の端部に突出部2を形成するために筒状型枠4の端部4aと周方向仕切り材5および軸方向仕切り材6に囲まれた部分を外殻PCa部材1から除去する突出部形成工程とを有する。
【0046】
変形例における製造方法にあっては、外殻PCa部材1の断面が円形で角部が存在しないため、隅角部を薄肉に成形するための内型枠8を設けなくても良い。そのため、内型枠を設置する作業を省略でき製造方法が簡略化できる。この他は、前述の実施形態と同様であり、同様の効果を得ることができる。
【図面の簡単な説明】
【0047】
【図1】本発明にかかる外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置の好適な一実施形態における外殻PCa部材の外形および梁との関係を説明する図である。
【図2】本発明にかかる外殻PCa部材を製造する型枠装置の好適な一実施形態における型枠装置の横方向断面図である。
【図3】図2に示す型枠装置の側面図である。
【図4】図2に示す型枠装置のAーA’断面を示す図である。
【図5】図2に示す型枠装置のBーB’断面を示す図である。
【図6】図2に示す型枠装置により製造された端部を部分的に除去する前の外殻PCa部材の状況を示す、(a)は右側面図、(b)は正面図、(c)は左側面図である。
【図7】図6に示す外殻PCa部材に設けられた周方向仕切り材を示すものであり、(a)は第一周方向棒状材の平面視、正面視、側面視を示す図であり、(b)は第二周方向棒状材の平面視、正面視、側面視を示す図である。
【図8】図6に示す外殻PCa部材に設けられた軸方向仕切り材の平面視、正面視、側面視を示す図である。
【図9】図6に示す外殻PCa部材に設けられた中間部軸方向仕切り材の平面視、正面視、側面視を示す図である。
【図10】図1に示した外殻PCa部材に埋設される鉄筋および補強材を示す立面図である。
【図11】本発明にかかる外殻PCa部材の製造方法および外殻PCa部材を製造する型枠装置における外殻PCa部材の別形態を説明する図であり、(a)は外殻PCa部材の隣接する2側面を軸方向に延出して突出部を形成した外殻PCa部材の端部の状況を示す図とそれを製造する型枠装置の内周面とコンクリートの打設状況を示す断面図であり、(b)外殻PCa部材の三側面を軸方向に延出して突出部を形成した外殻PCa部材の端部の状況を示す図とそれを製造する型枠装置の内周面とコンクリートの打設状況を示す断面図であり、(c)は外殻PCa部材の対向する二側面を軸方向に延出して突出部を形成した外殻PCa部材の端部の状況を示す図とそれを製造する型枠装置の断面を示す図である。
【符号の説明】
【0048】
1 外殻PCa部材
2 突出部
4 筒状型枠
4a 筒状型枠の内周面
4b 筒状型枠の端部
5 周方向仕切り材
5a 周方向仕切り材の端部
5b 周方向仕切り材の中間部
6 軸方向仕切り材
7 中間部軸方向仕切り材
8 内型枠
【特許請求の範囲】
【請求項1】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、
該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて、該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、
上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする外殻PCa部材の製造方法。
【請求項2】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、
該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠を設置するとともに、上記筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、
上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠および上記内型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする外殻PCa部材の製造方法。
【請求項3】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、
該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする外殻PCa部材を製造する型枠装置。
【請求項4】
前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材を設置したことを特徴とする請求項3に記載の外殻PCa部材を製造する型枠装置。
【請求項5】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、
該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠が設けられ、該筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする外殻PCa部材を製造する型枠装置。
【請求項6】
前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材が設けられたことを特徴とする請求項5に記載の外殻PCa部材を製造する型枠装置。
【請求項1】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、
該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて、該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、
上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする外殻PCa部材の製造方法。
【請求項2】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する方法であって、
該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠を設置するとともに、上記筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材を設置するとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材を設置する仕切り材設置工程と、
上記仕切り材設置工程の後に、上記筒状型枠内にコンクリートを打設して上記外殻PCa部材を遠心成形し、コンクリート硬化後に該筒状型枠および上記内型枠を脱型し、上記周方向仕切り材および上記軸方向仕切り材を取り外すとともに、該外殻PCa部材の端部に突出部を形成するために該筒状型枠の上記端部と該周方向仕切り材および該軸方向仕切り材に囲まれた部分を上記外殻PCa部材から除去する突出部形成工程とを有することを特徴とする外殻PCa部材の製造方法。
【請求項3】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、
該外殻PCa部材を遠心成形する筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする外殻PCa部材を製造する型枠装置。
【請求項4】
前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材を設置したことを特徴とする請求項3に記載の外殻PCa部材を製造する型枠装置。
【請求項5】
遠心力により形成された中空筒状の外殻PCa部材の端部を部分的に除去することにより端部に突出部を有する外殻PCa部材を製造する型枠装置であって、
該外殻PCa部材を遠心成形する筒状型枠の断面四角形状内周面の各隅角部に、該筒状型枠の軸方向に沿って該内周面より所定長さ離間させて角柱状の内型枠が設けられ、該筒状型枠の内周面上に、該筒状型枠の端部から所定長さ離間させて該筒状型枠の周方向に周方向仕切り材が設けられるとともに、該筒状型枠の内周面上に、該周方向仕切り材の両端部から該筒状型枠の上記端部へ向けて複数本の軸方向仕切り材が設けられたことを特徴とする外殻PCa部材を製造する型枠装置。
【請求項6】
前記筒状型枠の内周面上に、前記周方向仕切り材の中間部から該筒状型枠の前記端部へ向けて中間部軸方向仕切り材が設けられたことを特徴とする請求項5に記載の外殻PCa部材を製造する型枠装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2008−302628(P2008−302628A)
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願番号】特願2007−153254(P2007−153254)
【出願日】平成19年6月8日(2007.6.8)
【出願人】(000140292)株式会社奥村組 (469)
【Fターム(参考)】
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願日】平成19年6月8日(2007.6.8)
【出願人】(000140292)株式会社奥村組 (469)
【Fターム(参考)】
[ Back to top ]