
外科用縫合針の穴の形状及び寸法を特性評価するためのX線顕微鏡法
レーザー穿孔されたボアホールを特性評価するための新規な方法について開示する。本方法は、寸法の特性評価にX線顕微鏡法を用いるものである。X線顕微鏡法の出力を処理することによって、レーザー穿孔システム及びスエージング装置などの自動化された製造システム内の製造装置を制御することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明が関連する技術分野はX線顕微鏡法であり、詳細には外科用縫合針及び外科用縫合針の製造プロセスとともに使用されるX線顕微鏡法である。
【背景技術】
【0002】
外科用縫合針及び縫合糸の組み合わせは、外科の技術分野ではよく知られている。外科用縫合針及び縫合糸は外科手術及び外傷の修復において中心的役割を担うものである。外科用縫合糸は従来、絹、ポリエステル、ポリジオキサノン、ポリラクチドなどの天然又は合成ポリマー材料から織られるかあるいは編組されてきた。縫合糸はモノフィラメントにより形成される場合もある。縫合糸は生体吸収性又は非吸収性でありうる。
【0003】
外科用縫合糸は通常、従来の外科用縫合針に取り付けられることによって組織を接合するなどの目的で外科医によって使用される縫合針と縫合糸の組み合わせを形成する。従来の外科用縫合針は通常、遠位端側の穿刺先端部、及び近位端側の縫合糸取り付け部を有する細長い湾曲構造である。縫合針は、場合により、組織への貫通を助ける刃先を有してもよい。近位端側の縫合糸取り付け部は、縫合糸の端部を受容するための従来の盲管ボアホール又は溝を有してよい。外科用縫合針の縫合糸取り付け端部を部分的に圧縮する従来の機械的スエージング、及び接着剤、セメントなどの従来の方法によって、外科用縫合糸の一方又は両方の端部を溝又はボアホール内に取り付けてそこで固定することができる。外科用縫合針は従来、生体適合性材料、特に外科グレードのステンレス鋼などの金属及び合金によって形成されていた。
【0004】
外科用縫合針の開発の初期には、縫合針に縫合糸を取り付けるために溝が用いられていた。これは、現場で目穴に縫合糸を通す目穴付き縫合糸と比べて改良されたものであった。しかしながら、溝は閉じられると(すなわちスエージングされると)溝の遠位端側の部分にこぶ(程度の差はあるが)が形成される。このようなこぶは、組織への縫合針の滑らかな通過の妨げとなりうることから外科医及び他の医療従事者にとって望ましくない場合がある。溝付き縫合針のこうした特徴は、縫合糸取り付け用の機械的に穿孔されたボアホールの導入によって解消されたが、機械的穿孔は低強度の合金及び大径の穴に対してしか使用することができない。比較的最近のレーザー穿孔の利用はこの技術分野における重要な進歩であり、小径のワイア、特に技術的制約のために現在のところ機械的穿孔ではほとんど対処することができない高強度合金で形成されたワイアに小径のボアホールを穿孔することが可能であることから、こうした問題を解決するものである。
【0005】
外科用縫合針に穿孔されるボアホールは、縫合針の近位端側の縫合糸取り付け端部に溝を打ち抜く場合と同様に縫合針本体の断面形状が変化しないことから特に望ましい。滑らかな断面形状は、組織の外傷が低減され、更に組織を通じて縫合針を引っ張るために必要とされる力が低減され、これに比例して抵抗が低減されると考えられることから外科医にとって望ましいものである。外科用縫合針に穿孔されるボアホールは、多くの従来の方法で形成することが可能である。上記に述べたようにボアホールを穿孔するために用いられる2つの従来の方法として、機械的穿孔及びレーザー穿孔がある。
【0006】
機械的に穿孔されたボアホールとレーザー穿孔されたボアホールとの間には明確な相違がある。機械的に穿孔されたボアホールは、ドリルの形状を呈することから一般的にその形状及び断面は均一かつ正確である。機械的に穿孔された外科用縫合針は、従来のプラグゲージ(すなわち、一定の直径を有するか、あるいは場合により近位端側から遠位端側にかけてテーパした機械加工された円筒状部材)を用いて容易に検査される。機械的穿孔では、比較的正確な寸法及び正確な形態を有するボアホールが一般的に形成されるが、機械的穿孔に伴いうる幾つかの問題点がある。こうした問題点としては、自動高速製造システムにおける穿孔速度が遅いこと、ドリルの摩耗及び寿命、細いワイア径を有する縫合針用の製造グレードのドリルの製造が困難であること、高いコスト、並びに高強度合金の小径のワイアに小径の穴を穿孔することが困難であることが挙げられる。
【0007】
レーザー穿孔はこれらの問題を克服するものであるが、その一方でレーザー穿孔された穴は、確実に対処が可能ではあるが、依然として解決が図られなければならない他の特有の問題を幾つか有している。レーザー穿孔された縫合針は、ボアホールを穿孔するためのレーザーの使用に伴う幾つかの問題点を有する傾向がある。例えば、穴を形成するためにレーザーによって材料が溶融される場合では、穴の内部に再形成物(recast)が形成される可能性があり、こうした再形成物が縫合糸の取り付けに影響を及ぼしうる。他の問題点としては、ボアホール断面の一貫性及びボアホールの滑らかさ、並びに破裂の可能性が挙げられる。
【0008】
外科用縫合針にボアホールを穿孔するためのレーザー穿孔プロセスが開発されている。このようなプロセスの例は、本明細書に援用する以下の米国特許及び特許出願に述べられている。すなわち、米国特許第6018860号、同第5776268号、同第5701656号、同第5661893号、同第5644834号、同第5630268号、同第5539973号、同第6252195号、及び米国特許出願公開第20050109741号。このようなレーザー穿孔プロセスは、高速製造プロセスへの適合性、効率及びコスト、実質的にあらゆる材料の小径のワイアに小径の穴を穿孔できること、及びメンテナンスの手間が低減されていることなどの多くの利点を有している。
【0009】
レーザー穿孔プロセスはこれらの利点のすべてを有するものの、上記に述べたようにレーザーによって穿孔されるボアホールは、一般的には機械的に穿孔されるボアホールと同じ正確な寸法構成を有していない。レーザー穿孔では、一般にテーパ状又はガウス分布状の形状を有するレーザービームを放射する従来のレーザーを用いる。これは、レーザービームによって穿孔されたボアホールは一般に深くなるに従ってテーパすることを意味する。穿孔に用いられるレーザービームは、ボアホールの深さ、長さ、断面、並びに縫合針の長手方向軸及び縫合針ワイア本体の中心の周囲における方向といった所望の形態及び特性を有するボアホールを形成するように、エネルギーレベル、パルス、波形などのパラメータに関して調整され、このため、レーザー穿孔されたボアホールは、外科用縫合糸の端部を充分かつ効果的に受容して取り付け及び固定を行うことが可能となっている。
【0010】
これは、高エネルギーのパルスレーザービームが、ビームが照射される縫合針の近位端側の縫合糸取り付け端部の標的金属を基本的に液化又は蒸発させるレーザー穿孔の本質的な性質によるものである。特定のレーザー穿孔においては、溶融した材料が穴の内部で一貫性なく再形成されるが、この再形成された材料は上記に述べたように再形成物(recast)と一般に呼ばれる。再形成物は不均一な穴の状態を生じ、これにより縫合糸の挿入及び取り付けに影響を及ぼしうる。
【0011】
外科用縫合糸の端部を外科用縫合針のレーザー穿孔されたボアホール内に効果的に固定又は取り付けるためには、ボアホールは、上記に述べたようにテーパしていたとしても、機械的に穿孔された縫合針に形成されたボアホールと同様のほぼ均一な直径を有していなければならない。同様に、ボアホールの長さは、最大及び最小寸法のボアホールを有していなければならない。長さが大きすぎると縫合針の強度が低くなる場合があり、短すぎると縫合針/縫合糸の分離につながりうる。更に、ボアホールは比較的に縫合針の近位端の長手方向軸を中心として形成されなければならない。
【0012】
レーザー穿孔されたボアホールの寸法の測定に関する現時点での技術水準は、機械的に穿孔されたボアホールにおける従来の基準となっている従来の機械的ピンゲージを使用することである。ピンゲージの使用は通常は手作業で行われ、大量の穿孔された縫合針から統計的に有意な量の縫合針が選択され、穿孔されたボアホール内に検査者によってピンゲージが手作業で挿入される。得られたデータは記録される。機械的ピンゲージの使用に伴う幾つかの問題点がある。ピンゲージは機械的に穿孔された縫合針に理想的に適しているが、幾つかの理由からレーザー穿孔された縫合針にはそれほど適していない。先ず最初に、ピンゲージは高速製造プロセスには適合していない。更に、極めて小径のボアホールを測定するために用いられるピンゲージは高価であり、その製造が困難であり、より直径が小さいがゆえに破損しやすい。更に、ピンゲージの使用では再形成物の存在に関する情報は与えられない。ピンゲージは基本的に円筒形であり、規則的な断面形状を有することから、機械的に穿孔されたボアホールを容易に測定することができるが、外科用縫合針にレーザー穿孔されたボアホールは通常、断面形状が円筒形ではなく、再形成物を含みうることからボアホールの長さに沿って直径が変化しうる。したがって、ピンゲージはレーザー穿孔されたボアホールの短径の測定値のおおよその値を与えることができるのみであり、それ以外の、テーパ、長さ、中心度(degree of centeredness)、不規則性、斜め度(degree of skewing)といった他の重要なパラメータに関する情報は一切得られない。再形成物が存在することにより、レーザー穿孔された穴の真の短径の誤った値が与えられる可能性がある。更に、上記に述べたように、ピンゲージによる測定値ではボアホールの断面形状の潜在的な変動は示されない。ピンゲージを使用した場合には、長径も示されなければ、ボアホールの断面形状における変動も示されない。したがって、ピンゲージが与えることのできる唯一の測定値は、ボアホールの最小の潜在的直径の値であり、直径、断面形状、斜め度(degree of skewedness)、及び他の重要なパラメータの値、又はこれらのパラメータにおける変動の判定は与えられない。
【0013】
ピンゲージの使用に伴う別の問題点として、製造プロセスのパラメータを直ちに調整するために使用することが可能なリアルタイムのデータがピンゲージによって与えられない点がある。穿孔された縫合針のバッチの統計的なサンプリングによって、ボアホールが規格を外れており、規格外の縫合針のバッチ全体を破壊する必要があることを示すことができる。他の問題点としては、ピンゲージの摩耗、必要とされるボアホールの測定値に関してゲージの公差が負又は正のいずれであるか、及び、ピンゲージの基準を満たすが、続く縫合糸の取り付けを阻害又は妨害する検出されない内部形状を有するボアホールが許容される点などがある。ピンゲージによる測定は手作業であり、したがって最新の縫合針製造プロセスにおいて必要とされる、レーザー穿孔に通常伴う高速の外科用縫合針の製造プロセスに対応した方法ではない。レーザー穿孔された縫合針の統計的なサンプリングは、付随するあらゆる欠点を許容しうるとすれば可能な方法ではあるが、潜在的に困難な方法であり、統計的に有意な試料をリアルタイムで検査することは不可能である。したがって、一般的に小さなサンプルサイズを用いることが求められるが、このような小さなサンプルサイズは偽陽性に結びつく可能性があり、レーザー穿孔された縫合針の破壊につながりうる。このような縫合針の破壊は、許容されるレベルで検査されれば、そうした損失、ひいては縫合針の製造バッチの損失に伴うこれに比例したコストにつながることはないはずである。ピンゲージによる検査方法の別の問題点としては、ピンゲージの基準を満たすが、続く縫合糸の効果的な挿入及び取り付けを阻害又は妨害し、現場における失敗に結びつく検出されない欠陥、内部形状、又は形態を有するボアホールを許容してしまう可能性がある。
【0014】
上記に述べたように、穿孔されたボアホールの従来の測定手段、すなわちプラグゲージ検査は、これに付随する多くの問題点のためにレーザー穿孔された穴では効果的に機能しない。レーザー穿孔された穴の一貫性のない断面形状を考慮すれば、プラグゲージ検査は、一貫性のない断面形状の短径の値を使用者に与えるだけのものに過ぎず、長径及び/又は穴の断面形状の測定値を与えることはできない。穴の断面形状の変動、及び短径の穴と長径の穴との直径の差は、縫合糸を縫合針に固定する性能に直接影響することから、これは深刻な欠点である。機械的に穿孔された穴では、穴はドリルの形状を反映したものであることからこれは要因とはならない。別の欠点としては、ピンゲージ検査は非常に時間がかかり、ピンゲージが製造及びメンテナンスされるのと同程度の精度しか有さない点がある。残念なことに、物理的な破壊、詳細には機械的に縫合針を横に切断し、ボアホールの形状を調べること以外に利用可能な選択肢はなく、これは統計的に有意なサンプルサイズで行うには困難で、手間及び時間がかかり、コスト効率が悪く、製造プロセスの制御に使用可能なリアルタイム情報は与えられない。
【発明の概要】
【発明が解決しようとする課題】
【0015】
したがって、当該技術分野にあっては、高速の製造環境において穿孔されたボアホールを特性評価し、このような特性評価の結果を用いてレーザー穿孔及びこれに続く製造プロセスを調整及び制御するための新規な方法が求められている。その重要な効果は、歩留まり、製品の性能を高め、製品の一貫性を高めることである。
【課題を解決するための手段】
【0016】
したがって、外科用縫合針に穿孔されたボアホールを特性評価するための新規な方法について開示する。この方法では、X線発生装置からのX線ビームが外科用縫合針、好ましくは穿孔されたボアホールを有する外科用縫合針の近位端に照射される。縫合針の近位端の画像が、X線ビームが当たるセンサーからデジタル生成される。少なくとも縫合針の近位端は、X線発生装置とセンサーとの間に配置される。画像はレーザー穿孔されたボアホールを含んだものである。このデジタル画像を処理して、ボアホールについての基準寸法規格からの偏差が求められる。ボアホールはレーザー穿孔されることが特に好ましい。
【0017】
本発明の別の態様は、ボアホール穿孔プロセスにおいてレーザー穿孔装置を制御するための方法である。この方法では、外科用縫合針の近位端にレーザービームを放射してその内部にボアホールを穿孔するレーザーが提供される。X線発生装置からのX線ビームが外科用縫合針、好ましくはレーザー穿孔されたボアホールを有する外科用縫合針の近位端に照射される。縫合針の近位端の画像が、X線ビームが当たるセンサーからデジタル生成される。少なくとも縫合針の近位端は、X線発生装置とセンサーとの間に配置される。画像はレーザー穿孔されたボアホールを含んだものである。このデジタル画像を処理して、ボアホールについての基準寸法規格からの偏差が求められる。次いで、外科用縫合針に規格の範囲内の穿孔されたボアホールを与えるように、レーザービームのパラメータに対する適切な補正値を求めるための所定のアルゴリズムが与えられる。
【0018】
本発明の更に別の態様は、外科用縫合針にレーザー穿孔されたボアホールを特性評価するための方法である。この方法では、X線発生装置からのX線ビームが外科用縫合針、好ましくはレーザー穿孔されたボアホールを有する外科用縫合針の近位端に照射される。縫合針の近位端の画像が、X線ビームが当たるセンサーからデジタル生成される。少なくとも縫合針の近位端は、X線発生装置とセンサーとの間に配置される。画像はレーザー穿孔されたボアホールを含んだものである。このデジタル画像を処理することによって、ボアホールについての基準寸法規格からの偏差が求められ、更にボアホールの測定値が求められる。縫合針又は縫合針を運搬するキャリヤストリップは画像の測定値を含むコードで標示され、各縫合針にはデジタルアイデンティティーが与えられる。
【0019】
必要に応じて、下流の処理工程においてこの情報を利用して、圧力、時間及びドエルといった圧縮変量を変化させることによって穿孔されたボアホール内への縫合糸の取り付けを制御して、X線分析によって調べられたボアホールの断面形状のわずかな変化を補償することができる。これにより、縫合糸/縫合針の界面又は取り付けの一貫性及び効果に大きく寄与するものであり、構成要素の性能に直接寄与するものである。
【0020】
本発明のこれらの並びに他の態様及び利点は、以下の説明文及び添付図面からより明らかとなるであろう。
【図面の簡単な説明】
【0021】
【図1】本発明の穿孔レーザーボアホールプロセスのフローチャート。
【図2】機械的ドリルの幾何学特性及びパラメータを示す概略図。
【図3】レーザー穿孔された外科用縫合針のボアホール内に挿入されたピンゲージを示す概略図であり、縫合針は断面で示されている。
【図4】外科用縫合針の近位端内にレーザー穿孔されたボアホール内に取り付けられてスエージングされた外科用縫合糸の遠位端を示す概略図。
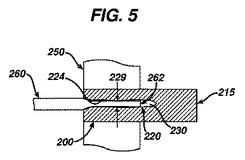
【図5】外科用縫合針の近位端内に機械的に穿孔されたボアホール内にスエージングされた外科用縫合糸の遠位端を示す概略図。
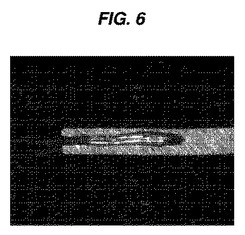
【図6】縫合糸が取り付けられたレーザー穿孔された外科用縫合針の断面を示す写真であり、ボアホールが示されている。
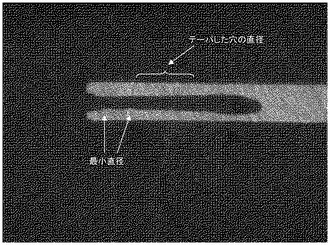
【図7】レーザー穿孔されたボアホールに再形成物が存在している状態を示す、縫合糸が取り付けられた外科用縫合針の断面を示す写真。
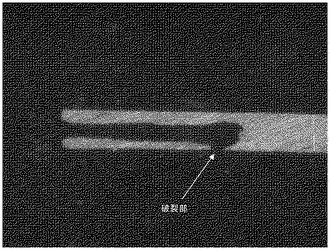
【図8】レーザー穿孔された外科用縫合針の近位端の、縫合糸に取り付けられた断面の写真。穿孔されたボアホールが破裂部を有している様子が見られる。
【図9】レーザー穿孔された縫合針の近位端の、縫合糸に取り付けられた断面の写真であり、ボアホールの直径の一貫性のなさ、すなわち変動をボアホールの全長に沿って容易に見ることができる。
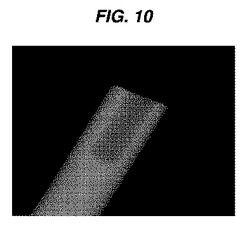
【図10】機械的に穿孔された外科用縫合針のX線透視像。
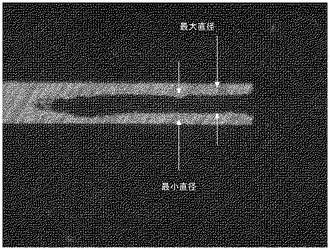
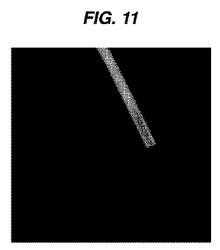
【図11】レーザー穿孔された外科用縫合針のX線透視像。
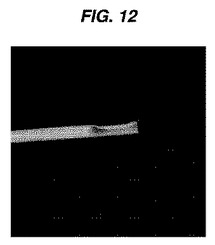
【図12】ステークスエージング(stake-swaged)された縫合針であってレーザー穿孔された縫合針のX線像。
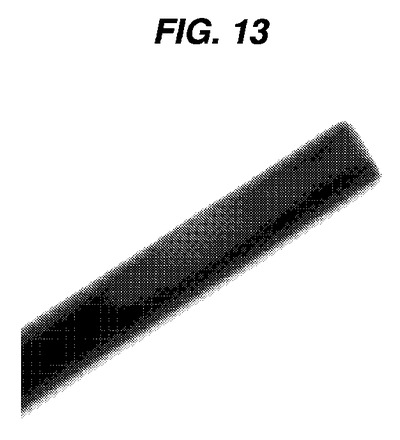
【図13】潜在的な破裂欠陥が見える、レーザー穿孔された外科用縫合針の近位端のX線像。
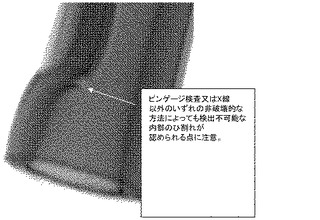
【図14】スエージング加工によって生じた内部のひび割れが見える、レーザー穿孔された外科用縫合針の遠位端のX線透視像。
【発明を実施するための形態】
【0022】
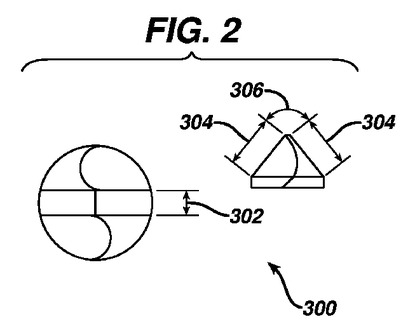
「外科用縫合針」及び「縫合針」なる用語は本明細書では互換可能に用いられる。外科用縫合針の製造の分野では、レーザー穿孔されたボアホールの直径は、機械的に穿孔されたボアホールほどには一貫性がないという一般的な認識がある。機械的に穿孔されるボアホールではドリルがボアホールの直径を規定するのに対して、レーザー穿孔ではフォーカス及びエネルギー並びにレーザービームの他の既知の特性によって穴の直径が決まる。機械的ドリルでは、ドリルの形状はボアホールの精度、特に機械的ドリルの溝の長さ及び溝の対称性の点から極めて重要である。図2は、ウェブ幅302、溝の長さ304、刃先角306、及び対称性といった機械的ドリル300の主要なドリル形状の特徴を特定し、図示したものである。ボアホールの直径はドリルによって物理的に規定されるため、ドリルは理論的にも実際にもボアホールの深さ全体にわたって一貫して穿孔することから、結果として得られる外科用縫合針に機械的に穿孔されたボアホールをピンゲージ検査することは試験手段として適切である。ピンゲージ検査によって、例えば折れ曲がったドリル、摩耗若しくは破損したドリル、又は折れ曲がった縫合針によって引き起こされる規格外の直径、又は更には丸くないボアホールのような形状の不一致が示される。
【0023】
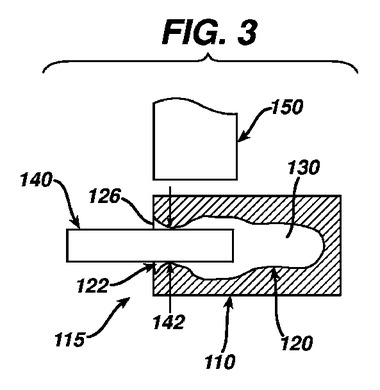
上記に述べたように、レーザー穿孔においては、ビームのフォーカス及びエネルギーは、他のパラメータとともに、ボアホールの直径の一貫性、並びに深さ及び他の穴の形状のパラメータにとって極めて重要である。直径の変動は、正確なボアホールのゲージ検査及び取り付けに悪影響を及ぼす。直径が変動する場合には、ピンゲージ検査によって検査者は最小径の直径を確認できるだけに過ぎず、これにより大きな直径の測定は妨げられる。その結果、直径の測定にピンゲージ検査法が用いられる場合には、スエージング領域(図3を参照)の長さにわたって穴の直径の不正確な評価が得られることになる。図3には、外科用縫合針110の近位端115が、近位端側開口部122、端部126及び細長い空洞130を有するレーザー穿孔されたボアホール120を有する様子が示されている。空洞130は、その長さに沿って複数の直径を有している様子が示されている。ボアホール120に挿入されたピンゲージ140は、ボアホール空洞140の最小の直径142を測定することしかできない。スエージングダイ150の一部分も示されている。
【0024】
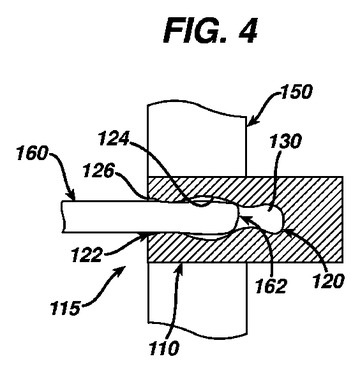
レーザー穿孔に伴うボアホールの直径の変動(すなわちボアホールの長手方向の長さに沿った直径の変化)による取り付けの問題は、スエージング加工の性質と関係している。スエージングは従来、固定的な変位に基づいたものであり、これはスエージングダイが毎回同じ点に閉鎖するということを意味する。縫合糸の直径、縫合糸の密度、縫合針のバレル直径、又はボアホールの直径のあらゆる変化が、取り付け強度の値に影響する。このことは図4に示されている。図4に示されるように、外科用縫合針110は近位端115を有している。縫合針は、近位端側開口部122、端部126及び細長い空洞130を有するレーザー穿孔された長手方向のボアホール120を有している。縫合糸160の遠位端162が、開口部122から空洞130に挿入されている様子が示されている。スエージングダイ部材150が、縫合針110の近位端115の両側に配置されている様子が示されている。ボアホールの空洞130の不規則な形状のため、縫合糸160の端部162を空洞130内に完全に挿入することはできなくなっている。これは、空洞130の全長に沿って異なる短径及び長径を有するレーザー穿孔されたボアホール120の不規則に形成された形状のためである。スエージング部材150によって機械的にスエージングされる際、ボアホール120の側面124は、縫合糸の長さに沿って縫合糸の端部162と均一に接触及び圧縮しないため、ボアホール120内における保持力が弱まる可能性がある。機械的に穿孔されたボアホール220を有する縫合針200を図5に示す。ボアホール220が、均一又はほぼ一定の直径229を有する空洞230を有している様子が示されている。縫合糸260の遠位端262がボアホール220の内部に完全に収容されており、縫合針200の端部215がスエージングダイ部材250によって機械的にスエージングされる際に側面224と均一に接触している様子が示されている。
【0025】
レーザー穿孔されたボアホールのボアホール直径を、機械的に穿孔される縫合針と同様の一貫した規則的な方法で制御することが可能であれば、取り付けられた縫合糸をボアホールから引く力の値の一貫性、及び歩留まりの向上は多大なものとなるであろう。再形成物の存在は、レーザー穿孔された縫合針におけるボアホールの測定値に影響を及ぼす。再形成は、溶融した材料が穴の内部で再形成され、その結果、目的とする穴の形状を変化させる現象である。再形成物を分離することはしばしば困難であり、その結果、測定値が小さくなり、穴の直径が実際よりも小さいという印象を与える恐れがある。
【0026】
図6は、縫合糸に取り付けられた状態のレーザー穿孔された縫合針の断面の写真である。この写真は、レーザー穿孔されたボアホールの忠実度(degree of trueness)によって試験の精度が変動するという点で、ピンゲージ検査がレーザー穿孔された縫合針に対して不利かつ非実用的である理由を明確に示している。ボアホールの空洞が曲がりくねっている状態を明らかに見てとることができ、穴の全長にわたって直径が一貫していないことが容易に見てとれ、これによりレーザー穿孔されたボアホールを加工中に測定するための有効な方法としてピンゲージ検査法を使うことが事実上できなくなっている。
【0027】
図7を参照すると、縫合針の断面の写真において、ボアホールの穴の直径のピンゲージ検査に影響し、ボアホールの最大直径に関する誤った結果につながりうる、上記に述べたような再形成物がレーザー穿孔されたボアホールに存在する状態が示されている。図7の縫合針のボアホールは、ボアホールの側面から内側に突出している再形成物のこぶを過ぎてすぐの位置のテーパ部分も示している。これらの再形成物のこぶは、最大の穴の直径及び長さに沿ったボアホールの形状に関して誤った結果につながりうるものである。これらの異常部は、縫合針を切断した断面においてのみ見ることが可能であるが、これにより縫合針の破壊にもつながる。更に、このような異常部を明らかとするためには適正な平面において運良く縫合針を切断することができなければならず、こうした異常部は切断によってしばしば見過ごされる。不正確かつ誤った結果につながる可能性のあるピンゲージ検査以外に、破壊的でない測定方法によってレーザー穿孔されたボアホールの直径、ボアホールの同心度、及びボアホールの均一性を測定するために利用可能な手段は存在しないが、本発明の新規な方法はそのような測定を可能にするものである。
【0028】
レーザー穿孔された縫合針に付随するこのような穴の一貫性のなさが、一貫性のない縫合針の引き抜き(すなわち縫合糸の引き抜き)性能につながりうることを考慮すると、非破壊的な試験システムは縫合針を破壊することなくボアホールを「見る」ことを可能にするものであり、これにより、縫合針が縫合糸の取り付けに適しているか否かを判断し、ボアホールの変動性が補償されるように取り付け方法を改変する必要があるか否かを判断することが可能となる。
【0029】
本発明の新規な方法は、ボアホールの直径及びボアホールの断面形状を評価するためのX線画像法及び分析法を提供するものである。
【0030】
図8は、レーザー穿孔された外科用縫合針の近位端の、縫合糸に取り付けられた断面の写真である。穿孔されたボアホールは、レーザービームによってボアホールの周囲の縫合針の側面が外部に開口し、ボアホールの空洞内へと縫合針の側面の穴又は開口部を形成している破裂部を有している状態が見られる。これは外観を損なうものであり、壁を弱くして破断の可能性につながり、使用者を切る又は望ましくない部位において組織を切る鋭利な表面を形成しうることから望ましくない。次に図9を参照すると、レーザー穿孔された縫合針の近位端の断面の写真が示されている。ボアホールの長さに沿ってボアホール直径の一貫性のなさを容易に見ることができる。長径及び短径も見ることができる。
【0031】
図10、11及び12は、X線画像法によって見た縫合針の例を示す画像である。図10は、機械的に穿孔された縫合針の遠位端を示す。ボアホールの均一性が容易に観察され、レーザー穿孔されたボアホールとは異なり、その形状が規則的であることが見てとれる。図11は、レーザー穿孔された縫合針の近位端のX線像である。ボアホールのテーパを明らかに見ることができる。このテーパのためにボアホールの全長を使用することができないことが明らかであるのに対して、機械的に穿孔された縫合針では穴の全長を利用する(すなわち縫合糸の遠位端を受容するために使用する)ことができる。
【0032】
図12は、ステークスエージング(stake-swaged)された縫合針であって、レーザー穿孔された縫合針のX線像である。この画像は、取り付けプロセスの結果を示すX線像の能力を示すものであり、これは破壊的でない他のいずれの手段によってもなしえないことである。
【0033】
X線画像法は製造にも非常に適している。写真を手にとって寸法及び断面形状の評価を行うには数ミリ秒のみを要するだけであるため、複数の画像を調べることが可能であり、リアルタイム情報及び評価が可能である。これはX線開口部及びコンピュータの速度に依存する。
【0034】
1つの明らかな可能性として、写真の評価をレーザー制御部と結合し、検査結果を用いて一貫性を最適化し、変動性を最小に抑えるようにレーザーを微調整又は制御することがある。X線検査の特に重要な点として、極めて小さな直径までワイア/穴の直径を検査することが可能である点がある。これは、特に高速ではピンゲージ検査によっては実現しえないことである。X線システムが複数の縫合針を検査することが可能であるのに対して、ピンゲージ検査は一度に1本の縫合針しか検査できない。ピンゲージ検査はピンの公差、ピンゲージがどの程度摩耗しているか、ピンゲージの同心度(使用によって曲がっていない)、及び検査者の熟練度によっても影響されやすい。これらの特性はX線検査によっていずれも解消される。
【0035】
ピンゲージ検査では、大きな速度で縫合針を検査することも不可能である。X線システムは、一度に複数の縫合針を走査することによって任意の速度で検査を行うこともできる。X線システムは結果を瞬時に電子書庫化することも可能であり、測定から記録紙にデータを移す際のペーパーワークの誤り及び時間が解消される。
【0036】
図13は、潜在的な破裂状態を示すX線像である。この写真は、レーザーボアホールが中心を外れて穿孔された縫合針を示しており、得られた断面形状は、ボアホールが側壁をほぼ貫通している薄壁状態にある。この状態は、この部位が強度の低下した領域であるために、縫合針の早期の破損及び潜在的な破断につながりうる。
【0037】
図14は、縫合針の材料がひび割れ、部分的に分離しているボアホールを有する縫合針を示すX線像である。これは、ひび割れが表面にまで広がり、破断につながりうる低強度領域となる場合、又はひび割れが取り付けられた縫合糸に影響することにより縫合糸が切断及び破断することによって縫合針から早期に分離してしまうような場合に問題となる。
【0038】
本発明の新規なX線による特性評価の方法は、自動化された縫合針の製造プロセスにおいて穿孔されたボアホールを特性評価するための方法を提供するものである。この方法は、機械的穿孔法を用いたプロセスとともに、又はレーザー穿孔法を用いたプロセスとともに使用することができる。本発明の特性評価のプロセスは、レーザー穿孔プロセスにおける使用に特に好適である。本発明のプロセスにおいて使用することが可能なX線装置又は機械は、以下の特徴を備えている。X線装置は、X線ユニット内部においてX線放射源とセンサーとの間で個々の、又は複数の穿孔された縫合針を輸送し、かつ適切に位置決めする性能を有する。このユニットは更に、X線源によって放射されたX線に縫合針を曝露し、生じたX線像を取得してデジタル化する性能を有する。このユニットは更に、デジタル化された画像をデジタルテンプレート又は一連の特定のボアホール寸法の必要条件と比較し、ボアホールの受容性に関する命令処分信号(instructive disposition signal)を提供及び生成することが可能である。更に、このユニットは、個々の縫合針をその受容性、又は特定のボアホール寸法に関して分類あるいは識別し、かつ/又は特定の必要条件に収まるボアホールを形成するようにレーザーパラメータを調整するように命令信号を効果的に処理する処理能力を有する。X線ユニットは、例えばアラスカ州アンカレッジ所在のエンビジョン・プロダクト・デザイン社(Envision Product Design)の製造するX線ユニットのような、本発明のプロセスに合わせて改変することが可能な従来の市販のユニットである。
【0039】
本発明のプロセスの実施において有用なX線装置は、穿孔されたボアホールの画像のデジタル化された出力を提供するものであり、これを基準の寸法と比較する。この比較は、以下の方法を含む幾つかの方法によって行うことができる。X線ユニットによって撮影及び生成された画像は画素化される。これらの画素を光密度について評価する。この密度を、同様に画素化されたテンプレートと比較する。画素の寸法は既知の測定値であるため、システムはテンプレートによって求められた光密度の範囲内の画素の数をカウントし、このカウントを長さの単位に変換する。得られた値が公差の範囲内又は公差の範囲外である場合、適当な指示を伝達する。更に、これらの測定値をトラッキングし、追跡及び傾向分析(track-and-trend)又は統計的制御を行うための統計的結果を同時進行で生成することができる。更に、こうした情報を、下流の情報を与えるためにインキング、レーザーエッチング、又は他の公知の手段によって縫合針及び/又はそのキャリヤに必要に応じて配することもできる。このようにして、各縫合針のそれぞれの特性評価は、各縫合針のデジタルアイデンティティーを与え、次いでこのデジタルアイデンティティーに対応した画像をコンピュータデータベースに保存することによってデジタル的に保存される。
【0040】
本発明の実施において使用することが可能な好ましいX線システムとしては、X線遮蔽キャビネット、キャビネットの上部に配置された130kVのX線源、X線源の下の高さ調節可能なプラットフォーム上に置かれた10.2cm×10.2cm(4インチ×4インチ)のCMOSイメージングパネル、X線源の下に試料を配置するための4軸マニピュレータ、及びソフトウェアを有するコンピュータワークステーションを含む統合化検査システムがある。縫合針を画像化するには、プロセスは、X線源から必要な距離の位置にイメージングパネルを配置し、検査しようとする試料縫合針をマニピュレータ上の検査プレートに取り付け、次いで必要とされる向き及び幾何倍率に基づいて試料を定位置に動かすことで始まる。先の画像化技術が開発されていない場合、次の工程において較正及び異なる試験撮影を行って、最適な格子エネルギー(電圧又はkV)及び光子束(発生電流又はmA)を求める。最適なkV及びmAのパラメータは、縫合針の材料、厚さ及び撮影形状に固有であり、最も高い可能な画像コントラストを与えるため、画像のグレースケール値の最も広い可能な範囲を与えるように選択される。先の画像化技術が開発されている場合、画像化は、関心領域(AOI)を見るために縫合針を方向付けするうえで必要とされる微調節によって開始してもよい。一般に、撮影には、縫合針がイメージングパネルの平面から外れて配置され、X線源の方向に動かされることによって生ずる幾何倍率が関係する。縫合針がX線源に近づき、イメージングパネルから離れる方向に動くに従って、パネル上に得られる像は大きくなり、縫合針の拡大された像を形成する。AOIのサイズに応じて最大で15倍までの倍率が可能である。X線像を取得するためには、X線源を作動させて、X線パネル上に投射されるX線光子ビームで縫合針を照射する。ビームの中心の縫合針は、材料及び形状又は厚さに基づいて変化する縫合針の密度に対応した陰影をパネル上に形成する。パネルは、部品によって減衰される際のX線ビームの強度を、飽和状態とX線エネルギーが測定されない状態との間の範囲に対応した電気信号に変換する。この信号を、0〜4096の範囲のグレースケール値で視覚的に表される12ビットの範囲にデジタル化し、LCDディスプレイ上に表示する。次に画像にウインドウ・レベリングツールを用いて、関心対象となる値の範囲内で像のコントラストが最大となるように調節された、関連データを含むグレースケール値のより狭い範囲を選択する。画像を取得し、最もよく見えるように調節した後、分析及び解釈を完了して、検査の必要条件に基づいて画像を評価することができる。一般的な評価では、X線に対して較正されたツールを使用して形状形成部の寸法分析を行うことができる。
【0041】
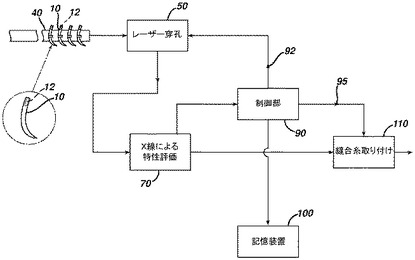
外科用縫合針に穿孔されたボアホールを特性評価するための本発明の新規なプロセスを、図1に概略的に示す。図1に見られるように、近位端12にレーザー穿孔されたボアホール30を有する外科用縫合針10が、製造ステーション間で縫合針を搬送するためのストリップ40に取り付けられている。取り付けられた縫合針10は、最初にレーザー穿孔ステーション50に搬送され、ここで、外科用縫合針10の近位端20にボアホール30を穿孔するのに充分効果的な所望の波形及びパラメータを有するレーザービームを有する従来のレーザーが用いられる。こうしたパラメータには、例えば焦点、パルス及び出力といった従来のパラメータが含まれる。縫合針10及びストリップ40は、次にX線特性評価ステーション70に搬送される。ステーション70では、各縫合針10はそれぞれX線透視され、遠位端12のボアホール30を含む縫合針のデジタル特性評価が行われる。各縫合針にはステーション70においてデジタル識別番号が付与され、X線特性評価が制御部/処理装置90に送信される。制御部/処理装置90は、従来のコンピュータ又はデータ処理装置である。各縫合針10の特性評価は制御部/処理装置90によって記憶装置100に保存され、長手方向の向き、中心、最大及び最小の直径、最大及び最小の長さ、並びにボアホールの周囲の最大及び最小の壁厚などのボアホールの寸法特性を測定するために分析される。この寸法特性は基準テンプレートと比較され、偏差が記録される。必要に応じて、各縫合針の特性及び基準からの偏差を用いて信号92が生成され、この信号92は、特定の寸法からの偏差が最小であるような穿孔されたボアホールが得られるように、波形、パルス、エネルギー、出力、焦点、パルス及び時間といったパラメータを含むレーザー穿孔ビームの特性を調節するために、レーザー穿孔ステーション50、レーザー穿孔ステーションを制御するコンピュータに送り返される。更に必要に応じて、ボアホール寸法に関する情報を用いて信号95が生成され、この信号95は、縫合糸/縫合針の界面の歩留まり及び性能を最適化するような取り付け圧力及びドエルを計算及び制御するための機械的スエージングシステムのような縫合糸取り付けシステム110の制御部/処理装置に送信される。これにより、穿孔された縫合針はそれぞれ、その縫合針のボアホールの特性に応じてカスタマイズされた取り付けパラメータ群を有することになる。必要に応じて各縫合針は固有の識別子によって標示されるが、これは例えばレーザーエッチング又はインクジェット印刷などの従来の方法によって行うことができる。こうした識別子(例えばバーコード)以外に、特性及び基準からの偏差を含む各縫合針のX線特性評価工程から得られるデータを、必要に応じて各縫合針上に標示することができる。
【0042】
本発明の新規な方法を用いて処理することが可能な外科用縫合針には、縫合糸取り付け端部を有し、好ましくは近位端側に穿孔されたボアホールを有する従来の外科用縫合針が含まれる。外科用縫合針は、これらに限定されるものではないが、マルテンサイト系ステンレス鋼(例えばUNS 42000)、オーステナイト系ステンレス鋼(例えばUNS 30200)、マルエージステンレス鋼(例えばUNS S45500、UNS 46910、及びETHALLOY銘柄のステンレス鋼)、及び耐熱合金系(例えばタングステン−レニウム)、並びにポリマー材料及びセラミック材料及び複合材料を含む従来の生体適合性材料及びその均等物で形成することができる。縫合針は0.025mm(1.0ミル)〜1.78mm(70ミル)、好ましくは0.15mm(6.0ミル)〜約0.30(12ミル)の範囲のワイア径を有してよく、広範な従来の長さを有する。本発明の新規なX線及びレーザー穿孔プロセスは以下の点を含む多くの利点及び潜在的重要性を有する。すなわち、X線画像法は高速製造プロセスにおけるレーザー穿孔の速度で行うことができる。この画像法は非破壊性であるため、試験した縫合針を完成品として用いることができる。本プロセスによれば、高コストで潜在的に不正確なプラグゲージ検査を行う必要がなくなる。X線像は、特定の断面形状及び/又は所定の測定値に対してコンピュータによりデジタル化したり、拡大したり、問い合わせを行うことが可能であり、これにより製造される縫合針のそれぞれの現実的な測定値が与えられ、情報に基づいた処分が可能となる。X線画像化システム及びプロセスを、レーザー穿孔ステーションとリンクさせることによって、ボアホールの測定値をレーザーにフィードバックして調節を行ってレーザービームのパラメータを微調整及び/又は調節し、これにより、フォーカス、時間、エネルギー、パルス、又は位置などのパラメータを調節することによってボアホールの形状及びアスペクト比(直径に対する深さの比の測定値)を制御することが可能である。本発明のプロセスは、各縫合針又は縫合針に接する縫合針キャリヤに、固有のデジタルアイデンティティーとともに製造プロセスの後の段階において処分するための合格/不合格又は実際の測定値をコード化したもの、又は実際の数値を標示することによって処分の質が高められるように更に向上させることができる。このデータは、縫合糸に縫合針を取り付ける際の圧力、ドエル及び閉鎖力の調節により、縫合針に縫合糸を(例えば従来のスエージング加工により)取り付けるためのプロセスを制御するために更に利用することができる。これにより、最適な歩留まりが得られ、更に縫合針/縫合糸の取り付けの完全性が確保されることによって完成品の品質が向上する。
【0043】
以上、本発明をその詳細な実施形態について図示及び説明してきたが、当業者であれば、特許請求される発明の趣旨及び範囲から逸脱することなく本発明の形態及び詳細に様々な変更を行いうる点は理解されるであろう。
【0044】
〔実施の態様〕
(1) 外科用縫合針にレーザー穿孔されたボアホールを特性評価するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、を含む、方法。
(2) 前記縫合針に固有のデジタル識別子が付与される、実施態様1に記載の方法。
(3) 前記偏差が制御部に送信される信号に変換される、実施態様1に記載の方法。
(4) レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザーのパラメータを改変するよう、前記レーザー穿孔装置に送信される信号を前記制御部が計算する、実施態様3に記載の方法。
(5) 特性評価される縫合針のそれぞれの寸法測定値に基づいてスエージング装置のパラメータが制御されるように、前記スエージング装置に送信される信号を、識別された縫合針のそれぞれについて前記制御部が計算する、実施態様3に記載の方法。
(6) 前記デジタル画像が画素化された画像に変換され、前記画像が画素化されたテンプレートと比較される、実施態様1に記載の方法。
(7) 前記画像内の画素数がカウントされて前記テンプレート内の画素数と比較され、該カウントが長さの単位に変換される、実施態様6に記載の方法。
(8) 前記デジタル画像がデータベースに保存される、実施態様1に記載の方法。
(9) 前記外科用縫合針がステンレス鋼を含む、実施態様1に記載の方法。
(10) 前記外科用縫合針が耐熱合金系を含む、実施態様1に記載の方法。
【0045】
(11) 前記耐熱合金系がタングステン−レニウム合金を含む、実施態様10に記載の方法。
(12) 前記デジタル識別子及び前記デジタル画像が、前記縫合針上に標示される、実施態様1に記載の方法。
(13) 前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、実施態様1に記載の方法。
(14) 外科用縫合針のボアホール穿孔プロセスにおいてレーザー穿孔装置を制御するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、
前記偏差を、制御部に送信される偏差信号に変換することと、
レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザービームのパラメータを改変するよう、前記レーザー穿孔装置に送信される前記偏差信号に基づいたレーザー制御信号を計算することと、を含む、方法。
(15) 改変される前記レーザービームのパラメータが、出力、フォーカス、焦点、波形、パルス、エネルギー及びこれらの組み合わせからなる群から選択される、実施態様14に記載の方法。
(16) 前記外科用縫合針がステンレス鋼を含む、実施態様14に記載の方法。
(17) 前記外科用縫合針が耐熱合金系を含む、実施態様14に記載の方法。
(18) 前記耐熱合金系がタングステン−レニウム合金を含む、実施態様17に記載の方法。
(19) 前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、実施態様14に記載の方法。
(20) 前記寸法規格からの前記偏差に基づいて信号が生成されて処理装置に送信され、前記処理装置が出力信号を計算して該出力信号を機械的スエージング装置に送信することによって、前記規格からの前記偏差に基づいて前記縫合針の前記ボアホールに対する縫合糸のスエージングが制御される、実施態様1に記載の方法。
【技術分野】
【0001】
本発明が関連する技術分野はX線顕微鏡法であり、詳細には外科用縫合針及び外科用縫合針の製造プロセスとともに使用されるX線顕微鏡法である。
【背景技術】
【0002】
外科用縫合針及び縫合糸の組み合わせは、外科の技術分野ではよく知られている。外科用縫合針及び縫合糸は外科手術及び外傷の修復において中心的役割を担うものである。外科用縫合糸は従来、絹、ポリエステル、ポリジオキサノン、ポリラクチドなどの天然又は合成ポリマー材料から織られるかあるいは編組されてきた。縫合糸はモノフィラメントにより形成される場合もある。縫合糸は生体吸収性又は非吸収性でありうる。
【0003】
外科用縫合糸は通常、従来の外科用縫合針に取り付けられることによって組織を接合するなどの目的で外科医によって使用される縫合針と縫合糸の組み合わせを形成する。従来の外科用縫合針は通常、遠位端側の穿刺先端部、及び近位端側の縫合糸取り付け部を有する細長い湾曲構造である。縫合針は、場合により、組織への貫通を助ける刃先を有してもよい。近位端側の縫合糸取り付け部は、縫合糸の端部を受容するための従来の盲管ボアホール又は溝を有してよい。外科用縫合針の縫合糸取り付け端部を部分的に圧縮する従来の機械的スエージング、及び接着剤、セメントなどの従来の方法によって、外科用縫合糸の一方又は両方の端部を溝又はボアホール内に取り付けてそこで固定することができる。外科用縫合針は従来、生体適合性材料、特に外科グレードのステンレス鋼などの金属及び合金によって形成されていた。
【0004】
外科用縫合針の開発の初期には、縫合針に縫合糸を取り付けるために溝が用いられていた。これは、現場で目穴に縫合糸を通す目穴付き縫合糸と比べて改良されたものであった。しかしながら、溝は閉じられると(すなわちスエージングされると)溝の遠位端側の部分にこぶ(程度の差はあるが)が形成される。このようなこぶは、組織への縫合針の滑らかな通過の妨げとなりうることから外科医及び他の医療従事者にとって望ましくない場合がある。溝付き縫合針のこうした特徴は、縫合糸取り付け用の機械的に穿孔されたボアホールの導入によって解消されたが、機械的穿孔は低強度の合金及び大径の穴に対してしか使用することができない。比較的最近のレーザー穿孔の利用はこの技術分野における重要な進歩であり、小径のワイア、特に技術的制約のために現在のところ機械的穿孔ではほとんど対処することができない高強度合金で形成されたワイアに小径のボアホールを穿孔することが可能であることから、こうした問題を解決するものである。
【0005】
外科用縫合針に穿孔されるボアホールは、縫合針の近位端側の縫合糸取り付け端部に溝を打ち抜く場合と同様に縫合針本体の断面形状が変化しないことから特に望ましい。滑らかな断面形状は、組織の外傷が低減され、更に組織を通じて縫合針を引っ張るために必要とされる力が低減され、これに比例して抵抗が低減されると考えられることから外科医にとって望ましいものである。外科用縫合針に穿孔されるボアホールは、多くの従来の方法で形成することが可能である。上記に述べたようにボアホールを穿孔するために用いられる2つの従来の方法として、機械的穿孔及びレーザー穿孔がある。
【0006】
機械的に穿孔されたボアホールとレーザー穿孔されたボアホールとの間には明確な相違がある。機械的に穿孔されたボアホールは、ドリルの形状を呈することから一般的にその形状及び断面は均一かつ正確である。機械的に穿孔された外科用縫合針は、従来のプラグゲージ(すなわち、一定の直径を有するか、あるいは場合により近位端側から遠位端側にかけてテーパした機械加工された円筒状部材)を用いて容易に検査される。機械的穿孔では、比較的正確な寸法及び正確な形態を有するボアホールが一般的に形成されるが、機械的穿孔に伴いうる幾つかの問題点がある。こうした問題点としては、自動高速製造システムにおける穿孔速度が遅いこと、ドリルの摩耗及び寿命、細いワイア径を有する縫合針用の製造グレードのドリルの製造が困難であること、高いコスト、並びに高強度合金の小径のワイアに小径の穴を穿孔することが困難であることが挙げられる。
【0007】
レーザー穿孔はこれらの問題を克服するものであるが、その一方でレーザー穿孔された穴は、確実に対処が可能ではあるが、依然として解決が図られなければならない他の特有の問題を幾つか有している。レーザー穿孔された縫合針は、ボアホールを穿孔するためのレーザーの使用に伴う幾つかの問題点を有する傾向がある。例えば、穴を形成するためにレーザーによって材料が溶融される場合では、穴の内部に再形成物(recast)が形成される可能性があり、こうした再形成物が縫合糸の取り付けに影響を及ぼしうる。他の問題点としては、ボアホール断面の一貫性及びボアホールの滑らかさ、並びに破裂の可能性が挙げられる。
【0008】
外科用縫合針にボアホールを穿孔するためのレーザー穿孔プロセスが開発されている。このようなプロセスの例は、本明細書に援用する以下の米国特許及び特許出願に述べられている。すなわち、米国特許第6018860号、同第5776268号、同第5701656号、同第5661893号、同第5644834号、同第5630268号、同第5539973号、同第6252195号、及び米国特許出願公開第20050109741号。このようなレーザー穿孔プロセスは、高速製造プロセスへの適合性、効率及びコスト、実質的にあらゆる材料の小径のワイアに小径の穴を穿孔できること、及びメンテナンスの手間が低減されていることなどの多くの利点を有している。
【0009】
レーザー穿孔プロセスはこれらの利点のすべてを有するものの、上記に述べたようにレーザーによって穿孔されるボアホールは、一般的には機械的に穿孔されるボアホールと同じ正確な寸法構成を有していない。レーザー穿孔では、一般にテーパ状又はガウス分布状の形状を有するレーザービームを放射する従来のレーザーを用いる。これは、レーザービームによって穿孔されたボアホールは一般に深くなるに従ってテーパすることを意味する。穿孔に用いられるレーザービームは、ボアホールの深さ、長さ、断面、並びに縫合針の長手方向軸及び縫合針ワイア本体の中心の周囲における方向といった所望の形態及び特性を有するボアホールを形成するように、エネルギーレベル、パルス、波形などのパラメータに関して調整され、このため、レーザー穿孔されたボアホールは、外科用縫合糸の端部を充分かつ効果的に受容して取り付け及び固定を行うことが可能となっている。
【0010】
これは、高エネルギーのパルスレーザービームが、ビームが照射される縫合針の近位端側の縫合糸取り付け端部の標的金属を基本的に液化又は蒸発させるレーザー穿孔の本質的な性質によるものである。特定のレーザー穿孔においては、溶融した材料が穴の内部で一貫性なく再形成されるが、この再形成された材料は上記に述べたように再形成物(recast)と一般に呼ばれる。再形成物は不均一な穴の状態を生じ、これにより縫合糸の挿入及び取り付けに影響を及ぼしうる。
【0011】
外科用縫合糸の端部を外科用縫合針のレーザー穿孔されたボアホール内に効果的に固定又は取り付けるためには、ボアホールは、上記に述べたようにテーパしていたとしても、機械的に穿孔された縫合針に形成されたボアホールと同様のほぼ均一な直径を有していなければならない。同様に、ボアホールの長さは、最大及び最小寸法のボアホールを有していなければならない。長さが大きすぎると縫合針の強度が低くなる場合があり、短すぎると縫合針/縫合糸の分離につながりうる。更に、ボアホールは比較的に縫合針の近位端の長手方向軸を中心として形成されなければならない。
【0012】
レーザー穿孔されたボアホールの寸法の測定に関する現時点での技術水準は、機械的に穿孔されたボアホールにおける従来の基準となっている従来の機械的ピンゲージを使用することである。ピンゲージの使用は通常は手作業で行われ、大量の穿孔された縫合針から統計的に有意な量の縫合針が選択され、穿孔されたボアホール内に検査者によってピンゲージが手作業で挿入される。得られたデータは記録される。機械的ピンゲージの使用に伴う幾つかの問題点がある。ピンゲージは機械的に穿孔された縫合針に理想的に適しているが、幾つかの理由からレーザー穿孔された縫合針にはそれほど適していない。先ず最初に、ピンゲージは高速製造プロセスには適合していない。更に、極めて小径のボアホールを測定するために用いられるピンゲージは高価であり、その製造が困難であり、より直径が小さいがゆえに破損しやすい。更に、ピンゲージの使用では再形成物の存在に関する情報は与えられない。ピンゲージは基本的に円筒形であり、規則的な断面形状を有することから、機械的に穿孔されたボアホールを容易に測定することができるが、外科用縫合針にレーザー穿孔されたボアホールは通常、断面形状が円筒形ではなく、再形成物を含みうることからボアホールの長さに沿って直径が変化しうる。したがって、ピンゲージはレーザー穿孔されたボアホールの短径の測定値のおおよその値を与えることができるのみであり、それ以外の、テーパ、長さ、中心度(degree of centeredness)、不規則性、斜め度(degree of skewing)といった他の重要なパラメータに関する情報は一切得られない。再形成物が存在することにより、レーザー穿孔された穴の真の短径の誤った値が与えられる可能性がある。更に、上記に述べたように、ピンゲージによる測定値ではボアホールの断面形状の潜在的な変動は示されない。ピンゲージを使用した場合には、長径も示されなければ、ボアホールの断面形状における変動も示されない。したがって、ピンゲージが与えることのできる唯一の測定値は、ボアホールの最小の潜在的直径の値であり、直径、断面形状、斜め度(degree of skewedness)、及び他の重要なパラメータの値、又はこれらのパラメータにおける変動の判定は与えられない。
【0013】
ピンゲージの使用に伴う別の問題点として、製造プロセスのパラメータを直ちに調整するために使用することが可能なリアルタイムのデータがピンゲージによって与えられない点がある。穿孔された縫合針のバッチの統計的なサンプリングによって、ボアホールが規格を外れており、規格外の縫合針のバッチ全体を破壊する必要があることを示すことができる。他の問題点としては、ピンゲージの摩耗、必要とされるボアホールの測定値に関してゲージの公差が負又は正のいずれであるか、及び、ピンゲージの基準を満たすが、続く縫合糸の取り付けを阻害又は妨害する検出されない内部形状を有するボアホールが許容される点などがある。ピンゲージによる測定は手作業であり、したがって最新の縫合針製造プロセスにおいて必要とされる、レーザー穿孔に通常伴う高速の外科用縫合針の製造プロセスに対応した方法ではない。レーザー穿孔された縫合針の統計的なサンプリングは、付随するあらゆる欠点を許容しうるとすれば可能な方法ではあるが、潜在的に困難な方法であり、統計的に有意な試料をリアルタイムで検査することは不可能である。したがって、一般的に小さなサンプルサイズを用いることが求められるが、このような小さなサンプルサイズは偽陽性に結びつく可能性があり、レーザー穿孔された縫合針の破壊につながりうる。このような縫合針の破壊は、許容されるレベルで検査されれば、そうした損失、ひいては縫合針の製造バッチの損失に伴うこれに比例したコストにつながることはないはずである。ピンゲージによる検査方法の別の問題点としては、ピンゲージの基準を満たすが、続く縫合糸の効果的な挿入及び取り付けを阻害又は妨害し、現場における失敗に結びつく検出されない欠陥、内部形状、又は形態を有するボアホールを許容してしまう可能性がある。
【0014】
上記に述べたように、穿孔されたボアホールの従来の測定手段、すなわちプラグゲージ検査は、これに付随する多くの問題点のためにレーザー穿孔された穴では効果的に機能しない。レーザー穿孔された穴の一貫性のない断面形状を考慮すれば、プラグゲージ検査は、一貫性のない断面形状の短径の値を使用者に与えるだけのものに過ぎず、長径及び/又は穴の断面形状の測定値を与えることはできない。穴の断面形状の変動、及び短径の穴と長径の穴との直径の差は、縫合糸を縫合針に固定する性能に直接影響することから、これは深刻な欠点である。機械的に穿孔された穴では、穴はドリルの形状を反映したものであることからこれは要因とはならない。別の欠点としては、ピンゲージ検査は非常に時間がかかり、ピンゲージが製造及びメンテナンスされるのと同程度の精度しか有さない点がある。残念なことに、物理的な破壊、詳細には機械的に縫合針を横に切断し、ボアホールの形状を調べること以外に利用可能な選択肢はなく、これは統計的に有意なサンプルサイズで行うには困難で、手間及び時間がかかり、コスト効率が悪く、製造プロセスの制御に使用可能なリアルタイム情報は与えられない。
【発明の概要】
【発明が解決しようとする課題】
【0015】
したがって、当該技術分野にあっては、高速の製造環境において穿孔されたボアホールを特性評価し、このような特性評価の結果を用いてレーザー穿孔及びこれに続く製造プロセスを調整及び制御するための新規な方法が求められている。その重要な効果は、歩留まり、製品の性能を高め、製品の一貫性を高めることである。
【課題を解決するための手段】
【0016】
したがって、外科用縫合針に穿孔されたボアホールを特性評価するための新規な方法について開示する。この方法では、X線発生装置からのX線ビームが外科用縫合針、好ましくは穿孔されたボアホールを有する外科用縫合針の近位端に照射される。縫合針の近位端の画像が、X線ビームが当たるセンサーからデジタル生成される。少なくとも縫合針の近位端は、X線発生装置とセンサーとの間に配置される。画像はレーザー穿孔されたボアホールを含んだものである。このデジタル画像を処理して、ボアホールについての基準寸法規格からの偏差が求められる。ボアホールはレーザー穿孔されることが特に好ましい。
【0017】
本発明の別の態様は、ボアホール穿孔プロセスにおいてレーザー穿孔装置を制御するための方法である。この方法では、外科用縫合針の近位端にレーザービームを放射してその内部にボアホールを穿孔するレーザーが提供される。X線発生装置からのX線ビームが外科用縫合針、好ましくはレーザー穿孔されたボアホールを有する外科用縫合針の近位端に照射される。縫合針の近位端の画像が、X線ビームが当たるセンサーからデジタル生成される。少なくとも縫合針の近位端は、X線発生装置とセンサーとの間に配置される。画像はレーザー穿孔されたボアホールを含んだものである。このデジタル画像を処理して、ボアホールについての基準寸法規格からの偏差が求められる。次いで、外科用縫合針に規格の範囲内の穿孔されたボアホールを与えるように、レーザービームのパラメータに対する適切な補正値を求めるための所定のアルゴリズムが与えられる。
【0018】
本発明の更に別の態様は、外科用縫合針にレーザー穿孔されたボアホールを特性評価するための方法である。この方法では、X線発生装置からのX線ビームが外科用縫合針、好ましくはレーザー穿孔されたボアホールを有する外科用縫合針の近位端に照射される。縫合針の近位端の画像が、X線ビームが当たるセンサーからデジタル生成される。少なくとも縫合針の近位端は、X線発生装置とセンサーとの間に配置される。画像はレーザー穿孔されたボアホールを含んだものである。このデジタル画像を処理することによって、ボアホールについての基準寸法規格からの偏差が求められ、更にボアホールの測定値が求められる。縫合針又は縫合針を運搬するキャリヤストリップは画像の測定値を含むコードで標示され、各縫合針にはデジタルアイデンティティーが与えられる。
【0019】
必要に応じて、下流の処理工程においてこの情報を利用して、圧力、時間及びドエルといった圧縮変量を変化させることによって穿孔されたボアホール内への縫合糸の取り付けを制御して、X線分析によって調べられたボアホールの断面形状のわずかな変化を補償することができる。これにより、縫合糸/縫合針の界面又は取り付けの一貫性及び効果に大きく寄与するものであり、構成要素の性能に直接寄与するものである。
【0020】
本発明のこれらの並びに他の態様及び利点は、以下の説明文及び添付図面からより明らかとなるであろう。
【図面の簡単な説明】
【0021】
【図1】本発明の穿孔レーザーボアホールプロセスのフローチャート。
【図2】機械的ドリルの幾何学特性及びパラメータを示す概略図。
【図3】レーザー穿孔された外科用縫合針のボアホール内に挿入されたピンゲージを示す概略図であり、縫合針は断面で示されている。
【図4】外科用縫合針の近位端内にレーザー穿孔されたボアホール内に取り付けられてスエージングされた外科用縫合糸の遠位端を示す概略図。
【図5】外科用縫合針の近位端内に機械的に穿孔されたボアホール内にスエージングされた外科用縫合糸の遠位端を示す概略図。
【図6】縫合糸が取り付けられたレーザー穿孔された外科用縫合針の断面を示す写真であり、ボアホールが示されている。
【図7】レーザー穿孔されたボアホールに再形成物が存在している状態を示す、縫合糸が取り付けられた外科用縫合針の断面を示す写真。
【図8】レーザー穿孔された外科用縫合針の近位端の、縫合糸に取り付けられた断面の写真。穿孔されたボアホールが破裂部を有している様子が見られる。
【図9】レーザー穿孔された縫合針の近位端の、縫合糸に取り付けられた断面の写真であり、ボアホールの直径の一貫性のなさ、すなわち変動をボアホールの全長に沿って容易に見ることができる。
【図10】機械的に穿孔された外科用縫合針のX線透視像。
【図11】レーザー穿孔された外科用縫合針のX線透視像。
【図12】ステークスエージング(stake-swaged)された縫合針であってレーザー穿孔された縫合針のX線像。
【図13】潜在的な破裂欠陥が見える、レーザー穿孔された外科用縫合針の近位端のX線像。
【図14】スエージング加工によって生じた内部のひび割れが見える、レーザー穿孔された外科用縫合針の遠位端のX線透視像。
【発明を実施するための形態】
【0022】
「外科用縫合針」及び「縫合針」なる用語は本明細書では互換可能に用いられる。外科用縫合針の製造の分野では、レーザー穿孔されたボアホールの直径は、機械的に穿孔されたボアホールほどには一貫性がないという一般的な認識がある。機械的に穿孔されるボアホールではドリルがボアホールの直径を規定するのに対して、レーザー穿孔ではフォーカス及びエネルギー並びにレーザービームの他の既知の特性によって穴の直径が決まる。機械的ドリルでは、ドリルの形状はボアホールの精度、特に機械的ドリルの溝の長さ及び溝の対称性の点から極めて重要である。図2は、ウェブ幅302、溝の長さ304、刃先角306、及び対称性といった機械的ドリル300の主要なドリル形状の特徴を特定し、図示したものである。ボアホールの直径はドリルによって物理的に規定されるため、ドリルは理論的にも実際にもボアホールの深さ全体にわたって一貫して穿孔することから、結果として得られる外科用縫合針に機械的に穿孔されたボアホールをピンゲージ検査することは試験手段として適切である。ピンゲージ検査によって、例えば折れ曲がったドリル、摩耗若しくは破損したドリル、又は折れ曲がった縫合針によって引き起こされる規格外の直径、又は更には丸くないボアホールのような形状の不一致が示される。
【0023】
上記に述べたように、レーザー穿孔においては、ビームのフォーカス及びエネルギーは、他のパラメータとともに、ボアホールの直径の一貫性、並びに深さ及び他の穴の形状のパラメータにとって極めて重要である。直径の変動は、正確なボアホールのゲージ検査及び取り付けに悪影響を及ぼす。直径が変動する場合には、ピンゲージ検査によって検査者は最小径の直径を確認できるだけに過ぎず、これにより大きな直径の測定は妨げられる。その結果、直径の測定にピンゲージ検査法が用いられる場合には、スエージング領域(図3を参照)の長さにわたって穴の直径の不正確な評価が得られることになる。図3には、外科用縫合針110の近位端115が、近位端側開口部122、端部126及び細長い空洞130を有するレーザー穿孔されたボアホール120を有する様子が示されている。空洞130は、その長さに沿って複数の直径を有している様子が示されている。ボアホール120に挿入されたピンゲージ140は、ボアホール空洞140の最小の直径142を測定することしかできない。スエージングダイ150の一部分も示されている。
【0024】
レーザー穿孔に伴うボアホールの直径の変動(すなわちボアホールの長手方向の長さに沿った直径の変化)による取り付けの問題は、スエージング加工の性質と関係している。スエージングは従来、固定的な変位に基づいたものであり、これはスエージングダイが毎回同じ点に閉鎖するということを意味する。縫合糸の直径、縫合糸の密度、縫合針のバレル直径、又はボアホールの直径のあらゆる変化が、取り付け強度の値に影響する。このことは図4に示されている。図4に示されるように、外科用縫合針110は近位端115を有している。縫合針は、近位端側開口部122、端部126及び細長い空洞130を有するレーザー穿孔された長手方向のボアホール120を有している。縫合糸160の遠位端162が、開口部122から空洞130に挿入されている様子が示されている。スエージングダイ部材150が、縫合針110の近位端115の両側に配置されている様子が示されている。ボアホールの空洞130の不規則な形状のため、縫合糸160の端部162を空洞130内に完全に挿入することはできなくなっている。これは、空洞130の全長に沿って異なる短径及び長径を有するレーザー穿孔されたボアホール120の不規則に形成された形状のためである。スエージング部材150によって機械的にスエージングされる際、ボアホール120の側面124は、縫合糸の長さに沿って縫合糸の端部162と均一に接触及び圧縮しないため、ボアホール120内における保持力が弱まる可能性がある。機械的に穿孔されたボアホール220を有する縫合針200を図5に示す。ボアホール220が、均一又はほぼ一定の直径229を有する空洞230を有している様子が示されている。縫合糸260の遠位端262がボアホール220の内部に完全に収容されており、縫合針200の端部215がスエージングダイ部材250によって機械的にスエージングされる際に側面224と均一に接触している様子が示されている。
【0025】
レーザー穿孔されたボアホールのボアホール直径を、機械的に穿孔される縫合針と同様の一貫した規則的な方法で制御することが可能であれば、取り付けられた縫合糸をボアホールから引く力の値の一貫性、及び歩留まりの向上は多大なものとなるであろう。再形成物の存在は、レーザー穿孔された縫合針におけるボアホールの測定値に影響を及ぼす。再形成は、溶融した材料が穴の内部で再形成され、その結果、目的とする穴の形状を変化させる現象である。再形成物を分離することはしばしば困難であり、その結果、測定値が小さくなり、穴の直径が実際よりも小さいという印象を与える恐れがある。
【0026】
図6は、縫合糸に取り付けられた状態のレーザー穿孔された縫合針の断面の写真である。この写真は、レーザー穿孔されたボアホールの忠実度(degree of trueness)によって試験の精度が変動するという点で、ピンゲージ検査がレーザー穿孔された縫合針に対して不利かつ非実用的である理由を明確に示している。ボアホールの空洞が曲がりくねっている状態を明らかに見てとることができ、穴の全長にわたって直径が一貫していないことが容易に見てとれ、これによりレーザー穿孔されたボアホールを加工中に測定するための有効な方法としてピンゲージ検査法を使うことが事実上できなくなっている。
【0027】
図7を参照すると、縫合針の断面の写真において、ボアホールの穴の直径のピンゲージ検査に影響し、ボアホールの最大直径に関する誤った結果につながりうる、上記に述べたような再形成物がレーザー穿孔されたボアホールに存在する状態が示されている。図7の縫合針のボアホールは、ボアホールの側面から内側に突出している再形成物のこぶを過ぎてすぐの位置のテーパ部分も示している。これらの再形成物のこぶは、最大の穴の直径及び長さに沿ったボアホールの形状に関して誤った結果につながりうるものである。これらの異常部は、縫合針を切断した断面においてのみ見ることが可能であるが、これにより縫合針の破壊にもつながる。更に、このような異常部を明らかとするためには適正な平面において運良く縫合針を切断することができなければならず、こうした異常部は切断によってしばしば見過ごされる。不正確かつ誤った結果につながる可能性のあるピンゲージ検査以外に、破壊的でない測定方法によってレーザー穿孔されたボアホールの直径、ボアホールの同心度、及びボアホールの均一性を測定するために利用可能な手段は存在しないが、本発明の新規な方法はそのような測定を可能にするものである。
【0028】
レーザー穿孔された縫合針に付随するこのような穴の一貫性のなさが、一貫性のない縫合針の引き抜き(すなわち縫合糸の引き抜き)性能につながりうることを考慮すると、非破壊的な試験システムは縫合針を破壊することなくボアホールを「見る」ことを可能にするものであり、これにより、縫合針が縫合糸の取り付けに適しているか否かを判断し、ボアホールの変動性が補償されるように取り付け方法を改変する必要があるか否かを判断することが可能となる。
【0029】
本発明の新規な方法は、ボアホールの直径及びボアホールの断面形状を評価するためのX線画像法及び分析法を提供するものである。
【0030】
図8は、レーザー穿孔された外科用縫合針の近位端の、縫合糸に取り付けられた断面の写真である。穿孔されたボアホールは、レーザービームによってボアホールの周囲の縫合針の側面が外部に開口し、ボアホールの空洞内へと縫合針の側面の穴又は開口部を形成している破裂部を有している状態が見られる。これは外観を損なうものであり、壁を弱くして破断の可能性につながり、使用者を切る又は望ましくない部位において組織を切る鋭利な表面を形成しうることから望ましくない。次に図9を参照すると、レーザー穿孔された縫合針の近位端の断面の写真が示されている。ボアホールの長さに沿ってボアホール直径の一貫性のなさを容易に見ることができる。長径及び短径も見ることができる。
【0031】
図10、11及び12は、X線画像法によって見た縫合針の例を示す画像である。図10は、機械的に穿孔された縫合針の遠位端を示す。ボアホールの均一性が容易に観察され、レーザー穿孔されたボアホールとは異なり、その形状が規則的であることが見てとれる。図11は、レーザー穿孔された縫合針の近位端のX線像である。ボアホールのテーパを明らかに見ることができる。このテーパのためにボアホールの全長を使用することができないことが明らかであるのに対して、機械的に穿孔された縫合針では穴の全長を利用する(すなわち縫合糸の遠位端を受容するために使用する)ことができる。
【0032】
図12は、ステークスエージング(stake-swaged)された縫合針であって、レーザー穿孔された縫合針のX線像である。この画像は、取り付けプロセスの結果を示すX線像の能力を示すものであり、これは破壊的でない他のいずれの手段によってもなしえないことである。
【0033】
X線画像法は製造にも非常に適している。写真を手にとって寸法及び断面形状の評価を行うには数ミリ秒のみを要するだけであるため、複数の画像を調べることが可能であり、リアルタイム情報及び評価が可能である。これはX線開口部及びコンピュータの速度に依存する。
【0034】
1つの明らかな可能性として、写真の評価をレーザー制御部と結合し、検査結果を用いて一貫性を最適化し、変動性を最小に抑えるようにレーザーを微調整又は制御することがある。X線検査の特に重要な点として、極めて小さな直径までワイア/穴の直径を検査することが可能である点がある。これは、特に高速ではピンゲージ検査によっては実現しえないことである。X線システムが複数の縫合針を検査することが可能であるのに対して、ピンゲージ検査は一度に1本の縫合針しか検査できない。ピンゲージ検査はピンの公差、ピンゲージがどの程度摩耗しているか、ピンゲージの同心度(使用によって曲がっていない)、及び検査者の熟練度によっても影響されやすい。これらの特性はX線検査によっていずれも解消される。
【0035】
ピンゲージ検査では、大きな速度で縫合針を検査することも不可能である。X線システムは、一度に複数の縫合針を走査することによって任意の速度で検査を行うこともできる。X線システムは結果を瞬時に電子書庫化することも可能であり、測定から記録紙にデータを移す際のペーパーワークの誤り及び時間が解消される。
【0036】
図13は、潜在的な破裂状態を示すX線像である。この写真は、レーザーボアホールが中心を外れて穿孔された縫合針を示しており、得られた断面形状は、ボアホールが側壁をほぼ貫通している薄壁状態にある。この状態は、この部位が強度の低下した領域であるために、縫合針の早期の破損及び潜在的な破断につながりうる。
【0037】
図14は、縫合針の材料がひび割れ、部分的に分離しているボアホールを有する縫合針を示すX線像である。これは、ひび割れが表面にまで広がり、破断につながりうる低強度領域となる場合、又はひび割れが取り付けられた縫合糸に影響することにより縫合糸が切断及び破断することによって縫合針から早期に分離してしまうような場合に問題となる。
【0038】
本発明の新規なX線による特性評価の方法は、自動化された縫合針の製造プロセスにおいて穿孔されたボアホールを特性評価するための方法を提供するものである。この方法は、機械的穿孔法を用いたプロセスとともに、又はレーザー穿孔法を用いたプロセスとともに使用することができる。本発明の特性評価のプロセスは、レーザー穿孔プロセスにおける使用に特に好適である。本発明のプロセスにおいて使用することが可能なX線装置又は機械は、以下の特徴を備えている。X線装置は、X線ユニット内部においてX線放射源とセンサーとの間で個々の、又は複数の穿孔された縫合針を輸送し、かつ適切に位置決めする性能を有する。このユニットは更に、X線源によって放射されたX線に縫合針を曝露し、生じたX線像を取得してデジタル化する性能を有する。このユニットは更に、デジタル化された画像をデジタルテンプレート又は一連の特定のボアホール寸法の必要条件と比較し、ボアホールの受容性に関する命令処分信号(instructive disposition signal)を提供及び生成することが可能である。更に、このユニットは、個々の縫合針をその受容性、又は特定のボアホール寸法に関して分類あるいは識別し、かつ/又は特定の必要条件に収まるボアホールを形成するようにレーザーパラメータを調整するように命令信号を効果的に処理する処理能力を有する。X線ユニットは、例えばアラスカ州アンカレッジ所在のエンビジョン・プロダクト・デザイン社(Envision Product Design)の製造するX線ユニットのような、本発明のプロセスに合わせて改変することが可能な従来の市販のユニットである。
【0039】
本発明のプロセスの実施において有用なX線装置は、穿孔されたボアホールの画像のデジタル化された出力を提供するものであり、これを基準の寸法と比較する。この比較は、以下の方法を含む幾つかの方法によって行うことができる。X線ユニットによって撮影及び生成された画像は画素化される。これらの画素を光密度について評価する。この密度を、同様に画素化されたテンプレートと比較する。画素の寸法は既知の測定値であるため、システムはテンプレートによって求められた光密度の範囲内の画素の数をカウントし、このカウントを長さの単位に変換する。得られた値が公差の範囲内又は公差の範囲外である場合、適当な指示を伝達する。更に、これらの測定値をトラッキングし、追跡及び傾向分析(track-and-trend)又は統計的制御を行うための統計的結果を同時進行で生成することができる。更に、こうした情報を、下流の情報を与えるためにインキング、レーザーエッチング、又は他の公知の手段によって縫合針及び/又はそのキャリヤに必要に応じて配することもできる。このようにして、各縫合針のそれぞれの特性評価は、各縫合針のデジタルアイデンティティーを与え、次いでこのデジタルアイデンティティーに対応した画像をコンピュータデータベースに保存することによってデジタル的に保存される。
【0040】
本発明の実施において使用することが可能な好ましいX線システムとしては、X線遮蔽キャビネット、キャビネットの上部に配置された130kVのX線源、X線源の下の高さ調節可能なプラットフォーム上に置かれた10.2cm×10.2cm(4インチ×4インチ)のCMOSイメージングパネル、X線源の下に試料を配置するための4軸マニピュレータ、及びソフトウェアを有するコンピュータワークステーションを含む統合化検査システムがある。縫合針を画像化するには、プロセスは、X線源から必要な距離の位置にイメージングパネルを配置し、検査しようとする試料縫合針をマニピュレータ上の検査プレートに取り付け、次いで必要とされる向き及び幾何倍率に基づいて試料を定位置に動かすことで始まる。先の画像化技術が開発されていない場合、次の工程において較正及び異なる試験撮影を行って、最適な格子エネルギー(電圧又はkV)及び光子束(発生電流又はmA)を求める。最適なkV及びmAのパラメータは、縫合針の材料、厚さ及び撮影形状に固有であり、最も高い可能な画像コントラストを与えるため、画像のグレースケール値の最も広い可能な範囲を与えるように選択される。先の画像化技術が開発されている場合、画像化は、関心領域(AOI)を見るために縫合針を方向付けするうえで必要とされる微調節によって開始してもよい。一般に、撮影には、縫合針がイメージングパネルの平面から外れて配置され、X線源の方向に動かされることによって生ずる幾何倍率が関係する。縫合針がX線源に近づき、イメージングパネルから離れる方向に動くに従って、パネル上に得られる像は大きくなり、縫合針の拡大された像を形成する。AOIのサイズに応じて最大で15倍までの倍率が可能である。X線像を取得するためには、X線源を作動させて、X線パネル上に投射されるX線光子ビームで縫合針を照射する。ビームの中心の縫合針は、材料及び形状又は厚さに基づいて変化する縫合針の密度に対応した陰影をパネル上に形成する。パネルは、部品によって減衰される際のX線ビームの強度を、飽和状態とX線エネルギーが測定されない状態との間の範囲に対応した電気信号に変換する。この信号を、0〜4096の範囲のグレースケール値で視覚的に表される12ビットの範囲にデジタル化し、LCDディスプレイ上に表示する。次に画像にウインドウ・レベリングツールを用いて、関心対象となる値の範囲内で像のコントラストが最大となるように調節された、関連データを含むグレースケール値のより狭い範囲を選択する。画像を取得し、最もよく見えるように調節した後、分析及び解釈を完了して、検査の必要条件に基づいて画像を評価することができる。一般的な評価では、X線に対して較正されたツールを使用して形状形成部の寸法分析を行うことができる。
【0041】
外科用縫合針に穿孔されたボアホールを特性評価するための本発明の新規なプロセスを、図1に概略的に示す。図1に見られるように、近位端12にレーザー穿孔されたボアホール30を有する外科用縫合針10が、製造ステーション間で縫合針を搬送するためのストリップ40に取り付けられている。取り付けられた縫合針10は、最初にレーザー穿孔ステーション50に搬送され、ここで、外科用縫合針10の近位端20にボアホール30を穿孔するのに充分効果的な所望の波形及びパラメータを有するレーザービームを有する従来のレーザーが用いられる。こうしたパラメータには、例えば焦点、パルス及び出力といった従来のパラメータが含まれる。縫合針10及びストリップ40は、次にX線特性評価ステーション70に搬送される。ステーション70では、各縫合針10はそれぞれX線透視され、遠位端12のボアホール30を含む縫合針のデジタル特性評価が行われる。各縫合針にはステーション70においてデジタル識別番号が付与され、X線特性評価が制御部/処理装置90に送信される。制御部/処理装置90は、従来のコンピュータ又はデータ処理装置である。各縫合針10の特性評価は制御部/処理装置90によって記憶装置100に保存され、長手方向の向き、中心、最大及び最小の直径、最大及び最小の長さ、並びにボアホールの周囲の最大及び最小の壁厚などのボアホールの寸法特性を測定するために分析される。この寸法特性は基準テンプレートと比較され、偏差が記録される。必要に応じて、各縫合針の特性及び基準からの偏差を用いて信号92が生成され、この信号92は、特定の寸法からの偏差が最小であるような穿孔されたボアホールが得られるように、波形、パルス、エネルギー、出力、焦点、パルス及び時間といったパラメータを含むレーザー穿孔ビームの特性を調節するために、レーザー穿孔ステーション50、レーザー穿孔ステーションを制御するコンピュータに送り返される。更に必要に応じて、ボアホール寸法に関する情報を用いて信号95が生成され、この信号95は、縫合糸/縫合針の界面の歩留まり及び性能を最適化するような取り付け圧力及びドエルを計算及び制御するための機械的スエージングシステムのような縫合糸取り付けシステム110の制御部/処理装置に送信される。これにより、穿孔された縫合針はそれぞれ、その縫合針のボアホールの特性に応じてカスタマイズされた取り付けパラメータ群を有することになる。必要に応じて各縫合針は固有の識別子によって標示されるが、これは例えばレーザーエッチング又はインクジェット印刷などの従来の方法によって行うことができる。こうした識別子(例えばバーコード)以外に、特性及び基準からの偏差を含む各縫合針のX線特性評価工程から得られるデータを、必要に応じて各縫合針上に標示することができる。
【0042】
本発明の新規な方法を用いて処理することが可能な外科用縫合針には、縫合糸取り付け端部を有し、好ましくは近位端側に穿孔されたボアホールを有する従来の外科用縫合針が含まれる。外科用縫合針は、これらに限定されるものではないが、マルテンサイト系ステンレス鋼(例えばUNS 42000)、オーステナイト系ステンレス鋼(例えばUNS 30200)、マルエージステンレス鋼(例えばUNS S45500、UNS 46910、及びETHALLOY銘柄のステンレス鋼)、及び耐熱合金系(例えばタングステン−レニウム)、並びにポリマー材料及びセラミック材料及び複合材料を含む従来の生体適合性材料及びその均等物で形成することができる。縫合針は0.025mm(1.0ミル)〜1.78mm(70ミル)、好ましくは0.15mm(6.0ミル)〜約0.30(12ミル)の範囲のワイア径を有してよく、広範な従来の長さを有する。本発明の新規なX線及びレーザー穿孔プロセスは以下の点を含む多くの利点及び潜在的重要性を有する。すなわち、X線画像法は高速製造プロセスにおけるレーザー穿孔の速度で行うことができる。この画像法は非破壊性であるため、試験した縫合針を完成品として用いることができる。本プロセスによれば、高コストで潜在的に不正確なプラグゲージ検査を行う必要がなくなる。X線像は、特定の断面形状及び/又は所定の測定値に対してコンピュータによりデジタル化したり、拡大したり、問い合わせを行うことが可能であり、これにより製造される縫合針のそれぞれの現実的な測定値が与えられ、情報に基づいた処分が可能となる。X線画像化システム及びプロセスを、レーザー穿孔ステーションとリンクさせることによって、ボアホールの測定値をレーザーにフィードバックして調節を行ってレーザービームのパラメータを微調整及び/又は調節し、これにより、フォーカス、時間、エネルギー、パルス、又は位置などのパラメータを調節することによってボアホールの形状及びアスペクト比(直径に対する深さの比の測定値)を制御することが可能である。本発明のプロセスは、各縫合針又は縫合針に接する縫合針キャリヤに、固有のデジタルアイデンティティーとともに製造プロセスの後の段階において処分するための合格/不合格又は実際の測定値をコード化したもの、又は実際の数値を標示することによって処分の質が高められるように更に向上させることができる。このデータは、縫合糸に縫合針を取り付ける際の圧力、ドエル及び閉鎖力の調節により、縫合針に縫合糸を(例えば従来のスエージング加工により)取り付けるためのプロセスを制御するために更に利用することができる。これにより、最適な歩留まりが得られ、更に縫合針/縫合糸の取り付けの完全性が確保されることによって完成品の品質が向上する。
【0043】
以上、本発明をその詳細な実施形態について図示及び説明してきたが、当業者であれば、特許請求される発明の趣旨及び範囲から逸脱することなく本発明の形態及び詳細に様々な変更を行いうる点は理解されるであろう。
【0044】
〔実施の態様〕
(1) 外科用縫合針にレーザー穿孔されたボアホールを特性評価するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、を含む、方法。
(2) 前記縫合針に固有のデジタル識別子が付与される、実施態様1に記載の方法。
(3) 前記偏差が制御部に送信される信号に変換される、実施態様1に記載の方法。
(4) レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザーのパラメータを改変するよう、前記レーザー穿孔装置に送信される信号を前記制御部が計算する、実施態様3に記載の方法。
(5) 特性評価される縫合針のそれぞれの寸法測定値に基づいてスエージング装置のパラメータが制御されるように、前記スエージング装置に送信される信号を、識別された縫合針のそれぞれについて前記制御部が計算する、実施態様3に記載の方法。
(6) 前記デジタル画像が画素化された画像に変換され、前記画像が画素化されたテンプレートと比較される、実施態様1に記載の方法。
(7) 前記画像内の画素数がカウントされて前記テンプレート内の画素数と比較され、該カウントが長さの単位に変換される、実施態様6に記載の方法。
(8) 前記デジタル画像がデータベースに保存される、実施態様1に記載の方法。
(9) 前記外科用縫合針がステンレス鋼を含む、実施態様1に記載の方法。
(10) 前記外科用縫合針が耐熱合金系を含む、実施態様1に記載の方法。
【0045】
(11) 前記耐熱合金系がタングステン−レニウム合金を含む、実施態様10に記載の方法。
(12) 前記デジタル識別子及び前記デジタル画像が、前記縫合針上に標示される、実施態様1に記載の方法。
(13) 前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、実施態様1に記載の方法。
(14) 外科用縫合針のボアホール穿孔プロセスにおいてレーザー穿孔装置を制御するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、
前記偏差を、制御部に送信される偏差信号に変換することと、
レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザービームのパラメータを改変するよう、前記レーザー穿孔装置に送信される前記偏差信号に基づいたレーザー制御信号を計算することと、を含む、方法。
(15) 改変される前記レーザービームのパラメータが、出力、フォーカス、焦点、波形、パルス、エネルギー及びこれらの組み合わせからなる群から選択される、実施態様14に記載の方法。
(16) 前記外科用縫合針がステンレス鋼を含む、実施態様14に記載の方法。
(17) 前記外科用縫合針が耐熱合金系を含む、実施態様14に記載の方法。
(18) 前記耐熱合金系がタングステン−レニウム合金を含む、実施態様17に記載の方法。
(19) 前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、実施態様14に記載の方法。
(20) 前記寸法規格からの前記偏差に基づいて信号が生成されて処理装置に送信され、前記処理装置が出力信号を計算して該出力信号を機械的スエージング装置に送信することによって、前記規格からの前記偏差に基づいて前記縫合針の前記ボアホールに対する縫合糸のスエージングが制御される、実施態様1に記載の方法。
【特許請求の範囲】
【請求項1】
外科用縫合針にレーザー穿孔されたボアホールを特性評価するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、を含む、方法。
【請求項2】
前記縫合針に固有のデジタル識別子が付与される、請求項1に記載の方法。
【請求項3】
前記偏差が制御部に送信される信号に変換される、請求項1に記載の方法。
【請求項4】
レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザーのパラメータを改変するよう、前記レーザー穿孔装置に送信される信号を前記制御部が計算する、請求項3に記載の方法。
【請求項5】
特性評価される縫合針のそれぞれの寸法測定値に基づいてスエージング装置のパラメータが制御されるように、前記スエージング装置に送信される信号を、識別された縫合針のそれぞれについて前記制御部が計算する、請求項3に記載の方法。
【請求項6】
前記デジタル画像が画素化された画像に変換され、前記画像が画素化されたテンプレートと比較される、請求項1に記載の方法。
【請求項7】
前記画像内の画素数がカウントされて前記テンプレート内の画素数と比較され、該カウントが長さの単位に変換される、請求項6に記載の方法。
【請求項8】
前記デジタル画像がデータベースに保存される、請求項1に記載の方法。
【請求項9】
前記外科用縫合針がステンレス鋼を含む、請求項1に記載の方法。
【請求項10】
前記外科用縫合針が耐熱合金系を含む、請求項1に記載の方法。
【請求項11】
前記耐熱合金系がタングステン−レニウム合金を含む、請求項10に記載の方法。
【請求項12】
前記デジタル識別子及び前記デジタル画像が、前記縫合針上に標示される、請求項1に記載の方法。
【請求項13】
前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、請求項1に記載の方法。
【請求項14】
外科用縫合針のボアホール穿孔プロセスにおいてレーザー穿孔装置を制御するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、
前記偏差を、制御部に送信される偏差信号に変換することと、
レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザービームのパラメータを改変するよう、前記レーザー穿孔装置に送信される前記偏差信号に基づいたレーザー制御信号を計算することと、を含む、方法。
【請求項15】
改変される前記レーザービームのパラメータが、出力、フォーカス、焦点、波形、パルス、エネルギー及びこれらの組み合わせからなる群から選択される、請求項14に記載の方法。
【請求項16】
前記外科用縫合針がステンレス鋼を含む、請求項14に記載の方法。
【請求項17】
前記外科用縫合針が耐熱合金系を含む、請求項14に記載の方法。
【請求項18】
前記耐熱合金系がタングステン−レニウム合金を含む、請求項17に記載の方法。
【請求項19】
前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、請求項14に記載の方法。
【請求項20】
前記寸法規格からの前記偏差に基づいて信号が生成されて処理装置に送信され、前記処理装置が出力信号を計算して該出力信号を機械的スエージング装置に送信することによって、前記規格からの前記偏差に基づいて前記縫合針の前記ボアホールに対する縫合糸のスエージングが制御される、請求項1に記載の方法。
【請求項1】
外科用縫合針にレーザー穿孔されたボアホールを特性評価するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、を含む、方法。
【請求項2】
前記縫合針に固有のデジタル識別子が付与される、請求項1に記載の方法。
【請求項3】
前記偏差が制御部に送信される信号に変換される、請求項1に記載の方法。
【請求項4】
レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザーのパラメータを改変するよう、前記レーザー穿孔装置に送信される信号を前記制御部が計算する、請求項3に記載の方法。
【請求項5】
特性評価される縫合針のそれぞれの寸法測定値に基づいてスエージング装置のパラメータが制御されるように、前記スエージング装置に送信される信号を、識別された縫合針のそれぞれについて前記制御部が計算する、請求項3に記載の方法。
【請求項6】
前記デジタル画像が画素化された画像に変換され、前記画像が画素化されたテンプレートと比較される、請求項1に記載の方法。
【請求項7】
前記画像内の画素数がカウントされて前記テンプレート内の画素数と比較され、該カウントが長さの単位に変換される、請求項6に記載の方法。
【請求項8】
前記デジタル画像がデータベースに保存される、請求項1に記載の方法。
【請求項9】
前記外科用縫合針がステンレス鋼を含む、請求項1に記載の方法。
【請求項10】
前記外科用縫合針が耐熱合金系を含む、請求項1に記載の方法。
【請求項11】
前記耐熱合金系がタングステン−レニウム合金を含む、請求項10に記載の方法。
【請求項12】
前記デジタル識別子及び前記デジタル画像が、前記縫合針上に標示される、請求項1に記載の方法。
【請求項13】
前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、請求項1に記載の方法。
【請求項14】
外科用縫合針のボアホール穿孔プロセスにおいてレーザー穿孔装置を制御するための方法であって、
レーザー穿孔されたボアホールを有する外科用縫合針の近位端にX線発生装置からX線ビームを照射することと、
前記X線ビームが当たるセンサーから、前記ボアホールの画像を含む前記縫合針の前記近位端の画像をデジタル生成することであって、前記縫合針の前記近位端は前記X線発生装置と前記センサーとの間に位置する、生成することと、
前記ボアホールについて基準寸法規格からの偏差を求めるために前記デジタル画像を処理することと、
前記偏差を、制御部に送信される偏差信号に変換することと、
レーザー穿孔装置によって穿孔される前記ボアホールの寸法が制御されるようにレーザービームのパラメータを改変するよう、前記レーザー穿孔装置に送信される前記偏差信号に基づいたレーザー制御信号を計算することと、を含む、方法。
【請求項15】
改変される前記レーザービームのパラメータが、出力、フォーカス、焦点、波形、パルス、エネルギー及びこれらの組み合わせからなる群から選択される、請求項14に記載の方法。
【請求項16】
前記外科用縫合針がステンレス鋼を含む、請求項14に記載の方法。
【請求項17】
前記外科用縫合針が耐熱合金系を含む、請求項14に記載の方法。
【請求項18】
前記耐熱合金系がタングステン−レニウム合金を含む、請求項17に記載の方法。
【請求項19】
前記縫合針が約0.15mm(6ミル)〜約0.30mm(12ミル)のワイア径を有する、請求項14に記載の方法。
【請求項20】
前記寸法規格からの前記偏差に基づいて信号が生成されて処理装置に送信され、前記処理装置が出力信号を計算して該出力信号を機械的スエージング装置に送信することによって、前記規格からの前記偏差に基づいて前記縫合針の前記ボアホールに対する縫合糸のスエージングが制御される、請求項1に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2012−527616(P2012−527616A)
【公表日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−511926(P2012−511926)
【出願日】平成22年5月17日(2010.5.17)
【国際出願番号】PCT/US2010/035054
【国際公開番号】WO2010/135212
【国際公開日】平成22年11月25日(2010.11.25)
【出願人】(591286579)エシコン・インコーポレイテッド (170)
【氏名又は名称原語表記】ETHICON, INCORPORATED
【Fターム(参考)】
【公表日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成22年5月17日(2010.5.17)
【国際出願番号】PCT/US2010/035054
【国際公開番号】WO2010/135212
【国際公開日】平成22年11月25日(2010.11.25)
【出願人】(591286579)エシコン・インコーポレイテッド (170)
【氏名又は名称原語表記】ETHICON, INCORPORATED
【Fターム(参考)】
[ Back to top ]