
外装材用樹脂組成物
【課題】高剛性、高流動性を有し、成形体の外観が良好であり、高温条件下においても変形が抑制可能な外装材用樹脂組成物を提供する。
【解決手段】ポリアミド、ポリフェニレンエーテル及び無機フィラーを含む樹脂組成物であって、前記ポリフェニレンエーテルが、分子量30,000以下の成分の量が60質量%以上、分子量3,000以下の成分の量が5質量%未満のポリフェニレンエーテルであり、ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物。
【解決手段】ポリアミド、ポリフェニレンエーテル及び無機フィラーを含む樹脂組成物であって、前記ポリフェニレンエーテルが、分子量30,000以下の成分の量が60質量%以上、分子量3,000以下の成分の量が5質量%未満のポリフェニレンエーテルであり、ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外装材用樹脂組成物に関する。
【背景技術】
【0002】
従来から、ポリアミド−ポリフェニレンエーテルアロイは、自動車フェンダー、燃料口リッド等の各種外装材に幅広く用いられている。特に自動車外装材用途としては、環境対応の観点から、軽量化を図るための種々の検討がなされている。
一方において、ポリアミド−ポリフェニレンエーテルアロイからなる樹脂組成物は剛性が低いため、鋼鈑並の剛性感を持たせるためには、その厚みを3mm程度にしなければならず、軽量化が損なわれるという問題を有している。かかる問題の解消を図るため、ポリアミド−ポリフェニレンエーテルアロイに無機フィラーを配合して剛性を高める技術が提案されている(例えば、下記特許文献1〜8参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平05−025385号公報
【特許文献2】特開平06−065500号公報
【特許文献3】特開平06−145499号公報
【特許文献4】特開2001−234055号公報
【特許文献5】特開2002−146206号公報
【特許文献6】特開2004−107488号公報
【特許文献7】特開2004−285136号公報
【特許文献8】特開2004−307624号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来技術によると、無機フィラーを充填したことにより樹脂組成物の流動性が悪化し、外装材表面に無機フィラーの「浮き」が発生し、特に自動車用外装材として使用した場合に要求されるクラスA外観、すなわち塗装後の外装材表面が鋼鈑並の外観を有することが、達成されないという問題がある。
また、上記のように流動性が悪いため、外装材の中でも特に自動車のフェンダーや、バックドアといった大きな面積を有する成形体を薄肉化する場合、射出成形の金型に完全に充填することが困難になるという問題もある。
そこで本発明においては、高い剛性を有しつつ、良好な流動性を有し成形加工が容易であり、上述したようなクラスA外観を達成可能な外観特性を有し、かつ高温環境下においても熱変形が抑制された外装材用樹脂組成物を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、上記課題を解決するために検討を重ねた結果、驚くべきことに、ポリアミド、低分子量でありながらオリゴマー成分の少ないポリフェニレンエーテル、及び無機フィラーを含む、23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物が、上記従来の課題を解決できることを見出し、本発明を成すに至った。
すなわち、本発明は、以下の通りである。
【0006】
〔1〕ポリアミド、ポリフェニレンエーテル及び無機フィラーを含む樹脂組成物であって、前記ポリフェニレンエーテルは、分子量30,000以下の成分量が60質量%以上、分子量3,000以下の成分量が5質量%未満のポリフェニレンエーテルであり、ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物。
【0007】
〔2〕前記ポリフェニレンエーテルの数平均分子量が、7,000以上15,000以下である前記〔1〕に記載の外装材用樹脂組成物。
【0008】
〔3〕前記ポリフェニレンエーテルの分散比(重量平均分子量/数平均分子量)が、2.00以上3.00以下である前記〔1〕又は〔2〕に記載の外装材用樹脂組成物。
【0009】
〔4〕前記ポリフェニレンエーテルの固有粘度(クロロホルム溶液、30℃測定)が、0.2〜0.4dl/gである前記〔1〕乃至〔3〕のいずれか一に記載の外装材用樹脂組成物。
【0010】
〔5〕前記無機フィラーが、タルク、マイカ、ウォラストナイト、ガラス繊維、炭素繊維、炭酸カルシウムからなる群から選ばれる1種以上である前記〔1〕乃至〔4〕のいずれか一に記載の外装材用樹脂組成物。
【0011】
〔6〕前記無機フィラーが、平均アスペクト比が5以上30以下の繊維状無機フィラーである前記〔1〕乃至〔4〕のいずれか一に記載の外装材用樹脂組成物。
【0012】
〔7〕前記無機フィラーが、繊維状無機フィラーと、非繊維状無機フィラーとの混合物であり、全無機フィラー(100質量%)中における、前記繊維状無機フィラーの割合が、50質量%以上90質量%以下である前記〔6〕に記載の外装用樹脂組成物。
【0013】
〔8〕前記ポリアミドが、ポリアミド6,6及び/又はポリアミド6である前記〔1〕乃至〔7〕のいずれか一に記載の外装材用樹脂組成物。
【0014】
〔9〕ISO1133に準拠して、280℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が50〜150cc/10分である前記〔8〕に記載の外装材用樹脂組成物。
【0015】
〔10〕前記ポリアミドが、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位(a)と、1,9−ノナメチレンジアミン単位(b−1)及び/又は2−メチル−1,8−オクタメチレンジアミン単位(b−2)を60〜100モル%含有するジアミン単位(b)と、からなるポリアミドを含む前記〔1〕乃至〔9〕のいずれか一に記載の外装材用樹脂組成物。
【0016】
〔11〕ISO1133に準拠して、320℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が、50〜150cc/10分である前記〔10〕に記載の外装材用樹脂組成物。
【0017】
〔12〕ポリアミドとポリフェニレンエーテルとの量比が、ポリアミド30〜90質量部、ポリフェニレンエーテル10〜70質量部(ここで、ポリアミドとポリフェニレンエーテルとの合計量を100質量部とする)である前記〔1〕乃至〔11〕のいずれか一に記載の外装材用樹脂組成物。
【0018】
〔13〕ポリアミドとポリフェニレンエーテルの相溶化剤を含有し、当該相溶化剤の量が、ポリアミドとポリフェニレンエーテルとの合計100質量部に対して、0.05〜5質量部である前記〔1〕乃至〔12〕のいずれか一に記載の外装材用樹脂組成物。
【0019】
〔14〕導電性カーボンブラックを、ポリアミドとポリフェニレンエーテルの合計100質量部に対して、0.5〜5質量部、更に含有する前記〔1〕乃至〔13〕のいずれか一に記載の外装材用樹脂組成物。
【0020】
〔15〕前記無機フィラーの含有量が、10〜60質量%である前記〔1〕乃至〔14〕のいずれか一に記載の外装材用樹脂組成物。
【0021】
〔16〕前記〔1〕乃至〔15〕のいずれか一に記載の外装材用樹脂組成物からなり、厚さが2mm以下である外装材。
【発明の効果】
【0022】
本発明によれば、高い剛性を有し、高い流動性を有し、良好な外観(クラスA外観)を達成可能であり、かつ、高温環境下における熱変形が効果的に抑制された外装材用樹脂組成物及び外装材を提供できる。
【図面の簡単な説明】
【0023】
【図1】実施例で成形した自動車用フェンダーの概略図を示す。
【図2】185℃環境下における成形体熱変形量の測定状態の模式的概略図を示す。
【発明を実施するための形態】
【0024】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、説明する。
なお、本発明は、本実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
【0025】
〔外装材用樹脂組成物〕
本実施形態における外装材用樹脂組成物は、ポリフェニレンエーテル、ポリアミド及び無機フィラーを含む樹脂組成物であり、前記ポリフェニレンエーテルは、分子量30,000以下の成分が60質量%以上、分子量3,000以下の成分が5質量%未満のポリフェニレンエーテルであり、ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物である。
【0026】
(ポリフェニレンエーテル)
本実施形態における外装材用樹脂組成物を構成するポリフェニレンエーテルは、下記式(1)で表される繰り返し構造単位を有する単独重合体及び/又は共重合体が好ましい。
【0027】
【化1】

【0028】
前記式(1)中、Oは酸素原子、R1〜R4は、それぞれ独立して水素、ハロゲン、第一級又は第二級のC1〜C7アルキル基、フェニル基、C1〜C7ハロアルキル基、C1〜C7アミノアルキル基、C1〜C7ヒドロカルビロキシ基、ハロヒドロカルビロキシ基(但し、少なくとも2個の炭素原子がハロゲン原子と酸素原子を隔てている)からなる群より選ばれるいずれかを表す。
【0029】
ポリフェニレンエーテルの具体例としては、ポリ(2,6−ジメチル−1,4−フェニレンエーテル)、ポリ(2−メチル−6−エチル−1,4−フェニレンエーテル)、ポリ(2−メチル−6−フェニル−1,4−フェニレンエーテル)、ポリ(2,6−ジクロロ−1,4−フェニレンエーテル)等が挙げられる。さらに2,6−ジメチルフェノールと他のフェノール類との共重合体(例えば、日本国特公昭52−17880号公報に記載されているような2,3,6−トリメチルフェノールとの共重合体や2−メチル−6−ブチルフェノールとの共重合体)のような、ポリフェニレンエーテル共重合体も挙げられる。
特に、ポリ(2,6−ジメチル−1,4−フェニレンエーテル)、2,6−ジメチル−1,4−フェノールと2,3,6−トリメチル−1,4−フェノールとの共重合体、又はこれらの混合物が好ましい。
【0030】
ポリフェニレンエーテルとして、2,6−ジメチル−1,4−フェノールと2,3,6−トリメチル−1,4−フェノールとの共重合体を使用する場合の各単量体ユニットの比率は、ポリフェニレンエーテル共重合体全量を100質量%としたとき、2,3,6−トリメチル−1,4−フェノールの含有量は10〜30質量%であることが好ましく、15〜25質量%であることがより好ましく、20〜25質量%であることがさらに好ましい。
【0031】
本実施形態において使用するポリフェニレンエーテルは、低分子量で、分子量分布が狭く、かつ、オリゴマー量が少ないポリフェニレンエーテルである。
具体的には、使用するポリフェニレンエーテルの全量を100質量%としたとき、分子量30,000以下の成分を60質量%以上含有しているものであり、好ましくは65質量%以上含んでいるものとする。
分子量30,000以下の成分量が60質量%未満であると、良好な流動性が確保できず、薄肉の成形体を得ることが困難となる。
分子量30,000以下の成分の含有量(WT% 30000)は、上記ゲルパーミエーションクロマトグラフィーによって得られたクロマトグラムに基づいて算出できる。
一方、後述する外装材としたときに所望の靭性を確保するためには、分子量30,000以下の成分量は95質量%以下とすることが好ましく、85質量%以下とすることがより好ましく、80質量%以下とすることがさらに好ましい。
従来、一般的に使用されているポリフェニレンエーテルは、分子量30,000以下の成分量が通常分子量のもので40質量%前後であり、低分子量タイプと呼ばれるものでも50質量%前後である。本実施形態における外装材用樹脂組成物中のポリフェニレンエーテルは、これらを大きく下回る低分子量タイプのポリフェニレンエーテルである。
【0032】
また、本実施形態において使用するポリフェニレンエーテルは、オリゴマー成分が少ないものである。
具体的には、使用するポリフェニレンエーテルの全量を100質量%としたとき、分子量3,000以下の成分の量が5質量%未満であり、好ましくは4.5質量%未満であり、より好ましくは4質量%未満である。
ポリフェニレンエーテルの分子量3,000以下の成分量が5質量%以上であると、成形体の耐衝撃性が大幅に低下し、加熱時の変形が大きくなる。
分子量3,000以下の成分の含有量(WT% 3000)は、上記ゲルパーミエーションクロマトグラフィーによって得られたクロマトグラムに基づいて算出できる。
【0033】
なお、本明細書中において、分子量に関わる情報は、ゲルパーミエーションクロマトフィー測定装置を用いた測定により得られる。
具体的には、ゲルパーミエーションクロマトグラフィー測定装置[GPC SYSTEM21:昭和電工(株)製]を用いて、紫外分光検出器[UV−41:昭和電工(株)製]で測定し、標準ポリスチレンで換算した分子量である。
具体的な条件は、溶媒:クロロホルム、サンプル濃度:0.1g/100ml、温度:40℃、カラム:サンプル側(K−G,K−800RL,K−800R)、リファレンス側(K−805L×2本)、流量10mL/分、測定波長:283nm、圧力15〜17kg/cm2、標準ポリスチレンの検量線を作成する際のUV検出器の測定波長:254nm、とすることができる。
【0034】
前記ポリフェニレンエーテルの数平均分子量(Mn)は、7,000以上15,000以下であることが好ましい。
より好ましい下限は9,000であり、さらに好ましい下限は10,000である。また、より好ましい上限は14,000であり、さらに好ましい上限は、13,000である。
【0035】
成形体、例えば後述する外装材としたときの耐衝撃性の低下と、加熱時の変形を抑制するために、数平均分子量の下限は7,000以上であることが望ましく、成形加工時の金型内における良好な薄肉流動性を得るために、数平均分子量の上限は15,000以下とすることが望ましい。
【0036】
前記ポリフェニレンエーテルの分散比(重量平均分子量/数平均分子量)は、2.00以上3.00以下であることが好ましい。より好ましい上限値は2.90である。
好ましい下限値は2.00であり、より好ましい下限値は2.40であり、さらに好ましい下限値は2.50である。
前記ポリフェニレンエーテルの分散比が3.00を超えると、分子量分布が広がり、低分子量成分であるオリゴマー成分の増加、あるいは高分子量成分の増加が起きていることを示している。
後述する外装材としたときの耐衝撃性の低下と、加熱時の変形の低減化を図るためには、低分子量成分の増加を抑制することが好ましい。
【0037】
ポリフェニレンエーテルは、沈殿析出重合法又は溶液重合法の2種類の製造方法により製造できる。
沈殿析出重合法とは、所定の濃度範囲となったときにポリフェニレンエーテルの沈殿が析出する重合形態である。
沈殿析出重合法においては、ポリフェニレンエーテルの重合が進行するにつれて、十分に高分子化したものが析出し、十分でないものは溶解した状態となる。溶媒としては、トルエン、キシレン、エチルベンゼン等のポリフェニレンエーテルの良溶媒と、メタノール、ブタノール等の貧溶媒との混合溶媒が用いられる。
析出したポリフェニレンエーテルは、分子鎖の運動が抑制され、また、触媒が混合溶媒中に溶解しているため、理論上は、固−液反応になり反応速度が遅くなると考えられる。
一方、溶解している状態の、分子量が析出するためにはまだ十分に高くないポリフェニレンエーテルは、反応速度が維持されており、重合が進行し、析出に十分な高分子量に達すると析出する。すなわち、理論上、分子量分布が狭くなっていく。
また、上述したような重合形態においては、粒子径が小さいものが析出すると、固−液反応において表面積が大きくなるため、粒子径が大きいものが析出する場合よりも反応が早くなる。
さらに、ポリフェニレンエーテルは、重合途中で析出するため、系内の粘度は徐々に低下していき、重合時のモノマー濃度(フェノール化合物濃度)を高くでき、またさらには、析出したポリフェニレンエーテルをろ過すれば容易に取り出すことができ、極めて簡易な工程によりポリフェニレンエーテルが得られる。
一方、溶液重合法とは、ポリフェニレンエーテルの良溶媒中で重合が行われ、重合中に沈殿が析出しない重合方法である。全ポリフェニレンエーテル分子が溶解した状態にあり、分子量分布は広くなる傾向にある。溶液重合法においては、ポリフェニレンエーテルが溶解した重合液を、メタノール等のポリフェニレンエーテルの貧溶媒中に展開することによって粉体状のポリフェニレンエーテルが得られる。
本実施形態において使用するポリフェニレンエーテルの重合方法としては、本実施形態の分子量30,000以下の成分の量が60質量%以上で、かつ分子量3,000以下の成分の量が、5質量%以下のポリフェニレンエーテルを得ることができれば、上記のいずれの重合方法を用いてもよい。
【0038】
前記ポリフェニレンエーテルの固有粘度(クロロホルム溶液、30℃測定)は、0.20〜0.40dl/gの範囲が好ましく、0.25dl/g〜0.35dl/gの範囲がより好ましく、0.25dl/g〜0.30dl/gの範囲がさらに好ましい。
前記ポリフェニレンエーテルは、2種以上の固有粘度の異なるポリフェニレンエーテルをブレンドしたものであってもよい。例えば、固有粘度0.40dl/g以下のポリフェニレンエーテルと固有粘度0.45dl/g以上のポリフェニレンエーテルとの混合物であってもよいが、混合物の固有粘度は、0.20〜0.40dl/gの範囲であることが好ましい。
【0039】
ポリフェニレンエーテルには、公知の各種安定剤を添加してもよい。
安定剤としては、例えば、酸化亜鉛、硫化亜鉛等の金属系安定剤、ヒンダードフェノール系安定剤、リン酸エステル系安定剤、ヒンダードアミン系安定剤等の有機安定剤が挙げられる。安定剤の配合量は、ポリフェニレンエーテル100質量部に対して5質量部未満であることが好ましい。
ポリフェニレンエーテルには、その他公知の添加剤を添加してもよいが、添加量は、ポリフェニレンエーテル100質量部に対して10質量部未満であることが好ましい。
【0040】
(ポリアミド)
ポリアミドとしては、ポリマーの繰り返し構造中にアミド結合{−NH−C(=O)−}を有するものであれば、特に限定されるものではない。
ポリアミドは、例えば、ラクタム類の開環重合、ジアミンとジカルボン酸との重縮合、アミノカルボン酸の重縮合等の方法により得られる。
本実施形態において、ジアミンとしては、脂肪族ジアミン、脂環式ジアミン、及び芳香族ジアミンが適用でき、例えば、テトラメチレンジアミン、ヘキサメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、トリデカメチレンジアミン、1,9−ノナメチレンジアミン、2−メチル−1,8−オクタメチレンジアミン、2,2,4−トリメチルヘキサメチレンジアミン、2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミン、1,3−ビスアミノメチルシクロヘキサン、1,4−ビスアミノメチルシクロヘキサン、m−フェニレンジアミン、p−フェニレンジアミン、m−キシリレンジアミン、p−キシリレンジアミン等が挙げられる。
本実施形態において、ジカルボン酸としては、脂肪族ジカルボン酸、脂環式ジカルボン酸、及び芳香族ジカルボン酸が適用でき、例えば、アジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸、1,1,3−トリデカン二酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、ダイマー酸等が挙げられる。
ラクタム類としては、例えば、ε−カプロラクタム、エナントラクタム、ω−ラウロラクタム等が挙げられる。
アミノカルボン酸としては、例えば、ε−アミノカプロン酸、7−アミノヘプタン酸、8−アミノオクタン酸、9−アミノノナン酸、11−アミノウンデカン酸、12−アミノドデカン酸、13−アミノトリデカン酸等が挙げられる。
【0041】
また、ポリアミドとしては、ラクタム類、ジアミン、ジカルボン酸及び/又はω−アミノカルボン酸を、単独又は二種以上の混合物にして重縮合を行って得られる共重合ポリアミド類も使用できる。
さらに、ラクタム類、ジアミン、ジカルボン酸及び/又はω−アミノカルボン酸を重合反応器内で低分子量のオリゴマーの段階まで重合し、その後、押出機等で高分子量化した共重合ポリアミドも使用できる。
【0042】
ポリアミドの具体例としては、ポリアミド6、ポリアミド6,6、ポリアミド4,6、ポリアミド11、ポリアミド12,ポリアミド6,10、ポリアミド6,12、ポリアミド6/6,6、ポリアミド6/6,12、ポリアミドMXD(m−キシリレンジアミン)・6、ポリアミド6,T、ポリアミド6,I、ポリアミド6/6,T、ポリアミド6/6,I、ポリアミド6,6/6,T、ポリアミド6,6/6,I、ポリアミド6,T/6,I、ポリアミド6/6,T/6,I、ポリアミド6,6/6,T/6,I、ポリアミド6/12/6,T、ポリアミド6,6/12/6,T、ポリアミド6/12/6,I、ポリアミド6,6/12/6,I、ポリアミド9,T等のポリアミド樹脂が挙げられる。
なお、ポリアミド6,Iは、ヘキサメチレンジアミンとイソフタル酸の重合ポリアミド樹脂を意味し、ポリアミド6/6,Tは、ε−アミノカプロン酸、ヘキサメチレンジアミン、及びテレフタル酸の共重合ポリアミド樹脂を意味する。
また、これらのポリアミド樹脂を2種類以上用いて、押出機等でさらに共重合化したポリアミド類も使用することができる。
上記の中で好ましいポリアミドとしては、ポリアミド6、ポリアミド6,6、ポリアミド4,6、ポリアミド11、ポリアミド12、ポリアミド6,10、ポリアミド6,12、ポリアミド6/6,6、ポリアミド6/6,12、ポリアミド6,6/6,T、ポリアミド6,6/6,I、ポリアミド6/12/6,T、ポリアミド6,6/12/6,T、ポリアミド6/12/6,I、ポリアミド6,6/12/6,I、及びポリアミド9,Tから選ばれる1種以上が挙げられる。さらにこれらの中でも、ポリアミド6、ポリアミド6,6、及びポリアミド9,Tから選ばれる1種以上がより好ましい。
【0043】
上記ポリアミドのうち、成形体、特に外装材としたときのオンライン塗装に耐えうる耐熱性を得る観点からは、ポリアミド6,6及び/又はポリアミド9,Tが特に好ましい。
耐熱性に優れたポリアミドを使用することにより高温条件下における変形を抑制できる。
なお、要求される耐熱性スペックが比較的低いインライン塗装向けの成形体、例えば外装材の場合には、耐衝撃性を高める観点より、ポリアミド6を主成分とするポリアミドが好ましい。
耐熱性及び耐衝撃性の双方の特性を得る観点からは、ポリアミド6,6とポリアミド6との混合物、又はポリアミド6,6とポリアミド9,Tとの混合物を用いることが好ましい。
ポリアミド9,Tは、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位(a)と、1,9−ノナメチレンジアミン単位(b−1)及び/又は2−メチル−1,8−オクタメチレンジアミン単位(b−2)を60〜100モル%含有するジアミン単位(b)とからなるポリアミド9,Tであることが好ましい。
特に、ジアミン単位(b)中の、1,9−ノナメチレンンジアミン単位(b−1)と2−メチル−1,8−オクタメチレンジアミン単位(b−2)との合計量を100質量%としたときの、1,9−ノナメチレンジアミン単位(b−1)の比率が75〜90質量%であることがより好ましい。
【0044】
ポリアミドの粘度数[VN]の下限は50ml/gであることが好ましく、70ml/gであることがより好ましく、100ml/gであることがさらに好ましく、120ml/gであることがさらにより好ましい。
[VN]の上限は、180ml/gであることが好ましく、160ml/gであることがより好ましく、150ml/gであることがさらに好ましく、150ml/gであることがさらにより好ましい。
外装材用樹脂組成物としての良好な流動性を確保する観点から、ポリアミドの粘度数の上限は180ml/gであることが好ましく、靭性の低下を防止する観点から下限を50ml/gとすることが好ましい。
ここでいう粘度数とはISO307:1997で規定される96%硫酸中で測定された粘度数[VN]である。
【0045】
ポリアミドの末端アミノ基濃度は、外装材用樹脂組成物の加工時における変色を抑制する観点から、5〜50μmol/gの範囲内であることが好ましい。
末端アミノ基濃度は、下限値が10μmol/gであることがより好ましく、12μmol/gであることがさらに好ましく、15μmol/gであることがさらにより好ましい。
末端アミノ基濃度は、上限値が45μmol/gであることがより好ましく、40μmol/gであることがさらに好ましい。
ポリアミドの末端カルボキシル基濃度に関しては、20μmol/g以上であることが好ましく、30μmol/g以上であることがより好ましく、150μmol/g以下であることが好ましく、100μmol/g以下であることがより好ましく、80μmol/g以下であることがさらに好ましい。
ポリアミドの末端アミノ基濃度と末端カルボキシル基濃度の比(末端アミノ基濃度/末端カルボキシル基濃度)は、外装材用樹脂組成物として優れた機械的特性を得る観点から、1.0以下であることが好ましく、0.9以下であることがより好ましく、0.8以下であることがさらに好ましく、0.7以下であることがさらにより好ましい。また、ポリアミドの末端アミノ基濃度と末端カルボキシル基濃度の比を0.1以上とすることにより、切り子等の少ないペレットを安定的に得ることができる。
【0046】
ポリアミドの末端アミノ基濃度、及び末端カルボキシル基濃度を調整する方法としては、公知の方法を適用できる。
例えば、ポリアミド樹脂の重合時に所定の末端濃度となるように、ジアミン化合物、モノアミン化合物、ジカルボン酸化合物、モノカルボン酸化合物、酸無水物、モノイソシアネート、モノ酸ハロゲン化物、モノエステル類、及びモノアルコール類等の末端調整剤を添加する方法が挙げられる。
末端アミノ基と反応する末端調整剤としては、例えば、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、カプリル酸、ラウリン酸、トリデカン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ピバリン酸、及びイソ酪酸等の脂肪族モノカルボン酸、シクロヘキサンカルボン酸等の脂環式モノカルボン酸、安息香酸、トルイル酸、α−ナフタレンカルボン酸、β−ナフタレンカルボン酸、メチルナフタレンカルボン酸、及びフェニル酢酸等の芳香族モノカルボン酸が挙げられ、これらは単独で用いても2種以上を併用してもよい。
これらモノカルボン酸化合物のうち、反応性、封止末端の安定性、価格等の点から、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、カプリル酸、ラウリン酸、トリデカン酸、ミリスチン酸、パルミチン酸、ステアリン酸、及び安息香酸が好ましく、安息香酸がより好ましい。
末端カルボキシル基と反応する末端調整剤としては、例えば、メチルアミン、エチルアミン、プロピルアミン、ブチルアミン、ヘキシルアミン、オクチルアミン、デシルアミン、ステアリルアミン、ジメチルアミン、ジエチルアミン、ジプロピルアミン、及びジブチルアミン等の脂肪族モノアミン、シクロヘキシルアミン及びジシクロヘキシルアミン等の脂環式モノアミン、アニリン、トルイジン、ジフェニルアミン及びナフチルアミン等の芳香族モノアミンが挙げられる。これらは単独で用いても2種以上を併用してもよい。
これらモノアミン化合物のうち、反応性、沸点、封止末端の安定性、価格等の点から、ブチルアミン、ヘキシルアミン、オクチルアミン、デシルアミン、ステアリルアミン、シクロヘキシルアミン、及びアニリンが好ましい。
ポリアミドの末端アミノ基及び末端カルボキシル基の濃度は、1H−NMRにより、各末端基に対応する特性シグナルの積分値から求められる。この方法は、精度、簡便さの観点で好適であり、例えば、特開平7−228775号公報に開示された方法等に従うことができる。測定溶媒としては、重トリフルオロ酢酸が好ましい。1H−NMRの積算回数は、充分な分解能を有する機器で測定した際においても、少なくとも300スキャンすることが好ましい。
また、ポリアミドの末端アミノ基及び末端カルボキシル基の濃度のその他の測定方法としては、特開2003−55549号公報に開示されている滴定による測定方法が挙げられる。上記方法のうち、混在する添加剤及び潤滑剤等の影響を回避するため、1H−NMRにより定量することがより好ましい。
【0047】
ポリアミドは、含水率が500〜3000ppmの範囲であることが好ましく、500〜2000ppmの範囲であることがより好ましい。
ポリアミドの含水率を500ppm以上とすることにより、外装材用樹脂組成物の色調が良好なものとなり、3000ppm以下とすることにより、樹脂の大幅な粘度低下を抑制できる。
含水率は、ISO15512のB法に準拠した水分気化法により測定できる。
【0048】
本実施形態においては、ポリアミドの結晶造核剤を含有させてもよい。
結晶造核剤の含有量は、下限値がポリアミド100質量部に対して0.001質量部であることが好ましく、0.01質量部であることがより好ましく、0.02質量部であることがさらに好ましく、0.03質量部であることがさらにより好ましい。
また、上限値は、ポリアミド100質量部に対して5質量部であることが好ましく、3質量部であることがより好ましく、2質量部であることがさらに好ましく、1質量部であることがさらにより好ましい。
結晶造核剤としては、特に制限はないが、例えば、タルク、シリカ、グラファイト、窒化ホウ素等の無機微粒子、酸化マグネシウム、酸化アルミニウム、酸化亜鉛等の金属酸化物、カプロラクタム二量体等のポリアミドオリゴマー等が挙げられる。
これらの中では、タルク、シリカ、窒化ホウ素等の無機微粒子が好ましく、特にタルクが好ましい。
結晶造核剤にタルクを用いる場合、タルクの平均粒子径は5μm以下であることが好ましく、4μm以下であることがより好ましく、3μm以下であることがさらに好ましい。下限値は0.1μmであることが好ましい。
前記タルクの平均粒子径は、レーザー回折/散乱式粒度分布測定装置を用いて測定できる。またこのとき分散溶媒としてはエタノールを適用できる。
上述した結晶造核剤が存在することにより、外装材用樹脂組成物の吸水率の低減化が図られる。結晶造核剤は、ポリアミド中にあらかじめ存在させておくことにより、吸水率低減化効果がより高められ、耐熱性の指標である荷重たわみ温度の向上効果も得られるため好ましい。
結晶造核剤をポリアミド中にあらかじめ存在させておく方法としては、特に制限はなく、短軸押出機、二軸押出機又はニーダー等で溶融混練する方法、ポリアミドの重合段階で添加する方法、ヘンシェル等の強制混合機で混合した後、圧縮してマスターバッチとする方法等が挙げられる。
結晶造核剤としての効果があるか否は、示差走査熱量(DSC)測定装置を用いて、結晶造核剤を含むポリアミドの結晶化ピーク温度と、結晶造核剤を含まないポリアミドの結晶化ピーク温度を測定することで確認できる。具体的には、最終的に得られる自動車外装材用樹脂組成物の試料をポリアミドの融点以上の温度にいったん加熱し、溶融状態にして、少なくとも10分間保持した後、試料を20℃/minの降温速度で冷却し、その冷却プロセスで観測される発熱ピークのピークトップを測定する方法が例示できる。
両者のピークトップの温度差が2℃以上であれば、結晶造核剤効果が認められると判断できる。結晶造核剤効果のある結晶造核剤を、5℃以上のピークトップの温度差の生じる量で配合することがより望まれる態様である。
【0049】
上述したポリアミドとポリフェニレンエーテルの好ましい量比は、ポリアミドとポリフェニレンエーテルの合計量を100質量部としたとき、ポリアミドが30〜90質量部、ポリフェニレンエーテルが10〜70質量部であり、より好ましくは、ポリアミドが40〜80質量部、ポリフェニレンエーテルが20〜60質量部であり、さらに好ましくは、ポリアミドが40〜70質量部、ポリフェニレンエーテルが30〜60質量部である。組成物の流動性を低下させないためには、ポリフェニレンエーテルの量が70質量部以下であることが好ましく、耐熱性の発現、及び吸水時の寸法変化を抑制するためには、ポリフェニレンエーテルの量は、10質量部以上であることが好ましい。
【0050】
(リン元素)
本実施形態における外装材用樹脂組成物には、所定の量のリン元素を含有させてもよい。
リン元素の含有量は、外装材用樹脂組成物中に、リン元素として、1〜500ppmであることが好ましく、5〜250ppmがより好ましく、50〜200ppmがさらに好ましい。
外装材用樹脂組成物の成形機中における滞留安定性の悪化を防止するため、リン元素量は1ppm以上とすることが好ましく、流動性(ここではMVR等の溶融流動時の流動性)の悪化を抑制するために、500ppm以下とすることが好ましい。
【0051】
リン元素は、(1)リン酸類、亜リン酸類、次亜リン酸類、(2)リン酸金属塩類、亜リン酸金属塩類及び次亜リン酸金属塩類、(3)リン酸エステル及び亜リン酸エステル類等の、リン酸化合物、亜リン酸化合物、及び次亜リン酸化合物から選ばれる1種以上を含むリン元素含有化合物として添加されることが好ましい。
上記(1)のリン酸類、亜リン酸類、次亜リン酸類としては、例えばリン酸、亜リン酸、次亜リン酸、ピロ亜リン酸、二亜リン酸等が挙げられる。
上記(2)のリン酸金属塩類、亜リン酸金属塩類、次亜リン酸金属塩類としては、前記(1)のリン化合物と周期律表第1族及び第2族の金属、マンガン、亜鉛、アルミニウム、アンモニア、アルキルアミン、シクロアルキルアミン、ジアミンとの塩が挙げられる。
上記(3)のリン酸エステル及び亜リン酸エステル類は下記一般式で表される。
リン酸エステル;(OR)nPO(OH)3-n
亜リン酸エステル;(OR)nP(OH)3-n
上記一般式中、nは1〜3の整数を表し、Rはアルキル基、フェニル基、又はそれらの基の一部が炭化水素基等で置換されたアルキル基を表す。
nが2以上の場合、前記一般式中の複数の(RO)基は、同一であってもよく異なっていてもよい。
前記Rとしては、メチル基、エチル基、n−プロピル基、n−ブチル基、t−ブチル基、n−ヘキシル基、シクロヘキシル基、n−オクチル基、ノニル基、デシル基、ステアリル基、オレイル基等の脂肪族基;フェニル基、ビフェニル基等の芳香族基;ヒドロキシル基、メチル基、エチル基、プロピル基、メトキシ基、エトキシ基等の置換基を有する芳香族基等が挙げられる。
上記の中で好ましいリン化合物としては、リン酸金属塩類、亜リン酸金属塩類及び次亜リン酸金属塩類から選ばれる1種以上が挙げられる。
特に、リン酸、亜リン酸、及び次亜リン酸から選ばれるリン化合物と、周期律表第1族及び第2族の金属、マンガン、亜鉛、及びアルミニウムから選ばれる金属との塩であることが好ましく、リン酸、亜リン酸及び次亜リン酸から選ばれるリン化合物と周期律表第1族の金属とからなる金属塩がより好ましく、亜リン酸又は次亜リン酸と周期律表第1族の金属とからなる金属塩がさらに好ましく、次亜リン酸ナトリウム(NaH2PO2)又はその水和物(NaH2PO2・nH2O)がさらにより好ましい。
リン酸エステル類の中では、特にフェニルホスホン酸が好ましい。
【0052】
上述した各種リン元素含有化合物は、予めポリアミド中に含有させておくことが好ましい。これにより、本実施形態における外装材用樹脂組成物の流動性と耐衝撃性のバランスが優れたものとなる。
リン元素含有化合物を予めポリアミド中に含有させる方法としては、例えば、ポリアミドの製造段階でリン元素含有化合物を添加する方法、ポリアミド中にあらかじめリン元素含有化合物を溶融混練してなるマスターペレットとして添加する方法等が挙げられる。
リン元素含有化合物を予めポリアミド中に含有させる場合、ポリアミド中におけるリン元素含有化合物の量は、リン元素含有化合物を含むポリアミド全量に対し、リン元素として1〜500ppmであることが好ましく、30〜400ppmがより好ましく、150〜400ppmがさらに好ましい。
外装材用樹脂組成物中及びポリアミド中におけるリン元素の定量は、例えば、測定装置としてThermoJarrellAsh製IRIS/IPを用いて、高周波誘導結合プラズマ(ICP)発光分析により、波長213.618(nm)の条件で行うことができる。
【0053】
(銅)
本実施形態における外装材用樹脂組成物には、銅を含有させることが好ましい。
銅を含有させることにより、高温条件下における耐熱エージング特性の向上が図られる。
銅は、金属銅、銅イオン、銅化合物のいずれの形態であってもよいが、銅イオン又は銅化合物の形態が好ましい。また、銅はポリアミド中に存在させることが好ましい。
また、銅は下記式の物質として添加されることが好ましい。
CuaXb
上記式中、Cuは、銅を表し、Xは、OH、CH3COO、SO4、CN、酸素又はハロゲンを表す。aは、1又は2の整数であり、bは、1〜4の整数を表す。
上記式により示される物質としては、例えば、金属銅、酸化銅、酢酸銅、硫酸銅、ヨウ化銅、塩化銅、臭化銅等が挙げられ、これらは単独であっても混合物であってもよい。
特に、酢酸銅、ヨウ化銅、塩化銅から選ばれる1種以上が好ましく、ヨウ化銅、塩化銅、もしくはこれらの混合物がより好ましい。
銅の含有量は、本実施形態の外装材用樹脂組成物全量に対し、銅元素として10〜250質量ppmが好ましい。
高温条件下での耐熱エージング特性の悪化を防止するために、銅元素量を10質量ppm以上とすることが好ましく、押出機等の金属部分等に銅の析出を防止するために、250質量ppm以下とすることが好ましい。
なお、銅の含有量は、20質量ppm以上であることがより好ましく、50質量ppmであることがさらに好ましい。また、200質量ppm以下であることがより好ましく、150質量ppm以下であることがさらに好ましい。
【0054】
銅は、分散剤と銅又は銅化合物を予め混合させたマスターバッチの形態や、ポリアミド中に銅又は銅化合物を予め存在させたマスターバッチの形態で添加することが好ましい。
マスターバッチで添加することにより、銅の分散性が大幅に改良され、耐熱エージング性が大幅に向上する。
分散剤としては、例えば脂肪酸金属塩、エチレンビスアミド化合物が挙げられる。
脂肪酸金属塩とは下記式により表される。例えば、ステアリン酸、パルミチン酸、オレイン酸、アラギン酸、ベヘニン酸、モンタン酸等の高級脂肪酸のカルシウム、マグネシウム、ナトリウム、亜鉛、アルミニウム塩等が挙げられる。これらの中でも、ステアリン酸カルシウムが、分散性に優れ、入手が容易なため好ましい。
CH3(CH2)nCOOY
上記式中、Yは周期律表第I〜III族の金属原子を示し、nは9〜30の整数を示す。
エチレンビスアミド化合物は、下記式により表される。具体例としては、エチレンビスステアリルアミド、エチレンビスパルミチルアミド等が挙げられる。特に、エチレンビスステアリルアミドが、分散性に優れ、入手が容易なため好ましい。
CH3(CH2)mCONH(CH2)2NHCO(CH2)nCH3
上記式中、m及びnは、9〜30の整数を示す。
上述したマスターバッチは取り扱い性を高める上で、混合した粉体状の形態よりも、ペレット状に圧縮した形態であることが好ましい。
ペレット状に圧縮する場合における好ましい分散剤としては、長期保存時のペレットの崩壊性が低いこと、及び組成物への銅及び銅化合物の分散性に優れることより、エチレンビスステアリルアミドが挙げられる。
圧縮されたペレット状に成形されたマスターバッチは、ヨウ化銅、ヨウ化カリウム及びエチレンビスステアリルアミドを含有していることが好ましい。
マスターバッチペレット中に占めるそれぞれの好ましい割合は、ヨウ化銅が10〜30質量%であり、ヨウ化カリウムが50〜85質量%であり、エチレンビスステアリルアミドが5〜20質量%の割合である。
ペレットへの圧縮性を高めるためには、エチレンビスステアリルアミドの含有量を5〜20質量%の範囲内に制御することが好ましい。
本実施形態の外装用樹脂組成物において、ポリアミド中に銅及び/又は銅化合物を予め存在させたマスターバッチの形態を取る場合の、好ましい方法としては、例えばポリアミド原料と銅及び/又は銅化合物とを配合し、ポリアミドの重合を行う方法、ポリアミドの重合工程のいずれかの段階で銅及び/又は銅化合物を配合する方法、銅及び/又は銅化合物を溶融混練法によりポリアミドに配合する方法、銅及び/又は銅化合物をポリアミドペレット表面に付着させる方法等が挙げられる。
特に、ポリアミド原料と銅及び/又は銅化合物とを配合し、次いでポリアミドの重合を行う方法、銅及び/又は銅化合物を溶融混練法によりポリアミドに配合する方法が好ましく、ポリアミド原料と銅及び/又は銅化合物とを配合し、次いでポリアミドの重合を行う方法がさらに好ましい。
ポリアミドとして、ポリアミド原料と銅及び/又は銅化合物とを配合し、次いでポリアミドの重合を行う方法により得られたポリアミド/銅マスターバッチを使用する場合の、ポリアミド中に占める銅及び/又は銅化合物の好ましい割合は、10ppm以上150ppm以下である。また、銅及び/又は銅化合物を溶融混練法によりポリアミドに配合する方法により得られたポリアミドを使用する場合の、ポリアミド中に占める銅及び/又は銅化合物の好ましい割合は、100質量ppm以上1500質量ppm以下である。
【0055】
(添加剤)
本実施形態においては、更に、ポリアミドに、公知の添加剤を添加してもよい。
この場合、ポリアミド100質量部に対して10質量部未満とすることが好ましい。
【0056】
(無機フィラー)
本実施形態における自動車外装用樹脂組成物は、無機フィラーを含有している。
無機フィラーとしてが、例えば、ガラス繊維、ウォラストナイト、タルク、炭素繊維、クレイ、カオリン、ゾノトライト、酸化チタン、チタン酸カリウム、炭酸カルシウム、酸化亜鉛等が挙げられる。特に、ガラス繊維、ウォラストナイト、タルク、炭素繊維、カオリン、炭酸カルシウムが好ましく、ガラス繊維、ウォラストナイト、タルク、炭素繊維がより好ましい。
無機フィラーの量は、樹脂組成物の全量を100質量%としたとき、10〜60質量%であることが好ましく、15〜50質量%であることがより好ましく、18〜45質量%であることがさらに好ましい。
無機フィラーは、繊維状無機フィラーと、非繊維状無機フィラーの混合物であることがより好ましい。
繊維状無機フィラーと、非繊維状無機フィラーの量比は、全無機フィラー(100質量%)に占める繊維状無機フィラーの割合が、50質量%以上90質量%以下であることが好ましい。
繊維状無機フィラーの割合は、60質量%以上であることが好ましく、80質量%であることがより好ましい。
本実施形態における外装用樹脂組成物としてISO178に準拠して測定された23℃における曲げ弾性率が、4GPa以上とするためには、繊維状無機フィラーの割合を50質量%以上とすることが好ましい。
【0057】
繊維状無機フィラーの態様は、平均アスペクト比が5以上30以下の繊維状無機フィラーであることが好ましい。
平均アスペクト比の下限は6がより好ましく、8がさらに好ましい。
平均アスペクト比の上限は25がより好ましく、20がさらに好ましい。
【0058】
外装用樹脂組成物としては、ISO178に準拠して測定される23℃における曲げ弾性率が4GPa以上とすることが望ましいが、この場合、繊維状無機フィラーの平均アスペクト比は5以上であることが好ましく、成形体とした場合の表面へのフィラーの「浮き」を抑制するためには、平均アスペクト比が30以下とすることが好ましい。
なお、平均アスペクト比とは、例えば、組成物を焼却するか、あるいは溶剤に溶解して、有機物を除去して無機フィラーを取り出し、電子顕微鏡等で観察し、写真撮影し、視野にあるすべての繊維、少なくとも1000本を無作為に選択し、その径と長さを実測し、アスペクト比が5以上となる繊維状フィラーに関して加算平均した値をいう。
【0059】
非繊維状無機フィラーとは、電子顕微鏡等で確認した際に、繊維の形状を呈していないものをいい、例えば、充分な平均アスペクト比を有していても、タルクのような板状の形状を呈しているものは含めない。また、繊維状形状を呈していても、平均アスペクト比が5を下回るものは、非繊維状無機フィラーに含める。
【0060】
無機フィラーとして使用できるウォラストナイトについて説明する。
ウォラストナイトは、珪酸カルシウムを成分とする天然鉱物を精製、粉砕及び分級したものであるが、本実施形態においては、人工的に合成したものも使用できる。
ウォラストナイトは、平均粒子径2〜9μm、平均アスペクト比が5以上であるものが好ましく、平均粒子径3〜7μm、平均アスペクト比5以上のものがより好ましく、平均粒子径3〜7μm、平均アスペクト比8以上30以下のものがさらに好ましい。
また、平均アスペクト比が5未満のものは、本発明においては、非繊維状無機フィラーに含まれる。
ここでいうウォラストナイトの平均粒子径は、Sedigraph粒子径分析器(Micromeritics Instrument社製、モデル5100)を用いて、ウォラストナイト0.75gを0.05%Calgon溶液45mlに加え、超音波浴で充分分散させた後、測定し、算出された球相当の直径を示し、アスペクト比は、走査型電子顕微鏡により観察し撮影された写真を元に、少なくとも5000個のウォラストナイト粒子の直径及び長さを測定し、その加算平均値より算出したものである。
【0061】
無機フィラーとして使用できるタルクについて説明する。
タルクとは、珪酸マグネシウムを成分とする天然鉱物を精製、粉砕及び分級したものである。また広角X線回折によるタルクの(002)回折面の結晶子径が570Å以上であることがより好ましい。
タルクの(002)回折面は、広角X線回折装置を用いて、タルクMg3Si4O10(OH)2が同定され、その層間距離がタルクの(002)回折面による格子面間隔である約9.39Åに一致することにより確認できる。また、タルクの(002)回折面の結晶子径は、そのピークの半値幅より算出される。
タルクの好ましい形状としては、平均粒子径が1μm以上20μm以下であり、粒子径の小さい方から25%の粒径(d25%)と75%の粒径(d75%)の比(d75%/d25%)が1.0以上2.5以下である粒径分布を有するものである。さらには、(d75%/d25%)が1.5以上2.2以下であることがより好ましい。
タルクの平均粒子径は、1μm以上16μm以下がより好ましく、3μmより大きく9μm未満であることがさらに好ましい。
タルクの平均粒子径、粒子径分布は、レーザー回折/散乱式粒度分布測定装置を用いて測定した体積基準の粒子径である。分散溶媒としてはエタノールが用いられる。
【0062】
無機フィラーとして使用できる炭素繊維について説明する。
炭素繊維としては、ポリアクリロニトリル系炭素繊維、レーヨン系炭素繊維、リグニン系炭素繊維、ピッチ系炭素繊維等が挙げられる。これらは単独で使用してもよく、2種以上併用してもよい。
繊維径は5μm〜20μmが好ましく、5〜13μmがより好ましい。平均アスペクト比は10以上であることが好ましい。
炭素繊維の繊維径、平均アスペクト比については、本実施形態における外装材用樹脂組成物を焼却し、フィラー残渣のみとした後、当該残渣を走査型電子顕微鏡等で観察し、市販の画像解析装置等で解析することにより測定できる。
【0063】
無機フィラーとして使用できるガラス繊維について説明する。
ガラス繊維としては、繊維径が5μm〜20μmのチョップドストランドが、機械的特性及び取り扱い性の観点から好ましい。繊維径は8μm〜15μmであるものがより好ましい。
ガラス繊維の繊維径は、使用するガラス繊維を走査型電子顕微鏡等で観察することにより測定できる。
【0064】
上述した無機フィラーには、表面処理剤として、高級脂肪酸又はそのエステル、高級脂肪酸塩等の誘導体(例えば、ステアリン酸、オレイン酸、パルミチン酸、ステアリン酸マグネシウム、ステアリン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸アミド、ステアリン酸エチルエステル等)やカップリング剤(例えば、シラン系、チタネート系、アルミニウム系、ジルコニウム系等)を使用してもよい。
表面処理剤の使用量は、無機フィラーを100質量部としたとき、0.05〜5質量部が好ましく、0.1〜2質量部がより好ましい。
【0065】
上述した無機フィラーは、取り扱い性を高める目的で、もしくは樹脂との密着性を改善する目的で、集束剤で集束されていてもよい。
集束剤としては、エポキシ系、ウレタン系、ウレタン/マレイン酸変性系、ウレタン/アミン変性系の化合物が好ましく使用できる。集束剤は単独で用いてもよく2種以上を併用してもよい。
また、この集束剤として、分子構造内に複数のエポキシ基を有するエポキシ系化合物を用いたものが好ましい。エポキシ化合物の中でも、ノボラック型エポキシがより好ましい。
集束材として、分子構造内に複数のエポキシ基を有するエポキシ系化合物を用いることにより、ガラス繊維を配合した際の成形片表面外観の悪化を抑制でき、吸水率を低減化させ、成形体の寸法変化の抑制が図られる。
【0066】
無機フィラーは、ポリアミド又はポリフェニレンエーテルの重合段階から、成形段階までの任意の段階で添加できるが、樹脂組成物の押出工程及び成形工程(ドライブレンドを含む)の段階で添加することが好ましい。
具体的には、押出工程において、溶融した樹脂組成物中へ添加し溶融混練する方法が挙げられる。
また、無機フィラーを予めポリアミドやポリフェニレンエーテル中へ配合したマスターバッチの形態で添加することも好ましい。
マスターバッチの調製方法については、特に制限はなく、ポリアミド又はポリフェニレンエーテルと溶融することなく混合し、押出機等にて溶融混練する方法、溶融したポリアミド又はポリフェニレンエーテル中に強化無機フィラーを添加する方法等が好ましい。
特に、無機フィラーが繊維状フィラーの場合、溶融したポリアミド又はポリフェニレンエーテル中に添加して溶融混練する方法がより好ましい。
【0067】
〔外装材用樹脂組成物の物性〕
本実施形態における外装材用樹脂組成物は、ISO178に準拠して測定した23℃における曲げ弾性率が4GPa以上である。
曲げ弾性率は、4.5GPa以上であることが好ましく、5GPa以上であることがより好ましい。
23℃における曲げ弾性率が4GPa未満であると、外装材として充分な剛性を得るためには、肉厚にしなければならず、軽量性が損なわれる。
曲げ弾性率の上限に関しては特に制限はないが、高濃度フィラー配合による比重の上昇を抑制する観点より、15GPa以下とすることが好ましく、12GPa以下とすることがより好ましい。
【0068】
ISO178に準拠して測定される23℃における曲げ弾性率を4GPa以上とするための方法としては、例えば、繊維状無機フィラーを30質量%程度含有させる方法、繊維状無機フィラー25質量%程度と非繊維無機フィラーを5質量%程度とを、樹脂組成物に含有させる方法が挙げられる。その他、繊維状無機フィラー25質量%程度を樹脂組成物に含有させ、低分子量の樹脂を樹脂の流動方向に配向させる方法等が挙げられる。
【0069】
本実施形態における外装材用樹脂組成物は、極めて高い流動性を有していることが重要である。これにより、薄肉の成形体、例えば自動車外装材が得られるようになり、更には無機フィラー充填による外観悪化を抑制できる。
本実施形態の外装材用樹脂組成物の好ましい流動性をメルトボリュームレイト(MVR)で表すと、MVRは50〜100cc/10分の範囲内であることが好ましい。
MVRの下限は、60cc/10分がより好ましく、65cc/10分がさらに好ましく、70cc/10分がさらにより好ましい。
MVRの上限は、95cc/10分がより好ましく、90cc/10分がさらに好ましい。
薄肉化された外装材を成形可能とし、無機フィラー充填による外観悪化を確実に抑制するためには、MVRは50cc/10分以上であることが好ましく、成形体としての実用上十分な耐衝撃性を確保する観点から、MVRは100cc/10分以下とすることが好ましい。
なお、MVRの測定温度は280℃で、荷重は5kgである。
但し、使用するポリアミドが280℃以上の融点を有するポリアミドを用いた場合は、測定温度を変更する必要がある。
例えば、ポリアミド4,6やポリアミド9,T等の高融点ポリアミドを使用した場合(たとえ少量であっても)は、その測定温度は320℃とする。
【0070】
〔その他の添加剤〕
(相溶化剤)
本実施形態においては、ポリアミドとポリフェニレンエーテルの相溶化剤を用いることが好ましい。
相溶化剤は、ポリアミドとポリフェニレンエーテルとの合計100質量部に対して、0.05質量部以上とすることが好ましく、0.1質量部以上とすることがより好ましく、0.2質量部以上とすることがさらに好ましい。
また、5質量部以下とすることが好ましく、3質量部以下とすることがより好ましく、2質量部以下とすることがさらに好ましい。
本実施形態における外装材用樹脂組成物の耐衝撃性の低下を回避するため、0.05質量部以上とすることが好ましく、流動性の低下を防止するために5質量部以下とすることが好ましい。
相溶化剤としては、例えば、クエン酸、マレイン酸、イタコン酸及びこれらの無水物から選ばれる少なくとも1種以上を用いることができる。これらの中で最も好ましいのは、マレイン酸又はその無水物である。マレイン酸又はその無水物は、比較的少量で、ポリアミドとポリフェニレンエーテルを相溶化できるので好ましい。
【0071】
(衝撃改良材)
本実施形態の外装材用樹脂組成物には、公知の衝撃改良材を含有させてもよい。
衝撃改良材としては、例えば、芳香族ビニル化合物を主体とするブロックを少なくとも1個と、共役ジエン化合物を主体とするブロックを少なくとも1個含むブロック共重合体及び/又は当該ブロック共重合体の水素添加物が挙げられる。
前記少なくとも1個の芳香族ビニル化合物を主体とする重合体ブロックと少なくとも1個の共役ジエン化合物を主体とする重合体ブロックとからなるブロック共重合体において、当該ブロック共重合体の一部を構成する芳香族ビニル化合物としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン等が挙げられる。これらの芳香族ビニル化合物は単独で用いてもよく、2種以上組み合わせて用いてもよい。スチレンが特に好ましい。
また、前記ブロック共重合体の一部を構成する共役ジエン化合物としては、例えば、ブタジエン、イソプレン、ピペリレン、1,3−ペンタジエン等が挙げられるが、これらに限定されるものではない。これらの共役ジエン化合物は単独で用いてもよく、2種以上組み合わせてもよい。
衝撃改良材における、芳香族ビニル化合物を主体とするブロック及び共役ジエン化合物を主体とするブロックのそれぞれの「主体とする」とは、当該ブロックにおいて、少なくとも50質量%が芳香族ビニル化合物又は共役ジエン化合物であることを意味するものとし、70質量%以上であることがより好ましい。
【0072】
前記共役ジエン化合物としてブタジエンを使用する場合は、ポリブタジエンブロック部分のミクロ構造は1,2−ビニル結合量と3,4−ビニル結合量との合計量が、5〜80%であることが好ましく、10〜50%であることがより好ましく、15〜40%であることがさらに好ましい。
通常、共役ジエン化合物の結合形態として、1,2−ビニル結合、3,4−ビニル結合、1,4−ビニル結合があるが、前記ビニル結合量とは、重合時の共役ジエン化合物の結合形態の割合を示すものである。
例えば、1,2−ビニル結合量とは、上記3種の結合形態中の1,2−ビニル結合の割合を意味し、赤外分光光度計、核磁気共鳴装置等によって容易に知ることができる。
【0073】
前記少なくとも1個の芳香族ビニル化合物を主体とする重合体ブロックと少なくとも1個の共役ジエン化合物を主体とする重合体ブロックとからなるブロック共重合体は、芳香族ビニル化合物を主体とする重合体ブロック(S)と共役ジエン化合物を主体とする重合体ブロック(B)が、S−B型、S−B−S型、S−B−S−B型の中から選ばれる結合形式を有するブロック共重合体であることが好ましい。特に、S−B−S型、S−B−S−B型が好ましく、S−B−S型がより好ましい。これらの型は、各々単独でもよく、混合物であってもよい。
【0074】
衝撃改良材としては、芳香族ビニル化合物と共役ジエン化合物との水素添加されたブロック共重合体を使用することもできる。
すなわち、この水素添加されたブロック共重合体とは、上述した芳香族ビニル化合物と共役ジエン化合物とのブロック共重合体中の脂肪族二重結合を水素添加処理することにより、0を超えて100%までの範囲内の二重結合に対する水素添加処理割合において制御したものをいう。
水素添加されたブロック共重合体の好ましい水素添加率は50%以上であり、より好ましくは80%以上、さらに好ましくは95%以上である。
【0075】
上述したブロック共重合体は、趣旨に反しない限り、結合形式の異なるもの、芳香族ビニル化合物種の異なるもの、共役ジエン化合物種の異なるもの、1,2−結合ビニル含有量の異なるもの、1,4−結合ビニル含有量の異なるもの、芳香族ビニル化合物成分含有量の異なるもの、水素添加率の異なるもの等を、各々について2種以上を混合して用いてもよい。
また、上述したブロック共重合体は、全部又は一部が変性されたブロック共重合体であってもよい。
変性されたブロック共重合体とは、分子構造内に少なくとも1個の炭素−炭素二重結合又は三重結合、及び少なくとも1個のカルボン酸基、酸無水物基、アミノ基、水酸基又はグリシジル基を有する、少なくとも1種の変性化合物で変性されたブロック共重合体を意味する。
【0076】
衝撃改良材の使用量は、ポリアミドとポリフェニレンエーテルの合計量を100質量部としたときに、5〜25質量部が好ましく、7〜15質量部がより好ましい。
より詳細には、上述の比率を満足しつつ、ポリフェニレンエーテル100質量部に対して、10〜100質量部の範囲内を満足することが望ましい。
【0077】
本実施形態の外装材用樹脂組成物には、スチレン系熱可塑性樹脂をポリアミドとポリフェニレンエーテルの合計100質量部に対し、20質量部未満の量であれば配合してもよい。
スチレン系熱可塑性樹脂としては、例えば、ホモポリスチレン、ゴム変性ポリスチレン(HIPS)、スチレン−アクリロニトリル共重合体(AS樹脂)、スチレン−ゴム質重合体−アクリロニトリル共重合体(ABS樹脂)等が挙げられる。
【0078】
(導電付与材)
また、本実施形態の外装材用樹脂組成物の成形体に対して静電塗装を施す場合には、樹脂組成物中に導電付与材を含有させておくことが好ましい。
導電付与材の配合量は、外装材用樹脂組成物の全量を100質量%としたとき、0.1〜10質量%が好ましく、0.5〜5質量%がより好ましく、1〜3質量%がさらに好ましい。
導電付与材としては、例えば、導電性カーボンブラック、グラファイト、カーボンフィブリル等が挙げられる。
導電付与材として導電性カーボンブラックを用いる場合、当該導電性カーボンブラックとしては、ジブチルフタレート(DBP)吸油量が250ml/100g以上のものが好ましく、DBP吸油量が300ml/100g以上のものがより好ましく、350ml/100g以上のものがさらに好ましい。なお、DBP吸油量とは、ASTM D2414に定められた方法で測定できる。
また、導電性カーボンブラックは、BET比表面積(JIS K6221−1982)が200m2/g以上のものが好ましく、更には400m2/g以上のものがより好ましい。具体的には、ケッチェンブラックインターナショナル社製のケッチェンブラックECやケッチェンブラックEC−600JD、エボニックデグサ社製のプリンテックスXE,XE−2B等が挙げられる。
グラファイトとしては、無煙炭、ピッチ等をアーク炉で高温加熱して得られるもの、天然に産出される石墨のいずれでもよい。
グラファイトの重量平均粒子径は、0.1〜50μmが好ましく、1〜30μmがより好ましい。
カーボンフィブリルとしては、米国特許4663230号明細書、米国特許5165909号公報、米国特許5171560号公報、米国特許5578543号明細書、米国特許5589152号明細書、米国特許5650370号明細書、米国特許6235674号明細書等に記載されている繊維径が75nm未満で中空構造をした分岐の少ない炭素系繊維が挙げられる。
また、1μm以下のピッチでらせんが一周するコイル状形状のものも含まれる。例えば、ハイペリオンキャタリシスインターナショナル社製のカーボンフィブリル(BNフィブリル)が挙げられる。
【0079】
導電付与材の添加方法に関しては、特に制限されるものではない。例えば、ポリアミドとポリフェニレンエーテルとの溶融混合物中に、導電付与材を添加して溶融混練する方法、ポリアミドに導電付与材を予め配合したマスターバッチの形態で添加する方法等が挙げられる。特に、ポリアミド中に導電付与材を配合したマスターバッチの形態で添加する方法が好ましい。
導電付与材がカーボンフィブリルの場合には、マスターバッチとして、ハイペリオンキャタリストインターナショナル社製のポリアミド/カーボンフィブリルマスターバッチを使用してもよい。
マスターバッチ中の導電付与材の量は、マスターバッチを100質量%に対し、導電付与材の量が5〜25質量%であることが好ましい。
導電付与材として導電性カーボンブラックを用いた場合のマスターバッチ中の導電付与材量は、5質量%〜15質量%が好ましく、8質量%〜12質量%がより好ましい。
導電付与材として、グラファイト又はカーボンフィブリルを用いた場合のマスターバッチ中の導電付与材量は、15質量%〜25質量%が好ましく、18質量%〜23質量%がより好ましい。
導電付与材マスターバッチに使用する樹脂としては、例えば、ポリアミド、ポリフェニレンエーテル、上述した衝撃改良材より選ばれる1種以上の樹脂が挙げられ、ポリアミドが好ましい。
この際、使用するポリアミドとしてはポリアミド6,6、ポリアミド6、ポリアミド9Tから選ばれる1種以上であることがより好ましい。
前記ポリアミドの粘度の下限値は0.6dl/gであることが好ましく、0.65dl/gであることがより好ましく、0.70dl/gであることがさらに好ましく、0.75dl/gであることがさらにより好ましい。
また、ポリアミドの粘度の上限値は、1.0dl/gであることが好ましく、0.95dl/gであることがより好ましく、0.9dl/gであることがさらに好ましく、0.85dl/gであることがさらにより好ましい。
ポリアミドの粘度範囲を上記のようにすることにより、マスターバッチ生産効率の向上効果が得られ、更にはマスターバッチを用いて得られる樹脂組成物の面衝撃強度が高められる。
【0080】
導電性マスターバッチの製造方法としては、特に制限されるものではないが、(1)ポリアミドと導電付与材とを溶融することなく混合したのち、樹脂温度がポリアミドの融点以上となる温度で溶融混練する方法、(2)溶融したポリアミド中に導電付与材を添加して溶融混練する方法、(3)ポリアミドと導電付与材を溶融することなく混合物を作製し、該混合物を溶融したポリアミド中に供給し、溶融混練する方法、(4)溶融したポリアミド中に導電付与材を供給し溶融混練した後、更にポリアミドを供給し溶融混練する方法等が挙げられる。
上記方法の中で最も好ましいのは、(3)ポリアミドと導電付与材を溶融することなく混合物を作製し、この混合物を溶融したポリアミド中に供給し、溶融混練する方法である。
この方法を実行することにより、導電性マスターバッチ製造時の樹脂温度を大幅に低下させることが可能となり、外装材用導電性樹脂組成物とした後の、モールドデポジット(以下、MDと略すことがある。)の抑制に非常に効果的である。
導電性マスターバッチの製造方法について、具体例を挙げる。
(1)上流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドと導電付与材とを混合した混合物を供給し、ポリアミドの融点以上の温度で溶融混練する方法、(2)上流部に1箇所と下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドを供給し、ポリアミドの融点以上の温度で溶融混練した後、下流部供給口より導電付与材を添加して更に溶融混練する製造方法、(3)上流部に1箇所と下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドの一部を供給し、ポリアミドの融点以上の温度で溶融混練した後、下流部供給口より残りのポリアミドと導電付与材を溶融することなく混合した混合物を添加して更に溶融混練する製造方法、(4)上流部に1箇所、中流部に1箇所、下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドを供給し、ポリアミドの融点以上の温度で溶融混練した後、中流部供給口より導電付与材を添加して更に溶融混練し、下流部供給口よりポリアミドを添加して更に溶融混練する方法が挙げられる。
上記方法のうち、特に好ましい態様は、上記(3)の、上流部に1箇所と下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドの一部を供給し、ポリアミドの融点以上の温度で溶融混練した後、下流部供給口より残りのポリアミドと導電付与材を溶融することなく混合した混合物を添加して更に溶融混練する製造方法である。
また、これらマスターバッチを製造する際の、加工機械のシリンダー設定温度については、特に制限されるものではなく、ポリアミドの融点以上の温度であればよく、270〜330℃の範囲であることが好ましく、280℃〜320℃の範囲であることがより好ましい。
【0081】
本実施形態における外装材用樹脂組成物には、他の特性を損なわない範囲で必要に応じて付加的成分を添加してもよい。
例えば、難燃剤(ホスフィン酸金属塩、ハロゲン化された樹脂、シリコーン系難燃剤、水酸化マグネシウム、水酸化アルミニウム、ポリ燐酸アンモニウム、赤燐など)、滴下防止効果を示すフッ素系ポリマー、流動性改良材(オイル、低分子量ポリオレフィン、ポリエチレングリコール、脂肪酸エステル類等)、三酸化アンチモン等の難燃助剤、帯電防止剤、各種過酸化物、酸化防止剤、紫外線吸収剤、光安定剤、染料、顔料、添着剤等が挙げられる。
これらの配合量は、ポリアミドとポリフェニレンエーテルの合計100質量部に対して、20質量部を超えない範囲であり、合計量としては50質量部を超えない範囲である。
【0082】
〔外装材用樹脂組成物の製造方法〕
導電付与材を添加した外装材用樹脂組成物の製造方法について、下記に工程(1)〜(3)を示す。
(1)ポリアミドと導電付与材とを溶融せずに混合し、この混合物を溶融したポリアミド中に供給し、溶融混練してポリアミドと導電付与材のマスターペレットを製造する工程。
(2)ポリアミドと導電付与材のマスターペレットを、ポリフェニレンエーテル及びポリアミドとポリフェニレンエーテルの相溶化剤との溶融混合物と溶融混練する工程。
(3)溶融混合物ペレットの水分を除去する工程。
上記工程(1)〜(3)を順次実行することにより、樹脂組成物の射出成形時におけるMD(モールドデポジット)の抑制とシルバーストリークス発生の抑制及びシート押出時におけるダイリップ部への、いわゆる目やにの生成が抑制される効果が得られる。
【0083】
本実施形態の外装材用樹脂組成物を得るための加工機械としては、例えば、単軸押出機、二軸押出機、ロール、ニーダー、ブラベンダープラストグラフ、バンバリーミキサー等が挙げられる。
これらの中では二軸押出機が好ましく、特に、上流部供給口と1カ所以上の下流部供給口を備えたスクリュー直径25mm以上でL/Dが30以上の二軸押出機が好ましく、スクリュー直径45mm以上でL/Dが30以上の二軸押出機がより好ましい。スクリュー直径は、樹脂温度の上昇を抑制する観点より120mm以下であることが好ましい。
加工機械のシリンダー設定温度は、通常240〜360℃の範囲で選択するが、280〜330℃の範囲が好ましい。
本実施形態の外装材樹脂組成物を用いて成形体を作製するに当たっては、その種類、用途、形状等に応じて、成形方法や成形装置を選択する。
【0084】
本実施形態における外装材用樹脂組成物は、任意の形状、用途の各種成形品の製造に有効に使用できるが、特に、自動車外装部材等として好適である。
特に、フェンダー、ドアパネル、バックドア等の大型の成形体として適しており、さらには高い流動性を有しているため、平均厚さ2mm以下の薄肉の成形体を工業的に良好な生産性を維持して製造できる。
なお、平均厚さとは、外装材の中で最も面積の広い、車両の外に直接露出される部位の成形体の厚さの平均厚さであり、リブや、ボディとの接合部等の、構造上、補強されるべき部位は除く。
【実施例】
【0085】
以下、本発明の実施例と比較例を挙げて具体的に説明する。
(配合に用いた原材料)
<PPEULMw-1>
超低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:沈殿析出重合法
重合槽底部に酸素含有ガス導入の為のスパージャー、攪拌タービン翼及びバッフル、重合槽上部のベントガスラインに還流冷却器を備えた1キロリットルのジャケット付き重合槽に窒素ガスを吹き込みながら、111.64gの塩化第二銅2水和物、491.72gの35%塩酸、4264.2gのN,N,N’,N’−テトラメチルプロパンジアミン、1.6kgのジ−n−ブチルアミン、253kgのキシレン、253kgのn−ブタノール、126kgのメタノール、160kgの2,6−ジメチルフェノールを入れ、均一溶液となり、かつ反応器の内温が30℃になるまで攪拌した。
次いで、激しく攪拌した重合槽へ100NL/分の速度で酸素ガスをスパージャーより導入を始めた。420分通気し、反応器の内温が40℃になるようにコントロールした。なお、酸素ガスを供給開始135分後ポリフェニレンエーテルが析出しスラリー状の形態を示した。重合終了時の重合液の形態は沈殿析出重合であった。
酸素含有ガスの通気をやめ、重合混合物にエチレンジアミン四酢酸3カリウム塩の50%水溶液を1.2kg添加し60分間重合混合物を攪拌し、次いでハイドロキノン)を少量ずつ添加し、スラリー状のポリフェニレンエーテルが白色となるまで攪拌を続けた。
反応器の内温は50℃になるようにコントロールした。白色となったスラリー状のポリフェニレンエーテルをろ過し、ろ過残渣のポリフェニレンエーテルにメタノールをふりかけ洗浄後、160℃、6時間乾燥処理をし、乾燥状態のポリフェニレンエーテル粉体(PPEULMw-1)を得た。
【0086】
<PPEULMw-2>
超低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
重合槽底部に酸素含有ガス導入の為のスパージャー、攪拌タービン翼及びバッフルを備え、重合槽上部のベントガスラインに還流冷却器を備えたジャケット付き重合槽に、窒素ガスを吹き込みながら、402gの酸化第二銅、3022gの47%臭化水素水溶液、968gのジ−t−ブチルエチレンジアミン、4688gのジ−n−ブチルアミン、14.3kgのブチルジメチルアミン、2.1トンのトルエン、312kgの2,6−ジメチルフェノールを入れ、均一溶液となり、かつ反応器の内温が25℃になるまで攪拌した。
次に、重合槽へ3.28Nm3/分の速度で乾燥空気をスパージャーより導入を始め、重合を開始した。
85分間通気し、重合終了時の内温が40℃になるようにコントロールした。
重合終結時の重合液は溶液状態であった。
上記乾燥空気の通気を停止し、重合混合物にエチレンジアミン四酢酸4ナトリウム塩の2.5%水溶液1トンを添加し、70℃で150分間重合混合物を攪拌した後静置し、液−液分離により有機相と水相とを分離した。
得られた有機相を50℃にした後、メタノールを過剰に加えてポリフェニレンエーテルを析出後濾過し、濾残のポリフェニレンエーテルを過剰のメタノールに分散させ50℃で30分間攪拌した後、再度濾過した。
この操作を2回繰り返し、湿潤ポリフェニレンエーテルを得た。
白色スラリー状のポリフェニレンエーテルを濾過し、濾残の湿潤状態のポリフェニレンエーテルを回収した。
その後、160℃で約6時間乾燥処理を施し、ポリフェニレンエーテル粉体(PPEULMw-2)を得た。
【0087】
<PPEULMw-3>
超低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
重合槽底部に酸素含有ガス導入の為のスパージャー、攪拌タービン翼及びバッフルを備え、重合槽上部のベントガスラインに還流冷却器を備えたジャケット付き重合槽に、窒素ガスを吹き込みながら、402gの酸化第二銅、3022gの47%臭化水素水溶液、968gのジ−t−ブチルエチレンジアミン、4688gのジ−n−ブチルアミン、14.3kgのブチルジメチルアミン、2.1トンのトルエン、312kgの2,6−ジメチルフェノールを入れ、均一溶液となり、かつ反応器の内温が45℃になるまで攪拌した。
次に、重合槽へ3.28Nm3/分の速度で乾燥空気をスパージャーより導入を始め、重合を開始した。
85分間通気し、重合終了時の内温が40℃になるようにコントロールした。
重合終結時の重合液は溶液状態であった。
上記乾燥空気の通気を停止し、重合混合物にエチレンジアミン四酢酸4ナトリウム塩の2.5%水溶液1トンを添加し、70℃で150分間重合混合物を攪拌した後静置し、液−液分離により有機相と水相とを分離した。
得られた有機相を50℃にした後、メタノールを過剰に加えてポリフェニレンエーテルを析出後濾過し、濾残のポリフェニレンエーテルを過剰のメタノールに分散させ50℃で30分間攪拌した後、再度濾過した。
この操作を2回繰り返し、湿潤ポリフェニレンエーテルを得た。
白色スラリー状のポリフェニレンエーテルを濾過し、濾残の湿潤状態のポリフェニレンエーテルを回収した。
その後、160℃で約6時間乾燥処理を施し、ポリフェニレンエーテル粉体(PPEULMw-3)を得た。
【0088】
<PPELMw>
低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
乾燥空気通気時間を125分に変更した以外は、上述した(PPEULMw-2)と同様に実施し、ポリフェニレンエーテル粉体(PPELMw)を得た。
【0089】
<PPEHMw>
高分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
乾燥空気通気時間を140分に変更した以外は、上述した(PPEULMw-2)と同様に実施し、ポリフェニレンエーテル粉体(PPEHMw)を得た。
【0090】
上記PPEULMw-1、PPEULMw-2、PPEULMw-3、PPELMw、PPEHMwのそれぞれの性状について、下記表1に示す。
分子量の測定は、ゲルパーミエーションクロマトグラフィー測定装置[GPC SYSTEM21:昭和電工(株)製]を用いて、紫外分光検出器[UV−41:昭和電工(株)製]で測定し、標準ポリスチレンで換算した。詳細な条件は以下の通りである。
溶媒:クロロホルム
サンプル濃度:0.1g/100ml
温度:40℃
カラム:サンプル側(K−G,K−800RL,K−800R)、リファレンス側(K−805L×2本)、流量10ml/分
測定波長:283nm,圧力15〜17kg/cm2
標準ポリスチレンの検量線を作成する際のUV検出器の測定波長:254nm
分子量30,000以下の成分の含有量(WT% 30000)及び分子量3,000以下の成分の含有量(WT% 3000)は、上記ゲルパーミエーションクロマトグラフィーによって得られたクロマトグラムに基づいて算出した。
【0091】
【表1】
【0092】
MAH
無水マレイン酸 商品名:クリスタルMAN 日本油脂(株)製
SEBS
旭化成ケミカルズ(株)社製 タフテックH1387
PA6,6(表2中、PA66)
旭化成ケミカルズ(株)社製 レオナ1200
PA6
宇部興産(株)社製 ウベナイロン1011FB
PA9,T(表2中、PA9T)
テレフタル酸と1,9−ノナメチレンジアミン及び2−メチル−1,8−オクタメチレンジアミンからなるポリアミド
融点:308℃、極限粘度[η]:0.80dl/g、末端封止率:90%
末端アミノ基濃度:19μmol/g
国際公開第2007/058169号の明細書中、実施例のポリアミド9,Tの製造に従い調製した。
【0093】
フィラー1:ウォラストナイト
ナイコ(米国)社製 ナイグロス 8
平均繊維径:8μm 平均アスペクト比 14
フィラー2:タルク
林化成(株)社製 タルカンパウダー PK−C
平均粒子径:11μm(粒度分布測定器SA−CP3L:島津製作所製により測定)
カーボンブラック:ケッチェンブラックEC600JD
【0094】
(測定方法)
(1)メルトボリュームレイト(MVR280℃,MVR320℃)
後述するようにして作製したペレットを用いて、ISO1133に準拠し、シリンダー温度280℃(ポリアミド9,Tを使用したサンプルについては320℃)とし、荷重5kgの条件で測定した。
(2)金型充填最小圧力
後述するようにして作製したペレットを用いて、4000トン射出成形機のシリンダー温度を290℃に設定し、図1の概略図に示す形状をしたフェンダーを成形可能な所定の金型(キャビティー容積:約1400cm3、平均厚み:2mm、投影面積:約7000cm2、ゲート数:5点ゲート、ホットランナー:ここで、図1の成形体の図には、ランナー位置を明確にするためにホットランナーを形式的に図示した。)を用い、金型温度を120℃に設定し、射出圧力を5MPaずつ上げていき、金型内に樹脂組成物が完全に充填され目的とする形状の成形体が得られる最小圧力を測定した。
ここで、ポリアミド9,Tを使用したサンプルについては、シリンダー温度設定を320℃に設定した。
【0095】
(3)曲げ弾性率
後述するようにして作製したペレットを用いて、80トン射出成形機のシリンダー温度を280℃、金型温度を80℃に設定し、ISO294−1に示される多目的試験片を作製し、ISO178に準拠して曲げ弾性率を測定した。
ここで、ポリアミド9,Tを使用したサンプルについては、シリンダー温度設定を320℃に設定した。
【0096】
(4)シャルピー衝撃強度
後述するようにして作製したペレットを用いて、80トン射出成形機のシリンダー温度を280℃、金型温度を80℃に設定し、ISO294−1に示される多目的試験片を作製し、ISO179に準拠して23℃のシャルピー衝撃強度を測定した。
ここで、ポリアミド9,Tを使用したサンプルについては、シリンダー温度設定を320℃に設定した。
【0097】
(5)表面外観
上記(2)の金型充填最小圧力の測定の際、最小圧力+5MPaの射出圧力で成形したフェンダー成形片を用いて、成形片の表面外観性を下記の基準に従って評価した。
ここでいう外観不良には、フィラー浮きによるザラツキ感、表面均一性の欠如、フローマーク、ジェッティングのような現象が含まれる。
+++++:表面外観が一様に均一であり、塗装後、クラスA外観可能なレベル。
++++:若干の外観不良があるが、射出圧力を上げる事により解消可能と考えられ
るレベル。
+++:射出圧力を上げても、流動末端部において、外観不良が生じる懸念のある
レベル。
++:射出圧力を上げても、成形片中央部において、外観不良が生じる懸念のあ
るレベル。
+:明らかな、成形体全面での外観不良。
−:成形片未充填により、評価不可能。
【0098】
(6)185℃環境変形量
上記(5)の表面外観の判定に用いたフェンダー成形片を、図1中の二点鎖線2に従い、幅が10cm、最大長さが20cmに切断した。
このとき、フェンダー上部の、ボディとの固定部の立ち上がり部に補強用リブがない部分を選んだ。
次に、切り出したフェンダーを、図2中、実線3に示すようにして、治具6にボルトで固定し、フェンダー切り出し片の下部に、1kgの錘(図示せず)をぶら下げた。この状態で、185℃恒温槽中に、20分間静置した。
このフェンダーを冷却し、錘を取り外し、フェンダー立ち上がり部5の変形量を測定した。
破線4は、錘を取り外したときのサンプルの状態の一例を示している。
なお、変形量は、恒温槽に入れる前後において写真撮影し、その写真から変位量を算出した。
変形量は少ないほど高温環境下における耐変形性が良好であり、上記実験方法によると、5mm以下の変形量であれば、実用上良好な高温環境下における耐変形性を有する樹脂組成物であることが確認された。
【0099】
〔実施例1〜11〕、〔比較例1〜4〕
上流側に1ヶ所と、下流側に2ヶ所の供給口(押出機シリンダーの全長を1.0とした場合、0.4の位置に1ヶ所、0.8の位置に1ヶ所)を有する二軸押出機(TEM58SS:東芝機械(株)社製)を用いた。
この二軸押出機のシリンダー温度を、上流側供給口(以下、上流供給口)よりL=0.4の位置の供給口(以下、中央供給口)までを320℃、中央供給口より下流側を300℃に設定した。
【0100】
下記表2に示す割合に従い、それぞれの原材料を供給し、溶融混練してペレットを得た。
なお、PPE、MAH、SEBSは、押出機の上流供給口より供給し、PA6,6、PA6、及びPA9,Tは、中央供給口より供給し、無機フィラーは下流供給口より供給した。
このときの総吐出量は、400kg/hであり、スクリュー回転数は、350rpmであった。
得られたペレットの水分率を調整するため、押出後、80℃に設定した除湿乾燥機中で乾燥処理を施した後、アルミニウムコートされた防湿袋に入れた。
ペレットの水分率は概ね250〜400ppmであった。
なお、このとき中央供給口のあるシリンダーブロックの直前のブロックと、ダイ直前のシリンダーブロックにそれぞれ開口部を設けておき、かかる開口部から真空吸引することにより、残存揮発分及オリゴマーの除去を行った。この時の真空度(絶対圧力)は60Torrであった。
作製されたペレットを用いて、上述の各種評価を実施した。
評価結果を下記表2に示す。
【0101】
【表2】
【0102】
なお、上記表2中、「pbw」は、「Parts By Weight」を表し、「WT%」は、分子量30,000以下の成分の含有量(単位wt%=質量%)、分子量3,000以下の成分の含有量(単位wt%=質量%)を表すものとする。
【0103】
本願発明である実施例1〜11は、いずれも流動性が良好であり、金型充填最小圧力が実用上良好な値となった。また、実用上十分な機械的強度を有し、表面外観に優れており、かつ、185℃環境変形量(高温環境下における耐変形性)にも優れており、外装材用樹脂組成物として極めて好適な特性を有していることが解った。
WT%(3,000以下)が多いポリフェニレンエーテルを用いた比較例2においては、実施例4と比較すると、185℃環境変形量が極度に悪化し、高温環境下における十分な耐変形性が実現できなかった。
また、WT%(30,000以下)が多いポリフェニレンエーテルを用いた比較例1及び3においては、成形体の表面外観について良好な結果が得られなかった。また比較例3においては、流動性が悪く、成形が困難であった。
さらに、ISO178に準拠して測定された23℃における曲げ弾性率が低い比較例4においては、高温環境下における耐変形性が極度に悪化し、高温環境下における十分な耐変形性が実現できなかった。
【産業上の利用可能性】
【0104】
本発明の樹脂組成物は、外装材として産業上の利用可能性がある。
【符号の説明】
【0105】
1 ランナー(ホットランナー)の相対的な位置を示す。
2 185℃環境変形量測定のための切断個所を示す。
3 切断して切り出したフェンダーの一部を示す。
4 185℃環境下で変形した後のフェンダーの状態を示す。
5 185℃環境下で変形した量の測定部位を示す。
6 フェンダーカット品を治具に取り付ける、治具及びボルトを示す。
【技術分野】
【0001】
本発明は、外装材用樹脂組成物に関する。
【背景技術】
【0002】
従来から、ポリアミド−ポリフェニレンエーテルアロイは、自動車フェンダー、燃料口リッド等の各種外装材に幅広く用いられている。特に自動車外装材用途としては、環境対応の観点から、軽量化を図るための種々の検討がなされている。
一方において、ポリアミド−ポリフェニレンエーテルアロイからなる樹脂組成物は剛性が低いため、鋼鈑並の剛性感を持たせるためには、その厚みを3mm程度にしなければならず、軽量化が損なわれるという問題を有している。かかる問題の解消を図るため、ポリアミド−ポリフェニレンエーテルアロイに無機フィラーを配合して剛性を高める技術が提案されている(例えば、下記特許文献1〜8参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平05−025385号公報
【特許文献2】特開平06−065500号公報
【特許文献3】特開平06−145499号公報
【特許文献4】特開2001−234055号公報
【特許文献5】特開2002−146206号公報
【特許文献6】特開2004−107488号公報
【特許文献7】特開2004−285136号公報
【特許文献8】特開2004−307624号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来技術によると、無機フィラーを充填したことにより樹脂組成物の流動性が悪化し、外装材表面に無機フィラーの「浮き」が発生し、特に自動車用外装材として使用した場合に要求されるクラスA外観、すなわち塗装後の外装材表面が鋼鈑並の外観を有することが、達成されないという問題がある。
また、上記のように流動性が悪いため、外装材の中でも特に自動車のフェンダーや、バックドアといった大きな面積を有する成形体を薄肉化する場合、射出成形の金型に完全に充填することが困難になるという問題もある。
そこで本発明においては、高い剛性を有しつつ、良好な流動性を有し成形加工が容易であり、上述したようなクラスA外観を達成可能な外観特性を有し、かつ高温環境下においても熱変形が抑制された外装材用樹脂組成物を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、上記課題を解決するために検討を重ねた結果、驚くべきことに、ポリアミド、低分子量でありながらオリゴマー成分の少ないポリフェニレンエーテル、及び無機フィラーを含む、23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物が、上記従来の課題を解決できることを見出し、本発明を成すに至った。
すなわち、本発明は、以下の通りである。
【0006】
〔1〕ポリアミド、ポリフェニレンエーテル及び無機フィラーを含む樹脂組成物であって、前記ポリフェニレンエーテルは、分子量30,000以下の成分量が60質量%以上、分子量3,000以下の成分量が5質量%未満のポリフェニレンエーテルであり、ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物。
【0007】
〔2〕前記ポリフェニレンエーテルの数平均分子量が、7,000以上15,000以下である前記〔1〕に記載の外装材用樹脂組成物。
【0008】
〔3〕前記ポリフェニレンエーテルの分散比(重量平均分子量/数平均分子量)が、2.00以上3.00以下である前記〔1〕又は〔2〕に記載の外装材用樹脂組成物。
【0009】
〔4〕前記ポリフェニレンエーテルの固有粘度(クロロホルム溶液、30℃測定)が、0.2〜0.4dl/gである前記〔1〕乃至〔3〕のいずれか一に記載の外装材用樹脂組成物。
【0010】
〔5〕前記無機フィラーが、タルク、マイカ、ウォラストナイト、ガラス繊維、炭素繊維、炭酸カルシウムからなる群から選ばれる1種以上である前記〔1〕乃至〔4〕のいずれか一に記載の外装材用樹脂組成物。
【0011】
〔6〕前記無機フィラーが、平均アスペクト比が5以上30以下の繊維状無機フィラーである前記〔1〕乃至〔4〕のいずれか一に記載の外装材用樹脂組成物。
【0012】
〔7〕前記無機フィラーが、繊維状無機フィラーと、非繊維状無機フィラーとの混合物であり、全無機フィラー(100質量%)中における、前記繊維状無機フィラーの割合が、50質量%以上90質量%以下である前記〔6〕に記載の外装用樹脂組成物。
【0013】
〔8〕前記ポリアミドが、ポリアミド6,6及び/又はポリアミド6である前記〔1〕乃至〔7〕のいずれか一に記載の外装材用樹脂組成物。
【0014】
〔9〕ISO1133に準拠して、280℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が50〜150cc/10分である前記〔8〕に記載の外装材用樹脂組成物。
【0015】
〔10〕前記ポリアミドが、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位(a)と、1,9−ノナメチレンジアミン単位(b−1)及び/又は2−メチル−1,8−オクタメチレンジアミン単位(b−2)を60〜100モル%含有するジアミン単位(b)と、からなるポリアミドを含む前記〔1〕乃至〔9〕のいずれか一に記載の外装材用樹脂組成物。
【0016】
〔11〕ISO1133に準拠して、320℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が、50〜150cc/10分である前記〔10〕に記載の外装材用樹脂組成物。
【0017】
〔12〕ポリアミドとポリフェニレンエーテルとの量比が、ポリアミド30〜90質量部、ポリフェニレンエーテル10〜70質量部(ここで、ポリアミドとポリフェニレンエーテルとの合計量を100質量部とする)である前記〔1〕乃至〔11〕のいずれか一に記載の外装材用樹脂組成物。
【0018】
〔13〕ポリアミドとポリフェニレンエーテルの相溶化剤を含有し、当該相溶化剤の量が、ポリアミドとポリフェニレンエーテルとの合計100質量部に対して、0.05〜5質量部である前記〔1〕乃至〔12〕のいずれか一に記載の外装材用樹脂組成物。
【0019】
〔14〕導電性カーボンブラックを、ポリアミドとポリフェニレンエーテルの合計100質量部に対して、0.5〜5質量部、更に含有する前記〔1〕乃至〔13〕のいずれか一に記載の外装材用樹脂組成物。
【0020】
〔15〕前記無機フィラーの含有量が、10〜60質量%である前記〔1〕乃至〔14〕のいずれか一に記載の外装材用樹脂組成物。
【0021】
〔16〕前記〔1〕乃至〔15〕のいずれか一に記載の外装材用樹脂組成物からなり、厚さが2mm以下である外装材。
【発明の効果】
【0022】
本発明によれば、高い剛性を有し、高い流動性を有し、良好な外観(クラスA外観)を達成可能であり、かつ、高温環境下における熱変形が効果的に抑制された外装材用樹脂組成物及び外装材を提供できる。
【図面の簡単な説明】
【0023】
【図1】実施例で成形した自動車用フェンダーの概略図を示す。
【図2】185℃環境下における成形体熱変形量の測定状態の模式的概略図を示す。
【発明を実施するための形態】
【0024】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、説明する。
なお、本発明は、本実施形態に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
【0025】
〔外装材用樹脂組成物〕
本実施形態における外装材用樹脂組成物は、ポリフェニレンエーテル、ポリアミド及び無機フィラーを含む樹脂組成物であり、前記ポリフェニレンエーテルは、分子量30,000以下の成分が60質量%以上、分子量3,000以下の成分が5質量%未満のポリフェニレンエーテルであり、ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物である。
【0026】
(ポリフェニレンエーテル)
本実施形態における外装材用樹脂組成物を構成するポリフェニレンエーテルは、下記式(1)で表される繰り返し構造単位を有する単独重合体及び/又は共重合体が好ましい。
【0027】
【化1】
【0028】
前記式(1)中、Oは酸素原子、R1〜R4は、それぞれ独立して水素、ハロゲン、第一級又は第二級のC1〜C7アルキル基、フェニル基、C1〜C7ハロアルキル基、C1〜C7アミノアルキル基、C1〜C7ヒドロカルビロキシ基、ハロヒドロカルビロキシ基(但し、少なくとも2個の炭素原子がハロゲン原子と酸素原子を隔てている)からなる群より選ばれるいずれかを表す。
【0029】
ポリフェニレンエーテルの具体例としては、ポリ(2,6−ジメチル−1,4−フェニレンエーテル)、ポリ(2−メチル−6−エチル−1,4−フェニレンエーテル)、ポリ(2−メチル−6−フェニル−1,4−フェニレンエーテル)、ポリ(2,6−ジクロロ−1,4−フェニレンエーテル)等が挙げられる。さらに2,6−ジメチルフェノールと他のフェノール類との共重合体(例えば、日本国特公昭52−17880号公報に記載されているような2,3,6−トリメチルフェノールとの共重合体や2−メチル−6−ブチルフェノールとの共重合体)のような、ポリフェニレンエーテル共重合体も挙げられる。
特に、ポリ(2,6−ジメチル−1,4−フェニレンエーテル)、2,6−ジメチル−1,4−フェノールと2,3,6−トリメチル−1,4−フェノールとの共重合体、又はこれらの混合物が好ましい。
【0030】
ポリフェニレンエーテルとして、2,6−ジメチル−1,4−フェノールと2,3,6−トリメチル−1,4−フェノールとの共重合体を使用する場合の各単量体ユニットの比率は、ポリフェニレンエーテル共重合体全量を100質量%としたとき、2,3,6−トリメチル−1,4−フェノールの含有量は10〜30質量%であることが好ましく、15〜25質量%であることがより好ましく、20〜25質量%であることがさらに好ましい。
【0031】
本実施形態において使用するポリフェニレンエーテルは、低分子量で、分子量分布が狭く、かつ、オリゴマー量が少ないポリフェニレンエーテルである。
具体的には、使用するポリフェニレンエーテルの全量を100質量%としたとき、分子量30,000以下の成分を60質量%以上含有しているものであり、好ましくは65質量%以上含んでいるものとする。
分子量30,000以下の成分量が60質量%未満であると、良好な流動性が確保できず、薄肉の成形体を得ることが困難となる。
分子量30,000以下の成分の含有量(WT% 30000)は、上記ゲルパーミエーションクロマトグラフィーによって得られたクロマトグラムに基づいて算出できる。
一方、後述する外装材としたときに所望の靭性を確保するためには、分子量30,000以下の成分量は95質量%以下とすることが好ましく、85質量%以下とすることがより好ましく、80質量%以下とすることがさらに好ましい。
従来、一般的に使用されているポリフェニレンエーテルは、分子量30,000以下の成分量が通常分子量のもので40質量%前後であり、低分子量タイプと呼ばれるものでも50質量%前後である。本実施形態における外装材用樹脂組成物中のポリフェニレンエーテルは、これらを大きく下回る低分子量タイプのポリフェニレンエーテルである。
【0032】
また、本実施形態において使用するポリフェニレンエーテルは、オリゴマー成分が少ないものである。
具体的には、使用するポリフェニレンエーテルの全量を100質量%としたとき、分子量3,000以下の成分の量が5質量%未満であり、好ましくは4.5質量%未満であり、より好ましくは4質量%未満である。
ポリフェニレンエーテルの分子量3,000以下の成分量が5質量%以上であると、成形体の耐衝撃性が大幅に低下し、加熱時の変形が大きくなる。
分子量3,000以下の成分の含有量(WT% 3000)は、上記ゲルパーミエーションクロマトグラフィーによって得られたクロマトグラムに基づいて算出できる。
【0033】
なお、本明細書中において、分子量に関わる情報は、ゲルパーミエーションクロマトフィー測定装置を用いた測定により得られる。
具体的には、ゲルパーミエーションクロマトグラフィー測定装置[GPC SYSTEM21:昭和電工(株)製]を用いて、紫外分光検出器[UV−41:昭和電工(株)製]で測定し、標準ポリスチレンで換算した分子量である。
具体的な条件は、溶媒:クロロホルム、サンプル濃度:0.1g/100ml、温度:40℃、カラム:サンプル側(K−G,K−800RL,K−800R)、リファレンス側(K−805L×2本)、流量10mL/分、測定波長:283nm、圧力15〜17kg/cm2、標準ポリスチレンの検量線を作成する際のUV検出器の測定波長:254nm、とすることができる。
【0034】
前記ポリフェニレンエーテルの数平均分子量(Mn)は、7,000以上15,000以下であることが好ましい。
より好ましい下限は9,000であり、さらに好ましい下限は10,000である。また、より好ましい上限は14,000であり、さらに好ましい上限は、13,000である。
【0035】
成形体、例えば後述する外装材としたときの耐衝撃性の低下と、加熱時の変形を抑制するために、数平均分子量の下限は7,000以上であることが望ましく、成形加工時の金型内における良好な薄肉流動性を得るために、数平均分子量の上限は15,000以下とすることが望ましい。
【0036】
前記ポリフェニレンエーテルの分散比(重量平均分子量/数平均分子量)は、2.00以上3.00以下であることが好ましい。より好ましい上限値は2.90である。
好ましい下限値は2.00であり、より好ましい下限値は2.40であり、さらに好ましい下限値は2.50である。
前記ポリフェニレンエーテルの分散比が3.00を超えると、分子量分布が広がり、低分子量成分であるオリゴマー成分の増加、あるいは高分子量成分の増加が起きていることを示している。
後述する外装材としたときの耐衝撃性の低下と、加熱時の変形の低減化を図るためには、低分子量成分の増加を抑制することが好ましい。
【0037】
ポリフェニレンエーテルは、沈殿析出重合法又は溶液重合法の2種類の製造方法により製造できる。
沈殿析出重合法とは、所定の濃度範囲となったときにポリフェニレンエーテルの沈殿が析出する重合形態である。
沈殿析出重合法においては、ポリフェニレンエーテルの重合が進行するにつれて、十分に高分子化したものが析出し、十分でないものは溶解した状態となる。溶媒としては、トルエン、キシレン、エチルベンゼン等のポリフェニレンエーテルの良溶媒と、メタノール、ブタノール等の貧溶媒との混合溶媒が用いられる。
析出したポリフェニレンエーテルは、分子鎖の運動が抑制され、また、触媒が混合溶媒中に溶解しているため、理論上は、固−液反応になり反応速度が遅くなると考えられる。
一方、溶解している状態の、分子量が析出するためにはまだ十分に高くないポリフェニレンエーテルは、反応速度が維持されており、重合が進行し、析出に十分な高分子量に達すると析出する。すなわち、理論上、分子量分布が狭くなっていく。
また、上述したような重合形態においては、粒子径が小さいものが析出すると、固−液反応において表面積が大きくなるため、粒子径が大きいものが析出する場合よりも反応が早くなる。
さらに、ポリフェニレンエーテルは、重合途中で析出するため、系内の粘度は徐々に低下していき、重合時のモノマー濃度(フェノール化合物濃度)を高くでき、またさらには、析出したポリフェニレンエーテルをろ過すれば容易に取り出すことができ、極めて簡易な工程によりポリフェニレンエーテルが得られる。
一方、溶液重合法とは、ポリフェニレンエーテルの良溶媒中で重合が行われ、重合中に沈殿が析出しない重合方法である。全ポリフェニレンエーテル分子が溶解した状態にあり、分子量分布は広くなる傾向にある。溶液重合法においては、ポリフェニレンエーテルが溶解した重合液を、メタノール等のポリフェニレンエーテルの貧溶媒中に展開することによって粉体状のポリフェニレンエーテルが得られる。
本実施形態において使用するポリフェニレンエーテルの重合方法としては、本実施形態の分子量30,000以下の成分の量が60質量%以上で、かつ分子量3,000以下の成分の量が、5質量%以下のポリフェニレンエーテルを得ることができれば、上記のいずれの重合方法を用いてもよい。
【0038】
前記ポリフェニレンエーテルの固有粘度(クロロホルム溶液、30℃測定)は、0.20〜0.40dl/gの範囲が好ましく、0.25dl/g〜0.35dl/gの範囲がより好ましく、0.25dl/g〜0.30dl/gの範囲がさらに好ましい。
前記ポリフェニレンエーテルは、2種以上の固有粘度の異なるポリフェニレンエーテルをブレンドしたものであってもよい。例えば、固有粘度0.40dl/g以下のポリフェニレンエーテルと固有粘度0.45dl/g以上のポリフェニレンエーテルとの混合物であってもよいが、混合物の固有粘度は、0.20〜0.40dl/gの範囲であることが好ましい。
【0039】
ポリフェニレンエーテルには、公知の各種安定剤を添加してもよい。
安定剤としては、例えば、酸化亜鉛、硫化亜鉛等の金属系安定剤、ヒンダードフェノール系安定剤、リン酸エステル系安定剤、ヒンダードアミン系安定剤等の有機安定剤が挙げられる。安定剤の配合量は、ポリフェニレンエーテル100質量部に対して5質量部未満であることが好ましい。
ポリフェニレンエーテルには、その他公知の添加剤を添加してもよいが、添加量は、ポリフェニレンエーテル100質量部に対して10質量部未満であることが好ましい。
【0040】
(ポリアミド)
ポリアミドとしては、ポリマーの繰り返し構造中にアミド結合{−NH−C(=O)−}を有するものであれば、特に限定されるものではない。
ポリアミドは、例えば、ラクタム類の開環重合、ジアミンとジカルボン酸との重縮合、アミノカルボン酸の重縮合等の方法により得られる。
本実施形態において、ジアミンとしては、脂肪族ジアミン、脂環式ジアミン、及び芳香族ジアミンが適用でき、例えば、テトラメチレンジアミン、ヘキサメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、トリデカメチレンジアミン、1,9−ノナメチレンジアミン、2−メチル−1,8−オクタメチレンジアミン、2,2,4−トリメチルヘキサメチレンジアミン、2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミン、1,3−ビスアミノメチルシクロヘキサン、1,4−ビスアミノメチルシクロヘキサン、m−フェニレンジアミン、p−フェニレンジアミン、m−キシリレンジアミン、p−キシリレンジアミン等が挙げられる。
本実施形態において、ジカルボン酸としては、脂肪族ジカルボン酸、脂環式ジカルボン酸、及び芳香族ジカルボン酸が適用でき、例えば、アジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸、1,1,3−トリデカン二酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、ダイマー酸等が挙げられる。
ラクタム類としては、例えば、ε−カプロラクタム、エナントラクタム、ω−ラウロラクタム等が挙げられる。
アミノカルボン酸としては、例えば、ε−アミノカプロン酸、7−アミノヘプタン酸、8−アミノオクタン酸、9−アミノノナン酸、11−アミノウンデカン酸、12−アミノドデカン酸、13−アミノトリデカン酸等が挙げられる。
【0041】
また、ポリアミドとしては、ラクタム類、ジアミン、ジカルボン酸及び/又はω−アミノカルボン酸を、単独又は二種以上の混合物にして重縮合を行って得られる共重合ポリアミド類も使用できる。
さらに、ラクタム類、ジアミン、ジカルボン酸及び/又はω−アミノカルボン酸を重合反応器内で低分子量のオリゴマーの段階まで重合し、その後、押出機等で高分子量化した共重合ポリアミドも使用できる。
【0042】
ポリアミドの具体例としては、ポリアミド6、ポリアミド6,6、ポリアミド4,6、ポリアミド11、ポリアミド12,ポリアミド6,10、ポリアミド6,12、ポリアミド6/6,6、ポリアミド6/6,12、ポリアミドMXD(m−キシリレンジアミン)・6、ポリアミド6,T、ポリアミド6,I、ポリアミド6/6,T、ポリアミド6/6,I、ポリアミド6,6/6,T、ポリアミド6,6/6,I、ポリアミド6,T/6,I、ポリアミド6/6,T/6,I、ポリアミド6,6/6,T/6,I、ポリアミド6/12/6,T、ポリアミド6,6/12/6,T、ポリアミド6/12/6,I、ポリアミド6,6/12/6,I、ポリアミド9,T等のポリアミド樹脂が挙げられる。
なお、ポリアミド6,Iは、ヘキサメチレンジアミンとイソフタル酸の重合ポリアミド樹脂を意味し、ポリアミド6/6,Tは、ε−アミノカプロン酸、ヘキサメチレンジアミン、及びテレフタル酸の共重合ポリアミド樹脂を意味する。
また、これらのポリアミド樹脂を2種類以上用いて、押出機等でさらに共重合化したポリアミド類も使用することができる。
上記の中で好ましいポリアミドとしては、ポリアミド6、ポリアミド6,6、ポリアミド4,6、ポリアミド11、ポリアミド12、ポリアミド6,10、ポリアミド6,12、ポリアミド6/6,6、ポリアミド6/6,12、ポリアミド6,6/6,T、ポリアミド6,6/6,I、ポリアミド6/12/6,T、ポリアミド6,6/12/6,T、ポリアミド6/12/6,I、ポリアミド6,6/12/6,I、及びポリアミド9,Tから選ばれる1種以上が挙げられる。さらにこれらの中でも、ポリアミド6、ポリアミド6,6、及びポリアミド9,Tから選ばれる1種以上がより好ましい。
【0043】
上記ポリアミドのうち、成形体、特に外装材としたときのオンライン塗装に耐えうる耐熱性を得る観点からは、ポリアミド6,6及び/又はポリアミド9,Tが特に好ましい。
耐熱性に優れたポリアミドを使用することにより高温条件下における変形を抑制できる。
なお、要求される耐熱性スペックが比較的低いインライン塗装向けの成形体、例えば外装材の場合には、耐衝撃性を高める観点より、ポリアミド6を主成分とするポリアミドが好ましい。
耐熱性及び耐衝撃性の双方の特性を得る観点からは、ポリアミド6,6とポリアミド6との混合物、又はポリアミド6,6とポリアミド9,Tとの混合物を用いることが好ましい。
ポリアミド9,Tは、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位(a)と、1,9−ノナメチレンジアミン単位(b−1)及び/又は2−メチル−1,8−オクタメチレンジアミン単位(b−2)を60〜100モル%含有するジアミン単位(b)とからなるポリアミド9,Tであることが好ましい。
特に、ジアミン単位(b)中の、1,9−ノナメチレンンジアミン単位(b−1)と2−メチル−1,8−オクタメチレンジアミン単位(b−2)との合計量を100質量%としたときの、1,9−ノナメチレンジアミン単位(b−1)の比率が75〜90質量%であることがより好ましい。
【0044】
ポリアミドの粘度数[VN]の下限は50ml/gであることが好ましく、70ml/gであることがより好ましく、100ml/gであることがさらに好ましく、120ml/gであることがさらにより好ましい。
[VN]の上限は、180ml/gであることが好ましく、160ml/gであることがより好ましく、150ml/gであることがさらに好ましく、150ml/gであることがさらにより好ましい。
外装材用樹脂組成物としての良好な流動性を確保する観点から、ポリアミドの粘度数の上限は180ml/gであることが好ましく、靭性の低下を防止する観点から下限を50ml/gとすることが好ましい。
ここでいう粘度数とはISO307:1997で規定される96%硫酸中で測定された粘度数[VN]である。
【0045】
ポリアミドの末端アミノ基濃度は、外装材用樹脂組成物の加工時における変色を抑制する観点から、5〜50μmol/gの範囲内であることが好ましい。
末端アミノ基濃度は、下限値が10μmol/gであることがより好ましく、12μmol/gであることがさらに好ましく、15μmol/gであることがさらにより好ましい。
末端アミノ基濃度は、上限値が45μmol/gであることがより好ましく、40μmol/gであることがさらに好ましい。
ポリアミドの末端カルボキシル基濃度に関しては、20μmol/g以上であることが好ましく、30μmol/g以上であることがより好ましく、150μmol/g以下であることが好ましく、100μmol/g以下であることがより好ましく、80μmol/g以下であることがさらに好ましい。
ポリアミドの末端アミノ基濃度と末端カルボキシル基濃度の比(末端アミノ基濃度/末端カルボキシル基濃度)は、外装材用樹脂組成物として優れた機械的特性を得る観点から、1.0以下であることが好ましく、0.9以下であることがより好ましく、0.8以下であることがさらに好ましく、0.7以下であることがさらにより好ましい。また、ポリアミドの末端アミノ基濃度と末端カルボキシル基濃度の比を0.1以上とすることにより、切り子等の少ないペレットを安定的に得ることができる。
【0046】
ポリアミドの末端アミノ基濃度、及び末端カルボキシル基濃度を調整する方法としては、公知の方法を適用できる。
例えば、ポリアミド樹脂の重合時に所定の末端濃度となるように、ジアミン化合物、モノアミン化合物、ジカルボン酸化合物、モノカルボン酸化合物、酸無水物、モノイソシアネート、モノ酸ハロゲン化物、モノエステル類、及びモノアルコール類等の末端調整剤を添加する方法が挙げられる。
末端アミノ基と反応する末端調整剤としては、例えば、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、カプリル酸、ラウリン酸、トリデカン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ピバリン酸、及びイソ酪酸等の脂肪族モノカルボン酸、シクロヘキサンカルボン酸等の脂環式モノカルボン酸、安息香酸、トルイル酸、α−ナフタレンカルボン酸、β−ナフタレンカルボン酸、メチルナフタレンカルボン酸、及びフェニル酢酸等の芳香族モノカルボン酸が挙げられ、これらは単独で用いても2種以上を併用してもよい。
これらモノカルボン酸化合物のうち、反応性、封止末端の安定性、価格等の点から、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、カプリル酸、ラウリン酸、トリデカン酸、ミリスチン酸、パルミチン酸、ステアリン酸、及び安息香酸が好ましく、安息香酸がより好ましい。
末端カルボキシル基と反応する末端調整剤としては、例えば、メチルアミン、エチルアミン、プロピルアミン、ブチルアミン、ヘキシルアミン、オクチルアミン、デシルアミン、ステアリルアミン、ジメチルアミン、ジエチルアミン、ジプロピルアミン、及びジブチルアミン等の脂肪族モノアミン、シクロヘキシルアミン及びジシクロヘキシルアミン等の脂環式モノアミン、アニリン、トルイジン、ジフェニルアミン及びナフチルアミン等の芳香族モノアミンが挙げられる。これらは単独で用いても2種以上を併用してもよい。
これらモノアミン化合物のうち、反応性、沸点、封止末端の安定性、価格等の点から、ブチルアミン、ヘキシルアミン、オクチルアミン、デシルアミン、ステアリルアミン、シクロヘキシルアミン、及びアニリンが好ましい。
ポリアミドの末端アミノ基及び末端カルボキシル基の濃度は、1H−NMRにより、各末端基に対応する特性シグナルの積分値から求められる。この方法は、精度、簡便さの観点で好適であり、例えば、特開平7−228775号公報に開示された方法等に従うことができる。測定溶媒としては、重トリフルオロ酢酸が好ましい。1H−NMRの積算回数は、充分な分解能を有する機器で測定した際においても、少なくとも300スキャンすることが好ましい。
また、ポリアミドの末端アミノ基及び末端カルボキシル基の濃度のその他の測定方法としては、特開2003−55549号公報に開示されている滴定による測定方法が挙げられる。上記方法のうち、混在する添加剤及び潤滑剤等の影響を回避するため、1H−NMRにより定量することがより好ましい。
【0047】
ポリアミドは、含水率が500〜3000ppmの範囲であることが好ましく、500〜2000ppmの範囲であることがより好ましい。
ポリアミドの含水率を500ppm以上とすることにより、外装材用樹脂組成物の色調が良好なものとなり、3000ppm以下とすることにより、樹脂の大幅な粘度低下を抑制できる。
含水率は、ISO15512のB法に準拠した水分気化法により測定できる。
【0048】
本実施形態においては、ポリアミドの結晶造核剤を含有させてもよい。
結晶造核剤の含有量は、下限値がポリアミド100質量部に対して0.001質量部であることが好ましく、0.01質量部であることがより好ましく、0.02質量部であることがさらに好ましく、0.03質量部であることがさらにより好ましい。
また、上限値は、ポリアミド100質量部に対して5質量部であることが好ましく、3質量部であることがより好ましく、2質量部であることがさらに好ましく、1質量部であることがさらにより好ましい。
結晶造核剤としては、特に制限はないが、例えば、タルク、シリカ、グラファイト、窒化ホウ素等の無機微粒子、酸化マグネシウム、酸化アルミニウム、酸化亜鉛等の金属酸化物、カプロラクタム二量体等のポリアミドオリゴマー等が挙げられる。
これらの中では、タルク、シリカ、窒化ホウ素等の無機微粒子が好ましく、特にタルクが好ましい。
結晶造核剤にタルクを用いる場合、タルクの平均粒子径は5μm以下であることが好ましく、4μm以下であることがより好ましく、3μm以下であることがさらに好ましい。下限値は0.1μmであることが好ましい。
前記タルクの平均粒子径は、レーザー回折/散乱式粒度分布測定装置を用いて測定できる。またこのとき分散溶媒としてはエタノールを適用できる。
上述した結晶造核剤が存在することにより、外装材用樹脂組成物の吸水率の低減化が図られる。結晶造核剤は、ポリアミド中にあらかじめ存在させておくことにより、吸水率低減化効果がより高められ、耐熱性の指標である荷重たわみ温度の向上効果も得られるため好ましい。
結晶造核剤をポリアミド中にあらかじめ存在させておく方法としては、特に制限はなく、短軸押出機、二軸押出機又はニーダー等で溶融混練する方法、ポリアミドの重合段階で添加する方法、ヘンシェル等の強制混合機で混合した後、圧縮してマスターバッチとする方法等が挙げられる。
結晶造核剤としての効果があるか否は、示差走査熱量(DSC)測定装置を用いて、結晶造核剤を含むポリアミドの結晶化ピーク温度と、結晶造核剤を含まないポリアミドの結晶化ピーク温度を測定することで確認できる。具体的には、最終的に得られる自動車外装材用樹脂組成物の試料をポリアミドの融点以上の温度にいったん加熱し、溶融状態にして、少なくとも10分間保持した後、試料を20℃/minの降温速度で冷却し、その冷却プロセスで観測される発熱ピークのピークトップを測定する方法が例示できる。
両者のピークトップの温度差が2℃以上であれば、結晶造核剤効果が認められると判断できる。結晶造核剤効果のある結晶造核剤を、5℃以上のピークトップの温度差の生じる量で配合することがより望まれる態様である。
【0049】
上述したポリアミドとポリフェニレンエーテルの好ましい量比は、ポリアミドとポリフェニレンエーテルの合計量を100質量部としたとき、ポリアミドが30〜90質量部、ポリフェニレンエーテルが10〜70質量部であり、より好ましくは、ポリアミドが40〜80質量部、ポリフェニレンエーテルが20〜60質量部であり、さらに好ましくは、ポリアミドが40〜70質量部、ポリフェニレンエーテルが30〜60質量部である。組成物の流動性を低下させないためには、ポリフェニレンエーテルの量が70質量部以下であることが好ましく、耐熱性の発現、及び吸水時の寸法変化を抑制するためには、ポリフェニレンエーテルの量は、10質量部以上であることが好ましい。
【0050】
(リン元素)
本実施形態における外装材用樹脂組成物には、所定の量のリン元素を含有させてもよい。
リン元素の含有量は、外装材用樹脂組成物中に、リン元素として、1〜500ppmであることが好ましく、5〜250ppmがより好ましく、50〜200ppmがさらに好ましい。
外装材用樹脂組成物の成形機中における滞留安定性の悪化を防止するため、リン元素量は1ppm以上とすることが好ましく、流動性(ここではMVR等の溶融流動時の流動性)の悪化を抑制するために、500ppm以下とすることが好ましい。
【0051】
リン元素は、(1)リン酸類、亜リン酸類、次亜リン酸類、(2)リン酸金属塩類、亜リン酸金属塩類及び次亜リン酸金属塩類、(3)リン酸エステル及び亜リン酸エステル類等の、リン酸化合物、亜リン酸化合物、及び次亜リン酸化合物から選ばれる1種以上を含むリン元素含有化合物として添加されることが好ましい。
上記(1)のリン酸類、亜リン酸類、次亜リン酸類としては、例えばリン酸、亜リン酸、次亜リン酸、ピロ亜リン酸、二亜リン酸等が挙げられる。
上記(2)のリン酸金属塩類、亜リン酸金属塩類、次亜リン酸金属塩類としては、前記(1)のリン化合物と周期律表第1族及び第2族の金属、マンガン、亜鉛、アルミニウム、アンモニア、アルキルアミン、シクロアルキルアミン、ジアミンとの塩が挙げられる。
上記(3)のリン酸エステル及び亜リン酸エステル類は下記一般式で表される。
リン酸エステル;(OR)nPO(OH)3-n
亜リン酸エステル;(OR)nP(OH)3-n
上記一般式中、nは1〜3の整数を表し、Rはアルキル基、フェニル基、又はそれらの基の一部が炭化水素基等で置換されたアルキル基を表す。
nが2以上の場合、前記一般式中の複数の(RO)基は、同一であってもよく異なっていてもよい。
前記Rとしては、メチル基、エチル基、n−プロピル基、n−ブチル基、t−ブチル基、n−ヘキシル基、シクロヘキシル基、n−オクチル基、ノニル基、デシル基、ステアリル基、オレイル基等の脂肪族基;フェニル基、ビフェニル基等の芳香族基;ヒドロキシル基、メチル基、エチル基、プロピル基、メトキシ基、エトキシ基等の置換基を有する芳香族基等が挙げられる。
上記の中で好ましいリン化合物としては、リン酸金属塩類、亜リン酸金属塩類及び次亜リン酸金属塩類から選ばれる1種以上が挙げられる。
特に、リン酸、亜リン酸、及び次亜リン酸から選ばれるリン化合物と、周期律表第1族及び第2族の金属、マンガン、亜鉛、及びアルミニウムから選ばれる金属との塩であることが好ましく、リン酸、亜リン酸及び次亜リン酸から選ばれるリン化合物と周期律表第1族の金属とからなる金属塩がより好ましく、亜リン酸又は次亜リン酸と周期律表第1族の金属とからなる金属塩がさらに好ましく、次亜リン酸ナトリウム(NaH2PO2)又はその水和物(NaH2PO2・nH2O)がさらにより好ましい。
リン酸エステル類の中では、特にフェニルホスホン酸が好ましい。
【0052】
上述した各種リン元素含有化合物は、予めポリアミド中に含有させておくことが好ましい。これにより、本実施形態における外装材用樹脂組成物の流動性と耐衝撃性のバランスが優れたものとなる。
リン元素含有化合物を予めポリアミド中に含有させる方法としては、例えば、ポリアミドの製造段階でリン元素含有化合物を添加する方法、ポリアミド中にあらかじめリン元素含有化合物を溶融混練してなるマスターペレットとして添加する方法等が挙げられる。
リン元素含有化合物を予めポリアミド中に含有させる場合、ポリアミド中におけるリン元素含有化合物の量は、リン元素含有化合物を含むポリアミド全量に対し、リン元素として1〜500ppmであることが好ましく、30〜400ppmがより好ましく、150〜400ppmがさらに好ましい。
外装材用樹脂組成物中及びポリアミド中におけるリン元素の定量は、例えば、測定装置としてThermoJarrellAsh製IRIS/IPを用いて、高周波誘導結合プラズマ(ICP)発光分析により、波長213.618(nm)の条件で行うことができる。
【0053】
(銅)
本実施形態における外装材用樹脂組成物には、銅を含有させることが好ましい。
銅を含有させることにより、高温条件下における耐熱エージング特性の向上が図られる。
銅は、金属銅、銅イオン、銅化合物のいずれの形態であってもよいが、銅イオン又は銅化合物の形態が好ましい。また、銅はポリアミド中に存在させることが好ましい。
また、銅は下記式の物質として添加されることが好ましい。
CuaXb
上記式中、Cuは、銅を表し、Xは、OH、CH3COO、SO4、CN、酸素又はハロゲンを表す。aは、1又は2の整数であり、bは、1〜4の整数を表す。
上記式により示される物質としては、例えば、金属銅、酸化銅、酢酸銅、硫酸銅、ヨウ化銅、塩化銅、臭化銅等が挙げられ、これらは単独であっても混合物であってもよい。
特に、酢酸銅、ヨウ化銅、塩化銅から選ばれる1種以上が好ましく、ヨウ化銅、塩化銅、もしくはこれらの混合物がより好ましい。
銅の含有量は、本実施形態の外装材用樹脂組成物全量に対し、銅元素として10〜250質量ppmが好ましい。
高温条件下での耐熱エージング特性の悪化を防止するために、銅元素量を10質量ppm以上とすることが好ましく、押出機等の金属部分等に銅の析出を防止するために、250質量ppm以下とすることが好ましい。
なお、銅の含有量は、20質量ppm以上であることがより好ましく、50質量ppmであることがさらに好ましい。また、200質量ppm以下であることがより好ましく、150質量ppm以下であることがさらに好ましい。
【0054】
銅は、分散剤と銅又は銅化合物を予め混合させたマスターバッチの形態や、ポリアミド中に銅又は銅化合物を予め存在させたマスターバッチの形態で添加することが好ましい。
マスターバッチで添加することにより、銅の分散性が大幅に改良され、耐熱エージング性が大幅に向上する。
分散剤としては、例えば脂肪酸金属塩、エチレンビスアミド化合物が挙げられる。
脂肪酸金属塩とは下記式により表される。例えば、ステアリン酸、パルミチン酸、オレイン酸、アラギン酸、ベヘニン酸、モンタン酸等の高級脂肪酸のカルシウム、マグネシウム、ナトリウム、亜鉛、アルミニウム塩等が挙げられる。これらの中でも、ステアリン酸カルシウムが、分散性に優れ、入手が容易なため好ましい。
CH3(CH2)nCOOY
上記式中、Yは周期律表第I〜III族の金属原子を示し、nは9〜30の整数を示す。
エチレンビスアミド化合物は、下記式により表される。具体例としては、エチレンビスステアリルアミド、エチレンビスパルミチルアミド等が挙げられる。特に、エチレンビスステアリルアミドが、分散性に優れ、入手が容易なため好ましい。
CH3(CH2)mCONH(CH2)2NHCO(CH2)nCH3
上記式中、m及びnは、9〜30の整数を示す。
上述したマスターバッチは取り扱い性を高める上で、混合した粉体状の形態よりも、ペレット状に圧縮した形態であることが好ましい。
ペレット状に圧縮する場合における好ましい分散剤としては、長期保存時のペレットの崩壊性が低いこと、及び組成物への銅及び銅化合物の分散性に優れることより、エチレンビスステアリルアミドが挙げられる。
圧縮されたペレット状に成形されたマスターバッチは、ヨウ化銅、ヨウ化カリウム及びエチレンビスステアリルアミドを含有していることが好ましい。
マスターバッチペレット中に占めるそれぞれの好ましい割合は、ヨウ化銅が10〜30質量%であり、ヨウ化カリウムが50〜85質量%であり、エチレンビスステアリルアミドが5〜20質量%の割合である。
ペレットへの圧縮性を高めるためには、エチレンビスステアリルアミドの含有量を5〜20質量%の範囲内に制御することが好ましい。
本実施形態の外装用樹脂組成物において、ポリアミド中に銅及び/又は銅化合物を予め存在させたマスターバッチの形態を取る場合の、好ましい方法としては、例えばポリアミド原料と銅及び/又は銅化合物とを配合し、ポリアミドの重合を行う方法、ポリアミドの重合工程のいずれかの段階で銅及び/又は銅化合物を配合する方法、銅及び/又は銅化合物を溶融混練法によりポリアミドに配合する方法、銅及び/又は銅化合物をポリアミドペレット表面に付着させる方法等が挙げられる。
特に、ポリアミド原料と銅及び/又は銅化合物とを配合し、次いでポリアミドの重合を行う方法、銅及び/又は銅化合物を溶融混練法によりポリアミドに配合する方法が好ましく、ポリアミド原料と銅及び/又は銅化合物とを配合し、次いでポリアミドの重合を行う方法がさらに好ましい。
ポリアミドとして、ポリアミド原料と銅及び/又は銅化合物とを配合し、次いでポリアミドの重合を行う方法により得られたポリアミド/銅マスターバッチを使用する場合の、ポリアミド中に占める銅及び/又は銅化合物の好ましい割合は、10ppm以上150ppm以下である。また、銅及び/又は銅化合物を溶融混練法によりポリアミドに配合する方法により得られたポリアミドを使用する場合の、ポリアミド中に占める銅及び/又は銅化合物の好ましい割合は、100質量ppm以上1500質量ppm以下である。
【0055】
(添加剤)
本実施形態においては、更に、ポリアミドに、公知の添加剤を添加してもよい。
この場合、ポリアミド100質量部に対して10質量部未満とすることが好ましい。
【0056】
(無機フィラー)
本実施形態における自動車外装用樹脂組成物は、無機フィラーを含有している。
無機フィラーとしてが、例えば、ガラス繊維、ウォラストナイト、タルク、炭素繊維、クレイ、カオリン、ゾノトライト、酸化チタン、チタン酸カリウム、炭酸カルシウム、酸化亜鉛等が挙げられる。特に、ガラス繊維、ウォラストナイト、タルク、炭素繊維、カオリン、炭酸カルシウムが好ましく、ガラス繊維、ウォラストナイト、タルク、炭素繊維がより好ましい。
無機フィラーの量は、樹脂組成物の全量を100質量%としたとき、10〜60質量%であることが好ましく、15〜50質量%であることがより好ましく、18〜45質量%であることがさらに好ましい。
無機フィラーは、繊維状無機フィラーと、非繊維状無機フィラーの混合物であることがより好ましい。
繊維状無機フィラーと、非繊維状無機フィラーの量比は、全無機フィラー(100質量%)に占める繊維状無機フィラーの割合が、50質量%以上90質量%以下であることが好ましい。
繊維状無機フィラーの割合は、60質量%以上であることが好ましく、80質量%であることがより好ましい。
本実施形態における外装用樹脂組成物としてISO178に準拠して測定された23℃における曲げ弾性率が、4GPa以上とするためには、繊維状無機フィラーの割合を50質量%以上とすることが好ましい。
【0057】
繊維状無機フィラーの態様は、平均アスペクト比が5以上30以下の繊維状無機フィラーであることが好ましい。
平均アスペクト比の下限は6がより好ましく、8がさらに好ましい。
平均アスペクト比の上限は25がより好ましく、20がさらに好ましい。
【0058】
外装用樹脂組成物としては、ISO178に準拠して測定される23℃における曲げ弾性率が4GPa以上とすることが望ましいが、この場合、繊維状無機フィラーの平均アスペクト比は5以上であることが好ましく、成形体とした場合の表面へのフィラーの「浮き」を抑制するためには、平均アスペクト比が30以下とすることが好ましい。
なお、平均アスペクト比とは、例えば、組成物を焼却するか、あるいは溶剤に溶解して、有機物を除去して無機フィラーを取り出し、電子顕微鏡等で観察し、写真撮影し、視野にあるすべての繊維、少なくとも1000本を無作為に選択し、その径と長さを実測し、アスペクト比が5以上となる繊維状フィラーに関して加算平均した値をいう。
【0059】
非繊維状無機フィラーとは、電子顕微鏡等で確認した際に、繊維の形状を呈していないものをいい、例えば、充分な平均アスペクト比を有していても、タルクのような板状の形状を呈しているものは含めない。また、繊維状形状を呈していても、平均アスペクト比が5を下回るものは、非繊維状無機フィラーに含める。
【0060】
無機フィラーとして使用できるウォラストナイトについて説明する。
ウォラストナイトは、珪酸カルシウムを成分とする天然鉱物を精製、粉砕及び分級したものであるが、本実施形態においては、人工的に合成したものも使用できる。
ウォラストナイトは、平均粒子径2〜9μm、平均アスペクト比が5以上であるものが好ましく、平均粒子径3〜7μm、平均アスペクト比5以上のものがより好ましく、平均粒子径3〜7μm、平均アスペクト比8以上30以下のものがさらに好ましい。
また、平均アスペクト比が5未満のものは、本発明においては、非繊維状無機フィラーに含まれる。
ここでいうウォラストナイトの平均粒子径は、Sedigraph粒子径分析器(Micromeritics Instrument社製、モデル5100)を用いて、ウォラストナイト0.75gを0.05%Calgon溶液45mlに加え、超音波浴で充分分散させた後、測定し、算出された球相当の直径を示し、アスペクト比は、走査型電子顕微鏡により観察し撮影された写真を元に、少なくとも5000個のウォラストナイト粒子の直径及び長さを測定し、その加算平均値より算出したものである。
【0061】
無機フィラーとして使用できるタルクについて説明する。
タルクとは、珪酸マグネシウムを成分とする天然鉱物を精製、粉砕及び分級したものである。また広角X線回折によるタルクの(002)回折面の結晶子径が570Å以上であることがより好ましい。
タルクの(002)回折面は、広角X線回折装置を用いて、タルクMg3Si4O10(OH)2が同定され、その層間距離がタルクの(002)回折面による格子面間隔である約9.39Åに一致することにより確認できる。また、タルクの(002)回折面の結晶子径は、そのピークの半値幅より算出される。
タルクの好ましい形状としては、平均粒子径が1μm以上20μm以下であり、粒子径の小さい方から25%の粒径(d25%)と75%の粒径(d75%)の比(d75%/d25%)が1.0以上2.5以下である粒径分布を有するものである。さらには、(d75%/d25%)が1.5以上2.2以下であることがより好ましい。
タルクの平均粒子径は、1μm以上16μm以下がより好ましく、3μmより大きく9μm未満であることがさらに好ましい。
タルクの平均粒子径、粒子径分布は、レーザー回折/散乱式粒度分布測定装置を用いて測定した体積基準の粒子径である。分散溶媒としてはエタノールが用いられる。
【0062】
無機フィラーとして使用できる炭素繊維について説明する。
炭素繊維としては、ポリアクリロニトリル系炭素繊維、レーヨン系炭素繊維、リグニン系炭素繊維、ピッチ系炭素繊維等が挙げられる。これらは単独で使用してもよく、2種以上併用してもよい。
繊維径は5μm〜20μmが好ましく、5〜13μmがより好ましい。平均アスペクト比は10以上であることが好ましい。
炭素繊維の繊維径、平均アスペクト比については、本実施形態における外装材用樹脂組成物を焼却し、フィラー残渣のみとした後、当該残渣を走査型電子顕微鏡等で観察し、市販の画像解析装置等で解析することにより測定できる。
【0063】
無機フィラーとして使用できるガラス繊維について説明する。
ガラス繊維としては、繊維径が5μm〜20μmのチョップドストランドが、機械的特性及び取り扱い性の観点から好ましい。繊維径は8μm〜15μmであるものがより好ましい。
ガラス繊維の繊維径は、使用するガラス繊維を走査型電子顕微鏡等で観察することにより測定できる。
【0064】
上述した無機フィラーには、表面処理剤として、高級脂肪酸又はそのエステル、高級脂肪酸塩等の誘導体(例えば、ステアリン酸、オレイン酸、パルミチン酸、ステアリン酸マグネシウム、ステアリン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸アミド、ステアリン酸エチルエステル等)やカップリング剤(例えば、シラン系、チタネート系、アルミニウム系、ジルコニウム系等)を使用してもよい。
表面処理剤の使用量は、無機フィラーを100質量部としたとき、0.05〜5質量部が好ましく、0.1〜2質量部がより好ましい。
【0065】
上述した無機フィラーは、取り扱い性を高める目的で、もしくは樹脂との密着性を改善する目的で、集束剤で集束されていてもよい。
集束剤としては、エポキシ系、ウレタン系、ウレタン/マレイン酸変性系、ウレタン/アミン変性系の化合物が好ましく使用できる。集束剤は単独で用いてもよく2種以上を併用してもよい。
また、この集束剤として、分子構造内に複数のエポキシ基を有するエポキシ系化合物を用いたものが好ましい。エポキシ化合物の中でも、ノボラック型エポキシがより好ましい。
集束材として、分子構造内に複数のエポキシ基を有するエポキシ系化合物を用いることにより、ガラス繊維を配合した際の成形片表面外観の悪化を抑制でき、吸水率を低減化させ、成形体の寸法変化の抑制が図られる。
【0066】
無機フィラーは、ポリアミド又はポリフェニレンエーテルの重合段階から、成形段階までの任意の段階で添加できるが、樹脂組成物の押出工程及び成形工程(ドライブレンドを含む)の段階で添加することが好ましい。
具体的には、押出工程において、溶融した樹脂組成物中へ添加し溶融混練する方法が挙げられる。
また、無機フィラーを予めポリアミドやポリフェニレンエーテル中へ配合したマスターバッチの形態で添加することも好ましい。
マスターバッチの調製方法については、特に制限はなく、ポリアミド又はポリフェニレンエーテルと溶融することなく混合し、押出機等にて溶融混練する方法、溶融したポリアミド又はポリフェニレンエーテル中に強化無機フィラーを添加する方法等が好ましい。
特に、無機フィラーが繊維状フィラーの場合、溶融したポリアミド又はポリフェニレンエーテル中に添加して溶融混練する方法がより好ましい。
【0067】
〔外装材用樹脂組成物の物性〕
本実施形態における外装材用樹脂組成物は、ISO178に準拠して測定した23℃における曲げ弾性率が4GPa以上である。
曲げ弾性率は、4.5GPa以上であることが好ましく、5GPa以上であることがより好ましい。
23℃における曲げ弾性率が4GPa未満であると、外装材として充分な剛性を得るためには、肉厚にしなければならず、軽量性が損なわれる。
曲げ弾性率の上限に関しては特に制限はないが、高濃度フィラー配合による比重の上昇を抑制する観点より、15GPa以下とすることが好ましく、12GPa以下とすることがより好ましい。
【0068】
ISO178に準拠して測定される23℃における曲げ弾性率を4GPa以上とするための方法としては、例えば、繊維状無機フィラーを30質量%程度含有させる方法、繊維状無機フィラー25質量%程度と非繊維無機フィラーを5質量%程度とを、樹脂組成物に含有させる方法が挙げられる。その他、繊維状無機フィラー25質量%程度を樹脂組成物に含有させ、低分子量の樹脂を樹脂の流動方向に配向させる方法等が挙げられる。
【0069】
本実施形態における外装材用樹脂組成物は、極めて高い流動性を有していることが重要である。これにより、薄肉の成形体、例えば自動車外装材が得られるようになり、更には無機フィラー充填による外観悪化を抑制できる。
本実施形態の外装材用樹脂組成物の好ましい流動性をメルトボリュームレイト(MVR)で表すと、MVRは50〜100cc/10分の範囲内であることが好ましい。
MVRの下限は、60cc/10分がより好ましく、65cc/10分がさらに好ましく、70cc/10分がさらにより好ましい。
MVRの上限は、95cc/10分がより好ましく、90cc/10分がさらに好ましい。
薄肉化された外装材を成形可能とし、無機フィラー充填による外観悪化を確実に抑制するためには、MVRは50cc/10分以上であることが好ましく、成形体としての実用上十分な耐衝撃性を確保する観点から、MVRは100cc/10分以下とすることが好ましい。
なお、MVRの測定温度は280℃で、荷重は5kgである。
但し、使用するポリアミドが280℃以上の融点を有するポリアミドを用いた場合は、測定温度を変更する必要がある。
例えば、ポリアミド4,6やポリアミド9,T等の高融点ポリアミドを使用した場合(たとえ少量であっても)は、その測定温度は320℃とする。
【0070】
〔その他の添加剤〕
(相溶化剤)
本実施形態においては、ポリアミドとポリフェニレンエーテルの相溶化剤を用いることが好ましい。
相溶化剤は、ポリアミドとポリフェニレンエーテルとの合計100質量部に対して、0.05質量部以上とすることが好ましく、0.1質量部以上とすることがより好ましく、0.2質量部以上とすることがさらに好ましい。
また、5質量部以下とすることが好ましく、3質量部以下とすることがより好ましく、2質量部以下とすることがさらに好ましい。
本実施形態における外装材用樹脂組成物の耐衝撃性の低下を回避するため、0.05質量部以上とすることが好ましく、流動性の低下を防止するために5質量部以下とすることが好ましい。
相溶化剤としては、例えば、クエン酸、マレイン酸、イタコン酸及びこれらの無水物から選ばれる少なくとも1種以上を用いることができる。これらの中で最も好ましいのは、マレイン酸又はその無水物である。マレイン酸又はその無水物は、比較的少量で、ポリアミドとポリフェニレンエーテルを相溶化できるので好ましい。
【0071】
(衝撃改良材)
本実施形態の外装材用樹脂組成物には、公知の衝撃改良材を含有させてもよい。
衝撃改良材としては、例えば、芳香族ビニル化合物を主体とするブロックを少なくとも1個と、共役ジエン化合物を主体とするブロックを少なくとも1個含むブロック共重合体及び/又は当該ブロック共重合体の水素添加物が挙げられる。
前記少なくとも1個の芳香族ビニル化合物を主体とする重合体ブロックと少なくとも1個の共役ジエン化合物を主体とする重合体ブロックとからなるブロック共重合体において、当該ブロック共重合体の一部を構成する芳香族ビニル化合物としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン等が挙げられる。これらの芳香族ビニル化合物は単独で用いてもよく、2種以上組み合わせて用いてもよい。スチレンが特に好ましい。
また、前記ブロック共重合体の一部を構成する共役ジエン化合物としては、例えば、ブタジエン、イソプレン、ピペリレン、1,3−ペンタジエン等が挙げられるが、これらに限定されるものではない。これらの共役ジエン化合物は単独で用いてもよく、2種以上組み合わせてもよい。
衝撃改良材における、芳香族ビニル化合物を主体とするブロック及び共役ジエン化合物を主体とするブロックのそれぞれの「主体とする」とは、当該ブロックにおいて、少なくとも50質量%が芳香族ビニル化合物又は共役ジエン化合物であることを意味するものとし、70質量%以上であることがより好ましい。
【0072】
前記共役ジエン化合物としてブタジエンを使用する場合は、ポリブタジエンブロック部分のミクロ構造は1,2−ビニル結合量と3,4−ビニル結合量との合計量が、5〜80%であることが好ましく、10〜50%であることがより好ましく、15〜40%であることがさらに好ましい。
通常、共役ジエン化合物の結合形態として、1,2−ビニル結合、3,4−ビニル結合、1,4−ビニル結合があるが、前記ビニル結合量とは、重合時の共役ジエン化合物の結合形態の割合を示すものである。
例えば、1,2−ビニル結合量とは、上記3種の結合形態中の1,2−ビニル結合の割合を意味し、赤外分光光度計、核磁気共鳴装置等によって容易に知ることができる。
【0073】
前記少なくとも1個の芳香族ビニル化合物を主体とする重合体ブロックと少なくとも1個の共役ジエン化合物を主体とする重合体ブロックとからなるブロック共重合体は、芳香族ビニル化合物を主体とする重合体ブロック(S)と共役ジエン化合物を主体とする重合体ブロック(B)が、S−B型、S−B−S型、S−B−S−B型の中から選ばれる結合形式を有するブロック共重合体であることが好ましい。特に、S−B−S型、S−B−S−B型が好ましく、S−B−S型がより好ましい。これらの型は、各々単独でもよく、混合物であってもよい。
【0074】
衝撃改良材としては、芳香族ビニル化合物と共役ジエン化合物との水素添加されたブロック共重合体を使用することもできる。
すなわち、この水素添加されたブロック共重合体とは、上述した芳香族ビニル化合物と共役ジエン化合物とのブロック共重合体中の脂肪族二重結合を水素添加処理することにより、0を超えて100%までの範囲内の二重結合に対する水素添加処理割合において制御したものをいう。
水素添加されたブロック共重合体の好ましい水素添加率は50%以上であり、より好ましくは80%以上、さらに好ましくは95%以上である。
【0075】
上述したブロック共重合体は、趣旨に反しない限り、結合形式の異なるもの、芳香族ビニル化合物種の異なるもの、共役ジエン化合物種の異なるもの、1,2−結合ビニル含有量の異なるもの、1,4−結合ビニル含有量の異なるもの、芳香族ビニル化合物成分含有量の異なるもの、水素添加率の異なるもの等を、各々について2種以上を混合して用いてもよい。
また、上述したブロック共重合体は、全部又は一部が変性されたブロック共重合体であってもよい。
変性されたブロック共重合体とは、分子構造内に少なくとも1個の炭素−炭素二重結合又は三重結合、及び少なくとも1個のカルボン酸基、酸無水物基、アミノ基、水酸基又はグリシジル基を有する、少なくとも1種の変性化合物で変性されたブロック共重合体を意味する。
【0076】
衝撃改良材の使用量は、ポリアミドとポリフェニレンエーテルの合計量を100質量部としたときに、5〜25質量部が好ましく、7〜15質量部がより好ましい。
より詳細には、上述の比率を満足しつつ、ポリフェニレンエーテル100質量部に対して、10〜100質量部の範囲内を満足することが望ましい。
【0077】
本実施形態の外装材用樹脂組成物には、スチレン系熱可塑性樹脂をポリアミドとポリフェニレンエーテルの合計100質量部に対し、20質量部未満の量であれば配合してもよい。
スチレン系熱可塑性樹脂としては、例えば、ホモポリスチレン、ゴム変性ポリスチレン(HIPS)、スチレン−アクリロニトリル共重合体(AS樹脂)、スチレン−ゴム質重合体−アクリロニトリル共重合体(ABS樹脂)等が挙げられる。
【0078】
(導電付与材)
また、本実施形態の外装材用樹脂組成物の成形体に対して静電塗装を施す場合には、樹脂組成物中に導電付与材を含有させておくことが好ましい。
導電付与材の配合量は、外装材用樹脂組成物の全量を100質量%としたとき、0.1〜10質量%が好ましく、0.5〜5質量%がより好ましく、1〜3質量%がさらに好ましい。
導電付与材としては、例えば、導電性カーボンブラック、グラファイト、カーボンフィブリル等が挙げられる。
導電付与材として導電性カーボンブラックを用いる場合、当該導電性カーボンブラックとしては、ジブチルフタレート(DBP)吸油量が250ml/100g以上のものが好ましく、DBP吸油量が300ml/100g以上のものがより好ましく、350ml/100g以上のものがさらに好ましい。なお、DBP吸油量とは、ASTM D2414に定められた方法で測定できる。
また、導電性カーボンブラックは、BET比表面積(JIS K6221−1982)が200m2/g以上のものが好ましく、更には400m2/g以上のものがより好ましい。具体的には、ケッチェンブラックインターナショナル社製のケッチェンブラックECやケッチェンブラックEC−600JD、エボニックデグサ社製のプリンテックスXE,XE−2B等が挙げられる。
グラファイトとしては、無煙炭、ピッチ等をアーク炉で高温加熱して得られるもの、天然に産出される石墨のいずれでもよい。
グラファイトの重量平均粒子径は、0.1〜50μmが好ましく、1〜30μmがより好ましい。
カーボンフィブリルとしては、米国特許4663230号明細書、米国特許5165909号公報、米国特許5171560号公報、米国特許5578543号明細書、米国特許5589152号明細書、米国特許5650370号明細書、米国特許6235674号明細書等に記載されている繊維径が75nm未満で中空構造をした分岐の少ない炭素系繊維が挙げられる。
また、1μm以下のピッチでらせんが一周するコイル状形状のものも含まれる。例えば、ハイペリオンキャタリシスインターナショナル社製のカーボンフィブリル(BNフィブリル)が挙げられる。
【0079】
導電付与材の添加方法に関しては、特に制限されるものではない。例えば、ポリアミドとポリフェニレンエーテルとの溶融混合物中に、導電付与材を添加して溶融混練する方法、ポリアミドに導電付与材を予め配合したマスターバッチの形態で添加する方法等が挙げられる。特に、ポリアミド中に導電付与材を配合したマスターバッチの形態で添加する方法が好ましい。
導電付与材がカーボンフィブリルの場合には、マスターバッチとして、ハイペリオンキャタリストインターナショナル社製のポリアミド/カーボンフィブリルマスターバッチを使用してもよい。
マスターバッチ中の導電付与材の量は、マスターバッチを100質量%に対し、導電付与材の量が5〜25質量%であることが好ましい。
導電付与材として導電性カーボンブラックを用いた場合のマスターバッチ中の導電付与材量は、5質量%〜15質量%が好ましく、8質量%〜12質量%がより好ましい。
導電付与材として、グラファイト又はカーボンフィブリルを用いた場合のマスターバッチ中の導電付与材量は、15質量%〜25質量%が好ましく、18質量%〜23質量%がより好ましい。
導電付与材マスターバッチに使用する樹脂としては、例えば、ポリアミド、ポリフェニレンエーテル、上述した衝撃改良材より選ばれる1種以上の樹脂が挙げられ、ポリアミドが好ましい。
この際、使用するポリアミドとしてはポリアミド6,6、ポリアミド6、ポリアミド9Tから選ばれる1種以上であることがより好ましい。
前記ポリアミドの粘度の下限値は0.6dl/gであることが好ましく、0.65dl/gであることがより好ましく、0.70dl/gであることがさらに好ましく、0.75dl/gであることがさらにより好ましい。
また、ポリアミドの粘度の上限値は、1.0dl/gであることが好ましく、0.95dl/gであることがより好ましく、0.9dl/gであることがさらに好ましく、0.85dl/gであることがさらにより好ましい。
ポリアミドの粘度範囲を上記のようにすることにより、マスターバッチ生産効率の向上効果が得られ、更にはマスターバッチを用いて得られる樹脂組成物の面衝撃強度が高められる。
【0080】
導電性マスターバッチの製造方法としては、特に制限されるものではないが、(1)ポリアミドと導電付与材とを溶融することなく混合したのち、樹脂温度がポリアミドの融点以上となる温度で溶融混練する方法、(2)溶融したポリアミド中に導電付与材を添加して溶融混練する方法、(3)ポリアミドと導電付与材を溶融することなく混合物を作製し、該混合物を溶融したポリアミド中に供給し、溶融混練する方法、(4)溶融したポリアミド中に導電付与材を供給し溶融混練した後、更にポリアミドを供給し溶融混練する方法等が挙げられる。
上記方法の中で最も好ましいのは、(3)ポリアミドと導電付与材を溶融することなく混合物を作製し、この混合物を溶融したポリアミド中に供給し、溶融混練する方法である。
この方法を実行することにより、導電性マスターバッチ製造時の樹脂温度を大幅に低下させることが可能となり、外装材用導電性樹脂組成物とした後の、モールドデポジット(以下、MDと略すことがある。)の抑制に非常に効果的である。
導電性マスターバッチの製造方法について、具体例を挙げる。
(1)上流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドと導電付与材とを混合した混合物を供給し、ポリアミドの融点以上の温度で溶融混練する方法、(2)上流部に1箇所と下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドを供給し、ポリアミドの融点以上の温度で溶融混練した後、下流部供給口より導電付与材を添加して更に溶融混練する製造方法、(3)上流部に1箇所と下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドの一部を供給し、ポリアミドの融点以上の温度で溶融混練した後、下流部供給口より残りのポリアミドと導電付与材を溶融することなく混合した混合物を添加して更に溶融混練する製造方法、(4)上流部に1箇所、中流部に1箇所、下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドを供給し、ポリアミドの融点以上の温度で溶融混練した後、中流部供給口より導電付与材を添加して更に溶融混練し、下流部供給口よりポリアミドを添加して更に溶融混練する方法が挙げられる。
上記方法のうち、特に好ましい態様は、上記(3)の、上流部に1箇所と下流部に1箇所の供給口を有する二軸押出機を使用して、上流部供給口よりポリアミドの一部を供給し、ポリアミドの融点以上の温度で溶融混練した後、下流部供給口より残りのポリアミドと導電付与材を溶融することなく混合した混合物を添加して更に溶融混練する製造方法である。
また、これらマスターバッチを製造する際の、加工機械のシリンダー設定温度については、特に制限されるものではなく、ポリアミドの融点以上の温度であればよく、270〜330℃の範囲であることが好ましく、280℃〜320℃の範囲であることがより好ましい。
【0081】
本実施形態における外装材用樹脂組成物には、他の特性を損なわない範囲で必要に応じて付加的成分を添加してもよい。
例えば、難燃剤(ホスフィン酸金属塩、ハロゲン化された樹脂、シリコーン系難燃剤、水酸化マグネシウム、水酸化アルミニウム、ポリ燐酸アンモニウム、赤燐など)、滴下防止効果を示すフッ素系ポリマー、流動性改良材(オイル、低分子量ポリオレフィン、ポリエチレングリコール、脂肪酸エステル類等)、三酸化アンチモン等の難燃助剤、帯電防止剤、各種過酸化物、酸化防止剤、紫外線吸収剤、光安定剤、染料、顔料、添着剤等が挙げられる。
これらの配合量は、ポリアミドとポリフェニレンエーテルの合計100質量部に対して、20質量部を超えない範囲であり、合計量としては50質量部を超えない範囲である。
【0082】
〔外装材用樹脂組成物の製造方法〕
導電付与材を添加した外装材用樹脂組成物の製造方法について、下記に工程(1)〜(3)を示す。
(1)ポリアミドと導電付与材とを溶融せずに混合し、この混合物を溶融したポリアミド中に供給し、溶融混練してポリアミドと導電付与材のマスターペレットを製造する工程。
(2)ポリアミドと導電付与材のマスターペレットを、ポリフェニレンエーテル及びポリアミドとポリフェニレンエーテルの相溶化剤との溶融混合物と溶融混練する工程。
(3)溶融混合物ペレットの水分を除去する工程。
上記工程(1)〜(3)を順次実行することにより、樹脂組成物の射出成形時におけるMD(モールドデポジット)の抑制とシルバーストリークス発生の抑制及びシート押出時におけるダイリップ部への、いわゆる目やにの生成が抑制される効果が得られる。
【0083】
本実施形態の外装材用樹脂組成物を得るための加工機械としては、例えば、単軸押出機、二軸押出機、ロール、ニーダー、ブラベンダープラストグラフ、バンバリーミキサー等が挙げられる。
これらの中では二軸押出機が好ましく、特に、上流部供給口と1カ所以上の下流部供給口を備えたスクリュー直径25mm以上でL/Dが30以上の二軸押出機が好ましく、スクリュー直径45mm以上でL/Dが30以上の二軸押出機がより好ましい。スクリュー直径は、樹脂温度の上昇を抑制する観点より120mm以下であることが好ましい。
加工機械のシリンダー設定温度は、通常240〜360℃の範囲で選択するが、280〜330℃の範囲が好ましい。
本実施形態の外装材樹脂組成物を用いて成形体を作製するに当たっては、その種類、用途、形状等に応じて、成形方法や成形装置を選択する。
【0084】
本実施形態における外装材用樹脂組成物は、任意の形状、用途の各種成形品の製造に有効に使用できるが、特に、自動車外装部材等として好適である。
特に、フェンダー、ドアパネル、バックドア等の大型の成形体として適しており、さらには高い流動性を有しているため、平均厚さ2mm以下の薄肉の成形体を工業的に良好な生産性を維持して製造できる。
なお、平均厚さとは、外装材の中で最も面積の広い、車両の外に直接露出される部位の成形体の厚さの平均厚さであり、リブや、ボディとの接合部等の、構造上、補強されるべき部位は除く。
【実施例】
【0085】
以下、本発明の実施例と比較例を挙げて具体的に説明する。
(配合に用いた原材料)
<PPEULMw-1>
超低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:沈殿析出重合法
重合槽底部に酸素含有ガス導入の為のスパージャー、攪拌タービン翼及びバッフル、重合槽上部のベントガスラインに還流冷却器を備えた1キロリットルのジャケット付き重合槽に窒素ガスを吹き込みながら、111.64gの塩化第二銅2水和物、491.72gの35%塩酸、4264.2gのN,N,N’,N’−テトラメチルプロパンジアミン、1.6kgのジ−n−ブチルアミン、253kgのキシレン、253kgのn−ブタノール、126kgのメタノール、160kgの2,6−ジメチルフェノールを入れ、均一溶液となり、かつ反応器の内温が30℃になるまで攪拌した。
次いで、激しく攪拌した重合槽へ100NL/分の速度で酸素ガスをスパージャーより導入を始めた。420分通気し、反応器の内温が40℃になるようにコントロールした。なお、酸素ガスを供給開始135分後ポリフェニレンエーテルが析出しスラリー状の形態を示した。重合終了時の重合液の形態は沈殿析出重合であった。
酸素含有ガスの通気をやめ、重合混合物にエチレンジアミン四酢酸3カリウム塩の50%水溶液を1.2kg添加し60分間重合混合物を攪拌し、次いでハイドロキノン)を少量ずつ添加し、スラリー状のポリフェニレンエーテルが白色となるまで攪拌を続けた。
反応器の内温は50℃になるようにコントロールした。白色となったスラリー状のポリフェニレンエーテルをろ過し、ろ過残渣のポリフェニレンエーテルにメタノールをふりかけ洗浄後、160℃、6時間乾燥処理をし、乾燥状態のポリフェニレンエーテル粉体(PPEULMw-1)を得た。
【0086】
<PPEULMw-2>
超低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
重合槽底部に酸素含有ガス導入の為のスパージャー、攪拌タービン翼及びバッフルを備え、重合槽上部のベントガスラインに還流冷却器を備えたジャケット付き重合槽に、窒素ガスを吹き込みながら、402gの酸化第二銅、3022gの47%臭化水素水溶液、968gのジ−t−ブチルエチレンジアミン、4688gのジ−n−ブチルアミン、14.3kgのブチルジメチルアミン、2.1トンのトルエン、312kgの2,6−ジメチルフェノールを入れ、均一溶液となり、かつ反応器の内温が25℃になるまで攪拌した。
次に、重合槽へ3.28Nm3/分の速度で乾燥空気をスパージャーより導入を始め、重合を開始した。
85分間通気し、重合終了時の内温が40℃になるようにコントロールした。
重合終結時の重合液は溶液状態であった。
上記乾燥空気の通気を停止し、重合混合物にエチレンジアミン四酢酸4ナトリウム塩の2.5%水溶液1トンを添加し、70℃で150分間重合混合物を攪拌した後静置し、液−液分離により有機相と水相とを分離した。
得られた有機相を50℃にした後、メタノールを過剰に加えてポリフェニレンエーテルを析出後濾過し、濾残のポリフェニレンエーテルを過剰のメタノールに分散させ50℃で30分間攪拌した後、再度濾過した。
この操作を2回繰り返し、湿潤ポリフェニレンエーテルを得た。
白色スラリー状のポリフェニレンエーテルを濾過し、濾残の湿潤状態のポリフェニレンエーテルを回収した。
その後、160℃で約6時間乾燥処理を施し、ポリフェニレンエーテル粉体(PPEULMw-2)を得た。
【0087】
<PPEULMw-3>
超低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
重合槽底部に酸素含有ガス導入の為のスパージャー、攪拌タービン翼及びバッフルを備え、重合槽上部のベントガスラインに還流冷却器を備えたジャケット付き重合槽に、窒素ガスを吹き込みながら、402gの酸化第二銅、3022gの47%臭化水素水溶液、968gのジ−t−ブチルエチレンジアミン、4688gのジ−n−ブチルアミン、14.3kgのブチルジメチルアミン、2.1トンのトルエン、312kgの2,6−ジメチルフェノールを入れ、均一溶液となり、かつ反応器の内温が45℃になるまで攪拌した。
次に、重合槽へ3.28Nm3/分の速度で乾燥空気をスパージャーより導入を始め、重合を開始した。
85分間通気し、重合終了時の内温が40℃になるようにコントロールした。
重合終結時の重合液は溶液状態であった。
上記乾燥空気の通気を停止し、重合混合物にエチレンジアミン四酢酸4ナトリウム塩の2.5%水溶液1トンを添加し、70℃で150分間重合混合物を攪拌した後静置し、液−液分離により有機相と水相とを分離した。
得られた有機相を50℃にした後、メタノールを過剰に加えてポリフェニレンエーテルを析出後濾過し、濾残のポリフェニレンエーテルを過剰のメタノールに分散させ50℃で30分間攪拌した後、再度濾過した。
この操作を2回繰り返し、湿潤ポリフェニレンエーテルを得た。
白色スラリー状のポリフェニレンエーテルを濾過し、濾残の湿潤状態のポリフェニレンエーテルを回収した。
その後、160℃で約6時間乾燥処理を施し、ポリフェニレンエーテル粉体(PPEULMw-3)を得た。
【0088】
<PPELMw>
低分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
乾燥空気通気時間を125分に変更した以外は、上述した(PPEULMw-2)と同様に実施し、ポリフェニレンエーテル粉体(PPELMw)を得た。
【0089】
<PPEHMw>
高分子量ポリ(2,6−ジメチル−1,4−フェニレンエーテル)
重合方法:溶液重合法
乾燥空気通気時間を140分に変更した以外は、上述した(PPEULMw-2)と同様に実施し、ポリフェニレンエーテル粉体(PPEHMw)を得た。
【0090】
上記PPEULMw-1、PPEULMw-2、PPEULMw-3、PPELMw、PPEHMwのそれぞれの性状について、下記表1に示す。
分子量の測定は、ゲルパーミエーションクロマトグラフィー測定装置[GPC SYSTEM21:昭和電工(株)製]を用いて、紫外分光検出器[UV−41:昭和電工(株)製]で測定し、標準ポリスチレンで換算した。詳細な条件は以下の通りである。
溶媒:クロロホルム
サンプル濃度:0.1g/100ml
温度:40℃
カラム:サンプル側(K−G,K−800RL,K−800R)、リファレンス側(K−805L×2本)、流量10ml/分
測定波長:283nm,圧力15〜17kg/cm2
標準ポリスチレンの検量線を作成する際のUV検出器の測定波長:254nm
分子量30,000以下の成分の含有量(WT% 30000)及び分子量3,000以下の成分の含有量(WT% 3000)は、上記ゲルパーミエーションクロマトグラフィーによって得られたクロマトグラムに基づいて算出した。
【0091】
【表1】
【0092】
MAH
無水マレイン酸 商品名:クリスタルMAN 日本油脂(株)製
SEBS
旭化成ケミカルズ(株)社製 タフテックH1387
PA6,6(表2中、PA66)
旭化成ケミカルズ(株)社製 レオナ1200
PA6
宇部興産(株)社製 ウベナイロン1011FB
PA9,T(表2中、PA9T)
テレフタル酸と1,9−ノナメチレンジアミン及び2−メチル−1,8−オクタメチレンジアミンからなるポリアミド
融点:308℃、極限粘度[η]:0.80dl/g、末端封止率:90%
末端アミノ基濃度:19μmol/g
国際公開第2007/058169号の明細書中、実施例のポリアミド9,Tの製造に従い調製した。
【0093】
フィラー1:ウォラストナイト
ナイコ(米国)社製 ナイグロス 8
平均繊維径:8μm 平均アスペクト比 14
フィラー2:タルク
林化成(株)社製 タルカンパウダー PK−C
平均粒子径:11μm(粒度分布測定器SA−CP3L:島津製作所製により測定)
カーボンブラック:ケッチェンブラックEC600JD
【0094】
(測定方法)
(1)メルトボリュームレイト(MVR280℃,MVR320℃)
後述するようにして作製したペレットを用いて、ISO1133に準拠し、シリンダー温度280℃(ポリアミド9,Tを使用したサンプルについては320℃)とし、荷重5kgの条件で測定した。
(2)金型充填最小圧力
後述するようにして作製したペレットを用いて、4000トン射出成形機のシリンダー温度を290℃に設定し、図1の概略図に示す形状をしたフェンダーを成形可能な所定の金型(キャビティー容積:約1400cm3、平均厚み:2mm、投影面積:約7000cm2、ゲート数:5点ゲート、ホットランナー:ここで、図1の成形体の図には、ランナー位置を明確にするためにホットランナーを形式的に図示した。)を用い、金型温度を120℃に設定し、射出圧力を5MPaずつ上げていき、金型内に樹脂組成物が完全に充填され目的とする形状の成形体が得られる最小圧力を測定した。
ここで、ポリアミド9,Tを使用したサンプルについては、シリンダー温度設定を320℃に設定した。
【0095】
(3)曲げ弾性率
後述するようにして作製したペレットを用いて、80トン射出成形機のシリンダー温度を280℃、金型温度を80℃に設定し、ISO294−1に示される多目的試験片を作製し、ISO178に準拠して曲げ弾性率を測定した。
ここで、ポリアミド9,Tを使用したサンプルについては、シリンダー温度設定を320℃に設定した。
【0096】
(4)シャルピー衝撃強度
後述するようにして作製したペレットを用いて、80トン射出成形機のシリンダー温度を280℃、金型温度を80℃に設定し、ISO294−1に示される多目的試験片を作製し、ISO179に準拠して23℃のシャルピー衝撃強度を測定した。
ここで、ポリアミド9,Tを使用したサンプルについては、シリンダー温度設定を320℃に設定した。
【0097】
(5)表面外観
上記(2)の金型充填最小圧力の測定の際、最小圧力+5MPaの射出圧力で成形したフェンダー成形片を用いて、成形片の表面外観性を下記の基準に従って評価した。
ここでいう外観不良には、フィラー浮きによるザラツキ感、表面均一性の欠如、フローマーク、ジェッティングのような現象が含まれる。
+++++:表面外観が一様に均一であり、塗装後、クラスA外観可能なレベル。
++++:若干の外観不良があるが、射出圧力を上げる事により解消可能と考えられ
るレベル。
+++:射出圧力を上げても、流動末端部において、外観不良が生じる懸念のある
レベル。
++:射出圧力を上げても、成形片中央部において、外観不良が生じる懸念のあ
るレベル。
+:明らかな、成形体全面での外観不良。
−:成形片未充填により、評価不可能。
【0098】
(6)185℃環境変形量
上記(5)の表面外観の判定に用いたフェンダー成形片を、図1中の二点鎖線2に従い、幅が10cm、最大長さが20cmに切断した。
このとき、フェンダー上部の、ボディとの固定部の立ち上がり部に補強用リブがない部分を選んだ。
次に、切り出したフェンダーを、図2中、実線3に示すようにして、治具6にボルトで固定し、フェンダー切り出し片の下部に、1kgの錘(図示せず)をぶら下げた。この状態で、185℃恒温槽中に、20分間静置した。
このフェンダーを冷却し、錘を取り外し、フェンダー立ち上がり部5の変形量を測定した。
破線4は、錘を取り外したときのサンプルの状態の一例を示している。
なお、変形量は、恒温槽に入れる前後において写真撮影し、その写真から変位量を算出した。
変形量は少ないほど高温環境下における耐変形性が良好であり、上記実験方法によると、5mm以下の変形量であれば、実用上良好な高温環境下における耐変形性を有する樹脂組成物であることが確認された。
【0099】
〔実施例1〜11〕、〔比較例1〜4〕
上流側に1ヶ所と、下流側に2ヶ所の供給口(押出機シリンダーの全長を1.0とした場合、0.4の位置に1ヶ所、0.8の位置に1ヶ所)を有する二軸押出機(TEM58SS:東芝機械(株)社製)を用いた。
この二軸押出機のシリンダー温度を、上流側供給口(以下、上流供給口)よりL=0.4の位置の供給口(以下、中央供給口)までを320℃、中央供給口より下流側を300℃に設定した。
【0100】
下記表2に示す割合に従い、それぞれの原材料を供給し、溶融混練してペレットを得た。
なお、PPE、MAH、SEBSは、押出機の上流供給口より供給し、PA6,6、PA6、及びPA9,Tは、中央供給口より供給し、無機フィラーは下流供給口より供給した。
このときの総吐出量は、400kg/hであり、スクリュー回転数は、350rpmであった。
得られたペレットの水分率を調整するため、押出後、80℃に設定した除湿乾燥機中で乾燥処理を施した後、アルミニウムコートされた防湿袋に入れた。
ペレットの水分率は概ね250〜400ppmであった。
なお、このとき中央供給口のあるシリンダーブロックの直前のブロックと、ダイ直前のシリンダーブロックにそれぞれ開口部を設けておき、かかる開口部から真空吸引することにより、残存揮発分及オリゴマーの除去を行った。この時の真空度(絶対圧力)は60Torrであった。
作製されたペレットを用いて、上述の各種評価を実施した。
評価結果を下記表2に示す。
【0101】
【表2】
【0102】
なお、上記表2中、「pbw」は、「Parts By Weight」を表し、「WT%」は、分子量30,000以下の成分の含有量(単位wt%=質量%)、分子量3,000以下の成分の含有量(単位wt%=質量%)を表すものとする。
【0103】
本願発明である実施例1〜11は、いずれも流動性が良好であり、金型充填最小圧力が実用上良好な値となった。また、実用上十分な機械的強度を有し、表面外観に優れており、かつ、185℃環境変形量(高温環境下における耐変形性)にも優れており、外装材用樹脂組成物として極めて好適な特性を有していることが解った。
WT%(3,000以下)が多いポリフェニレンエーテルを用いた比較例2においては、実施例4と比較すると、185℃環境変形量が極度に悪化し、高温環境下における十分な耐変形性が実現できなかった。
また、WT%(30,000以下)が多いポリフェニレンエーテルを用いた比較例1及び3においては、成形体の表面外観について良好な結果が得られなかった。また比較例3においては、流動性が悪く、成形が困難であった。
さらに、ISO178に準拠して測定された23℃における曲げ弾性率が低い比較例4においては、高温環境下における耐変形性が極度に悪化し、高温環境下における十分な耐変形性が実現できなかった。
【産業上の利用可能性】
【0104】
本発明の樹脂組成物は、外装材として産業上の利用可能性がある。
【符号の説明】
【0105】
1 ランナー(ホットランナー)の相対的な位置を示す。
2 185℃環境変形量測定のための切断個所を示す。
3 切断して切り出したフェンダーの一部を示す。
4 185℃環境下で変形した後のフェンダーの状態を示す。
5 185℃環境下で変形した量の測定部位を示す。
6 フェンダーカット品を治具に取り付ける、治具及びボルトを示す。
【特許請求の範囲】
【請求項1】
ポリアミド、ポリフェニレンエーテル及び無機フィラーを含む樹脂組成物であって、
前記ポリフェニレンエーテルは、
分子量30,000以下の成分量が60質量%以上、
分子量3,000以下の成分量が5質量%未満のポリフェニレンエーテルであり、
ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物。
【請求項2】
前記ポリフェニレンエーテルの数平均分子量が、7,000以上15,000以下である請求項1に記載の外装材用樹脂組成物。
【請求項3】
前記ポリフェニレンエーテルの分散比(重量平均分子量/数平均分子量)が、2.00以上3.00以下である請求項1又は2に記載の外装材用樹脂組成物。
【請求項4】
前記ポリフェニレンエーテルの固有粘度(クロロホルム溶液、30℃測定)が、0.2〜0.4dl/gである請求項1乃至3のいずれか一項に記載の外装材用樹脂組成物。
【請求項5】
前記無機フィラーが、タルク、マイカ、ウォラストナイト、ガラス繊維、炭素繊維、炭酸カルシウムからなる群から選ばれる1種以上である請求項1乃至4のいずれか一項に記載の外装材用樹脂組成物。
【請求項6】
前記無機フィラーが、平均アスペクト比が5以上30以下の繊維状無機フィラーである請求項1乃至4のいずれか一項に記載の外装材用樹脂組成物。
【請求項7】
前記無機フィラーが、繊維状無機フィラーと、非繊維状無機フィラーとの混合物であり、全無機フィラー(100質量%)中における、前記繊維状無機フィラーの割合が、50質量%以上90質量%以下である請求項6に記載の外装用樹脂組成物。
【請求項8】
前記ポリアミドが、ポリアミド6,6及び/又はポリアミド6である請求項1乃至7のいずれか一項に記載の外装材用樹脂組成物。
【請求項9】
ISO1133に準拠して、280℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が50〜150cc/10分である請求項8に記載の外装材用樹脂組成物。
【請求項10】
前記ポリアミドが、
テレフタル酸単位を60〜100モル%含有するジカルボン酸単位(a)と、
1,9−ノナメチレンジアミン単位(b−1)及び/又は2−メチル−1,8−オクタメチレンジアミン単位(b−2)を60〜100モル%含有するジアミン単位(b)と、からなるポリアミドを含む請求項1乃至9のいずれか一項に記載の外装材用樹脂組成物。
【請求項11】
ISO1133に準拠して、320℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が50〜150cc/10分である請求項10に記載の外装材用樹脂組成物。
【請求項12】
ポリアミドとポリフェニレンエーテルとの量比が、
ポリアミド30〜90質量部、ポリフェニレンエーテル10〜70質量部(ここで、ポリアミドとポリフェニレンエーテルの合計量を100質量部とする)である請求項1乃至11のいずれか一項に記載の外装材用樹脂組成物。
【請求項13】
ポリアミドとポリフェニレンエーテルの相溶化剤を含有し、当該相溶化剤の量が、ポリアミドとポリフェニレンエーテルとの合計100質量部に対して、0.05〜5質量部である請求項1乃至12のいずれか一項に記載の外装材用樹脂組成物。
【請求項14】
導電性カーボンブラックを、ポリアミドとポリフェニレンエーテルの合計100質量部に対して、0.5〜5質量部、更に含有する請求項1乃至13のいずれか一項に記載の外装材用樹脂組成物。
【請求項15】
前記無機フィラーの含有量が、10〜60質量%である請求項1乃至14のいずれか一項に記載の外装材用樹脂組成物。
【請求項16】
請求項1乃至15のいずれか一項に記載の外装材用樹脂組成物からなり、厚さが2mm以下である外装材。
【請求項1】
ポリアミド、ポリフェニレンエーテル及び無機フィラーを含む樹脂組成物であって、
前記ポリフェニレンエーテルは、
分子量30,000以下の成分量が60質量%以上、
分子量3,000以下の成分量が5質量%未満のポリフェニレンエーテルであり、
ISO178に準拠して測定された23℃における曲げ弾性率が4GPa以上である外装材用樹脂組成物。
【請求項2】
前記ポリフェニレンエーテルの数平均分子量が、7,000以上15,000以下である請求項1に記載の外装材用樹脂組成物。
【請求項3】
前記ポリフェニレンエーテルの分散比(重量平均分子量/数平均分子量)が、2.00以上3.00以下である請求項1又は2に記載の外装材用樹脂組成物。
【請求項4】
前記ポリフェニレンエーテルの固有粘度(クロロホルム溶液、30℃測定)が、0.2〜0.4dl/gである請求項1乃至3のいずれか一項に記載の外装材用樹脂組成物。
【請求項5】
前記無機フィラーが、タルク、マイカ、ウォラストナイト、ガラス繊維、炭素繊維、炭酸カルシウムからなる群から選ばれる1種以上である請求項1乃至4のいずれか一項に記載の外装材用樹脂組成物。
【請求項6】
前記無機フィラーが、平均アスペクト比が5以上30以下の繊維状無機フィラーである請求項1乃至4のいずれか一項に記載の外装材用樹脂組成物。
【請求項7】
前記無機フィラーが、繊維状無機フィラーと、非繊維状無機フィラーとの混合物であり、全無機フィラー(100質量%)中における、前記繊維状無機フィラーの割合が、50質量%以上90質量%以下である請求項6に記載の外装用樹脂組成物。
【請求項8】
前記ポリアミドが、ポリアミド6,6及び/又はポリアミド6である請求項1乃至7のいずれか一項に記載の外装材用樹脂組成物。
【請求項9】
ISO1133に準拠して、280℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が50〜150cc/10分である請求項8に記載の外装材用樹脂組成物。
【請求項10】
前記ポリアミドが、
テレフタル酸単位を60〜100モル%含有するジカルボン酸単位(a)と、
1,9−ノナメチレンジアミン単位(b−1)及び/又は2−メチル−1,8−オクタメチレンジアミン単位(b−2)を60〜100モル%含有するジアミン単位(b)と、からなるポリアミドを含む請求項1乃至9のいずれか一項に記載の外装材用樹脂組成物。
【請求項11】
ISO1133に準拠して、320℃、5kg荷重で測定されたメルトボリュームレイト(MVR)が50〜150cc/10分である請求項10に記載の外装材用樹脂組成物。
【請求項12】
ポリアミドとポリフェニレンエーテルとの量比が、
ポリアミド30〜90質量部、ポリフェニレンエーテル10〜70質量部(ここで、ポリアミドとポリフェニレンエーテルの合計量を100質量部とする)である請求項1乃至11のいずれか一項に記載の外装材用樹脂組成物。
【請求項13】
ポリアミドとポリフェニレンエーテルの相溶化剤を含有し、当該相溶化剤の量が、ポリアミドとポリフェニレンエーテルとの合計100質量部に対して、0.05〜5質量部である請求項1乃至12のいずれか一項に記載の外装材用樹脂組成物。
【請求項14】
導電性カーボンブラックを、ポリアミドとポリフェニレンエーテルの合計100質量部に対して、0.5〜5質量部、更に含有する請求項1乃至13のいずれか一項に記載の外装材用樹脂組成物。
【請求項15】
前記無機フィラーの含有量が、10〜60質量%である請求項1乃至14のいずれか一項に記載の外装材用樹脂組成物。
【請求項16】
請求項1乃至15のいずれか一項に記載の外装材用樹脂組成物からなり、厚さが2mm以下である外装材。
【図1】

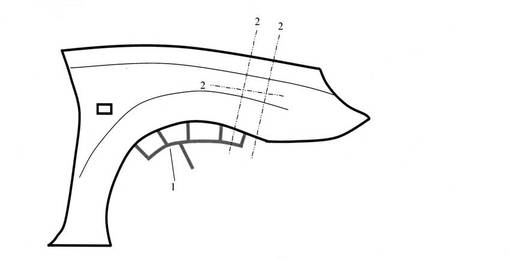
【図2】
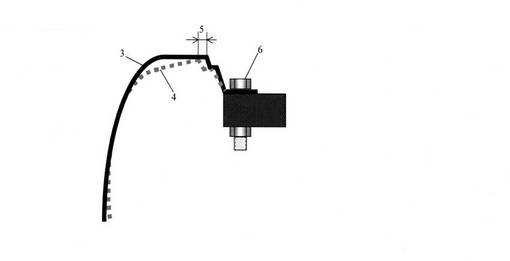
【図2】
【公開番号】特開2010−222578(P2010−222578A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2010−43464(P2010−43464)
【出願日】平成22年2月26日(2010.2.26)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]