
外装部材を製造する方法
化粧紙層(14、S2a)を有し、前記可視顔面に設けられているベース・ボード(12)を備え、前記化粧紙層(14)が少なくとも1つの樹脂含浸紙層(14a、S1)を備え、フローリング・パネル、壁張り部材、家具顔面部材のような外装部材(10)を製作する方法であって、最初に、前記化粧紙層(14)の可視表面が表面処理(20、S3)を受け、続いて、この少なくとも1つの表面上にニス層(14e、S4)が塗布される、ことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外装部材がベースボードを備え、ベースボードは可視表面に樹脂で含浸された化粧紙層を少なくとも1つ備える、フローリング・パネル、壁張り部材、家具表面部材のような外装部材を製造する方法に関する。
【背景技術】
【0002】
この種類の外装部材は、通常、ベースボードとして、チップボードまたはMDFボード(中密度繊維板)、HDFボード(高密度繊維板)、または他の適切な材料を含む。
化粧紙層は、1つ以上の紙層を備えることができ、少なくとも1つの紙層は、所望のパターンが印刷され、上記紙層は、耐摩耗性を改善する含浸樹脂で含浸される。
更にまた、裏紙層、樹脂含浸化粧紙層の少なくとも一方を、追加的に提供することができる。
本明細書において使用する含浸樹脂は、例えば尿素ホルムアルデヒド樹脂などのアミノ樹脂を含み、化粧紙層の少なくとも1つの表面上にメラミン樹脂層を備えることによって、当該表面の特性を改善することができる。
【0003】
外装部材は、化粧紙層が樹脂で含浸されているので、独国特許第102 48 576 A1号明細書から公知の外装部材(ベースボードに接着する紙層が、樹脂で含浸されず、その可視表面にニスが塗布されるだけのもの)よりも、耐摩耗性および耐久性が高い。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、化粧紙層が少なくとも1つの樹脂含浸紙層を備える従来の外装部材の1つの短所は、この種類の外装部材の可視表面の反射特性に対して、限定された程度でしか影響を及ぼすことができないということである。
特に、一定の最小厚さを有する紙繊維より上に突設する樹脂層が、化粧紙層の可視表面上に製造される場合のみに、アミノ樹脂を用いて高光沢の表面を達成することができる。
この結果、含浸樹脂の消費量が増加し、処理の問題が生じる。
しかしながら、この種類の突設する樹脂層を用いてさえも、ニスを塗布した本物の木肌の外観に匹敵する高光沢の特性を達成することはできない。
【0005】
従って、本発明の目的は、外装部材を製造する一般的な方法を更に開発することであり、その結果、特に、より少ないコストで高光沢の表面を製造でき、外装部材の可視表面の特性および耐負荷性を一般に改善する。
【課題を解決するための手段】
【0006】
本発明のこの目的を達成するために、外装部材は、ベースボードを備え、ベースボードは、可視表面の上に化粧紙層を備え、化粧紙層は、少なくとも1つの樹脂含浸紙層を備え、フローリング・パネル、壁張り部材、家具表面部材のような外装部材を製造する方法を提供する。ここで、最初に、化粧紙層の可視表面に表面処理を施し、引き続いて、この少なくとも1つの表面上にニス層を塗布する。
【0007】
本発明によって提供される表面処理によって、アミノ樹脂層の上のニス層は、化粧紙層の可視表面に接着することが可能になる。
引き続いて塗布されるニス層は、一方では、外装部材の可視表面の一般的な耐引掻性および耐久性を改善することができる。他方では、この種類のニス層は、容易に研磨して高光沢の表面にすることができる。その結果、例えば木材パターンが印刷されたこの種類の外装部材は、ニスを塗布された表面のために、本物の木材と実質的に見分けがつかない。また、ニスを塗布された表面によって、艶消し光沢から高光沢にわたる任意の所望の表面反射特性を容易に作り出すことができる。
【0008】
表面処理は、例えば、化学処理を包含することができる。
化学的な表面処理は、接着促進剤の塗布、フッ素処理、または別の適切な化学処理によって達成することができる。
【0009】
1つの可能な接着促進剤は、例えば、オーストリアのヴィラックのヘネリットによって販売される「ヒドロハフトグルントE643」という製品、すなわち有機官能性シランである。
有機官能性シランは、反応性有機基および無機アルキルシリケートを有するハイブリッド化合物である。ここで、良好な接着特性を達成するために、使用する含浸樹脂またはアミノ樹脂および使用するニスを用いて、有機官能基ならびに無機加水分解性アルコキシ基をそれぞれ調整することができる。
【0010】
フッ素処理プロセスは、樹脂を含浸した化粧紙層を必要とする。化粧紙層は、キャリア部材の上でプレス成形され、真空反応器において処理される。
反応器の排気および不活性化(すなわち、まだ反応器表面に付着または結合している任意の不純物を、例えば希ガスによる洗浄または反応器の加熱などによって除去すること)の後、目標とする態様においてフッ素および希ガスを追加する。ここで、最適な結果を達成するために、処理時間の間に、外界温度においてフッ素混合物の様々な濃度プロファイルを使用することができる。
引き続いて、反応器を排気および洗浄し、化粧紙層を取り出すことができる。
このいわゆるオフラインのフッ素処理は、後処理方法として、任意の製造方法に統合することができる。
フッ素処理によって、表面張力、従ってニスによる表面の湿潤が、改善される。
さらに、有極性の表面が達成されるので、ニス層がより良好に接着する。
【0011】
それに加えて、またはそれに代わって、表面処理は、電気的処理を包含することができる。ここで、所望の有極性の表面構造を達成するために、表面を電界にさらし、または表面に帯電粒子を衝突させる。
この種類の電気的処理は、コロナ処理またはプラズマ処理を包含することができる。
【0012】
コロナ処理において、2つの電極の間の空間に位置する空気がイオン化される。
それらの運動エネルギーに依存して、これらのイオンは、電極の間に位置する、処理される化粧紙層の表面の中に浸透する(例えば10μmの深さまで)。
処理された化粧紙層の表面において、このことにより引き起こされる物理的および化学的な変化は、まだ明確に説明することができない。
しかしながら、表面上の酸化プロセスが役割を果たし、加速したイオンおよび電子との衝突によって表面に化学変化が生じると推定される。
しかしながら、コロナ処理が表面の接着を改善することは、科学的に証明された事実であるので、要望通り、塗布されたニス被覆は、このように処理された化粧紙層に対して、より良好に接着する。
【0013】
類似の効果は、プラズマ処理によっても達成される。ここで、表面処理のために、高電圧によって作用する電極において作られる直接的な電気アークは使用されず、イオン化空気の反応性電位フリー粒子の流れが、電荷分離によって作られて、処理される化粧紙層の表面に導かれる。
【0014】
表面処理の更なる付加的または代替的な方法として、機械的処理(例えば表面の研磨を包含し得る)を提供することもできる。
なお、研磨の排他的使用および研磨材料の極端に大きい粒状度について、この種類の研磨が実行可能であるのは、一色に印刷される化粧紙層を使用する場合、または化粧紙層の紙繊維にわたって突設する含浸樹脂の層が一定の最小厚さを備える場合のいずれかのみであるということに留意されたい。なぜなら、そうではない場合には、紙層の印刷面が研磨の間に損なわれ、表面印刷が損傷を受けるおそれがあるからである。
しかしながら、この種類の突設する含浸樹脂層は、含浸樹脂の消費増加によるコストのために、化粧紙層の場合にも一般に通例的ではなく、有利でもない。
【0015】
なお、化粧紙層のために使用する紙は、例えば約45g/m2〜約160g/m2のグラムマチュア(grammature)を有することができ、含浸樹脂の塗布量は、化粧紙層の原紙重量に対して約100%〜約140%であり得ることに留意されたい。
化粧紙層は、約10g/m2〜約80g/m2の原紙重量を有することができ、原紙重量に対する含浸樹脂の量は、約100%〜約300%であり得る。
耐摩耗性を増加させるために、適切な添加物(例えばコランダム)を、化粧紙層の含浸樹脂に添加することができる。
【0016】
接着促進剤は、約5g/m2〜約30g/m2の量で塗布することができる。
ニス塗布は、ニス基層については約15g/m2〜約30g/m2の量で、更なるニス層については約5g/m2〜約10g/m2の量で行うことができる。
ニス層の耐摩耗性を増加させるために、適切な添加物(例えばコランダム)を、ニスに添加することができる。
【0017】
このように塗布するニス層の耐摩耗性が充分である場合、上表紙の使用を省略することができる。
ニス層は、ベースボードの可視領域に塗布される層状構造に更なる応力をもたらさないので、反作用する紙層におけるベースボードの裏面に特別な予防措置を取る必要はない。
【発明を実施するための最良の形態】
【0018】
本発明の例示的実施形態を、添付の図面に基づいて以下に説明する。
【0019】
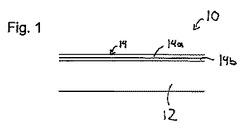
図1から分かるように、外装部材10は、ベースボード12を備え、ベースボード12は、その可視表面上に化粧紙層14を有することができる。
図1に示すように、化粧紙層14は、所望のパターンが印刷される紙層14a、およびこの紙層14aとベースボード12との間に配置される裏紙層14bを有することができる。
【0020】
この種類の外装部材10は、フローリング・パネル、壁張り部材、家具表面部材などとして具体化することができる。
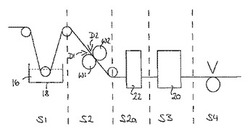
この種類の外装部材の製造において、化粧紙層14は、まず別に処理されてから(図3参照)、最後にベースボード12上にプレス成形される。
化粧紙層14の準備において、まずステップS1に示すように、印刷された紙層14a(図2a参照)は、含浸溶液バット18に導かれ、含浸樹脂16によって含浸される。含浸樹脂16は、アミノ樹脂(例えば尿素ホルムアルデヒド樹脂など)を含むことができる。
このように樹脂を含浸させた紙層14aを、図2bに示す。
【0021】
次のステップS2において、樹脂含浸紙層14aは、ローラW1とW2との間でプレス成形される。
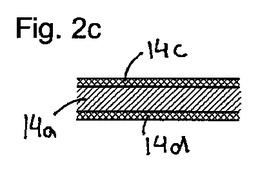
それに加えて、アミノ樹脂(例えばメラミン樹脂など)の層14c、14d(図2c参照)は、ノズルD1、D2によって、樹脂を含浸させた紙層14aの片面または両面に塗布することができる。
所望の表面効果(例えば艶消し光沢)は、これらのメラミン樹脂層(特に、紙層14aの可視表面上の層14c)によって、プレス成形操作の後の一定の範囲において早くも得られる。さらに、このメラミン樹脂層は、可視表面の摩耗や引掻などからの保護に改善を提供する。
【0022】
木材パターンによって印刷される紙層14aの場合、ニスを塗布した本物の木肌からさらに実質的に見分けがつかない高光沢の表面を得るために、アミノ樹脂によって含浸される紙層14a(この紙層は付加的なメラミン樹脂層14cを備えてもよい)の可視表面は、ステップS2aにおいて、それぞれの担体部材(ベースボード)の上に貼りつけられる。
例えば約15〜20秒間の短いサイクルのプレス22において、化粧紙とベースボードとを互いにプレス成形することは、公知である。
【0023】
引き続いて、被覆物は、ステップS3において、表面処理装置20において、約15〜20秒間にわたり、化学的、電気的、または機械的な表面処理を受ける。
【0024】
引き続いて(ステップS4で)化粧紙層のメラミンまたは含浸樹脂表面に塗布されるニス層の良好な接着を得るために、特に好ましい表面処理方法は、接着促進剤(例えば、オーストリアのヴィラックのヘネリット社からの「ヒドロハフトグルントE643」という製品など)の塗布である。
それに代わって、またはそれに加えて、電気的表面処理法(例えばコロナ処理またはプラズマ処理など)を使用することができる。
【0025】
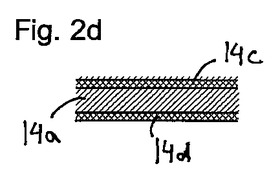
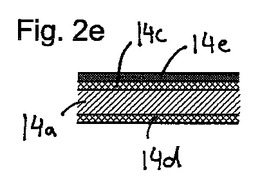
ステップS4に概略的に示すように、次に、ニス層14eが、紙層14aのこのように処理された可視表面上に塗布される(図2d参照)。このニス層は、ステップS3において行われた可視表面の表面処理によって、メラミンまたは含浸樹脂に良好に接着する。
【0026】
好ましくは、ポリウレタンニスまたはUVニスが使用される。
このようにニスを塗布された表面は、艶消し光沢から高光沢にわたる所望の表面/反射特性を有するように容易に製造することができ、このようにニスを塗布されて木材パターンが印刷された化粧紙層は、本物の木材から光学的に実質的に見分けがつかない。その結果、例えばフローリング・パネルとしての本発明による外装部材は、本物の木材寄せ木張りの外観を達成する。
【0027】
もちろん、ポリウレタンニスまたはUVニスが化粧紙層の可視表面上の樹脂表面に接着することを可能にする、樹脂含浸紙層の表面処理のために、他のあらゆる方法が考えられる。
更にまた、図1に示す紙層14aおよび裏紙層14bに加えて、樹脂に含浸される付加的な上表紙層を提供することは、もちろん考えられる。その表面は、前述したように、次に処理してニスを塗布することができる。
【図面の簡単な説明】
【0028】
【図1】本発明による外装部材の断面図である。
【図2a】含浸前の化粧紙層の概略図である。
【図2b】樹脂を含浸した化粧紙層の概略図である。
【図2c】メラミン樹脂で被覆した化粧紙層の概略図である。
【図2d】表面処理をした化粧紙層の概略図である。
【図2e】表面処理をしてニスを塗布した化粧紙層の概略図である。
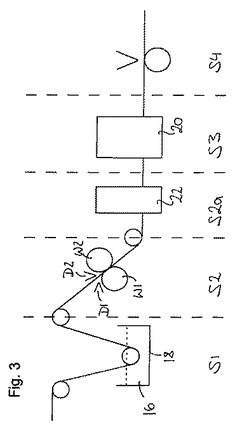
【図3】樹脂を含浸させてニスを塗布する化粧紙層のための製造法の概略図である。
【技術分野】
【0001】
本発明は、外装部材がベースボードを備え、ベースボードは可視表面に樹脂で含浸された化粧紙層を少なくとも1つ備える、フローリング・パネル、壁張り部材、家具表面部材のような外装部材を製造する方法に関する。
【背景技術】
【0002】
この種類の外装部材は、通常、ベースボードとして、チップボードまたはMDFボード(中密度繊維板)、HDFボード(高密度繊維板)、または他の適切な材料を含む。
化粧紙層は、1つ以上の紙層を備えることができ、少なくとも1つの紙層は、所望のパターンが印刷され、上記紙層は、耐摩耗性を改善する含浸樹脂で含浸される。
更にまた、裏紙層、樹脂含浸化粧紙層の少なくとも一方を、追加的に提供することができる。
本明細書において使用する含浸樹脂は、例えば尿素ホルムアルデヒド樹脂などのアミノ樹脂を含み、化粧紙層の少なくとも1つの表面上にメラミン樹脂層を備えることによって、当該表面の特性を改善することができる。
【0003】
外装部材は、化粧紙層が樹脂で含浸されているので、独国特許第102 48 576 A1号明細書から公知の外装部材(ベースボードに接着する紙層が、樹脂で含浸されず、その可視表面にニスが塗布されるだけのもの)よりも、耐摩耗性および耐久性が高い。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、化粧紙層が少なくとも1つの樹脂含浸紙層を備える従来の外装部材の1つの短所は、この種類の外装部材の可視表面の反射特性に対して、限定された程度でしか影響を及ぼすことができないということである。
特に、一定の最小厚さを有する紙繊維より上に突設する樹脂層が、化粧紙層の可視表面上に製造される場合のみに、アミノ樹脂を用いて高光沢の表面を達成することができる。
この結果、含浸樹脂の消費量が増加し、処理の問題が生じる。
しかしながら、この種類の突設する樹脂層を用いてさえも、ニスを塗布した本物の木肌の外観に匹敵する高光沢の特性を達成することはできない。
【0005】
従って、本発明の目的は、外装部材を製造する一般的な方法を更に開発することであり、その結果、特に、より少ないコストで高光沢の表面を製造でき、外装部材の可視表面の特性および耐負荷性を一般に改善する。
【課題を解決するための手段】
【0006】
本発明のこの目的を達成するために、外装部材は、ベースボードを備え、ベースボードは、可視表面の上に化粧紙層を備え、化粧紙層は、少なくとも1つの樹脂含浸紙層を備え、フローリング・パネル、壁張り部材、家具表面部材のような外装部材を製造する方法を提供する。ここで、最初に、化粧紙層の可視表面に表面処理を施し、引き続いて、この少なくとも1つの表面上にニス層を塗布する。
【0007】
本発明によって提供される表面処理によって、アミノ樹脂層の上のニス層は、化粧紙層の可視表面に接着することが可能になる。
引き続いて塗布されるニス層は、一方では、外装部材の可視表面の一般的な耐引掻性および耐久性を改善することができる。他方では、この種類のニス層は、容易に研磨して高光沢の表面にすることができる。その結果、例えば木材パターンが印刷されたこの種類の外装部材は、ニスを塗布された表面のために、本物の木材と実質的に見分けがつかない。また、ニスを塗布された表面によって、艶消し光沢から高光沢にわたる任意の所望の表面反射特性を容易に作り出すことができる。
【0008】
表面処理は、例えば、化学処理を包含することができる。
化学的な表面処理は、接着促進剤の塗布、フッ素処理、または別の適切な化学処理によって達成することができる。
【0009】
1つの可能な接着促進剤は、例えば、オーストリアのヴィラックのヘネリットによって販売される「ヒドロハフトグルントE643」という製品、すなわち有機官能性シランである。
有機官能性シランは、反応性有機基および無機アルキルシリケートを有するハイブリッド化合物である。ここで、良好な接着特性を達成するために、使用する含浸樹脂またはアミノ樹脂および使用するニスを用いて、有機官能基ならびに無機加水分解性アルコキシ基をそれぞれ調整することができる。
【0010】
フッ素処理プロセスは、樹脂を含浸した化粧紙層を必要とする。化粧紙層は、キャリア部材の上でプレス成形され、真空反応器において処理される。
反応器の排気および不活性化(すなわち、まだ反応器表面に付着または結合している任意の不純物を、例えば希ガスによる洗浄または反応器の加熱などによって除去すること)の後、目標とする態様においてフッ素および希ガスを追加する。ここで、最適な結果を達成するために、処理時間の間に、外界温度においてフッ素混合物の様々な濃度プロファイルを使用することができる。
引き続いて、反応器を排気および洗浄し、化粧紙層を取り出すことができる。
このいわゆるオフラインのフッ素処理は、後処理方法として、任意の製造方法に統合することができる。
フッ素処理によって、表面張力、従ってニスによる表面の湿潤が、改善される。
さらに、有極性の表面が達成されるので、ニス層がより良好に接着する。
【0011】
それに加えて、またはそれに代わって、表面処理は、電気的処理を包含することができる。ここで、所望の有極性の表面構造を達成するために、表面を電界にさらし、または表面に帯電粒子を衝突させる。
この種類の電気的処理は、コロナ処理またはプラズマ処理を包含することができる。
【0012】
コロナ処理において、2つの電極の間の空間に位置する空気がイオン化される。
それらの運動エネルギーに依存して、これらのイオンは、電極の間に位置する、処理される化粧紙層の表面の中に浸透する(例えば10μmの深さまで)。
処理された化粧紙層の表面において、このことにより引き起こされる物理的および化学的な変化は、まだ明確に説明することができない。
しかしながら、表面上の酸化プロセスが役割を果たし、加速したイオンおよび電子との衝突によって表面に化学変化が生じると推定される。
しかしながら、コロナ処理が表面の接着を改善することは、科学的に証明された事実であるので、要望通り、塗布されたニス被覆は、このように処理された化粧紙層に対して、より良好に接着する。
【0013】
類似の効果は、プラズマ処理によっても達成される。ここで、表面処理のために、高電圧によって作用する電極において作られる直接的な電気アークは使用されず、イオン化空気の反応性電位フリー粒子の流れが、電荷分離によって作られて、処理される化粧紙層の表面に導かれる。
【0014】
表面処理の更なる付加的または代替的な方法として、機械的処理(例えば表面の研磨を包含し得る)を提供することもできる。
なお、研磨の排他的使用および研磨材料の極端に大きい粒状度について、この種類の研磨が実行可能であるのは、一色に印刷される化粧紙層を使用する場合、または化粧紙層の紙繊維にわたって突設する含浸樹脂の層が一定の最小厚さを備える場合のいずれかのみであるということに留意されたい。なぜなら、そうではない場合には、紙層の印刷面が研磨の間に損なわれ、表面印刷が損傷を受けるおそれがあるからである。
しかしながら、この種類の突設する含浸樹脂層は、含浸樹脂の消費増加によるコストのために、化粧紙層の場合にも一般に通例的ではなく、有利でもない。
【0015】
なお、化粧紙層のために使用する紙は、例えば約45g/m2〜約160g/m2のグラムマチュア(grammature)を有することができ、含浸樹脂の塗布量は、化粧紙層の原紙重量に対して約100%〜約140%であり得ることに留意されたい。
化粧紙層は、約10g/m2〜約80g/m2の原紙重量を有することができ、原紙重量に対する含浸樹脂の量は、約100%〜約300%であり得る。
耐摩耗性を増加させるために、適切な添加物(例えばコランダム)を、化粧紙層の含浸樹脂に添加することができる。
【0016】
接着促進剤は、約5g/m2〜約30g/m2の量で塗布することができる。
ニス塗布は、ニス基層については約15g/m2〜約30g/m2の量で、更なるニス層については約5g/m2〜約10g/m2の量で行うことができる。
ニス層の耐摩耗性を増加させるために、適切な添加物(例えばコランダム)を、ニスに添加することができる。
【0017】
このように塗布するニス層の耐摩耗性が充分である場合、上表紙の使用を省略することができる。
ニス層は、ベースボードの可視領域に塗布される層状構造に更なる応力をもたらさないので、反作用する紙層におけるベースボードの裏面に特別な予防措置を取る必要はない。
【発明を実施するための最良の形態】
【0018】
本発明の例示的実施形態を、添付の図面に基づいて以下に説明する。
【0019】
図1から分かるように、外装部材10は、ベースボード12を備え、ベースボード12は、その可視表面上に化粧紙層14を有することができる。
図1に示すように、化粧紙層14は、所望のパターンが印刷される紙層14a、およびこの紙層14aとベースボード12との間に配置される裏紙層14bを有することができる。
【0020】
この種類の外装部材10は、フローリング・パネル、壁張り部材、家具表面部材などとして具体化することができる。
この種類の外装部材の製造において、化粧紙層14は、まず別に処理されてから(図3参照)、最後にベースボード12上にプレス成形される。
化粧紙層14の準備において、まずステップS1に示すように、印刷された紙層14a(図2a参照)は、含浸溶液バット18に導かれ、含浸樹脂16によって含浸される。含浸樹脂16は、アミノ樹脂(例えば尿素ホルムアルデヒド樹脂など)を含むことができる。
このように樹脂を含浸させた紙層14aを、図2bに示す。
【0021】
次のステップS2において、樹脂含浸紙層14aは、ローラW1とW2との間でプレス成形される。
それに加えて、アミノ樹脂(例えばメラミン樹脂など)の層14c、14d(図2c参照)は、ノズルD1、D2によって、樹脂を含浸させた紙層14aの片面または両面に塗布することができる。
所望の表面効果(例えば艶消し光沢)は、これらのメラミン樹脂層(特に、紙層14aの可視表面上の層14c)によって、プレス成形操作の後の一定の範囲において早くも得られる。さらに、このメラミン樹脂層は、可視表面の摩耗や引掻などからの保護に改善を提供する。
【0022】
木材パターンによって印刷される紙層14aの場合、ニスを塗布した本物の木肌からさらに実質的に見分けがつかない高光沢の表面を得るために、アミノ樹脂によって含浸される紙層14a(この紙層は付加的なメラミン樹脂層14cを備えてもよい)の可視表面は、ステップS2aにおいて、それぞれの担体部材(ベースボード)の上に貼りつけられる。
例えば約15〜20秒間の短いサイクルのプレス22において、化粧紙とベースボードとを互いにプレス成形することは、公知である。
【0023】
引き続いて、被覆物は、ステップS3において、表面処理装置20において、約15〜20秒間にわたり、化学的、電気的、または機械的な表面処理を受ける。
【0024】
引き続いて(ステップS4で)化粧紙層のメラミンまたは含浸樹脂表面に塗布されるニス層の良好な接着を得るために、特に好ましい表面処理方法は、接着促進剤(例えば、オーストリアのヴィラックのヘネリット社からの「ヒドロハフトグルントE643」という製品など)の塗布である。
それに代わって、またはそれに加えて、電気的表面処理法(例えばコロナ処理またはプラズマ処理など)を使用することができる。
【0025】
ステップS4に概略的に示すように、次に、ニス層14eが、紙層14aのこのように処理された可視表面上に塗布される(図2d参照)。このニス層は、ステップS3において行われた可視表面の表面処理によって、メラミンまたは含浸樹脂に良好に接着する。
【0026】
好ましくは、ポリウレタンニスまたはUVニスが使用される。
このようにニスを塗布された表面は、艶消し光沢から高光沢にわたる所望の表面/反射特性を有するように容易に製造することができ、このようにニスを塗布されて木材パターンが印刷された化粧紙層は、本物の木材から光学的に実質的に見分けがつかない。その結果、例えばフローリング・パネルとしての本発明による外装部材は、本物の木材寄せ木張りの外観を達成する。
【0027】
もちろん、ポリウレタンニスまたはUVニスが化粧紙層の可視表面上の樹脂表面に接着することを可能にする、樹脂含浸紙層の表面処理のために、他のあらゆる方法が考えられる。
更にまた、図1に示す紙層14aおよび裏紙層14bに加えて、樹脂に含浸される付加的な上表紙層を提供することは、もちろん考えられる。その表面は、前述したように、次に処理してニスを塗布することができる。
【図面の簡単な説明】
【0028】
【図1】本発明による外装部材の断面図である。
【図2a】含浸前の化粧紙層の概略図である。
【図2b】樹脂を含浸した化粧紙層の概略図である。
【図2c】メラミン樹脂で被覆した化粧紙層の概略図である。
【図2d】表面処理をした化粧紙層の概略図である。
【図2e】表面処理をしてニスを塗布した化粧紙層の概略図である。
【図3】樹脂を含浸させてニスを塗布する化粧紙層のための製造法の概略図である。
【特許請求の範囲】
【請求項1】
化粧紙層(14)を有し、可視顔面に設けられているベース・ボード(12)を備え、前記化粧紙層(14)は少なくとも1つの樹脂含浸紙層(14a)を備え、フローリング・パネル、壁張り部材、家具顔面部材のような外装部材(10)を製作する方法であって、
最初に、前記化粧紙層(14)の可視表面は、表面処理を受け、
続いて、この少なくとも1つの表面上にニス層(14e)が塗布される、ことを特徴とする方法。
【請求項2】
前記表面処理は、化学処理を含む、ことを特徴とする請求項1に記載の方法。
【請求項3】
前記表面処理は、付着促進剤の前記塗布を含む、ことを特徴とする請求項2に記載の方法。
【請求項4】
前記表面処理は、フッ素処理を含む、ことを特徴とする請求項2または3に記載の方法。
【請求項5】
前記表面処理は、電気処理を含む、ことを特徴とする請求項1乃至4のいずれか1つに記載の方法。
【請求項6】
前記表面処理は、コロナ処理を含む、ことを特徴とする請求項5に記載の方法。
【請求項7】
前記表面処理は、プラズマ処理を含む、ことを特徴とする請求項5または6に記載の方法。
【請求項8】
前記表面処理は、機械的処理を含む、ことを特徴とする請求項1乃至7のいずれか1つに記載の方法。
【請求項9】
前記表面処理は、表面の研磨を含む、ことを特徴とする請求項8に記載の方法。
【請求項1】
化粧紙層(14)を有し、可視顔面に設けられているベース・ボード(12)を備え、前記化粧紙層(14)は少なくとも1つの樹脂含浸紙層(14a)を備え、フローリング・パネル、壁張り部材、家具顔面部材のような外装部材(10)を製作する方法であって、
最初に、前記化粧紙層(14)の可視表面は、表面処理を受け、
続いて、この少なくとも1つの表面上にニス層(14e)が塗布される、ことを特徴とする方法。
【請求項2】
前記表面処理は、化学処理を含む、ことを特徴とする請求項1に記載の方法。
【請求項3】
前記表面処理は、付着促進剤の前記塗布を含む、ことを特徴とする請求項2に記載の方法。
【請求項4】
前記表面処理は、フッ素処理を含む、ことを特徴とする請求項2または3に記載の方法。
【請求項5】
前記表面処理は、電気処理を含む、ことを特徴とする請求項1乃至4のいずれか1つに記載の方法。
【請求項6】
前記表面処理は、コロナ処理を含む、ことを特徴とする請求項5に記載の方法。
【請求項7】
前記表面処理は、プラズマ処理を含む、ことを特徴とする請求項5または6に記載の方法。
【請求項8】
前記表面処理は、機械的処理を含む、ことを特徴とする請求項1乃至7のいずれか1つに記載の方法。
【請求項9】
前記表面処理は、表面の研磨を含む、ことを特徴とする請求項8に記載の方法。
【図1】


【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図3】
【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図3】
【公表番号】特表2009−523600(P2009−523600A)
【公表日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2008−550684(P2008−550684)
【出願日】平成19年1月17日(2007.1.17)
【国際出願番号】PCT/EP2007/000387
【国際公開番号】WO2007/082735
【国際公開日】平成19年7月26日(2007.7.26)
【出願人】(507389543)インターグラリオン リミテッド (8)
【Fターム(参考)】
【公表日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年1月17日(2007.1.17)
【国際出願番号】PCT/EP2007/000387
【国際公開番号】WO2007/082735
【国際公開日】平成19年7月26日(2007.7.26)
【出願人】(507389543)インターグラリオン リミテッド (8)
【Fターム(参考)】
[ Back to top ]