
外観検査方法及びその装置

【課題】複雑形状をした物体の外観検査において、目視では検出困難な形状の不良を定量的に評価し、検出する物体の外観検査方法及びその装置を提供することにある。
【解決手段】
物体の外観を検査する方法を、検査対象物体を載置して少なくとも一方向に連続的に移動させながら検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む検査対象物体の画像を取得しながら検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元し、取得した画像と復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、この得られた外観情報から複数の特徴を抽出し、この抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価するようにした。
【解決手段】
物体の外観を検査する方法を、検査対象物体を載置して少なくとも一方向に連続的に移動させながら検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む検査対象物体の画像を取得しながら検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元し、取得した画像と復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、この得られた外観情報から複数の特徴を抽出し、この抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被検査対象物の表面テクスチャ(画像)及び表面変位(形状)から被検査対象物の不良を検出する外観検査に係り、ドリルやカッターなど切削加工の工具、タービンホイールなどの複雑形状をした物体の不良を検査するのに好適な外観検査方法及びその装置に関する。
【背景技術】
【0002】
金属加工部品の生産現場において、加工に用いるドリルやカッターなどの工具はその刃型の形状によって加工品の品質が大きく変わるため、刃型の管理が重要となる。刃型の管理は、刃先の角度を定量化し、欠けの有無や磨耗度合いを把握する必要がある。しかし、ドリルやカッターなどの複雑形状をした物体の外観検査は、遮蔽領域もあり、人が対象物体を動かしながら様々な方向から眺め、不良を検出する目視検査・管理が主流となっている。このため、刃先の微妙な角度の違いや表面凹凸を目視で定量的に計測するには限界があり、定期的に刃を交換することで不良品の作り込みを事前に防止する、もしくは、不良が大量発生したことをきっかけに刃のチェックや交換を行っている。それゆえ、加工品の品質が安定しない、工具の交換コストが不必要に増大するなどの問題があり、目視では検出困難な、微妙な形状や表面凹凸を高精度、かつ定量的に検出できる装置の必要性が生じている。
【0003】
3次元形状測定は従来から行われている。特開2002−92632号公報(特許文献1)に記載の方法は、測定対象物にレーザ光を照射するとともに、走査してレーザ光の照射スポットの形成位置を変化させ、形成位置が変化されたそれぞれの照射スポットにおける反射光を受光し、三角測量の原理により照射スポットの位置の距離を検出する。そして、得られた3次元形状データに、反射光の受光幅を利用して陰影をつけて表示する。また、別の技術として、特開2009−204425号公報(特許文献2)に記載の方法は、対象物に照射するレーザ光の出射強度を制御して、制御された出射レーザ強度に応じて受光する反射強度が一定となるようにする。これにより、反射率の高低により3次元データの計算が不可能となる部分を少なくし、精度の良い3次元形状計測を可能とするものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−92632号公報
【特許文献2】特開2009−204425号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
3次元形状の出来栄え検査は、上述の通り、検査員による目視検査であることが多い。このため、検査員によって表面凹凸の良否判定や表面の微小キズ有無の判定結果に違いが生じ、品質のばらつき、不良の流出の要因となっている。これらを解決するためには、形状と表面の状態を計測し、これらを統合して、総合的かつ定量的な判定基準に従って、検査対象物の品質を押さえる必要がある。
【0006】
特許文献1および2には、レーザを測定対象物に照射してその反射光を検出し測定対象物の3次元形状データを得ることが記載されているが、計測して得られた3次元形状データからその形状を定量的に良否判定を行うことについては記載されていない。
【0007】
本発明の目的は、ドリルやカッターなど切削加工の工具、タービンホイールなどの複雑形状をした物体の外観検査において、被検査対象物の表面テクスチャ(画像)及び表面変位(形状)から被検査対象物の不良を定量的に検出し、かつ、可視化する外観検査方法及びその装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では、物体の外観を検査する装置を、検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、このテーブル手段に載置された検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む前記検査対象物体の画像を取得する画像取得手段と、テーブル手段に載置された検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、この表面変位情報取得手段で取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元する立体形状復元手段と、画像取得手段で取得した画像と立体形状復元手段で復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得る外観データ生成手段と、この外観データ生成手段で得られた外観情報から複数の特徴を抽出する特徴抽出手段と、この特徴抽出手段で抽出した該複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価する外観評価手段とを備えて構成した。
【0009】
また、上記目的を達成するために、本発明では、物体の外観を検査する装置を、検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、このテーブル手段に載置された検査対象物体を撮像してその画像を取得する画像取得手段と、このテーブル手段に載置された検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、この表面変位情報取得手段で取得した検査対象物体の表面凹凸から情報該画像取得手段で取得した表面テクスチャに陰影を付加する陰影情報算出手段と、この陰影情報算出手段で算出した陰影を付加した前記物体の表面欠陥を含む外観データを表示する表示手段とを備えて構成した。
【0010】
更に、上記目的を達成するために、本発明では、物体の外観を検査する方法において、 検査対象物体を載置して少なくとも一方向に連続的に移動させながら検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む検査対象物体の画像を取得しながら検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元し、取得した画像と復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、この得られた外観情報から複数の特徴を抽出し、この抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価するようにした。
【0011】
また更に、上記目的を達成するために、本発明では、物体の外観を検査する方法において、検査対象物体を載置して少なくとも一方向に連続的に移動させ、この一方向に連続的に移動している検査対象物体を撮像してその画像を取得し、この一方向に連続的に移動している検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から取得した検査対象物体の画像の表面テクスチャに陰影を付加し、この陰影を付加した検査対象物体の表面欠陥を含む外観データを表示するようにした。
【発明の効果】
【0012】
本発明によれば、検査対象物体の外観の良否判定に用いる良品基準を、設計データから事前に生成又は検査対象物を撮像して得た画像から作成して保持する良品基準設定手段を備え、良品基準と計測値を照合することにより、人間による定量化が困難な、形状不良や微小表面キズの定量評価値を行えるようになった。また、計測した表面変位と検出光学系の関係から3次元形状の陰影を推定し、表面凹凸に陰影を付与して表示する手段により、目視による最終確認を容易に行えるようになった。
【図面の簡単な説明】
【0013】
【図1】本発明の実施例における外観検査装置の概略の構成を示すブロック図である。
【図2】本発明における外観検査装置のシステム構成の概念を示すブロック図である。
【図3】本発明の実施例における信号処理部の処理の流れを示すフロー図である。
【図4】本発明の実施例における連結処理部で行われる連結処理の流れを示すフロー図である。
【図5】本発明の実施例における欠陥判定部で行われる照合処理の流れを示すフロー図である。
【図6】本発明の実施例における部位毎に異なるしきい値を適用した欠陥判定処理の概念を説明する検査対象物と良品基準の輪郭線図である。
【図7】本発明の実施例における部位毎に異なるしきい値を適用した表面欠陥判定処理の概念を説明する検査対象物と良品基準の輪郭線図。
【図8】本発明の実施例において表面に凹凸のある検査対象物に対して欠陥判定部で行われる照合処理の別の例の処理の流れを示すフロー図である。
【図9】本発明の実施例において欠陥判定部で行われる位置照合の概念を示すブロック図である。
【図10】本発明の実施例の外観検査装置における信号処理部の処理の流れの別の例を示すフロー図である。
【図11A】本発明の実施例における検査対象物の斜視図である。
【図11B】発明の実施例における検査対象物の凹凸情報から推定した陰影像推定図である。
【図11C】発明の実施例において光学的に撮像して得た検査対象物の光学像である。
【図12A】発明の実施例において試料をドリルで加工中の有効電力センサ信号を示すグラフである。
【図12B】発明の実施例において試料をドリルで加工している状態を示すドリルの正面図である。
【図12C】発明の実施例における試料をドリルで加工するときの処理の流れを示すフロー図である。
【図13A】自由曲面をもつ検査対象の例で、切りくずが薄くなるような条件で切削している状態を示すカッターの側面図である。
【図13B】自由曲面をもつ検査対象の例で、切りくずが厚くなるような条件で切削している状態を示すカッターの側面図である。
【図14A】発明の実施例における外観検査装置の用途の一例を示す外観検査装置と検査対象の斜視図である。
【図14B】発明の実施例における外観検査装置の用途の一例における外観検査の処理の流れを示すフロー図である。
【発明を実施するための形態】
【0014】
本発明に係る物体の外観検査方法及びその装置の実施の形態について図を用いて説明する。まず、検査対象物として、複数の羽から成るタービンホイールなど回転対称形の物体を対象とした外観検査装置の実施の形態について説明する。
【0015】
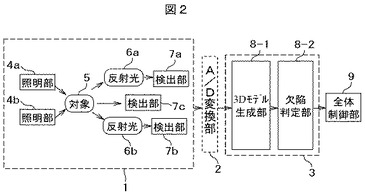
図2は本発明の実施例に係る回転対称形物体の外観検査装置の実施の形態を示す概念図である。本実施例における外観検査装置は、計測部1、A/D変換部2、信号処理部3、及び全体制御部9を備えている。
【0016】
計測部1は、1つ又は複数の照明部4a、4b及び1つ又は複数の検出部7a、7b、7cを備えている。照明部4aと4bとは互いに異なる照明条件(例えば照射角度、照明方位、照明波長、偏光状態の何れか一つ又は複数が異なる)の光を検査対象物5に照射することができる。照明部4a、4bの各々から出射される照明光により検査対象物5から夫々反射光6a、6bが発生し、該発生した反射光6a、6bの夫々を複数の検出部7a、7b、7cのうちの画像検出部7a、7bの夫々で光の強度分布として検出する。この検出された光の強度分布の夫々はA/D変換部2で増幅されてA/D変換され、信号処理部3に画像信号として入力される。
【0017】
検出部7cは被検査対象物5にレーザを照射し、検査対象物5上の照射位置と検出部7cまでの光路距離を三角測量の原理で計測し、出力する3次元変位検出部(レーザ変位計など)である。3次元変位検出部7cで検出して得られる光路距離データも画像検出部7a、7bで得られる光の強度信号とともにA/D変換部2でA/D変換され、信号処理部3に入力される。
信号処理部3は、3次元モデル生成部8−1、欠陥判定部8−2を備えている。まず、3次元モデル生成部8−1において、入力されるデジタル信号から被検査対象物5の3次元形状データ、及び2次元表面テクスチャデータを被検査対象物5の対応する位置で重ね合わせて3次元モデルを生成する。そして、欠陥判定部8−2により、生成された3次元モデルをあらかじめ保持されている3次元の良品基準と比較し、形状不良や、表面の微小凹凸、表面のテクスチャ不良などの欠陥部分を検出し、全体制御部9に出力する。
図2に示した構成では、反射光6a、6bは別々の検出部7a、7bで検出する実施の形態を示しているが、1つの検出部で共通に検出しても構わない。また、照明部4a、4b及び検出部7a、7bはそれぞれ2つに限定されるものではなく、1又は3つ以上であっても構わない。また、照明部4a、4bの数と検出部7a、7bの数は必ずしも同数である必要はない。
【0018】
反射光6a及び反射光6bの夫々は、各々照明部4a及び4bに対応して発生する反射光分布を指す。照明部4aによる照明光の光学条件と照明部4bによる照明光の光学条件が異なれば、各々によって発生する反射光6aと反射光6bは互いに異なる。本実施例において、ある照明光によって発生した反射光の光学的性質およびその特徴を、その反射光の反射光分布と呼ぶ。反射光分布とは、より具体的には、反射光の出射位置・出射方位・出射角度に対する、強度・振幅・位相・偏光・波長・コヒーレンシ等の光学パラメータ値の分布を指す。
【0019】
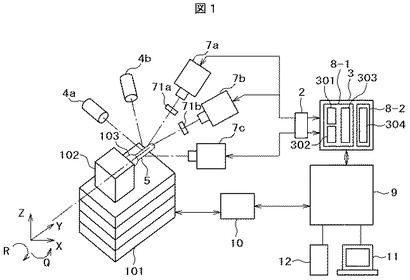
次に、図2に示す構成を実現する具体的な外観検査装置の一実施の形態としてのブロック図を図1に示す。即ち、本実施例に係る外観検査装置は、検査対象物5(例えば、ドリルの刃などの試料)に対して照明光を照射する複数の照明部4a、4bと、検査対象物5からの反射光を結像させる画像検出部7a、この画像検出部7aとは異なる角度で検査対象物5からの反射光を結像させる画像検出部7bと、検査対象物5までの距離を計測するレーザ変位計を備えた3次元変位検出部7c、それぞれの検出部より得られた光学像を増幅してA/D変換するA/D変換部2と、信号処理部3と、全体制御部9とを備えて構成される。
【0020】
検査対象物5はXY平面内の移動及び回転とXY平面に垂直なZ方向への移動、及びXZ平面内の回転が可能なステージ(X−Y−Z−θ−Rステージ)101に搭載され、X−Y−Z−θ−Rステージ101はメカニカルコントローラ10により駆動される。このとき、検査対象物5をX−Y−Z−θ−Rステージ101にワークチャック103で固定して搭載し、X、Y、Z方向のいずれかに並行に移動させつつ、θ回転、もしくはR回転させて検査対象物5からの反射光を検出することで、検査対象物5の表面全体の反射光強度分布を二次元画像(テクスチャ情報)として得ると同時に、表面変位を三次元の表面凹凸情報として得る。検査対象物5全体を網羅して、表面テクスチャ及び、凹凸情報を得るためのステージ制御はメカニカルコントローラ10によって行う。
【0021】
照明部4a、4bの各照明光源は、レーザを用いても、ランプを用いてもよい。また、各照明光源の光の波長は短波長であってもよく、また、広帯域の波長の光(白色光)であってもよい。照明条件(例えば照射角度、照明方位、照明波長、偏光状態等)はユーザにより選択、もしくは自動選択される。
画像検出部7a、7bも同様に、検出条件(例えば検出方位角、検出仰角など)をユーザが設定できる。
画像検出部7a、7bは、1次元イメージセンサ(CCDリニアセンサ)、もしくは、複数の1次元イメージセンサを2次元に配列して構成したCCDエリアセンサなどを採用し、X−Y−Z−θ−Rステージ101の移動・回転と同期してイメージセンサでR回転しながらY軸方向に一致の速度で移動している対象物5からの反射光分布を検出し、2次元画像を得る。画像検出部7a、7bは光学フィルタ71a、71b、すなわちNDフィルタやアッテネータ等の光強度を調整が可能な光学素子、あるいは偏光板や偏光ビームスプリッタや波長板等の偏光光学素子、あるいはバンドパスフィルタやダイクロイックミラー等の波長フィルタの何れか又はそれらを組み合わせたものを含み、検出光の光強度、偏光特性、波長特性の何れか又はそれらを組み合わせて制御する。
【0022】
信号処理部3は検査対象物5の不良を検出するものであって、画像検出部7a、7b、3次元変位検出部7cから入力された信号から検査対象物5の3次元モデルを生成する3次元モデル生成部8−1と、生成した3次元モデルをあらかじめ入力してある良品基準と照合することにより、形状不良や表面微小凹凸、表面テクスチャ不良などを検出して全体制御部9に出力する欠陥判定部8−2で構成される。そして、信号処理部3において例えば欠陥判定部8−2はデータベースを接続して構成される。
【0023】
更に詳しくは、3次元モデル生成部8−1は、画像検出部7aと7bとから入力した画像信号を統合する画像統合処理部301と、3次元変位検出部7cから入力された3次元形状計測データから3次元形状(立体形状)を復元する3次元形状復元処理部302と、画像統合処理部301で統合した画像と3次元形状復元処理部302で復元された3次元形状とを連結させて重ね合わせて3次元形状データを作成する連結処理部303とを備えている。また、欠陥判定部8−2は連結処理部303で連結処理された3次元形状データと記憶装置12に記憶されている良品基準データとを照合して不良を抽出する照合処理部304を備えている。
【0024】
全体制御部9は、各種制御を行うCPU(全体制御部9に内蔵)を備え、ユーザからのパラメータなどを受け付け、生成された被検査対象物の3次元モデルや検出された不良部分等を表示する表示手段と入力手段を持つユーザインターフェース部(GUI部)11及び信号処理部3で処理されたモデル、良品基準モデル等を記憶する記憶装置12を適宜接続している。また、信号処理部3、照明部4a、4b、画像検出部7a、7b、3次元変位検出部7c、メカニカルコントローラ10等も全体制御部9からの指令により駆動される。
【0025】
検査対象物5は、ここでは、回転対称形(ある軸対称で、同じ形状の部品から構成される、図1に示した構成では、Y軸に対して回転対象)をしている。全体制御部9は検査対象物5をX−Y−Z−θ−Rステージ101のR軸回転駆動部102でワークチャック103をY軸周りに回転(R回転)させながらX−Y−Z−θ−Rステージ101によりY軸方向に連続的に移動させ、これに同期して、表面テクスチャを画像検出部7a、7bより、また、表面変位を3次元変位検出部7cより取り込み、得られた2種の反射光(6a、6b)の画像、及び、3次元形状計測データから外観不良を検出する。
【0026】
次に、信号処理部3における処理の流れの一例を説明する。図3は、検査対象物5に対し、X−Y−Z−θ−Rステージ101で検査対象物5をR回転させながらY軸方向に走査することにより画像検出部7a、7b、及び3次元変位検出部7cから得られるデジタル信号(画像31、画像32、表面変位33)を入力とし、不良部分を検出する信号処理部3の基本的な処理を示す。入力される画像31、32、表面変位33のうち、画像31と画像32は、1つ又は2つ以上の異なる照明条件と、1つ又は2つ以上の異なる方位角・仰角の組み合わせで撮像された画像である。このため、検査対象物5の表面の微小なキズ(凹凸)、しみや汚れ(テクスチャ)の強調度合い、すなわち見え方は画像31と画像32では異なる。このため、まず、 3次元モデル生成部8−1において、得られた2枚の画像31と32を画像統合処理部301で統合する。
【0027】
統合方法は各種あるが、その一例を挙げると、(1)平均、(2)論理積、(3)論理和、(4)近傍領域内の標準偏差の大きい方の画素の明るさ、などがある。画像31、32の対応する各画素(x、y)の明るさをそれぞれ、f(x、y)、g(x、y)とすると、統合画像h(x、y)はそれぞれ以下の式で算出される。
平均 :h(x、y)={f(x、y)+g(x、y)}/2 ・・・(数1)
論理積:h(x、y)=minimun{f(x、y)、g(x、y)} ・・・(数2)
論理和:h(x、y)=maximun{f(x、y)、g(x、y)} ・・・(数3)
標準偏差:if(σf>σg) h(x、y)=f(x、y) ・・・(数4)
else h(x、y)=g(x、y)
ただし、 σf =[Σ{f(x+i、y+j)2}−{Σf(x+i、y+j)}2/(N×N)]/(N×N−1) i、j=0、1、・・N−1(σgも同様)
統合方法は上記以外にも、ノイズの出方などに応じて様々な演算をすることができる。当然、統合処理を行わず、画像31、32のいずれかの画像のみをこの後の処理に使用してもよいし、3枚以上の画像を統合してもよい。
【0028】
一方、信号処理部3の3次元形状復元処理部302は、3次元変位検出部7cから得られる3次元形状計測データ(表面変位33)と、全体制御部9を介して入力したステージコントローラ10によりR軸回転駆動部102を駆動して検査対象物5をY軸周りに回転(R回転)させた回転情報を用いて検査対象物5の検査領域の3次元形状(立体形状)35を復元する
次に、画像統合処理部301で生成した統合画像34と3次元形状復元処理部302で復元した検査対象物5の検査領域の3次元形状35を連結処理部303において連結する。これにより、検査対象物5のデジタル信号から3次元モデル36を生成する。
【0029】
次に、欠陥判定部8−2において、生成された3次元モデル36とあらかじめ記憶装置12に保持してある良品基準37を読み出して照合部304において照合し、良品基準37と差異が大きい部分を不良部分として抽出する。
【0030】
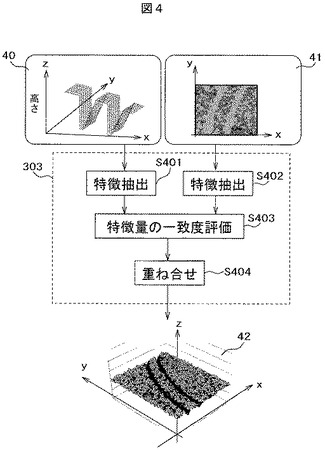
図4は、連結処理部303で行われる処理の流れの一例である。2つの細い溝がある対象に対し、40は3次元形状復元処理部302で復元した検査対象物5の検査領域の3次元形状(図3の3次元形状35に相当)のデータである。41は画像統合処理部301で生成した表面テクスチャの統合画像(図3の統合画像34に相当)である。連結処理の対象となるデータ間の対応位置は、図1の検出部71a、71b、71cの位置関係と解像度などから既知であるが、実際には検査対象物5の回転偏心が生じる可能性がある。また、X−Y−Z−θ−Rステージ101のゆらぎなど(ヨーイング及び/又はピッチング)も生じる可能性があり、データを取得した段階で、既知の対応位置に対して、ずれが生じている可能性がある。このため、画像統合処理部301においては、3次元形状データ40と統合画像41の間で位置の照合を行い、精密な位置合せを行う。
【0031】
図4に示した処理の流れに沿って説明する。まず、3次元形状データ40、統合画像41から位置の照合のための1つ以上の特徴量を算出する(S401、S402)。特徴量の算出方法はS401とS402で同じであっても、異なっていてもよい。その一例として、S401においては、各(x、y)座標位置でのz値の近傍(x、y)位置に対する変化量を特徴とし、S402においては、xy座標内での近傍位置での明るさの微分値を特徴とするなどである。
【0032】
次に、算出されたxy座標位置での特徴量について、3次元形状データ40と統合画像41の間の一致度を、一方のデータをx方向、y方向それぞれにシフトしながら評価し、一致度が最も高くなったときのそれぞれのシフト量を3次元形状データ40と統合画像41の間のずれ量とする(S403)。一致度の評価値の代表的なものとしては、正規化相関がある。そして、算出されたx、y座標のずれを補正し、データの重ね合せを行う(S404)。42は、3次元形状データ40と統合画像41を重ね合わせて生成した3次元モデル(図3の3次元モデル35に相当)の例である。この3次元モデル42は、表面テクスチャ情報をもつ統合画像41に、3次元形状データ40の高さ情報を付加して生成したものである。
【0033】
図5は、欠陥判定部8−2の内部の照合処理部304で行われる、照合処理の流れの一例である。3次元モデル42は図4で説明した3次元モデル生成部8−1で生成した検査対象物5の3次元モデル(図3の3次元モデル35に相当)、50は事前に記憶装置12から入力済みの良品基準(図3の良品基準36に相当)である。ここでは、良品基準50は、設計データである。
【0034】
まず、検査対象物5の3次元モデル42、良品基準50の各3次元座標位置での特徴量を算出する(S501、S502)。特徴量の一例としては、表面変位の近傍位置に対する勾配や表面の曲率などがある。そして、S501、S502より算出された、3次元モデル42と良品基準50との特徴量の一致度を、一方のデータをx、y、z方向それぞれにシフトしながら評価し、特徴量の一致度が最も高くなったときのx、y、z方向各々のシフト量を3次元モデル42と良品基準50の間のx、y、z方向のずれ量とする(S503)。一致度の評価値の代表的なものとしては、正規化相関がある。そして、算出されたx、y、z座標のずれを補正して、3次元モデル42と良品基準50の対応する座標点におけるデータの重ね合せを行う(S504)。
【0035】
次に、重ね合わせた3次元モデル42と良品基準50との輪郭座標の差と、対応する輪郭位置の明るさの差を演算する(S505)。そして、算出された差の値と予め設定されたしきい値とを比較し、輪郭の座標位置の差がしきい値より大きい箇所を形状欠陥、明るさの差がしきい値より大きい箇所をしみ、汚れ、微小キズなどの表面欠陥と判定する欠陥判定を行う(S506)。この欠陥判定(S506)の結果は、全体制御部9へ送られる。
【0036】
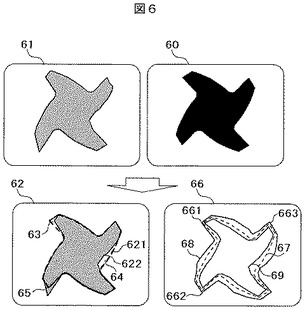
ここで、正常として許容する範囲、もしくは欠陥として検出する基準は、検査対象物体の部位により異なることがある。このため、しきい値は場所により異なる値を設定可能とする。図6は部位毎に異なるしきい値を適用した欠陥判定処理の概念図の一例である。簡単のため、2次元のモデルから形状欠陥を検出する例を示す。
【0037】
図6において、61は検査対象物の輪郭を示す図、60はその設計データなどの良品基準の輪郭を示す図である。62は検査対象物の輪郭線図61と良品基準の輪郭線図60の位置の照合を行い、2次元座標上で検査対象物61と良品基準60を重ね合わせた結果である。破線621が良品基準60の外観形状の輪郭、実線622が検査対象物61の外観形状の輪郭である。63、64、65が輪郭の座標位置のずれが大きかった箇所である。66は良品基準60に対するしきい値幅を示したしきい値線図であり、破線67が良品基準60の外観形状の輪郭、その外側の実線68及び内側の実線69がしきい値で、検査対象物の輪郭61が実線68よりも外側、もしくは実線69よりも内側になった箇所を形状不良、実線68と69の間にあれば正常と判定する。しきい値線図66の例では、鋭角になっている部分(例えば661、662、663など)では正常範囲が狭くなっており、わずかな輪郭のずれであっても形状不良として検出することになる。輪郭のずれが大きかった箇所63、64、65をしきい値線図66と比較した場合、正常としての許容範囲が狭い鋭角部にある63、65は欠陥として検出され、64は欠陥にはならない。
【0038】
表面欠陥を検出する際のしきい値も同様に、部位毎の設定が可能である。図7は部位毎に異なるしきい値を適用した欠陥判定処理の概念図の一例である。簡単のため、2次元のモデルから表面欠陥を検出する例を示す。71は検査対象物の表面状態を表す図、70はその良品基準の表面状態を表す図である。検査対象物の表面状態を表す71は統合画像34から得られた表面テクスチャ情報、良品基準の表面状態を表す70は欠陥のない表面テクスチャ情報である。72は検査対象物の表面状態を表す71と良品基準の表面状態を表す70の位置の照合を行って2次元座標上で検査対象物の表面状態を表す71と良品基準の表面状態を表す70のテクスチャ情報(例えば、各画素の明るさ)の差を演算した結果を示す図である。このテクスチャ情報の差を演算した結果を表す72において、73、74はテクスチャ情報の差が大きかった箇所で、74は73よりも差が大きい。75は良品基準の表面状態を表す70に対するしきい値幅を示したしきい値線図であり、縞ハッチで示した鋭角になっている領域76、77、78、79のしきい値は中央付近750のしきい値に比べて低い状態を示している。
【0039】
そして、検査対象物の表面状態を表す71と良品基準の表面状態を表す70のテクスチャ情報の差を示す図72において、しきい値線図75に示したしきい値以上の箇所を汚れ、しみ、微小なキズなどの表面不良、しきい値よりも小さい箇所を正常と判定する(数5)。
if f(x、y)≧th(x、y) then 欠陥 ・・・(数5)
if f(x、y)<th(x、y) then 正常
f(x、y)は各座標のテクスチャ情報の差
th(x、y)は各座標のしきい値
つまり、しきい値線図75の例では、テクスチャ情報の差がわずかであっても表面不良として検出することになる。テクスチャ情報の差を示す72において差の大きかった領域73、74をしきい値線図75と比較した場合、正常としての許容範囲が低い鋭角部にある領域73は欠陥として検出され、中央部付近の領域74は欠陥にはならない。
【0040】
しきい値線図66、しきい値線図75といった領域毎に異なるしきい値は、ユーザが事前に手入力して設定することも可能であるが、良品基準からの許容誤差として設計データから生成して設定することも可能である。また、過去の外観検査データに基づき、統計的に設定することもできる。例えば、重要な欠陥が過去に多発している領域や検出不要なノイズが発生しやすい領域などは、過去のデータを集計すれば既知である。そこで、重要な欠陥やノイズの発生確率を算出し、それに応じて、例えば、しきい値線図66又はしきい値線図75上で、重要欠陥の発生確率が高い領域はしきい値を低く、ノイズの発生確率が高い領域はしきい値を高く自動設可能である。なお、個々に設定可能なしきい値領域の最小単位は画素である。
【0041】
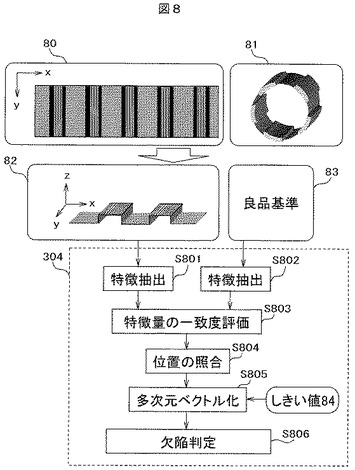
以上の説明では、図5に示した欠陥判定処理S506は、外観形状の輪郭(すなわち3次元変位)から形状欠陥を、画像(すなわち2次元テクスチャ)から表面欠陥をそれぞれ独立で抽出することを示したが、同時に算出することも可能である。図8にその処理の流れの一例を示す。
【0042】
図8において、80は表面に凹凸のある回転対称系の検査対象物の表面テクスチャ画像(図3の統合画像処理部301で生成された統合画像34に相当)であり、ステージ走査により検査対象物の表面を小領域毎に画像検出部7a又は7bで撮像し、それらをつなぎ合せて生成した展開画像である。
【0043】
本実施の形態では、表面テクスチャ画像80のような、検査対象物5の展開図を生成して保持することもできる。81は3次元変位検出部7cで検出した検査対象物5の表面の凹凸情報から3次元形状復元処理部302で復元した検査対象物5の3次元形状を示す図である。82は図1に示した連結処理部303にて表面テクスチャ画像80と3次元形状を示す図81との位置を照合して表面テクスチャ画像80の統合画像の展開図(x、y)座標に被検査対象物5の3次元形状を示す図81の高さ情報z座標を付加した3次元展開モデルである。これは図3の3次元モデル35に相当する。
【0044】
一方、3次元展開モデル82に対応する良品の3次元展開モデルである良品基準83を予め作成しておいて、記憶装置12に記憶しておく。これらに対し、図5で示した例と同様に、照合処理部304において、3次元モデル82と良品基準83のそれぞれについて特徴量を抽出し(S801、S802)、この抽出したそれぞれの特徴量の一致度を評価し(S803)、3次元モデル82と良品基準83の位置の照合を行う(S804)。
【0045】
次に、図8の処理例では、各点について、多次元ベクトル化を行う(S805)。これは、各(x、y)座標の画素において、テクスチャの特徴量を1つ又は複数個算出する。テクスチャの特徴量はその画素の特徴を表すものであればよい。その例としては、統合画像の明るさそのもの(f(x、y))、コントラスト(数6)、近傍画素の明るさ分散値(数7)、近傍画素との明るさの増減(数8)、2次微分値等がある。
コントラスト;max{f(x、y)、f(x+1、y)、f(x、y+1)、f(x+1、y+1)}
−min{f(x、y)、f(x+1、y)、f(x、y+1)、f(x+1、y+1)・・・(数6) 分散;[Σ{f(x+i、y+j)2}−{Σf(x+i、y+j)}2/M]/(M−1)
i、j=−1、0、1 M=9 ・・・(数7)
輝度増減分布(x方向);
If(f(x+i、y+j)−f(x+i+1、y+j)>0) then g(x+i、y+j)=1
else g(x+i、y+j)=0 ・・・(数8)
そして、算出した1つ又は複数の特徴、f1(x、y)、f2(x、y)、f3(x、y)・・とz座標値(変位情報)、更にその箇所でのしきい値Th(x、y)をその(x、y)座標位置の画素の特徴として、ベクトル化する(数9)。
座標(x、y)の特徴ベクトル V; V=(x、y、z、f1、f2、・・、Th) ・・・(数9)
そして、特徴ベクトルの各要素を特徴軸とする多次元特徴空間に各(x、y)座標の値をプロットする。良品基準83についても同様にプロットする。そして、多次元特徴空間にプロットされた良品基準83の特徴ベクトルの分布を正常部の分布とし、正常部の分布からの距離がしきい値Th(84)よりも大きい点を欠陥として検出する(S806)。多次元特徴量に基づく分類(欠陥/正常の2クラス分類)には各種識別器が用意されている。その代表として、SVM(サポートベクタマシン)、k最近傍識別器、Bayes識別器などがある。
【0046】
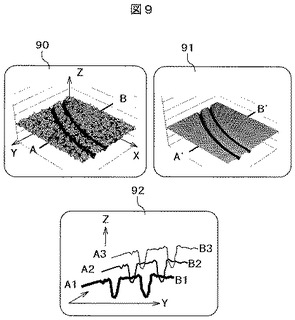
これまで説明した、良品基準との照合による微小、かつ微弱信号の欠陥を検出するためには、良品基準と検査対象物の位置の照合が正確に行われる必要がある。位置の照合の一例を図9により説明する。
【0047】
図9の90は検査対象物の表面の一部のプロファイル、91は対応する良品基準の表面の一部のプロファイルである。検査対象物表面プロファイル90と良品基準表面プロファイル91の位置の照合について、本例では、検査対象物表面プロファイル90の各X座標において、Y方向のZ値断面プロファイル(図中のA−B間のZ値)を、良品基準表面プロファイル91のY方向のZ値断面プロファイル(図中のA’−B’間のZ値)をX軸方向に走査しながら比較し、照合する。これを検査対象物表面プロファイル90の各X座標で行う(Y方向のZ値断面プロファイル92のA1−B1、A2−B2、A3−B3、・・など)。そして、各X座標での両プロファイルの照合結果を集計(多数決をとるなど)し、検査対象物表面プロファイル90の良品基準表面プロファイル91に対するX方向の位置のずれ量を算出する。Y方向のずれ、Z方向のずれも同様にして算出し、x、y、z方向のずれ量を決定する。
【0048】
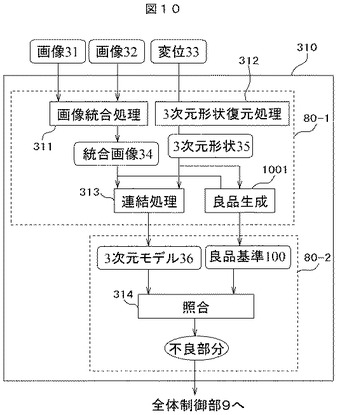
比較に使う良品基準は設計データであり、事前に設定されていることをこれまでの例で示したが、実際の対象物から生成することも可能である。図10は、図3で説明した良品基準として設計データを用いる信号処理部3に変えて、良品基準を実際の対象物から生成する機能を備えた信号処理部310の構成を示す。信号処理部310は、検査対象物5に対し、X−Y−Z−θ−Rステージ101の走査により画像検出部7a、7b、及び3次元変位検出部7cから得られるデジタル信号(画像31、画像32、変位33)を入力とし、不良部分を検出する。
【0049】
信号処理部310は、画像検出部7a、7b、3次元変位検出部7cから入力された信号から検査対象物5の3次元モデルを生成すると共に良品基準100を生成する3次元モデル生成部80−1と、生成した3次元モデルと良品基準と照合することにより、形状不良や表面微小凹凸、表面テクスチャ不良などを検出して全体制御部9に出力する欠陥判定部80−2を備えて構成される。
【0050】
更に詳しくは、3次元モデル生成部80−1は、画像検出部7aと7bとから入力した画像31と32とを統合して統合画像34を作成する画像統合処理部311と、3次元変位検出部7cから入力された3次元形状計測データから3次元形状(立体形状)を復元する3次元形状復元処理部312と、画像統合処理部311で統合した画像と3次元形状復元処理部312で復元された3次元形状とを連結させて重ね合わせて3次元モデル36を作成する連結処理部313と、統合画像34と復元された3次元形状データ35とを用いて良品基準100を生成する良品生成処理部1001とを備えている。また、欠陥判定部80−2は連結処理部313で連結処理された3次元モデル36と良品生成処理部1001で生成された良品基準100とを照合して不良を抽出する照合処理部314を備えている。
【0051】
信号処理部310において、良品基準を検査対象から生成する信号処理部の処理の流れを図10を用いて説明する。
【0052】
信号処理部310に入力される画像31、32、表面変位33のうち、画像31と画像32は、1つ又は2つ以上の異なる照明条件と、1つ又は2つ以上の異なる方位角・仰角の組み合わせで撮像された画像である。図3で示した例と同様に、まず、 3次元モデル生成部80−1において、得られた2枚の画像31と32を画像統合処理部311で統合する。統合方法は各種あるが、その一例を挙げると、(1)平均、(2)論理積、(3)論理和、(4)近傍領域内の標準偏差の大きい方の画素の明るさ、などがある。統合方法は、(数1)〜(数4)に示した通りである。
【0053】
一方、3次元形状復元処理部312では、3次元変位検出部7cから入力された3次元形状計測データから3次元形状(立体形状)35を復元する。
【0054】
次に、画像統合処理部311で生成した統合画像34と3次元形状復元処理部312で復元した3次元形状(立体形状)35とを連結処理部313において連結する。これにより、検査対象物5のデジタル信号から3次元モデル36を生成する。
【0055】
本実施例では、3次元モデル36の生成と同時に、統合画像34と3次元形状復元処理部312で復元した3次元形状(立体形状)35とから良品生成部1001において良品基準100を生成する。そして、欠陥判定部80−2において、生成された3次元モデル36と良品基準100を照合部314において照合し、良品基準100と差異が大きい部分を不良部分として抽出する。
【0056】
良品基準100は、検査対象物が複数の同形状の部品から成る回転対称の物体であれば、対称部品の周期分だけ対象物体を回転させながら、同形状になるように作られた部品を同一の視野、同一の照明角度、同一の検出角度で撮像して複数の部品の画像を得て、得られた複数の画像間で、対応する位置の明るさの平均、もしくは明るさの中央値をとることで生成する。
【0057】
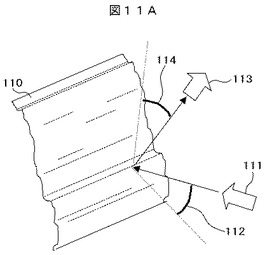
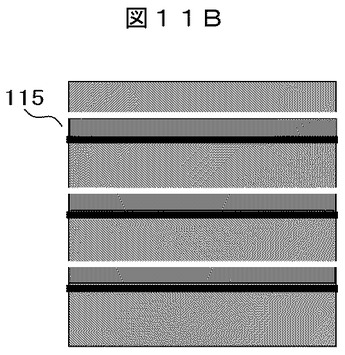
以上に説明したように、図2に示した構成を実現する具体的な外観検査装置の形態の例を説明したが、本発明による外観検査装置による外観の計測結果、検査結果は図1に示した表示手段と入力手段を持つユーザインターフェース部(GUI部)11に表示される。例えば、3次元変位検出部7cで得られた表面凹凸情報(表面変位33)は計測点群にすぎない。このため、本発明による外観検査装置は、計測点群をより視覚的にユーザに提示する。その例を図11A乃至図11Cに示す。
【0058】
図11Aにおいて、110は検査対象物である。検査対象物110の表面凹凸に対し、表面テクスチャを取得する際の照明光111の照明角度(図中112)、反射光113を検出する検出部の角度(図中114)などが既知であれば、その凹凸情報(表面変位33)から、陰影の付き方が推定できる。本実施例では、凹凸情報(表面変位33)から陰影を推定し、2次元画像としてGUI部11に表示する。
【0059】
図11Bの115は、検査対象物110の凹凸情報(表面変位33)から推定した陰影像の例である。また、表示にとどまらず、凹凸情報(表面変位33)からの陰影像推定機能により、より高感度な検査を可能とする。例えば、画像検出部で検出した実際の表面テクスチャ情報と、凹凸情報から推定した陰影像とを比較することで、実際の表面テクスチャ情報から、ノイズとなる正反射成分や部品の遮蔽による影を除外することが可能となる。これにより、ノイズと微弱な表面欠陥の弁別が容易となる。
【0060】
図11Cの116は画像検出部7a又は7bで検出された光学像である。図11A又は図11Bの陰影像では、検査対象物110の表面の形状欠陥を表示することはできるが、検査対象物110の表面の変色やしみなどの非形状的な欠陥を表示することが難しい。これに対して、図11Cのように光学像を表示することにより、検査対象物110の表面の変色やしみなどの非形状的な欠陥117を表示することができる。従って、図11Cのような光学像を図11A又は図11Bのような陰影像と並べて表示することにより、検査対象物110の表面の形状欠陥と表面の変色やしみなどの非形状的な欠陥を同時に表示することが可能になる。
【0061】
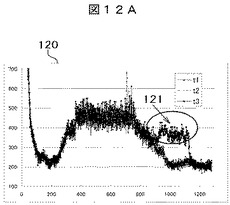
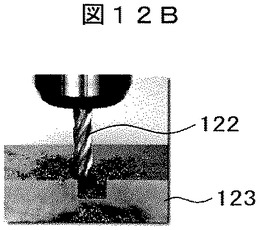
以上に説明した外観検査装置は、検出部より得られる表面テクスチャ情報、表面変位情報を計測する。特にドリルやカッターなどの切削加工の工具の割れや磨耗、欠けなどを定量的に計測することで、工具の管理や加工対象の出来栄えの推定が可能となる。対象が加工用の工具である場合、加工時のセンサ時系列データと連携して検査を効率的に行うことも可能である。その例を図12A乃至図12Cに示す。
【0062】
図12Aにおいて、120のグラフは、図12Bに示した122のドリルにより被加工対象物123を加工中に図示していないセンサで検出した有効電力センサ信号である。図12Aのグラフ120には、時系列に3回分(t1、t2、t3)のセンサ信号がプロットされている。横軸は加工中の時間である。楕円121で囲ってあるt3の信号部分が加工不良が発生したときの有効電力センサ信号を示す。これは、t3のときに加工不良が発生したことを示す。
【0063】
本実施例による外観検査装置では、このような加工状況などのセンサデータの監視による異常予兆と連動した検査を行う。この検査の流れを、図12Cに示す。
【0064】
図12Cに示した処理フローにおいて、ドリルといった検査対象となる工具が稼動中、有効電力値などのセンサ信号の監視を行っている(S1201)。この監視して得たデータから異常の予兆を診断し(S1202)、異常がない場合、加工終了とともに、検査対象物は待機状態になる(S1203)。センサ信号に異常の予兆があった場合は、それをトリガーとして、図1乃至図10を用いて説明した実施例による外観検査を実行する(S1204)。これにより、検査の頻度を少なくすることが可能となる。
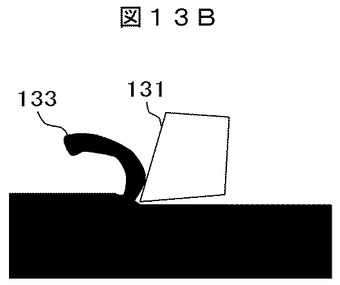
更に、本外観検査装置の対象は、回転対称系の形状をしたものに限らず、自由曲面をもつものを含む。その例を図13A及び図13Bに示す。図13Aの130、及び図13Bの131は切削用カッターであり、それぞれ形状が異なる。図13Aの132、及び図13Bの133は切削後に発生する切りくずであり、カッターの形状の違いに応じて図13Aの切りくず132と図13Bの切りくず133のように、形状も異なる。本外観検査ではカッター130、131の形状の計測、及び加工対象となる切りくず132、133の形状を計測し、両者を照らし合わせて、より理想的な出来栄えを実現するためのカッター形状の最適化を可能とする。
図14A及び図14Bは本外観検査装置の用途の別の例である。図14Aの140が図1及び図2で説明した外観検査装置であり、ロール状の薄板141が検査対象となる。ここでは、図1及び図2で説明した画像検出部により順次、薄板全面の表面テクスチャ(画像142)が検出され、信号処理部3に入力される。
【0065】
図14Bに、信号処理部3における処理の手順を説明する。信号処理部3では、画像142から欠陥検出を行う(S1401)。これにより、薄板上に欠陥があった場合、その欠陥の位置座標143が検出される。欠陥検出は単純な明るさの2値化処理や、周辺の明るさとの比較など、一般的な欠陥検査方式でよい。次に、欠陥の位置座標近辺の凹凸を3次元変位検出部で検出する(S1402)。そして、検出された欠陥部の変位144から、その欠陥が致命性のあるものか、否かの判定を行い(S1403)、更に欠陥種を特定する(S1404)。以上のように、本外観検査装置においては、薄板上の欠陥が、表面のシミや汚れのような後の洗浄工程で排除できるものか、穴のような排除できないものか、表面テクスチャのみでは判定できない欠陥を、3次元変位情報も使って判定することを可能とする。
以上に示した通り、本発明により、検査員といった人間による直接の目視検査では定量化ができなかった、形状不良や微細なキズのレベルが定量的に評価可能となる。これにより、加工品の出来栄え評価や、加工工具の品質管理、欠陥の致命性判定などを実現する。これにより、製品の安定化を実現する。また、シミュレーション結果などと連動させることで、品質不良の未然防止が実現できる。
【0066】
以上、本発明の一実施例を、加工用の工具など複雑な形状をした物体の外観検査を例にとって説明したが、自由曲面を持つ物体の類似度判定などにも適用可能である。その1つには、拳銃から発射される弾丸の異同識別がある。
【符号の説明】
【0067】
1…計測部 2…A/D変換部 3,310…信号処理部 4a,4b…照明部 5…被検査対象物 7a,7b…画像検出部 7c…3次元変位検出部
8−1,80−1…3次元モデル生成部 8−2、80−2…欠陥判定部
9…全体制御部 10…メカニカルコントローラ 11…ユーザインターフェース部 12…記憶装置 101…X−Y−Z−θ−Rステージ 301…画像統合処理部 302…3次元形状復元処理部 303…連結処理部 304…照合処理部
【技術分野】
【0001】
本発明は、被検査対象物の表面テクスチャ(画像)及び表面変位(形状)から被検査対象物の不良を検出する外観検査に係り、ドリルやカッターなど切削加工の工具、タービンホイールなどの複雑形状をした物体の不良を検査するのに好適な外観検査方法及びその装置に関する。
【背景技術】
【0002】
金属加工部品の生産現場において、加工に用いるドリルやカッターなどの工具はその刃型の形状によって加工品の品質が大きく変わるため、刃型の管理が重要となる。刃型の管理は、刃先の角度を定量化し、欠けの有無や磨耗度合いを把握する必要がある。しかし、ドリルやカッターなどの複雑形状をした物体の外観検査は、遮蔽領域もあり、人が対象物体を動かしながら様々な方向から眺め、不良を検出する目視検査・管理が主流となっている。このため、刃先の微妙な角度の違いや表面凹凸を目視で定量的に計測するには限界があり、定期的に刃を交換することで不良品の作り込みを事前に防止する、もしくは、不良が大量発生したことをきっかけに刃のチェックや交換を行っている。それゆえ、加工品の品質が安定しない、工具の交換コストが不必要に増大するなどの問題があり、目視では検出困難な、微妙な形状や表面凹凸を高精度、かつ定量的に検出できる装置の必要性が生じている。
【0003】
3次元形状測定は従来から行われている。特開2002−92632号公報(特許文献1)に記載の方法は、測定対象物にレーザ光を照射するとともに、走査してレーザ光の照射スポットの形成位置を変化させ、形成位置が変化されたそれぞれの照射スポットにおける反射光を受光し、三角測量の原理により照射スポットの位置の距離を検出する。そして、得られた3次元形状データに、反射光の受光幅を利用して陰影をつけて表示する。また、別の技術として、特開2009−204425号公報(特許文献2)に記載の方法は、対象物に照射するレーザ光の出射強度を制御して、制御された出射レーザ強度に応じて受光する反射強度が一定となるようにする。これにより、反射率の高低により3次元データの計算が不可能となる部分を少なくし、精度の良い3次元形状計測を可能とするものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−92632号公報
【特許文献2】特開2009−204425号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
3次元形状の出来栄え検査は、上述の通り、検査員による目視検査であることが多い。このため、検査員によって表面凹凸の良否判定や表面の微小キズ有無の判定結果に違いが生じ、品質のばらつき、不良の流出の要因となっている。これらを解決するためには、形状と表面の状態を計測し、これらを統合して、総合的かつ定量的な判定基準に従って、検査対象物の品質を押さえる必要がある。
【0006】
特許文献1および2には、レーザを測定対象物に照射してその反射光を検出し測定対象物の3次元形状データを得ることが記載されているが、計測して得られた3次元形状データからその形状を定量的に良否判定を行うことについては記載されていない。
【0007】
本発明の目的は、ドリルやカッターなど切削加工の工具、タービンホイールなどの複雑形状をした物体の外観検査において、被検査対象物の表面テクスチャ(画像)及び表面変位(形状)から被検査対象物の不良を定量的に検出し、かつ、可視化する外観検査方法及びその装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では、物体の外観を検査する装置を、検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、このテーブル手段に載置された検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む前記検査対象物体の画像を取得する画像取得手段と、テーブル手段に載置された検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、この表面変位情報取得手段で取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元する立体形状復元手段と、画像取得手段で取得した画像と立体形状復元手段で復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得る外観データ生成手段と、この外観データ生成手段で得られた外観情報から複数の特徴を抽出する特徴抽出手段と、この特徴抽出手段で抽出した該複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価する外観評価手段とを備えて構成した。
【0009】
また、上記目的を達成するために、本発明では、物体の外観を検査する装置を、検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、このテーブル手段に載置された検査対象物体を撮像してその画像を取得する画像取得手段と、このテーブル手段に載置された検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、この表面変位情報取得手段で取得した検査対象物体の表面凹凸から情報該画像取得手段で取得した表面テクスチャに陰影を付加する陰影情報算出手段と、この陰影情報算出手段で算出した陰影を付加した前記物体の表面欠陥を含む外観データを表示する表示手段とを備えて構成した。
【0010】
更に、上記目的を達成するために、本発明では、物体の外観を検査する方法において、 検査対象物体を載置して少なくとも一方向に連続的に移動させながら検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む検査対象物体の画像を取得しながら検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元し、取得した画像と復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、この得られた外観情報から複数の特徴を抽出し、この抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価するようにした。
【0011】
また更に、上記目的を達成するために、本発明では、物体の外観を検査する方法において、検査対象物体を載置して少なくとも一方向に連続的に移動させ、この一方向に連続的に移動している検査対象物体を撮像してその画像を取得し、この一方向に連続的に移動している検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から取得した検査対象物体の画像の表面テクスチャに陰影を付加し、この陰影を付加した検査対象物体の表面欠陥を含む外観データを表示するようにした。
【発明の効果】
【0012】
本発明によれば、検査対象物体の外観の良否判定に用いる良品基準を、設計データから事前に生成又は検査対象物を撮像して得た画像から作成して保持する良品基準設定手段を備え、良品基準と計測値を照合することにより、人間による定量化が困難な、形状不良や微小表面キズの定量評価値を行えるようになった。また、計測した表面変位と検出光学系の関係から3次元形状の陰影を推定し、表面凹凸に陰影を付与して表示する手段により、目視による最終確認を容易に行えるようになった。
【図面の簡単な説明】
【0013】
【図1】本発明の実施例における外観検査装置の概略の構成を示すブロック図である。
【図2】本発明における外観検査装置のシステム構成の概念を示すブロック図である。
【図3】本発明の実施例における信号処理部の処理の流れを示すフロー図である。
【図4】本発明の実施例における連結処理部で行われる連結処理の流れを示すフロー図である。
【図5】本発明の実施例における欠陥判定部で行われる照合処理の流れを示すフロー図である。
【図6】本発明の実施例における部位毎に異なるしきい値を適用した欠陥判定処理の概念を説明する検査対象物と良品基準の輪郭線図である。
【図7】本発明の実施例における部位毎に異なるしきい値を適用した表面欠陥判定処理の概念を説明する検査対象物と良品基準の輪郭線図。
【図8】本発明の実施例において表面に凹凸のある検査対象物に対して欠陥判定部で行われる照合処理の別の例の処理の流れを示すフロー図である。
【図9】本発明の実施例において欠陥判定部で行われる位置照合の概念を示すブロック図である。
【図10】本発明の実施例の外観検査装置における信号処理部の処理の流れの別の例を示すフロー図である。
【図11A】本発明の実施例における検査対象物の斜視図である。
【図11B】発明の実施例における検査対象物の凹凸情報から推定した陰影像推定図である。
【図11C】発明の実施例において光学的に撮像して得た検査対象物の光学像である。
【図12A】発明の実施例において試料をドリルで加工中の有効電力センサ信号を示すグラフである。
【図12B】発明の実施例において試料をドリルで加工している状態を示すドリルの正面図である。
【図12C】発明の実施例における試料をドリルで加工するときの処理の流れを示すフロー図である。
【図13A】自由曲面をもつ検査対象の例で、切りくずが薄くなるような条件で切削している状態を示すカッターの側面図である。
【図13B】自由曲面をもつ検査対象の例で、切りくずが厚くなるような条件で切削している状態を示すカッターの側面図である。
【図14A】発明の実施例における外観検査装置の用途の一例を示す外観検査装置と検査対象の斜視図である。
【図14B】発明の実施例における外観検査装置の用途の一例における外観検査の処理の流れを示すフロー図である。
【発明を実施するための形態】
【0014】
本発明に係る物体の外観検査方法及びその装置の実施の形態について図を用いて説明する。まず、検査対象物として、複数の羽から成るタービンホイールなど回転対称形の物体を対象とした外観検査装置の実施の形態について説明する。
【0015】
図2は本発明の実施例に係る回転対称形物体の外観検査装置の実施の形態を示す概念図である。本実施例における外観検査装置は、計測部1、A/D変換部2、信号処理部3、及び全体制御部9を備えている。
【0016】
計測部1は、1つ又は複数の照明部4a、4b及び1つ又は複数の検出部7a、7b、7cを備えている。照明部4aと4bとは互いに異なる照明条件(例えば照射角度、照明方位、照明波長、偏光状態の何れか一つ又は複数が異なる)の光を検査対象物5に照射することができる。照明部4a、4bの各々から出射される照明光により検査対象物5から夫々反射光6a、6bが発生し、該発生した反射光6a、6bの夫々を複数の検出部7a、7b、7cのうちの画像検出部7a、7bの夫々で光の強度分布として検出する。この検出された光の強度分布の夫々はA/D変換部2で増幅されてA/D変換され、信号処理部3に画像信号として入力される。
【0017】
検出部7cは被検査対象物5にレーザを照射し、検査対象物5上の照射位置と検出部7cまでの光路距離を三角測量の原理で計測し、出力する3次元変位検出部(レーザ変位計など)である。3次元変位検出部7cで検出して得られる光路距離データも画像検出部7a、7bで得られる光の強度信号とともにA/D変換部2でA/D変換され、信号処理部3に入力される。
信号処理部3は、3次元モデル生成部8−1、欠陥判定部8−2を備えている。まず、3次元モデル生成部8−1において、入力されるデジタル信号から被検査対象物5の3次元形状データ、及び2次元表面テクスチャデータを被検査対象物5の対応する位置で重ね合わせて3次元モデルを生成する。そして、欠陥判定部8−2により、生成された3次元モデルをあらかじめ保持されている3次元の良品基準と比較し、形状不良や、表面の微小凹凸、表面のテクスチャ不良などの欠陥部分を検出し、全体制御部9に出力する。
図2に示した構成では、反射光6a、6bは別々の検出部7a、7bで検出する実施の形態を示しているが、1つの検出部で共通に検出しても構わない。また、照明部4a、4b及び検出部7a、7bはそれぞれ2つに限定されるものではなく、1又は3つ以上であっても構わない。また、照明部4a、4bの数と検出部7a、7bの数は必ずしも同数である必要はない。
【0018】
反射光6a及び反射光6bの夫々は、各々照明部4a及び4bに対応して発生する反射光分布を指す。照明部4aによる照明光の光学条件と照明部4bによる照明光の光学条件が異なれば、各々によって発生する反射光6aと反射光6bは互いに異なる。本実施例において、ある照明光によって発生した反射光の光学的性質およびその特徴を、その反射光の反射光分布と呼ぶ。反射光分布とは、より具体的には、反射光の出射位置・出射方位・出射角度に対する、強度・振幅・位相・偏光・波長・コヒーレンシ等の光学パラメータ値の分布を指す。
【0019】
次に、図2に示す構成を実現する具体的な外観検査装置の一実施の形態としてのブロック図を図1に示す。即ち、本実施例に係る外観検査装置は、検査対象物5(例えば、ドリルの刃などの試料)に対して照明光を照射する複数の照明部4a、4bと、検査対象物5からの反射光を結像させる画像検出部7a、この画像検出部7aとは異なる角度で検査対象物5からの反射光を結像させる画像検出部7bと、検査対象物5までの距離を計測するレーザ変位計を備えた3次元変位検出部7c、それぞれの検出部より得られた光学像を増幅してA/D変換するA/D変換部2と、信号処理部3と、全体制御部9とを備えて構成される。
【0020】
検査対象物5はXY平面内の移動及び回転とXY平面に垂直なZ方向への移動、及びXZ平面内の回転が可能なステージ(X−Y−Z−θ−Rステージ)101に搭載され、X−Y−Z−θ−Rステージ101はメカニカルコントローラ10により駆動される。このとき、検査対象物5をX−Y−Z−θ−Rステージ101にワークチャック103で固定して搭載し、X、Y、Z方向のいずれかに並行に移動させつつ、θ回転、もしくはR回転させて検査対象物5からの反射光を検出することで、検査対象物5の表面全体の反射光強度分布を二次元画像(テクスチャ情報)として得ると同時に、表面変位を三次元の表面凹凸情報として得る。検査対象物5全体を網羅して、表面テクスチャ及び、凹凸情報を得るためのステージ制御はメカニカルコントローラ10によって行う。
【0021】
照明部4a、4bの各照明光源は、レーザを用いても、ランプを用いてもよい。また、各照明光源の光の波長は短波長であってもよく、また、広帯域の波長の光(白色光)であってもよい。照明条件(例えば照射角度、照明方位、照明波長、偏光状態等)はユーザにより選択、もしくは自動選択される。
画像検出部7a、7bも同様に、検出条件(例えば検出方位角、検出仰角など)をユーザが設定できる。
画像検出部7a、7bは、1次元イメージセンサ(CCDリニアセンサ)、もしくは、複数の1次元イメージセンサを2次元に配列して構成したCCDエリアセンサなどを採用し、X−Y−Z−θ−Rステージ101の移動・回転と同期してイメージセンサでR回転しながらY軸方向に一致の速度で移動している対象物5からの反射光分布を検出し、2次元画像を得る。画像検出部7a、7bは光学フィルタ71a、71b、すなわちNDフィルタやアッテネータ等の光強度を調整が可能な光学素子、あるいは偏光板や偏光ビームスプリッタや波長板等の偏光光学素子、あるいはバンドパスフィルタやダイクロイックミラー等の波長フィルタの何れか又はそれらを組み合わせたものを含み、検出光の光強度、偏光特性、波長特性の何れか又はそれらを組み合わせて制御する。
【0022】
信号処理部3は検査対象物5の不良を検出するものであって、画像検出部7a、7b、3次元変位検出部7cから入力された信号から検査対象物5の3次元モデルを生成する3次元モデル生成部8−1と、生成した3次元モデルをあらかじめ入力してある良品基準と照合することにより、形状不良や表面微小凹凸、表面テクスチャ不良などを検出して全体制御部9に出力する欠陥判定部8−2で構成される。そして、信号処理部3において例えば欠陥判定部8−2はデータベースを接続して構成される。
【0023】
更に詳しくは、3次元モデル生成部8−1は、画像検出部7aと7bとから入力した画像信号を統合する画像統合処理部301と、3次元変位検出部7cから入力された3次元形状計測データから3次元形状(立体形状)を復元する3次元形状復元処理部302と、画像統合処理部301で統合した画像と3次元形状復元処理部302で復元された3次元形状とを連結させて重ね合わせて3次元形状データを作成する連結処理部303とを備えている。また、欠陥判定部8−2は連結処理部303で連結処理された3次元形状データと記憶装置12に記憶されている良品基準データとを照合して不良を抽出する照合処理部304を備えている。
【0024】
全体制御部9は、各種制御を行うCPU(全体制御部9に内蔵)を備え、ユーザからのパラメータなどを受け付け、生成された被検査対象物の3次元モデルや検出された不良部分等を表示する表示手段と入力手段を持つユーザインターフェース部(GUI部)11及び信号処理部3で処理されたモデル、良品基準モデル等を記憶する記憶装置12を適宜接続している。また、信号処理部3、照明部4a、4b、画像検出部7a、7b、3次元変位検出部7c、メカニカルコントローラ10等も全体制御部9からの指令により駆動される。
【0025】
検査対象物5は、ここでは、回転対称形(ある軸対称で、同じ形状の部品から構成される、図1に示した構成では、Y軸に対して回転対象)をしている。全体制御部9は検査対象物5をX−Y−Z−θ−Rステージ101のR軸回転駆動部102でワークチャック103をY軸周りに回転(R回転)させながらX−Y−Z−θ−Rステージ101によりY軸方向に連続的に移動させ、これに同期して、表面テクスチャを画像検出部7a、7bより、また、表面変位を3次元変位検出部7cより取り込み、得られた2種の反射光(6a、6b)の画像、及び、3次元形状計測データから外観不良を検出する。
【0026】
次に、信号処理部3における処理の流れの一例を説明する。図3は、検査対象物5に対し、X−Y−Z−θ−Rステージ101で検査対象物5をR回転させながらY軸方向に走査することにより画像検出部7a、7b、及び3次元変位検出部7cから得られるデジタル信号(画像31、画像32、表面変位33)を入力とし、不良部分を検出する信号処理部3の基本的な処理を示す。入力される画像31、32、表面変位33のうち、画像31と画像32は、1つ又は2つ以上の異なる照明条件と、1つ又は2つ以上の異なる方位角・仰角の組み合わせで撮像された画像である。このため、検査対象物5の表面の微小なキズ(凹凸)、しみや汚れ(テクスチャ)の強調度合い、すなわち見え方は画像31と画像32では異なる。このため、まず、 3次元モデル生成部8−1において、得られた2枚の画像31と32を画像統合処理部301で統合する。
【0027】
統合方法は各種あるが、その一例を挙げると、(1)平均、(2)論理積、(3)論理和、(4)近傍領域内の標準偏差の大きい方の画素の明るさ、などがある。画像31、32の対応する各画素(x、y)の明るさをそれぞれ、f(x、y)、g(x、y)とすると、統合画像h(x、y)はそれぞれ以下の式で算出される。
平均 :h(x、y)={f(x、y)+g(x、y)}/2 ・・・(数1)
論理積:h(x、y)=minimun{f(x、y)、g(x、y)} ・・・(数2)
論理和:h(x、y)=maximun{f(x、y)、g(x、y)} ・・・(数3)
標準偏差:if(σf>σg) h(x、y)=f(x、y) ・・・(数4)
else h(x、y)=g(x、y)
ただし、 σf =[Σ{f(x+i、y+j)2}−{Σf(x+i、y+j)}2/(N×N)]/(N×N−1) i、j=0、1、・・N−1(σgも同様)
統合方法は上記以外にも、ノイズの出方などに応じて様々な演算をすることができる。当然、統合処理を行わず、画像31、32のいずれかの画像のみをこの後の処理に使用してもよいし、3枚以上の画像を統合してもよい。
【0028】
一方、信号処理部3の3次元形状復元処理部302は、3次元変位検出部7cから得られる3次元形状計測データ(表面変位33)と、全体制御部9を介して入力したステージコントローラ10によりR軸回転駆動部102を駆動して検査対象物5をY軸周りに回転(R回転)させた回転情報を用いて検査対象物5の検査領域の3次元形状(立体形状)35を復元する
次に、画像統合処理部301で生成した統合画像34と3次元形状復元処理部302で復元した検査対象物5の検査領域の3次元形状35を連結処理部303において連結する。これにより、検査対象物5のデジタル信号から3次元モデル36を生成する。
【0029】
次に、欠陥判定部8−2において、生成された3次元モデル36とあらかじめ記憶装置12に保持してある良品基準37を読み出して照合部304において照合し、良品基準37と差異が大きい部分を不良部分として抽出する。
【0030】
図4は、連結処理部303で行われる処理の流れの一例である。2つの細い溝がある対象に対し、40は3次元形状復元処理部302で復元した検査対象物5の検査領域の3次元形状(図3の3次元形状35に相当)のデータである。41は画像統合処理部301で生成した表面テクスチャの統合画像(図3の統合画像34に相当)である。連結処理の対象となるデータ間の対応位置は、図1の検出部71a、71b、71cの位置関係と解像度などから既知であるが、実際には検査対象物5の回転偏心が生じる可能性がある。また、X−Y−Z−θ−Rステージ101のゆらぎなど(ヨーイング及び/又はピッチング)も生じる可能性があり、データを取得した段階で、既知の対応位置に対して、ずれが生じている可能性がある。このため、画像統合処理部301においては、3次元形状データ40と統合画像41の間で位置の照合を行い、精密な位置合せを行う。
【0031】
図4に示した処理の流れに沿って説明する。まず、3次元形状データ40、統合画像41から位置の照合のための1つ以上の特徴量を算出する(S401、S402)。特徴量の算出方法はS401とS402で同じであっても、異なっていてもよい。その一例として、S401においては、各(x、y)座標位置でのz値の近傍(x、y)位置に対する変化量を特徴とし、S402においては、xy座標内での近傍位置での明るさの微分値を特徴とするなどである。
【0032】
次に、算出されたxy座標位置での特徴量について、3次元形状データ40と統合画像41の間の一致度を、一方のデータをx方向、y方向それぞれにシフトしながら評価し、一致度が最も高くなったときのそれぞれのシフト量を3次元形状データ40と統合画像41の間のずれ量とする(S403)。一致度の評価値の代表的なものとしては、正規化相関がある。そして、算出されたx、y座標のずれを補正し、データの重ね合せを行う(S404)。42は、3次元形状データ40と統合画像41を重ね合わせて生成した3次元モデル(図3の3次元モデル35に相当)の例である。この3次元モデル42は、表面テクスチャ情報をもつ統合画像41に、3次元形状データ40の高さ情報を付加して生成したものである。
【0033】
図5は、欠陥判定部8−2の内部の照合処理部304で行われる、照合処理の流れの一例である。3次元モデル42は図4で説明した3次元モデル生成部8−1で生成した検査対象物5の3次元モデル(図3の3次元モデル35に相当)、50は事前に記憶装置12から入力済みの良品基準(図3の良品基準36に相当)である。ここでは、良品基準50は、設計データである。
【0034】
まず、検査対象物5の3次元モデル42、良品基準50の各3次元座標位置での特徴量を算出する(S501、S502)。特徴量の一例としては、表面変位の近傍位置に対する勾配や表面の曲率などがある。そして、S501、S502より算出された、3次元モデル42と良品基準50との特徴量の一致度を、一方のデータをx、y、z方向それぞれにシフトしながら評価し、特徴量の一致度が最も高くなったときのx、y、z方向各々のシフト量を3次元モデル42と良品基準50の間のx、y、z方向のずれ量とする(S503)。一致度の評価値の代表的なものとしては、正規化相関がある。そして、算出されたx、y、z座標のずれを補正して、3次元モデル42と良品基準50の対応する座標点におけるデータの重ね合せを行う(S504)。
【0035】
次に、重ね合わせた3次元モデル42と良品基準50との輪郭座標の差と、対応する輪郭位置の明るさの差を演算する(S505)。そして、算出された差の値と予め設定されたしきい値とを比較し、輪郭の座標位置の差がしきい値より大きい箇所を形状欠陥、明るさの差がしきい値より大きい箇所をしみ、汚れ、微小キズなどの表面欠陥と判定する欠陥判定を行う(S506)。この欠陥判定(S506)の結果は、全体制御部9へ送られる。
【0036】
ここで、正常として許容する範囲、もしくは欠陥として検出する基準は、検査対象物体の部位により異なることがある。このため、しきい値は場所により異なる値を設定可能とする。図6は部位毎に異なるしきい値を適用した欠陥判定処理の概念図の一例である。簡単のため、2次元のモデルから形状欠陥を検出する例を示す。
【0037】
図6において、61は検査対象物の輪郭を示す図、60はその設計データなどの良品基準の輪郭を示す図である。62は検査対象物の輪郭線図61と良品基準の輪郭線図60の位置の照合を行い、2次元座標上で検査対象物61と良品基準60を重ね合わせた結果である。破線621が良品基準60の外観形状の輪郭、実線622が検査対象物61の外観形状の輪郭である。63、64、65が輪郭の座標位置のずれが大きかった箇所である。66は良品基準60に対するしきい値幅を示したしきい値線図であり、破線67が良品基準60の外観形状の輪郭、その外側の実線68及び内側の実線69がしきい値で、検査対象物の輪郭61が実線68よりも外側、もしくは実線69よりも内側になった箇所を形状不良、実線68と69の間にあれば正常と判定する。しきい値線図66の例では、鋭角になっている部分(例えば661、662、663など)では正常範囲が狭くなっており、わずかな輪郭のずれであっても形状不良として検出することになる。輪郭のずれが大きかった箇所63、64、65をしきい値線図66と比較した場合、正常としての許容範囲が狭い鋭角部にある63、65は欠陥として検出され、64は欠陥にはならない。
【0038】
表面欠陥を検出する際のしきい値も同様に、部位毎の設定が可能である。図7は部位毎に異なるしきい値を適用した欠陥判定処理の概念図の一例である。簡単のため、2次元のモデルから表面欠陥を検出する例を示す。71は検査対象物の表面状態を表す図、70はその良品基準の表面状態を表す図である。検査対象物の表面状態を表す71は統合画像34から得られた表面テクスチャ情報、良品基準の表面状態を表す70は欠陥のない表面テクスチャ情報である。72は検査対象物の表面状態を表す71と良品基準の表面状態を表す70の位置の照合を行って2次元座標上で検査対象物の表面状態を表す71と良品基準の表面状態を表す70のテクスチャ情報(例えば、各画素の明るさ)の差を演算した結果を示す図である。このテクスチャ情報の差を演算した結果を表す72において、73、74はテクスチャ情報の差が大きかった箇所で、74は73よりも差が大きい。75は良品基準の表面状態を表す70に対するしきい値幅を示したしきい値線図であり、縞ハッチで示した鋭角になっている領域76、77、78、79のしきい値は中央付近750のしきい値に比べて低い状態を示している。
【0039】
そして、検査対象物の表面状態を表す71と良品基準の表面状態を表す70のテクスチャ情報の差を示す図72において、しきい値線図75に示したしきい値以上の箇所を汚れ、しみ、微小なキズなどの表面不良、しきい値よりも小さい箇所を正常と判定する(数5)。
if f(x、y)≧th(x、y) then 欠陥 ・・・(数5)
if f(x、y)<th(x、y) then 正常
f(x、y)は各座標のテクスチャ情報の差
th(x、y)は各座標のしきい値
つまり、しきい値線図75の例では、テクスチャ情報の差がわずかであっても表面不良として検出することになる。テクスチャ情報の差を示す72において差の大きかった領域73、74をしきい値線図75と比較した場合、正常としての許容範囲が低い鋭角部にある領域73は欠陥として検出され、中央部付近の領域74は欠陥にはならない。
【0040】
しきい値線図66、しきい値線図75といった領域毎に異なるしきい値は、ユーザが事前に手入力して設定することも可能であるが、良品基準からの許容誤差として設計データから生成して設定することも可能である。また、過去の外観検査データに基づき、統計的に設定することもできる。例えば、重要な欠陥が過去に多発している領域や検出不要なノイズが発生しやすい領域などは、過去のデータを集計すれば既知である。そこで、重要な欠陥やノイズの発生確率を算出し、それに応じて、例えば、しきい値線図66又はしきい値線図75上で、重要欠陥の発生確率が高い領域はしきい値を低く、ノイズの発生確率が高い領域はしきい値を高く自動設可能である。なお、個々に設定可能なしきい値領域の最小単位は画素である。
【0041】
以上の説明では、図5に示した欠陥判定処理S506は、外観形状の輪郭(すなわち3次元変位)から形状欠陥を、画像(すなわち2次元テクスチャ)から表面欠陥をそれぞれ独立で抽出することを示したが、同時に算出することも可能である。図8にその処理の流れの一例を示す。
【0042】
図8において、80は表面に凹凸のある回転対称系の検査対象物の表面テクスチャ画像(図3の統合画像処理部301で生成された統合画像34に相当)であり、ステージ走査により検査対象物の表面を小領域毎に画像検出部7a又は7bで撮像し、それらをつなぎ合せて生成した展開画像である。
【0043】
本実施の形態では、表面テクスチャ画像80のような、検査対象物5の展開図を生成して保持することもできる。81は3次元変位検出部7cで検出した検査対象物5の表面の凹凸情報から3次元形状復元処理部302で復元した検査対象物5の3次元形状を示す図である。82は図1に示した連結処理部303にて表面テクスチャ画像80と3次元形状を示す図81との位置を照合して表面テクスチャ画像80の統合画像の展開図(x、y)座標に被検査対象物5の3次元形状を示す図81の高さ情報z座標を付加した3次元展開モデルである。これは図3の3次元モデル35に相当する。
【0044】
一方、3次元展開モデル82に対応する良品の3次元展開モデルである良品基準83を予め作成しておいて、記憶装置12に記憶しておく。これらに対し、図5で示した例と同様に、照合処理部304において、3次元モデル82と良品基準83のそれぞれについて特徴量を抽出し(S801、S802)、この抽出したそれぞれの特徴量の一致度を評価し(S803)、3次元モデル82と良品基準83の位置の照合を行う(S804)。
【0045】
次に、図8の処理例では、各点について、多次元ベクトル化を行う(S805)。これは、各(x、y)座標の画素において、テクスチャの特徴量を1つ又は複数個算出する。テクスチャの特徴量はその画素の特徴を表すものであればよい。その例としては、統合画像の明るさそのもの(f(x、y))、コントラスト(数6)、近傍画素の明るさ分散値(数7)、近傍画素との明るさの増減(数8)、2次微分値等がある。
コントラスト;max{f(x、y)、f(x+1、y)、f(x、y+1)、f(x+1、y+1)}
−min{f(x、y)、f(x+1、y)、f(x、y+1)、f(x+1、y+1)・・・(数6) 分散;[Σ{f(x+i、y+j)2}−{Σf(x+i、y+j)}2/M]/(M−1)
i、j=−1、0、1 M=9 ・・・(数7)
輝度増減分布(x方向);
If(f(x+i、y+j)−f(x+i+1、y+j)>0) then g(x+i、y+j)=1
else g(x+i、y+j)=0 ・・・(数8)
そして、算出した1つ又は複数の特徴、f1(x、y)、f2(x、y)、f3(x、y)・・とz座標値(変位情報)、更にその箇所でのしきい値Th(x、y)をその(x、y)座標位置の画素の特徴として、ベクトル化する(数9)。
座標(x、y)の特徴ベクトル V; V=(x、y、z、f1、f2、・・、Th) ・・・(数9)
そして、特徴ベクトルの各要素を特徴軸とする多次元特徴空間に各(x、y)座標の値をプロットする。良品基準83についても同様にプロットする。そして、多次元特徴空間にプロットされた良品基準83の特徴ベクトルの分布を正常部の分布とし、正常部の分布からの距離がしきい値Th(84)よりも大きい点を欠陥として検出する(S806)。多次元特徴量に基づく分類(欠陥/正常の2クラス分類)には各種識別器が用意されている。その代表として、SVM(サポートベクタマシン)、k最近傍識別器、Bayes識別器などがある。
【0046】
これまで説明した、良品基準との照合による微小、かつ微弱信号の欠陥を検出するためには、良品基準と検査対象物の位置の照合が正確に行われる必要がある。位置の照合の一例を図9により説明する。
【0047】
図9の90は検査対象物の表面の一部のプロファイル、91は対応する良品基準の表面の一部のプロファイルである。検査対象物表面プロファイル90と良品基準表面プロファイル91の位置の照合について、本例では、検査対象物表面プロファイル90の各X座標において、Y方向のZ値断面プロファイル(図中のA−B間のZ値)を、良品基準表面プロファイル91のY方向のZ値断面プロファイル(図中のA’−B’間のZ値)をX軸方向に走査しながら比較し、照合する。これを検査対象物表面プロファイル90の各X座標で行う(Y方向のZ値断面プロファイル92のA1−B1、A2−B2、A3−B3、・・など)。そして、各X座標での両プロファイルの照合結果を集計(多数決をとるなど)し、検査対象物表面プロファイル90の良品基準表面プロファイル91に対するX方向の位置のずれ量を算出する。Y方向のずれ、Z方向のずれも同様にして算出し、x、y、z方向のずれ量を決定する。
【0048】
比較に使う良品基準は設計データであり、事前に設定されていることをこれまでの例で示したが、実際の対象物から生成することも可能である。図10は、図3で説明した良品基準として設計データを用いる信号処理部3に変えて、良品基準を実際の対象物から生成する機能を備えた信号処理部310の構成を示す。信号処理部310は、検査対象物5に対し、X−Y−Z−θ−Rステージ101の走査により画像検出部7a、7b、及び3次元変位検出部7cから得られるデジタル信号(画像31、画像32、変位33)を入力とし、不良部分を検出する。
【0049】
信号処理部310は、画像検出部7a、7b、3次元変位検出部7cから入力された信号から検査対象物5の3次元モデルを生成すると共に良品基準100を生成する3次元モデル生成部80−1と、生成した3次元モデルと良品基準と照合することにより、形状不良や表面微小凹凸、表面テクスチャ不良などを検出して全体制御部9に出力する欠陥判定部80−2を備えて構成される。
【0050】
更に詳しくは、3次元モデル生成部80−1は、画像検出部7aと7bとから入力した画像31と32とを統合して統合画像34を作成する画像統合処理部311と、3次元変位検出部7cから入力された3次元形状計測データから3次元形状(立体形状)を復元する3次元形状復元処理部312と、画像統合処理部311で統合した画像と3次元形状復元処理部312で復元された3次元形状とを連結させて重ね合わせて3次元モデル36を作成する連結処理部313と、統合画像34と復元された3次元形状データ35とを用いて良品基準100を生成する良品生成処理部1001とを備えている。また、欠陥判定部80−2は連結処理部313で連結処理された3次元モデル36と良品生成処理部1001で生成された良品基準100とを照合して不良を抽出する照合処理部314を備えている。
【0051】
信号処理部310において、良品基準を検査対象から生成する信号処理部の処理の流れを図10を用いて説明する。
【0052】
信号処理部310に入力される画像31、32、表面変位33のうち、画像31と画像32は、1つ又は2つ以上の異なる照明条件と、1つ又は2つ以上の異なる方位角・仰角の組み合わせで撮像された画像である。図3で示した例と同様に、まず、 3次元モデル生成部80−1において、得られた2枚の画像31と32を画像統合処理部311で統合する。統合方法は各種あるが、その一例を挙げると、(1)平均、(2)論理積、(3)論理和、(4)近傍領域内の標準偏差の大きい方の画素の明るさ、などがある。統合方法は、(数1)〜(数4)に示した通りである。
【0053】
一方、3次元形状復元処理部312では、3次元変位検出部7cから入力された3次元形状計測データから3次元形状(立体形状)35を復元する。
【0054】
次に、画像統合処理部311で生成した統合画像34と3次元形状復元処理部312で復元した3次元形状(立体形状)35とを連結処理部313において連結する。これにより、検査対象物5のデジタル信号から3次元モデル36を生成する。
【0055】
本実施例では、3次元モデル36の生成と同時に、統合画像34と3次元形状復元処理部312で復元した3次元形状(立体形状)35とから良品生成部1001において良品基準100を生成する。そして、欠陥判定部80−2において、生成された3次元モデル36と良品基準100を照合部314において照合し、良品基準100と差異が大きい部分を不良部分として抽出する。
【0056】
良品基準100は、検査対象物が複数の同形状の部品から成る回転対称の物体であれば、対称部品の周期分だけ対象物体を回転させながら、同形状になるように作られた部品を同一の視野、同一の照明角度、同一の検出角度で撮像して複数の部品の画像を得て、得られた複数の画像間で、対応する位置の明るさの平均、もしくは明るさの中央値をとることで生成する。
【0057】
以上に説明したように、図2に示した構成を実現する具体的な外観検査装置の形態の例を説明したが、本発明による外観検査装置による外観の計測結果、検査結果は図1に示した表示手段と入力手段を持つユーザインターフェース部(GUI部)11に表示される。例えば、3次元変位検出部7cで得られた表面凹凸情報(表面変位33)は計測点群にすぎない。このため、本発明による外観検査装置は、計測点群をより視覚的にユーザに提示する。その例を図11A乃至図11Cに示す。
【0058】
図11Aにおいて、110は検査対象物である。検査対象物110の表面凹凸に対し、表面テクスチャを取得する際の照明光111の照明角度(図中112)、反射光113を検出する検出部の角度(図中114)などが既知であれば、その凹凸情報(表面変位33)から、陰影の付き方が推定できる。本実施例では、凹凸情報(表面変位33)から陰影を推定し、2次元画像としてGUI部11に表示する。
【0059】
図11Bの115は、検査対象物110の凹凸情報(表面変位33)から推定した陰影像の例である。また、表示にとどまらず、凹凸情報(表面変位33)からの陰影像推定機能により、より高感度な検査を可能とする。例えば、画像検出部で検出した実際の表面テクスチャ情報と、凹凸情報から推定した陰影像とを比較することで、実際の表面テクスチャ情報から、ノイズとなる正反射成分や部品の遮蔽による影を除外することが可能となる。これにより、ノイズと微弱な表面欠陥の弁別が容易となる。
【0060】
図11Cの116は画像検出部7a又は7bで検出された光学像である。図11A又は図11Bの陰影像では、検査対象物110の表面の形状欠陥を表示することはできるが、検査対象物110の表面の変色やしみなどの非形状的な欠陥を表示することが難しい。これに対して、図11Cのように光学像を表示することにより、検査対象物110の表面の変色やしみなどの非形状的な欠陥117を表示することができる。従って、図11Cのような光学像を図11A又は図11Bのような陰影像と並べて表示することにより、検査対象物110の表面の形状欠陥と表面の変色やしみなどの非形状的な欠陥を同時に表示することが可能になる。
【0061】
以上に説明した外観検査装置は、検出部より得られる表面テクスチャ情報、表面変位情報を計測する。特にドリルやカッターなどの切削加工の工具の割れや磨耗、欠けなどを定量的に計測することで、工具の管理や加工対象の出来栄えの推定が可能となる。対象が加工用の工具である場合、加工時のセンサ時系列データと連携して検査を効率的に行うことも可能である。その例を図12A乃至図12Cに示す。
【0062】
図12Aにおいて、120のグラフは、図12Bに示した122のドリルにより被加工対象物123を加工中に図示していないセンサで検出した有効電力センサ信号である。図12Aのグラフ120には、時系列に3回分(t1、t2、t3)のセンサ信号がプロットされている。横軸は加工中の時間である。楕円121で囲ってあるt3の信号部分が加工不良が発生したときの有効電力センサ信号を示す。これは、t3のときに加工不良が発生したことを示す。
【0063】
本実施例による外観検査装置では、このような加工状況などのセンサデータの監視による異常予兆と連動した検査を行う。この検査の流れを、図12Cに示す。
【0064】
図12Cに示した処理フローにおいて、ドリルといった検査対象となる工具が稼動中、有効電力値などのセンサ信号の監視を行っている(S1201)。この監視して得たデータから異常の予兆を診断し(S1202)、異常がない場合、加工終了とともに、検査対象物は待機状態になる(S1203)。センサ信号に異常の予兆があった場合は、それをトリガーとして、図1乃至図10を用いて説明した実施例による外観検査を実行する(S1204)。これにより、検査の頻度を少なくすることが可能となる。
更に、本外観検査装置の対象は、回転対称系の形状をしたものに限らず、自由曲面をもつものを含む。その例を図13A及び図13Bに示す。図13Aの130、及び図13Bの131は切削用カッターであり、それぞれ形状が異なる。図13Aの132、及び図13Bの133は切削後に発生する切りくずであり、カッターの形状の違いに応じて図13Aの切りくず132と図13Bの切りくず133のように、形状も異なる。本外観検査ではカッター130、131の形状の計測、及び加工対象となる切りくず132、133の形状を計測し、両者を照らし合わせて、より理想的な出来栄えを実現するためのカッター形状の最適化を可能とする。
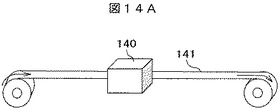
図14A及び図14Bは本外観検査装置の用途の別の例である。図14Aの140が図1及び図2で説明した外観検査装置であり、ロール状の薄板141が検査対象となる。ここでは、図1及び図2で説明した画像検出部により順次、薄板全面の表面テクスチャ(画像142)が検出され、信号処理部3に入力される。
【0065】
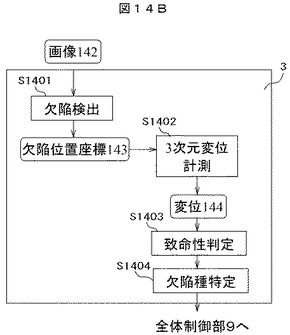
図14Bに、信号処理部3における処理の手順を説明する。信号処理部3では、画像142から欠陥検出を行う(S1401)。これにより、薄板上に欠陥があった場合、その欠陥の位置座標143が検出される。欠陥検出は単純な明るさの2値化処理や、周辺の明るさとの比較など、一般的な欠陥検査方式でよい。次に、欠陥の位置座標近辺の凹凸を3次元変位検出部で検出する(S1402)。そして、検出された欠陥部の変位144から、その欠陥が致命性のあるものか、否かの判定を行い(S1403)、更に欠陥種を特定する(S1404)。以上のように、本外観検査装置においては、薄板上の欠陥が、表面のシミや汚れのような後の洗浄工程で排除できるものか、穴のような排除できないものか、表面テクスチャのみでは判定できない欠陥を、3次元変位情報も使って判定することを可能とする。
以上に示した通り、本発明により、検査員といった人間による直接の目視検査では定量化ができなかった、形状不良や微細なキズのレベルが定量的に評価可能となる。これにより、加工品の出来栄え評価や、加工工具の品質管理、欠陥の致命性判定などを実現する。これにより、製品の安定化を実現する。また、シミュレーション結果などと連動させることで、品質不良の未然防止が実現できる。
【0066】
以上、本発明の一実施例を、加工用の工具など複雑な形状をした物体の外観検査を例にとって説明したが、自由曲面を持つ物体の類似度判定などにも適用可能である。その1つには、拳銃から発射される弾丸の異同識別がある。
【符号の説明】
【0067】
1…計測部 2…A/D変換部 3,310…信号処理部 4a,4b…照明部 5…被検査対象物 7a,7b…画像検出部 7c…3次元変位検出部
8−1,80−1…3次元モデル生成部 8−2、80−2…欠陥判定部
9…全体制御部 10…メカニカルコントローラ 11…ユーザインターフェース部 12…記憶装置 101…X−Y−Z−θ−Rステージ 301…画像統合処理部 302…3次元形状復元処理部 303…連結処理部 304…照合処理部
【特許請求の範囲】
【請求項1】
物体の外観を検査する装置であって、
検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、
該テーブル手段に載置された前記検査対象物体を撮像して前記検査対象物体の表面のテクスチャ情報を含む前記検査対象物体の画像を取得する画像取得手段と、
該テーブル手段に載置された前記検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、
該表面変位情報取得手段で取得した前記物体の表面凹凸情報から前記検査対象物体の立体形状を復元する立体形状復元手段と、
該画像取得手段で取得した画像と該立体形状復元手段で復元した前記検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得る外観データ生成手段と、
該外観データ生成手段で得られた外観情報から複数の特徴を抽出する特徴抽出手段と、
該特徴抽出手段で抽出した該複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価する外観評価手段と、
を備えたことを特徴とする物体の外観検査装置。
【請求項2】
前記外観データ生成手段は、前記立体形状復元手段で復元した前記検査対象物体の立体形状の情報と前記画像取得手段で取得した画像から得られる前記検査対象物体の表面テクスチャ情報とを前記検査対象物体の各位置でベクトル情報として統合して前記外観情報を得し、
前記特徴抽出手段は、前記外観データ生成手段で統合したベクトル情報 と、前記参照データのベクトル情報とを特徴空間上で統合し、
前記外観評価手段は、前記特徴抽出手段で統合した特徴空間上のはずれ値を物体の不良として評価する
ことを特徴とする請求項1記載の物体の外観検査装置。
【請求項3】
前記参照データは、設計データから生成することを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項4】
前記参照データは、前記画像取得手段で取得した前記検査対象物体の画像から生成することを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項5】
前記参照データ は、本来同一の表面変位、テクスチャをもつべき物体を前記画像取得手段で撮像して得た画像と前記表面変位情報取得手段で前記物体から取得した表面凹凸情報から前記立体形状復元手段で復元した前記物体の立体形状とを用いて前記外観データ生成手段で生成した表面テクスチャ情報を持った前記物体の外観情報であることを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項6】
前記外観評価手段は、前記特徴抽出手段で抽出した複数の特徴のうち、少なくとも1つの特徴を前記参照データの前記少なくとも1つの特徴に対応する特徴と比較して前記検査対象となる物体の特徴と参照データの特徴の一致度から前記検査対象となる物体が前記参照データと同類のものか否かを判断することを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項7】
物体の外観を検査する装置であって、
検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、
該テーブル手段に載置された前記検査対象物体を撮像してその画像を取得する画像取得手段と、
該テーブル手段に載置された前記検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、
該表面変位情報取得手段で取得した前記検査対象物体の表面凹凸から情報該画像取得手段で取得した表面テクスチャに陰影を付加する陰影情報算出手段と、
該陰影情報算出手段で算出した陰影を付加した前記物体の表面欠陥を含む外観データを表示する表示手段と、
を備えたことを特徴とする物体の外観検査装置。
【請求項8】
物体の外観を検査する方法であって、
検査対象物体を載置して少なくとも一方向に連続的に移動させながら前記検査対象物体を撮像して前記検査対象物体の表面のテクスチャ情報を含む前記検査対象物体の画像を取得しながら前記検査対象物体の表面凹凸情報を取得し、
該取得した前記検査対象物体の表面凹凸情報から前記検査対象物体の立体形状を復元し、
前記取得した画像と前記復元した前記検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、
該得られた外観情報から複数の特徴を抽出し、
該抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価する
ことを特徴とする物体の外観検査方法。
【請求項9】
前記外観情報を得ることは、前記復元した検査対象物体の立体形状の情報と前記取得した画像から得られる前記検査対象物体の表面テクスチャ情報とを前記検査対象物体の各位置でベクトル情報として統合することにより得、
前記特徴を抽出することは、前記統合したベクトル情報と、前記参照データのベクトル情報とを特徴空間上で統合し、
前記外観を評価することは、前記統合した特徴空間上のはずれ値を物体の不良として評価することを特徴とする請求項8記載の物体の外観検査方法。
【請求項10】
前記参照データは、設計データから生成することを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項11】
前記参照データは、前記取得した前記検査対象物体の画像から生成することを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項12】
前記参照データは、本来同一の表面変位、テクスチャをもつべき物体を撮像して得た画像と前記物体から取得した表面凹凸情報から前記復元した前記物体の立体形状とを用いて生成した表面テクスチャ情報を持った前記物体の外観情報であることを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項13】
前記外観を評価することを、前記抽出した複数の特徴のうち、少なくとも1つの特徴を前記参照データの前記少なくとも1つの特徴に対応する特徴と比較して前記検査対象となる物体の特徴と参照データの特徴の一致度から前記検査対象となる物体が前記参照データと同類のものか否かを判断することにより行うことを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項14】
物体の外観を検査する方法であって、
検査対象物体を載置して少なくとも一方向に連続的に移動させ、
該一方向に連続的に移動している前記検査対象物体を撮像してその画像を取得し、
該一方向に連続的に移動している前記検査対象物体の表面凹凸情報を取得し、
該取得した前記検査対象物体の表面凹凸情報から前記取得した前記検査対象物体の画像の表面テクスチャに陰影を付加し、
該陰影を付加した前記検査対象物体の表面欠陥を含む外観データを表示する
ことを特徴とする物体の外観検査方法。
【請求項1】
物体の外観を検査する装置であって、
検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、
該テーブル手段に載置された前記検査対象物体を撮像して前記検査対象物体の表面のテクスチャ情報を含む前記検査対象物体の画像を取得する画像取得手段と、
該テーブル手段に載置された前記検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、
該表面変位情報取得手段で取得した前記物体の表面凹凸情報から前記検査対象物体の立体形状を復元する立体形状復元手段と、
該画像取得手段で取得した画像と該立体形状復元手段で復元した前記検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得る外観データ生成手段と、
該外観データ生成手段で得られた外観情報から複数の特徴を抽出する特徴抽出手段と、
該特徴抽出手段で抽出した該複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価する外観評価手段と、
を備えたことを特徴とする物体の外観検査装置。
【請求項2】
前記外観データ生成手段は、前記立体形状復元手段で復元した前記検査対象物体の立体形状の情報と前記画像取得手段で取得した画像から得られる前記検査対象物体の表面テクスチャ情報とを前記検査対象物体の各位置でベクトル情報として統合して前記外観情報を得し、
前記特徴抽出手段は、前記外観データ生成手段で統合したベクトル情報 と、前記参照データのベクトル情報とを特徴空間上で統合し、
前記外観評価手段は、前記特徴抽出手段で統合した特徴空間上のはずれ値を物体の不良として評価する
ことを特徴とする請求項1記載の物体の外観検査装置。
【請求項3】
前記参照データは、設計データから生成することを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項4】
前記参照データは、前記画像取得手段で取得した前記検査対象物体の画像から生成することを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項5】
前記参照データ は、本来同一の表面変位、テクスチャをもつべき物体を前記画像取得手段で撮像して得た画像と前記表面変位情報取得手段で前記物体から取得した表面凹凸情報から前記立体形状復元手段で復元した前記物体の立体形状とを用いて前記外観データ生成手段で生成した表面テクスチャ情報を持った前記物体の外観情報であることを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項6】
前記外観評価手段は、前記特徴抽出手段で抽出した複数の特徴のうち、少なくとも1つの特徴を前記参照データの前記少なくとも1つの特徴に対応する特徴と比較して前記検査対象となる物体の特徴と参照データの特徴の一致度から前記検査対象となる物体が前記参照データと同類のものか否かを判断することを特徴とする請求項1又は2に記載の物体の外観検査装置。
【請求項7】
物体の外観を検査する装置であって、
検査対象物体を載置して少なくとも一方向に連続的に移動可能なテーブル手段と、
該テーブル手段に載置された前記検査対象物体を撮像してその画像を取得する画像取得手段と、
該テーブル手段に載置された前記検査対象物体の表面凹凸情報を取得する表面変位情報取得手段と、
該表面変位情報取得手段で取得した前記検査対象物体の表面凹凸から情報該画像取得手段で取得した表面テクスチャに陰影を付加する陰影情報算出手段と、
該陰影情報算出手段で算出した陰影を付加した前記物体の表面欠陥を含む外観データを表示する表示手段と、
を備えたことを特徴とする物体の外観検査装置。
【請求項8】
物体の外観を検査する方法であって、
検査対象物体を載置して少なくとも一方向に連続的に移動させながら前記検査対象物体を撮像して前記検査対象物体の表面のテクスチャ情報を含む前記検査対象物体の画像を取得しながら前記検査対象物体の表面凹凸情報を取得し、
該取得した前記検査対象物体の表面凹凸情報から前記検査対象物体の立体形状を復元し、
前記取得した画像と前記復元した前記検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、
該得られた外観情報から複数の特徴を抽出し、
該抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価する
ことを特徴とする物体の外観検査方法。
【請求項9】
前記外観情報を得ることは、前記復元した検査対象物体の立体形状の情報と前記取得した画像から得られる前記検査対象物体の表面テクスチャ情報とを前記検査対象物体の各位置でベクトル情報として統合することにより得、
前記特徴を抽出することは、前記統合したベクトル情報と、前記参照データのベクトル情報とを特徴空間上で統合し、
前記外観を評価することは、前記統合した特徴空間上のはずれ値を物体の不良として評価することを特徴とする請求項8記載の物体の外観検査方法。
【請求項10】
前記参照データは、設計データから生成することを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項11】
前記参照データは、前記取得した前記検査対象物体の画像から生成することを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項12】
前記参照データは、本来同一の表面変位、テクスチャをもつべき物体を撮像して得た画像と前記物体から取得した表面凹凸情報から前記復元した前記物体の立体形状とを用いて生成した表面テクスチャ情報を持った前記物体の外観情報であることを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項13】
前記外観を評価することを、前記抽出した複数の特徴のうち、少なくとも1つの特徴を前記参照データの前記少なくとも1つの特徴に対応する特徴と比較して前記検査対象となる物体の特徴と参照データの特徴の一致度から前記検査対象となる物体が前記参照データと同類のものか否かを判断することにより行うことを特徴とする請求項8又は9に記載の物体の外観検査方法。
【請求項14】
物体の外観を検査する方法であって、
検査対象物体を載置して少なくとも一方向に連続的に移動させ、
該一方向に連続的に移動している前記検査対象物体を撮像してその画像を取得し、
該一方向に連続的に移動している前記検査対象物体の表面凹凸情報を取得し、
該取得した前記検査対象物体の表面凹凸情報から前記取得した前記検査対象物体の画像の表面テクスチャに陰影を付加し、
該陰影を付加した前記検査対象物体の表面欠陥を含む外観データを表示する
ことを特徴とする物体の外観検査方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】

【図8】
【図9】
【図10】
【図11A】
【図11B】
【図11C】

【図12A】
【図12B】
【図12C】

【図13A】

【図13B】
【図14A】
【図14B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11A】
【図11B】
【図11C】
【図12A】
【図12B】
【図12C】
【図13A】
【図13B】
【図14A】
【図14B】
【公開番号】特開2013−29350(P2013−29350A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−164102(P2011−164102)
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月27日(2011.7.27)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]