
外観検査方法及び外観検査装置
【課題】複雑な立体形状の羽根車の外観を検査する際に、誤検出が少なく検査精度が高く、形状が異なる多品種の羽根車の検査に短時間で対応することが可能である、外観検査方法及び外観検査装置を提供する。
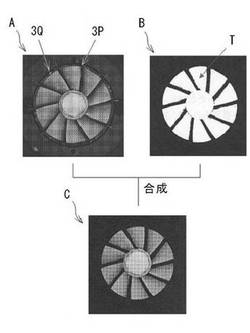
【解決手段】基準となる羽根車の画像に所定の画像処理を施すことで、照明の不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像Bを作成し、該マスク画像Bを基準となる羽根車の画像に重ねたテンプレート画像を作成しておいて、羽根車1に照明光を照射して撮像した原画像Aに前記マスク画像Bを重ねた合成画像C(検査用画像)と前記テンプレート画像を画像処理することで、羽根車の欠陥を検出する。
【解決手段】基準となる羽根車の画像に所定の画像処理を施すことで、照明の不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像Bを作成し、該マスク画像Bを基準となる羽根車の画像に重ねたテンプレート画像を作成しておいて、羽根車1に照明光を照射して撮像した原画像Aに前記マスク画像Bを重ねた合成画像C(検査用画像)と前記テンプレート画像を画像処理することで、羽根車の欠陥を検出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軸部材に複数の羽根が設けられた複雑な立体形状の羽根車の外観を検査する方法及びその検査に使用する外観検査装置に関するものである。
【背景技術】
【0002】
従来、軸部材の周囲に複数のねじれ羽根等の羽根が設けられた羽根車(タービンホイール)が自動車用エンジンのターボ過給機や、タービン等に用いられている。このような立体形状を有する羽根車の外観を検査する方法として、従来、人間が羽根車を直接目視して欠陥を見つける、いわゆる定性的な検査方法が主流であった。また検査装置を用いた検査方法として、例えば、変位計、或いは二次元測定器を用いて、羽根車に対してスキャンして得られる立体画像より形状を把握し、変形量を測定する等の定量的な検査方法(例えば特許文献1参照。)や、レーザ光を生成するレーザ変位計と、ガルバノメータとをそれぞれ有する2つの計測ヘッドを有する同期測定制御手段を備える装置を用いて、羽根車の表面側と裏面側の表面形状を同時に測定する方法(例えば特許文献2参照。)等が公知である。
【0003】
【特許文献1】特開2000−10714号公報
【特許文献2】特開2002−174512号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、上記従来の目視により羽根車の外観を検査する方法は、検査をする人によってバラツキがあり、欠陥等を見逃したり、また誤検出等が発生する可能性があり、検査の精度が低いという問題があった。また特許文献1、2等に記載されている、検査装置を用いて定量的に羽根車の外観を検査する方法は、高精度に測定しようとすると、処理時間が長くなってしまい、検査に時間がかかるという問題があった。
【0005】
また検査装置を用いて羽根車の検査を行う場合、個々の製品形状に合わせた画像処理条件や合否判定の基準となるデータ等を準備して、検査装置等に登録しておく必要がある。自動車のターボ過給機に用いられるタービンホイール等は、使用されるターボ過給器毎にそれぞれ専用に設計されており、製品形状が多種多様であるという特徴がある。新規製品や形状変更された製品を作って検査する場合、画像処理条件が登録されていないので、検査を直ちに行うことができないという問題があった。
【0006】
本発明は上記従来技術の欠点に鑑みなされたものであり、複雑な立体形状の羽根車の外観を検査する際に、誤検出が少なく検査精度が高く、形状が異なる多品種の羽根車の検査に短時間で対応することが可能である、外観検査方法及び外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の外観検査方法は、
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、
基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成しておいて、
被検査体の羽根車に照明光を照射して撮像した画像に前記マスク画像を重ねた検査用画像と前記テンプレート画像とを用いて、羽根車の表面の欠陥を検出するための画像処理を行い、被検査体の羽根車に照明光を照射して撮像した画像における非検査領域の影響を除外して羽根車の欠陥を検出することを要旨とする。
【0008】
上記外観検査方法において、前記マスク画像の作成が、欠陥のない羽根車を撮像した画像を二値化処理して二値化画像とし、前記二値化画像の羽根車部分を縮小処理して縮小画像とし、前記縮小画像の羽根車部分を透明化し、羽根車部分以外を不透明化してマスク画像とすることができる。
【0009】
上記外観検査方法において、前記マスク画像の作成が、欠陥のない羽根車を撮像した画像をエッジ検出処理して輪郭抽出画像とし、前記輪郭抽出画像の輪郭部分を膨張処理して膨張画像とし、前記膨張画像の輪郭部分を不透明化し、輪郭部分以外を透明化してマスク画像とすることができる。
【0010】
上記外観検査方法において、前記マスク画像の作成が、羽根車の設計図面の線画像を基にして羽根車の輪郭線を得て、前記輪郭線の太さを拡張して拡張画像とし、前記拡張画像の輪郭線部分を不透明化し、輪郭線以外の部分を透明化してマスク画像とすることができる。
【0011】
尚、本発明において「図面」という場合、寸法線等を除いた線図等の物品そのものを表した画のことである。
【0012】
上記外観検査方法において、前記マスク画像の作成が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして基準となる羽根車の画像を作成し、この基準となる羽根車の画像を画像処理してマスク画像を作成することができる。
【0013】
本発明の外観検査装置は、
被検査体の羽根車に照明光を照射して撮像するための撮像手段と、
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段と、
前記被検査体の羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段と、
前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うための画像処理手段とを備えることを要旨とする。
【0014】
上記外観検査雄値において、前記テンプレート画像作成手段が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして、基準となる羽根車の画像を作成可能な3次元画像解析手段を備えることができる。
【発明の効果】
【0015】
本発明外観検査方法は、基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成しておいて、被検査体の羽根車に照明光を照射して撮像した画像に前記マスク画像を重ねた検査用画像と前記テンプレート画像とを用いて、羽根車の表面の欠陥を検出するための画像処理を行い、被検査体の羽根車に照明光を照射して撮像した画像における非検査領域の影響を除外して羽根車の欠陥を検出する方法を採用したことにより、従来の目視で検査を行う方法と比較して、精度良く確実に外観の良否を判別することができる。また、従来の、検査装置を用いて定量的に羽根車の外観を検査する方法と比較して、高精度に検査が可能であると共に処理時間も短時間で行うことができる。
【0016】
本発明の外観検査装置は、被検査体の羽根車に照明光を照射して撮像するための撮像手段と、基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段と、前記被検査体の羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段と、前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うための画像処理手段とを備えることにより、複雑な立体形状の羽根車の外観を検査する際に、上記外観検査方法を確実に行うことができるから、誤検出が少なく検査精度が高く、形状が異なる多品種の羽根車の検査に短時間で対応することが可能である。
【発明を実施するための最良の形態】
【0017】
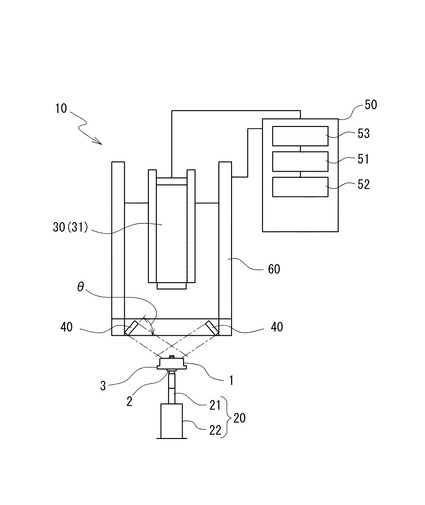
以下、図面を用いて本発明の実施例に係る外観検査方法及び外観検査装置について詳細に説明する。図1は本発明外観検査装置の一例の構成を示す概略図である。図2は図1の外観検査装置の制御関係の構成を示すブロック図である。図1に示すように、外観検査装置10は、被検査体である羽根車1を所定の位置に保持するための羽根車支持手段20、羽根車1の外観を撮像するための撮像装置30及び羽根車1に光を照射するための照明装置40からなる撮像手段、撮像装置30で撮像した画像の画像処理を行うための制御処理手段50、撮像装置30や照明装置40を支持するカメラ支持手段60等から構成されている。
【0018】
図1の羽根車1は、自動車のターボ過給機用タービンホイールであり、軸部材2の周囲に複数のねじれ羽根3が設けられて構成されている。このタービンホイールは、ロストワックス法により鋳造されたものであり、材質として合金ステンレス、TiAl等が用いられる。ねじれ羽根3の表面には、鋳造欠陥として、亀裂、ピンホール、表面凹凸、翼変形等が発生することがある。外観検査装置10は、このようなねじれ羽根3の表面の鋳造欠陥の有無を検出するための装置である。なお羽根車1は、ねじれ羽根3以外に、ねじれのない羽根が設けられているものであっても良い。
【0019】
羽根車支持手段20は、羽根車1の軸部材2の下側端部を支持する羽根車支持部材21が基台22上に設けられて構成される。
【0020】
撮像装置30は、図1及び図2に示すように一台の上面検査用カメラ31と、側面の異なる3方向に配置されている3台の側面検査用カメラ32、33、34(図1では記載を省略した)の合計4方向に設置した4台のカメラを備えている。上面検査用カメラ31は、羽根車1の回転軸方向となる羽根車の正面からねじれ羽根3を撮像できる位置に配置されている。側面検査用カメラ32〜34は、羽根車の側面からねじれ羽根3を撮像できる位置に配置されている。
【0021】
撮像装置30の各検査用カメラ31〜34は、羽根車を撮像して得られる光学像の二次元画像情報を電気信号として出力可能な装置であればよく、例えばCCDカメラ等を用いることができる。撮像装置30の上面検査用カメラ31は、サーボモータ62等を用いた昇降機構により上下方向に移動可能に、支持手段60に支持されている。また側面検査用カメラ32〜34も同様に、移動可能に支持手段60に支持されている。検査用カメラ31〜34は、制御処理手段50に接続され、カメラにより撮像した画像データを制御処理手段50に送信するように形成されている。
【0022】
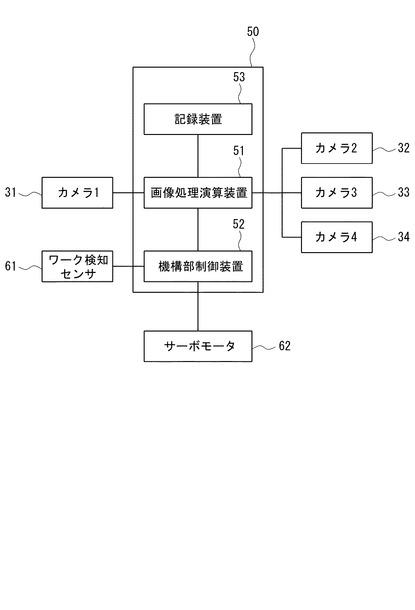
図2に示すように、これらの各検査用カメラ31〜34は制御装置50の画像処理演算装置51に接続されていて、撮像した画像のデータ(画像情報ということもある)を画像演算処理装置51に送信可能である。また画像演算処理装置51は、検査用カメラ31〜34の撮像を制御することができる。
【0023】
照明手段40は、上部検査用カメラと羽根車を結ぶ線上を避けて、羽根車の上方から照明光を照射するように配置されている。照明手段40は、羽根車1の上方の異なる4方向から羽根車1に光を照射して、ねじれ羽根3に均一に光が照射されるように、4つの光源が設けられている(図1では2つの光源の記載を省略した)。照明手段40、40の設置位置は、羽根車支持部材21に支持されている羽根車1のねじれ羽根3の正面(軸方向上端部)に対して、角度θが45°〜80°の範囲で光線を照射可能な位置に設置される。照明手段40に用いられる光源としては、例えばLEDライト、フラッシュライト等の各種照明装置を用いることができる。照明手段40は、前記制御処理手段50の画像処理演算装置51に接続して羽根車1に対する調光を制御しても良い。
【0024】
カメラ支持手段60には、ワーク検知センサ61やサーボモータ62が設けられている。ワーク検知センサ61は、羽根車1の位置を検知するためのものであり、制御処理手段50の機構部制御装置52に接続されている。ワーク検知センサ61で検知した羽根車1の位置に応じて、サーボモータ62を用いてカメラ位置等を制御することができる。ワーク検知センサ61は公知の各種位置センサを用いることができる。
【0025】
図2に示すように制御処理手段50は、画像処理演算装置51と機構部制御装置52、記憶手段53等から構成される。画像処理演算装置51は、カメラ31〜34の撮像の制御や、該検査用カメラ31〜34において撮像して得られた画像の画像処理を含む各種の画像処理や、判定処理等を行うことができる。
【0026】
画像処理演算装置51は、欠陥のない羽根車を撮像した画像等の基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段として機能する。また画像処理演算装置51は、検査対象の羽根車を撮像した羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段として機能する。
【0027】
また画像処理演算装置51は、前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うことができる。そしてこの欠陥の有無に基づいて、羽根車の良否を判別する判別処理を行うことができる。また画像処理演算装置51は、羽根車の3次元図面のCAD(computer-aided design)データ等を用いて、羽根車に照明光を照射して実際に羽根車を撮像する状態をシミュレートして、羽根車の疑似撮像データから基準となる羽根車の画像を作成可能な3次元画像解析手段としての機能を備えている。
【0028】
記録手段53は、羽根車を撮像した画像、マスク画像、テンプレート画像、検査用画像等の各種画像データを保存することができる。また、特に図示しないが、制御処理手段50は、撮像装置30のカメラで撮像した画像データや、画像処理を行う際の処理画像等を表示する表示装置、キーボード等の入力手段、カメラ、センサ、サーボモータ等と接続するためのインターフェイスや、画像の二値化処理やテンプレート画像の処理を行うための画像処理ソフトウェアや、画像処理で得られたデータと標準データを比較対象するための合否判定ソフトウェア等を備えている。このような制御処理手段50としては、パーソナルコンピュータを用いることができる。
【0029】
機構部制御装置52は、ワーク検知センサ61及びサーボモータ62等に接続され、ワーク検知センサ61からの信号を受信して、サーボモータ62の動きを制御することができる。機構部制御装置52は、ワーク検知センサ61の信号や、検査用カメラ31〜34で撮像した画像情報等に基づいて、検査用カメラ31〜34の昇降機構等を制御して、カメラを適切な位置に制御する。機構部制御装置52は、例えば、マイクロコンピュータ等の制御装置を用いることができる。
【0030】
尚、羽根車支持部材21を回転可能に支持するサーボモータやステッピングモータを設け、機構部制御装置52からの制御信号により羽根車を回転させるように構成してもよい。この場合、側面検査用カメラ32〜34の位置を変えずに複数の側面画像を撮像することができる。また、上面検査用カメラ31に対して、羽根車1が側面を向くように配置して、羽根車を回転させて側面画像を撮像するように構成してもよい。
【0031】
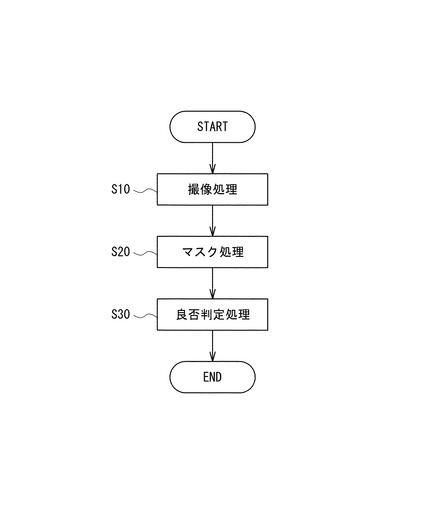
以下、本発明の外観検査方法について説明する。図3は本発明外観検査方法の手順を示すフローチャートである。図4は、本発明の外観検査方法で用いる画像の一例を示す説明図である。図3に示すように、本発明に係る外観検査方法は、まず、外観検査装置10の羽根車保持手段20に羽根車1を設置して、検査用カメラ等の撮像装置30を用いて撮像する撮像処理を行う(S10)。
【0032】
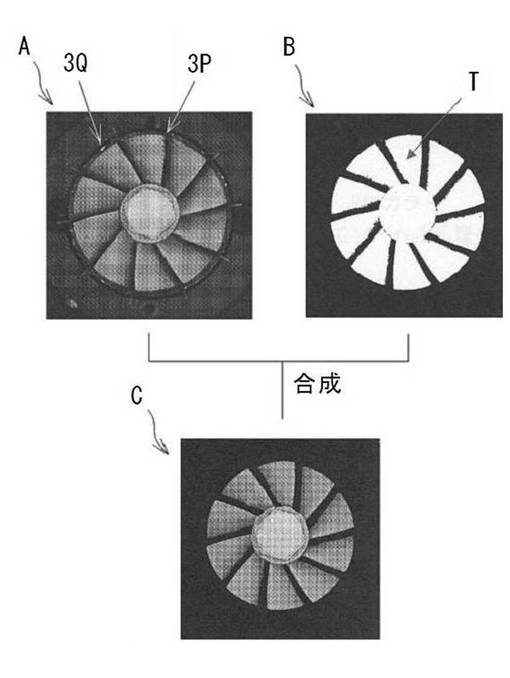
羽根車1の撮像処理(S10)を行うことで、撮像した画像データは画像処理演算装置51に送信され、図4に示すような原画像Aが得られる。原画像Aは、ねじれ羽根3の上面を撮像した羽根車の正面の二次元画像であり、ねじれ羽根3とねじれ羽根3の周辺を含む連続階調の画像である。図4に示すように、原画像Aでは、ねじれ羽根3どうしが重なっている重なり部分3Pは、陰になって黒くなっており、その周辺にグラデーションができている。また原画像Aでは、ねじれ羽根3の周縁部の外側部分3Q(以下、外周部分3Qという)は、明るい部分と暗い部分とが混在している。このねじれ羽根3の正面画像を用いて欠陥を見つけるための画像処理を行うに際し、ねじれ羽根3の画像以外の外周部分3Qは、不要である。また、外周部分3Qと接するねじれ羽根3の周縁部分と、ねじれ羽根3の重なり部分3Pとその周辺部分とは、羽根車1の個体差により輝度がばらついて欠陥検出処理の際に悪影響を与えるため、検査対象領域から除外する必要がある。
【0033】
羽根車1を撮像する際、羽根車1に対し、なるべく均一に光が当たるように、照明手段40から照明光を照射して、複数のカメラ31〜34等の撮像装置30で撮像を行う。しかし、羽根車1に理想的に光を照射したとしても、羽根車1が立体形状を有しているので、必ず陰の部分ができてしまう。陰の部分ができると、明るい部分と陰の部分の間に輝度のグラデーションができてしまう。この輝度のグラデーションは、個体差があり、測定毎にバラツキが大きく出る。
【0034】
羽根車1を撮像した二次元画像を解析して良否を判定する際に、グラデーションの部分が欠陥と誤検出される場合がある。このように本来検査対象ではない部分が検査結果を左右すると、検査の精度が低下してしまう。そこで、このような誤検出を避けるために、次のマスク処理(S20)を行う。マスク処理(S20)は、羽根車の二次元画像におけるグラデーション発生部分等をマスク画像(図4のB)により隠すことで検査対象から外し、画像を解析するものである。マスク画像Bにおいて、羽根車の非検査対象領域とするマスク範囲は、羽根車1の形状や、照明状態の不均一となる範囲等に応じて適宜決めることができる。
【0035】
マスク処理(S20)は、図4に示す撮像画像Aの上にマスク画像Bを重ねて合成画像Cを得る画像処理を行うものである。マスク処理(S20)により、原画像AのマスクエリアMに対応する部分が黒く潰れた状態となり、原画像Aの透過エリアTに対応する部分が原画像Aの連続階調の状態が保持されている検査領域として形成され、欠陥検出に際し不要な部分が除去された合成画像Cが得られる。マスク画像Bは、検査対象部分以外を不透明(黒い部分)に形成されたマスクエリアMと、検査対象部分を透明(白い部分)に形成された透過エリアTとからなる二値化画像である。
【0036】
図4に示すように合成画像Cは、原画像Aの検査対象領域以外の部分が黒く潰れた輝度情報のない状態となり、良否判定処理の際に検査対象領域以外の部分(非検査領域)の影響を除外できる。この合成画像は検査用画像として用いられる。マスク画像Bは、基準となる画像に所定の画像処理を施して得られたものである。マスク画像Bは、予め羽根車1毎に作成しておいて、記憶装置等に記録(登録)されていて、マスク処理(S20)の際に呼び出して利用する。
【0037】
次の良否判定処理(S30)では、マスク処理(S20)で得られた合成画像Cを予め登録されているテンプレート画像と対比する画像処理を行い、この対比結果に基づいて欠陥の有無を判別する良否判定処理を行う(S30)。テンプレート画像は、基準となる羽根車の画像にマスク画像Bを重ねて得られた画像である。良否判定処理では、例えば、パターンマッチング、二値化等の手法を用いることができる。なお羽根車表面の欠陥とは、例えば、表面の傷、ピンホール、凹凸欠陥、羽根変形等である。
【0038】
上記のマスク処理(S20)で用いるマスク画像Bの作成方法としては、羽根車の形状が単純で平面的な二次元形状(又はそれに近い形状)であれば、撮像した画像に対し、画像処理ソフトウエアを用いて、単純に検査範囲のみを直接選択してマスク画像Bを構成することが可能である。しかし、タービンホイールの様に、羽根車の形状が立体的で複雑な形状の場合、グラデーションが発生する部分が存在するために、上記のように単純に検査範囲を指定したマスク画像Bでは、正確な検査を行うことができない。これに対し、本発明の外観検査方法では、マスク画像Bの作成を、単純に原画像の検査範囲を指定するだけではなく、基準となる羽根車の画像に所定の画像処理を施すことで、非検査領域を不透明化し検査領域を透明化したマスク画像Bを予め作成しておいてマスク画像作成作業を行うことにより、複雑な立体形状の羽根車であっても、精度の良い欠陥検出を行うようにした点に大きな特徴がある。
【0039】
基準となる画像に所定の画像処理を施すことで機械的にマスク画像Bを得ることにより、マスク画像Bを自動作成することができる。新規な羽根車の検査を行う場合に、マスク画像B及びテンプレート画像を自動作成できれば、マスク画像B及びテンプレート画像を手動で作成する場合と比較して、新規羽根車の外観検査を速やかに行うことができ、羽根車の多品種生産に最適である。
【0040】
このマスク画像とテンプレート画像の作成を、手作業ではなく、基準となる羽根車の画像に所定の画像処理を施すことで、機械的にマスク画像を得る手段としては、(1)欠陥のない画像を撮像した画像を所定の画像処理により処理してマスク画像を得る方法、(2)CAD図面等の羽根車の設計図面の線画像を所定の画像処理により処理してマスク画像を得る方法、(3)3次元CAD図面等の3次元図面を用いて撮像状態をシミュレートして得た疑似撮像画像を用いてマスク画像を得る方法等が挙げられる。以下、マスク画像及びテンプレート画像の作成方法について詳細に説明する。
【0041】
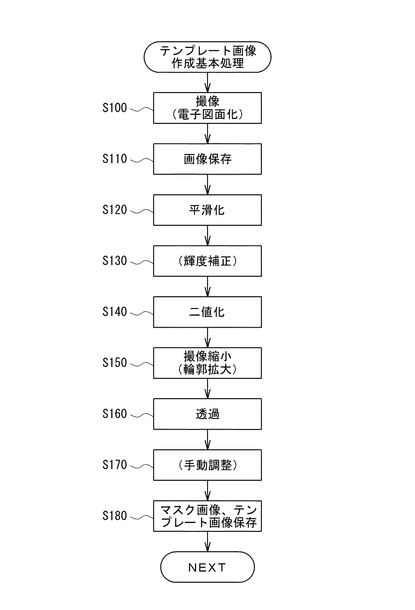
図5はテンプレート画像作成の基本処理の手順を示すフローチャートであり、上記(1)の欠陥のない画像を撮像した画像を所定の画像処理により処理してマスク画像とテンプレート画像を得る方法の一例を示すものである。図5に示すテンプレート画像の作成方法は、欠陥のない羽根車を撮像した画像を二値化処理して二値化画像とし、前記二値化画像の羽根車部分を縮小処理して縮小画像とし、前記縮小画像の羽根車部分を透明化し、羽根車部分以外を不透明化してマスク画像を得て、このマスク画像を用いてテンプレート画像を得る方法である。以下この方法について詳細に説明する。
【0042】
図5に示すテンプレート画像作成方法は、先ず欠陥の全くない羽根車1を用いて、上記の検査体を撮像する際の撮像処理S10と同様の方法で撮像を行う。この時、照明手段の光学系や、撮像系等を調整して、照明光ができるだけ羽根車1を均一に照らすようにする。この撮像処理S100により、欠陥のない羽根車1の画像が得られる。この画像は、図4の画像Aと同様に、連続階調の二次元画像である。次に羽根車1の画像を記録装置や記憶装置等に保存する(S110)。
【0043】
次いで羽根車1の二次元画像に対し、平滑化処理(S120)、輝度補正処理(S130)等の前処理を行う。平滑化処理(S120)は、ガウシアンフィルタや、平均化フィルタ等を用いてノイズを除去する。羽根車1は、鋳造した後に、表面にサンドブラスト処理が施される。そのため表面にショットむらが存在すると、羽根車の撮像画像に光沢むらが出ることがある。平滑化処理では、光沢をぼかして平均化して、不均一な輝度を平均化させる。これらの前処理で羽根車表面のショットむら等に起因するノイズが除去された画像が得られる。
【0044】
この画像を二値化処理(S140)して、図4の二値化画像Bの様に、連続階調の画像が白領域と黒領域との二値に変換された二値化画像が得られる。二値化処理(S140)は、撮像した画像に対し適当な輝度を閾値として、手動或いは自動で、明部を白に、暗部を黒に二値化する。二値化画像では、羽根車の検査対象領域が白となり、非検査対象領域が黒となる。
【0045】
次に上記二値化画像に対し、白領域を縮小する画像縮小処理を行う。画像縮小処理は、二値化した画像における白領域の黒領域と隣接する部分を数ピクセル〜数百ピクセル程度黒領域に変換して、白領域を縮小する。このとき羽根車個体差による表面状態のばらつきが大きい場合、黒領域に変換するピクセルの数を増やして、縮小の程度を大きくする。
【0046】
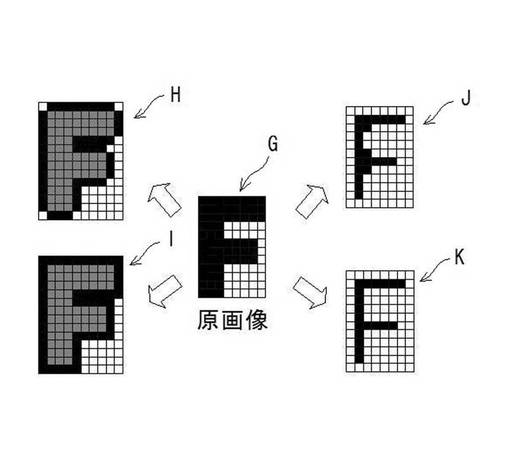
なお、上記二値化画像において白領域を縮小する処理は、隣接する黒領域を膨張する処理と同じことである。具体的な白領域の縮小処理、或いは、黒領域の膨張処理は、図6に示すように、黒のピクセルから構成される原図Gに対し、原図Gのピクセルの4辺に隣接する白いピクセルの部分を黒いピクセルに変換する4近傍膨張画像Hを得る方法や、原図Gのピクセルに対し辺若しくは角が接する部分を黒いピクセルに変換する8近傍膨張画像Iを得る方法を用いることができる。縮小処理も同様にして、図6に示す原図Gの黒いピクセルの白いピクセルの4辺に隣接するピクセルを白いピクセルに変換する4近傍縮小画像Jを得る方法や、原図Gの黒いピクセルの白いピクセルの4辺若しくは角に接するピクセルを白いピクセルに変換する8近傍縮小画像Kを得る方法を用いることができる。
【0047】
このように羽根車画像に対して画像縮小処理(S150)を施すことで、羽根車情報に対応する領域を小さくして、羽根車画像における羽根車のエッジ等に該当する部分を検査の際に除外するためのマスク領域として、任意のマスク量に形成することができる。
【0048】
次に画像縮小処理を施した画像に透過処理を施す(S160)。透過処理は、羽根車の検査対象部分が白い明部(ビットとして1)である場合、羽根車情報以外は黒い暗部(ビットとして0)となるため、ビット1の画素情報を透過設定にすれば良い。画像処理において用いる画像のフォーマットは、このときRGB情報に加えて透明度が定義できる画像フォーマットであると、透過処理が容易である。このような画像フォーマットとしては、png、gif等の画像フォーマット(汎用OSで認識可能な標準的画像型式)を使用するのが好ましい。
【0049】
透過処理(S160)により、図4に示すような、検査対象部分以外を不透明(黒)に形成されたマスクエリアMと、検査対象部分を透明(白)に形成された透過エリアTとからなるマスク画像Bが得られる。必要であれば、このマスク画像を手動で調整(S170)を行う。
【0050】
更にこのマスク画像を、S110において欠陥のない羽根車を撮像して保存した羽根車の連続階調の二次元画像の上に重ね、マスク画像の不透明の非検査領域として形成された部分が黒く潰れた状態となり、マスク画像の透明の検査領域の部分が露出した状態となったテンプレート画像が得られる。次いで、テンプレート保存処理S180では、このマスク画像B及びテンプレート画像を検査装置の制御処理手段の画像処理演算装置や記憶装置等に登録しておく。このマスク画像Bは、マスク処理S20の際に呼び出して合成画像(検査用画像)を形成する際のマスク画像として使用する。またテンプレート画像は、判定処理S30の際に呼び出して、羽根車の標準画像として、検査用画像との対比用参照画像として使用する。
【0051】
以上説明した処理は、羽根車の上面を検査用カメラ31で撮像した画像を用いた検査の例である。カメラの位置(上面、下面、側面等)に応じて上記の処理をそれぞれ行う。他の箇所の検査は、検査用カメラ31〜34を移動させたり、羽根車1を回転させる等して、撮像位置を調整することで、所定の位置を選択できる。
【0052】
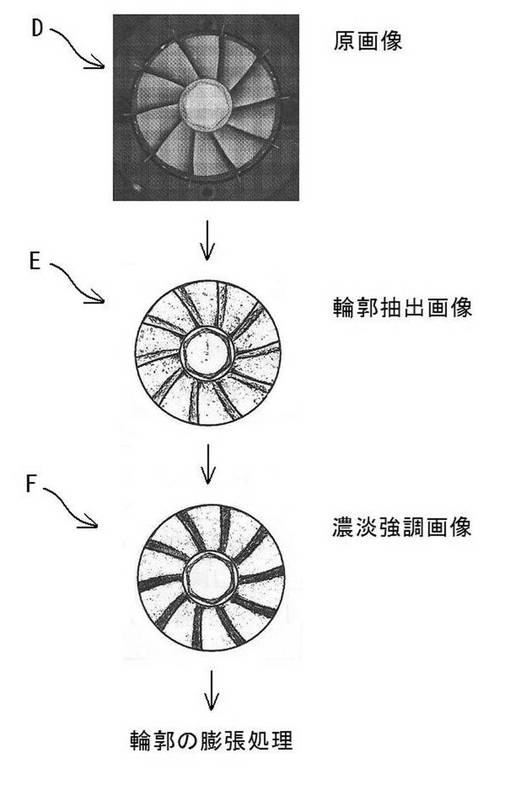
図7はマスク作成方法の他の例を示す説明図である。また、欠陥のない画像を撮像した画像を用いてマスクを作成する方法として、図7に示すように、欠陥のない羽根車を撮像した原画像Dをエッジ検出処理を行い輪郭抽出画像Eとし、前記輪郭抽出画像Eの輪郭部分を膨張処理して膨張画像とし、前記膨張画像の輪郭部分を不透明化し、輪郭部分以外を透明化してマスク画像とする方法が挙げられる。具体的には、先ず図5に示す方法と同様に、欠陥のない羽根車を撮像した画像Dを得る。次いで、この得られた画像Dについて、必要であれば、平滑化、輝度補正等の前処理を行った後、エッジ(輪郭)検出処理を行い輪郭抽出画像Eを得る。
【0053】
上記の輪郭抽出画像Eを得る方法としては、公知のエッジ検出手段を用いることができるが、ラプラシアン、ソーベル等の微分処理方式によるエッジ検出手段を用いることが、特定方向のエッジのみならず全方向のエッジ検出が可能であることから好ましい。
【0054】
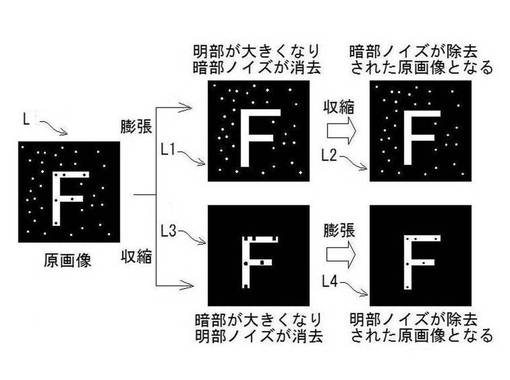
次いで、上記輪郭抽出画像Eに対し、必要に応じ、孤立点除去等のノイズ除去処理を施して、羽根車の輪郭部分が黒、輪郭以外の部分が白に表示された濃淡強調画像Fを得る。上記ノイズ除去処理方法としては、例えば図8に示す孤立点除去方法が挙げられる。この方法は、図8に示すように本来白いピクセルの部分に黒いノイズが存在し、本来黒いピクセルの部分に黒いノイズが存在する原画像Lに対し処理を行う。
【0055】
例えば、図8に示すように、原画像Lの白いピクセルを周囲に1ピクセルずつ膨張させることで、1ピクセル太って黒いピクセルを消した画像L1とした後、反対に白いピクセルを1ピクセルずつ収縮させ隣接する黒いピクセルを膨張させることで、白いピクセルの部分の黒いピクセルのノイズが除去された画像L2を得ることができる。
【0056】
また、図8に示すように原画像Lに対し、白いピクセルを1ピクセルずつ収縮させることで、1ピクセルずつ黒いピクセルが膨張した画像L3とした後、反対に白いピクセルを1ピクセルずつ膨張させ、隣接する黒いピクセルを縮小させることで、黒いピクセルの部分の白いピクセルのノイズが除去された画像L4を得ることができる。図8に示す原画像の膨張処理と収縮処理とを組み合わせることで白いピクセルの部分のノイズと黒いピクセルの部分のノイズを除去できる。
【0057】
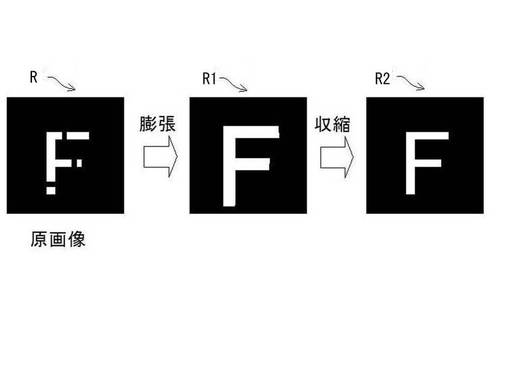
またノイズ除去処理として、膨張画像を得る膨張処理と、収縮画像を得る収縮処理を複数回行うオープニング/クロージング処理を用いることができる。オープニング処理は、n回収縮処理を行った後、n回膨張処理を行う処理であり、クロージング処理は、n回膨張処理を行った後、n回収縮処理を行う処理である。オープニング/クロージング処理を用うことで、例えば図9に示すように、原画像Rに対し膨張処理を行い画像R1を得、画像R1の収縮処理を行い画像R2とすることで、原画像Rの線の部分が繋がってノイズが除去された画像が得られる。
【0058】
図7に示すように濃淡強調画像Fに対し、輪郭部分を膨張処理した画像を作成する。輪郭部分の膨張処理は、図5に示す画像縮小処理(S150)と同様の処理を用いることができる。さらに輪郭部分を膨張処理した画像を用いて、図5の透過処理(S160)と同様の手法により、輪郭部分を不透明化し、輪郭以外の部分を透明化してマスク画像とする。このマスク画像は図5に示す処理と同様に、手動調整(S170)、テンプレート保存処理(S180)を行うことができる。
【0059】
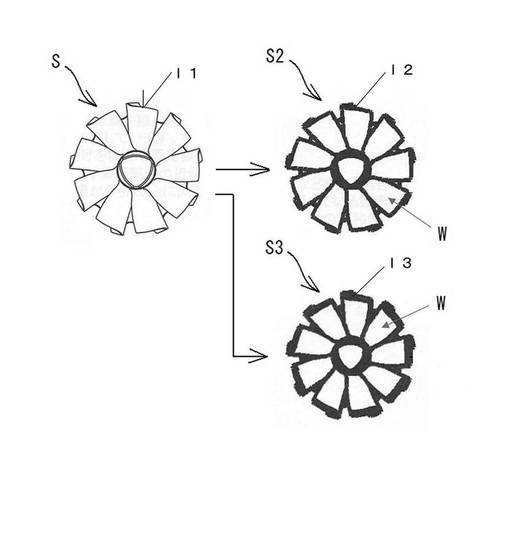
また機械的にマスク画像を得る手段として上記(2)羽根車の設計図面の線画像からマスク画像を得る方法は、実際に羽根車を撮像したデータを用いずに、電子図面を用いる方法である。この方法は図10に示すように、羽根車の設計図面の線画像を基にして、gif画像やpng画像等の汎用画像ファイルの型式に画像フォーマットを変換して、原画像の羽根車に対応する輪郭線l1からなる輪郭線画像Sを得る。このとき図面と実際の羽根車との縮尺が異なる場合は、図面の縮尺を羽根車に一致させる。
【0060】
羽根車の設計図面を電子化した線画像は、例えばCAD図面のデータや、手書き設計図面をスキャナ等で電子データ化したものを用いることができるが、CAD図面を用いることが好ましい。羽根車の設計図面は輪郭部分などが輪郭線として表されている。輪郭線の部分は、羽根車を検査する際に、照明光の照射によりグラデーションが発生しやすく非検査領域として設定される部分の中心部分となっている。
【0061】
CAD図面等の線画像の電子データを汎用フォーマットの線画像に変換した後、線の太さを太くするための輪郭線拡張処理を行う。輪郭線拡張処理は、前記の膨張処理を用いることができる。輪郭線拡張処理は、図10に示すように、前記輪郭線画像Sの輪郭線l1の太さを拡張した輪郭線l2を有する拡張画像S2とする。そしてこの輪郭線拡張画像S2を用いて、図5の透過処理(S160)と同様の手法により、前記拡張画像S2の拡張した輪郭線部分l2を不透明化し、拡張した輪郭線l2以外の羽根車の画像に対応する部分wを透明化してマスク画像とする。このマスク画像は図5に示す処理と同様に、手動調整(S170)、テンプレート保存処理(S180)を行う。
【0062】
上記輪郭線拡張処理において、羽根車の個体差による表面状態のばらつきが大きい羽根車の場合は、図10の画像S3に示すように輪郭線l3の拡張の程度を大きくして、輪郭線l3以外の羽根車の画像に対応する部分wを小さくすることが、検査の精度を向上させる点から好ましい。
【0063】
CAD装置のような3次元画像解析装置は、立体形状の羽根車の3次元描画、羽根車に対する視点の位置、照射光の光源の位置、種類、物体の形状や頂点の座標、材質等を考慮した陰面消去、陰影付けなどを行うことができる。鋳造方式で羽根車を製造する場合、3次元画像解析装置により3次元図面を作成しながら設計することがある。CAD装置上で、実際の画像処理を行う光学条件、視点、羽根車の光沢度等を入力して、レンダリングすることで、羽根車のどこに照明の不均一(グラディエーション)部分が存在するかを容易に判断可能な、羽根車の疑似撮像画像を作成することが可能である。この疑似撮像画像をもとに、前述の欠陥のない羽根車を実際に撮像する方法と同様に、二値化等の処理を施してマスク画像を作成することが可能である。
【0064】
実施例
以下、実施例1及び比較例1について説明する。実施例1は、羽根車のCADデータの線画像を基にして、原画像の羽根車に対応する輪郭線を得て、前記輪郭線の太さを拡張して拡張画像とし、前記拡張画像の輪郭線部分を不透明化し、輪郭線以外の部分を透明化してマスク画像を作成したテンプレートを用いて、羽根車の鋳造欠陥検査を上面、下面、側面−1、側面−2、側面−3の5箇所について行った。尚、下面の検査は、上面を撮像した羽根車の上下を反対にして撮像した。
【0065】
鋳造欠陥を検査した際に、不良品を不良品として正常に検出した割合を正常検出率として求めた。その結果を表1に示す。また比較例1は、原画像に対し手書描画によりマスク画像を作成したテンプレートを用いて、実施例1と同様にして、羽根車の鋳造欠陥の検査を行い、正常検出率を求めた。その結果を表1に実施例1と合わせて示す。また実施例1及び比較例1において、正常品を間違って不良品として誤検出した割合を過検出率として求めた。その結果を表2に示す。
【0066】
【表1】

【0067】
【表2】
【0068】
表1に示すように、実施例1では、側面−1の結果を除いた全ての正常検出率が比較例1よりも高い結果が得られた。また表2に示すように、実施例1は比較例1に対し全ての箇所で誤検出率が低かった。本発明の方法によれば、不良品の検出を精度良く行うことができることが確認できた。
【0069】
本発明の外観検査方法及び外観検査装置は、上記のように自動車のターボ過給器のタービンホイールの羽根車の表面欠陥を検出する外観検査に好適に用いられるものであるが、上記態様のタービンホイールの外観検査に限定されるものではなく、各種の複雑な立体形状を有し、照明光を照射した際に表面にグラデーションが発生しやすい羽根車の外観検査に適用することができる。
【図面の簡単な説明】
【0070】
【図1】本発明外観検査装置の一例の構成を示す概略図である。
【図2】図1の外観検査装置の制御関係の構成を示すブロック図である。
【図3】本発明外観検査方法の手順を示すフローチャートである。
【図4】本発明の外観検査方法で用いる画像の一例を示す説明図である。
【図5】テンプレート作成の基本処理の手順を示すフローチャートである。
【図6】画像の拡大・縮小処理の説明図である。
【図7】マスク画像作成方法の他の例を示す説明図である。
【図8】ノイズ除去方法の説明図である。
【図9】オープニング/クロージング処理の説明図である。
【図10】マスク画像作成方法のその他の例を示す説明図である。
【符号の説明】
【0071】
1 羽根車
3 ねじれ羽根
10 外観検査装置
20 羽根車支持手段
30 撮像装置
40 照明装置
50 制御処理手段
60 カメラ支持手段
A 原画像
B マスク画像
C 合成画像(検査用画像)
M マスクエリア
T 透過エリア
S 輪郭線画像
【技術分野】
【0001】
本発明は、軸部材に複数の羽根が設けられた複雑な立体形状の羽根車の外観を検査する方法及びその検査に使用する外観検査装置に関するものである。
【背景技術】
【0002】
従来、軸部材の周囲に複数のねじれ羽根等の羽根が設けられた羽根車(タービンホイール)が自動車用エンジンのターボ過給機や、タービン等に用いられている。このような立体形状を有する羽根車の外観を検査する方法として、従来、人間が羽根車を直接目視して欠陥を見つける、いわゆる定性的な検査方法が主流であった。また検査装置を用いた検査方法として、例えば、変位計、或いは二次元測定器を用いて、羽根車に対してスキャンして得られる立体画像より形状を把握し、変形量を測定する等の定量的な検査方法(例えば特許文献1参照。)や、レーザ光を生成するレーザ変位計と、ガルバノメータとをそれぞれ有する2つの計測ヘッドを有する同期測定制御手段を備える装置を用いて、羽根車の表面側と裏面側の表面形状を同時に測定する方法(例えば特許文献2参照。)等が公知である。
【0003】
【特許文献1】特開2000−10714号公報
【特許文献2】特開2002−174512号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、上記従来の目視により羽根車の外観を検査する方法は、検査をする人によってバラツキがあり、欠陥等を見逃したり、また誤検出等が発生する可能性があり、検査の精度が低いという問題があった。また特許文献1、2等に記載されている、検査装置を用いて定量的に羽根車の外観を検査する方法は、高精度に測定しようとすると、処理時間が長くなってしまい、検査に時間がかかるという問題があった。
【0005】
また検査装置を用いて羽根車の検査を行う場合、個々の製品形状に合わせた画像処理条件や合否判定の基準となるデータ等を準備して、検査装置等に登録しておく必要がある。自動車のターボ過給機に用いられるタービンホイール等は、使用されるターボ過給器毎にそれぞれ専用に設計されており、製品形状が多種多様であるという特徴がある。新規製品や形状変更された製品を作って検査する場合、画像処理条件が登録されていないので、検査を直ちに行うことができないという問題があった。
【0006】
本発明は上記従来技術の欠点に鑑みなされたものであり、複雑な立体形状の羽根車の外観を検査する際に、誤検出が少なく検査精度が高く、形状が異なる多品種の羽根車の検査に短時間で対応することが可能である、外観検査方法及び外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の外観検査方法は、
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、
基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成しておいて、
被検査体の羽根車に照明光を照射して撮像した画像に前記マスク画像を重ねた検査用画像と前記テンプレート画像とを用いて、羽根車の表面の欠陥を検出するための画像処理を行い、被検査体の羽根車に照明光を照射して撮像した画像における非検査領域の影響を除外して羽根車の欠陥を検出することを要旨とする。
【0008】
上記外観検査方法において、前記マスク画像の作成が、欠陥のない羽根車を撮像した画像を二値化処理して二値化画像とし、前記二値化画像の羽根車部分を縮小処理して縮小画像とし、前記縮小画像の羽根車部分を透明化し、羽根車部分以外を不透明化してマスク画像とすることができる。
【0009】
上記外観検査方法において、前記マスク画像の作成が、欠陥のない羽根車を撮像した画像をエッジ検出処理して輪郭抽出画像とし、前記輪郭抽出画像の輪郭部分を膨張処理して膨張画像とし、前記膨張画像の輪郭部分を不透明化し、輪郭部分以外を透明化してマスク画像とすることができる。
【0010】
上記外観検査方法において、前記マスク画像の作成が、羽根車の設計図面の線画像を基にして羽根車の輪郭線を得て、前記輪郭線の太さを拡張して拡張画像とし、前記拡張画像の輪郭線部分を不透明化し、輪郭線以外の部分を透明化してマスク画像とすることができる。
【0011】
尚、本発明において「図面」という場合、寸法線等を除いた線図等の物品そのものを表した画のことである。
【0012】
上記外観検査方法において、前記マスク画像の作成が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして基準となる羽根車の画像を作成し、この基準となる羽根車の画像を画像処理してマスク画像を作成することができる。
【0013】
本発明の外観検査装置は、
被検査体の羽根車に照明光を照射して撮像するための撮像手段と、
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段と、
前記被検査体の羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段と、
前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うための画像処理手段とを備えることを要旨とする。
【0014】
上記外観検査雄値において、前記テンプレート画像作成手段が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして、基準となる羽根車の画像を作成可能な3次元画像解析手段を備えることができる。
【発明の効果】
【0015】
本発明外観検査方法は、基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成しておいて、被検査体の羽根車に照明光を照射して撮像した画像に前記マスク画像を重ねた検査用画像と前記テンプレート画像とを用いて、羽根車の表面の欠陥を検出するための画像処理を行い、被検査体の羽根車に照明光を照射して撮像した画像における非検査領域の影響を除外して羽根車の欠陥を検出する方法を採用したことにより、従来の目視で検査を行う方法と比較して、精度良く確実に外観の良否を判別することができる。また、従来の、検査装置を用いて定量的に羽根車の外観を検査する方法と比較して、高精度に検査が可能であると共に処理時間も短時間で行うことができる。
【0016】
本発明の外観検査装置は、被検査体の羽根車に照明光を照射して撮像するための撮像手段と、基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段と、前記被検査体の羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段と、前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うための画像処理手段とを備えることにより、複雑な立体形状の羽根車の外観を検査する際に、上記外観検査方法を確実に行うことができるから、誤検出が少なく検査精度が高く、形状が異なる多品種の羽根車の検査に短時間で対応することが可能である。
【発明を実施するための最良の形態】
【0017】
以下、図面を用いて本発明の実施例に係る外観検査方法及び外観検査装置について詳細に説明する。図1は本発明外観検査装置の一例の構成を示す概略図である。図2は図1の外観検査装置の制御関係の構成を示すブロック図である。図1に示すように、外観検査装置10は、被検査体である羽根車1を所定の位置に保持するための羽根車支持手段20、羽根車1の外観を撮像するための撮像装置30及び羽根車1に光を照射するための照明装置40からなる撮像手段、撮像装置30で撮像した画像の画像処理を行うための制御処理手段50、撮像装置30や照明装置40を支持するカメラ支持手段60等から構成されている。
【0018】
図1の羽根車1は、自動車のターボ過給機用タービンホイールであり、軸部材2の周囲に複数のねじれ羽根3が設けられて構成されている。このタービンホイールは、ロストワックス法により鋳造されたものであり、材質として合金ステンレス、TiAl等が用いられる。ねじれ羽根3の表面には、鋳造欠陥として、亀裂、ピンホール、表面凹凸、翼変形等が発生することがある。外観検査装置10は、このようなねじれ羽根3の表面の鋳造欠陥の有無を検出するための装置である。なお羽根車1は、ねじれ羽根3以外に、ねじれのない羽根が設けられているものであっても良い。
【0019】
羽根車支持手段20は、羽根車1の軸部材2の下側端部を支持する羽根車支持部材21が基台22上に設けられて構成される。
【0020】
撮像装置30は、図1及び図2に示すように一台の上面検査用カメラ31と、側面の異なる3方向に配置されている3台の側面検査用カメラ32、33、34(図1では記載を省略した)の合計4方向に設置した4台のカメラを備えている。上面検査用カメラ31は、羽根車1の回転軸方向となる羽根車の正面からねじれ羽根3を撮像できる位置に配置されている。側面検査用カメラ32〜34は、羽根車の側面からねじれ羽根3を撮像できる位置に配置されている。
【0021】
撮像装置30の各検査用カメラ31〜34は、羽根車を撮像して得られる光学像の二次元画像情報を電気信号として出力可能な装置であればよく、例えばCCDカメラ等を用いることができる。撮像装置30の上面検査用カメラ31は、サーボモータ62等を用いた昇降機構により上下方向に移動可能に、支持手段60に支持されている。また側面検査用カメラ32〜34も同様に、移動可能に支持手段60に支持されている。検査用カメラ31〜34は、制御処理手段50に接続され、カメラにより撮像した画像データを制御処理手段50に送信するように形成されている。
【0022】
図2に示すように、これらの各検査用カメラ31〜34は制御装置50の画像処理演算装置51に接続されていて、撮像した画像のデータ(画像情報ということもある)を画像演算処理装置51に送信可能である。また画像演算処理装置51は、検査用カメラ31〜34の撮像を制御することができる。
【0023】
照明手段40は、上部検査用カメラと羽根車を結ぶ線上を避けて、羽根車の上方から照明光を照射するように配置されている。照明手段40は、羽根車1の上方の異なる4方向から羽根車1に光を照射して、ねじれ羽根3に均一に光が照射されるように、4つの光源が設けられている(図1では2つの光源の記載を省略した)。照明手段40、40の設置位置は、羽根車支持部材21に支持されている羽根車1のねじれ羽根3の正面(軸方向上端部)に対して、角度θが45°〜80°の範囲で光線を照射可能な位置に設置される。照明手段40に用いられる光源としては、例えばLEDライト、フラッシュライト等の各種照明装置を用いることができる。照明手段40は、前記制御処理手段50の画像処理演算装置51に接続して羽根車1に対する調光を制御しても良い。
【0024】
カメラ支持手段60には、ワーク検知センサ61やサーボモータ62が設けられている。ワーク検知センサ61は、羽根車1の位置を検知するためのものであり、制御処理手段50の機構部制御装置52に接続されている。ワーク検知センサ61で検知した羽根車1の位置に応じて、サーボモータ62を用いてカメラ位置等を制御することができる。ワーク検知センサ61は公知の各種位置センサを用いることができる。
【0025】
図2に示すように制御処理手段50は、画像処理演算装置51と機構部制御装置52、記憶手段53等から構成される。画像処理演算装置51は、カメラ31〜34の撮像の制御や、該検査用カメラ31〜34において撮像して得られた画像の画像処理を含む各種の画像処理や、判定処理等を行うことができる。
【0026】
画像処理演算装置51は、欠陥のない羽根車を撮像した画像等の基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段として機能する。また画像処理演算装置51は、検査対象の羽根車を撮像した羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段として機能する。
【0027】
また画像処理演算装置51は、前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うことができる。そしてこの欠陥の有無に基づいて、羽根車の良否を判別する判別処理を行うことができる。また画像処理演算装置51は、羽根車の3次元図面のCAD(computer-aided design)データ等を用いて、羽根車に照明光を照射して実際に羽根車を撮像する状態をシミュレートして、羽根車の疑似撮像データから基準となる羽根車の画像を作成可能な3次元画像解析手段としての機能を備えている。
【0028】
記録手段53は、羽根車を撮像した画像、マスク画像、テンプレート画像、検査用画像等の各種画像データを保存することができる。また、特に図示しないが、制御処理手段50は、撮像装置30のカメラで撮像した画像データや、画像処理を行う際の処理画像等を表示する表示装置、キーボード等の入力手段、カメラ、センサ、サーボモータ等と接続するためのインターフェイスや、画像の二値化処理やテンプレート画像の処理を行うための画像処理ソフトウェアや、画像処理で得られたデータと標準データを比較対象するための合否判定ソフトウェア等を備えている。このような制御処理手段50としては、パーソナルコンピュータを用いることができる。
【0029】
機構部制御装置52は、ワーク検知センサ61及びサーボモータ62等に接続され、ワーク検知センサ61からの信号を受信して、サーボモータ62の動きを制御することができる。機構部制御装置52は、ワーク検知センサ61の信号や、検査用カメラ31〜34で撮像した画像情報等に基づいて、検査用カメラ31〜34の昇降機構等を制御して、カメラを適切な位置に制御する。機構部制御装置52は、例えば、マイクロコンピュータ等の制御装置を用いることができる。
【0030】
尚、羽根車支持部材21を回転可能に支持するサーボモータやステッピングモータを設け、機構部制御装置52からの制御信号により羽根車を回転させるように構成してもよい。この場合、側面検査用カメラ32〜34の位置を変えずに複数の側面画像を撮像することができる。また、上面検査用カメラ31に対して、羽根車1が側面を向くように配置して、羽根車を回転させて側面画像を撮像するように構成してもよい。
【0031】
以下、本発明の外観検査方法について説明する。図3は本発明外観検査方法の手順を示すフローチャートである。図4は、本発明の外観検査方法で用いる画像の一例を示す説明図である。図3に示すように、本発明に係る外観検査方法は、まず、外観検査装置10の羽根車保持手段20に羽根車1を設置して、検査用カメラ等の撮像装置30を用いて撮像する撮像処理を行う(S10)。
【0032】
羽根車1の撮像処理(S10)を行うことで、撮像した画像データは画像処理演算装置51に送信され、図4に示すような原画像Aが得られる。原画像Aは、ねじれ羽根3の上面を撮像した羽根車の正面の二次元画像であり、ねじれ羽根3とねじれ羽根3の周辺を含む連続階調の画像である。図4に示すように、原画像Aでは、ねじれ羽根3どうしが重なっている重なり部分3Pは、陰になって黒くなっており、その周辺にグラデーションができている。また原画像Aでは、ねじれ羽根3の周縁部の外側部分3Q(以下、外周部分3Qという)は、明るい部分と暗い部分とが混在している。このねじれ羽根3の正面画像を用いて欠陥を見つけるための画像処理を行うに際し、ねじれ羽根3の画像以外の外周部分3Qは、不要である。また、外周部分3Qと接するねじれ羽根3の周縁部分と、ねじれ羽根3の重なり部分3Pとその周辺部分とは、羽根車1の個体差により輝度がばらついて欠陥検出処理の際に悪影響を与えるため、検査対象領域から除外する必要がある。
【0033】
羽根車1を撮像する際、羽根車1に対し、なるべく均一に光が当たるように、照明手段40から照明光を照射して、複数のカメラ31〜34等の撮像装置30で撮像を行う。しかし、羽根車1に理想的に光を照射したとしても、羽根車1が立体形状を有しているので、必ず陰の部分ができてしまう。陰の部分ができると、明るい部分と陰の部分の間に輝度のグラデーションができてしまう。この輝度のグラデーションは、個体差があり、測定毎にバラツキが大きく出る。
【0034】
羽根車1を撮像した二次元画像を解析して良否を判定する際に、グラデーションの部分が欠陥と誤検出される場合がある。このように本来検査対象ではない部分が検査結果を左右すると、検査の精度が低下してしまう。そこで、このような誤検出を避けるために、次のマスク処理(S20)を行う。マスク処理(S20)は、羽根車の二次元画像におけるグラデーション発生部分等をマスク画像(図4のB)により隠すことで検査対象から外し、画像を解析するものである。マスク画像Bにおいて、羽根車の非検査対象領域とするマスク範囲は、羽根車1の形状や、照明状態の不均一となる範囲等に応じて適宜決めることができる。
【0035】
マスク処理(S20)は、図4に示す撮像画像Aの上にマスク画像Bを重ねて合成画像Cを得る画像処理を行うものである。マスク処理(S20)により、原画像AのマスクエリアMに対応する部分が黒く潰れた状態となり、原画像Aの透過エリアTに対応する部分が原画像Aの連続階調の状態が保持されている検査領域として形成され、欠陥検出に際し不要な部分が除去された合成画像Cが得られる。マスク画像Bは、検査対象部分以外を不透明(黒い部分)に形成されたマスクエリアMと、検査対象部分を透明(白い部分)に形成された透過エリアTとからなる二値化画像である。
【0036】
図4に示すように合成画像Cは、原画像Aの検査対象領域以外の部分が黒く潰れた輝度情報のない状態となり、良否判定処理の際に検査対象領域以外の部分(非検査領域)の影響を除外できる。この合成画像は検査用画像として用いられる。マスク画像Bは、基準となる画像に所定の画像処理を施して得られたものである。マスク画像Bは、予め羽根車1毎に作成しておいて、記憶装置等に記録(登録)されていて、マスク処理(S20)の際に呼び出して利用する。
【0037】
次の良否判定処理(S30)では、マスク処理(S20)で得られた合成画像Cを予め登録されているテンプレート画像と対比する画像処理を行い、この対比結果に基づいて欠陥の有無を判別する良否判定処理を行う(S30)。テンプレート画像は、基準となる羽根車の画像にマスク画像Bを重ねて得られた画像である。良否判定処理では、例えば、パターンマッチング、二値化等の手法を用いることができる。なお羽根車表面の欠陥とは、例えば、表面の傷、ピンホール、凹凸欠陥、羽根変形等である。
【0038】
上記のマスク処理(S20)で用いるマスク画像Bの作成方法としては、羽根車の形状が単純で平面的な二次元形状(又はそれに近い形状)であれば、撮像した画像に対し、画像処理ソフトウエアを用いて、単純に検査範囲のみを直接選択してマスク画像Bを構成することが可能である。しかし、タービンホイールの様に、羽根車の形状が立体的で複雑な形状の場合、グラデーションが発生する部分が存在するために、上記のように単純に検査範囲を指定したマスク画像Bでは、正確な検査を行うことができない。これに対し、本発明の外観検査方法では、マスク画像Bの作成を、単純に原画像の検査範囲を指定するだけではなく、基準となる羽根車の画像に所定の画像処理を施すことで、非検査領域を不透明化し検査領域を透明化したマスク画像Bを予め作成しておいてマスク画像作成作業を行うことにより、複雑な立体形状の羽根車であっても、精度の良い欠陥検出を行うようにした点に大きな特徴がある。
【0039】
基準となる画像に所定の画像処理を施すことで機械的にマスク画像Bを得ることにより、マスク画像Bを自動作成することができる。新規な羽根車の検査を行う場合に、マスク画像B及びテンプレート画像を自動作成できれば、マスク画像B及びテンプレート画像を手動で作成する場合と比較して、新規羽根車の外観検査を速やかに行うことができ、羽根車の多品種生産に最適である。
【0040】
このマスク画像とテンプレート画像の作成を、手作業ではなく、基準となる羽根車の画像に所定の画像処理を施すことで、機械的にマスク画像を得る手段としては、(1)欠陥のない画像を撮像した画像を所定の画像処理により処理してマスク画像を得る方法、(2)CAD図面等の羽根車の設計図面の線画像を所定の画像処理により処理してマスク画像を得る方法、(3)3次元CAD図面等の3次元図面を用いて撮像状態をシミュレートして得た疑似撮像画像を用いてマスク画像を得る方法等が挙げられる。以下、マスク画像及びテンプレート画像の作成方法について詳細に説明する。
【0041】
図5はテンプレート画像作成の基本処理の手順を示すフローチャートであり、上記(1)の欠陥のない画像を撮像した画像を所定の画像処理により処理してマスク画像とテンプレート画像を得る方法の一例を示すものである。図5に示すテンプレート画像の作成方法は、欠陥のない羽根車を撮像した画像を二値化処理して二値化画像とし、前記二値化画像の羽根車部分を縮小処理して縮小画像とし、前記縮小画像の羽根車部分を透明化し、羽根車部分以外を不透明化してマスク画像を得て、このマスク画像を用いてテンプレート画像を得る方法である。以下この方法について詳細に説明する。
【0042】
図5に示すテンプレート画像作成方法は、先ず欠陥の全くない羽根車1を用いて、上記の検査体を撮像する際の撮像処理S10と同様の方法で撮像を行う。この時、照明手段の光学系や、撮像系等を調整して、照明光ができるだけ羽根車1を均一に照らすようにする。この撮像処理S100により、欠陥のない羽根車1の画像が得られる。この画像は、図4の画像Aと同様に、連続階調の二次元画像である。次に羽根車1の画像を記録装置や記憶装置等に保存する(S110)。
【0043】
次いで羽根車1の二次元画像に対し、平滑化処理(S120)、輝度補正処理(S130)等の前処理を行う。平滑化処理(S120)は、ガウシアンフィルタや、平均化フィルタ等を用いてノイズを除去する。羽根車1は、鋳造した後に、表面にサンドブラスト処理が施される。そのため表面にショットむらが存在すると、羽根車の撮像画像に光沢むらが出ることがある。平滑化処理では、光沢をぼかして平均化して、不均一な輝度を平均化させる。これらの前処理で羽根車表面のショットむら等に起因するノイズが除去された画像が得られる。
【0044】
この画像を二値化処理(S140)して、図4の二値化画像Bの様に、連続階調の画像が白領域と黒領域との二値に変換された二値化画像が得られる。二値化処理(S140)は、撮像した画像に対し適当な輝度を閾値として、手動或いは自動で、明部を白に、暗部を黒に二値化する。二値化画像では、羽根車の検査対象領域が白となり、非検査対象領域が黒となる。
【0045】
次に上記二値化画像に対し、白領域を縮小する画像縮小処理を行う。画像縮小処理は、二値化した画像における白領域の黒領域と隣接する部分を数ピクセル〜数百ピクセル程度黒領域に変換して、白領域を縮小する。このとき羽根車個体差による表面状態のばらつきが大きい場合、黒領域に変換するピクセルの数を増やして、縮小の程度を大きくする。
【0046】
なお、上記二値化画像において白領域を縮小する処理は、隣接する黒領域を膨張する処理と同じことである。具体的な白領域の縮小処理、或いは、黒領域の膨張処理は、図6に示すように、黒のピクセルから構成される原図Gに対し、原図Gのピクセルの4辺に隣接する白いピクセルの部分を黒いピクセルに変換する4近傍膨張画像Hを得る方法や、原図Gのピクセルに対し辺若しくは角が接する部分を黒いピクセルに変換する8近傍膨張画像Iを得る方法を用いることができる。縮小処理も同様にして、図6に示す原図Gの黒いピクセルの白いピクセルの4辺に隣接するピクセルを白いピクセルに変換する4近傍縮小画像Jを得る方法や、原図Gの黒いピクセルの白いピクセルの4辺若しくは角に接するピクセルを白いピクセルに変換する8近傍縮小画像Kを得る方法を用いることができる。
【0047】
このように羽根車画像に対して画像縮小処理(S150)を施すことで、羽根車情報に対応する領域を小さくして、羽根車画像における羽根車のエッジ等に該当する部分を検査の際に除外するためのマスク領域として、任意のマスク量に形成することができる。
【0048】
次に画像縮小処理を施した画像に透過処理を施す(S160)。透過処理は、羽根車の検査対象部分が白い明部(ビットとして1)である場合、羽根車情報以外は黒い暗部(ビットとして0)となるため、ビット1の画素情報を透過設定にすれば良い。画像処理において用いる画像のフォーマットは、このときRGB情報に加えて透明度が定義できる画像フォーマットであると、透過処理が容易である。このような画像フォーマットとしては、png、gif等の画像フォーマット(汎用OSで認識可能な標準的画像型式)を使用するのが好ましい。
【0049】
透過処理(S160)により、図4に示すような、検査対象部分以外を不透明(黒)に形成されたマスクエリアMと、検査対象部分を透明(白)に形成された透過エリアTとからなるマスク画像Bが得られる。必要であれば、このマスク画像を手動で調整(S170)を行う。
【0050】
更にこのマスク画像を、S110において欠陥のない羽根車を撮像して保存した羽根車の連続階調の二次元画像の上に重ね、マスク画像の不透明の非検査領域として形成された部分が黒く潰れた状態となり、マスク画像の透明の検査領域の部分が露出した状態となったテンプレート画像が得られる。次いで、テンプレート保存処理S180では、このマスク画像B及びテンプレート画像を検査装置の制御処理手段の画像処理演算装置や記憶装置等に登録しておく。このマスク画像Bは、マスク処理S20の際に呼び出して合成画像(検査用画像)を形成する際のマスク画像として使用する。またテンプレート画像は、判定処理S30の際に呼び出して、羽根車の標準画像として、検査用画像との対比用参照画像として使用する。
【0051】
以上説明した処理は、羽根車の上面を検査用カメラ31で撮像した画像を用いた検査の例である。カメラの位置(上面、下面、側面等)に応じて上記の処理をそれぞれ行う。他の箇所の検査は、検査用カメラ31〜34を移動させたり、羽根車1を回転させる等して、撮像位置を調整することで、所定の位置を選択できる。
【0052】
図7はマスク作成方法の他の例を示す説明図である。また、欠陥のない画像を撮像した画像を用いてマスクを作成する方法として、図7に示すように、欠陥のない羽根車を撮像した原画像Dをエッジ検出処理を行い輪郭抽出画像Eとし、前記輪郭抽出画像Eの輪郭部分を膨張処理して膨張画像とし、前記膨張画像の輪郭部分を不透明化し、輪郭部分以外を透明化してマスク画像とする方法が挙げられる。具体的には、先ず図5に示す方法と同様に、欠陥のない羽根車を撮像した画像Dを得る。次いで、この得られた画像Dについて、必要であれば、平滑化、輝度補正等の前処理を行った後、エッジ(輪郭)検出処理を行い輪郭抽出画像Eを得る。
【0053】
上記の輪郭抽出画像Eを得る方法としては、公知のエッジ検出手段を用いることができるが、ラプラシアン、ソーベル等の微分処理方式によるエッジ検出手段を用いることが、特定方向のエッジのみならず全方向のエッジ検出が可能であることから好ましい。
【0054】
次いで、上記輪郭抽出画像Eに対し、必要に応じ、孤立点除去等のノイズ除去処理を施して、羽根車の輪郭部分が黒、輪郭以外の部分が白に表示された濃淡強調画像Fを得る。上記ノイズ除去処理方法としては、例えば図8に示す孤立点除去方法が挙げられる。この方法は、図8に示すように本来白いピクセルの部分に黒いノイズが存在し、本来黒いピクセルの部分に黒いノイズが存在する原画像Lに対し処理を行う。
【0055】
例えば、図8に示すように、原画像Lの白いピクセルを周囲に1ピクセルずつ膨張させることで、1ピクセル太って黒いピクセルを消した画像L1とした後、反対に白いピクセルを1ピクセルずつ収縮させ隣接する黒いピクセルを膨張させることで、白いピクセルの部分の黒いピクセルのノイズが除去された画像L2を得ることができる。
【0056】
また、図8に示すように原画像Lに対し、白いピクセルを1ピクセルずつ収縮させることで、1ピクセルずつ黒いピクセルが膨張した画像L3とした後、反対に白いピクセルを1ピクセルずつ膨張させ、隣接する黒いピクセルを縮小させることで、黒いピクセルの部分の白いピクセルのノイズが除去された画像L4を得ることができる。図8に示す原画像の膨張処理と収縮処理とを組み合わせることで白いピクセルの部分のノイズと黒いピクセルの部分のノイズを除去できる。
【0057】
またノイズ除去処理として、膨張画像を得る膨張処理と、収縮画像を得る収縮処理を複数回行うオープニング/クロージング処理を用いることができる。オープニング処理は、n回収縮処理を行った後、n回膨張処理を行う処理であり、クロージング処理は、n回膨張処理を行った後、n回収縮処理を行う処理である。オープニング/クロージング処理を用うことで、例えば図9に示すように、原画像Rに対し膨張処理を行い画像R1を得、画像R1の収縮処理を行い画像R2とすることで、原画像Rの線の部分が繋がってノイズが除去された画像が得られる。
【0058】
図7に示すように濃淡強調画像Fに対し、輪郭部分を膨張処理した画像を作成する。輪郭部分の膨張処理は、図5に示す画像縮小処理(S150)と同様の処理を用いることができる。さらに輪郭部分を膨張処理した画像を用いて、図5の透過処理(S160)と同様の手法により、輪郭部分を不透明化し、輪郭以外の部分を透明化してマスク画像とする。このマスク画像は図5に示す処理と同様に、手動調整(S170)、テンプレート保存処理(S180)を行うことができる。
【0059】
また機械的にマスク画像を得る手段として上記(2)羽根車の設計図面の線画像からマスク画像を得る方法は、実際に羽根車を撮像したデータを用いずに、電子図面を用いる方法である。この方法は図10に示すように、羽根車の設計図面の線画像を基にして、gif画像やpng画像等の汎用画像ファイルの型式に画像フォーマットを変換して、原画像の羽根車に対応する輪郭線l1からなる輪郭線画像Sを得る。このとき図面と実際の羽根車との縮尺が異なる場合は、図面の縮尺を羽根車に一致させる。
【0060】
羽根車の設計図面を電子化した線画像は、例えばCAD図面のデータや、手書き設計図面をスキャナ等で電子データ化したものを用いることができるが、CAD図面を用いることが好ましい。羽根車の設計図面は輪郭部分などが輪郭線として表されている。輪郭線の部分は、羽根車を検査する際に、照明光の照射によりグラデーションが発生しやすく非検査領域として設定される部分の中心部分となっている。
【0061】
CAD図面等の線画像の電子データを汎用フォーマットの線画像に変換した後、線の太さを太くするための輪郭線拡張処理を行う。輪郭線拡張処理は、前記の膨張処理を用いることができる。輪郭線拡張処理は、図10に示すように、前記輪郭線画像Sの輪郭線l1の太さを拡張した輪郭線l2を有する拡張画像S2とする。そしてこの輪郭線拡張画像S2を用いて、図5の透過処理(S160)と同様の手法により、前記拡張画像S2の拡張した輪郭線部分l2を不透明化し、拡張した輪郭線l2以外の羽根車の画像に対応する部分wを透明化してマスク画像とする。このマスク画像は図5に示す処理と同様に、手動調整(S170)、テンプレート保存処理(S180)を行う。
【0062】
上記輪郭線拡張処理において、羽根車の個体差による表面状態のばらつきが大きい羽根車の場合は、図10の画像S3に示すように輪郭線l3の拡張の程度を大きくして、輪郭線l3以外の羽根車の画像に対応する部分wを小さくすることが、検査の精度を向上させる点から好ましい。
【0063】
CAD装置のような3次元画像解析装置は、立体形状の羽根車の3次元描画、羽根車に対する視点の位置、照射光の光源の位置、種類、物体の形状や頂点の座標、材質等を考慮した陰面消去、陰影付けなどを行うことができる。鋳造方式で羽根車を製造する場合、3次元画像解析装置により3次元図面を作成しながら設計することがある。CAD装置上で、実際の画像処理を行う光学条件、視点、羽根車の光沢度等を入力して、レンダリングすることで、羽根車のどこに照明の不均一(グラディエーション)部分が存在するかを容易に判断可能な、羽根車の疑似撮像画像を作成することが可能である。この疑似撮像画像をもとに、前述の欠陥のない羽根車を実際に撮像する方法と同様に、二値化等の処理を施してマスク画像を作成することが可能である。
【0064】
実施例
以下、実施例1及び比較例1について説明する。実施例1は、羽根車のCADデータの線画像を基にして、原画像の羽根車に対応する輪郭線を得て、前記輪郭線の太さを拡張して拡張画像とし、前記拡張画像の輪郭線部分を不透明化し、輪郭線以外の部分を透明化してマスク画像を作成したテンプレートを用いて、羽根車の鋳造欠陥検査を上面、下面、側面−1、側面−2、側面−3の5箇所について行った。尚、下面の検査は、上面を撮像した羽根車の上下を反対にして撮像した。
【0065】
鋳造欠陥を検査した際に、不良品を不良品として正常に検出した割合を正常検出率として求めた。その結果を表1に示す。また比較例1は、原画像に対し手書描画によりマスク画像を作成したテンプレートを用いて、実施例1と同様にして、羽根車の鋳造欠陥の検査を行い、正常検出率を求めた。その結果を表1に実施例1と合わせて示す。また実施例1及び比較例1において、正常品を間違って不良品として誤検出した割合を過検出率として求めた。その結果を表2に示す。
【0066】
【表1】
【0067】
【表2】
【0068】
表1に示すように、実施例1では、側面−1の結果を除いた全ての正常検出率が比較例1よりも高い結果が得られた。また表2に示すように、実施例1は比較例1に対し全ての箇所で誤検出率が低かった。本発明の方法によれば、不良品の検出を精度良く行うことができることが確認できた。
【0069】
本発明の外観検査方法及び外観検査装置は、上記のように自動車のターボ過給器のタービンホイールの羽根車の表面欠陥を検出する外観検査に好適に用いられるものであるが、上記態様のタービンホイールの外観検査に限定されるものではなく、各種の複雑な立体形状を有し、照明光を照射した際に表面にグラデーションが発生しやすい羽根車の外観検査に適用することができる。
【図面の簡単な説明】
【0070】
【図1】本発明外観検査装置の一例の構成を示す概略図である。
【図2】図1の外観検査装置の制御関係の構成を示すブロック図である。
【図3】本発明外観検査方法の手順を示すフローチャートである。
【図4】本発明の外観検査方法で用いる画像の一例を示す説明図である。
【図5】テンプレート作成の基本処理の手順を示すフローチャートである。
【図6】画像の拡大・縮小処理の説明図である。
【図7】マスク画像作成方法の他の例を示す説明図である。
【図8】ノイズ除去方法の説明図である。
【図9】オープニング/クロージング処理の説明図である。
【図10】マスク画像作成方法のその他の例を示す説明図である。
【符号の説明】
【0071】
1 羽根車
3 ねじれ羽根
10 外観検査装置
20 羽根車支持手段
30 撮像装置
40 照明装置
50 制御処理手段
60 カメラ支持手段
A 原画像
B マスク画像
C 合成画像(検査用画像)
M マスクエリア
T 透過エリア
S 輪郭線画像
【特許請求の範囲】
【請求項1】
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、
基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成しておいて、
被検査体の羽根車に照明光を照射して撮像した画像に前記マスク画像を重ねた検査用画像と前記テンプレート画像とを用いて、羽根車の表面の欠陥を検出するための画像処理を行い、被検査体の羽根車に照明光を照射して撮像した画像における非検査領域の影響を除外して羽根車の欠陥を検出することを特徴とする外観検査方法。
【請求項2】
前記マスク画像の作成が、欠陥のない羽根車を撮像した画像を二値化処理して二値化画像とし、前記二値化画像の羽根車部分を縮小処理して縮小画像とし、前記縮小画像の羽根車部分を透明化し、羽根車部分以外を不透明化してマスク画像とすることを特徴とする請求項1記載の外観検査方法。
【請求項3】
前記マスク画像の作成が、欠陥のない羽根車を撮像した画像をエッジ検出処理して輪郭抽出画像とし、前記輪郭抽出画像の輪郭部分を膨張処理して膨張画像とし、前記膨張画像の輪郭部分を不透明化し、輪郭部分以外を透明化してマスク画像とすることを特徴とする請求項1記載の外観検査方法。
【請求項4】
前記マスク画像の作成が、羽根車の設計図面の線画像を基にして羽根車の輪郭線を得て、前記輪郭線の太さを拡張して拡張画像とし、前記拡張画像の輪郭線部分を不透明化し、輪郭線以外の部分を透明化してマスク画像とすることを特徴とする請求項1記載の外観検査方法。
【請求項5】
前記マスク画像の作成が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして基準となる羽根車の画像を作成し、この基準となる羽根車の画像を画像処理してマスク画像を作成することを特徴とする請求項1記載の外観検査方法。
【請求項6】
被検査体の羽根車に照明光を照射して撮像するための撮像手段と、
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段と、
前記被検査体の羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段と、
前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うための画像処理手段とを備えることを特徴とする外観検査装置。
【請求項7】
前記テンプレート画像作成手段が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして、基準となる羽根車の画像を作成可能な3次元画像解析手段を備えることを特徴とする請求項6記載の外観検査装置。
【請求項1】
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、
基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成しておいて、
被検査体の羽根車に照明光を照射して撮像した画像に前記マスク画像を重ねた検査用画像と前記テンプレート画像とを用いて、羽根車の表面の欠陥を検出するための画像処理を行い、被検査体の羽根車に照明光を照射して撮像した画像における非検査領域の影響を除外して羽根車の欠陥を検出することを特徴とする外観検査方法。
【請求項2】
前記マスク画像の作成が、欠陥のない羽根車を撮像した画像を二値化処理して二値化画像とし、前記二値化画像の羽根車部分を縮小処理して縮小画像とし、前記縮小画像の羽根車部分を透明化し、羽根車部分以外を不透明化してマスク画像とすることを特徴とする請求項1記載の外観検査方法。
【請求項3】
前記マスク画像の作成が、欠陥のない羽根車を撮像した画像をエッジ検出処理して輪郭抽出画像とし、前記輪郭抽出画像の輪郭部分を膨張処理して膨張画像とし、前記膨張画像の輪郭部分を不透明化し、輪郭部分以外を透明化してマスク画像とすることを特徴とする請求項1記載の外観検査方法。
【請求項4】
前記マスク画像の作成が、羽根車の設計図面の線画像を基にして羽根車の輪郭線を得て、前記輪郭線の太さを拡張して拡張画像とし、前記拡張画像の輪郭線部分を不透明化し、輪郭線以外の部分を透明化してマスク画像とすることを特徴とする請求項1記載の外観検査方法。
【請求項5】
前記マスク画像の作成が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして基準となる羽根車の画像を作成し、この基準となる羽根車の画像を画像処理してマスク画像を作成することを特徴とする請求項1記載の外観検査方法。
【請求項6】
被検査体の羽根車に照明光を照射して撮像するための撮像手段と、
基準となる羽根車の画像に所定の画像処理を施し、羽根車の撮像の際に照明光が不均一となり易い部分を非検査領域として不透明化し検査領域を透明化したマスク画像を作成し、基準となる羽根車の画像に前記マスク画像を重ねたテンプレート画像を作成するためのテンプレート画像作成手段と、
前記被検査体の羽根車の画像に前記マスク画像を重ねた検査用画像を作成するための検査用画像作成手段と、
前記テンプレート画像と前記検査用画像とを用いて羽根車の表面の欠陥を検出する画像処理を行うための画像処理手段とを備えることを特徴とする外観検査装置。
【請求項7】
前記テンプレート画像作成手段が、羽根車の3次元図面を用いて羽根車の撮像状態をシミュレートして、基準となる羽根車の画像を作成可能な3次元画像解析手段を備えることを特徴とする請求項6記載の外観検査装置。
【図1】

【図2】
【図3】
【図5】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図5】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−97922(P2009−97922A)
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願番号】特願2007−268099(P2007−268099)
【出願日】平成19年10月15日(2007.10.15)
【出願人】(000003713)大同特殊鋼株式会社 (916)
【Fターム(参考)】
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願日】平成19年10月15日(2007.10.15)
【出願人】(000003713)大同特殊鋼株式会社 (916)
【Fターム(参考)】
[ Back to top ]