
外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置

【課題】簡単な装置構造で、目視検査に近い多数の条件にて外観異常部と表面深さ異常部を総括的に評価して検査できる。
【解決手段】円柱周面検査装置10は、円柱体1の周面に明視野から暗視野の縞模様を映す照明部12と、円柱周面に投光するラインレーザ投光器と、円柱周面を撮像するカメラ14と、撮像画像データから円柱体1の異常部を抽出する画像処理装置30を備えている。画像処理装置30は、照明条件及び撮像角の違う複数の展開画像を位置を合わせて仮想画面階層配列に再構成し、層別画像データより円柱体1の外観異常部を抽出する外観異常検査部と、画像データよりラインレーザ光が投光された円柱周面の位置を割り出して表面深さ異常部を抽出し、位置を合わせて階層の仮想画面配列にマッピングする表面深さ異常検査部と、目視検査に似せて異常抽出条件の違った多数のデータから総括的に円柱体1の合否判定する判定部とを備えている。
【解決手段】円柱周面検査装置10は、円柱体1の周面に明視野から暗視野の縞模様を映す照明部12と、円柱周面に投光するラインレーザ投光器と、円柱周面を撮像するカメラ14と、撮像画像データから円柱体1の異常部を抽出する画像処理装置30を備えている。画像処理装置30は、照明条件及び撮像角の違う複数の展開画像を位置を合わせて仮想画面階層配列に再構成し、層別画像データより円柱体1の外観異常部を抽出する外観異常検査部と、画像データよりラインレーザ光が投光された円柱周面の位置を割り出して表面深さ異常部を抽出し、位置を合わせて階層の仮想画面配列にマッピングする表面深さ異常検査部と、目視検査に似せて異常抽出条件の違った多数のデータから総括的に円柱体1の合否判定する判定部とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円柱体の外観の合否を判定するための外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置に関する。
【背景技術】
【0002】
従来、円柱形状をなすペレットの品質を維持するために、外観検査が行なわれている。その検査方法として、外観検査装置を用いる方法がある。周面外観検査装置では、円柱体を回転しながら、落射照明等で撮像検査部を均一に照明し、ラインセンサにて回転中の円柱体を撮像し、異常部を検出することにより検査を行なうものである。そして、このときの検査では、一方向からの照明光が照射された検査部をラインセンサによって撮像した画像信号を用いて行なわれていた(例えば、特許文献1参照)。また、端面外観検査装置は、適度な照明下のペレット中心で撮られた二次元画像を用いて外観検査を行うものである(例えば、特許文献2、3参照)。
また、一つの方向からのレーザ光照射三角測量法によりペレットの表面距離を測定すると共に、その正反射光強度或いは散乱光強度を用い、それらの測定情報を合わせて周面及び端面の検査を行う方法が、特許文献4、5に開示されている。
【特許文献1】特開平3−253963号公報
【特許文献2】特開平6−51091号公報
【特許文献3】特開平7−27712号公報
【特許文献4】特開平3−226696号公報
【特許文献5】特開平8−15162号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来技術によるペレットの外観検査方法では、以下のような問題があった。
すなわち、少量のペレットの外観検査では検査員による目視検査で対応することができるが、検査個数が増えてくると検査員の疲労などの不安定性要因が増えることになる。また、放射線量が高いMOX燃料ペレットのようなものに対して長時間目視検査はできないという現状があった。
そして、特許文献1〜5に記載されている周面及び端面外観検査装置では、特徴的な表面異常外観検査、すなわち照明や撮像角などがある一定条件下でS/Nがとれる特定の欠陥を検出できるように装置化し、さらに自動化させることは可能であるが、検査員によって行われる目視外観検査のように各種各様の欠陥やその深さの大きさ等を総合的に判断してペレットの合否を判定することはできないといった問題があった。つまり、検査員は特異な兆候を見つけると、その特異な部分および周辺を見る角度を変えたりしながら、暗視野や明視野状況下で異常を観察し、内容を把握し、異常部の深さまで見て、そのペレットの合否を判定しているという現状があった。
【0004】
そして、この問題に対応するために、これらの複数の欠陥検知ができるように多数のカメラや、多くの画像装置をすべて配置して検査ラインを構築すると、その装置は複雑で大掛かりなラインシステムとなり、メンテンスの手間や時間がかかり、広大な設置スペースが必要となることから採用しにくく現実的ではなく、検査員による目視外観検査に代われる高いレベルの検査を自動装置化することは困難となっていた。また、これらの情報を別個に採取していたのでは、その異常部の情報を位置までマッチングして総合的に判断することは困難であるという問題があった。
【0005】
本発明は、上述する問題点に鑑みてなされたもので、円柱体の検査において、簡単な装置構造で、固定された1台の二次元カメラで連続撮像するだけで、目視検査に近い多数の条件にて外観の異常部と表面深さの異常部を補完し、総合的に評価して検査できるようにした外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る外観検査装置は、円柱体の外観を検査する外観検査装置であって、円柱体の円柱周面に、円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、円柱体の径方向外方から円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、円柱体軸を中心に回転する円柱体の円柱周面を撮像する二次元撮像素子のカメラと、照明部で照射された円柱体の円柱周面を撮像した複数の画像データより、円柱周面の外観の異常部を抽出する外観異常検査部と、ラインレーザ光が投映された円柱体の円柱周面を撮像した複数の画像データより、ラインレーザ光が投光された円柱周面の位置を割り出し、円柱周面の表面深さの異常部を抽出する表面深さ異常検査部と、少なくとも外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する判定部とを備えていることを特徴としている。
【0007】
本発明では、円柱周面に映る縞模様領域をカメラで撮像した全周にわたる複数の画像データはそれぞれ明視野から暗視野までの照明および異なった撮像角条件下での表面位置が同定できる複数の展開画像を再構成し、これらの展開画像を用いて外観異常検査部において、位置がマッチングされている複数の条件の違った展開画像から円柱周面における外観の異常部を抽出することができる。また、表面深さ異常検査部においてラインレーザ光が投映された円柱周面をカメラで撮像した画像データからラインレーザ光が投光された円柱周面の表面位置を割り出し、その表面深さを計算し展開画像にマッピングする。そして表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部を判定部において互いに評価して円柱体の合否を総合的に判定することができる。このように多数の条件の表面位置が合っている展開画像データに基づいて異常部を検出することができ、総合的に判定できることから、より目視検査に近い外観検査を行なうことができる。
【0008】
また、本発明に係る外観検査装置では、照明部で照射された円柱周面をカメラで撮像した画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる展開画像データを生成する画像再構成部が設けられていることが好ましい。
【0009】
本発明では、画像再構成部によって、例えば、画像データから円柱体軸に対して照明および撮像角条件が同一となる画素のラインにおける画素データを抽出し、その画素データを再構成して展開画像データを生成することができる。再構成された展開画像データは、円柱体の円柱周面を展開平面として一定の照明および撮像角条件の円柱表面を撮像したもの、すなわち展開画像データはそれぞれ照明および撮像角条件の異なった展開画像データとなるため、検査要求に合った異常部を検出することができる。
【0010】
また、本発明に係る外観検査装置では、円柱体の外観を検査する外観検査装置であって、円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、移動する円柱体の円柱端面を撮像する二次元撮像素子のカメラと、照明部で照射された異なる位置にある円柱体の円柱端面を撮像した複数の画像データより、円柱端面の外観の異常部を抽出する外観異常検査部と、ラインレーザ光が投映された異なる位置にある円柱体の円柱端面を撮像した複数の画像データより、ラインレーザ光が投光された円柱端面の位置を割り出し、円柱端面の表面深さの異常部を抽出する表面深さ異常検査部と、少なくとも外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する判定部とを備えていることを特徴としている。
【0011】
本発明では、円柱端面を二次元撮像素子のカメラで撮像した画像データを用い、外観異常検査部において円柱端面における外観の異常部を抽出し、表面深さ異常検査部において画像データからラインレーザ光が投光された円柱端面の位置を割り出して表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部を判定部において評価して円柱体の合否を総合的に判定することができる。このように多数の条件に基づいて異常部を検出することができることから、より目視検査に近い外観検査を行うことができる。
【0012】
また、本発明に係る外観検査方法では、円柱体の円柱周面に円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、円柱体の径方向外方から円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、円柱体軸を中心に回転する円柱体の円柱周面を撮像する二次元撮像素子のカメラとを用いて円柱体の外観を検査する外観検査方法であって、円柱体を回転させながら円柱体の円柱周面をカメラで撮像する工程と、照明部で照射された円柱周面を撮像した複数の画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる複数の展開画像データを生成する工程と、照明および撮像角条件が異なる展開画像データから円柱周面の外観の異常部を抽出する工程と、ラインレーザ光が投映された円柱周面を撮像した複数の画像データより、ラインレーザ光が投光された円柱周面の位置を割り出し、円柱周面の表面深さの異常部を抽出する工程と、少なくとも抽出された外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する工程とを有していることを特徴としている。
【0013】
本発明では、照明部によって回転する円柱周面に映る縞模様の領域をカメラで撮像し、その画像データを画像処理して展開画像データを生成することができる。この展開画像データは、円柱周面を展開平面として一定の照明および撮像角条件をなす円柱表面の画像をなし、それぞれ照明および撮像角条件の異なった特徴ある展開画像データとなり、この展開画像データから外観の異常部を抽出することができる。そして、ラインレーザ光が投光された領域の撮像画像データからラインレーザ光が投光された円柱面の位置を求め、この位置より表面深さを計算して立体情報を割り出し、例えば表面深さの標準基準情報などと比較して円柱周面の表面深さの異常部を抽出することができる。そして、これら抽出した外観の異常部及び表面深さの異常部に基づいて円柱体の合否を判定することができる。
【0014】
また、本発明に係る外観検査方法では、円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、移動する円柱体の円柱端面を撮像する二次元撮像素子のカメラとを用いて円柱体の外観を検査する外観検査方法であって、円柱体を移動させながら照明および撮像角の条件が異なる位置にある円柱体の円柱端面をカメラで撮像する工程と、撮像角条件が異なる位置にある円柱端面を撮像した複数の画像データより、円柱端面の外観の異常部を抽出する工程と、ラインレーザ光が投映された円柱端面を撮像した複数の画像データより、ラインレーザ光が投光された円柱端面の位置を割り出し、円柱端面の表面深さの異常部を抽出する工程と、少なくとも抽出された外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する工程とを有していることを特徴としている。
【0015】
本発明では、照明部によって照射された移動する円柱端面をカメラで撮像し、撮像された複数の画像データが移動位置によってそれぞれ照明および撮像角条件の異なった特徴ある画像データとなり、これらの画像データから外観の異常部を抽出することができる。
そして、ラインレーザ光が投映された移動する円柱端面をカメラで撮像する。撮像された複数の画像データからラインレーザ光が投光された円柱端面の位置を求め、この位置より表面深さを計算して立体情報を割り出し、例えば表面深さの標準基準情報などと比較して円柱端面の表面深さの異常部を抽出することができる。そして、これら抽出した外観の異常部及び表面深さの異常部に基づいて円柱体の合否を判定することができる。
【0016】
また、本発明に係る画像処理方法では、カメラで回転または移動する物体を検査及び測定する装置において、必要な階層を持つ仮想画面配列を使い、展開仮想画面配列の階層に時間的に展開する撮像条件の同じ画素を、階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、複数の撮像条件の違った階層の画像再構成画像データを得て、これらの撮像条件の違った多階層の展開仮想画面配列から予め定められたロジックで、必要な階層の展開仮想画面配列のデータを総合的に解析して得られた情報を階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、これらの多階層の展開仮想画面配列から予め定められたロジックで、対象物の表面を総括的に識別判断することにより、物体を検査及び測定することを特徴としている。
【0017】
本発明では、連続撮像している1台のカメラの画像から、位置が同期した多条件の展開画像を層別に得ることができる。
【0018】
また、本発明に係る外観検査装置では、上述した画像処理方法を利用することを特徴としている。
【0019】
本発明では、マッチング処理された複数の展開画像データより、異常部を容易に抽出することができるとともに、異常部を重ね合わせて同じ円柱周面の位置に表示でき、これらの多重のデータの相関に基づいて異常部を抽出することができ、各階層の共通する位置にある対象物の表面を総括的に識別判断することができる。
【0020】
また、本発明に係る外観検査方法では、物体表面検査装置において、カラーカメラを使用し、特定の波長のラインレーザ光をカメラ光軸から角度を持たせて投光するとともに、ラインレーザ光の特定の波長をカットした照明光で照明して物体表面を撮像し、その撮像画像からラインレーザ光の特定の波長の色の画像を抜き出し、この画像より表面位置を割り出すとともに、撮像画像から前記ラインレーザ光の特定の波長の色以外の画像を抜き出し、この画像より表面状態を割り出し、割り出した表面位置及び表面状態から物体表面の形状と合否を含めた識別を行うようにしたことを特徴としている。
【0021】
本発明では、連続撮像している1台のカラーカメラの画像から、同時に多条件の展開画像を層別に得ることができ、ラインレーザ光の投映面の情報も同時に得ることができる。これにより、これらの情報が容易に位置のマッチングした情報として扱えることができる。また、このような外観検査方法を利用した外観検査装置では、これらの情報を別々に採取したり、二回に分けて撮ったりすることがなく、1台のカラーカメラからの画像で同時に撮れるので、装置が簡単で且つ安価なものとなる。さらに、同じ画像から各データが採取できるので、これらのデータの位置合わせが簡単で信頼性の高いものとすることができる。
【発明の効果】
【0022】
本発明の外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置によれば、カメラで撮像した複数の画像データから照明および撮像角条件の異なる画像データを用いて円柱体の円柱周面或いは円柱端面における外観の異常部を抽出すると共に、ラインレーザ光が投映された円柱体を撮像した画像データからラインレーザ光が投光された円柱体表面の位置を割り出して表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部を総合的に評価して円柱体の合否を判定することができる。このように多数の条件に基づいて異常部を検出できることから、より目視検査に近い外観検査が行える。
しかも、これらの検査を簡単な装置構造をなす外観検査装置によって実施することができることから、検査員の目視外観検査に近い検査を自動装置化させることができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明の外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置の第一の実施の形態について、図1乃至図5に基づいて説明する。
図1は本発明の第一の実施の形態による円柱周面検査装置の側面図、図2は図1に示すB−B線断面図、図3は画像処理装置の概略構成を説明する図、図4は円柱周面検査装置による外観検査方法の処理の流れを示したフローチャート、図5は各条件で抽出された異常部の層別展開仮想画面配列の絵の一例を示す図である。
【0024】
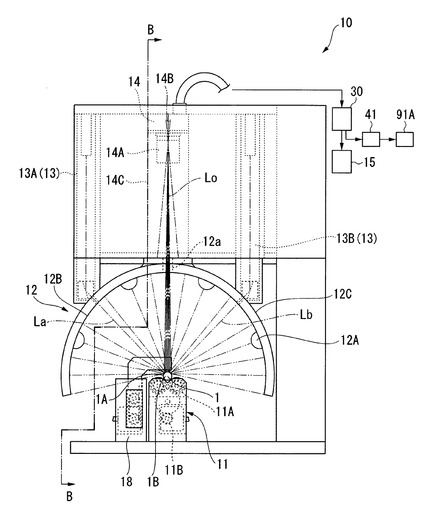
図1に示す符号10は、本第一の実施の形態による外観検査装置をなす円柱周面検査装置であり、検査対象の円柱体被検査試料をなす円柱体1の円柱周面1Aを検査する装置である。
円柱周面検査装置10は、円柱体1を所定の検査位置で円柱体軸を中心にして周方向に回転させる回転部11と、円柱体1の円柱周面1Aに光を照射する照明部12と、円柱体1の径方向外方から円柱周面1Aに向かってラインレーザ光La、Lbを投光するラインレーザ投光器13A、13B(13)と、円柱体軸を中心に回転する円柱体1の円柱周面1Aを撮像する二次元撮像素子のカメラ14と、カメラ14から出力される画像データを画像処理して円柱体1の異常部を抽出する画像処理装置30とから概略構成されている。
【0025】
回転部11は、1対のローラ11A、11Aと、ローラ11A、11Aを回転させるためのローラ駆動モータ11Bとを備えている。回転部11は、ローラ駆動モータ11Bによってローラ11A、11Aを一定速度で回転させることで、円柱体1を円柱体軸を中心に一定の周速度で回転させる。なお、ローラ11A、11Aは、円柱体1の軸方向の長さに合わせてその円柱体1を安定して回転させることができるように適宜な長さに設定されている。
【0026】
カメラ14は、撮像レンズ14Aと二次元撮像素子14Bとを装着しており、カメラ14の撮影中心軸Loがローラ11A、11A上にある円柱体1の円柱体軸に対して直角になるように、すなわち二次元撮像素子14Bの面に対して円柱体1の円柱体軸が鉛直方向となるように配置されている。そして、カメラ14は、円柱体1の円柱周面1Aに映る縞模様(詳しくは後述する)の領域を、予め定められている周方向の分解能に応じた速度で撮像し、その画像データを画像処理装置30に出力するものである。このとき、カメラ14は、円柱体1の円柱体軸と二次元撮像素子14Bの撮像走査ラインとが平行となるように配置されることになる。
【0027】
図1に示すように、照明部12は、円柱体1の軸方向に平行に配置された複数の試料軸平行照明12A、12A、…と、遮光板12Bと、試料軸平行照明12A、12A、…及び遮光板12Bを支持する照明支持体12Cと、サイド照明12D、12D(図2参照)とから構成されている。
試料軸平行照明12A、12A、…は、円筒体軸に平行に指向性を持たせるカマボコ型レンズが付いた断面円柱状あるいは楕円状などをなし、円柱体1の円柱周面1Aにその円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように、照明支持体12Cに互いに間隔を空けて配置されている。遮光板12Bは、各試料軸平行照明12Aの間が暗くなるように、光学黒染めのものが用いられている。
【0028】
これにより、試料軸平行照明12A、12A、…は、円柱体1の円柱面正常部に対してカメラ14が撮影する撮像画像に連続した明るさの縞模様が形成されることになる。そして、その円柱体周面画像データは場所によりそれぞれ明視野から暗視野までの特徴のある照明および撮像角条件下での特徴ある画像となり、これらの画像から位置を合わせて照明および撮像角条件が同じ仮想展開画像を層別に再構成することにより円柱体1における外観異常部を検出することができる。
なお、試料軸平行照明12Aの種類、大きさ、配置位置、明るさは、円柱体1の同芯度、外径のばらつき、曲がり、異常部種類及びどのくらいの欠陥検出精度を要求するかに基づいて最適な配置が定められている。
【0029】
また、照明支持体12Cには、円柱体1の垂直軸上の位置に開口部12aが形成されている。カメラ14は、この開口部12aを通じて円柱体1の円柱周面1Aを撮像することができる。このように、試料軸平行照明12A、12A、…の照明光は、円柱体1の円柱周面1Aの正常表面に反射し、その反射光が、図1の密集した二点鎖線Aに示される撮像光路により柱状の遮光板14Cの中を通じてカメラ14に到達する。そして、カメラ14に到達した反射光は、撮像レンズ14Aで集光され、二次元撮像素子14Bで撮像されることになる(明視野)。この明視野領域では、ペレット周表面に金属介在物などの様な異常反射を起こす欠陥があるとより明るく写り、ピットや割れ等の正常反射をし難い欠陥は暗く写ることが多い。
また、正常周面での正反射光が撮像子に結像しない周面部は暗く写り、正常面と反射角度が違った異常面があると正常面より明るく写るところが出てくる(暗視野)。つまり、複数の角度が違った照明があるため、正常面と反射角度が違った異常面は暗視野で正常面より明るく写るところが出てくることから、これらを集めると異常部の全体が認識し易くなる。
【0030】
図2に示すように、両サイドのサイド照明12D、12Dは、円柱体1の円柱体軸に対して所定の角度をもった斜め上方位置に配置され、円柱体1の円柱周面1Aの暗視野被撮像部全長に向けて光(サイド光Lc)を、正常な円柱周面1Aのこのサイド光Lcの正反射光がカメラ14に入らない配置で照射する。そして、円柱周面1Aに打痕や傷などの欠陥部がある場合には、その欠陥部で反射した一部の光がカメラ14で撮像されて、欠陥部の一部が正常部より明るく映ることから、その異常部を抽出することで、円柱周面1Aの欠陥部などをさらに精度良く確認することができる。このように、サイド光Lcは、斜めの傷面において、正常面が暗視野になる画像部分に明るく映るような補完照明の役割を果たす構成をなしている。
【0031】
図1に示すラインレーザ投光器13A、13Bは、カメラ14の撮影中心軸LOを挟んで左右両側(図1の左右方向)に配置されている。各ラインレーザ投光器13A、13Bから投光されるラインレーザ光La、Lbは、線状をなしていて、円柱体1の円柱周面1Aに対して一定の角度で照射し、円柱端面1Bに投映ラインを形成している。つまり、ラインレーザ光La、Lbの光軸は、カメラ14の撮影中心軸LOに対して任意の角度をなしている。
【0032】
そして、投映ライン、ラインレーザ光La、Lbが投光された円柱周面1A(以下、ラインレーザ投光表面という)がカメラ14で撮像されて、ラインレーザ投光表面から拡散反射されてくる光が画像データとして取り込まれることになる。その画像データは、ラインレーザ投光表面の画像を画像処理することで、円柱体1の円柱周面1Aにおける研削状態、欠けの表面深さ(外径方向の深さ寸法)、外径異常やへこみ状異常部などの異常部を検出することができる。具体的には、画像処理装置30で画像データを処理することにより、投光された表面の位置を割り出し、その高さ(表面深さに相当)を計算し、円柱周面1Aの表面異常が深さを有するものか、或いは表面粗程度のものかを判別し、さらに欠け部の体積を算出して評価することもできる。
このとき、投光されるラインレーザ光La、Lbの左右からの二本のラインレーザ光の各測定データを、位置をマッチングして補完して表面深さを測定することで、表面の深さをより精度良く確実に測定できる。
【0033】
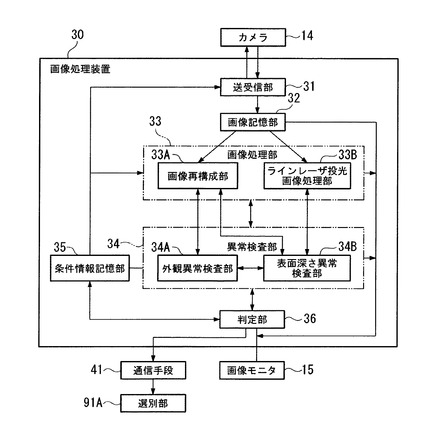
図3に示すように、画像処理装置30は、送受信部31と、画像記憶部32と、画像処理部33と、異常検査部34と、条件情報記憶部35と、判定部36とを有している。
送受信部31は、カメラ14に接続され、カメラ14に対して撮像条件、データ送信条件、撮像開始信号、撮像終了信号などを送信すると共に、カメラ14から撮像された画像の画像データを受信するものである。
【0034】
そして、画像処理装置30は、カメラ14で撮影した画像データを送受信部31によって受信してから画像記憶部32へ取り込み、その画像データを画像処理部33で画像処理し、異常検査部34において条件情報記憶部35に予め記憶させてある正常部の標準基準情報などと比較して円柱体1(図1参照)の外観の異常部(欠け、割れなどの欠陥部)や表面深さの異常部を抽出し、これら抽出した周表面位置がマッチングされている異常部を条件情報記憶部35に予め記憶させてある総合評価合否基準情報で総合的に評価したデータに基づいて円柱体1の合否を判定するものである。
【0035】
画像処理部33は、画像再構成部33Aと、ラインレーザ投光画像処理部33Bとからなる。画像再構成部33Aでは、画像記憶部32に記憶されている円柱体1(図1参照)の1周分或いは1周分以上の複数の画像データを再構成して、複数の展開画像データを生成するものである。例えば、画像データから円柱体軸に対して照明および撮像角条件が同一となる画素のラインにおける画素データを抽出し、その画素データを円柱体1の円柱周面位置を同期化させる展開仮想画面配列に階層的に再構成して、円柱体の円柱面位置が同期した複数の展開画像データを生成することができる。そして、このとき生成された展開画像データは、円柱体1の円柱周面1Aを展開平面として一定の照明および撮像角条件をなす円柱表面一周の画像となる。つまり、これら各展開画像データは、それぞれ照明および撮像角条件の異なった特徴ある円柱体の円柱面位置が同期した展開画像データとなるため、検査要求に合った異常部を検出することができる。
【0036】
また、これら各展開画像データは各展開画像データの円柱表面位置がマッチングされおり、明視野から暗視野までの照明および撮像角条件の異なった特徴ある展開画像データからそれぞれの検知条件で検知された異像部の位置を円柱表面一周の展開仮想画面配列に階層的にマッピングされる。この複数の違った条件から抽出された異常部を合成(OR、AND等)解析識別して、より正確な異常部/正常部を認識でき、その各条件によって、その表面の実態をより正確に把握できる。そして、これらを合成した画をモニタ15でモニタできる。
【0037】
ラインレーザ投光画像処理部33Bでは、撮像した画像データからラインレーザ光La、Lb(図1参照)の投映ライン、すなわちラインレーザ光が円柱体1の外周に投光された表面の位置を求め、このラインレーザ投光表面位置より円柱体1のその位置の表面深さが計算される。この値を一周分採取して円柱体1の外径データを得ることもでき、円柱体1の外周展開面の凸凹の深さも上述した展開仮想画面配列の階層の一つとしてラインレーザ投光表面位置にマッピングできる。さらに、ラインレーザ光La、Lbの表面反射光量についても採取しておくことができる。ここで、上述の外周展開面表面深さおよび表面反射光量、外径データを総称して上述した展開仮想画面配列の階層の一つとしてマッピングされた外周立体情報とする。
【0038】
欠け等の表面状況としては、ラインレーザ光La、Lbの一方において深さが検知し難いところが出てきたり、展開仮想画面配列に一部抜けが出てきたりする。これに対して、各ラインレーザ光La、Lbで求めた表面位置は、円柱表面一周の各階層の仮想展開画面配列に入れた後、ラインレーザ光La、Lbからの両データが補完又は平均化され、総合データとして円柱表面一周の仮想展開画面配列に階層的にマッピングされることで、より精度の高い計測ができる。
また、外周立体情報の外径データは、円柱体に逆構成し、計測歪等を補正して標準サンプルで校正し、外径及び外形歪測定値にすることもできる。
【0039】
異常検査部34は、外観異常検査部34Aと、表面深さ異常検査部34Bとからなる。
外観異常検査部34Aでは、画像再構成部33Aで生成した明視野から暗視野までの照明および撮像角条件の異なった展開画像データに基づいて、円柱体1の円柱周面1Aの外観の異常部を抽出する。そして、詳しくは後述するが、必要に応じて、仮想展開画面配列に階層的にマッピングされた複数の展開画像データから異常部(これを「特異な異常部」という)を抽出する。
また、表面深さ異常検査部34Bでは、上述した展開仮想画面配列に階層的にマッピングされた立体情報を、例えば予め条件情報記憶部35に記憶されている予め設定された正常部の標準基準情報と比較し、円柱周面1Aの表面深さの異常部を抽出する。
そして、異常検査部34Aと異常検査部34Bとのデータは相互に補完評価される。
【0040】
さらに、判定部36では、異常検査部34で抽出した円柱体1の円柱面位置を同期化させ階層化された展開仮想画面配列の外観の異常部や表面深さの異常部などを、予め設定された異常部の合否基準情報で総合的に評価し、円柱体1の合否(合格、保留、不合格など)を判定する。その結果は選別部91Aに送られ、円柱体1はこれら評価データと対応されて選別される。
【0041】
モニタ15は、画像処理装置30の送受信部31がカメラ14から受信した画像データ、及び階層化された展開仮想画面配列の再構成した展開画像データや抽出された異常部をマーキングした展開画像データなどを必要に応じて種々の画像や一覧を出力表示するものである。
【0042】
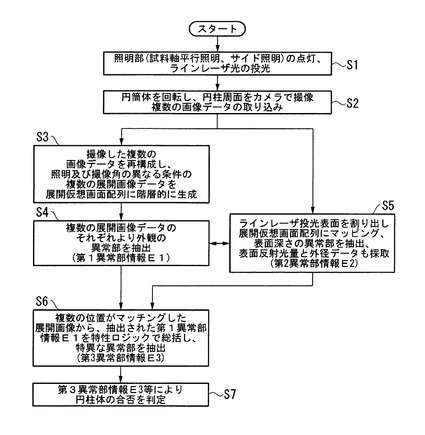
次に、上記のように構成された第一の実施の形態による円柱周面検査装置10を用いて、円柱体1の円柱周面1Aを検査する外観検査方法について、図面に基づいて説明する。
図1、図2、図3及び図4に示すように、先ず、ステップS1で、円柱体移動機構18で搬入搬送部19Aから回転部11の一対のローラ11A、11A上に配置した円柱体1の円柱周面1Aに、その円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように照明部12の試料軸平行照明12A、12A、…を点灯し、さらにサイド照明12D、12D(図2参照)を適当な明るさで点灯する。そして、両ラインレーザ投光器13A、13Bよりラインレーザ光La、Lbを投光する。
【0043】
次いで、ステップS2では、回転部11のローラ駆動モータ11Bを駆動させてローラ11A、11Aを一定の速度で回転させることで円柱体1を一定の周速度で回転させ、カメラ14によって、円柱体1の照明で縞模様に見える円柱周面1Aの領域を予め定められる周方向の分解能に応じたピッチ速度で撮像し、その画像データを画像処理装置30へ出力する。このときの画像データは、1周或いは1周を超える分の複数の画像データとなる。そして、それらの複数の画像データは、図3に示す画像処理装置30において送受信部31で受信され、画像記憶部32に取り込まれる。ステップS2に次いで、ステップS3及びステップS5のそれぞれに進む。
【0044】
なお、検査に要求されるレベルによっては、試料軸平行照明12A、12A、…、サイド照明12D、ラインレーザ投光器13A、13BをON、OFFさせるタイミングで撮像することにより、互いの干渉を無くした画像データとして得ることもできる。
【0045】
また、一部の色を外観検査から外してもよい場合における円柱体1の円柱周面1Aの検査では、カメラ14にRGBカラーカメラを使用し、例えば、ステップS1で、Rカットフェルターを入れた照明部12を点灯して照明光とし、R色の(例えば、波長635nmの)ラインレーザ光La、Lbを投光し、ステップS2で、回転している円柱体1の円柱周面1Aをカメラ14によって規定のピッチで複数の画像を撮像する。なお、ここではR色の(例えば、波長635nmの)ラインレーザ投光をした装置を取り上げたが、被写体である円柱端面1Bが正常色、異常色となる実態に合わせて、GやRのラインレーザを使い、この色を照明光からカットするカットフェルターを用いることが好ましい。
そして、画像データをカメラ14から送受信部31を通して画像記憶部32に取り込む時には、前記単色波長のラインレーザ光La、Lbの画像を抽出できる色画像を分離して、ステップS5で画像処理部33のラインレーザ投光画像処理部33Bで使う画像データとして記憶する。また、ラインレーザ光La、Lbによる色画像を除いた画像データは、後述するステップS3で画像処理部33の画像再構成部33Aに使用されることになる。
これにより、1つのカメラ14で、外観検査の各種条件の複数の展開画像およびレーザ投光による表面位置の検査画像が同時に得ることができる。
【0046】
次に、ステップS3では、画像再構成部33Aにおいて、撮像して画像記憶部32に取り込まれた複数の画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる複数の展開画像データを生成する。この複数の展開画像再構成では、円柱体1の円柱面位置を同期化させる展開仮想画面配列に階層的に再構成して、円柱体1の円柱面位置が同期した照明および撮像角条件が異なる複数の展開画像データを生成する。
このステップS3では、ステップS2で画像データを画像記憶部32に取り込みながら、或いは円筒体1の一周分の画像データを画像記憶部32に取り込んだ後にまとめて行うこともできる。
【0047】
次いで、ステップS4では、異常検査部34の外観異常検査部34Aにおいて、ステップS3で得られた複数の展開画像データそれぞれから、条件情報記憶部35に記憶されている異常及び正常部の標準基準情報で解析し、円柱周面1Aの外観の異常及び正常部を抽出する(第1異常部情報E1の抽出)。
【0048】
一方、ステップS2に続くステップS5では、画像処理部33のラインレーザ投光画像処理部33Bにおいて、上述したステップS2で撮像した各画像データから各ラインレーザ投光器13A、13Bにより投光されたラインレーザ光La、Lbの投映ライン(ラインレーザ投光表面)を抽出してラインレーザ投光表面の位置を求め、展開仮想画面配列の相当位置に対応した展開表面位置とその位置の深さを計算して確定し、展開仮想画面配列の表面深さの階層にプロットする。展開仮想画面配列の表面反射光量階層に表面反射光量もプロットする。これらより、円柱面の立体情報を割り出し、表面深さの異常部を抽出すると共に、ラインレーザ光表面反射光量や円柱体1の外径データや円柱面の凸凹を求める(第2異常部情報E2の抽出)。
このとき、二本のラインレーザ光La、Lbで求めた円柱表面は二重に求め、各階層の相当位置にプロット記憶される。円柱表面の状態によっては片側あるいは両側の測定精度が悪化または欠落することがあるが、これら二重に求めた表面データを補完あるいは平均化して用いることで、より実用的な円柱表面形状測定ができる。
【0049】
また、照明光とラインレーザ光との多少の干渉が検査に影響する時は、これらの光をカメラの撮像に同期させて交互あるいは任意のパターンで点滅させながら撮像して検査することもできる。
また、ステップS5での表面深さを測定して円柱体1の円柱面位置を同期化させる展開仮想画面配列に階層的にプロットする処理も画像データを画像記憶部32に取り込みながら、あるいは、一周分の画像データを画像記憶部32に取り込んだ後にまとめて行うこともできる。
【0050】
そして、ステップS6では、円柱体1の円柱面位置がマッチングされ階層的に展開仮想画面配列に入れられている複数の展開画像データより抽出した異常部(第1異常部情報E1)と、ラインレーザ光画像より抽出した異常部(第2異常部情報E2)とを重ね合わせて同じ円柱周面の位置に表示でき、これら複数の情報を総合的に補完評価することで、円柱体1の円柱面の状態をより正確に認識し、より正確な判定ができる第3異常部情報E3を得る。
例えば、共通する位置にある異常部を特定できるなど、それらの複数の階層の展開画像データの相関に基づいて、抽出された第1異常部情報E1および第2異常部情報E2を総合的に補完評価し、特異な異常部として抽出する(第3異常部情報E3の抽出)。
【0051】
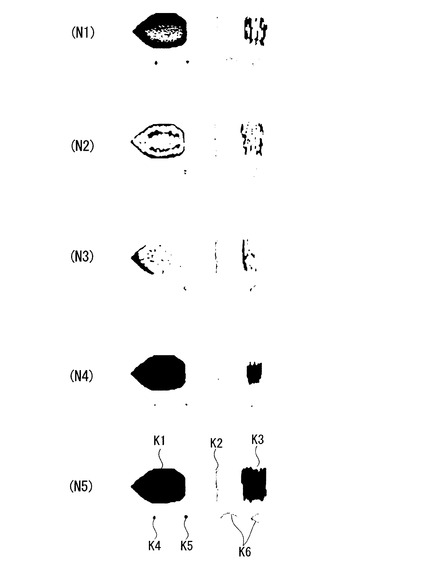
図5は円柱体1の円柱面位置をマッチングして階層的に展開仮想画面配列に入れられた複数の各展開画像データより抽出した異常部(N1〜3)とラインレーザ光画像より抽出した異常部(N4)の複数の情報などを総合的に補完評価して得た異常部(N5)の層別展開仮想画面配列の絵の一例を示す図である。
図5に示す異常部の展開仮想画面配列の絵は、各条件の異なる展開画像およびラインレーザ光画像から抽出した異常部(N1〜4)と、これらの第1異常部情報E1と第2異常部情報E2から得られた第3異常部情報E3(N5)の異常部の例である。
なお、以下の説明では、各異常部は単に符号N1〜N5と略称する。
【0052】
例えば、焼結研削円柱体の検査においては、N1は円柱体1の円柱面の片側からの明視野で斜角で撮られてる場所の展開画像から抽出した異常部、N2は円柱体1の中心軸上(カメラ14の光軸)で暗視野で撮られている場所の展開画像から抽出した異常部、N3は暗視野で片側からのサイド照明軸部が撮られている場所の展開画像から抽出した異常部、N4は左右のラインレーザ光画像から抽出した異常部、N5は第3異常部情報E3の異常部の絵である。なお、これら異常部は、多様な条件の展開画像を使える本方法の特徴を生かし、特徴的な欠陥のS/Nの良い所を表示している。また、N1、N3では円柱体1の中心をはさんだ片側の部位での展開画像からの検知異常部を示しているが、N5を求めるに当たっては、円柱体1の中心をはさんだ反対側、及び各周辺の展開画像からも異常部が抽出され、多くの違った条件の展開画像からのデータに基づき、N5が確定される。
【0053】
焼結研削円柱体にみられる欠けの様な欠陥K1では、N1で正反射がしない角度の欠けの壁が、N2、N3で暗視野で正反射を起こす欠けの一部のエッジと壁が検知され、N4では欠けの壁面の一部が検知抜けになり易い所が出やすいが左右のラインレーザ光の画像で補完し、必要に応じて第1異常部情報E1でフォローして、欠けの立体形状を検知できる。そして、N5では、第2異常部情報E2に基づいて必要に応じて第1異常部情報E1でフォローした第3異常部情報E3の異常部が欠け全体の絵となる。
【0054】
焼結研削円柱体に発生しやすい周方向傷や研削傷の様な欠陥K2では、N1やN2でS/Nが小さいが、N3の暗視野展開画像でS/Nよく検知され(ハンドリングでの軸方向擦れあとなどはN1やN2から離れた暗視野部でS/Nが上がる)、N4では、データに乱れが出やすいが、S/Nとしては良くない。そして、N5では、N3およびその周辺の暗視野展開画像からの第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
【0055】
焼結研削円柱体に特有な未研削の様な欠陥K3では、N1の周辺の展開画像でS/Nがよく出やすく、N2,N3の様な暗視野のところの展開画像で欠陥K3の一部が検知され、N4では、凹みの程度次第であり、凹み深さの浅い箇所はS/Nはあまり期待できない。そして、N5では、明視野周辺での過剰反射と暗視野の一部反射による第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
【0056】
焼結研削円柱体の金属介在物の様な欠陥K4では、両側からのN1の明視野の過剰反射部合成による第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
焼結研削円柱体のピットの様な欠陥K5では、N1の明視野の反射不良による第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
焼結研削円柱体の割れの様な欠陥K6では、割れの出来次第で、N1の周辺やN3の様な暗視野のところの展開画像で欠陥K6の一部が検知される。N4では、かなり大きくないとS/Nは期待できない。そして、N5では、暗視野を主とする検知異常部を合成統合した第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
【0057】
次いで、ステップS7では、異常検査部34において抽出された第3異常部情報E3(および、同じ個所の展開仮想画面配列の層別データと)を予め設定された異常部の合否基準情報と比較評価して円柱体1の円柱周面1Aの不良部を確定し、合否を判定する。このときの合否判定は、判定部36において、条件情報記憶部35で設定された本外観検査に要求される判定条件に基づいて判定され、その判定結果は通信手段41を介して選別部91Aに出力され、同時にモニタ15へ不良部を明示した展開画像とともに表示できる。
また、検査後の円柱体1は、円柱体移動機構18で搬出搬送部19Bに送り、次のステージへ搬出し、このうち、不合格および保留と判定された円柱体1は、判定結果と同期して選別部91Aで選別されて搬送部外に排出される。
また、各条件のデータから総合されて評価された各円柱体の異常部のデータは、蓄積されて解析され、製造ラインにフェードバックされる。
【0058】
上述した本第一の実施の形態による外観検査装置及び外観検査方法では、カメラ14で撮像した複数の画像データから照明および撮像角条件の異なる所の展開画像データとして位置を同期させて層別に展開仮想画面配列に展開し、円柱体1の円柱周面1Aにおける外観の異常部を条件の違った複数の展開画像から総合的に異常部を抽出すると共に、ラインレーザ光La、Lbが照射された円柱体1を撮像した画像データからラインレーザ光La、Lbが投光された円柱周面1Aの位置と深さを割り出して、展開仮想画面配列の仮想円柱面の階層にプロットし、表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部および展開仮想画面配列に各種条件で層別に入れられたデータを総合的に評価して円柱体1の合否を判定することができる。このように多数の条件に基づいて異常部を検出でき、また、これらを多数の違った条件の層別仮想展開データとして総合的に異常部を抽出補完判定することから、より目視検査に近い外観検査が行える。
しかも、これらの検査を1つのカメラ14の簡単な装置構造をなす円柱周面検査装置10で実施でき、検査員の目視外観検査に近い検査を自動装置化させることができる。
【0059】
次に、本発明の第二の実施の形態について、図6乃至図9に基づいて説明するが、上述の第一の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第一の実施の形態と異なる構成について説明する。
図6は第二の実施の形態による円柱端面検査装置の平面図、図7は図6に示す円柱端面検査装置のC−C線断面図、図8は円柱端面検査装置による外観検査方法の処理の流れを示したフローチャート、図9(a)〜(i)は検査時における円柱体の移動状態を示す図である。
【0060】
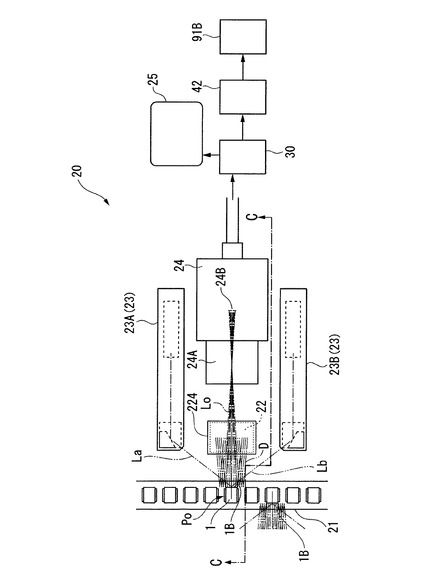
図6及び図7に示すように、第二の実施の形態による外観検査装置は、円柱体1の両円柱端面1B、1Bを検査するための円柱端面検査装置20である。この円柱端面検査装置20は、搬送部21を挟んだ両側に搬送方向に互いにずらした位置に設けられている(後述する図10参照)。つまり、搬送部21を挟んで反対側にも同一の円柱端面検査装置20が線対称に配設されている。なお、図6及び図7は一方の円柱端面検査装置20を示した図であり、以下の説明では、その一方の円柱端面検査装置20の構成と検査方法について説明するものとする。
【0061】
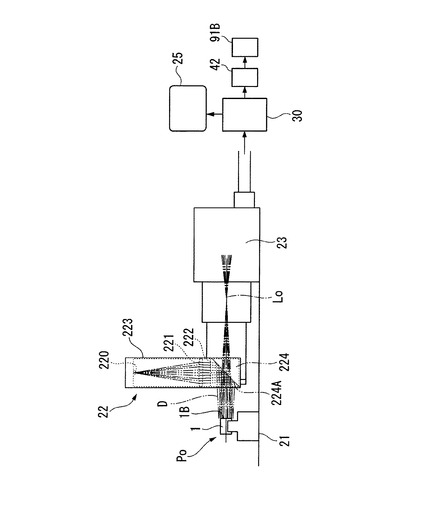
円柱端面検査装置20は、円柱体1を水平方向に移動させる搬送部21と、円柱体1の円柱端面1Bを照射する照明部22と、円柱端面1Bに所定の角度をもってラインレーザ光を投光するラインレーザ投光器23A、23B(23)と、移動する円柱体1の円柱端面1Bを撮像する二次元撮像素子のカメラ24と、カメラ24から出力される画像データを処理して異常部を抽出する画像処理装置30とから概略構成されている。
搬送部21は、円柱体1を、その円柱端面1Bの平面がカメラ24の撮影中心軸LOに直交する方向に向けられた状態で、カメラ24の撮影中心軸LOに対して直交する水平方向に移動させるものである。
【0062】
カメラ24は、撮像レンズ24Aと二次元撮像素子24Bとを装着しており、円柱体1の円柱端面1Bに対向して配置され、二次元撮像素子24Bの面が円柱体軸に直交する方向となるように配設されている。ここで、円柱体1の位置において、カメラ24の撮影中心軸LOが円柱体1の円柱体軸と一致するときの位置を中心位置P0として以下説明する。
【0063】
図7に示すように、円柱端面1Bの照明部22は、光源部220と凸型レンズ221が上下に一列状に配置されている。そして、光源部220と凸型レンズ221とはレンズフード体223によって囲われた状態となっている。さらに、これら光源の下方には、ハーフミラー箱224が設けられている。そして、ハーフミラー箱224の内部には、光源部220から照射される光線の光軸に対して45度に傾斜したハーフミラー224Aが収納されている。 このハーフミラー224Aは、光源部220から照射された光線を、搬送部21を移動する円柱体1の円柱端面1Bに向けて反射させるものである。そして、光源部220から照射された光線は、凸型レンズ221によって集束させられ、ラインレーザ光の色と混じらないようにする(R)カットフェルター222を通し、適度な照明光となり、ハーフミラー224Aで反射して照明光Dとなり、円柱体1の円柱端面1Bの正常面を照明し、円柱端面1Bが明瞭に撮像できる照明となる。
【0064】
図6に示すように、ラインレーザ投光器23A、23Bは、カメラ24の撮影中心軸LOを挟んで両側(図6の上下方向)に配置されている。そして、各ラインレーザ投光器23A、23Bから投光されるラインレーザ光La、Lbは、直線状をなしていて、中心位置P0に位置する円柱体1の円柱端面1Bの中心付近に二本の並行ラインとして投映されるように設置されている。つまり、ラインレーザ光La、Lbの光軸は、カメラ24の撮影中心軸LOに対して所定の角度をなすように位置している。
そして、ラインレーザ光La、Lbは、円柱体1の円柱端面1Bに投光され、その円柱端面1Bに投映ライン、すなわちラインレーザ光La、Lbが投光された円柱端面1B(以下、ラインレーザ投光表面という)を形成する。このラインレーザ投光表面がカメラ24で撮影されて画像データとして取り込まれることになる。
【0065】
また、画像処理装置30の具体的な構成、すなわち、送受信部31と、画像記憶部32と、画像処理部33と、異常検査部34と、条件情報記憶部35と、判定部36との構成については、第一の実施の形態の画像処理装置30(図3参照)と同様の構成であるため詳しい説明は省略し、画像処理装置30に関しては図3を用いて説明する。
【0066】
次に、上記のように構成された第二の実施の形態による円柱端面検査装置20を用いて、円柱体1の円柱端面1Bを検査する外観検査方法について、図面に基づいて説明する。
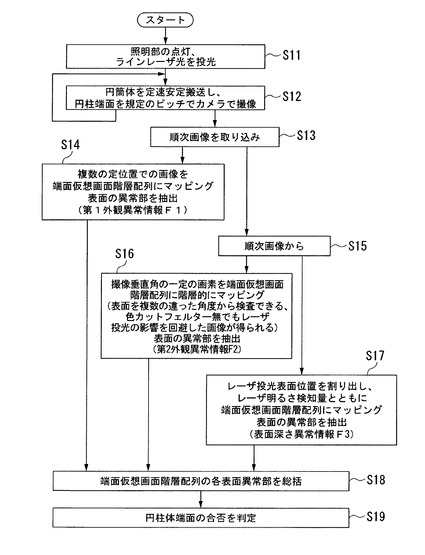
図6乃至図9に示すように、カメラ24にRGBカラーカメラを使い、先ず、ステップS11で、Rカットフェルター222を入れた照明部22を点灯して照明光Dとし、R色の(たとえば波長635nmの)ラインレーザ投光器23A、23BもONとして投光する。
【0067】
次に、ステップS12で、図6のように定速で安定して連続して流れる円柱体1の円柱端面1Bをカメラ24によって規定のピッチで複数の画像を撮像する。なお、ここでは、R色のラインレーザ投光をした装置を取り上げたが、被写体である円柱端面1Bが正常色、異常色となる実態に合わせて、GやRまたは特定単波長のラインレーザを使い、この色を照明光からカットするカットフェルターを用いることになる。
そして、ステップS12で撮像した複数の画像データは、図3に示す画像処理装置30へ順次出力される。そして、これら複数の画像データは、ステップS13で送受信部31によって画像記憶部32に順次取り込まれる。
【0068】
ここで、中心位置P0で撮像された画像は、円柱端面1Bの正常面では照明が正反射して、その端面全域に均一の明るさで撮像される。円柱端面1Bに反射率の違った異常部がある場合にはその異常部が正常部と違った明るさで映る。また、撮像位置P1及び撮像位置P2で撮像された画像は、それぞれ中心位置P0の画像とは搬送前後方向にズレた異なる撮像角の画像となる。
【0069】
ステップS14では、順次取り込まれた画像のうち、中心位置P0で撮像された画像を含む、予め定められていた位置で撮像された画像と、この画像のGとBの(R以外の)画像データを、画像再構成部33Aで、中心位置P0で撮像された画像位置をベースにした端面仮想画面階層配列に、被写体である円柱体1の円柱端面1Bの相対位置を補正して層別にマッピングする。
例えば、0層は中心位置P0(図9(e))の画像を、そして、1層は図9(f)、2層は図9(g)、3層は図9(d)、4層は図9(c)の円柱端面1Bの相対位置を補正して各層に各画像の画像データをマッピングしたものとなる。これらの層の画像は円柱端面1Bの位置とそのまま重なるものとなる。これらは、円柱端面1Bを検査員が直角方向から見た円柱端面、少し右から見た円柱端面、右から見た円柱端面、少し左から見た円柱端面、左から見た円柱端面に相当する視覚効果をもったものに相当する画像である。このとき、GとBの(R以外の)画像からの画像データはラインレーザ光の影響を受けないものとなる。
【0070】
さらに、ステップS14では、外観異常検査部34A(図3参照)において、中心位置P0における撮像画像から、条件情報記憶部35に予め記憶させてある正常部の標準基準情報などの条件で円柱端面1Bの外観の異常部を抽出する。
また、撮像角の違う撮像位置P1、P2における円柱端面1Bの画像とも端面仮想画面階層配列に相対位置を補正して層別にマッピングされており、異常検査部34において条件情報記憶部35に予め記憶させてある撮像位置P1及びP2の正常部の標準基準情報などの条件で、撮像位置P1及びP2の視差や明るさ等の違った画像情報も加味し、円柱端面1Bの外観の異常部を総合的により正確に抽出する(第1外観異常情報F1)。
【0071】
次に、ステップS15では、画像記憶部32に取り込まれた円柱端面1Bのカメラ24で撮られた順次画像から、円柱端面1Bに投光されたラインレーザ光が映る可能性のある領域からラインレーザ光の色(例えばRの)画像とラインレーザ光の色がない(例えばGBの)画像データを分ける。
【0072】
そして、ステップS16では、ラインレーザ光が映っていない画像データから、画像再構成部33Aで、X1からXnの数か所の撮像垂直角の一定の画素を端面仮想画面階層配列に、中心位置P0における撮像画像とマッチングするように階層的にマッピングすることで、円柱端面1Bの表面外観を複数の違った角度から見た様な画像を再構成し、検査員が円柱体1をピンセットで持って円柱端面を傾けながら円柱端面を観察する(違った角度からの)外観検査に対応する様な複数の画像データを得る。
また、選択する撮像垂直角の所をラインレーザ光が映る部分を外せば、色カットフェルターを用いずに、ラインレーザ投光検査と外観検査も同時に行うことも可能となる。
【0073】
外観異常検査部34A(図3参照)において、複数の違った角度の再構成画像から、条件情報記憶部35に予め記憶させてある該当する異常部抽出条件で円柱端面1Bの外観の異常部を抽出する。複数の違った角度の再構成画像の視差や明るさ等の違った画像情報も加味し、円柱端面1Bの外観の異常部を総合的により正確に抽出する(第2外観異常情報F2)。
【0074】
次に、ステップS17では、図3に示すラインレーザ投光画像処理部33B及び表面深さ異常検査部34Bにおいて、カメラ24によって撮像された画像データ(ここでは、ステップS12で撮像してステップS15で端面1Bに投光されたラインレーザ光が映っている色(例えばRの)画像を分離した画像データ)から、映っているラインレーザ光投映位置を検知し、円柱端面1Bのラインレーザ投光表面の立体情報を割り出し、中心位置P0の画像にマッチングする当該端面仮想画面階層配列にマッピングする。さらに、この画像のレーザライン光の明るさを端面仮想画面階層配列にマッピングしてレーザ拡散光画像F4をも生成する。
これら円柱端面1B全面のデータから、条件情報記録部35の円柱端面1Bの基準立体表面を参照し、表面深さの異常部を抽出(表面深さ異常情報F3の抽出)し、端面仮想画面階層配列にマッピングする。
【0075】
次に、ステップS18では、図3に示す異常検査部34において、抽出された上記各情報(F1〜F4)はそれぞれ端面仮想画面階層配列に位置同期で階層的にマッピングされている。階層的にマッピングされている複数の端面仮想画面階層配列を条件情報記録部35の特性ロジックで総合的に補完評価し、特異な異常部を抽出する(特異異常情報F5の抽出)。
例えば、焼結研削円柱体端面にみられる深さのある欠けの様な欠陥では、正反射が少ない角度の欠けの剥離面が、第1外観異常情報F1と第2外観異常情報F2で検知されるが、一部で正常面と見分けにくい所が出てくることがある。表面深さ異常情報F3では、両方向からのラインレーザ光の投映面を使うことにより、欠けの立体形状が計測でき、欠けの大きさや体積等でも評価判定ができる。大量生産の焼結研削円柱体に発生しやすい端面擦り跡や焼結剥離跡では、第1外観異常情報F1と第2外観異常情報F2での異常部抽出データに、表面深さ異常情報F3での表面計測データを加味して、検査員並みのレベルで判定する。表面の変色については、第1外観異常情報F1と第2外観異常情報F2のデータから総合的に評価し、特異異常情報F5とし、判定する。付着物については、表面深さ異常情報F3の表面異常と第1外観異常情報F1と第2外観異常情報F2のデータを加味し、総合的に評価し、異常部を特異異常情報F5とし、判定する。
【0076】
続いて、ステップS19では、判定部36において、抽出された特異異常情報F5を予め設定された異常部の合否基準情報と比較して評価し、円柱体1の円柱端面1Bの合否を判定することにより、円柱体1の不良部を確定し、合否及び保留を判定する。
そして、検査後の円柱体1は、第一の実施の形態と同様に、良品として合格判定された円柱体1は搬送部21で合格品ストック部60へ搬出し、不合格および保留と判定された円柱体1は判定結果と同期して選別部91Bで選別されて搬送部21外に排出する。
【0077】
このように、本第二の実施の形態による円柱端面検査装置20の外観検査方法では、円柱体1を搬送部21で搬送しながら静止させることなく外観検査行うことができ、第一の実施の形態と同様に簡単な装置構造で、多数の条件にて外観及び表面深さの異常部等を抽出し、それらを評価して検査できることから検査員による目視検査に近いレベルの検査を行うことができる。
【0078】
以上、本発明による外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置の第一及び第二の実施の形態について説明したが、本発明は上記の第一及び第二の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、照明部12、22、ラインレーザ投光器13、23の構成、設置数は任意に定めることができる。つまり、第一及び第二の実施の形態ではラインレーザ投光器を二台使用しているが、三台以上のラインレーザ投光器を使用してもよい。要は、第一及び第二の実施の形態は、標準的な構成であり、照明の大きさ、配置個所、間隔等は円柱体1の円柱体のサイズ、曲率、正常周面の状態や検出すべき欠陥の必要分解能等に応じて調整すればよいのである。
【0079】
また、第一の実施の形態において、照明部12とラインレーザ投光器13を同時に照射させた画像を撮像せずに、別々の画像を処理するようにして、さらに高精度な検査を行うようにしてもよい。つまり、上述した明視野から暗視野の展開画像が得られる縞模様のできる状態の照明で円柱体1を1回転させた画像をカメラ14で撮像する。さらに、2回転目でラインレーザ投光器13A、13Bによりラインレーザ光La、Lbを投光した画像をカメラ14で撮像し、複数画像から必要な場所の画素を取り出して再構成することで、複数の展開画像データを得ることで外観異常部などを抽出してもかまわない。
【0080】
また、図2では、円柱体1の5個の周面を同時に撮像して検査している。通常の撮像レンズ14Aを使うと、真中の円柱体1に比べて外側の円柱体1は軸方向に撮像角がつくため、真中の円柱体1より撮像角がついた画像となる。このために、真中の円柱体1の検査画像と外側の円柱体1の画像が同じにはならない。
そして、円柱体1の位置による違いが現実的に許容できないほど厳しい要求に対処するためには、同時に撮る個数を許容できる個数(最小1個)まで減らすようにする。或いは、撮像レンズ14Aにテリセントリック系のレンズを用いる。または、撮像レンズ14Aと円柱体1との間に、円柱体1の軸に平行に変形シリンドリカルレンズを入れて、真中の円柱体1に比べて外側の円柱体1も軸方向の撮像角が同じ様な画像が得られるようにする、または放物面鏡のテレセントリック光学系を使うことでも対処ができる。また、サイド照明12Dを平行光照明にする。但し、装置化が複雑で大型になる等のデメリットもでるので、現実的に許容できる範囲でシンプルな構成とすることが望ましい。
【0081】
また、本発明に係る円柱周面外観検査装置では、前項の照明とラインレーザ光の投光が同時に行われた画像から、上記の外観検査異常及び表面深さ異常検査を行うが、同一の画像で行うとそれらの位置関係が確定しやすく、表面の位置のマッチングが精度良く高速で行うことができ、検査時間も短くできる。このときはラインレーザ光の投光位置が照明の暗視野位置になるようにするのが好ましい。
但し、時間より検査精度を重視する場合は、照射して一周撮像した後に、照明を消してラインレーザ光を投光してもう一周撮像し、この一周目の画像と二周目の画像とのズレを表面の特徴点のズレ検知を行い、ズレ分を補正した一周目と二周目のペレット表面位置データから前項の総合的判定を行うこともできる。
【0082】
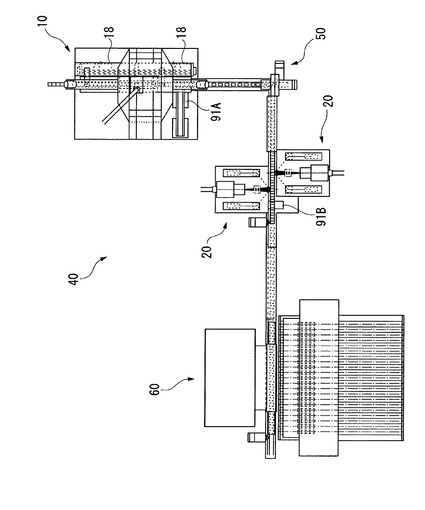
さらに、本第一の実施の形態では円柱周面検査装置10、第二の実施の形態では円柱端面検査装置20を外観検査装置としているが、これらに限定されることはなく、例えば円柱周面検査装置10と円柱端面検査装置20とを組み合わせ、円柱体の円柱周面と円柱端面の両者を検査可能とした外観検査装置40(図10参照)を採用してもよい。ここで、図10における符号50は円柱体1の方向転換部、符号60は外観検査で合格判定された円柱体の回収部を示している。この外観検査装置40による円柱体は、円柱周面検査装置10から方向転換部50を通過し、円柱端面検査装置20、20を通って回収部へと順次移動して外観検査されることになる。
【図面の簡単な説明】
【0083】
【図1】本発明の第一の実施の形態による円柱周面検査装置の側面図である。
【図2】図1に示すB−B線断面図である。
【図3】画像処理装置の概略構成を説明する図である。
【図4】円柱周面検査装置による外観検査方法の処理の流れを示したフローチャートである。
【図5】各条件で抽出された異常部の層別展開仮想画面配列の絵の一例を示す図である。
【図6】第二の実施の形態による円柱端面検査装置の平面図である。
【図7】図6に示す円柱端面検査装置のC−C線断面図である。
【図8】円柱端面検査装置による外観検査方法の処理の流れを示したフローチャートである。
【図9】(a)〜(i)検査時における円柱体の移動状態を示す図である。
【図10】本発明の他の実施の形態による外観検査装置を示す平面図である。
【符号の説明】
【0084】
1 円柱体
1A 円柱周面
1B 円柱端面
10 円柱周面検査装置
11 回転部
12、22 照明部
13、23 ラインレーザ投光器
14、24 カメラ
20 円柱端面検査装置
21 搬送部
30 画像処理装置
33 画像処理部
33A 画像再構成部
34 異常検査部
34A 外観異常検査部
34B 表面深さ異常検査部
36 判定部
【技術分野】
【0001】
本発明は、円柱体の外観の合否を判定するための外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置に関する。
【背景技術】
【0002】
従来、円柱形状をなすペレットの品質を維持するために、外観検査が行なわれている。その検査方法として、外観検査装置を用いる方法がある。周面外観検査装置では、円柱体を回転しながら、落射照明等で撮像検査部を均一に照明し、ラインセンサにて回転中の円柱体を撮像し、異常部を検出することにより検査を行なうものである。そして、このときの検査では、一方向からの照明光が照射された検査部をラインセンサによって撮像した画像信号を用いて行なわれていた(例えば、特許文献1参照)。また、端面外観検査装置は、適度な照明下のペレット中心で撮られた二次元画像を用いて外観検査を行うものである(例えば、特許文献2、3参照)。
また、一つの方向からのレーザ光照射三角測量法によりペレットの表面距離を測定すると共に、その正反射光強度或いは散乱光強度を用い、それらの測定情報を合わせて周面及び端面の検査を行う方法が、特許文献4、5に開示されている。
【特許文献1】特開平3−253963号公報
【特許文献2】特開平6−51091号公報
【特許文献3】特開平7−27712号公報
【特許文献4】特開平3−226696号公報
【特許文献5】特開平8−15162号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来技術によるペレットの外観検査方法では、以下のような問題があった。
すなわち、少量のペレットの外観検査では検査員による目視検査で対応することができるが、検査個数が増えてくると検査員の疲労などの不安定性要因が増えることになる。また、放射線量が高いMOX燃料ペレットのようなものに対して長時間目視検査はできないという現状があった。
そして、特許文献1〜5に記載されている周面及び端面外観検査装置では、特徴的な表面異常外観検査、すなわち照明や撮像角などがある一定条件下でS/Nがとれる特定の欠陥を検出できるように装置化し、さらに自動化させることは可能であるが、検査員によって行われる目視外観検査のように各種各様の欠陥やその深さの大きさ等を総合的に判断してペレットの合否を判定することはできないといった問題があった。つまり、検査員は特異な兆候を見つけると、その特異な部分および周辺を見る角度を変えたりしながら、暗視野や明視野状況下で異常を観察し、内容を把握し、異常部の深さまで見て、そのペレットの合否を判定しているという現状があった。
【0004】
そして、この問題に対応するために、これらの複数の欠陥検知ができるように多数のカメラや、多くの画像装置をすべて配置して検査ラインを構築すると、その装置は複雑で大掛かりなラインシステムとなり、メンテンスの手間や時間がかかり、広大な設置スペースが必要となることから採用しにくく現実的ではなく、検査員による目視外観検査に代われる高いレベルの検査を自動装置化することは困難となっていた。また、これらの情報を別個に採取していたのでは、その異常部の情報を位置までマッチングして総合的に判断することは困難であるという問題があった。
【0005】
本発明は、上述する問題点に鑑みてなされたもので、円柱体の検査において、簡単な装置構造で、固定された1台の二次元カメラで連続撮像するだけで、目視検査に近い多数の条件にて外観の異常部と表面深さの異常部を補完し、総合的に評価して検査できるようにした外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る外観検査装置は、円柱体の外観を検査する外観検査装置であって、円柱体の円柱周面に、円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、円柱体の径方向外方から円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、円柱体軸を中心に回転する円柱体の円柱周面を撮像する二次元撮像素子のカメラと、照明部で照射された円柱体の円柱周面を撮像した複数の画像データより、円柱周面の外観の異常部を抽出する外観異常検査部と、ラインレーザ光が投映された円柱体の円柱周面を撮像した複数の画像データより、ラインレーザ光が投光された円柱周面の位置を割り出し、円柱周面の表面深さの異常部を抽出する表面深さ異常検査部と、少なくとも外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する判定部とを備えていることを特徴としている。
【0007】
本発明では、円柱周面に映る縞模様領域をカメラで撮像した全周にわたる複数の画像データはそれぞれ明視野から暗視野までの照明および異なった撮像角条件下での表面位置が同定できる複数の展開画像を再構成し、これらの展開画像を用いて外観異常検査部において、位置がマッチングされている複数の条件の違った展開画像から円柱周面における外観の異常部を抽出することができる。また、表面深さ異常検査部においてラインレーザ光が投映された円柱周面をカメラで撮像した画像データからラインレーザ光が投光された円柱周面の表面位置を割り出し、その表面深さを計算し展開画像にマッピングする。そして表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部を判定部において互いに評価して円柱体の合否を総合的に判定することができる。このように多数の条件の表面位置が合っている展開画像データに基づいて異常部を検出することができ、総合的に判定できることから、より目視検査に近い外観検査を行なうことができる。
【0008】
また、本発明に係る外観検査装置では、照明部で照射された円柱周面をカメラで撮像した画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる展開画像データを生成する画像再構成部が設けられていることが好ましい。
【0009】
本発明では、画像再構成部によって、例えば、画像データから円柱体軸に対して照明および撮像角条件が同一となる画素のラインにおける画素データを抽出し、その画素データを再構成して展開画像データを生成することができる。再構成された展開画像データは、円柱体の円柱周面を展開平面として一定の照明および撮像角条件の円柱表面を撮像したもの、すなわち展開画像データはそれぞれ照明および撮像角条件の異なった展開画像データとなるため、検査要求に合った異常部を検出することができる。
【0010】
また、本発明に係る外観検査装置では、円柱体の外観を検査する外観検査装置であって、円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、移動する円柱体の円柱端面を撮像する二次元撮像素子のカメラと、照明部で照射された異なる位置にある円柱体の円柱端面を撮像した複数の画像データより、円柱端面の外観の異常部を抽出する外観異常検査部と、ラインレーザ光が投映された異なる位置にある円柱体の円柱端面を撮像した複数の画像データより、ラインレーザ光が投光された円柱端面の位置を割り出し、円柱端面の表面深さの異常部を抽出する表面深さ異常検査部と、少なくとも外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する判定部とを備えていることを特徴としている。
【0011】
本発明では、円柱端面を二次元撮像素子のカメラで撮像した画像データを用い、外観異常検査部において円柱端面における外観の異常部を抽出し、表面深さ異常検査部において画像データからラインレーザ光が投光された円柱端面の位置を割り出して表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部を判定部において評価して円柱体の合否を総合的に判定することができる。このように多数の条件に基づいて異常部を検出することができることから、より目視検査に近い外観検査を行うことができる。
【0012】
また、本発明に係る外観検査方法では、円柱体の円柱周面に円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、円柱体の径方向外方から円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、円柱体軸を中心に回転する円柱体の円柱周面を撮像する二次元撮像素子のカメラとを用いて円柱体の外観を検査する外観検査方法であって、円柱体を回転させながら円柱体の円柱周面をカメラで撮像する工程と、照明部で照射された円柱周面を撮像した複数の画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる複数の展開画像データを生成する工程と、照明および撮像角条件が異なる展開画像データから円柱周面の外観の異常部を抽出する工程と、ラインレーザ光が投映された円柱周面を撮像した複数の画像データより、ラインレーザ光が投光された円柱周面の位置を割り出し、円柱周面の表面深さの異常部を抽出する工程と、少なくとも抽出された外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する工程とを有していることを特徴としている。
【0013】
本発明では、照明部によって回転する円柱周面に映る縞模様の領域をカメラで撮像し、その画像データを画像処理して展開画像データを生成することができる。この展開画像データは、円柱周面を展開平面として一定の照明および撮像角条件をなす円柱表面の画像をなし、それぞれ照明および撮像角条件の異なった特徴ある展開画像データとなり、この展開画像データから外観の異常部を抽出することができる。そして、ラインレーザ光が投光された領域の撮像画像データからラインレーザ光が投光された円柱面の位置を求め、この位置より表面深さを計算して立体情報を割り出し、例えば表面深さの標準基準情報などと比較して円柱周面の表面深さの異常部を抽出することができる。そして、これら抽出した外観の異常部及び表面深さの異常部に基づいて円柱体の合否を判定することができる。
【0014】
また、本発明に係る外観検査方法では、円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、移動する円柱体の円柱端面を撮像する二次元撮像素子のカメラとを用いて円柱体の外観を検査する外観検査方法であって、円柱体を移動させながら照明および撮像角の条件が異なる位置にある円柱体の円柱端面をカメラで撮像する工程と、撮像角条件が異なる位置にある円柱端面を撮像した複数の画像データより、円柱端面の外観の異常部を抽出する工程と、ラインレーザ光が投映された円柱端面を撮像した複数の画像データより、ラインレーザ光が投光された円柱端面の位置を割り出し、円柱端面の表面深さの異常部を抽出する工程と、少なくとも抽出された外観の異常部及び表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、円柱体の合否を判定する工程とを有していることを特徴としている。
【0015】
本発明では、照明部によって照射された移動する円柱端面をカメラで撮像し、撮像された複数の画像データが移動位置によってそれぞれ照明および撮像角条件の異なった特徴ある画像データとなり、これらの画像データから外観の異常部を抽出することができる。
そして、ラインレーザ光が投映された移動する円柱端面をカメラで撮像する。撮像された複数の画像データからラインレーザ光が投光された円柱端面の位置を求め、この位置より表面深さを計算して立体情報を割り出し、例えば表面深さの標準基準情報などと比較して円柱端面の表面深さの異常部を抽出することができる。そして、これら抽出した外観の異常部及び表面深さの異常部に基づいて円柱体の合否を判定することができる。
【0016】
また、本発明に係る画像処理方法では、カメラで回転または移動する物体を検査及び測定する装置において、必要な階層を持つ仮想画面配列を使い、展開仮想画面配列の階層に時間的に展開する撮像条件の同じ画素を、階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、複数の撮像条件の違った階層の画像再構成画像データを得て、これらの撮像条件の違った多階層の展開仮想画面配列から予め定められたロジックで、必要な階層の展開仮想画面配列のデータを総合的に解析して得られた情報を階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、これらの多階層の展開仮想画面配列から予め定められたロジックで、対象物の表面を総括的に識別判断することにより、物体を検査及び測定することを特徴としている。
【0017】
本発明では、連続撮像している1台のカメラの画像から、位置が同期した多条件の展開画像を層別に得ることができる。
【0018】
また、本発明に係る外観検査装置では、上述した画像処理方法を利用することを特徴としている。
【0019】
本発明では、マッチング処理された複数の展開画像データより、異常部を容易に抽出することができるとともに、異常部を重ね合わせて同じ円柱周面の位置に表示でき、これらの多重のデータの相関に基づいて異常部を抽出することができ、各階層の共通する位置にある対象物の表面を総括的に識別判断することができる。
【0020】
また、本発明に係る外観検査方法では、物体表面検査装置において、カラーカメラを使用し、特定の波長のラインレーザ光をカメラ光軸から角度を持たせて投光するとともに、ラインレーザ光の特定の波長をカットした照明光で照明して物体表面を撮像し、その撮像画像からラインレーザ光の特定の波長の色の画像を抜き出し、この画像より表面位置を割り出すとともに、撮像画像から前記ラインレーザ光の特定の波長の色以外の画像を抜き出し、この画像より表面状態を割り出し、割り出した表面位置及び表面状態から物体表面の形状と合否を含めた識別を行うようにしたことを特徴としている。
【0021】
本発明では、連続撮像している1台のカラーカメラの画像から、同時に多条件の展開画像を層別に得ることができ、ラインレーザ光の投映面の情報も同時に得ることができる。これにより、これらの情報が容易に位置のマッチングした情報として扱えることができる。また、このような外観検査方法を利用した外観検査装置では、これらの情報を別々に採取したり、二回に分けて撮ったりすることがなく、1台のカラーカメラからの画像で同時に撮れるので、装置が簡単で且つ安価なものとなる。さらに、同じ画像から各データが採取できるので、これらのデータの位置合わせが簡単で信頼性の高いものとすることができる。
【発明の効果】
【0022】
本発明の外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置によれば、カメラで撮像した複数の画像データから照明および撮像角条件の異なる画像データを用いて円柱体の円柱周面或いは円柱端面における外観の異常部を抽出すると共に、ラインレーザ光が投映された円柱体を撮像した画像データからラインレーザ光が投光された円柱体表面の位置を割り出して表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部を総合的に評価して円柱体の合否を判定することができる。このように多数の条件に基づいて異常部を検出できることから、より目視検査に近い外観検査が行える。
しかも、これらの検査を簡単な装置構造をなす外観検査装置によって実施することができることから、検査員の目視外観検査に近い検査を自動装置化させることができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明の外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置の第一の実施の形態について、図1乃至図5に基づいて説明する。
図1は本発明の第一の実施の形態による円柱周面検査装置の側面図、図2は図1に示すB−B線断面図、図3は画像処理装置の概略構成を説明する図、図4は円柱周面検査装置による外観検査方法の処理の流れを示したフローチャート、図5は各条件で抽出された異常部の層別展開仮想画面配列の絵の一例を示す図である。
【0024】
図1に示す符号10は、本第一の実施の形態による外観検査装置をなす円柱周面検査装置であり、検査対象の円柱体被検査試料をなす円柱体1の円柱周面1Aを検査する装置である。
円柱周面検査装置10は、円柱体1を所定の検査位置で円柱体軸を中心にして周方向に回転させる回転部11と、円柱体1の円柱周面1Aに光を照射する照明部12と、円柱体1の径方向外方から円柱周面1Aに向かってラインレーザ光La、Lbを投光するラインレーザ投光器13A、13B(13)と、円柱体軸を中心に回転する円柱体1の円柱周面1Aを撮像する二次元撮像素子のカメラ14と、カメラ14から出力される画像データを画像処理して円柱体1の異常部を抽出する画像処理装置30とから概略構成されている。
【0025】
回転部11は、1対のローラ11A、11Aと、ローラ11A、11Aを回転させるためのローラ駆動モータ11Bとを備えている。回転部11は、ローラ駆動モータ11Bによってローラ11A、11Aを一定速度で回転させることで、円柱体1を円柱体軸を中心に一定の周速度で回転させる。なお、ローラ11A、11Aは、円柱体1の軸方向の長さに合わせてその円柱体1を安定して回転させることができるように適宜な長さに設定されている。
【0026】
カメラ14は、撮像レンズ14Aと二次元撮像素子14Bとを装着しており、カメラ14の撮影中心軸Loがローラ11A、11A上にある円柱体1の円柱体軸に対して直角になるように、すなわち二次元撮像素子14Bの面に対して円柱体1の円柱体軸が鉛直方向となるように配置されている。そして、カメラ14は、円柱体1の円柱周面1Aに映る縞模様(詳しくは後述する)の領域を、予め定められている周方向の分解能に応じた速度で撮像し、その画像データを画像処理装置30に出力するものである。このとき、カメラ14は、円柱体1の円柱体軸と二次元撮像素子14Bの撮像走査ラインとが平行となるように配置されることになる。
【0027】
図1に示すように、照明部12は、円柱体1の軸方向に平行に配置された複数の試料軸平行照明12A、12A、…と、遮光板12Bと、試料軸平行照明12A、12A、…及び遮光板12Bを支持する照明支持体12Cと、サイド照明12D、12D(図2参照)とから構成されている。
試料軸平行照明12A、12A、…は、円筒体軸に平行に指向性を持たせるカマボコ型レンズが付いた断面円柱状あるいは楕円状などをなし、円柱体1の円柱周面1Aにその円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように、照明支持体12Cに互いに間隔を空けて配置されている。遮光板12Bは、各試料軸平行照明12Aの間が暗くなるように、光学黒染めのものが用いられている。
【0028】
これにより、試料軸平行照明12A、12A、…は、円柱体1の円柱面正常部に対してカメラ14が撮影する撮像画像に連続した明るさの縞模様が形成されることになる。そして、その円柱体周面画像データは場所によりそれぞれ明視野から暗視野までの特徴のある照明および撮像角条件下での特徴ある画像となり、これらの画像から位置を合わせて照明および撮像角条件が同じ仮想展開画像を層別に再構成することにより円柱体1における外観異常部を検出することができる。
なお、試料軸平行照明12Aの種類、大きさ、配置位置、明るさは、円柱体1の同芯度、外径のばらつき、曲がり、異常部種類及びどのくらいの欠陥検出精度を要求するかに基づいて最適な配置が定められている。
【0029】
また、照明支持体12Cには、円柱体1の垂直軸上の位置に開口部12aが形成されている。カメラ14は、この開口部12aを通じて円柱体1の円柱周面1Aを撮像することができる。このように、試料軸平行照明12A、12A、…の照明光は、円柱体1の円柱周面1Aの正常表面に反射し、その反射光が、図1の密集した二点鎖線Aに示される撮像光路により柱状の遮光板14Cの中を通じてカメラ14に到達する。そして、カメラ14に到達した反射光は、撮像レンズ14Aで集光され、二次元撮像素子14Bで撮像されることになる(明視野)。この明視野領域では、ペレット周表面に金属介在物などの様な異常反射を起こす欠陥があるとより明るく写り、ピットや割れ等の正常反射をし難い欠陥は暗く写ることが多い。
また、正常周面での正反射光が撮像子に結像しない周面部は暗く写り、正常面と反射角度が違った異常面があると正常面より明るく写るところが出てくる(暗視野)。つまり、複数の角度が違った照明があるため、正常面と反射角度が違った異常面は暗視野で正常面より明るく写るところが出てくることから、これらを集めると異常部の全体が認識し易くなる。
【0030】
図2に示すように、両サイドのサイド照明12D、12Dは、円柱体1の円柱体軸に対して所定の角度をもった斜め上方位置に配置され、円柱体1の円柱周面1Aの暗視野被撮像部全長に向けて光(サイド光Lc)を、正常な円柱周面1Aのこのサイド光Lcの正反射光がカメラ14に入らない配置で照射する。そして、円柱周面1Aに打痕や傷などの欠陥部がある場合には、その欠陥部で反射した一部の光がカメラ14で撮像されて、欠陥部の一部が正常部より明るく映ることから、その異常部を抽出することで、円柱周面1Aの欠陥部などをさらに精度良く確認することができる。このように、サイド光Lcは、斜めの傷面において、正常面が暗視野になる画像部分に明るく映るような補完照明の役割を果たす構成をなしている。
【0031】
図1に示すラインレーザ投光器13A、13Bは、カメラ14の撮影中心軸LOを挟んで左右両側(図1の左右方向)に配置されている。各ラインレーザ投光器13A、13Bから投光されるラインレーザ光La、Lbは、線状をなしていて、円柱体1の円柱周面1Aに対して一定の角度で照射し、円柱端面1Bに投映ラインを形成している。つまり、ラインレーザ光La、Lbの光軸は、カメラ14の撮影中心軸LOに対して任意の角度をなしている。
【0032】
そして、投映ライン、ラインレーザ光La、Lbが投光された円柱周面1A(以下、ラインレーザ投光表面という)がカメラ14で撮像されて、ラインレーザ投光表面から拡散反射されてくる光が画像データとして取り込まれることになる。その画像データは、ラインレーザ投光表面の画像を画像処理することで、円柱体1の円柱周面1Aにおける研削状態、欠けの表面深さ(外径方向の深さ寸法)、外径異常やへこみ状異常部などの異常部を検出することができる。具体的には、画像処理装置30で画像データを処理することにより、投光された表面の位置を割り出し、その高さ(表面深さに相当)を計算し、円柱周面1Aの表面異常が深さを有するものか、或いは表面粗程度のものかを判別し、さらに欠け部の体積を算出して評価することもできる。
このとき、投光されるラインレーザ光La、Lbの左右からの二本のラインレーザ光の各測定データを、位置をマッチングして補完して表面深さを測定することで、表面の深さをより精度良く確実に測定できる。
【0033】
図3に示すように、画像処理装置30は、送受信部31と、画像記憶部32と、画像処理部33と、異常検査部34と、条件情報記憶部35と、判定部36とを有している。
送受信部31は、カメラ14に接続され、カメラ14に対して撮像条件、データ送信条件、撮像開始信号、撮像終了信号などを送信すると共に、カメラ14から撮像された画像の画像データを受信するものである。
【0034】
そして、画像処理装置30は、カメラ14で撮影した画像データを送受信部31によって受信してから画像記憶部32へ取り込み、その画像データを画像処理部33で画像処理し、異常検査部34において条件情報記憶部35に予め記憶させてある正常部の標準基準情報などと比較して円柱体1(図1参照)の外観の異常部(欠け、割れなどの欠陥部)や表面深さの異常部を抽出し、これら抽出した周表面位置がマッチングされている異常部を条件情報記憶部35に予め記憶させてある総合評価合否基準情報で総合的に評価したデータに基づいて円柱体1の合否を判定するものである。
【0035】
画像処理部33は、画像再構成部33Aと、ラインレーザ投光画像処理部33Bとからなる。画像再構成部33Aでは、画像記憶部32に記憶されている円柱体1(図1参照)の1周分或いは1周分以上の複数の画像データを再構成して、複数の展開画像データを生成するものである。例えば、画像データから円柱体軸に対して照明および撮像角条件が同一となる画素のラインにおける画素データを抽出し、その画素データを円柱体1の円柱周面位置を同期化させる展開仮想画面配列に階層的に再構成して、円柱体の円柱面位置が同期した複数の展開画像データを生成することができる。そして、このとき生成された展開画像データは、円柱体1の円柱周面1Aを展開平面として一定の照明および撮像角条件をなす円柱表面一周の画像となる。つまり、これら各展開画像データは、それぞれ照明および撮像角条件の異なった特徴ある円柱体の円柱面位置が同期した展開画像データとなるため、検査要求に合った異常部を検出することができる。
【0036】
また、これら各展開画像データは各展開画像データの円柱表面位置がマッチングされおり、明視野から暗視野までの照明および撮像角条件の異なった特徴ある展開画像データからそれぞれの検知条件で検知された異像部の位置を円柱表面一周の展開仮想画面配列に階層的にマッピングされる。この複数の違った条件から抽出された異常部を合成(OR、AND等)解析識別して、より正確な異常部/正常部を認識でき、その各条件によって、その表面の実態をより正確に把握できる。そして、これらを合成した画をモニタ15でモニタできる。
【0037】
ラインレーザ投光画像処理部33Bでは、撮像した画像データからラインレーザ光La、Lb(図1参照)の投映ライン、すなわちラインレーザ光が円柱体1の外周に投光された表面の位置を求め、このラインレーザ投光表面位置より円柱体1のその位置の表面深さが計算される。この値を一周分採取して円柱体1の外径データを得ることもでき、円柱体1の外周展開面の凸凹の深さも上述した展開仮想画面配列の階層の一つとしてラインレーザ投光表面位置にマッピングできる。さらに、ラインレーザ光La、Lbの表面反射光量についても採取しておくことができる。ここで、上述の外周展開面表面深さおよび表面反射光量、外径データを総称して上述した展開仮想画面配列の階層の一つとしてマッピングされた外周立体情報とする。
【0038】
欠け等の表面状況としては、ラインレーザ光La、Lbの一方において深さが検知し難いところが出てきたり、展開仮想画面配列に一部抜けが出てきたりする。これに対して、各ラインレーザ光La、Lbで求めた表面位置は、円柱表面一周の各階層の仮想展開画面配列に入れた後、ラインレーザ光La、Lbからの両データが補完又は平均化され、総合データとして円柱表面一周の仮想展開画面配列に階層的にマッピングされることで、より精度の高い計測ができる。
また、外周立体情報の外径データは、円柱体に逆構成し、計測歪等を補正して標準サンプルで校正し、外径及び外形歪測定値にすることもできる。
【0039】
異常検査部34は、外観異常検査部34Aと、表面深さ異常検査部34Bとからなる。
外観異常検査部34Aでは、画像再構成部33Aで生成した明視野から暗視野までの照明および撮像角条件の異なった展開画像データに基づいて、円柱体1の円柱周面1Aの外観の異常部を抽出する。そして、詳しくは後述するが、必要に応じて、仮想展開画面配列に階層的にマッピングされた複数の展開画像データから異常部(これを「特異な異常部」という)を抽出する。
また、表面深さ異常検査部34Bでは、上述した展開仮想画面配列に階層的にマッピングされた立体情報を、例えば予め条件情報記憶部35に記憶されている予め設定された正常部の標準基準情報と比較し、円柱周面1Aの表面深さの異常部を抽出する。
そして、異常検査部34Aと異常検査部34Bとのデータは相互に補完評価される。
【0040】
さらに、判定部36では、異常検査部34で抽出した円柱体1の円柱面位置を同期化させ階層化された展開仮想画面配列の外観の異常部や表面深さの異常部などを、予め設定された異常部の合否基準情報で総合的に評価し、円柱体1の合否(合格、保留、不合格など)を判定する。その結果は選別部91Aに送られ、円柱体1はこれら評価データと対応されて選別される。
【0041】
モニタ15は、画像処理装置30の送受信部31がカメラ14から受信した画像データ、及び階層化された展開仮想画面配列の再構成した展開画像データや抽出された異常部をマーキングした展開画像データなどを必要に応じて種々の画像や一覧を出力表示するものである。
【0042】
次に、上記のように構成された第一の実施の形態による円柱周面検査装置10を用いて、円柱体1の円柱周面1Aを検査する外観検査方法について、図面に基づいて説明する。
図1、図2、図3及び図4に示すように、先ず、ステップS1で、円柱体移動機構18で搬入搬送部19Aから回転部11の一対のローラ11A、11A上に配置した円柱体1の円柱周面1Aに、その円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように照明部12の試料軸平行照明12A、12A、…を点灯し、さらにサイド照明12D、12D(図2参照)を適当な明るさで点灯する。そして、両ラインレーザ投光器13A、13Bよりラインレーザ光La、Lbを投光する。
【0043】
次いで、ステップS2では、回転部11のローラ駆動モータ11Bを駆動させてローラ11A、11Aを一定の速度で回転させることで円柱体1を一定の周速度で回転させ、カメラ14によって、円柱体1の照明で縞模様に見える円柱周面1Aの領域を予め定められる周方向の分解能に応じたピッチ速度で撮像し、その画像データを画像処理装置30へ出力する。このときの画像データは、1周或いは1周を超える分の複数の画像データとなる。そして、それらの複数の画像データは、図3に示す画像処理装置30において送受信部31で受信され、画像記憶部32に取り込まれる。ステップS2に次いで、ステップS3及びステップS5のそれぞれに進む。
【0044】
なお、検査に要求されるレベルによっては、試料軸平行照明12A、12A、…、サイド照明12D、ラインレーザ投光器13A、13BをON、OFFさせるタイミングで撮像することにより、互いの干渉を無くした画像データとして得ることもできる。
【0045】
また、一部の色を外観検査から外してもよい場合における円柱体1の円柱周面1Aの検査では、カメラ14にRGBカラーカメラを使用し、例えば、ステップS1で、Rカットフェルターを入れた照明部12を点灯して照明光とし、R色の(例えば、波長635nmの)ラインレーザ光La、Lbを投光し、ステップS2で、回転している円柱体1の円柱周面1Aをカメラ14によって規定のピッチで複数の画像を撮像する。なお、ここではR色の(例えば、波長635nmの)ラインレーザ投光をした装置を取り上げたが、被写体である円柱端面1Bが正常色、異常色となる実態に合わせて、GやRのラインレーザを使い、この色を照明光からカットするカットフェルターを用いることが好ましい。
そして、画像データをカメラ14から送受信部31を通して画像記憶部32に取り込む時には、前記単色波長のラインレーザ光La、Lbの画像を抽出できる色画像を分離して、ステップS5で画像処理部33のラインレーザ投光画像処理部33Bで使う画像データとして記憶する。また、ラインレーザ光La、Lbによる色画像を除いた画像データは、後述するステップS3で画像処理部33の画像再構成部33Aに使用されることになる。
これにより、1つのカメラ14で、外観検査の各種条件の複数の展開画像およびレーザ投光による表面位置の検査画像が同時に得ることができる。
【0046】
次に、ステップS3では、画像再構成部33Aにおいて、撮像して画像記憶部32に取り込まれた複数の画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる複数の展開画像データを生成する。この複数の展開画像再構成では、円柱体1の円柱面位置を同期化させる展開仮想画面配列に階層的に再構成して、円柱体1の円柱面位置が同期した照明および撮像角条件が異なる複数の展開画像データを生成する。
このステップS3では、ステップS2で画像データを画像記憶部32に取り込みながら、或いは円筒体1の一周分の画像データを画像記憶部32に取り込んだ後にまとめて行うこともできる。
【0047】
次いで、ステップS4では、異常検査部34の外観異常検査部34Aにおいて、ステップS3で得られた複数の展開画像データそれぞれから、条件情報記憶部35に記憶されている異常及び正常部の標準基準情報で解析し、円柱周面1Aの外観の異常及び正常部を抽出する(第1異常部情報E1の抽出)。
【0048】
一方、ステップS2に続くステップS5では、画像処理部33のラインレーザ投光画像処理部33Bにおいて、上述したステップS2で撮像した各画像データから各ラインレーザ投光器13A、13Bにより投光されたラインレーザ光La、Lbの投映ライン(ラインレーザ投光表面)を抽出してラインレーザ投光表面の位置を求め、展開仮想画面配列の相当位置に対応した展開表面位置とその位置の深さを計算して確定し、展開仮想画面配列の表面深さの階層にプロットする。展開仮想画面配列の表面反射光量階層に表面反射光量もプロットする。これらより、円柱面の立体情報を割り出し、表面深さの異常部を抽出すると共に、ラインレーザ光表面反射光量や円柱体1の外径データや円柱面の凸凹を求める(第2異常部情報E2の抽出)。
このとき、二本のラインレーザ光La、Lbで求めた円柱表面は二重に求め、各階層の相当位置にプロット記憶される。円柱表面の状態によっては片側あるいは両側の測定精度が悪化または欠落することがあるが、これら二重に求めた表面データを補完あるいは平均化して用いることで、より実用的な円柱表面形状測定ができる。
【0049】
また、照明光とラインレーザ光との多少の干渉が検査に影響する時は、これらの光をカメラの撮像に同期させて交互あるいは任意のパターンで点滅させながら撮像して検査することもできる。
また、ステップS5での表面深さを測定して円柱体1の円柱面位置を同期化させる展開仮想画面配列に階層的にプロットする処理も画像データを画像記憶部32に取り込みながら、あるいは、一周分の画像データを画像記憶部32に取り込んだ後にまとめて行うこともできる。
【0050】
そして、ステップS6では、円柱体1の円柱面位置がマッチングされ階層的に展開仮想画面配列に入れられている複数の展開画像データより抽出した異常部(第1異常部情報E1)と、ラインレーザ光画像より抽出した異常部(第2異常部情報E2)とを重ね合わせて同じ円柱周面の位置に表示でき、これら複数の情報を総合的に補完評価することで、円柱体1の円柱面の状態をより正確に認識し、より正確な判定ができる第3異常部情報E3を得る。
例えば、共通する位置にある異常部を特定できるなど、それらの複数の階層の展開画像データの相関に基づいて、抽出された第1異常部情報E1および第2異常部情報E2を総合的に補完評価し、特異な異常部として抽出する(第3異常部情報E3の抽出)。
【0051】
図5は円柱体1の円柱面位置をマッチングして階層的に展開仮想画面配列に入れられた複数の各展開画像データより抽出した異常部(N1〜3)とラインレーザ光画像より抽出した異常部(N4)の複数の情報などを総合的に補完評価して得た異常部(N5)の層別展開仮想画面配列の絵の一例を示す図である。
図5に示す異常部の展開仮想画面配列の絵は、各条件の異なる展開画像およびラインレーザ光画像から抽出した異常部(N1〜4)と、これらの第1異常部情報E1と第2異常部情報E2から得られた第3異常部情報E3(N5)の異常部の例である。
なお、以下の説明では、各異常部は単に符号N1〜N5と略称する。
【0052】
例えば、焼結研削円柱体の検査においては、N1は円柱体1の円柱面の片側からの明視野で斜角で撮られてる場所の展開画像から抽出した異常部、N2は円柱体1の中心軸上(カメラ14の光軸)で暗視野で撮られている場所の展開画像から抽出した異常部、N3は暗視野で片側からのサイド照明軸部が撮られている場所の展開画像から抽出した異常部、N4は左右のラインレーザ光画像から抽出した異常部、N5は第3異常部情報E3の異常部の絵である。なお、これら異常部は、多様な条件の展開画像を使える本方法の特徴を生かし、特徴的な欠陥のS/Nの良い所を表示している。また、N1、N3では円柱体1の中心をはさんだ片側の部位での展開画像からの検知異常部を示しているが、N5を求めるに当たっては、円柱体1の中心をはさんだ反対側、及び各周辺の展開画像からも異常部が抽出され、多くの違った条件の展開画像からのデータに基づき、N5が確定される。
【0053】
焼結研削円柱体にみられる欠けの様な欠陥K1では、N1で正反射がしない角度の欠けの壁が、N2、N3で暗視野で正反射を起こす欠けの一部のエッジと壁が検知され、N4では欠けの壁面の一部が検知抜けになり易い所が出やすいが左右のラインレーザ光の画像で補完し、必要に応じて第1異常部情報E1でフォローして、欠けの立体形状を検知できる。そして、N5では、第2異常部情報E2に基づいて必要に応じて第1異常部情報E1でフォローした第3異常部情報E3の異常部が欠け全体の絵となる。
【0054】
焼結研削円柱体に発生しやすい周方向傷や研削傷の様な欠陥K2では、N1やN2でS/Nが小さいが、N3の暗視野展開画像でS/Nよく検知され(ハンドリングでの軸方向擦れあとなどはN1やN2から離れた暗視野部でS/Nが上がる)、N4では、データに乱れが出やすいが、S/Nとしては良くない。そして、N5では、N3およびその周辺の暗視野展開画像からの第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
【0055】
焼結研削円柱体に特有な未研削の様な欠陥K3では、N1の周辺の展開画像でS/Nがよく出やすく、N2,N3の様な暗視野のところの展開画像で欠陥K3の一部が検知され、N4では、凹みの程度次第であり、凹み深さの浅い箇所はS/Nはあまり期待できない。そして、N5では、明視野周辺での過剰反射と暗視野の一部反射による第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
【0056】
焼結研削円柱体の金属介在物の様な欠陥K4では、両側からのN1の明視野の過剰反射部合成による第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
焼結研削円柱体のピットの様な欠陥K5では、N1の明視野の反射不良による第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
焼結研削円柱体の割れの様な欠陥K6では、割れの出来次第で、N1の周辺やN3の様な暗視野のところの展開画像で欠陥K6の一部が検知される。N4では、かなり大きくないとS/Nは期待できない。そして、N5では、暗視野を主とする検知異常部を合成統合した第1異常部情報E1をメインとした第3異常部情報E3の異常部の絵となる。
【0057】
次いで、ステップS7では、異常検査部34において抽出された第3異常部情報E3(および、同じ個所の展開仮想画面配列の層別データと)を予め設定された異常部の合否基準情報と比較評価して円柱体1の円柱周面1Aの不良部を確定し、合否を判定する。このときの合否判定は、判定部36において、条件情報記憶部35で設定された本外観検査に要求される判定条件に基づいて判定され、その判定結果は通信手段41を介して選別部91Aに出力され、同時にモニタ15へ不良部を明示した展開画像とともに表示できる。
また、検査後の円柱体1は、円柱体移動機構18で搬出搬送部19Bに送り、次のステージへ搬出し、このうち、不合格および保留と判定された円柱体1は、判定結果と同期して選別部91Aで選別されて搬送部外に排出される。
また、各条件のデータから総合されて評価された各円柱体の異常部のデータは、蓄積されて解析され、製造ラインにフェードバックされる。
【0058】
上述した本第一の実施の形態による外観検査装置及び外観検査方法では、カメラ14で撮像した複数の画像データから照明および撮像角条件の異なる所の展開画像データとして位置を同期させて層別に展開仮想画面配列に展開し、円柱体1の円柱周面1Aにおける外観の異常部を条件の違った複数の展開画像から総合的に異常部を抽出すると共に、ラインレーザ光La、Lbが照射された円柱体1を撮像した画像データからラインレーザ光La、Lbが投光された円柱周面1Aの位置と深さを割り出して、展開仮想画面配列の仮想円柱面の階層にプロットし、表面深さの異常部を抽出し、さらに抽出された外観及び表面深さの異常部および展開仮想画面配列に各種条件で層別に入れられたデータを総合的に評価して円柱体1の合否を判定することができる。このように多数の条件に基づいて異常部を検出でき、また、これらを多数の違った条件の層別仮想展開データとして総合的に異常部を抽出補完判定することから、より目視検査に近い外観検査が行える。
しかも、これらの検査を1つのカメラ14の簡単な装置構造をなす円柱周面検査装置10で実施でき、検査員の目視外観検査に近い検査を自動装置化させることができる。
【0059】
次に、本発明の第二の実施の形態について、図6乃至図9に基づいて説明するが、上述の第一の実施の形態と同一又は同様な部材、部分には同一の符号を用いて説明を省略し、第一の実施の形態と異なる構成について説明する。
図6は第二の実施の形態による円柱端面検査装置の平面図、図7は図6に示す円柱端面検査装置のC−C線断面図、図8は円柱端面検査装置による外観検査方法の処理の流れを示したフローチャート、図9(a)〜(i)は検査時における円柱体の移動状態を示す図である。
【0060】
図6及び図7に示すように、第二の実施の形態による外観検査装置は、円柱体1の両円柱端面1B、1Bを検査するための円柱端面検査装置20である。この円柱端面検査装置20は、搬送部21を挟んだ両側に搬送方向に互いにずらした位置に設けられている(後述する図10参照)。つまり、搬送部21を挟んで反対側にも同一の円柱端面検査装置20が線対称に配設されている。なお、図6及び図7は一方の円柱端面検査装置20を示した図であり、以下の説明では、その一方の円柱端面検査装置20の構成と検査方法について説明するものとする。
【0061】
円柱端面検査装置20は、円柱体1を水平方向に移動させる搬送部21と、円柱体1の円柱端面1Bを照射する照明部22と、円柱端面1Bに所定の角度をもってラインレーザ光を投光するラインレーザ投光器23A、23B(23)と、移動する円柱体1の円柱端面1Bを撮像する二次元撮像素子のカメラ24と、カメラ24から出力される画像データを処理して異常部を抽出する画像処理装置30とから概略構成されている。
搬送部21は、円柱体1を、その円柱端面1Bの平面がカメラ24の撮影中心軸LOに直交する方向に向けられた状態で、カメラ24の撮影中心軸LOに対して直交する水平方向に移動させるものである。
【0062】
カメラ24は、撮像レンズ24Aと二次元撮像素子24Bとを装着しており、円柱体1の円柱端面1Bに対向して配置され、二次元撮像素子24Bの面が円柱体軸に直交する方向となるように配設されている。ここで、円柱体1の位置において、カメラ24の撮影中心軸LOが円柱体1の円柱体軸と一致するときの位置を中心位置P0として以下説明する。
【0063】
図7に示すように、円柱端面1Bの照明部22は、光源部220と凸型レンズ221が上下に一列状に配置されている。そして、光源部220と凸型レンズ221とはレンズフード体223によって囲われた状態となっている。さらに、これら光源の下方には、ハーフミラー箱224が設けられている。そして、ハーフミラー箱224の内部には、光源部220から照射される光線の光軸に対して45度に傾斜したハーフミラー224Aが収納されている。 このハーフミラー224Aは、光源部220から照射された光線を、搬送部21を移動する円柱体1の円柱端面1Bに向けて反射させるものである。そして、光源部220から照射された光線は、凸型レンズ221によって集束させられ、ラインレーザ光の色と混じらないようにする(R)カットフェルター222を通し、適度な照明光となり、ハーフミラー224Aで反射して照明光Dとなり、円柱体1の円柱端面1Bの正常面を照明し、円柱端面1Bが明瞭に撮像できる照明となる。
【0064】
図6に示すように、ラインレーザ投光器23A、23Bは、カメラ24の撮影中心軸LOを挟んで両側(図6の上下方向)に配置されている。そして、各ラインレーザ投光器23A、23Bから投光されるラインレーザ光La、Lbは、直線状をなしていて、中心位置P0に位置する円柱体1の円柱端面1Bの中心付近に二本の並行ラインとして投映されるように設置されている。つまり、ラインレーザ光La、Lbの光軸は、カメラ24の撮影中心軸LOに対して所定の角度をなすように位置している。
そして、ラインレーザ光La、Lbは、円柱体1の円柱端面1Bに投光され、その円柱端面1Bに投映ライン、すなわちラインレーザ光La、Lbが投光された円柱端面1B(以下、ラインレーザ投光表面という)を形成する。このラインレーザ投光表面がカメラ24で撮影されて画像データとして取り込まれることになる。
【0065】
また、画像処理装置30の具体的な構成、すなわち、送受信部31と、画像記憶部32と、画像処理部33と、異常検査部34と、条件情報記憶部35と、判定部36との構成については、第一の実施の形態の画像処理装置30(図3参照)と同様の構成であるため詳しい説明は省略し、画像処理装置30に関しては図3を用いて説明する。
【0066】
次に、上記のように構成された第二の実施の形態による円柱端面検査装置20を用いて、円柱体1の円柱端面1Bを検査する外観検査方法について、図面に基づいて説明する。
図6乃至図9に示すように、カメラ24にRGBカラーカメラを使い、先ず、ステップS11で、Rカットフェルター222を入れた照明部22を点灯して照明光Dとし、R色の(たとえば波長635nmの)ラインレーザ投光器23A、23BもONとして投光する。
【0067】
次に、ステップS12で、図6のように定速で安定して連続して流れる円柱体1の円柱端面1Bをカメラ24によって規定のピッチで複数の画像を撮像する。なお、ここでは、R色のラインレーザ投光をした装置を取り上げたが、被写体である円柱端面1Bが正常色、異常色となる実態に合わせて、GやRまたは特定単波長のラインレーザを使い、この色を照明光からカットするカットフェルターを用いることになる。
そして、ステップS12で撮像した複数の画像データは、図3に示す画像処理装置30へ順次出力される。そして、これら複数の画像データは、ステップS13で送受信部31によって画像記憶部32に順次取り込まれる。
【0068】
ここで、中心位置P0で撮像された画像は、円柱端面1Bの正常面では照明が正反射して、その端面全域に均一の明るさで撮像される。円柱端面1Bに反射率の違った異常部がある場合にはその異常部が正常部と違った明るさで映る。また、撮像位置P1及び撮像位置P2で撮像された画像は、それぞれ中心位置P0の画像とは搬送前後方向にズレた異なる撮像角の画像となる。
【0069】
ステップS14では、順次取り込まれた画像のうち、中心位置P0で撮像された画像を含む、予め定められていた位置で撮像された画像と、この画像のGとBの(R以外の)画像データを、画像再構成部33Aで、中心位置P0で撮像された画像位置をベースにした端面仮想画面階層配列に、被写体である円柱体1の円柱端面1Bの相対位置を補正して層別にマッピングする。
例えば、0層は中心位置P0(図9(e))の画像を、そして、1層は図9(f)、2層は図9(g)、3層は図9(d)、4層は図9(c)の円柱端面1Bの相対位置を補正して各層に各画像の画像データをマッピングしたものとなる。これらの層の画像は円柱端面1Bの位置とそのまま重なるものとなる。これらは、円柱端面1Bを検査員が直角方向から見た円柱端面、少し右から見た円柱端面、右から見た円柱端面、少し左から見た円柱端面、左から見た円柱端面に相当する視覚効果をもったものに相当する画像である。このとき、GとBの(R以外の)画像からの画像データはラインレーザ光の影響を受けないものとなる。
【0070】
さらに、ステップS14では、外観異常検査部34A(図3参照)において、中心位置P0における撮像画像から、条件情報記憶部35に予め記憶させてある正常部の標準基準情報などの条件で円柱端面1Bの外観の異常部を抽出する。
また、撮像角の違う撮像位置P1、P2における円柱端面1Bの画像とも端面仮想画面階層配列に相対位置を補正して層別にマッピングされており、異常検査部34において条件情報記憶部35に予め記憶させてある撮像位置P1及びP2の正常部の標準基準情報などの条件で、撮像位置P1及びP2の視差や明るさ等の違った画像情報も加味し、円柱端面1Bの外観の異常部を総合的により正確に抽出する(第1外観異常情報F1)。
【0071】
次に、ステップS15では、画像記憶部32に取り込まれた円柱端面1Bのカメラ24で撮られた順次画像から、円柱端面1Bに投光されたラインレーザ光が映る可能性のある領域からラインレーザ光の色(例えばRの)画像とラインレーザ光の色がない(例えばGBの)画像データを分ける。
【0072】
そして、ステップS16では、ラインレーザ光が映っていない画像データから、画像再構成部33Aで、X1からXnの数か所の撮像垂直角の一定の画素を端面仮想画面階層配列に、中心位置P0における撮像画像とマッチングするように階層的にマッピングすることで、円柱端面1Bの表面外観を複数の違った角度から見た様な画像を再構成し、検査員が円柱体1をピンセットで持って円柱端面を傾けながら円柱端面を観察する(違った角度からの)外観検査に対応する様な複数の画像データを得る。
また、選択する撮像垂直角の所をラインレーザ光が映る部分を外せば、色カットフェルターを用いずに、ラインレーザ投光検査と外観検査も同時に行うことも可能となる。
【0073】
外観異常検査部34A(図3参照)において、複数の違った角度の再構成画像から、条件情報記憶部35に予め記憶させてある該当する異常部抽出条件で円柱端面1Bの外観の異常部を抽出する。複数の違った角度の再構成画像の視差や明るさ等の違った画像情報も加味し、円柱端面1Bの外観の異常部を総合的により正確に抽出する(第2外観異常情報F2)。
【0074】
次に、ステップS17では、図3に示すラインレーザ投光画像処理部33B及び表面深さ異常検査部34Bにおいて、カメラ24によって撮像された画像データ(ここでは、ステップS12で撮像してステップS15で端面1Bに投光されたラインレーザ光が映っている色(例えばRの)画像を分離した画像データ)から、映っているラインレーザ光投映位置を検知し、円柱端面1Bのラインレーザ投光表面の立体情報を割り出し、中心位置P0の画像にマッチングする当該端面仮想画面階層配列にマッピングする。さらに、この画像のレーザライン光の明るさを端面仮想画面階層配列にマッピングしてレーザ拡散光画像F4をも生成する。
これら円柱端面1B全面のデータから、条件情報記録部35の円柱端面1Bの基準立体表面を参照し、表面深さの異常部を抽出(表面深さ異常情報F3の抽出)し、端面仮想画面階層配列にマッピングする。
【0075】
次に、ステップS18では、図3に示す異常検査部34において、抽出された上記各情報(F1〜F4)はそれぞれ端面仮想画面階層配列に位置同期で階層的にマッピングされている。階層的にマッピングされている複数の端面仮想画面階層配列を条件情報記録部35の特性ロジックで総合的に補完評価し、特異な異常部を抽出する(特異異常情報F5の抽出)。
例えば、焼結研削円柱体端面にみられる深さのある欠けの様な欠陥では、正反射が少ない角度の欠けの剥離面が、第1外観異常情報F1と第2外観異常情報F2で検知されるが、一部で正常面と見分けにくい所が出てくることがある。表面深さ異常情報F3では、両方向からのラインレーザ光の投映面を使うことにより、欠けの立体形状が計測でき、欠けの大きさや体積等でも評価判定ができる。大量生産の焼結研削円柱体に発生しやすい端面擦り跡や焼結剥離跡では、第1外観異常情報F1と第2外観異常情報F2での異常部抽出データに、表面深さ異常情報F3での表面計測データを加味して、検査員並みのレベルで判定する。表面の変色については、第1外観異常情報F1と第2外観異常情報F2のデータから総合的に評価し、特異異常情報F5とし、判定する。付着物については、表面深さ異常情報F3の表面異常と第1外観異常情報F1と第2外観異常情報F2のデータを加味し、総合的に評価し、異常部を特異異常情報F5とし、判定する。
【0076】
続いて、ステップS19では、判定部36において、抽出された特異異常情報F5を予め設定された異常部の合否基準情報と比較して評価し、円柱体1の円柱端面1Bの合否を判定することにより、円柱体1の不良部を確定し、合否及び保留を判定する。
そして、検査後の円柱体1は、第一の実施の形態と同様に、良品として合格判定された円柱体1は搬送部21で合格品ストック部60へ搬出し、不合格および保留と判定された円柱体1は判定結果と同期して選別部91Bで選別されて搬送部21外に排出する。
【0077】
このように、本第二の実施の形態による円柱端面検査装置20の外観検査方法では、円柱体1を搬送部21で搬送しながら静止させることなく外観検査行うことができ、第一の実施の形態と同様に簡単な装置構造で、多数の条件にて外観及び表面深さの異常部等を抽出し、それらを評価して検査できることから検査員による目視検査に近いレベルの検査を行うことができる。
【0078】
以上、本発明による外観検査装置、外観検査方法、画像処理方法及びこれを利用した外観検査装置の第一及び第二の実施の形態について説明したが、本発明は上記の第一及び第二の実施の形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。
例えば、照明部12、22、ラインレーザ投光器13、23の構成、設置数は任意に定めることができる。つまり、第一及び第二の実施の形態ではラインレーザ投光器を二台使用しているが、三台以上のラインレーザ投光器を使用してもよい。要は、第一及び第二の実施の形態は、標準的な構成であり、照明の大きさ、配置個所、間隔等は円柱体1の円柱体のサイズ、曲率、正常周面の状態や検出すべき欠陥の必要分解能等に応じて調整すればよいのである。
【0079】
また、第一の実施の形態において、照明部12とラインレーザ投光器13を同時に照射させた画像を撮像せずに、別々の画像を処理するようにして、さらに高精度な検査を行うようにしてもよい。つまり、上述した明視野から暗視野の展開画像が得られる縞模様のできる状態の照明で円柱体1を1回転させた画像をカメラ14で撮像する。さらに、2回転目でラインレーザ投光器13A、13Bによりラインレーザ光La、Lbを投光した画像をカメラ14で撮像し、複数画像から必要な場所の画素を取り出して再構成することで、複数の展開画像データを得ることで外観異常部などを抽出してもかまわない。
【0080】
また、図2では、円柱体1の5個の周面を同時に撮像して検査している。通常の撮像レンズ14Aを使うと、真中の円柱体1に比べて外側の円柱体1は軸方向に撮像角がつくため、真中の円柱体1より撮像角がついた画像となる。このために、真中の円柱体1の検査画像と外側の円柱体1の画像が同じにはならない。
そして、円柱体1の位置による違いが現実的に許容できないほど厳しい要求に対処するためには、同時に撮る個数を許容できる個数(最小1個)まで減らすようにする。或いは、撮像レンズ14Aにテリセントリック系のレンズを用いる。または、撮像レンズ14Aと円柱体1との間に、円柱体1の軸に平行に変形シリンドリカルレンズを入れて、真中の円柱体1に比べて外側の円柱体1も軸方向の撮像角が同じ様な画像が得られるようにする、または放物面鏡のテレセントリック光学系を使うことでも対処ができる。また、サイド照明12Dを平行光照明にする。但し、装置化が複雑で大型になる等のデメリットもでるので、現実的に許容できる範囲でシンプルな構成とすることが望ましい。
【0081】
また、本発明に係る円柱周面外観検査装置では、前項の照明とラインレーザ光の投光が同時に行われた画像から、上記の外観検査異常及び表面深さ異常検査を行うが、同一の画像で行うとそれらの位置関係が確定しやすく、表面の位置のマッチングが精度良く高速で行うことができ、検査時間も短くできる。このときはラインレーザ光の投光位置が照明の暗視野位置になるようにするのが好ましい。
但し、時間より検査精度を重視する場合は、照射して一周撮像した後に、照明を消してラインレーザ光を投光してもう一周撮像し、この一周目の画像と二周目の画像とのズレを表面の特徴点のズレ検知を行い、ズレ分を補正した一周目と二周目のペレット表面位置データから前項の総合的判定を行うこともできる。
【0082】
さらに、本第一の実施の形態では円柱周面検査装置10、第二の実施の形態では円柱端面検査装置20を外観検査装置としているが、これらに限定されることはなく、例えば円柱周面検査装置10と円柱端面検査装置20とを組み合わせ、円柱体の円柱周面と円柱端面の両者を検査可能とした外観検査装置40(図10参照)を採用してもよい。ここで、図10における符号50は円柱体1の方向転換部、符号60は外観検査で合格判定された円柱体の回収部を示している。この外観検査装置40による円柱体は、円柱周面検査装置10から方向転換部50を通過し、円柱端面検査装置20、20を通って回収部へと順次移動して外観検査されることになる。
【図面の簡単な説明】
【0083】
【図1】本発明の第一の実施の形態による円柱周面検査装置の側面図である。
【図2】図1に示すB−B線断面図である。
【図3】画像処理装置の概略構成を説明する図である。
【図4】円柱周面検査装置による外観検査方法の処理の流れを示したフローチャートである。
【図5】各条件で抽出された異常部の層別展開仮想画面配列の絵の一例を示す図である。
【図6】第二の実施の形態による円柱端面検査装置の平面図である。
【図7】図6に示す円柱端面検査装置のC−C線断面図である。
【図8】円柱端面検査装置による外観検査方法の処理の流れを示したフローチャートである。
【図9】(a)〜(i)検査時における円柱体の移動状態を示す図である。
【図10】本発明の他の実施の形態による外観検査装置を示す平面図である。
【符号の説明】
【0084】
1 円柱体
1A 円柱周面
1B 円柱端面
10 円柱周面検査装置
11 回転部
12、22 照明部
13、23 ラインレーザ投光器
14、24 カメラ
20 円柱端面検査装置
21 搬送部
30 画像処理装置
33 画像処理部
33A 画像再構成部
34 異常検査部
34A 外観異常検査部
34B 表面深さ異常検査部
36 判定部
【特許請求の範囲】
【請求項1】
円柱体の外観を検査する外観検査装置であって、
前記円柱体の円柱周面に、円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、
前記円柱体の径方向外方から前記円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、
円柱体軸を中心に回転する前記円柱体の前記円柱周面を撮像する二次元撮像素子のカメラと、
前記照明部で照射された前記円柱体の前記円柱周面を撮像した複数の画像データより、前記円柱周面の外観の異常部を抽出する外観異常検査部と、
前記ラインレーザ光が投映された前記円柱体の前記円柱周面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱周面の位置を割り出し、前記円柱周面の表面深さの異常部を抽出する表面深さ異常検査部と、
少なくとも前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する判定部と、
を備えていることを特徴とする外観検査装置。
【請求項2】
前記照明部で照射された前記円柱周面を前記カメラで撮像した前記画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる展開画像データを生成する画像再構成部が設けられていることを特徴とする請求項1に記載の外観検査装置。
【請求項3】
円柱体の外観を検査する外観検査装置であって、
前記円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、
前記円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、
移動する前記円柱体の前記円柱端面を撮像する二次元撮像素子のカメラと、
異なる位置にある前記円柱体の前記円柱端面を撮像した複数の画像データより、前記円柱端面の外観の異常部を抽出する外観異常検査部と、
前記ラインレーザ光が投映された異なる位置にある前記円柱体の前記円柱端面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱端面の位置を割り出し、前記円柱端面の表面深さの異常部を抽出する表面深さ異常検査部と、
少なくとも前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する判定部と、
を備えていることを特徴とする外観検査装置。
【請求項4】
円柱体の円柱周面に円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、前記円柱体の径方向外方から前記円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、円柱体軸を中心に回転する前記円柱体の前記円柱周面を撮像する二次元撮像素子のカメラとを用いて前記円柱体の外観を検査する外観検査方法であって、
前記円柱体を回転させながら前記円柱体の前記円柱周面を前記カメラで撮像する工程と、
前記照明部で照射された前記円柱周面を撮像した複数の画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる展開画像データを生成する工程と、
照明および撮像角条件が異なる前記展開画像データから前記円柱周面の外観の異常部を抽出する工程と、
前記ラインレーザ光が投映された前記円柱周面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱周面の位置を割り出し、前記円柱周面の表面深さの異常部を抽出する工程と、
少なくとも前記抽出された前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する工程と、
を有していることを特徴とする外観検査方法。
【請求項5】
円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、前記円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、移動する前記円柱体の前記円柱端面を撮像する二次元撮像素子のカメラとを用いて前記円柱体の外観を検査する外観検査方法であって、
前記円柱体を移動させながら照明および撮像角条件が異なる位置にある前記円柱体の前記円柱端面を前記カメラで撮像する工程と、
前記撮像角条件が異なる位置にある円柱端面を撮像した複数の画像データより、前記円柱端面の外観の異常部を抽出する工程と、
前記ラインレーザ光が投映された前記円柱端面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱端面の位置を割り出し、前記円柱端面の表面深さの異常部を抽出する工程と、
少なくとも前記抽出された前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する工程と、
を有していることを特徴とする外観検査方法。
【請求項6】
カメラで回転または移動する物体を検査及び測定する装置において、
必要な階層を持つ仮想画面配列を使い、展開仮想画面配列の階層に時間的に展開する撮像条件の同じ画素を、前記階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、複数の撮像条件の違った階層の画像再構成画像データを得て、これらの撮像条件の違った多階層の展開仮想画面配列から予め定められたロジックで、必要な階層の展開仮想画面配列のデータを総合的に解析して得られた情報を前記階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、
これらの多階層の展開仮想画面配列から予め定められたロジックで、対象物の表面を総括的に識別判断することにより、物体を検査及び測定することを特徴とする画像処理方法。
【請求項7】
請求項6に記載の画像処理方法を利用することを特徴とする外観検査装置。
【請求項8】
物体表面検査装置において、
カラーカメラを使用し、特定の波長のラインレーザ光をカメラ光軸から角度を持たせて投光するとともに、前記ラインレーザ光の特定の波長をカットした照明光で照明して物体表面を撮像し、
その撮像画像からラインレーザ光の特定の波長の色の画像を抜き出し、この画像より表面位置を割り出すとともに、前記撮像画像から前記ラインレーザ光の特定の波長の色以外の画像を抜き出し、この画像より表面状態を割り出し、
割り出した前記表面位置及び前記表面状態から物体表面の形状と合否を含めた識別を行うようにしたことを特徴とする外観検査方法。
【請求項1】
円柱体の外観を検査する外観検査装置であって、
前記円柱体の円柱周面に、円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、
前記円柱体の径方向外方から前記円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、
円柱体軸を中心に回転する前記円柱体の前記円柱周面を撮像する二次元撮像素子のカメラと、
前記照明部で照射された前記円柱体の前記円柱周面を撮像した複数の画像データより、前記円柱周面の外観の異常部を抽出する外観異常検査部と、
前記ラインレーザ光が投映された前記円柱体の前記円柱周面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱周面の位置を割り出し、前記円柱周面の表面深さの異常部を抽出する表面深さ異常検査部と、
少なくとも前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する判定部と、
を備えていることを特徴とする外観検査装置。
【請求項2】
前記照明部で照射された前記円柱周面を前記カメラで撮像した前記画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる展開画像データを生成する画像再構成部が設けられていることを特徴とする請求項1に記載の外観検査装置。
【請求項3】
円柱体の外観を検査する外観検査装置であって、
前記円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、
前記円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、
移動する前記円柱体の前記円柱端面を撮像する二次元撮像素子のカメラと、
異なる位置にある前記円柱体の前記円柱端面を撮像した複数の画像データより、前記円柱端面の外観の異常部を抽出する外観異常検査部と、
前記ラインレーザ光が投映された異なる位置にある前記円柱体の前記円柱端面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱端面の位置を割り出し、前記円柱端面の表面深さの異常部を抽出する表面深さ異常検査部と、
少なくとも前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する判定部と、
を備えていることを特徴とする外観検査装置。
【請求項4】
円柱体の円柱周面に円柱体軸に平行となる明視野から暗視野の展開画像が得られる縞模様が円柱正常周面撮像画像に映るように光を照射する照明部と、前記円柱体の径方向外方から前記円柱周面に向かってラインレーザ光を投光するラインレーザ投光器と、円柱体軸を中心に回転する前記円柱体の前記円柱周面を撮像する二次元撮像素子のカメラとを用いて前記円柱体の外観を検査する外観検査方法であって、
前記円柱体を回転させながら前記円柱体の前記円柱周面を前記カメラで撮像する工程と、
前記照明部で照射された前記円柱周面を撮像した複数の画像データから、円柱体軸に対して照明および撮像角条件が同一となる画像データを再構成して照明および撮像角条件が異なる展開画像データを生成する工程と、
照明および撮像角条件が異なる前記展開画像データから前記円柱周面の外観の異常部を抽出する工程と、
前記ラインレーザ光が投映された前記円柱周面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱周面の位置を割り出し、前記円柱周面の表面深さの異常部を抽出する工程と、
少なくとも前記抽出された前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する工程と、
を有していることを特徴とする外観検査方法。
【請求項5】
円柱体の円柱端面の全域に均一の明るさの光を照射する照明部と、前記円柱端面に所定の角度をもってラインレーザ光を投光するラインレーザ投光器と、移動する前記円柱体の前記円柱端面を撮像する二次元撮像素子のカメラとを用いて前記円柱体の外観を検査する外観検査方法であって、
前記円柱体を移動させながら照明および撮像角条件が異なる位置にある前記円柱体の前記円柱端面を前記カメラで撮像する工程と、
前記撮像角条件が異なる位置にある円柱端面を撮像した複数の画像データより、前記円柱端面の外観の異常部を抽出する工程と、
前記ラインレーザ光が投映された前記円柱端面を撮像した複数の画像データより、前記ラインレーザ光が投光された前記円柱端面の位置を割り出し、前記円柱端面の表面深さの異常部を抽出する工程と、
少なくとも前記抽出された前記外観の異常部及び前記表面深さの異常部を、予め設定された異常部の合否基準情報で評価し、前記円柱体の合否を判定する工程と、
を有していることを特徴とする外観検査方法。
【請求項6】
カメラで回転または移動する物体を検査及び測定する装置において、
必要な階層を持つ仮想画面配列を使い、展開仮想画面配列の階層に時間的に展開する撮像条件の同じ画素を、前記階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、複数の撮像条件の違った階層の画像再構成画像データを得て、これらの撮像条件の違った多階層の展開仮想画面配列から予め定められたロジックで、必要な階層の展開仮想画面配列のデータを総合的に解析して得られた情報を前記階層の対象物の位置に対応する展開仮想画面配列にマッピングさせ、
これらの多階層の展開仮想画面配列から予め定められたロジックで、対象物の表面を総括的に識別判断することにより、物体を検査及び測定することを特徴とする画像処理方法。
【請求項7】
請求項6に記載の画像処理方法を利用することを特徴とする外観検査装置。
【請求項8】
物体表面検査装置において、
カラーカメラを使用し、特定の波長のラインレーザ光をカメラ光軸から角度を持たせて投光するとともに、前記ラインレーザ光の特定の波長をカットした照明光で照明して物体表面を撮像し、
その撮像画像からラインレーザ光の特定の波長の色の画像を抜き出し、この画像より表面位置を割り出すとともに、前記撮像画像から前記ラインレーザ光の特定の波長の色以外の画像を抜き出し、この画像より表面状態を割り出し、
割り出した前記表面位置及び前記表面状態から物体表面の形状と合否を含めた識別を行うようにしたことを特徴とする外観検査方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−14670(P2010−14670A)
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願番号】特願2008−177068(P2008−177068)
【出願日】平成20年7月7日(2008.7.7)
【出願人】(000176796)三菱原子燃料株式会社 (11)
【Fターム(参考)】
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願日】平成20年7月7日(2008.7.7)
【出願人】(000176796)三菱原子燃料株式会社 (11)
【Fターム(参考)】
[ Back to top ]