
外観検査装置

【課題】複数のチップ部品を順次1つずつ連続して高速に、しかも精度良く確実に外観検査することのできる外観検査装置を提供する。
【解決手段】部品供給機構から搬送路上に供給されたチップ部品を検出する光電センサの出力に基づいて前記搬送路上における複数のチップ部品の並びの良否を判定し(判定手段)、前記搬送路上のチップ部品を撮像するカメラの上流側に設けた排除機構により、並びが不良と判定されたチップ部品を前記搬送路上からを排除して前記カメラによる検査対象から除外する。
【解決手段】部品供給機構から搬送路上に供給されたチップ部品を検出する光電センサの出力に基づいて前記搬送路上における複数のチップ部品の並びの良否を判定し(判定手段)、前記搬送路上のチップ部品を撮像するカメラの上流側に設けた排除機構により、並びが不良と判定されたチップ部品を前記搬送路上からを排除して前記カメラによる検査対象から除外する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数のチップ部品を1つずつ搬送しながら、カメラにてその外観を撮像して検査する外観検査装置に係り、特に精度良く確実にその良否を判定し得る外観検査装置に関する。
【背景技術】
【0002】
近時、回路基板に実装されて電子機器に組み込まれる抵抗やコンデンサ等のチップ部品は益々小型化される傾向にあり、回路基板に実装する前にその不良品を排除することが重要である。ちなみにこの種のチップ部品の外観検査装置は、例えばボールフィーダを用いて複数のチップ部品を1列に整列させた後、リニアフィーダを介して円盤状(またはリング状)の搬送路上に順次1つずつ供給して搬送しながら、該搬送路に沿って設けた複数台のカメラにて前記チップ部品の各面(上面、下面および4つの側面)を順に撮像し、欠けの有無や大きさ(寸法)等に基づいてその良否を判定して不良品を排除するように構成される(例えば特許文献1,2等を参照)。
【0003】
ところで毎分2500個程度のチップ部品を高速に検査する外観検査装置においては、複数台のカメラにてチップ部品の各面をそれぞれ確実に撮像することが重要である。そこで従来では専ら、光電センサを用いて円盤状(またはリング状)の搬送路へのチップ部品の供給タイミングを検出すると共に、ロータリーエンコーダを用いて上記搬送路でのチップ部品の搬送距離を監視しながら、前記各カメラでのチップ部品の撮像タイミングを制御するようにしている。
【特許文献1】特開2004−345859号公報
【特許文献2】特開2000−203713号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
さてこの種の外観検査装置で用いられる一般的なカメラにおいては、その撮像周期に自ずと限界がある。これ故、前記搬送路によるチップ部品の搬送間隔については、カメラの最短撮像周期や、画像処理による欠陥検証時間の周期を見込んで余裕を以て設定することが必要である。しかしながら前述したリニアフィーダは、それ自身の機械的振動を利用して複数のチップ部品を順次1つずつ押し出すように構成されているが、その押し出し周期(チップ部品の供給周期)が必ずしも一定であるとは言い難い。これ故、複数のチップ部品が搬送路上において、いわゆる団子状にまとまって途切れなく連なったり、或いは予め設定された搬送間隔よりも短い間隔で前記搬送路上に並ぶことがある。
【0005】
このようなチップ部品の不本意な並びが生じると前述したカメラの最短撮像周期の限界から、該カメラによる正常な撮像が妨げられることが否めない。するとチップ部品が前記カメラにより正確に撮像されないのか、或るいは画像処理による欠陥検証時間が不足して、その撮像画像に基づくチップ部品の外観検査が正常に行われなくなる。この結果、正常なチップ部品(良品)であっても、これを不良品として排除してしまうと言う問題が生じる。
【0006】
本発明はこのような事情を考慮してなされたもので、その目的は、複数のチップ部品を順次1つずつ連続して高速に、しかも精度良く確実に外観検査することのできる外観検査装置を提供することにある。
【課題を解決するための手段】
【0007】
上述した目的を達成するべく本発明に係る外観検査装置は、部品供給機構から所定の搬送路上に順次供給されたチップ部品をカメラにより撮像してその外観を検査するものであって、
前記部品供給機構から前記搬送路上に供給されたチップ部品を検出する光電センサと、
この光電センサの出力に基づいて前記搬送路上における複数のチップ部品の並びの良否を判定する判定手段と、
前記搬送路における前記カメラの上流位置に設けられて、前記判定手段により並びが不良と判定されたチップ部品を前記搬送路上からを排除して前記カメラによる検査対象から除外する排除機構と
を備えたことを特徴としている。
【0008】
ちなみに前記部品供給機構は、複数のチップ部品を1列に整列させて順次1つずつ前記搬送路上に供給するものであって、前記判定手段は、前記搬送路上に途切れなく供給された複数のチップ部品のまとまり、および予め設定された搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品を前記並びが不良のチップ部品として判定するものとして構成される。
【0009】
また前記排除機構については、例えばチップ部品に圧縮空気を吹き付けて前記搬送路上から吹き飛ばすエアノズルと、予め定められた搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品が検出されたときに前記エアノズルに圧縮空気を瞬時供給する第1の電磁弁と、前記複数のチップ部品のまとまりが検出されたときに所定時間に亘って前記エアノズルに圧縮空気を連続供給する第2の電磁弁とを備えたものとして実現することが好ましい。
【発明の効果】
【0010】
上記構成の外観検査装置によれば、搬送路上へのチップ部品の供給タイミングを検出する光電センサの出力を利用して該搬送路上における複数のチップ部品の並びの良否を判定し、この判定結果に基づいて排除機構を駆動して並びが不良と判定したチップ部品を前記搬送路上から排除するので、団子状に連続して連なる複数のチップ部品のまとまりや、予め設定された搬送間隔よりも短い間隔で搬送路上に供給されたチップ部品がそのままカメラによる撮像位置に搬送されることがない。換言すればカメラの最短撮像周期を見込んで予め設定された搬送間隔以上の間隔で1つずつ供給されたチップ部品だけがカメラによる撮像位置に搬送されることになるので、そのチップ部品を確実に撮像することができ、その検査精度を十分に高めることができる。
【0011】
また前記排除機構にて搬送路上から排除したチップ部品は、搬送路上への供給エラーを原因として排除しただけの未検査品であるので、これを回収して再度外観検査に供することができ、従って正常なチップ部品(良品)を外観検査エラーによってそのまま不良品として排除してしまうような不具合を生じることがない。従って、例えば毎分2500個程度と高速度にチップ部品を外観検査する場合であっても、その検査精度を十分高く維持することが可能となる。特にカメラによる撮像に供する前に、搬送路上での並びが不良のチップ部品を該搬送路上から排除すると言う簡単な前処理機構を備えるだけで、カメラによるチップ部品の撮像を確実化し、その検査効率と検査精度を十分に高めることが可能となる等の効果が奏せられる。
【発明を実施するための最良の形態】
【0012】
以下、図面を参照して本発明の一実施形態に係る外観検査装置について説明する。
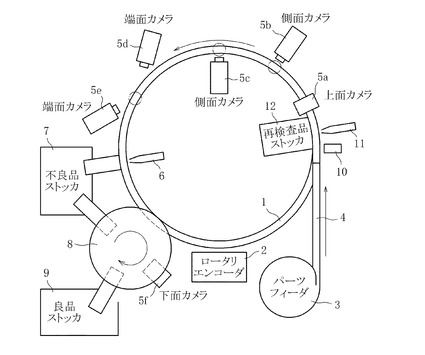
図1はこの実施形態に係る外観検査装置の概略構成図である。この図1を参照して先ず外観検査装置の概略構成について説明すると、1は搬送路を形成した円環状のリング体である。このリング体1は、図示しないモータにより一定の周速度で回転駆動されるものであって、その上端面にチップ部品を載置して略3/4周に亘って搬送する役割を担う。またこのリング体1の回転角度は、ロータリーエンコーダ2により検出されており、このロータリーエンコーダ2の出力は後述するチップ部品のカメラによる外観検査の制御と、その検査結果に基づくチップ部品の選別制御に用いられる。
【0013】
一方、前記リング体(搬送路)1に対するチップ部品の供給装置は、ボールフィーダ3とリニアフィーダ4とにより構成される。ちなみに前記ボールフィーダ3は、椀体の内側面に形成した螺旋状ガイドと上記椀体の偏心振動とを利用して、上記椀体に供給された複数のチップ部品を螺旋状ガイドに沿って1列に整列させ、椀体の上端部に設けられた前記螺旋状ガイドの終端から上記チップ部品を1つずつ送り出すものからなる。また前記リニアフィーダ4は、前記ボールフィーダ3から送り出されたチップ部品を導く直線ガイドを備え、直線ガイドの往復振動を利用して前記チップ部品を順次前記リング体1上に導くものからなる。
【0014】
さて前記リング体1が形成した搬送路上の、前記リニアフィーダ4によるチップ部品の供給位置から搬送方向下流側に所定の距離を隔てた第1の位置には、当該位置に導かれたチップ部品の上面を撮像する上面カメラ5aが設けられている。また上記第1の位置から更に下流側に所定の距離を隔てた第2の位置、およびこの第2の位置から更に所定の距離を隔てた第3の位置には、これらの各位置に導かれたチップ部品の両側面をそれぞれ撮像する第1および第2の側面カメラ5b,5cが設けられている。更に前記第3の位置の下流側には、該第3の位置から更に所定の距離を隔てた第4の位置に導かれたチップ部品の両端面を斜め方向からそれぞれ撮像する第1および第2の端面カメラ5d,5eが設けられている。
【0015】
これらの5台のカメラ5a,5b,5c,5d,5eにより、前記リング体1上に載置された前記チップ部品の下面を除く5面がそれぞれ撮像されて、その外観検査が行われるようになっている。そしてこれらの外観検査によって不良であると判定されたチップ部品は、前記第4の位置から更に下流側の第5の位置にて、排除機構6により前記リング体1上から排除されるようになっている。尚、この排除機構6は、リング体1の側部に設けられたエアブローからなり、リング体1上に載置されたチップ部品に圧縮空気を吹き付けることにより該チップ部品を不良品ストッカ7に落とし込むように構成される。
【0016】
一方、前述した5台のカメラ5a,5b,5c,5d,5eによる外観検査において異常が認められなかったチップ部品は、前記第5の位置の下流側の第6の位置にて前記リング体1に連なる搬送路を形成した吸着型回転板8に乗せ替えられる。この吸着型回転板8は、その外周側下面に複数の吸着孔を円環状に配列したものであり、前記リング体1上に載置されているチップ部品の上面を吸着することで該チップ部品を前記リング体1上から移し替え、これを搬送して下面カメラ5fによる前記チップ部品の下面の撮像に供するものである。そしてこの下面カメラ5fによるチップ部品の下面に対する検査結果に応じて前記吸着型回転板8によるチップ部品の吸引解除タイミングを制御することで、外観検査に合格したチップ部品は良品ストッカ9に、また不合格であったチップ部品は前述した不良品ストッカ7に落とし込まれるようになっている。
【0017】
尚、図中10は、前記上面カメラ5aよりも上流側に設けられて、前記リニアフィーダ4からリング体1上に供給されたチップ部品を検出する光電センサである。この光電センサ10によるチップ部品の検出タイミングを基準として、前記ロータリーエンコーダ2の出力に基づいて前述した5台のカメラ5a,5b,5c,5d,5eによるチップ部品の撮像タイミングがそれぞれ制御されると共に、前記排除機構6による不良品の排除が制御される。またこれに同期して、前記吸着型回転板8に乗せ替えられて搬送されるチップ部品の前記下面カメラ5fによる撮像タイミングと、その検査結果に基づくチップ部品の良品ストッカ9または不良品ストッカ7への選別処理がそれぞれ制御される。
【0018】
基本的には上述した如く構成される外観検査装置において、本発明が特徴とするところは前記光電センサ10の出力を利用して前記リング体1上に供給されたチップ部品の並び状態を監視してその良否を判定する判定手段を備えると共に、前記上面カメラ5aの上流側に設けられて前記判定手段により並びが不良と判定されたチップ部品を前記リング体1上から排除する事前排除機構11を備える点にある。この事前排除機構11は、前述した不良品を排除する排除機構6とは独立したものであり、リング体1に供給したチップ部品を前述したカメラ5a〜5fによる外観検査に供する前に、外観検査に不適当な状態にあるとして事前に排除するものである。尚、この事前排除機構11によりリング体1上から排除されたチップ部品は、再検査品ストッカ12により回収されて前述した供給機構に戻され、これによって再検査に供される。
【0019】
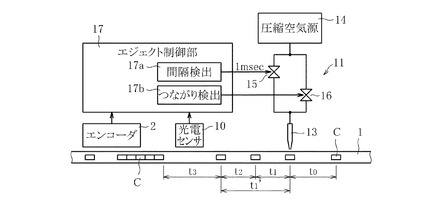
この本発明の特徴的な部分である事前排出機構11の構成とその制御形態について説明すると、図2にその要部概略構成を模式的に示すように、前記光電センサ10はリング体(搬送路)1の側部に設けられて、該リング体1上に順次1つずつ供給されたチップ部品Cを光学的に検出する役割を担う。尚、光電センサ10は、例えば搬送路を挟んで投光器と受光器とを対向させて設け、リング体1上に供給されたチップ部品Cによりその光路が遮られたとき、これを『チップ部品有り』として検出する透過形ものからなる。
【0020】
一方、前記事前排出機構11は、リング体1上のチップ部品Cに向けて圧縮空気を吹き付けて該リング体(搬送路)1上からチップ部品を払い落とすエアノズル13と、このエアノズル13に対してエアコンプレッサ等の圧縮空気源14から圧縮空気を選択的に供給する第1および第2の電磁弁15,16とを備える。ちなみに第1の電磁弁15は、例えば1m秒程度の短時間だけ瞬時に開弁駆動されて前記エアノズル13に圧縮空気を瞬時供給する高速動作型のものからなる。これに対して前記第2の電磁弁16は瞬時駆動はできないものの、任意の時間に亘って開弁駆動されて所定時間に亘って前記エアノズル13に圧縮空気を供給する通常型のものからなる。前記エアノズル13は、これらの第1または第2の電磁弁15,16の一方を選択的に介して前記圧縮空気源14から圧縮空気が供給されて駆動される。
【0021】
このような第1および第2の電磁弁15,16を駆動して前記リング体1上のチップ部品Cをその搬送路から排除するエジェクト制御部17は、前述した光電センサ10の出力を受けて前記リング体(搬送路)1上における複数のチップ部品Cの並びの良否を判定するものであり、例えばマイクロプロセッサによって構成される。特にこのエジェクト制御部17は、リング体(搬送路)1上に載置されて搬送されるチップ部品Cの搬送間隔が、予め設定した搬送間隔以上であるか否かを判定し、その搬送間隔が短いときには前記第1の電磁弁15を駆動する間隔検出機能17aと、複数のチップ部品Cが団子状に連なった状態で搬送されているか否かを判定し、連続状態を検出した場合には前記第2の電磁弁16を駆動するつながり検出機能17bとを備える。
【0022】
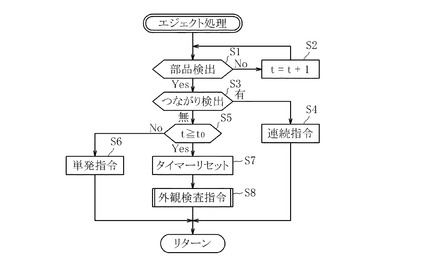
具体的にはこのエジェクト制御部17は、例えば図3に示す処理手順に従って前記光電センサ10の出力から前記リング体1により搬送されるチップ部品Cが当該光電センサ10の設置位置を通過するか否かを検出する〈ステップS1〉。そしてチップ部品Cが検出されない場合には、後述するタイマ・カウンタを歩進してチップ部品Cの搬送間隔を計測する〈ステップS2〉。
【0023】
またチップ部品Cを検出した場合には、前記光電センサ10の出力の継続時間を監視して、該チップ部品Cが単独で通過したか否かを判定する〈ステップS3〉。換言すれば複数のチップ部品Cが、いわゆる団子状に連なった状態で通過しているか否かを判定する。そして複数のチップ部品Cが団子状に連なった状態であると判定した場合には、これらの複数のチップ部品Cを個々に外観検査することは不可能であるとして連続エジェクト指令を発し〈ステップS4〉、前記第2の電磁弁16を駆動して複数のチップ部品Cの連なり(まとまり)を一括してリング体1上から排除する。
【0024】
ちなみに連続エジェクト指令に基づく前述したつながり検出機能17bによる前記第2の電磁弁16の駆動は、前記光電センサ10の設置位置からエアノズル13の設置位置までの前記リング体1によるチップ部品Cの搬送所要時間を見込んで、連続して連なる複数のチップ部品Cの前端部の検出タイミングから、その後端部の検出タイミングに亘って、つまり複数のチップ部品Cの連なり個数に相当する時間に亘って行われる。
【0025】
これに対して前記被光電センサ10の出力が単発的(瞬時的)であり、チップ部品Cが単独で搬送されていると判定した場合には〈ステップS3〉、前述したタイマ・カウンタにより計時されているチップ部品Cの搬送間隔が調べられる〈ステップS5〉。具体的にはタイマ・カウンタによる計時されているカウンタ値(チップ部品の搬送間隔)tが、前述したカメラ5a〜5fでの最短撮像周期に応じて予め設定された最小搬送間隔to以上である否かが判定される。そしてチップ部品Cの搬送間隔tが最小搬送間隔toに満たない場合には単発エジェクト指令が発せられ〈ステップS6〉、前記間隔検出機能17aの制御の下で前記第1の電磁弁15が駆動される。
【0026】
この第1の電磁弁15の駆動は、前記光電センサ10の設置位置からエアノズル13の設置位置までの前記リング体1によるチップ部品Cの搬送所要時間を見込んだタイミングでそのチップ部品Cだけをリング体(搬送路)1上から排除すべく、前記エアノズル13から該当するチップ部品Cに対して、例えば1m秒程度の瞬時に圧縮空気を吹きつけるようにして行われる。
【0027】
尚、前述した判定によりチップ部品Cが余裕のある間隔で搬送されていることが確認された場合には〈ステップS5〉、先ず前述したタイマ・カウンタをリセットする〈ステップS7〉。このタイマ・カウンタのリセットにより、次にチップ部品Cが検出されるまでの時間、つまりチップ部品Cの搬送間隔の計時が開始される。また同時に前記光電センサ10によるチップ部品Cの検出タイミングを基準として前記各カメラ5a〜5eによる当該チップ部品Cの撮像を、つまりカメラ5a〜5eによる外観検査を指令する〈ステップS8〉。この外観検査指令を受けた各カメラ5a〜5eにおいては、前記光電センサ10によるチップ部品Cの検出タイミングを基準として、前記光電センサ10の設置位置から各カメラ5a〜5eによるチップ部品の撮像位置までの前記リング体1によるチップ部品Cの搬送所要時間を見込んでその撮像タイミングをそれぞれ設定する。また前記エアノズル6によるチップ部品Cの排除タイミングも同様に制御され、これらの一連のシーケンシャルな制御によってチップ部品Cの外観検査と、その選別処理が実行される。
【0028】
かくして上述したエジェクト制御機能を備えた外観検査装置によれば、リング体(搬送路)1上に順次に供給される複数のチップ部品Cの並びが複数のカメラ5a〜5eによる外観検査に適合しない場合、つまり複数のチップ部品Cの搬送間隔が短い場合や、複数のチップ部品Cが団子状に連なっているような場合には、これらのチップ部品Cがカメラ5aによる撮像位置に到達する前に前記リング体(搬送路)1上から排除される。従って各カメラ5a〜5eにおいては、その最短撮像周期を上回る間隔で搬送される個々のチップ部品Cを順次十分に余裕を以て撮像することができる。これ故、チップ部品Cに対する外観検査の確実性を高め、その信頼性を十分に確保しながら外殻検査を効率的に実行することが可能となる。
【0029】
しかもカメラ5a〜5eによる外観検査に先立って、外観検査に適合しないチップ部品Cをリング体(搬送路)1上から排除するので、例えばチップ部品Cの正確な撮像に失敗し、これに起因して良品であるチップ部品Cを不良品として誤判定する虞もなくなる。特にリング体(搬送路)1上における並びの状態が不良なチップ部品Cについてはその外観検査前に排除するので、これを回収して再度外観検査に供すれば良く、外観検査前のチップ部品Cを無駄に排除してしまうような不具合はない。
【0030】
また上述した装置においては、チップ部品Cの並びの状態に応じて第1の電磁弁15と第2の電磁弁16とを選択的に使い分けているので、上記並びの状態が不良のチップ部品Cを簡易にして確実に排除することができる。しかも単一のエアノズル13を用いたまま第1および第2の電磁弁15,16の選択的な駆動によって該エアノズル13からの圧縮空気の吹き付け方を簡易に変えることができるので、並びの状態が不良であるチップ部品Cだけを確実に排除することができる等の利点がある。
【0031】
尚、本発明は上述した実施形態に限定されるものではない。ここではリング体1を搬送路とした外観検査装置を例に説明したが、チップ部品を直線状に搬送しながら外観検査する装置にも同様に適用することができる。また実施形態においては2つの電磁弁15,16を用いて並び状態が不良のチップ部品を排除したが、要は複数の電磁弁を適宜使い分ければ良い。またチップ部品の並び状態の判定アルゴリズムについても種々変形可能であり、要は本発明はその要旨を逸脱しない範囲で種々変形して実施することができる。
【図面の簡単な説明】
【0032】
【図1】本発明に係る外観検査装置の全体的な概略構成図。
【図2】本発明に係る外観検査装置におけるチップ部品の事前排出機構の要部概略構成図。
【図3】図2に示す事前排出機構におけるチップ部品の並び状態検出とその排除制御の手順を示す図。
【符号の説明】
【0033】
1 リング体(搬送路)
2 ロータリーエンコーダ
5a〜5e カメラ
10 光電センサ
11 事前排出機構
13 エアノズル
15 第1の電磁弁
16 第2の電磁弁
17 エジェクト制御部
17a 搬送間隔検出機能
17b つながり検出機能
【技術分野】
【0001】
本発明は、複数のチップ部品を1つずつ搬送しながら、カメラにてその外観を撮像して検査する外観検査装置に係り、特に精度良く確実にその良否を判定し得る外観検査装置に関する。
【背景技術】
【0002】
近時、回路基板に実装されて電子機器に組み込まれる抵抗やコンデンサ等のチップ部品は益々小型化される傾向にあり、回路基板に実装する前にその不良品を排除することが重要である。ちなみにこの種のチップ部品の外観検査装置は、例えばボールフィーダを用いて複数のチップ部品を1列に整列させた後、リニアフィーダを介して円盤状(またはリング状)の搬送路上に順次1つずつ供給して搬送しながら、該搬送路に沿って設けた複数台のカメラにて前記チップ部品の各面(上面、下面および4つの側面)を順に撮像し、欠けの有無や大きさ(寸法)等に基づいてその良否を判定して不良品を排除するように構成される(例えば特許文献1,2等を参照)。
【0003】
ところで毎分2500個程度のチップ部品を高速に検査する外観検査装置においては、複数台のカメラにてチップ部品の各面をそれぞれ確実に撮像することが重要である。そこで従来では専ら、光電センサを用いて円盤状(またはリング状)の搬送路へのチップ部品の供給タイミングを検出すると共に、ロータリーエンコーダを用いて上記搬送路でのチップ部品の搬送距離を監視しながら、前記各カメラでのチップ部品の撮像タイミングを制御するようにしている。
【特許文献1】特開2004−345859号公報
【特許文献2】特開2000−203713号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
さてこの種の外観検査装置で用いられる一般的なカメラにおいては、その撮像周期に自ずと限界がある。これ故、前記搬送路によるチップ部品の搬送間隔については、カメラの最短撮像周期や、画像処理による欠陥検証時間の周期を見込んで余裕を以て設定することが必要である。しかしながら前述したリニアフィーダは、それ自身の機械的振動を利用して複数のチップ部品を順次1つずつ押し出すように構成されているが、その押し出し周期(チップ部品の供給周期)が必ずしも一定であるとは言い難い。これ故、複数のチップ部品が搬送路上において、いわゆる団子状にまとまって途切れなく連なったり、或いは予め設定された搬送間隔よりも短い間隔で前記搬送路上に並ぶことがある。
【0005】
このようなチップ部品の不本意な並びが生じると前述したカメラの最短撮像周期の限界から、該カメラによる正常な撮像が妨げられることが否めない。するとチップ部品が前記カメラにより正確に撮像されないのか、或るいは画像処理による欠陥検証時間が不足して、その撮像画像に基づくチップ部品の外観検査が正常に行われなくなる。この結果、正常なチップ部品(良品)であっても、これを不良品として排除してしまうと言う問題が生じる。
【0006】
本発明はこのような事情を考慮してなされたもので、その目的は、複数のチップ部品を順次1つずつ連続して高速に、しかも精度良く確実に外観検査することのできる外観検査装置を提供することにある。
【課題を解決するための手段】
【0007】
上述した目的を達成するべく本発明に係る外観検査装置は、部品供給機構から所定の搬送路上に順次供給されたチップ部品をカメラにより撮像してその外観を検査するものであって、
前記部品供給機構から前記搬送路上に供給されたチップ部品を検出する光電センサと、
この光電センサの出力に基づいて前記搬送路上における複数のチップ部品の並びの良否を判定する判定手段と、
前記搬送路における前記カメラの上流位置に設けられて、前記判定手段により並びが不良と判定されたチップ部品を前記搬送路上からを排除して前記カメラによる検査対象から除外する排除機構と
を備えたことを特徴としている。
【0008】
ちなみに前記部品供給機構は、複数のチップ部品を1列に整列させて順次1つずつ前記搬送路上に供給するものであって、前記判定手段は、前記搬送路上に途切れなく供給された複数のチップ部品のまとまり、および予め設定された搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品を前記並びが不良のチップ部品として判定するものとして構成される。
【0009】
また前記排除機構については、例えばチップ部品に圧縮空気を吹き付けて前記搬送路上から吹き飛ばすエアノズルと、予め定められた搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品が検出されたときに前記エアノズルに圧縮空気を瞬時供給する第1の電磁弁と、前記複数のチップ部品のまとまりが検出されたときに所定時間に亘って前記エアノズルに圧縮空気を連続供給する第2の電磁弁とを備えたものとして実現することが好ましい。
【発明の効果】
【0010】
上記構成の外観検査装置によれば、搬送路上へのチップ部品の供給タイミングを検出する光電センサの出力を利用して該搬送路上における複数のチップ部品の並びの良否を判定し、この判定結果に基づいて排除機構を駆動して並びが不良と判定したチップ部品を前記搬送路上から排除するので、団子状に連続して連なる複数のチップ部品のまとまりや、予め設定された搬送間隔よりも短い間隔で搬送路上に供給されたチップ部品がそのままカメラによる撮像位置に搬送されることがない。換言すればカメラの最短撮像周期を見込んで予め設定された搬送間隔以上の間隔で1つずつ供給されたチップ部品だけがカメラによる撮像位置に搬送されることになるので、そのチップ部品を確実に撮像することができ、その検査精度を十分に高めることができる。
【0011】
また前記排除機構にて搬送路上から排除したチップ部品は、搬送路上への供給エラーを原因として排除しただけの未検査品であるので、これを回収して再度外観検査に供することができ、従って正常なチップ部品(良品)を外観検査エラーによってそのまま不良品として排除してしまうような不具合を生じることがない。従って、例えば毎分2500個程度と高速度にチップ部品を外観検査する場合であっても、その検査精度を十分高く維持することが可能となる。特にカメラによる撮像に供する前に、搬送路上での並びが不良のチップ部品を該搬送路上から排除すると言う簡単な前処理機構を備えるだけで、カメラによるチップ部品の撮像を確実化し、その検査効率と検査精度を十分に高めることが可能となる等の効果が奏せられる。
【発明を実施するための最良の形態】
【0012】
以下、図面を参照して本発明の一実施形態に係る外観検査装置について説明する。
図1はこの実施形態に係る外観検査装置の概略構成図である。この図1を参照して先ず外観検査装置の概略構成について説明すると、1は搬送路を形成した円環状のリング体である。このリング体1は、図示しないモータにより一定の周速度で回転駆動されるものであって、その上端面にチップ部品を載置して略3/4周に亘って搬送する役割を担う。またこのリング体1の回転角度は、ロータリーエンコーダ2により検出されており、このロータリーエンコーダ2の出力は後述するチップ部品のカメラによる外観検査の制御と、その検査結果に基づくチップ部品の選別制御に用いられる。
【0013】
一方、前記リング体(搬送路)1に対するチップ部品の供給装置は、ボールフィーダ3とリニアフィーダ4とにより構成される。ちなみに前記ボールフィーダ3は、椀体の内側面に形成した螺旋状ガイドと上記椀体の偏心振動とを利用して、上記椀体に供給された複数のチップ部品を螺旋状ガイドに沿って1列に整列させ、椀体の上端部に設けられた前記螺旋状ガイドの終端から上記チップ部品を1つずつ送り出すものからなる。また前記リニアフィーダ4は、前記ボールフィーダ3から送り出されたチップ部品を導く直線ガイドを備え、直線ガイドの往復振動を利用して前記チップ部品を順次前記リング体1上に導くものからなる。
【0014】
さて前記リング体1が形成した搬送路上の、前記リニアフィーダ4によるチップ部品の供給位置から搬送方向下流側に所定の距離を隔てた第1の位置には、当該位置に導かれたチップ部品の上面を撮像する上面カメラ5aが設けられている。また上記第1の位置から更に下流側に所定の距離を隔てた第2の位置、およびこの第2の位置から更に所定の距離を隔てた第3の位置には、これらの各位置に導かれたチップ部品の両側面をそれぞれ撮像する第1および第2の側面カメラ5b,5cが設けられている。更に前記第3の位置の下流側には、該第3の位置から更に所定の距離を隔てた第4の位置に導かれたチップ部品の両端面を斜め方向からそれぞれ撮像する第1および第2の端面カメラ5d,5eが設けられている。
【0015】
これらの5台のカメラ5a,5b,5c,5d,5eにより、前記リング体1上に載置された前記チップ部品の下面を除く5面がそれぞれ撮像されて、その外観検査が行われるようになっている。そしてこれらの外観検査によって不良であると判定されたチップ部品は、前記第4の位置から更に下流側の第5の位置にて、排除機構6により前記リング体1上から排除されるようになっている。尚、この排除機構6は、リング体1の側部に設けられたエアブローからなり、リング体1上に載置されたチップ部品に圧縮空気を吹き付けることにより該チップ部品を不良品ストッカ7に落とし込むように構成される。
【0016】
一方、前述した5台のカメラ5a,5b,5c,5d,5eによる外観検査において異常が認められなかったチップ部品は、前記第5の位置の下流側の第6の位置にて前記リング体1に連なる搬送路を形成した吸着型回転板8に乗せ替えられる。この吸着型回転板8は、その外周側下面に複数の吸着孔を円環状に配列したものであり、前記リング体1上に載置されているチップ部品の上面を吸着することで該チップ部品を前記リング体1上から移し替え、これを搬送して下面カメラ5fによる前記チップ部品の下面の撮像に供するものである。そしてこの下面カメラ5fによるチップ部品の下面に対する検査結果に応じて前記吸着型回転板8によるチップ部品の吸引解除タイミングを制御することで、外観検査に合格したチップ部品は良品ストッカ9に、また不合格であったチップ部品は前述した不良品ストッカ7に落とし込まれるようになっている。
【0017】
尚、図中10は、前記上面カメラ5aよりも上流側に設けられて、前記リニアフィーダ4からリング体1上に供給されたチップ部品を検出する光電センサである。この光電センサ10によるチップ部品の検出タイミングを基準として、前記ロータリーエンコーダ2の出力に基づいて前述した5台のカメラ5a,5b,5c,5d,5eによるチップ部品の撮像タイミングがそれぞれ制御されると共に、前記排除機構6による不良品の排除が制御される。またこれに同期して、前記吸着型回転板8に乗せ替えられて搬送されるチップ部品の前記下面カメラ5fによる撮像タイミングと、その検査結果に基づくチップ部品の良品ストッカ9または不良品ストッカ7への選別処理がそれぞれ制御される。
【0018】
基本的には上述した如く構成される外観検査装置において、本発明が特徴とするところは前記光電センサ10の出力を利用して前記リング体1上に供給されたチップ部品の並び状態を監視してその良否を判定する判定手段を備えると共に、前記上面カメラ5aの上流側に設けられて前記判定手段により並びが不良と判定されたチップ部品を前記リング体1上から排除する事前排除機構11を備える点にある。この事前排除機構11は、前述した不良品を排除する排除機構6とは独立したものであり、リング体1に供給したチップ部品を前述したカメラ5a〜5fによる外観検査に供する前に、外観検査に不適当な状態にあるとして事前に排除するものである。尚、この事前排除機構11によりリング体1上から排除されたチップ部品は、再検査品ストッカ12により回収されて前述した供給機構に戻され、これによって再検査に供される。
【0019】
この本発明の特徴的な部分である事前排出機構11の構成とその制御形態について説明すると、図2にその要部概略構成を模式的に示すように、前記光電センサ10はリング体(搬送路)1の側部に設けられて、該リング体1上に順次1つずつ供給されたチップ部品Cを光学的に検出する役割を担う。尚、光電センサ10は、例えば搬送路を挟んで投光器と受光器とを対向させて設け、リング体1上に供給されたチップ部品Cによりその光路が遮られたとき、これを『チップ部品有り』として検出する透過形ものからなる。
【0020】
一方、前記事前排出機構11は、リング体1上のチップ部品Cに向けて圧縮空気を吹き付けて該リング体(搬送路)1上からチップ部品を払い落とすエアノズル13と、このエアノズル13に対してエアコンプレッサ等の圧縮空気源14から圧縮空気を選択的に供給する第1および第2の電磁弁15,16とを備える。ちなみに第1の電磁弁15は、例えば1m秒程度の短時間だけ瞬時に開弁駆動されて前記エアノズル13に圧縮空気を瞬時供給する高速動作型のものからなる。これに対して前記第2の電磁弁16は瞬時駆動はできないものの、任意の時間に亘って開弁駆動されて所定時間に亘って前記エアノズル13に圧縮空気を供給する通常型のものからなる。前記エアノズル13は、これらの第1または第2の電磁弁15,16の一方を選択的に介して前記圧縮空気源14から圧縮空気が供給されて駆動される。
【0021】
このような第1および第2の電磁弁15,16を駆動して前記リング体1上のチップ部品Cをその搬送路から排除するエジェクト制御部17は、前述した光電センサ10の出力を受けて前記リング体(搬送路)1上における複数のチップ部品Cの並びの良否を判定するものであり、例えばマイクロプロセッサによって構成される。特にこのエジェクト制御部17は、リング体(搬送路)1上に載置されて搬送されるチップ部品Cの搬送間隔が、予め設定した搬送間隔以上であるか否かを判定し、その搬送間隔が短いときには前記第1の電磁弁15を駆動する間隔検出機能17aと、複数のチップ部品Cが団子状に連なった状態で搬送されているか否かを判定し、連続状態を検出した場合には前記第2の電磁弁16を駆動するつながり検出機能17bとを備える。
【0022】
具体的にはこのエジェクト制御部17は、例えば図3に示す処理手順に従って前記光電センサ10の出力から前記リング体1により搬送されるチップ部品Cが当該光電センサ10の設置位置を通過するか否かを検出する〈ステップS1〉。そしてチップ部品Cが検出されない場合には、後述するタイマ・カウンタを歩進してチップ部品Cの搬送間隔を計測する〈ステップS2〉。
【0023】
またチップ部品Cを検出した場合には、前記光電センサ10の出力の継続時間を監視して、該チップ部品Cが単独で通過したか否かを判定する〈ステップS3〉。換言すれば複数のチップ部品Cが、いわゆる団子状に連なった状態で通過しているか否かを判定する。そして複数のチップ部品Cが団子状に連なった状態であると判定した場合には、これらの複数のチップ部品Cを個々に外観検査することは不可能であるとして連続エジェクト指令を発し〈ステップS4〉、前記第2の電磁弁16を駆動して複数のチップ部品Cの連なり(まとまり)を一括してリング体1上から排除する。
【0024】
ちなみに連続エジェクト指令に基づく前述したつながり検出機能17bによる前記第2の電磁弁16の駆動は、前記光電センサ10の設置位置からエアノズル13の設置位置までの前記リング体1によるチップ部品Cの搬送所要時間を見込んで、連続して連なる複数のチップ部品Cの前端部の検出タイミングから、その後端部の検出タイミングに亘って、つまり複数のチップ部品Cの連なり個数に相当する時間に亘って行われる。
【0025】
これに対して前記被光電センサ10の出力が単発的(瞬時的)であり、チップ部品Cが単独で搬送されていると判定した場合には〈ステップS3〉、前述したタイマ・カウンタにより計時されているチップ部品Cの搬送間隔が調べられる〈ステップS5〉。具体的にはタイマ・カウンタによる計時されているカウンタ値(チップ部品の搬送間隔)tが、前述したカメラ5a〜5fでの最短撮像周期に応じて予め設定された最小搬送間隔to以上である否かが判定される。そしてチップ部品Cの搬送間隔tが最小搬送間隔toに満たない場合には単発エジェクト指令が発せられ〈ステップS6〉、前記間隔検出機能17aの制御の下で前記第1の電磁弁15が駆動される。
【0026】
この第1の電磁弁15の駆動は、前記光電センサ10の設置位置からエアノズル13の設置位置までの前記リング体1によるチップ部品Cの搬送所要時間を見込んだタイミングでそのチップ部品Cだけをリング体(搬送路)1上から排除すべく、前記エアノズル13から該当するチップ部品Cに対して、例えば1m秒程度の瞬時に圧縮空気を吹きつけるようにして行われる。
【0027】
尚、前述した判定によりチップ部品Cが余裕のある間隔で搬送されていることが確認された場合には〈ステップS5〉、先ず前述したタイマ・カウンタをリセットする〈ステップS7〉。このタイマ・カウンタのリセットにより、次にチップ部品Cが検出されるまでの時間、つまりチップ部品Cの搬送間隔の計時が開始される。また同時に前記光電センサ10によるチップ部品Cの検出タイミングを基準として前記各カメラ5a〜5eによる当該チップ部品Cの撮像を、つまりカメラ5a〜5eによる外観検査を指令する〈ステップS8〉。この外観検査指令を受けた各カメラ5a〜5eにおいては、前記光電センサ10によるチップ部品Cの検出タイミングを基準として、前記光電センサ10の設置位置から各カメラ5a〜5eによるチップ部品の撮像位置までの前記リング体1によるチップ部品Cの搬送所要時間を見込んでその撮像タイミングをそれぞれ設定する。また前記エアノズル6によるチップ部品Cの排除タイミングも同様に制御され、これらの一連のシーケンシャルな制御によってチップ部品Cの外観検査と、その選別処理が実行される。
【0028】
かくして上述したエジェクト制御機能を備えた外観検査装置によれば、リング体(搬送路)1上に順次に供給される複数のチップ部品Cの並びが複数のカメラ5a〜5eによる外観検査に適合しない場合、つまり複数のチップ部品Cの搬送間隔が短い場合や、複数のチップ部品Cが団子状に連なっているような場合には、これらのチップ部品Cがカメラ5aによる撮像位置に到達する前に前記リング体(搬送路)1上から排除される。従って各カメラ5a〜5eにおいては、その最短撮像周期を上回る間隔で搬送される個々のチップ部品Cを順次十分に余裕を以て撮像することができる。これ故、チップ部品Cに対する外観検査の確実性を高め、その信頼性を十分に確保しながら外殻検査を効率的に実行することが可能となる。
【0029】
しかもカメラ5a〜5eによる外観検査に先立って、外観検査に適合しないチップ部品Cをリング体(搬送路)1上から排除するので、例えばチップ部品Cの正確な撮像に失敗し、これに起因して良品であるチップ部品Cを不良品として誤判定する虞もなくなる。特にリング体(搬送路)1上における並びの状態が不良なチップ部品Cについてはその外観検査前に排除するので、これを回収して再度外観検査に供すれば良く、外観検査前のチップ部品Cを無駄に排除してしまうような不具合はない。
【0030】
また上述した装置においては、チップ部品Cの並びの状態に応じて第1の電磁弁15と第2の電磁弁16とを選択的に使い分けているので、上記並びの状態が不良のチップ部品Cを簡易にして確実に排除することができる。しかも単一のエアノズル13を用いたまま第1および第2の電磁弁15,16の選択的な駆動によって該エアノズル13からの圧縮空気の吹き付け方を簡易に変えることができるので、並びの状態が不良であるチップ部品Cだけを確実に排除することができる等の利点がある。
【0031】
尚、本発明は上述した実施形態に限定されるものではない。ここではリング体1を搬送路とした外観検査装置を例に説明したが、チップ部品を直線状に搬送しながら外観検査する装置にも同様に適用することができる。また実施形態においては2つの電磁弁15,16を用いて並び状態が不良のチップ部品を排除したが、要は複数の電磁弁を適宜使い分ければ良い。またチップ部品の並び状態の判定アルゴリズムについても種々変形可能であり、要は本発明はその要旨を逸脱しない範囲で種々変形して実施することができる。
【図面の簡単な説明】
【0032】
【図1】本発明に係る外観検査装置の全体的な概略構成図。
【図2】本発明に係る外観検査装置におけるチップ部品の事前排出機構の要部概略構成図。
【図3】図2に示す事前排出機構におけるチップ部品の並び状態検出とその排除制御の手順を示す図。
【符号の説明】
【0033】
1 リング体(搬送路)
2 ロータリーエンコーダ
5a〜5e カメラ
10 光電センサ
11 事前排出機構
13 エアノズル
15 第1の電磁弁
16 第2の電磁弁
17 エジェクト制御部
17a 搬送間隔検出機能
17b つながり検出機能
【特許請求の範囲】
【請求項1】
部品供給機構から所定の搬送路上に順次供給されたチップ部品をカメラにより撮像してその外観を検査する外観検査装置であって、
前記部品供給機構から前記搬送路上に供給されたチップ部品を検出する光電センサと、
この光電センサの出力に基づいて前記搬送路上における複数のチップ部品の並びの良否を判定する判定手段と、
前記搬送路における前記カメラの上流位置に設けられて、前記判定手段により並びが不良と判定されたチップ部品を前記搬送路上からを排除して前記カメラによる検査対象から除外する排除機構と
を具備したことを特徴とする外観検査装置。
【請求項2】
前記部品供給機構は、複数のチップ部品を1列に整列させて順次1つずつ前記搬送路上に供給するものであって、
前記判定手段は、前記搬送路上に途切れなく供給された複数のチップ部品のまとまり、および予め設定された搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品を前記並びが不良のチップ部品として判定するものである請求項1に記載の外観検査装置。
【請求項3】
前記排除機構は、チップ部品に圧縮空気を吹き付けて前記搬送路上から吹き飛ばすエアノズルと、予め定められた搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品が検出されたときに前記エアノズルに圧縮空気を瞬時供給する第1の電磁弁と、前記複数のチップ部品のまとまりが検出されたときに所定時間に亘って前記エアノズルに圧縮空気を連続供給する第2の電磁弁とを備えたものである請求項1に記載の外観検査装置。
【請求項1】
部品供給機構から所定の搬送路上に順次供給されたチップ部品をカメラにより撮像してその外観を検査する外観検査装置であって、
前記部品供給機構から前記搬送路上に供給されたチップ部品を検出する光電センサと、
この光電センサの出力に基づいて前記搬送路上における複数のチップ部品の並びの良否を判定する判定手段と、
前記搬送路における前記カメラの上流位置に設けられて、前記判定手段により並びが不良と判定されたチップ部品を前記搬送路上からを排除して前記カメラによる検査対象から除外する排除機構と
を具備したことを特徴とする外観検査装置。
【請求項2】
前記部品供給機構は、複数のチップ部品を1列に整列させて順次1つずつ前記搬送路上に供給するものであって、
前記判定手段は、前記搬送路上に途切れなく供給された複数のチップ部品のまとまり、および予め設定された搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品を前記並びが不良のチップ部品として判定するものである請求項1に記載の外観検査装置。
【請求項3】
前記排除機構は、チップ部品に圧縮空気を吹き付けて前記搬送路上から吹き飛ばすエアノズルと、予め定められた搬送間隔よりも短い間隔で前記搬送路に供給されたチップ部品が検出されたときに前記エアノズルに圧縮空気を瞬時供給する第1の電磁弁と、前記複数のチップ部品のまとまりが検出されたときに所定時間に亘って前記エアノズルに圧縮空気を連続供給する第2の電磁弁とを備えたものである請求項1に記載の外観検査装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−19731(P2010−19731A)
【公開日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願番号】特願2008−181390(P2008−181390)
【出願日】平成20年7月11日(2008.7.11)
【出願人】(000103666)オカノ電機株式会社 (6)
【Fターム(参考)】
【公開日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願日】平成20年7月11日(2008.7.11)
【出願人】(000103666)オカノ電機株式会社 (6)
【Fターム(参考)】
[ Back to top ]