
外面防食塗装を施した管路構成部材およびその製造方法
【課題】鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材の外表面に、擬合金被膜と封孔処理被膜と合成樹脂被膜とを形成することによって、外面防食塗装を施した従来の管路構成部材より格段に優れた防食性能が得られることから、高い防食性能を長期間に亘って維持することができると共に、その高い防食性能からポリエチレンスリーブを被覆しなくてもよくなり、現場施工性が格段に向上する、外面防食塗装を施した管路構成部材およびその製造方法を提供する。
【解決手段】 鋳鉄管本体1と、鋳鉄管本体1の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜2と、擬合金被膜2の上に形成された封孔処理被膜3と、封孔処理被膜3の上に形成された合成樹脂被膜4とからなる。
【解決手段】 鋳鉄管本体1と、鋳鉄管本体1の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜2と、擬合金被膜2の上に形成された封孔処理被膜3と、封孔処理被膜3の上に形成された合成樹脂被膜4とからなる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、外面防食塗装を施した管路構成部材およびその製造方法、特に、管路構成部材本体の外表面に擬合金被膜が形成され、擬合金被膜の上に封孔処理被膜が形成され、封孔処理被膜の上に合成樹脂被膜が形成されたものからなる、鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材およびその製造方法に関するものである。
【背景技術】
【0002】
従来、水道用あるいは下水道用等の管路に使用されている、外面防食塗装を施した、鋳鉄または鉄等の金属製管路構成部材としての管およびバルブにおいて、外面防食塗装は、一般的に、管の場合は、プライマとしてジンクリッチペイントの塗装や亜鉛被膜を溶射により20〜30μm程度の厚さに形成し、その上に下塗塗装として80μm程度の厚さにアクリル樹脂塗料を塗装したものからなっている。一方、バルブの場合は、エポキシ樹脂の粉体塗装を150μm以上の厚さに塗装したものからなっている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかし、上記外面防食塗装は、管の場合、施工までの保管期間における管外面からの赤錆発生防止の効果しか期待できず、管を長期間、地下に埋設した場合には、土壌環境によって管が短期間に腐食してしまい、外面塗装管の寿命を終えるケースがあった。
【0004】
なお、現在では、外面防食塗装管の外面にポリエチレンスリーブを被覆する施工方法が主流であるが、この施工方法は、工程が煩雑で、しかも、ポリエチレンスリーブに傷がついたりして、期待した防食性能が発揮できない場合があった。
【0005】
一方、バルブの場合、エポキシ樹脂の粉体塗装塗膜は硬いことから衝撃に弱く、塗膜が損傷し、剥離するケースがある。この剥離損傷箇所が起点となって腐食が進み、短期間に寿命を終えるケースがあった。なお、現在では、外面防食塗装バルブも外面防食塗装管と同様にポリエチレンスリーブを被覆する施工方法が主流であるが、外面防食塗装管と同様な問題点があった。
【0006】
従って、この発明の目的は、外面防食塗装を施した、鋳鉄または鉄等の金属製管またはバルブ等の従来の管路構成部材では期待できない過酷な腐食環境にも耐えることができ、しかも、ポリエチレンスリーブも基本的に必要としないために、良好な施工性を有する、外面防食塗装を施した管路構成部材およびその製造方法を提供するものである。
【課題を解決するための手段】
【0007】
本願発明者は、上記目的を達成すべく、鋭意研究を重ねた。この結果、以下のような知見を得た。
【0008】
鋳鉄または鉄等の金属製管またはバルブの外表面に、亜鉛とアルミニウム−マグネシウム合金からなる擬合金被膜を防食層として形成し、その上に特殊樹脂と粉末状の無機質材料を配合した特殊なアクリル樹脂、または、特殊樹脂と粉末状の無機質材料を配合したアルキルシリケートとからなる封孔処理剤をコーティングして封孔処理被膜を形成し、最上層に特殊変性アクリル樹脂塗料を塗装して合成樹脂被膜を形成することによって、現状の外面塗装管およびバルブより格段に優れた防食性能が得られ、しかも、このように優れた防食性能が得られる結果、ポリエチレンスリーブの被覆が基本的に不要となることにより、格段に優れた施工性を得ることができるといった知見を得た。
【0009】
この発明は、上記知見に基づきなされたものであって、下記を特徴とするものである。
【0010】
請求項1に記載の発明は、管路構成部材本体と、前記管路構成部材本体の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜と、前記擬合金被膜の上に形成された封孔処理被膜と、前記封孔処理被膜の上に形成された合成樹脂被膜とからなることに特徴を有するものである。
【0011】
請求項2に記載の発明は、請求項1に記載の、外面防食塗装を施した管路構成部材において、前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることに特徴を有するものである。
【0012】
請求項3に記載の発明は、請求項1または2に記載の、外面防食塗装を施した管路構成部材において、前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることに特徴を有するものである。
【0013】
請求項4に記載の発明は、請求項1から3の何れか1つに記載の、外面防食塗装を施した管路構成部材において、前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることに特徴を有するものである。
【0014】
請求項5に記載の発明は、請求項1から4の何れか1つの記載の、外面防食塗装を施した管路構成部材において、前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記合成樹脂被膜塗料の塗布量は、50〜300g/m2の範囲内であることに特徴を有するものである。
【0015】
請求項6に記載の発明は、請求項1から5の何れか1つの記載の、外面防食塗装を施した管路構成部材において、前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることに特徴を有するものである。
【0016】
請求項7に記載の発明は、管路構成部材本体の外表面に表面仕上処理を施し、次いで、前記管路構成部材本体の外表面に、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射により擬合金被膜を形成し、次いで、前記管路構成部材本体を予熱して、前記擬合金被膜の上に封孔処理剤をコーティングして封孔処理被膜を形成し、次いで、前記封孔処理被膜の上に合成樹脂被膜を形成することに特徴を有するものである。
【0017】
請求項8に記載の発明は、請求項7に記載の、外面防食塗装を施した管路構成部材の製造方法において、前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることに特徴を有するものである。
【0018】
請求項9に記載の発明は、請求項7または8に記載の、外面防食塗装を施した管路構成部材の製造方法において、前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることに特徴を有するものである。
【0019】
請求項10に記載の発明は、請求項7から9の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法において、前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることに特徴を有するものである。
【0020】
請求項11に記載の発明は、請求項7から10の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法において、前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記エポキシ変性アクリル樹脂塗料の塗布量は、50〜300g/m2の範囲内であることに特徴を有するものである。
【0021】
請求項12に記載の発明は、請求項7から11の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法において、前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることに特徴を有するものである。
【発明の効果】
【0022】
この発明によれば、鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材の外表面に、擬合金被膜と封孔処理被膜と合成樹脂被膜とを形成することによって、外面防食塗装を施した従来の管路構成部材より格段に優れた防食性能が得られることから、高い防食性能を長期間に亘って維持することができると共に、その高い防食性能からポリエチレンスリーブを被覆しなくてもよくなり、現場施工性が格段に向上する。
【図面の簡単な説明】
【0023】
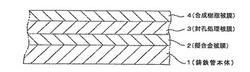
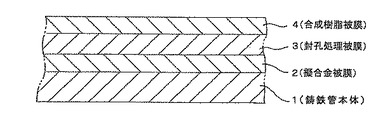
【図1】この発明の、外面防食塗装が施された鋳鉄管を示す部分断面図である。
【図2】この発明の、外面防食塗装が施された鋳鉄管の製造方法を示す工程図である。
【発明を実施するための形態】
【0024】
次に、この発明の、外面防食塗装を施した管路構成部材の一実施態様を、管路構成部材として鋳鉄管を例に挙げて、図面を参照しながら説明する。
【0025】
図1は、この発明の、外面防食塗装が施された鋳鉄管を示す部分断面図である。
【0026】
図1に示すように、この発明の、外面防食塗装が施された鋳鉄管は、鋳鉄管本体1と、鋳鉄管本体1の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された防食層としての擬合金被膜2と、擬合金被膜2の上に形成された封孔処理被膜3と、封孔処理被膜3の上に形成された合成樹脂被膜4とから構成されている。
【0027】
擬合金被膜2におけるマグネシウム含有量は、1〜5wt%の範囲内とする。マグネシウム含有量が1wt%未満では、防食作用としての亜鉛の初期の犠牲陽極作用に乏しく、一方、マグネシウム含有量が5wt%超では、その作用は、律速となると共に、硬くなり溶射線材が切れ易くなってしまう。
【0028】
擬合金被膜2の溶射付着量は、50〜400g/m2の範囲内とする。溶射付着量が50g/m2未満では、亜鉛の犠牲陽極作用を長期的に保持することが難しくなり、一方、溶射付着量が400g/m2超では、擬合金被膜2の厚さが厚くなりすぎて、衝撃等により、擬合金被膜2が浮いたり剥離したりする危険がある。
【0029】
封孔処理被膜3は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなっている。
【0030】
固形分が5wt%未満では、封孔処理被膜3の適正な膜厚範囲である5〜15μmが得られず、擬合金被膜2に残存する空隙が封孔できない。一方、固形分が30wt%超では封孔処理被膜3の膜厚が厚くなりすぎて擬合金被膜2との密着性が低下する。従って、固形分は、5〜30wt%、好ましくは、10〜20wt%の範囲内とする。
【0031】
燐酸変性エポキシ樹脂は、擬合金被膜2との密着性向上、および、擬合金被膜2の表面に燐酸亜鉛の化成被膜を生成させことによる防食性能の向上を図る作用を有している。
【0032】
また、粉末状無機質材料は、擬合金被膜2中に残存する空隙の孔を封孔する作用を有している。粉末状無機質材料としては、シリカ、ジルコニウム、トルマリン等が良い。燐酸変性エポキシ樹脂と粉末状無機質材料とを配合することにより、防食性能が格段に向上する。
【0033】
封孔処理被膜3の膜厚は、5〜15μmの範囲内とする。膜厚が5μm未満では、膜厚が薄すぎて上記効果が得られない。一方、膜厚が15μm超では、膜厚が厚すぎて、擬合金被膜2中の亜鉛の溶出が抑えられて、防食性能の向上が望めない。
【0034】
合成樹脂被膜4は、エポキシ変性アクリル樹脂塗料からなっている。このエポキシ変性アクリル樹脂塗料は、アクリル樹脂を被塗物に対して密着性の優れているエポキシ樹脂により変性した樹脂塗料である。これにより合成樹脂被膜4の剥離や浮き等の発生がなく長期間の耐久性が期待できる。
【0035】
また、合成樹脂被膜4は、亜鉛の過剰な溶出を抑える作用を有し、これにより、長期間の犠牲陽極作用が継続され、長寿命化が図れる。
【0036】
合成樹脂被膜4の膜厚は、50〜300g/m2、好ましくは150〜250g/m2の範囲内とする。膜厚が50g/m2未満では、膜厚が薄すぎて上記効果が得られない。一方、膜厚が300g/m2超では、膜厚が厚すぎて密着性が低下する。
【0037】
以上は、この発明を鋳鉄管に適用した場合であるが、鉄管等の金属製管または鋳鉄または鉄等の金属製バルブに適用する場合も鋳鉄管の場合と同様である。なお、バルブとしては、ソフトシール仕切弁等がある。
【0038】
次に、この発明の、外面防食塗装を施した管路構成部材の製造方法の一実施態様を、管路構成部材として鋳鉄管を例に挙げて、図面を参照しながら説明する。
【0039】
図2は、この発明の、外面防食塗装が施された鋳鉄管の製造方法を示す工程図である。
【0040】
図2に示すように、この発明の、外面防食塗装が施された鋳鉄管を製造するには、まず、鋳鉄製素管に表面仕上処理を施す。鋳鉄製素管の表面仕上処理は、重要であり、表面をショットブラスト等によりブラスト処理を行って、鋳鉄製素管の外表面から錆びや酸化スケール等を除去する。その仕上げ程度は、Sa1/2以上になるように行う。
【0041】
次いで、表面仕上処理を施した鋳鉄製素管の外表面に、亜鉛からなる溶射ワイヤと、アルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射を行って、表面仕上処理を施した鋳鉄製素管の外表面に擬合金被膜を形成する。このときのマグネシウム含有量は、1〜5wt%の範囲内とし、溶射付着量は、50〜400g/m2の範囲内とする。
【0042】
次に、外表面に擬合金被膜を形成した鋳鉄製素管を50〜90℃の範囲内の温度に予熱する。予熱温度が50℃未満であると、後述する封孔処理剤および合成樹脂塗料が完全に乾燥しないので、本来の封孔及び合成樹脂塗膜の効果が得られず、防食性能に悪影響を及ぼす。一方、予熱温度が90℃を超えると、後述する封孔処理剤および合成樹脂塗料が高温に加熱されすぎて、本来の封孔および合成樹脂塗膜の効果が得られない。
【0043】
次に、予熱した鋳鉄製素管の擬合金被膜の上に封孔処理剤をコーティングして封孔処理被膜を形成する。封孔処理剤は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合された、メチルシリケート、エチルシリケートあるいはプロピルシリケートからなるアルキルシリケートからなっている。
【0044】
次に、封孔処理被膜の上にエポキシ変性アクリル樹脂塗料を塗装して合成樹脂被膜を形成する。このときのエポキシ変性アクリル樹脂塗料の塗布量は、50〜300g/m2の範囲内とする。
【0045】
このようにして、高い防食性能を有する製品としての、外面防食塗装が施された鋳鉄管を製造することができる。
【0046】
以上は、この発明を鋳鉄管の製造方法に適用した場合であるが、鉄管等の金属製管または鋳鉄製または鉄製等の金属製バルブの製造方法に適用する場合も鋳鉄管の場合と同様である。
【実施例】
【0047】
次に、この発明を実施例により、さらに説明する。
【0048】
口径φ100mm、肉厚7.5mm、長さ700mmのダクタイル鋳鉄管の素管の外表面にショットブラストによりブラスト処理を施して、ダクタイル鋳鉄管の素管の外表面から錆や酸化スケールを除去した。
【0049】
次いで、表面処理を施したダクタイル鋳鉄管の外表面に、自動アーク溶射装置を使用して、溶射付着量が320g/m2になるように亜鉛からなる溶射ワイヤと、5%のマグネシウムを含むアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射を行い、擬合金被膜を形成した。
【0050】
次いで、擬合金被膜を形成したダクタイル鋳鉄管を加熱炉に装入して80℃に予熱した後、擬合金被膜の上に、燐酸変性エポキシ樹脂と粉末状シリカとが配合されたアクリル樹脂塗料からなる封孔処理剤を膜厚が10μmになるようにコーティングして封孔処理被膜を形成し、さらに、封孔処理被膜の上に水系のエポキシ変性アクリル樹脂エマルション塗料を塗布量が200g/m2になるように塗装を行い、乾燥させた。
【0051】
このようにして、外面防食塗装を施した鋳鉄管(本発明の実施例)を製造した。
【比較例】
【0052】
上記実施例におけると同様に、表面仕上処理を施した、口径φ100mm、肉厚7.5mm、長さ700mmのダクタイル鋳鉄管の外表面に外面自動アーク溶射装置を使用して、溶射付着量が130g/m2になるように亜鉛からなる溶射ワイヤを用いてアーク溶射を行った。
【0053】
次いで、その外面溶射管を加熱炉に装入して80℃に予熱し、その外表面に水系のアクリル樹脂エマルション塗料を塗布量が250g/m2になるように塗装を施した。
【0054】
そして、上記実施例および比較例に対して、複合サイクル試験を行った。試験条件は、以下の通りである。
【0055】
複合サイクル試験装置:スガ試験機製CPY−90型
塩水噴霧試験:JIS Z 2371規定の性能を満足するもの。
乾燥試験:
(a)温度条件:(RT+10℃)〜70±1℃
(b)湿度条件:温度60℃において25±5%rh
湿潤試験(高温):
(a)温度条件:(RT+10℃)〜50±1℃
(b)湿度条件:温度50℃において95%rh以上
外気導入試験:約外気温度・温湿度制御なし
試験サイクル:JIS K 5600−7−9の付属書C(規定)のサイクルA
試験サイクル数:360サイクル
【0056】
この複合サイクル試験結果を、表1に示す。なお、表1において、○印は、クロスカット部錆なしを示す、×印は、全体に錆が発生したことを示す。
【0057】
【表1】

【0058】
表1から明らかなように、本発明の外面防食塗装を施したダクタイル鋳鉄管によれば、第1層目に亜鉛と、アルミニウム−マグネシウム合金からなる擬合金の溶射被膜を施し、さらに第2層目に特殊な樹脂と粉末状の無機質材料を配合した封孔処理剤をコーティングし、最上層にアクリル樹脂を主成分とする特殊変性合成樹脂塗料を塗装することによって、防食性能が通常の外面塗装管に比べて高い防食性能(10倍以上)を長期間に亘って維持することが確認できた。
【0059】
このことから、従来の外面塗装管では期待できない過酷な腐食環境にも耐え、ポリエチレンスリーブも基本的に必要としないことから、施工性の向上が可能であることが分かった。
【符号の説明】
【0060】
1:鋳鉄管本体
2:擬合金被膜
3:封孔処理被膜
4:合成樹脂被膜
【技術分野】
【0001】
この発明は、外面防食塗装を施した管路構成部材およびその製造方法、特に、管路構成部材本体の外表面に擬合金被膜が形成され、擬合金被膜の上に封孔処理被膜が形成され、封孔処理被膜の上に合成樹脂被膜が形成されたものからなる、鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材およびその製造方法に関するものである。
【背景技術】
【0002】
従来、水道用あるいは下水道用等の管路に使用されている、外面防食塗装を施した、鋳鉄または鉄等の金属製管路構成部材としての管およびバルブにおいて、外面防食塗装は、一般的に、管の場合は、プライマとしてジンクリッチペイントの塗装や亜鉛被膜を溶射により20〜30μm程度の厚さに形成し、その上に下塗塗装として80μm程度の厚さにアクリル樹脂塗料を塗装したものからなっている。一方、バルブの場合は、エポキシ樹脂の粉体塗装を150μm以上の厚さに塗装したものからなっている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかし、上記外面防食塗装は、管の場合、施工までの保管期間における管外面からの赤錆発生防止の効果しか期待できず、管を長期間、地下に埋設した場合には、土壌環境によって管が短期間に腐食してしまい、外面塗装管の寿命を終えるケースがあった。
【0004】
なお、現在では、外面防食塗装管の外面にポリエチレンスリーブを被覆する施工方法が主流であるが、この施工方法は、工程が煩雑で、しかも、ポリエチレンスリーブに傷がついたりして、期待した防食性能が発揮できない場合があった。
【0005】
一方、バルブの場合、エポキシ樹脂の粉体塗装塗膜は硬いことから衝撃に弱く、塗膜が損傷し、剥離するケースがある。この剥離損傷箇所が起点となって腐食が進み、短期間に寿命を終えるケースがあった。なお、現在では、外面防食塗装バルブも外面防食塗装管と同様にポリエチレンスリーブを被覆する施工方法が主流であるが、外面防食塗装管と同様な問題点があった。
【0006】
従って、この発明の目的は、外面防食塗装を施した、鋳鉄または鉄等の金属製管またはバルブ等の従来の管路構成部材では期待できない過酷な腐食環境にも耐えることができ、しかも、ポリエチレンスリーブも基本的に必要としないために、良好な施工性を有する、外面防食塗装を施した管路構成部材およびその製造方法を提供するものである。
【課題を解決するための手段】
【0007】
本願発明者は、上記目的を達成すべく、鋭意研究を重ねた。この結果、以下のような知見を得た。
【0008】
鋳鉄または鉄等の金属製管またはバルブの外表面に、亜鉛とアルミニウム−マグネシウム合金からなる擬合金被膜を防食層として形成し、その上に特殊樹脂と粉末状の無機質材料を配合した特殊なアクリル樹脂、または、特殊樹脂と粉末状の無機質材料を配合したアルキルシリケートとからなる封孔処理剤をコーティングして封孔処理被膜を形成し、最上層に特殊変性アクリル樹脂塗料を塗装して合成樹脂被膜を形成することによって、現状の外面塗装管およびバルブより格段に優れた防食性能が得られ、しかも、このように優れた防食性能が得られる結果、ポリエチレンスリーブの被覆が基本的に不要となることにより、格段に優れた施工性を得ることができるといった知見を得た。
【0009】
この発明は、上記知見に基づきなされたものであって、下記を特徴とするものである。
【0010】
請求項1に記載の発明は、管路構成部材本体と、前記管路構成部材本体の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜と、前記擬合金被膜の上に形成された封孔処理被膜と、前記封孔処理被膜の上に形成された合成樹脂被膜とからなることに特徴を有するものである。
【0011】
請求項2に記載の発明は、請求項1に記載の、外面防食塗装を施した管路構成部材において、前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることに特徴を有するものである。
【0012】
請求項3に記載の発明は、請求項1または2に記載の、外面防食塗装を施した管路構成部材において、前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることに特徴を有するものである。
【0013】
請求項4に記載の発明は、請求項1から3の何れか1つに記載の、外面防食塗装を施した管路構成部材において、前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることに特徴を有するものである。
【0014】
請求項5に記載の発明は、請求項1から4の何れか1つの記載の、外面防食塗装を施した管路構成部材において、前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記合成樹脂被膜塗料の塗布量は、50〜300g/m2の範囲内であることに特徴を有するものである。
【0015】
請求項6に記載の発明は、請求項1から5の何れか1つの記載の、外面防食塗装を施した管路構成部材において、前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることに特徴を有するものである。
【0016】
請求項7に記載の発明は、管路構成部材本体の外表面に表面仕上処理を施し、次いで、前記管路構成部材本体の外表面に、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射により擬合金被膜を形成し、次いで、前記管路構成部材本体を予熱して、前記擬合金被膜の上に封孔処理剤をコーティングして封孔処理被膜を形成し、次いで、前記封孔処理被膜の上に合成樹脂被膜を形成することに特徴を有するものである。
【0017】
請求項8に記載の発明は、請求項7に記載の、外面防食塗装を施した管路構成部材の製造方法において、前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることに特徴を有するものである。
【0018】
請求項9に記載の発明は、請求項7または8に記載の、外面防食塗装を施した管路構成部材の製造方法において、前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることに特徴を有するものである。
【0019】
請求項10に記載の発明は、請求項7から9の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法において、前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることに特徴を有するものである。
【0020】
請求項11に記載の発明は、請求項7から10の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法において、前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記エポキシ変性アクリル樹脂塗料の塗布量は、50〜300g/m2の範囲内であることに特徴を有するものである。
【0021】
請求項12に記載の発明は、請求項7から11の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法において、前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることに特徴を有するものである。
【発明の効果】
【0022】
この発明によれば、鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材の外表面に、擬合金被膜と封孔処理被膜と合成樹脂被膜とを形成することによって、外面防食塗装を施した従来の管路構成部材より格段に優れた防食性能が得られることから、高い防食性能を長期間に亘って維持することができると共に、その高い防食性能からポリエチレンスリーブを被覆しなくてもよくなり、現場施工性が格段に向上する。
【図面の簡単な説明】
【0023】
【図1】この発明の、外面防食塗装が施された鋳鉄管を示す部分断面図である。
【図2】この発明の、外面防食塗装が施された鋳鉄管の製造方法を示す工程図である。
【発明を実施するための形態】
【0024】
次に、この発明の、外面防食塗装を施した管路構成部材の一実施態様を、管路構成部材として鋳鉄管を例に挙げて、図面を参照しながら説明する。
【0025】
図1は、この発明の、外面防食塗装が施された鋳鉄管を示す部分断面図である。
【0026】
図1に示すように、この発明の、外面防食塗装が施された鋳鉄管は、鋳鉄管本体1と、鋳鉄管本体1の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された防食層としての擬合金被膜2と、擬合金被膜2の上に形成された封孔処理被膜3と、封孔処理被膜3の上に形成された合成樹脂被膜4とから構成されている。
【0027】
擬合金被膜2におけるマグネシウム含有量は、1〜5wt%の範囲内とする。マグネシウム含有量が1wt%未満では、防食作用としての亜鉛の初期の犠牲陽極作用に乏しく、一方、マグネシウム含有量が5wt%超では、その作用は、律速となると共に、硬くなり溶射線材が切れ易くなってしまう。
【0028】
擬合金被膜2の溶射付着量は、50〜400g/m2の範囲内とする。溶射付着量が50g/m2未満では、亜鉛の犠牲陽極作用を長期的に保持することが難しくなり、一方、溶射付着量が400g/m2超では、擬合金被膜2の厚さが厚くなりすぎて、衝撃等により、擬合金被膜2が浮いたり剥離したりする危険がある。
【0029】
封孔処理被膜3は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなっている。
【0030】
固形分が5wt%未満では、封孔処理被膜3の適正な膜厚範囲である5〜15μmが得られず、擬合金被膜2に残存する空隙が封孔できない。一方、固形分が30wt%超では封孔処理被膜3の膜厚が厚くなりすぎて擬合金被膜2との密着性が低下する。従って、固形分は、5〜30wt%、好ましくは、10〜20wt%の範囲内とする。
【0031】
燐酸変性エポキシ樹脂は、擬合金被膜2との密着性向上、および、擬合金被膜2の表面に燐酸亜鉛の化成被膜を生成させことによる防食性能の向上を図る作用を有している。
【0032】
また、粉末状無機質材料は、擬合金被膜2中に残存する空隙の孔を封孔する作用を有している。粉末状無機質材料としては、シリカ、ジルコニウム、トルマリン等が良い。燐酸変性エポキシ樹脂と粉末状無機質材料とを配合することにより、防食性能が格段に向上する。
【0033】
封孔処理被膜3の膜厚は、5〜15μmの範囲内とする。膜厚が5μm未満では、膜厚が薄すぎて上記効果が得られない。一方、膜厚が15μm超では、膜厚が厚すぎて、擬合金被膜2中の亜鉛の溶出が抑えられて、防食性能の向上が望めない。
【0034】
合成樹脂被膜4は、エポキシ変性アクリル樹脂塗料からなっている。このエポキシ変性アクリル樹脂塗料は、アクリル樹脂を被塗物に対して密着性の優れているエポキシ樹脂により変性した樹脂塗料である。これにより合成樹脂被膜4の剥離や浮き等の発生がなく長期間の耐久性が期待できる。
【0035】
また、合成樹脂被膜4は、亜鉛の過剰な溶出を抑える作用を有し、これにより、長期間の犠牲陽極作用が継続され、長寿命化が図れる。
【0036】
合成樹脂被膜4の膜厚は、50〜300g/m2、好ましくは150〜250g/m2の範囲内とする。膜厚が50g/m2未満では、膜厚が薄すぎて上記効果が得られない。一方、膜厚が300g/m2超では、膜厚が厚すぎて密着性が低下する。
【0037】
以上は、この発明を鋳鉄管に適用した場合であるが、鉄管等の金属製管または鋳鉄または鉄等の金属製バルブに適用する場合も鋳鉄管の場合と同様である。なお、バルブとしては、ソフトシール仕切弁等がある。
【0038】
次に、この発明の、外面防食塗装を施した管路構成部材の製造方法の一実施態様を、管路構成部材として鋳鉄管を例に挙げて、図面を参照しながら説明する。
【0039】
図2は、この発明の、外面防食塗装が施された鋳鉄管の製造方法を示す工程図である。
【0040】
図2に示すように、この発明の、外面防食塗装が施された鋳鉄管を製造するには、まず、鋳鉄製素管に表面仕上処理を施す。鋳鉄製素管の表面仕上処理は、重要であり、表面をショットブラスト等によりブラスト処理を行って、鋳鉄製素管の外表面から錆びや酸化スケール等を除去する。その仕上げ程度は、Sa1/2以上になるように行う。
【0041】
次いで、表面仕上処理を施した鋳鉄製素管の外表面に、亜鉛からなる溶射ワイヤと、アルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射を行って、表面仕上処理を施した鋳鉄製素管の外表面に擬合金被膜を形成する。このときのマグネシウム含有量は、1〜5wt%の範囲内とし、溶射付着量は、50〜400g/m2の範囲内とする。
【0042】
次に、外表面に擬合金被膜を形成した鋳鉄製素管を50〜90℃の範囲内の温度に予熱する。予熱温度が50℃未満であると、後述する封孔処理剤および合成樹脂塗料が完全に乾燥しないので、本来の封孔及び合成樹脂塗膜の効果が得られず、防食性能に悪影響を及ぼす。一方、予熱温度が90℃を超えると、後述する封孔処理剤および合成樹脂塗料が高温に加熱されすぎて、本来の封孔および合成樹脂塗膜の効果が得られない。
【0043】
次に、予熱した鋳鉄製素管の擬合金被膜の上に封孔処理剤をコーティングして封孔処理被膜を形成する。封孔処理剤は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合された、メチルシリケート、エチルシリケートあるいはプロピルシリケートからなるアルキルシリケートからなっている。
【0044】
次に、封孔処理被膜の上にエポキシ変性アクリル樹脂塗料を塗装して合成樹脂被膜を形成する。このときのエポキシ変性アクリル樹脂塗料の塗布量は、50〜300g/m2の範囲内とする。
【0045】
このようにして、高い防食性能を有する製品としての、外面防食塗装が施された鋳鉄管を製造することができる。
【0046】
以上は、この発明を鋳鉄管の製造方法に適用した場合であるが、鉄管等の金属製管または鋳鉄製または鉄製等の金属製バルブの製造方法に適用する場合も鋳鉄管の場合と同様である。
【実施例】
【0047】
次に、この発明を実施例により、さらに説明する。
【0048】
口径φ100mm、肉厚7.5mm、長さ700mmのダクタイル鋳鉄管の素管の外表面にショットブラストによりブラスト処理を施して、ダクタイル鋳鉄管の素管の外表面から錆や酸化スケールを除去した。
【0049】
次いで、表面処理を施したダクタイル鋳鉄管の外表面に、自動アーク溶射装置を使用して、溶射付着量が320g/m2になるように亜鉛からなる溶射ワイヤと、5%のマグネシウムを含むアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射を行い、擬合金被膜を形成した。
【0050】
次いで、擬合金被膜を形成したダクタイル鋳鉄管を加熱炉に装入して80℃に予熱した後、擬合金被膜の上に、燐酸変性エポキシ樹脂と粉末状シリカとが配合されたアクリル樹脂塗料からなる封孔処理剤を膜厚が10μmになるようにコーティングして封孔処理被膜を形成し、さらに、封孔処理被膜の上に水系のエポキシ変性アクリル樹脂エマルション塗料を塗布量が200g/m2になるように塗装を行い、乾燥させた。
【0051】
このようにして、外面防食塗装を施した鋳鉄管(本発明の実施例)を製造した。
【比較例】
【0052】
上記実施例におけると同様に、表面仕上処理を施した、口径φ100mm、肉厚7.5mm、長さ700mmのダクタイル鋳鉄管の外表面に外面自動アーク溶射装置を使用して、溶射付着量が130g/m2になるように亜鉛からなる溶射ワイヤを用いてアーク溶射を行った。
【0053】
次いで、その外面溶射管を加熱炉に装入して80℃に予熱し、その外表面に水系のアクリル樹脂エマルション塗料を塗布量が250g/m2になるように塗装を施した。
【0054】
そして、上記実施例および比較例に対して、複合サイクル試験を行った。試験条件は、以下の通りである。
【0055】
複合サイクル試験装置:スガ試験機製CPY−90型
塩水噴霧試験:JIS Z 2371規定の性能を満足するもの。
乾燥試験:
(a)温度条件:(RT+10℃)〜70±1℃
(b)湿度条件:温度60℃において25±5%rh
湿潤試験(高温):
(a)温度条件:(RT+10℃)〜50±1℃
(b)湿度条件:温度50℃において95%rh以上
外気導入試験:約外気温度・温湿度制御なし
試験サイクル:JIS K 5600−7−9の付属書C(規定)のサイクルA
試験サイクル数:360サイクル
【0056】
この複合サイクル試験結果を、表1に示す。なお、表1において、○印は、クロスカット部錆なしを示す、×印は、全体に錆が発生したことを示す。
【0057】
【表1】
【0058】
表1から明らかなように、本発明の外面防食塗装を施したダクタイル鋳鉄管によれば、第1層目に亜鉛と、アルミニウム−マグネシウム合金からなる擬合金の溶射被膜を施し、さらに第2層目に特殊な樹脂と粉末状の無機質材料を配合した封孔処理剤をコーティングし、最上層にアクリル樹脂を主成分とする特殊変性合成樹脂塗料を塗装することによって、防食性能が通常の外面塗装管に比べて高い防食性能(10倍以上)を長期間に亘って維持することが確認できた。
【0059】
このことから、従来の外面塗装管では期待できない過酷な腐食環境にも耐え、ポリエチレンスリーブも基本的に必要としないことから、施工性の向上が可能であることが分かった。
【符号の説明】
【0060】
1:鋳鉄管本体
2:擬合金被膜
3:封孔処理被膜
4:合成樹脂被膜
【特許請求の範囲】
【請求項1】
管路構成部材本体と、前記管路構成部材本体の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜と、前記擬合金被膜の上に形成された封孔処理被膜と、前記封孔処理被膜の上に形成された合成樹脂被膜とからなることを特徴とする、外面防食塗装を施した管路構成部材。
【請求項2】
前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることを特徴とする、請求項1に記載の、外面防食塗装を施した管路構成部材。
【請求項3】
前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることを特徴とする、請求項1または2に記載の、外面防食塗装を施した管路構成部材。
【請求項4】
前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることを特徴とする、請求項1から3の何れか1つに記載の、外面防食塗装を施した管路構成部材。
【請求項5】
前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記合成樹脂被膜塗料の塗布量は、50〜300g/m2の範囲内であることを特徴とする、請求項1から4の何れか1つの記載の、外面防食塗装を施した管路構成部材。
【請求項6】
前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることを特徴とする、請求項1から5の何れか1つの記載の、外面防食塗装を施した管路構成部材。
【請求項7】
管路構成部材本体の外表面に表面仕上処理を施し、次いで、前記管路構成部材本体の外表面に、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射により擬合金被膜を形成し、次いで、前記管路構成部材本体を予熱して、前記擬合金被膜の上に封孔処理剤をコーティングして封孔処理被膜を形成し、次いで、前記封孔処理被膜の上に合成樹脂被膜を形成することを特徴とする、外面防食塗装を施した管路構成部材の製造方法。
【請求項8】
前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることを特徴とする、請求項7に記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項9】
前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることを特徴とする、請求項7または8に記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項10】
前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることを特徴とする、請求項7から9の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項11】
前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記エポキシ変性アクリル樹脂塗料の塗布量は、50〜300g/m2の範囲内であることを特徴とする、請求項7から10の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項12】
前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることを特徴とする、請求項7から11の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項1】
管路構成部材本体と、前記管路構成部材本体の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜と、前記擬合金被膜の上に形成された封孔処理被膜と、前記封孔処理被膜の上に形成された合成樹脂被膜とからなることを特徴とする、外面防食塗装を施した管路構成部材。
【請求項2】
前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることを特徴とする、請求項1に記載の、外面防食塗装を施した管路構成部材。
【請求項3】
前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることを特徴とする、請求項1または2に記載の、外面防食塗装を施した管路構成部材。
【請求項4】
前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることを特徴とする、請求項1から3の何れか1つに記載の、外面防食塗装を施した管路構成部材。
【請求項5】
前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記合成樹脂被膜塗料の塗布量は、50〜300g/m2の範囲内であることを特徴とする、請求項1から4の何れか1つの記載の、外面防食塗装を施した管路構成部材。
【請求項6】
前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることを特徴とする、請求項1から5の何れか1つの記載の、外面防食塗装を施した管路構成部材。
【請求項7】
管路構成部材本体の外表面に表面仕上処理を施し、次いで、前記管路構成部材本体の外表面に、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いてアーク溶射により擬合金被膜を形成し、次いで、前記管路構成部材本体を予熱して、前記擬合金被膜の上に封孔処理剤をコーティングして封孔処理被膜を形成し、次いで、前記封孔処理被膜の上に合成樹脂被膜を形成することを特徴とする、外面防食塗装を施した管路構成部材の製造方法。
【請求項8】
前記擬合金被膜におけるマグネシウム含有量は、1〜5wt%の範囲内であることを特徴とする、請求項7に記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項9】
前記擬合金被膜の溶射付着量は、50〜400g/m2の範囲内であることを特徴とする、請求項7または8に記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項10】
前記封孔処理被膜は、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアクリル樹脂塗料、または、固形分が5〜30wt%で燐酸変性エポキシ樹脂と粉末状無機質材料とが配合されたアルキルシリケートからなり、前記封孔処理被膜の膜厚は、5〜15μmの範囲内であることを特徴とする、請求項7から9の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項11】
前記合成樹脂被膜は、エポキシ変性アクリル樹脂塗料からなり、前記エポキシ変性アクリル樹脂塗料の塗布量は、50〜300g/m2の範囲内であることを特徴とする、請求項7から10の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法。
【請求項12】
前記管路構成部材は、管またはバルブであり、前記管またはバルブは、鋳鉄製または鉄製であることを特徴とする、請求項7から11の何れか1つに記載の、外面防食塗装を施した管路構成部材の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2012−97348(P2012−97348A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−262157(P2010−262157)
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000231877)日本鋳鉄管株式会社 (48)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000231877)日本鋳鉄管株式会社 (48)
【Fターム(参考)】
[ Back to top ]