
外面電極蛍光ランプに対するホルダーの固定方法
【課題】 ホットメルト塗布寸法を増加させることができ、結果として仮固定接着強度の向上が図れ、ホルダーの曲がりや傾き不良を減少させることができる外面電極蛍光ランプに対するホルダーの固定方法を提供する。
【解決手段】 外面電極蛍光ランプ1のハンダ部2、電線芯線3、電極端子部4に絶縁・防湿・防錆コーティング剤6を塗布した後、ホルダー10と外面電極蛍光ランプ1をホットメルト7とシリコン接着剤8で接着固定することによって外面電極蛍光ランプに対してホルダーを固定する。
【解決手段】 外面電極蛍光ランプ1のハンダ部2、電線芯線3、電極端子部4に絶縁・防湿・防錆コーティング剤6を塗布した後、ホルダー10と外面電極蛍光ランプ1をホットメルト7とシリコン接着剤8で接着固定することによって外面電極蛍光ランプに対してホルダーを固定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外面電極蛍光ランプに対するホルダーの固定方法に関する。
【背景技術】
【0002】
従来、外面電極蛍光ランプにホルダーを固定するには、次の手順によっていた。
【0003】
1) 外面電極蛍光ランプ1にホルダー10を装着する。
【0004】
2) 1)でホルダー10の装着された外面電極蛍光ランプ1を治具に挿入して各寸法の位置合わせをする。
【0005】
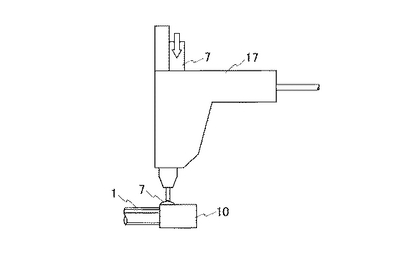
3) 図6に示すようにホットメルトガン17に装着したスティック状のホットメルト7を指で押して約200℃で溶解されたペースト状のホットメルト7を外面電極蛍光ランプ1とホルダー10に約5mm幅(図9参照)塗布する。
【0006】
4) ホットメルト7が自然硬化する約40秒後治具から取り出す。
【0007】
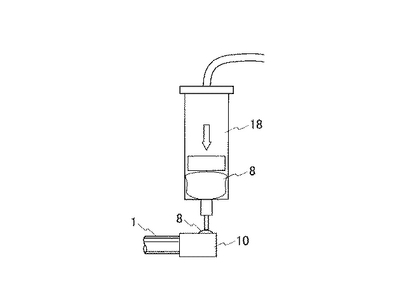
5) 図7に示すようにシリコン接着剤8が挿入されたディスペンサー18のシリンダ内を高圧エアーで押すことにより外面電極蛍光ランプ1とホルダー10に塗布する。
【0008】
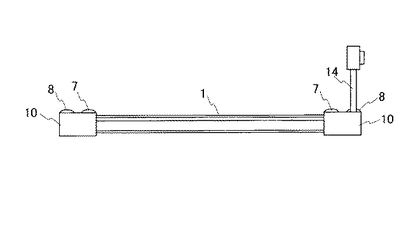
6) シリコン接着剤8を24時間留め置いて自然硬化させる。これにより、図8、図9に示すように外面電極蛍光ランプ1の端部にホルダー10を固定される。なお、14はハーネスである。
【0009】
上記のように外面電極蛍光ランプ1にホルダー10を固定するために接着剤が2種類必要な理由は次による。シリコン接着剤8は外面電極蛍光ランプ1に対して絶縁性、接着性、吸湿性、耐熱性、対衝撃性があるが硬化速度が遅いため、作業性の理由から仮固定する必要があり、そのためにまずホットメルト7を使用して仮固定する。ところが、このホットメルト7は硬化速度が速いが外面電極蛍光ランプ1と完全接着しない。そのため、接着強度を得るには外面電極蛍光ランプ1と完全接着するシリコン接着剤8を使用する必要がある。
【0010】
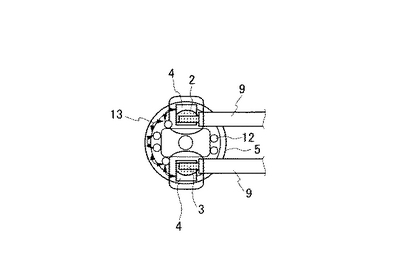
ところで、ホットメルト7により仮固定する際、ハンダ部2と電線芯線3と電極端子4にホットメルト7が付着しないようにシリコン接着剤8で該当部分を覆うようにしている。この場合、図10、図11に示すようにランプ1の表面に隙間があると湿度雰囲気90%の環境で結露12が発生する現象が起こり、この結露12によって外面電極19,19の端子4,4間の絶縁距離が短くなって絶縁抵抗が低下し、電極端子4,4間に電圧を印加すると電極端子4,4間に電流13が流れて短絡して発熱し、火災が発生する恐れがある。
【0011】
また、シリコン接着剤8は絶縁性、接着性、吸湿性の効果があるが、反面、流動性が低いためにホルダー10内のごく狭い作業スペースでは確実にハンダ部2と電線芯線3と電極端子4を覆うことが困難である。それで十分に覆われなかった場合に、上記と同様の問題が発生する恐れがある。
【0012】
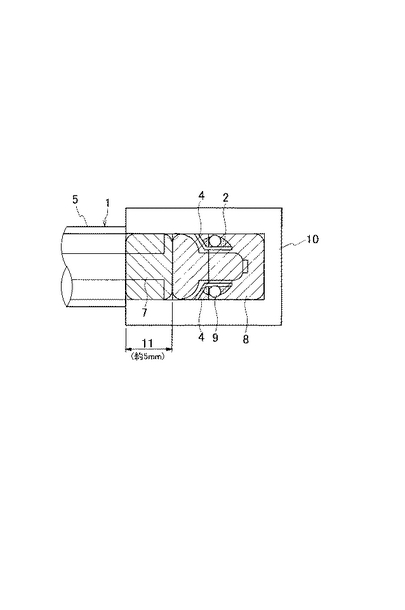
さらに、ホットメルト7は外面電極蛍光ランプ1と完全接着しない理由から上記の問題点を避けるべく、ホットメルト7の塗布寸法11を約5mm程度に抑制している。そのため仮固定接着強度が低く、治具から取り外した後シリコン接着剤8が硬化するまでの間、ホルダー10や電線被覆9に加わる外部応力などによりホルダー10の曲がりや傾きが発生していた。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、上記従来の外面電極蛍光ランプに対するホルダーの固定方法によってホルダーを外面電極蛍光ランプに対して装着し固定した場合の問題点に鑑みてなされたもので、ホットメルト塗布寸法を増加させることが可能であり、結果として仮固定接着強度の向上が図れ、ホルダーの曲がりや傾き不良を減少させることができる外面電極蛍光ランプに対するホルダーの固定方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
請求項1の発明の外面電極蛍光ランプに対するホルダーの固定方法は、外面電極蛍光ランプのハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布した後、ホルダーと外面電極蛍光ランプをホットメルトとシリコン接着剤で接着固定することを特徴とするものである。
【0015】
請求項2の発明は、請求項1の外面電極蛍光ランプに対するホルダーの固定方法において、前記ホルダーと外面電極蛍光ランプを接着するホットメルト塗布寸法を10mm以上の幅とすることを特徴とするものである。
【発明の効果】
【0016】
本発明によれば、ホットメルト塗布寸法を増加させることができ、これにより外面電極蛍光ランプに対するホルダーの仮固定接着強度が増加し、シリコン接着剤硬化後のホルダーの曲がりや傾きを減少させることができる。
【発明を実施するための最良の形態】
【0017】
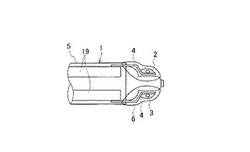
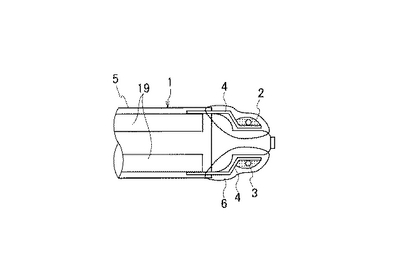
以下、本発明の実施の形態を図に基づいて詳説する。図1〜3を用いて、本発明の第1の実施の形態の外面電極蛍光ランプに対するホルダーの固定方法を説明する。外面電極蛍光ランプ1は、ガラス管の外周の対向面に軸方向に長い外面電極19を設置し、その外周に透明樹脂膜(PET)5を被覆して固定している。外面電極19の端部には、電極端子4が接続されている。電極端子4と外部の電線芯線3とはハンダ部2によって接続されている。
【0018】
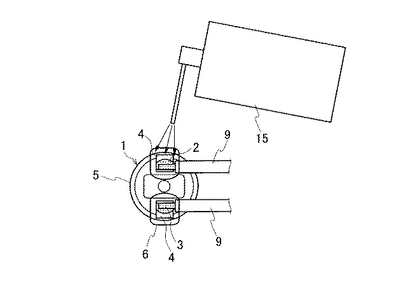
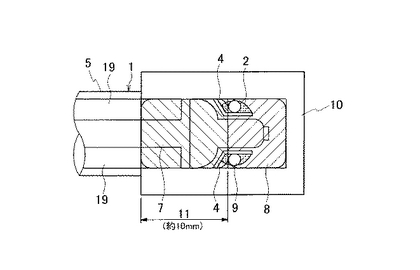
この外面電極蛍光ランプ1にホルダー10を固定する方法は次による。まず外面電極蛍光ランプ1のハンダ部2と電線芯線3と電極端子4にコーティングスプレー15にて絶縁・防湿・防錆コーティング剤6を塗布し、約5分乾燥させる。その後に、従来と同様、図6に示すように外面電極蛍光ランプ1にホルダー10を装着し、これを治具に挿入して各寸法の位置合わせをする。そしてホットメルトガン17に装着したスティック状のホットメルト7を指で押して約200℃で溶解されたペースト状のホットメルト7を外面電極蛍光ランプ1とホルダー10に塗布寸法11が約10mm(図3参照)になるように塗布する。ホットメルト7が自然硬化する約40秒後に治具から取り出す。
【0019】
続いて、従来と同様に図7に示すようにシリコン接着剤8が挿入されたディスペンサー18のシリンダ内を高圧エアーで押すことにより外面電極蛍光ランプ1とホルダー10にシリコン接着剤8を塗布し、シリコン接着剤8を24時間留め置いて自然硬化させる。こうして両端部共に図3に示すようにホルダー10が固定された外面電極蛍光ランプ1が完成する。
【0020】
こうしてホルダーが固定された外面電極蛍光ランプ1に対して、そのハンダ部2、電線芯線3、電極端子部4に水道水をかけた後、AC3000V、100mA、10secの耐圧試験を実施したところ、絶縁破壊が起こらないことが確認できた。
【0021】
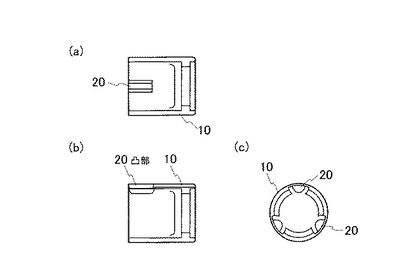
次に、図4を用いて本発明の第2の実施の形態を説明する。従来、外面電極蛍光ランプ1とホルダー10の嵌合において組み合わせ上、両者間にクリアランスがあり、治具等で位置あわせし、ホルダー内面の片側へ押し寄せ、ホットメルト7で仮固定し、シリコン接着剤8で本固定するため、ホットメルト塗布作業において作業性が悪く、工程が多い。そこで、仮固定作業を容易にするために、本実施の形態では、図4に示したようにホルダー10の内側に弾性凸部20を設け、この凸部20にてランプ1の端部を弾性的に仮固定し、シリコン接着剤のような弾性接着剤で本固定する。
【0022】
こうして第2の実施の形態によれば、樹脂製のホルダー10のバネ性を生かし、凸部20を設けることによってランプ1の端部外周を押さえて仮固定し、弾性接着剤で本固定する単純な工程で外面電極蛍光ランプに対してホルダー10を固定することができる。
【0023】
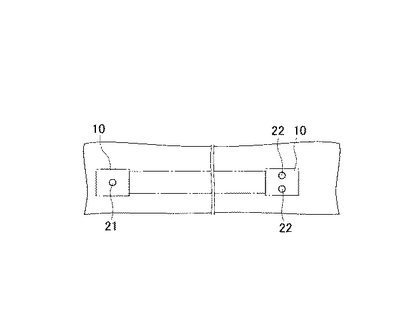
次に、図5を用いて本発明の第3の実施の形態を説明する。外面電極蛍光ランプ1の軸方向で一方のホルダー10の取り付け面に傾きがあると、他方のホルダー10は寸法が離れているために取り付け面に対する距離が拡大されていって大きく傾くことになる。このため、これを照明装置の光源とするときに、読み取り面との寸法をランプ軸方向各部で一定に保てなくなる。そこで、無理やり押さえ付けて取り付けているが、その場合にはランプに対してストレスが残った状態で固定されてしまい、ホットメルト塗布作業において、作業性が悪くなる問題点があった。
【0024】
そこで本発明の第3の実施の形態では、図5に示すように一方のホルダー10の取り付け基準面には突起部21を1カ所中央に設け、他方のホルダー10の取り付け基準面には突起部22を軸線の両側2カ所に設け、両端にホルダー10,10が取り付けられた外面電極蛍光ランプ10を固定面30に載置するときには両側のホルダー10,10の合計3個の突起部21,22によって3点支持することによってガタ付きなくホルダー10を支えるようにしている。
【0025】
この第3の実施の形態によれば、外面電極蛍光ランプの両端部のホルダーそれぞれの取り付け基準面に合計3箇所突起部を設けることによりガタ付きのない基準面を提供でき、後の作業性を向上させることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の第1の実施の形態において、外面電極蛍光ランプ端部のハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布した状態の正面図。
【図2】上記実施の形態において、外面電極蛍光ランプ端部のハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布する工程を示す側面図。
【図3】上記実施の形態において、外面電極蛍光ランプの端部にホルダーを固定した状態の正面図。
【図4】本発明の第2の実施の形態で使用するホルダーの水平断面図(a)、垂直断面図(b)及び正面図(c)。
【図5】本発明の第3の実施の形態を説明する平面図。
【図6】従来のホットメルトの塗布工程を示す説明図。
【図7】従来のシリコン接着剤の塗布工程を示す説明図。
【図8】従来例により、両端部それぞれにホルダーが固定された外面電極蛍光ランプの正面図。
【図9】従来例において、外面電極蛍光ランプの端部にホルダーを固定した状態の正面図。
【図10】従来例において、外面電極蛍光ランプの給電部の結露状態を示す正面図。
【図11】従来例において、外面電極蛍光ランプの給電部の結露状態を示す側面図。
【符号の説明】
【0027】
1 外面電極蛍光ランプ
2 ハンダ部
3 電線芯線
4 電極端子
5 透明樹脂膜
6 絶縁・防湿・防錆コーティング剤
7 ホットメルト
8 シリコン接着剤
10 ホルダー
15 コーティングスプレー
19 外面電極
【技術分野】
【0001】
本発明は、外面電極蛍光ランプに対するホルダーの固定方法に関する。
【背景技術】
【0002】
従来、外面電極蛍光ランプにホルダーを固定するには、次の手順によっていた。
【0003】
1) 外面電極蛍光ランプ1にホルダー10を装着する。
【0004】
2) 1)でホルダー10の装着された外面電極蛍光ランプ1を治具に挿入して各寸法の位置合わせをする。
【0005】
3) 図6に示すようにホットメルトガン17に装着したスティック状のホットメルト7を指で押して約200℃で溶解されたペースト状のホットメルト7を外面電極蛍光ランプ1とホルダー10に約5mm幅(図9参照)塗布する。
【0006】
4) ホットメルト7が自然硬化する約40秒後治具から取り出す。
【0007】
5) 図7に示すようにシリコン接着剤8が挿入されたディスペンサー18のシリンダ内を高圧エアーで押すことにより外面電極蛍光ランプ1とホルダー10に塗布する。
【0008】
6) シリコン接着剤8を24時間留め置いて自然硬化させる。これにより、図8、図9に示すように外面電極蛍光ランプ1の端部にホルダー10を固定される。なお、14はハーネスである。
【0009】
上記のように外面電極蛍光ランプ1にホルダー10を固定するために接着剤が2種類必要な理由は次による。シリコン接着剤8は外面電極蛍光ランプ1に対して絶縁性、接着性、吸湿性、耐熱性、対衝撃性があるが硬化速度が遅いため、作業性の理由から仮固定する必要があり、そのためにまずホットメルト7を使用して仮固定する。ところが、このホットメルト7は硬化速度が速いが外面電極蛍光ランプ1と完全接着しない。そのため、接着強度を得るには外面電極蛍光ランプ1と完全接着するシリコン接着剤8を使用する必要がある。
【0010】
ところで、ホットメルト7により仮固定する際、ハンダ部2と電線芯線3と電極端子4にホットメルト7が付着しないようにシリコン接着剤8で該当部分を覆うようにしている。この場合、図10、図11に示すようにランプ1の表面に隙間があると湿度雰囲気90%の環境で結露12が発生する現象が起こり、この結露12によって外面電極19,19の端子4,4間の絶縁距離が短くなって絶縁抵抗が低下し、電極端子4,4間に電圧を印加すると電極端子4,4間に電流13が流れて短絡して発熱し、火災が発生する恐れがある。
【0011】
また、シリコン接着剤8は絶縁性、接着性、吸湿性の効果があるが、反面、流動性が低いためにホルダー10内のごく狭い作業スペースでは確実にハンダ部2と電線芯線3と電極端子4を覆うことが困難である。それで十分に覆われなかった場合に、上記と同様の問題が発生する恐れがある。
【0012】
さらに、ホットメルト7は外面電極蛍光ランプ1と完全接着しない理由から上記の問題点を避けるべく、ホットメルト7の塗布寸法11を約5mm程度に抑制している。そのため仮固定接着強度が低く、治具から取り外した後シリコン接着剤8が硬化するまでの間、ホルダー10や電線被覆9に加わる外部応力などによりホルダー10の曲がりや傾きが発生していた。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、上記従来の外面電極蛍光ランプに対するホルダーの固定方法によってホルダーを外面電極蛍光ランプに対して装着し固定した場合の問題点に鑑みてなされたもので、ホットメルト塗布寸法を増加させることが可能であり、結果として仮固定接着強度の向上が図れ、ホルダーの曲がりや傾き不良を減少させることができる外面電極蛍光ランプに対するホルダーの固定方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
請求項1の発明の外面電極蛍光ランプに対するホルダーの固定方法は、外面電極蛍光ランプのハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布した後、ホルダーと外面電極蛍光ランプをホットメルトとシリコン接着剤で接着固定することを特徴とするものである。
【0015】
請求項2の発明は、請求項1の外面電極蛍光ランプに対するホルダーの固定方法において、前記ホルダーと外面電極蛍光ランプを接着するホットメルト塗布寸法を10mm以上の幅とすることを特徴とするものである。
【発明の効果】
【0016】
本発明によれば、ホットメルト塗布寸法を増加させることができ、これにより外面電極蛍光ランプに対するホルダーの仮固定接着強度が増加し、シリコン接着剤硬化後のホルダーの曲がりや傾きを減少させることができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態を図に基づいて詳説する。図1〜3を用いて、本発明の第1の実施の形態の外面電極蛍光ランプに対するホルダーの固定方法を説明する。外面電極蛍光ランプ1は、ガラス管の外周の対向面に軸方向に長い外面電極19を設置し、その外周に透明樹脂膜(PET)5を被覆して固定している。外面電極19の端部には、電極端子4が接続されている。電極端子4と外部の電線芯線3とはハンダ部2によって接続されている。
【0018】
この外面電極蛍光ランプ1にホルダー10を固定する方法は次による。まず外面電極蛍光ランプ1のハンダ部2と電線芯線3と電極端子4にコーティングスプレー15にて絶縁・防湿・防錆コーティング剤6を塗布し、約5分乾燥させる。その後に、従来と同様、図6に示すように外面電極蛍光ランプ1にホルダー10を装着し、これを治具に挿入して各寸法の位置合わせをする。そしてホットメルトガン17に装着したスティック状のホットメルト7を指で押して約200℃で溶解されたペースト状のホットメルト7を外面電極蛍光ランプ1とホルダー10に塗布寸法11が約10mm(図3参照)になるように塗布する。ホットメルト7が自然硬化する約40秒後に治具から取り出す。
【0019】
続いて、従来と同様に図7に示すようにシリコン接着剤8が挿入されたディスペンサー18のシリンダ内を高圧エアーで押すことにより外面電極蛍光ランプ1とホルダー10にシリコン接着剤8を塗布し、シリコン接着剤8を24時間留め置いて自然硬化させる。こうして両端部共に図3に示すようにホルダー10が固定された外面電極蛍光ランプ1が完成する。
【0020】
こうしてホルダーが固定された外面電極蛍光ランプ1に対して、そのハンダ部2、電線芯線3、電極端子部4に水道水をかけた後、AC3000V、100mA、10secの耐圧試験を実施したところ、絶縁破壊が起こらないことが確認できた。
【0021】
次に、図4を用いて本発明の第2の実施の形態を説明する。従来、外面電極蛍光ランプ1とホルダー10の嵌合において組み合わせ上、両者間にクリアランスがあり、治具等で位置あわせし、ホルダー内面の片側へ押し寄せ、ホットメルト7で仮固定し、シリコン接着剤8で本固定するため、ホットメルト塗布作業において作業性が悪く、工程が多い。そこで、仮固定作業を容易にするために、本実施の形態では、図4に示したようにホルダー10の内側に弾性凸部20を設け、この凸部20にてランプ1の端部を弾性的に仮固定し、シリコン接着剤のような弾性接着剤で本固定する。
【0022】
こうして第2の実施の形態によれば、樹脂製のホルダー10のバネ性を生かし、凸部20を設けることによってランプ1の端部外周を押さえて仮固定し、弾性接着剤で本固定する単純な工程で外面電極蛍光ランプに対してホルダー10を固定することができる。
【0023】
次に、図5を用いて本発明の第3の実施の形態を説明する。外面電極蛍光ランプ1の軸方向で一方のホルダー10の取り付け面に傾きがあると、他方のホルダー10は寸法が離れているために取り付け面に対する距離が拡大されていって大きく傾くことになる。このため、これを照明装置の光源とするときに、読み取り面との寸法をランプ軸方向各部で一定に保てなくなる。そこで、無理やり押さえ付けて取り付けているが、その場合にはランプに対してストレスが残った状態で固定されてしまい、ホットメルト塗布作業において、作業性が悪くなる問題点があった。
【0024】
そこで本発明の第3の実施の形態では、図5に示すように一方のホルダー10の取り付け基準面には突起部21を1カ所中央に設け、他方のホルダー10の取り付け基準面には突起部22を軸線の両側2カ所に設け、両端にホルダー10,10が取り付けられた外面電極蛍光ランプ10を固定面30に載置するときには両側のホルダー10,10の合計3個の突起部21,22によって3点支持することによってガタ付きなくホルダー10を支えるようにしている。
【0025】
この第3の実施の形態によれば、外面電極蛍光ランプの両端部のホルダーそれぞれの取り付け基準面に合計3箇所突起部を設けることによりガタ付きのない基準面を提供でき、後の作業性を向上させることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の第1の実施の形態において、外面電極蛍光ランプ端部のハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布した状態の正面図。
【図2】上記実施の形態において、外面電極蛍光ランプ端部のハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布する工程を示す側面図。
【図3】上記実施の形態において、外面電極蛍光ランプの端部にホルダーを固定した状態の正面図。
【図4】本発明の第2の実施の形態で使用するホルダーの水平断面図(a)、垂直断面図(b)及び正面図(c)。
【図5】本発明の第3の実施の形態を説明する平面図。
【図6】従来のホットメルトの塗布工程を示す説明図。
【図7】従来のシリコン接着剤の塗布工程を示す説明図。
【図8】従来例により、両端部それぞれにホルダーが固定された外面電極蛍光ランプの正面図。
【図9】従来例において、外面電極蛍光ランプの端部にホルダーを固定した状態の正面図。
【図10】従来例において、外面電極蛍光ランプの給電部の結露状態を示す正面図。
【図11】従来例において、外面電極蛍光ランプの給電部の結露状態を示す側面図。
【符号の説明】
【0027】
1 外面電極蛍光ランプ
2 ハンダ部
3 電線芯線
4 電極端子
5 透明樹脂膜
6 絶縁・防湿・防錆コーティング剤
7 ホットメルト
8 シリコン接着剤
10 ホルダー
15 コーティングスプレー
19 外面電極
【特許請求の範囲】
【請求項1】
外面電極蛍光ランプのハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布した後、ホルダーと外面電極蛍光ランプをホットメルトとシリコン接着剤で接着固定することを特徴とする外面電極蛍光ランプに対するホルダーの固定方法。
【請求項2】
前記ホルダーと外面電極蛍光ランプを接着するホットメルト塗布寸法を10mm以上の幅とすることを特徴とする請求項1に記載の外面電極蛍光ランプに対するホルダーの固定方法。
【請求項1】
外面電極蛍光ランプのハンダ部、電線芯線、電極端子部に絶縁・防湿・防錆コーティング剤を塗布した後、ホルダーと外面電極蛍光ランプをホットメルトとシリコン接着剤で接着固定することを特徴とする外面電極蛍光ランプに対するホルダーの固定方法。
【請求項2】
前記ホルダーと外面電極蛍光ランプを接着するホットメルト塗布寸法を10mm以上の幅とすることを特徴とする請求項1に記載の外面電極蛍光ランプに対するホルダーの固定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2006−4667(P2006−4667A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−177165(P2004−177165)
【出願日】平成16年6月15日(2004.6.15)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月15日(2004.6.15)
【出願人】(000111672)ハリソン東芝ライティング株式会社 (995)
【Fターム(参考)】
[ Back to top ]