
多分割パイプ及び重力式ブレンダーサイロ
【課題】重力式ブレンダーサイロの粉流体通過用パイプに関して、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間の生じない、多分割パイプの提供。
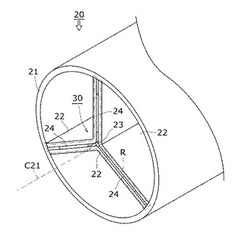
【解決手段】3分割パイプ20は、丸パイプ21の内部が、丸パイプの軸方向に延びている仕切り30により3つに分割され、V字状板材22が、丸パイプの内径より小さい横幅を有する矩形板材を横幅の中心線に沿って折り曲げることによって、略(2π/3)ラジアンの円周角を有するように形成され、仕切りが、V字状板材の屈曲部が丸パイプの中心軸側に位置するように、3個のV字状板材を丸パイプの内部に丸パイプの周方向に沿って配置することによって、構成され、第1くさび23が、3つのV字状板材を丸パイプの内面に押し付けるように、丸パイプの中心軸上に挿入される。
【解決手段】3分割パイプ20は、丸パイプ21の内部が、丸パイプの軸方向に延びている仕切り30により3つに分割され、V字状板材22が、丸パイプの内径より小さい横幅を有する矩形板材を横幅の中心線に沿って折り曲げることによって、略(2π/3)ラジアンの円周角を有するように形成され、仕切りが、V字状板材の屈曲部が丸パイプの中心軸側に位置するように、3個のV字状板材を丸パイプの内部に丸パイプの周方向に沿って配置することによって、構成され、第1くさび23が、3つのV字状板材を丸パイプの内面に押し付けるように、丸パイプの中心軸上に挿入される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより複数に分割されている、多分割パイプ、及び該多分割パイプを利用する重力式ブレンダーサイロに関する。
【背景技術】
【0002】
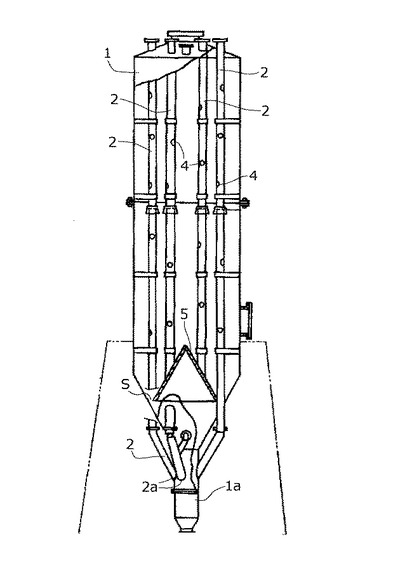
図1は、重力式ブレンダーサイロの縦断面図である。重力式ブレンダーサイロは、複数本の鉛直な導管2を備えている。導管2は、直立筒型タンク1内を通過し且つタンク1の下部1aにおいて開放されている。各導管2の周面には任意の高さの複数箇所に開口4が形成されている。タンク1内の中途部には、上側に突出する邪魔板5が配置されている。タンク1の内面と邪魔板5との間には、隙間Sが形成されている。タンク1内の粉粒体は、隙間Sを経由して、下部1aに落下できる。タンク1の底面を開放することによって、タンク1内に充填されている粉粒体は、タンク1の隙間S及び導管2の内部を経由してタンク1の下部1a内に落下する。その結果、粉粒体が下部1a内で混合される。
【0003】
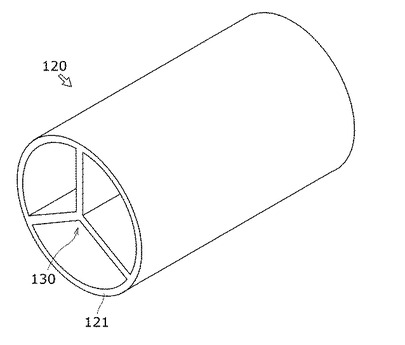
図12は、従来の3分割パイプ120を示す斜視図である。重力式ブレンダーサイロの導管2は、3分割パイプ120を連結することによって構成されている。3分割パイプ120は、丸パイプ部分121、及びY字状の仕切り部分130からなっている。丸パイプ部分121の内部が、仕切り部分130によって、3つに分割されている。3分割パイプ120の素材はアルミニウムである。3分割パイプ120は、押し出し成形によって製造されている。
【0004】
上記重力式ブレンダーサイロ等のブレンダーは、粉粒体を混合することによって、目標となる混合物を製造する。ブレンダーの目的は、例えば、粉粒体の製造ロット毎のバラツキを平均化すること、又は色の異なる粉粒体を均一に混合すること、である。粉粒体には、例えば、小麦粉、化学薬品、ペレット(樹脂製品製造用の樹脂粒)などがある。目標混合物のコンタミネーション(汚染)を避けるために、目標混合物が変更されるたびに、粉粒体の通過経路は完全に清掃される。前回の目標混合物の製造に用いた粉粒体が、通過経路に残留していると、今回の目標混合物の純度が低下してしまう。そこで、粉粒体が詰まり得るような隙間や窪みが通過経路に発生しないように、ブレンダーの構成部品が構成されている。導管2を構成する3分割パイプ120は押し出し成形によって製造されているので、3分割パイプ120における上記隙間や窪みの発生は防止されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−4032号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
重力式ブレンダーサイロにおいて、導管2の内部を、粉粒体が通過する。粉粒体の通過によって、導管2の内面に粉粒体が接触する。上述したように、導管2を構成する3分割パイプ120の素材はアルミニウムである。アルミニウムは耐摩耗性の点で不利である。粉粒体がMMA(メタクリル酸メチル)やPC(ポリカーボネート)などの硬く角張った合成樹脂粒体である場合、導管2(3分割パイプ120)の内面においてアルミニウムが摩耗し、粉粒体中にアルミニウム粉が混入する。つまり、上述のコンタミネーションが発生する。
【0007】
耐摩耗性を向上させるためには、多分割パイプ(3分割パイプ120)の材料として、アルミニウムに代えて例えばステンレスを用いることが好ましい。しかし、材料がステンレスである場合、押し出し成形によって多分割パイプを製造することは困難である。このため、汎用の丸パイプの内部に、適当な仕切りを挿入することによって、多分割パイプを製造することが検討されている。多分割パイプが3分割パイプ120である場合、仕切りはY字状に形成される。
【0008】
ところが、汎用の丸パイプでは、丸パイプの真円度が低く、且つ丸パイプの軸方向におけるカーブが無視できない程度に存在している。このため、丸パイプの端部の内径に合わせてY字状の仕切りが精度良く製造されたとしても、仕切りを丸パイプの内部に挿入することが困難である。一方、仕切りが丸パイプの内径よりも明らかに小さく製造されると、丸パイプの内面と仕切りとの間に隙間が発生する。この場合、上述のコンタミネーションの発生を防止できない。
【0009】
そこで、本発明は、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間が発生しない、多分割パイプを提供する。
【課題を解決するための手段】
【0010】
第1発明は、丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプであって、前記丸パイプ、前記仕切りを構成するためのN個のV字状板材、及び第1くさびを備えており、前記V字状板材が、前記丸パイプの内径よりも小さい横幅を有する矩形板材を前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するように形成されており、前記仕切りが、前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、構成されており、前記第1くさびが、前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に挿入されている。
【0011】
第1発明は、好ましくは、構成(a)、(b)、及び(c)を採用できる。
【0012】
構成(a)では、前記丸パイプの周方向において隣り合う2つのV字状板材の間に、第2くさびが挿入されている。
【0013】
構成(b)では、前記第1くさび及び前記第2くさびが、前記V字状板材に溶接されている。
【0014】
構成(c)では、前記V字状板材が前記丸パイプに溶接されている。
【0015】
第2発明は、直立筒型タンク内を通過し且つ前記タンクの下部において開放されている複数本の鉛直な導管を備えており、各導管の周面には任意の高さの複数箇所に開口が形成されており、前記タンクの底面を開放することによって、前記タンク内に充填されている粉粒体を前記タンクの内部及び前記導管の内部を経由して前記タンクの下部内に落下させ、その結果前記粉粒体を混合させる、重力式ブレンダーサイロにおいて、前記導管が、請求項1から4のいずれか1つに記載の多分割パイプによって構成されている。
【0016】
第3発明は、丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプの製造方法であって、前記丸パイプの内径よりも小さい横幅を有する矩形板材を、前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するV字状板材を、N個形成する、工程と、前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、前記仕切りを構成する、工程と、前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に第1くさびを挿入する、工程と、を備えている。
【発明の効果】
【0017】
第1発明及び第3発明によれば、N個のV字状板材が丸パイプの内面に押し付けられる。この結果、各V字状板材が丸パイプの内面に隙間なく接触する。したがって、第1発明及び第3発明は、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間が発生しない、多分割パイプを提供できる。
【0018】
構成(a)によれば、N個のV字状板材が、丸パイプ21の周方向において位置決めされる。
【0019】
構成(b)によれば、仕切りを構成するN個のV字状板材が確実に一体的に固定される。
【0020】
構成(c)によれば、仕切りが丸パイプに確実に固定される。
【0021】
第2発明によれば、重力式ブレンダーサイロに備えられる導管が、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間が発生しない。
【図面の簡単な説明】
【0022】
【図1】重力式ブレンダーサイロの縦断面図である。
【図2】図1の平面図である。
【図3】3分割パイプを示す斜視図である。
【図4】汎用の丸パイプを示す平面図である。
【図5】矩形板材を示す斜視図である。
【図6】V字状板材を示す斜視図である。
【図7】仕切りが挿入されている丸パイプを示す斜視図である。
【図8】仕切り及び第1くさびが挿入されている丸パイプを示す斜視図である。
【図9】仕切り、第1くさび、及び第2くさびが挿入されている丸パイプを示す斜視図である。
【図10】3分割パイプの溶接個所を示す平面図である。
【図11】溶接された3分割パイプを示す平面図である。
【図12】従来の3分割パイプを示す斜視図である。
【発明を実施するための形態】
【0023】
(重力式ブレンダーサイロ)
図1は、重力式ブレンダーサイロの縦断面図である。重力式ブレンダーサイロは、複数本の鉛直な導管2を備えている。導管2は、直立筒型タンク1内を通過し且つタンク1の下部1aにおいて開放されている。各導管2の周面には任意の高さの複数箇所に開口4が形成されている。タンク1内の中途部には、上側に突出する邪魔板5が配置されている。タンク1の内面と邪魔板5との間には、隙間Sが形成されている。タンク1内の粉粒体は、隙間Sを経由して、下部1aに落下できる。タンク1の底面を開放することによって、タンク1内に充填されている粉粒体は、タンク1の隙間S及び導管2の内部を経由してタンク1の下部1a内に落下する。その結果、粉粒体が下部1a内で混合される。
【0024】
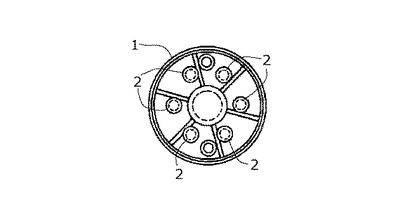
図2は、図1の平面図である。複数の導管2は、タンク1の中心軸に対して放射状に配置されている。図2において、6つの導管2が配置されている。
【0025】
導管2は、3分割パイプ20を連結することによって構成されている。
【0026】
(3分割パイプ)
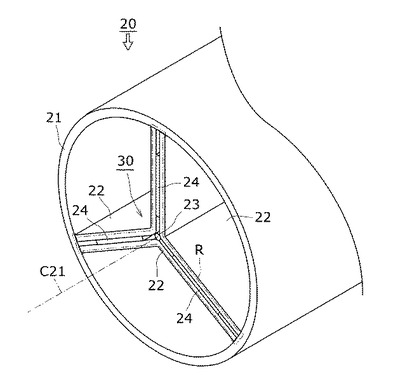
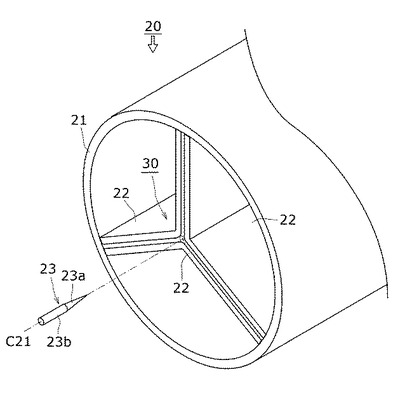
図3は、3分割パイプ20を示す斜視図である。3分割パイプ20は、丸パイプ21、3つのV字状板材22、第1くさび23、及び3つの第2くさび24を備えている。3分割パイプ20において、丸パイプ21の内部が、仕切り30により3つに分割されている。仕切り30は、丸パイプ21の軸方向に延びており、つまり丸パイプ21の中心軸C21に沿って延びている。
【0027】
(3分割パイプの製造方法)
3分割パイプ20の製造方法を説明する。
【0028】
(工程1)
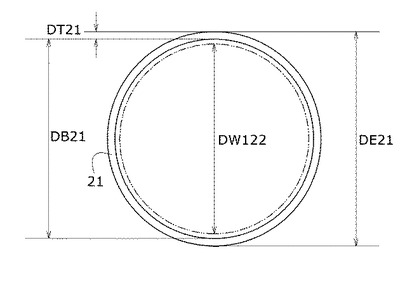
図4は、汎用の丸パイプ21を示す平面図である。丸パイプ21は、円筒である。作業者は、例えば、次の寸法を有する汎用の丸パイプ21を用意する。丸パイプ21の寸法について、外径DE21は5.5インチ(139mm)、軸方向長さが6m、及び厚さDT21は3mmである。このため、丸パイプ21の内径DB21は、約133mmである。
【0029】
(工程2)
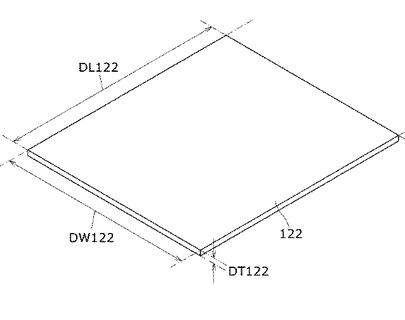
図5は、矩形板材122を示す斜視図である。作業者は、例えば、次の寸法を有する矩形板材122を用意する。矩形板材122の寸法について、縦幅DL122は6m、横幅DW122は130mm、及び厚さDT122は1.5mm〜2mmである。矩形板材122の縦幅DL122は、丸パイプ21の軸方向長さに略等しい。図4に示されるように、矩形板材122の横幅DW122は、丸パイプ21の内径DB21より若干小さい。
【0030】
(工程3)
図5において、作業者は、矩形板材122の横幅方向における端部を、滑らかに加工する。作業者がV字状板材22(矩形板材122)を丸パイプ21の内部に挿入するときに、V字状板材22の挿入が容易になる。
【0031】
(工程4)
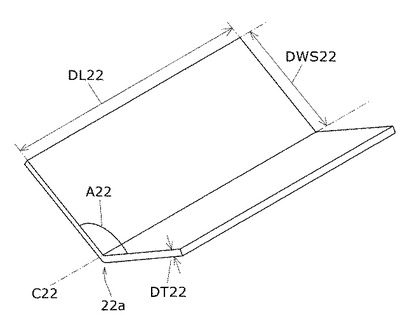
図6は、V字状板材22を示す斜視図である。作業者は、矩形板材122を、横幅DW122の中心線C22に沿って折り曲げることによって、V字状板材22を形成する。V字状板材22は、略120°((2π/3)ラジアン)の円周角A22を有するように形成される。V字状板材22において、中心線C22に沿って屈曲部22aが形成されている。V字状板材22において、縦幅DL22は、矩形板材122の縦幅DL122に等しく、V字を形成する一辺の幅(辺幅)DWS22は、矩形板材122の横幅DW122の半分に略等しく、厚さDT22は、矩形板材122の厚さDT122に等しい。
【0032】
(工程5)
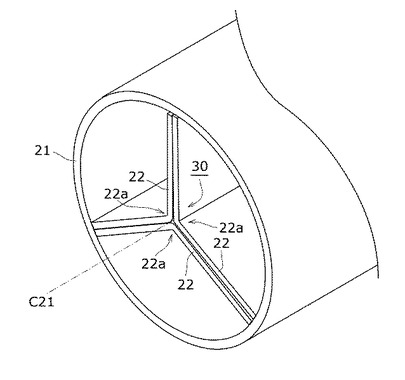
図7は、仕切り30が挿入されている丸パイプ21を示す斜視図である。作業者は、3つのV字状板材22を、各屈曲部22aが丸パイプ21の中心軸C21側に位置するように、丸パイプ21の内部に丸パイプ21の周方向に沿って配置する。図7において、3つのV字状板材22は、丸パイプ21の内部を仕切る仕切り30を構成している。図4に示されるように、矩形板材122の横幅DW122は丸パイプ21の内径(直径)DB21よりも小さいので、辺幅DWS22は丸パイプ21の半径よりも小さい。このため、3つのV字状板材22が丸パイプ21に対して位置決めされない。
【0033】
(工程6)
図8は、仕切り30及び第1くさび23が挿入されている丸パイプ21を示す斜視図である。作業者は、丸パイプ21の中心軸C21上に第1くさび23を挿入する。第1くさび23は、棒状部材であり、テーパー状の先端部23a及び円柱状の軸部23bを有している。第1くさび23は、先端部23aの側から丸パイプ21内に挿入される。第1くさび23の寸法について、例えば、軸部23bの外径は3〜4mmであり、第1くさび23の軸方向長さは4〜5cmである。第1くさび23は、丸パイプ21の両側にそれぞれ挿入される。したがって、2つの第1くさび23が1つの丸パイプ21に挿入される。なお、第1くさび23が丸パイプ21内に挿入された後、第1くさび23において丸パイプ21から突出する部分は、好ましくは切除される。
【0034】
第1くさび23が中心軸C21上に挿入されると、3つのV字状板材22が丸パイプ21の内面に押し付けられる。この結果、各V字状板材22が丸パイプ21の内面に隙間なく接触する。
【0035】
(工程7)
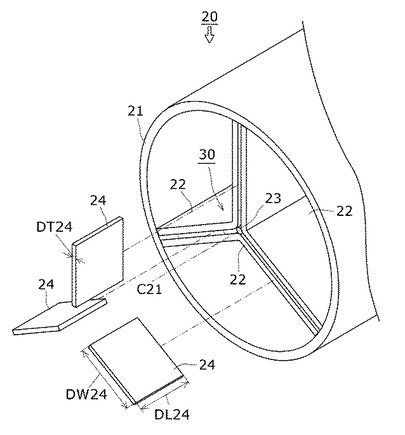
図9は、仕切り30、第1くさび23、及び第2くさび24が挿入されている丸パイプ21を示す斜視図である。作業者は、丸パイプ21の周方向において隣り合う2つのV字状板材22の間に、第2くさび24を挿入する。第2くさび24は、板状部材である。第2くさび24の寸法について、縦幅DL24は2〜3cmであり、横幅DW24はV字状板材22の辺幅DWSよりも小さく4〜5cmであり、厚さDT24は1.5mm〜2mmである。第2くさび24が2つのV字状板材22の間に挿入されるとき、第2くさび24の横幅DW24が2つのV字状板材22の辺幅DWSに平行に保たれている。第2くさび24の先端部(挿入側の端部)は、好ましくは、くさび状に形成される。つまり、第2くさび24の厚さDTが、先端部において、後端側から先端側に向けて徐々に小さく形成される。
【0036】
隣り合う2つのV字状板材22は、丸パイプ21内の3箇所に存在する。このため、丸パイプ21の一端側において、3つの第2くさび24が丸パイプ21内に挿入される。したがって、丸パイプ21の両端側において、6つの第2くさび24が1つの丸パイプ21内に挿入される。6つの第2くさび24を丸パイプ21内に挿入することによって、3つのV字状板材22が、丸パイプ21の周方向において位置決めされる。
【0037】
(工程8)
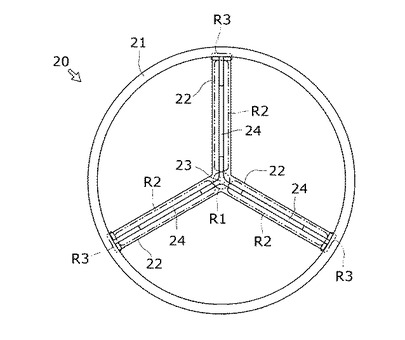
図10は、3分割パイプ20の溶接個所を示す平面図である。作業者は、第1溶接領域R1において、第1くさび23を3つのV字状板材22に溶接する。第1溶接領域R1は、第1くさび23の周辺である。また、作業者は、3つの第2溶接領域R2のそれぞれにおいて、第2くさび24を、第2くさび24の両側に配置されるV字状板材22に溶接する。第2溶接領域R2は、第2くさび24の周辺である。
【0038】
第1くさび23及び第2くさび24を3つのV字状板材22に溶接することによって、仕切り30を構成する3つのV字状板材22が確実に一体的に固定される。
【0039】
(工程9)
図10において、作業者は、3つの第3溶接領域R3のそれぞれにおいて、V字状板材22を丸パイプ21に溶接する。第3溶接領域R3は、第2くさび24を挟んで隣り合う2つのV字状板材22と丸パイプ21の内面とが接触している領域である。
【0040】
V字状板材22を丸パイプ21に溶接することによって、仕切り30が丸パイプ21に確実に固定される。
【0041】
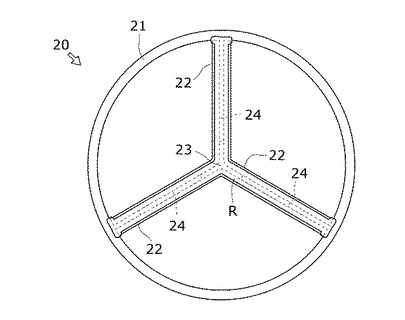
図11は、溶接された3分割パイプ20を示す平面図である。溶接領域R1、R2、及びR3の全てにおいて溶接が行われることによって、最終的に、単一の溶接領域Rが形成される。この結果、第1くさび23及び第2くさび24を含む3分割パイプ20の構成部品の全てが一体に固定される。
【0042】
(変形例)
3分割パイプ20の製造において、工程1、工程2、工程4、工程5、及び工程6が最低限必須である。工程3、工程7、工程8、及び工程9は、実施しなくてもよい。工程1、2、4、5、及び6により、丸パイプ21の内面と仕切り30との間に隙間が発生しない3分割パイプが製造される。
【0043】
3分割パイプの製造方法を応用して、多分割パイプを製造できる。3分割パイプ20は、仕切り30により、丸パイプ21の内部が3つに分割されている。分割数が3である。多分割パイプは、多分割パイプの仕切りにより、丸パイプの内部がN個に分割されている。分割数がNである。多分割パイプは、丸パイプ21、N個のV字状板材22、及び第1くさび23を備えている。多分割パイプは、好ましくは、2N個の第2くさび24も備えている。多分割パイプの製造方法では、3分割パイプの製造方法における、工程2、工程4、工程5、工程7、工程8、及び工程9が変更されている。工程2、5、7、8、及び9の変更は、V字状板材22の数の変更である。工程4では、N個のV字状部材により丸パイプ21の内部をN個に仕切る仕切りを形成するように、V字状板材22が(2π/N)ラジアンの円周角を有するように折り曲げられる。つまり、N個のV字状板材22の円周角の合計が、360°(2πラジアン)となるように、V字状板材22の円周角が変更される。
【符号の説明】
【0044】
1 タンク
1a 下部
2 導管
4 開口
20 3分割パイプ(多分割パイプ)
21 丸パイプ
22 V字状板材
23 第1くさび
24 第2くさび
30 仕切り
122 矩形板材
A22 円周角
C22 中心軸
【技術分野】
【0001】
本発明は、丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより複数に分割されている、多分割パイプ、及び該多分割パイプを利用する重力式ブレンダーサイロに関する。
【背景技術】
【0002】
図1は、重力式ブレンダーサイロの縦断面図である。重力式ブレンダーサイロは、複数本の鉛直な導管2を備えている。導管2は、直立筒型タンク1内を通過し且つタンク1の下部1aにおいて開放されている。各導管2の周面には任意の高さの複数箇所に開口4が形成されている。タンク1内の中途部には、上側に突出する邪魔板5が配置されている。タンク1の内面と邪魔板5との間には、隙間Sが形成されている。タンク1内の粉粒体は、隙間Sを経由して、下部1aに落下できる。タンク1の底面を開放することによって、タンク1内に充填されている粉粒体は、タンク1の隙間S及び導管2の内部を経由してタンク1の下部1a内に落下する。その結果、粉粒体が下部1a内で混合される。
【0003】
図12は、従来の3分割パイプ120を示す斜視図である。重力式ブレンダーサイロの導管2は、3分割パイプ120を連結することによって構成されている。3分割パイプ120は、丸パイプ部分121、及びY字状の仕切り部分130からなっている。丸パイプ部分121の内部が、仕切り部分130によって、3つに分割されている。3分割パイプ120の素材はアルミニウムである。3分割パイプ120は、押し出し成形によって製造されている。
【0004】
上記重力式ブレンダーサイロ等のブレンダーは、粉粒体を混合することによって、目標となる混合物を製造する。ブレンダーの目的は、例えば、粉粒体の製造ロット毎のバラツキを平均化すること、又は色の異なる粉粒体を均一に混合すること、である。粉粒体には、例えば、小麦粉、化学薬品、ペレット(樹脂製品製造用の樹脂粒)などがある。目標混合物のコンタミネーション(汚染)を避けるために、目標混合物が変更されるたびに、粉粒体の通過経路は完全に清掃される。前回の目標混合物の製造に用いた粉粒体が、通過経路に残留していると、今回の目標混合物の純度が低下してしまう。そこで、粉粒体が詰まり得るような隙間や窪みが通過経路に発生しないように、ブレンダーの構成部品が構成されている。導管2を構成する3分割パイプ120は押し出し成形によって製造されているので、3分割パイプ120における上記隙間や窪みの発生は防止されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−4032号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
重力式ブレンダーサイロにおいて、導管2の内部を、粉粒体が通過する。粉粒体の通過によって、導管2の内面に粉粒体が接触する。上述したように、導管2を構成する3分割パイプ120の素材はアルミニウムである。アルミニウムは耐摩耗性の点で不利である。粉粒体がMMA(メタクリル酸メチル)やPC(ポリカーボネート)などの硬く角張った合成樹脂粒体である場合、導管2(3分割パイプ120)の内面においてアルミニウムが摩耗し、粉粒体中にアルミニウム粉が混入する。つまり、上述のコンタミネーションが発生する。
【0007】
耐摩耗性を向上させるためには、多分割パイプ(3分割パイプ120)の材料として、アルミニウムに代えて例えばステンレスを用いることが好ましい。しかし、材料がステンレスである場合、押し出し成形によって多分割パイプを製造することは困難である。このため、汎用の丸パイプの内部に、適当な仕切りを挿入することによって、多分割パイプを製造することが検討されている。多分割パイプが3分割パイプ120である場合、仕切りはY字状に形成される。
【0008】
ところが、汎用の丸パイプでは、丸パイプの真円度が低く、且つ丸パイプの軸方向におけるカーブが無視できない程度に存在している。このため、丸パイプの端部の内径に合わせてY字状の仕切りが精度良く製造されたとしても、仕切りを丸パイプの内部に挿入することが困難である。一方、仕切りが丸パイプの内径よりも明らかに小さく製造されると、丸パイプの内面と仕切りとの間に隙間が発生する。この場合、上述のコンタミネーションの発生を防止できない。
【0009】
そこで、本発明は、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間が発生しない、多分割パイプを提供する。
【課題を解決するための手段】
【0010】
第1発明は、丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプであって、前記丸パイプ、前記仕切りを構成するためのN個のV字状板材、及び第1くさびを備えており、前記V字状板材が、前記丸パイプの内径よりも小さい横幅を有する矩形板材を前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するように形成されており、前記仕切りが、前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、構成されており、前記第1くさびが、前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に挿入されている。
【0011】
第1発明は、好ましくは、構成(a)、(b)、及び(c)を採用できる。
【0012】
構成(a)では、前記丸パイプの周方向において隣り合う2つのV字状板材の間に、第2くさびが挿入されている。
【0013】
構成(b)では、前記第1くさび及び前記第2くさびが、前記V字状板材に溶接されている。
【0014】
構成(c)では、前記V字状板材が前記丸パイプに溶接されている。
【0015】
第2発明は、直立筒型タンク内を通過し且つ前記タンクの下部において開放されている複数本の鉛直な導管を備えており、各導管の周面には任意の高さの複数箇所に開口が形成されており、前記タンクの底面を開放することによって、前記タンク内に充填されている粉粒体を前記タンクの内部及び前記導管の内部を経由して前記タンクの下部内に落下させ、その結果前記粉粒体を混合させる、重力式ブレンダーサイロにおいて、前記導管が、請求項1から4のいずれか1つに記載の多分割パイプによって構成されている。
【0016】
第3発明は、丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプの製造方法であって、前記丸パイプの内径よりも小さい横幅を有する矩形板材を、前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するV字状板材を、N個形成する、工程と、前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、前記仕切りを構成する、工程と、前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に第1くさびを挿入する、工程と、を備えている。
【発明の効果】
【0017】
第1発明及び第3発明によれば、N個のV字状板材が丸パイプの内面に押し付けられる。この結果、各V字状板材が丸パイプの内面に隙間なく接触する。したがって、第1発明及び第3発明は、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間が発生しない、多分割パイプを提供できる。
【0018】
構成(a)によれば、N個のV字状板材が、丸パイプ21の周方向において位置決めされる。
【0019】
構成(b)によれば、仕切りを構成するN個のV字状板材が確実に一体的に固定される。
【0020】
構成(c)によれば、仕切りが丸パイプに確実に固定される。
【0021】
第2発明によれば、重力式ブレンダーサイロに備えられる導管が、真円度が低い汎用の丸パイプを用いながら、丸パイプの内面と仕切りとの間に隙間が発生しない。
【図面の簡単な説明】
【0022】
【図1】重力式ブレンダーサイロの縦断面図である。
【図2】図1の平面図である。
【図3】3分割パイプを示す斜視図である。
【図4】汎用の丸パイプを示す平面図である。
【図5】矩形板材を示す斜視図である。
【図6】V字状板材を示す斜視図である。
【図7】仕切りが挿入されている丸パイプを示す斜視図である。
【図8】仕切り及び第1くさびが挿入されている丸パイプを示す斜視図である。
【図9】仕切り、第1くさび、及び第2くさびが挿入されている丸パイプを示す斜視図である。
【図10】3分割パイプの溶接個所を示す平面図である。
【図11】溶接された3分割パイプを示す平面図である。
【図12】従来の3分割パイプを示す斜視図である。
【発明を実施するための形態】
【0023】
(重力式ブレンダーサイロ)
図1は、重力式ブレンダーサイロの縦断面図である。重力式ブレンダーサイロは、複数本の鉛直な導管2を備えている。導管2は、直立筒型タンク1内を通過し且つタンク1の下部1aにおいて開放されている。各導管2の周面には任意の高さの複数箇所に開口4が形成されている。タンク1内の中途部には、上側に突出する邪魔板5が配置されている。タンク1の内面と邪魔板5との間には、隙間Sが形成されている。タンク1内の粉粒体は、隙間Sを経由して、下部1aに落下できる。タンク1の底面を開放することによって、タンク1内に充填されている粉粒体は、タンク1の隙間S及び導管2の内部を経由してタンク1の下部1a内に落下する。その結果、粉粒体が下部1a内で混合される。
【0024】
図2は、図1の平面図である。複数の導管2は、タンク1の中心軸に対して放射状に配置されている。図2において、6つの導管2が配置されている。
【0025】
導管2は、3分割パイプ20を連結することによって構成されている。
【0026】
(3分割パイプ)
図3は、3分割パイプ20を示す斜視図である。3分割パイプ20は、丸パイプ21、3つのV字状板材22、第1くさび23、及び3つの第2くさび24を備えている。3分割パイプ20において、丸パイプ21の内部が、仕切り30により3つに分割されている。仕切り30は、丸パイプ21の軸方向に延びており、つまり丸パイプ21の中心軸C21に沿って延びている。
【0027】
(3分割パイプの製造方法)
3分割パイプ20の製造方法を説明する。
【0028】
(工程1)
図4は、汎用の丸パイプ21を示す平面図である。丸パイプ21は、円筒である。作業者は、例えば、次の寸法を有する汎用の丸パイプ21を用意する。丸パイプ21の寸法について、外径DE21は5.5インチ(139mm)、軸方向長さが6m、及び厚さDT21は3mmである。このため、丸パイプ21の内径DB21は、約133mmである。
【0029】
(工程2)
図5は、矩形板材122を示す斜視図である。作業者は、例えば、次の寸法を有する矩形板材122を用意する。矩形板材122の寸法について、縦幅DL122は6m、横幅DW122は130mm、及び厚さDT122は1.5mm〜2mmである。矩形板材122の縦幅DL122は、丸パイプ21の軸方向長さに略等しい。図4に示されるように、矩形板材122の横幅DW122は、丸パイプ21の内径DB21より若干小さい。
【0030】
(工程3)
図5において、作業者は、矩形板材122の横幅方向における端部を、滑らかに加工する。作業者がV字状板材22(矩形板材122)を丸パイプ21の内部に挿入するときに、V字状板材22の挿入が容易になる。
【0031】
(工程4)
図6は、V字状板材22を示す斜視図である。作業者は、矩形板材122を、横幅DW122の中心線C22に沿って折り曲げることによって、V字状板材22を形成する。V字状板材22は、略120°((2π/3)ラジアン)の円周角A22を有するように形成される。V字状板材22において、中心線C22に沿って屈曲部22aが形成されている。V字状板材22において、縦幅DL22は、矩形板材122の縦幅DL122に等しく、V字を形成する一辺の幅(辺幅)DWS22は、矩形板材122の横幅DW122の半分に略等しく、厚さDT22は、矩形板材122の厚さDT122に等しい。
【0032】
(工程5)
図7は、仕切り30が挿入されている丸パイプ21を示す斜視図である。作業者は、3つのV字状板材22を、各屈曲部22aが丸パイプ21の中心軸C21側に位置するように、丸パイプ21の内部に丸パイプ21の周方向に沿って配置する。図7において、3つのV字状板材22は、丸パイプ21の内部を仕切る仕切り30を構成している。図4に示されるように、矩形板材122の横幅DW122は丸パイプ21の内径(直径)DB21よりも小さいので、辺幅DWS22は丸パイプ21の半径よりも小さい。このため、3つのV字状板材22が丸パイプ21に対して位置決めされない。
【0033】
(工程6)
図8は、仕切り30及び第1くさび23が挿入されている丸パイプ21を示す斜視図である。作業者は、丸パイプ21の中心軸C21上に第1くさび23を挿入する。第1くさび23は、棒状部材であり、テーパー状の先端部23a及び円柱状の軸部23bを有している。第1くさび23は、先端部23aの側から丸パイプ21内に挿入される。第1くさび23の寸法について、例えば、軸部23bの外径は3〜4mmであり、第1くさび23の軸方向長さは4〜5cmである。第1くさび23は、丸パイプ21の両側にそれぞれ挿入される。したがって、2つの第1くさび23が1つの丸パイプ21に挿入される。なお、第1くさび23が丸パイプ21内に挿入された後、第1くさび23において丸パイプ21から突出する部分は、好ましくは切除される。
【0034】
第1くさび23が中心軸C21上に挿入されると、3つのV字状板材22が丸パイプ21の内面に押し付けられる。この結果、各V字状板材22が丸パイプ21の内面に隙間なく接触する。
【0035】
(工程7)
図9は、仕切り30、第1くさび23、及び第2くさび24が挿入されている丸パイプ21を示す斜視図である。作業者は、丸パイプ21の周方向において隣り合う2つのV字状板材22の間に、第2くさび24を挿入する。第2くさび24は、板状部材である。第2くさび24の寸法について、縦幅DL24は2〜3cmであり、横幅DW24はV字状板材22の辺幅DWSよりも小さく4〜5cmであり、厚さDT24は1.5mm〜2mmである。第2くさび24が2つのV字状板材22の間に挿入されるとき、第2くさび24の横幅DW24が2つのV字状板材22の辺幅DWSに平行に保たれている。第2くさび24の先端部(挿入側の端部)は、好ましくは、くさび状に形成される。つまり、第2くさび24の厚さDTが、先端部において、後端側から先端側に向けて徐々に小さく形成される。
【0036】
隣り合う2つのV字状板材22は、丸パイプ21内の3箇所に存在する。このため、丸パイプ21の一端側において、3つの第2くさび24が丸パイプ21内に挿入される。したがって、丸パイプ21の両端側において、6つの第2くさび24が1つの丸パイプ21内に挿入される。6つの第2くさび24を丸パイプ21内に挿入することによって、3つのV字状板材22が、丸パイプ21の周方向において位置決めされる。
【0037】
(工程8)
図10は、3分割パイプ20の溶接個所を示す平面図である。作業者は、第1溶接領域R1において、第1くさび23を3つのV字状板材22に溶接する。第1溶接領域R1は、第1くさび23の周辺である。また、作業者は、3つの第2溶接領域R2のそれぞれにおいて、第2くさび24を、第2くさび24の両側に配置されるV字状板材22に溶接する。第2溶接領域R2は、第2くさび24の周辺である。
【0038】
第1くさび23及び第2くさび24を3つのV字状板材22に溶接することによって、仕切り30を構成する3つのV字状板材22が確実に一体的に固定される。
【0039】
(工程9)
図10において、作業者は、3つの第3溶接領域R3のそれぞれにおいて、V字状板材22を丸パイプ21に溶接する。第3溶接領域R3は、第2くさび24を挟んで隣り合う2つのV字状板材22と丸パイプ21の内面とが接触している領域である。
【0040】
V字状板材22を丸パイプ21に溶接することによって、仕切り30が丸パイプ21に確実に固定される。
【0041】
図11は、溶接された3分割パイプ20を示す平面図である。溶接領域R1、R2、及びR3の全てにおいて溶接が行われることによって、最終的に、単一の溶接領域Rが形成される。この結果、第1くさび23及び第2くさび24を含む3分割パイプ20の構成部品の全てが一体に固定される。
【0042】
(変形例)
3分割パイプ20の製造において、工程1、工程2、工程4、工程5、及び工程6が最低限必須である。工程3、工程7、工程8、及び工程9は、実施しなくてもよい。工程1、2、4、5、及び6により、丸パイプ21の内面と仕切り30との間に隙間が発生しない3分割パイプが製造される。
【0043】
3分割パイプの製造方法を応用して、多分割パイプを製造できる。3分割パイプ20は、仕切り30により、丸パイプ21の内部が3つに分割されている。分割数が3である。多分割パイプは、多分割パイプの仕切りにより、丸パイプの内部がN個に分割されている。分割数がNである。多分割パイプは、丸パイプ21、N個のV字状板材22、及び第1くさび23を備えている。多分割パイプは、好ましくは、2N個の第2くさび24も備えている。多分割パイプの製造方法では、3分割パイプの製造方法における、工程2、工程4、工程5、工程7、工程8、及び工程9が変更されている。工程2、5、7、8、及び9の変更は、V字状板材22の数の変更である。工程4では、N個のV字状部材により丸パイプ21の内部をN個に仕切る仕切りを形成するように、V字状板材22が(2π/N)ラジアンの円周角を有するように折り曲げられる。つまり、N個のV字状板材22の円周角の合計が、360°(2πラジアン)となるように、V字状板材22の円周角が変更される。
【符号の説明】
【0044】
1 タンク
1a 下部
2 導管
4 開口
20 3分割パイプ(多分割パイプ)
21 丸パイプ
22 V字状板材
23 第1くさび
24 第2くさび
30 仕切り
122 矩形板材
A22 円周角
C22 中心軸
【特許請求の範囲】
【請求項1】
丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプであって、
前記丸パイプ、前記仕切りを構成するためのN個のV字状板材、及び第1くさびを備えており、
前記V字状板材が、前記丸パイプの内径よりも小さい横幅を有する矩形板材を前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するように形成されており、
前記仕切りが、前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、構成されており、
前記第1くさびが、前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に挿入されている、
多分割パイプ。
【請求項2】
前記丸パイプの周方向において隣り合う2つのV字状板材の間に、第2くさびが挿入されている、
請求項1に記載の多分割パイプ。
【請求項3】
前記第1くさび及び前記第2くさびが、前記V字状板材に溶接されている、
請求項2に記載の多分割パイプの製造方法。
【請求項4】
前記V字状板材が前記丸パイプに溶接されている、
請求項2に記載の多分割パイプの製造方法。
【請求項5】
直立筒型タンク内を通過し且つ前記タンクの下部において開放されている複数本の鉛直な導管を備えており、各導管の周面には任意の高さの複数箇所に開口が形成されており、前記タンクの底面を開放することによって、前記タンク内に充填されている粉粒体を前記タンクの内部及び前記導管の内部を経由して前記タンクの下部内に落下させ、その結果前記粉粒体を混合させる、重力式ブレンダーサイロにおいて、
前記導管が、請求項1から4のいずれか1つに記載の多分割パイプによって構成されている、ことを特徴とする、
重力式ブレンダーサイロ。
【請求項6】
丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプの製造方法であって、
前記丸パイプの内径よりも小さい横幅を有する矩形板材を、前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するV字状板材を、N個形成する、工程と、
前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、前記仕切りを構成する、工程と、
前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に第1くさびを挿入する、工程と、
を備えている、多分割パイプの製造方法。
【請求項1】
丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプであって、
前記丸パイプ、前記仕切りを構成するためのN個のV字状板材、及び第1くさびを備えており、
前記V字状板材が、前記丸パイプの内径よりも小さい横幅を有する矩形板材を前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するように形成されており、
前記仕切りが、前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、構成されており、
前記第1くさびが、前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に挿入されている、
多分割パイプ。
【請求項2】
前記丸パイプの周方向において隣り合う2つのV字状板材の間に、第2くさびが挿入されている、
請求項1に記載の多分割パイプ。
【請求項3】
前記第1くさび及び前記第2くさびが、前記V字状板材に溶接されている、
請求項2に記載の多分割パイプの製造方法。
【請求項4】
前記V字状板材が前記丸パイプに溶接されている、
請求項2に記載の多分割パイプの製造方法。
【請求項5】
直立筒型タンク内を通過し且つ前記タンクの下部において開放されている複数本の鉛直な導管を備えており、各導管の周面には任意の高さの複数箇所に開口が形成されており、前記タンクの底面を開放することによって、前記タンク内に充填されている粉粒体を前記タンクの内部及び前記導管の内部を経由して前記タンクの下部内に落下させ、その結果前記粉粒体を混合させる、重力式ブレンダーサイロにおいて、
前記導管が、請求項1から4のいずれか1つに記載の多分割パイプによって構成されている、ことを特徴とする、
重力式ブレンダーサイロ。
【請求項6】
丸パイプの内部が、前記丸パイプの軸方向に延びている仕切りにより所定の分割数Nに分割されている、多分割パイプの製造方法であって、
前記丸パイプの内径よりも小さい横幅を有する矩形板材を、前記横幅の中心線に沿って折り曲げることによって、略(2π/N)ラジアンの円周角を有するV字状板材を、N個形成する、工程と、
前記V字状板材の屈曲部が前記丸パイプの中心軸側に位置するように、前記N個のV字状板材を前記丸パイプの内部に前記丸パイプの周方向に沿って配置することによって、前記仕切りを構成する、工程と、
前記N個のV字状板材を前記丸パイプの内面に押し付けるように、前記丸パイプの前記中心軸上に第1くさびを挿入する、工程と、
を備えている、多分割パイプの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−218319(P2011−218319A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−92416(P2010−92416)
【出願日】平成22年4月13日(2010.4.13)
【出願人】(000004732)株式会社日本アルミ (64)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月13日(2010.4.13)
【出願人】(000004732)株式会社日本アルミ (64)
【Fターム(参考)】
[ Back to top ]