
多列スティックタイプ自動包装機の原料計量供給機構
【課題】多列スティック自動包装機の原料供給機構において、フリーズドライタイプ野菜等の固形物質が入った原料でも、これら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、計量値の減少が抑止され、且つ多列スティック自動包装機周辺の汚れが発生しにくい原料供給機構を提供する。
【解決手段】本発明の原料供給機構3は、充填筒21を右方向に回転させて充填筒21の最下端と中央仕切り板28の最上端による摺切り動作を行う。この際、中央仕切り板28の最上端は、円弧状(R形状)になっているため、この円弧状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。
【解決手段】本発明の原料供給機構3は、充填筒21を右方向に回転させて充填筒21の最下端と中央仕切り板28の最上端による摺切り動作を行う。この際、中央仕切り板28の最上端は、円弧状(R形状)になっているため、この円弧状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一度に複数列のスティック包装袋を自動的にシール成形することができる多列スティックタイプ自動包装機の技術分野に属するものであって、具体的には、この自動包装機における原料計量供給機構に関するものである。
【背景技術】
【0002】
従来より、一度に複数本のスティック状の包装袋を連続的にシール成形できるように構成した多列スティック自動包装機が特許文献1等に存在している。これは複数本に切断された包装フィルムの各々を多列式に構成した各充填パイプの周囲に巻装して円筒状にフォーミングした後、縦ヒートシーラによって包装フィルムの合わせ目を縦シールし、次いで、横シールの実施、被包装材料(内容物)の充填、充填後の投入口の封止、個別袋にするためのカットといった各種の工程を経て、スティック状の包装袋が多列式に、且つ連続的にシール成形される仕組みになっている。
【0003】
上記のような多列スティック自動包装機では、粉末原料等の内容物を包装袋内に投入するための原料供給機構が設けられており、この原料供給機構は、通常粉末原料の特性に合わせてスライド式原料供給機構若しくはオーガ式原料供給機構が選択されて設置されている。
【0004】
そして、近年、上記スライド式原料供給機構若しくはオーガ式原料供給機構を改良した新たな原料供給機構が提案されており、このような原料計量供給機構として次のようなものがある。
【0005】
即ち、粉末原料が入ったホッパーの下に各列毎の落下筒を設け、この落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下に中央仕切り板を設け、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを付設した原料供給機構である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平09−272511号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記のような原料供給機構には、下記のような問題点が存在する。
(1)上記従来の原料供給機構における計量動作は、充填筒が一方から他方の三角ポケットシャッター間を移動する際に、この充填筒の最下端と中央仕切り板の最上端の間で摺切り動作を行うことによって計量値を決定している。そして、この充填筒の最下端は、充填筒側面に対して直角の平面にカットされ、中央仕切り板の最上端は、四角形状になっている。
【0008】
(2)このような摺切り計量動作において、原料がフリーズドライタイプ野菜等の固形物質の場合、充填筒最下端と中央仕切り板最上端(四角形状)の間の摺切り動作時に、固形原料の逃げるスペースがないため、固形原料がこの隙間に挟み込まれて粉砕され、原料が損傷する問題若しくは粉砕された破断原料が飛び散って計量値が減少する問題が発生する。
【0009】
(3)更には、飛び散った破断原料によって多列スティック自動包装機周辺が汚染する問題も発生する。
【0010】
本発明は、このような問題点を解決するためになされたもので、多列スティック自動包装機の原料供給機構において、フリーズドライタイプ野菜等の固形物質が入った原料でもこれら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、計量値の減少が抑止され、且つ多列スティック自動包装機周辺の汚れが発生しにくい原料供給機構を提供することにある。
【課題を解決するための手段】
【0011】
(1)上記の課題を解決するためになされた本発明は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にしている。
【0012】
(2)また本発明は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、前記充填筒が二つの三角ポケットシャッターの内、どちらか一方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が一方の三角ポケットシャッター内に充満すると投入が停止され、前記充填筒が一方の三角ポケットシャッターから他方の三角ポケットシャッターの方に回転する際に、充填筒の最下端が中央仕切り板の最上端と摺切り動作を行うことにより、一方の三角ポケットシャッター内の粉末原料が所定量に計量され、前記充填筒が他方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が他方の三角ポケットシャッター内に充満すると投入が停止されると共に、一方の三角ポケットシャッターが開放されて計量済みの粉末原料が配下の包装袋内に充填され、前記充填筒の回転運動と二つの三角ポケットシャッターの開閉運動が交互に繰り返されることにより充填動作が継続され、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にしている。
【0013】
(3)また本発明は、原反ロールより引き出された包装フィルムを複数条にスリットし、この包装フィルムの各々を複数列に構成したフォーマーパイプの周囲に巻装して円筒状に成形するフォーミング機構と、この円筒状の複数包装フィルムに対して縦シール装置と横シール装置によってスティック状の包装袋にするシール形成機構と、このスティック状の複数包装袋内にフォーマーパイプを経由して粉末原料を充填する多列原料供給機構と、この充填された包装袋の原料投入口を前記横シール装置によって封止し、この包装袋の横シール中央付近を切り離して個別包装袋とするカッター機構とで構成された多列スティックタイプ自動包装機であって、前記多列原料供給機構は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備え、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にしている。
【0014】
(4)また本発明の多列原料供給機構は、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を台形形状にしている。
【0015】
上記(1)、(2)、(3)、(4)で述べた多列スティックタイプ自動包装機の多列原料供給機構によれば、各列毎の中央仕切り板の最上端が円弧形状若しくは台形形状になっているため、この円弧状部分若しくは台形状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させている。
【発明の効果】
【0016】
以上説明したように、本発明によれば、摺切り動作を行う中央仕切り板の最上端が円弧状(R形状)若しくは台形状になっているため、固形物質が入った原料でもこれら固形物質を破砕することなく、所定の形状のまま計量並びに供給できると共に、計量値の減少が抑止され、且つ多列スティック自動包装機周辺の汚れが発生しにくい原料供給機構を提供できるという優れた効果を奏し得る。
【図面の簡単な説明】
【0017】
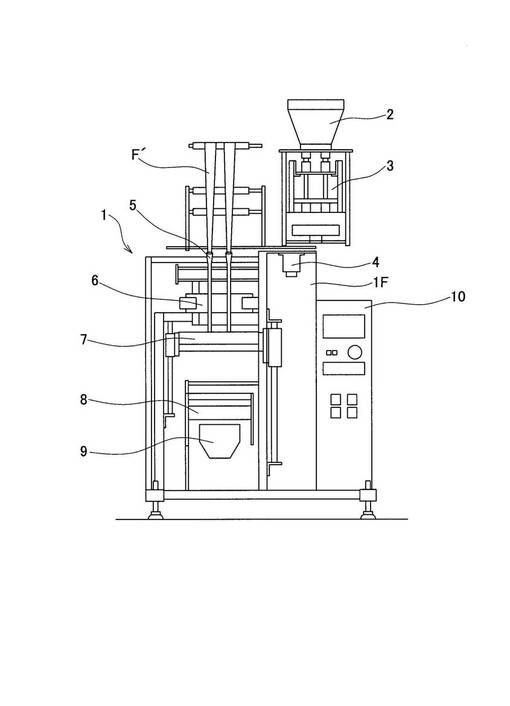
【図1】本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した正面図である。
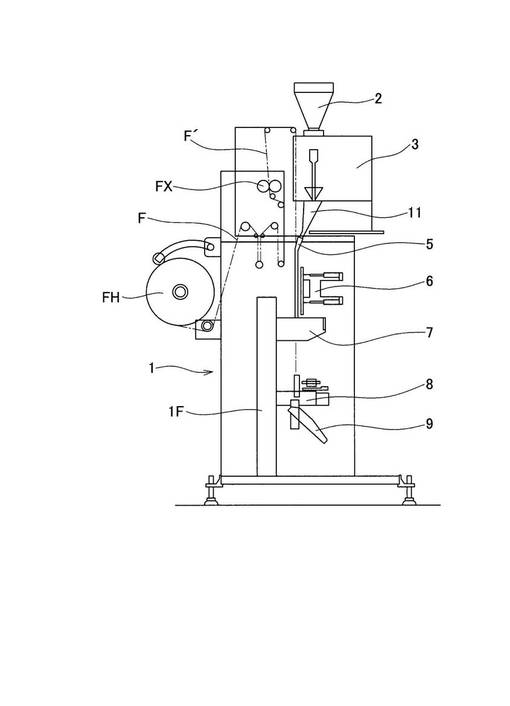
【図2】本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した側面図である。
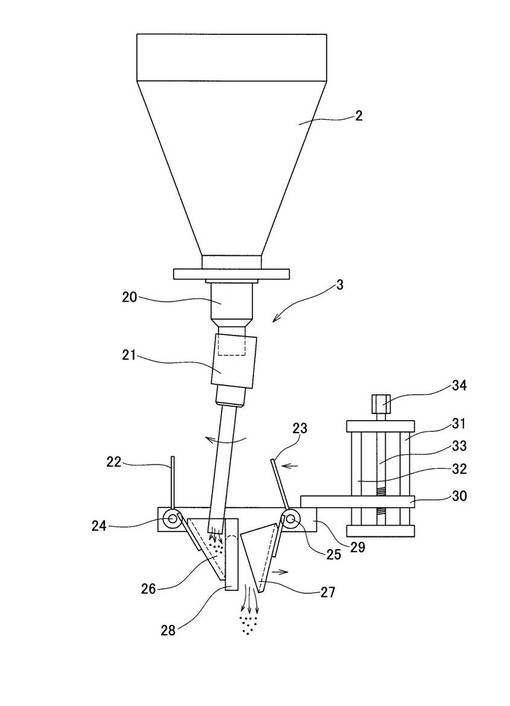
【図3】本発明の原料供給機構3において、充填筒21を側面視左方向に回転させて一方の三角ポケットシャッター26内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。
【図4】本発明の原料供給機構3において、充填筒21を側面視右方向に回転させて他方の三角ポケットシャッター27内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。
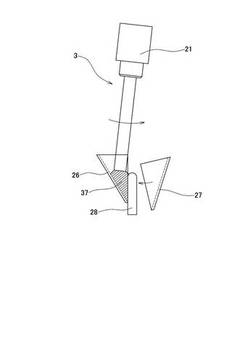
【図5】本発明の原料供給機構3における充填筒21と円弧形状の中央仕切り板28と二つの三角ポケットシャッター26、27の動きを説明するための概略図である。
【図6】本発明の原料供給機構3における充填筒21と台形形状の中央仕切り板38と二つの三角ポケットシャッター26、27の動きを説明するための概略図である。
【発明を実施するための形態】
【0018】
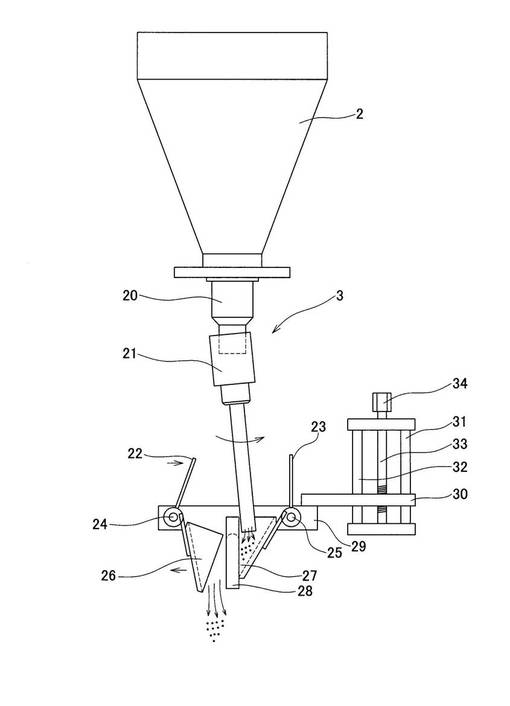
以下に本発明に係る多列スティックタイプ自動包装機における原料供給機構の実施の形態を図面と共に説明する。図1は、本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した正面図である。また、図2は、本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した側面図である。図1及び図2に示すように、これらの図面において各々符号1で全体的に示した自動包装機は、一度に2本のスティック包装袋を連続的にシール成形できるように構成されている。
【0019】
そして、1Fは本体フレーム、2は粉末原料の入ったホッパー、3は粉末原料の計量を行う原料供給機構、4は原料供給機構と連結された支持軸、5はスリットされて幅が狭くなった2条の包装フィルムを巻き付けて略円筒状にフォーミングすると共に原料を投入するフォーマーパイプ、6は略円筒状にフォーミングされた包装フィルムに対して縦シールを施す縦シール装置、7は略円筒形状の包装フィルムに対して横シールを施す横シール装置、8は個別包装袋に切り離すカッター装置、9は切り離された個別包装袋を外に排出するすべり台、10は操作パネルボックスである。そして、図1は説明のために、ホッパー2と原料供給機構3の全体を、支持軸4を中心にして前方向に回転させて、自動包装機本体から離間させている。
【0020】
図2において、FHは幅の広い包装フィルム(包材)を巻いた原反ロール、Fはこの原反ロールFHから引き出された幅の広い包装フィルム、FXはこの幅の広いフィルムFを幅の狭い2条の包装フィルムF’にスリットするスリッター装置である。そして、上記横シール装置7の上下運動に従って順次下方に引き出された包装フィルムF’はフォーマーパイプ5の周囲を包むように略円筒状にフォーミングされる仕組みになっている。
【0021】
次に、上記縦シール装置6の縦ヒートシーラによって各包装フィルムF’の開放両端同士を挟み込んで縦シールして、各包装フィルムF’を略円筒形状にシール成形し、この略円筒形状の包装フィルムF’を横シール装置7で横シールして袋状にする。
【0022】
そして、上記ホッパー2に入っている粉末原料を原料供給機構3で計量した後に中間シュート11とフォーマーパイプ5を通して各包装袋内に投入し、然る後に、横シール装置7により挟持したまま1包装袋分下方に移動させて包装フィルムF’の引き出しを行うと共にこの横シール装置7を上方に復動させて再度横シールを行うことにより、粉末原料が入った包装袋の投入口を封止し、最終的にスティック包装袋が出来上がるものである。
【0023】
さらに、上記の動作を連続して繰り返し行い、且つ各横シールの中央部分をカッター装置8で上下に切断し、すべり台9を通して取り出すことにより、一度に2本のスティックタイプ個別包装袋を連続的にシール成形できるように構成されている。
【0024】
なお、本発明の多列スティックタイプ自動包装機は、2列の例で説明しているため、図1に示した原料供給機構3は2列分の部材が並列に構成されているが、この原料供給機構3の構成は、列数に応じた構成部材が併設される。
【0025】
図3は、本発明の原料供給機構3において、充填筒21を側面視左方向に回転させて一方の三角ポケットシャッター26内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。なお、この図3においては、構成及び動作を説明し易くするために一部部材を省略して記載している。図3に示すように、ホッパー2の内部には粉末原料が入っており、このホッパー2の底部には落下筒20が付設されている。落下筒20と充填筒21は首振り回転可能に嵌め込まれており、ホッパー2内部に入っている粉末原料は、充填筒21の最下端まで自然落下状態になっている。
【0026】
そして、充填筒21と摺切り動作を行う中央仕切り板28を挟んで一方の三角ポケットシャッター26と他方の三角ポケットシャッター27が互いの三角ポケットを中央仕切り板28の方向に向き合うようにして配置されている。この中央仕切り板28の摺切り部分は、図示のように円弧状(R形状)になっている。
【0027】
一方の三角ポケットシャッター26は、回転軸24を中心に回転可能に軸支されており、この回転軸24には開閉板22が取り付けられている。図3においては、この一方の三角ポケットシャッター26は、中央仕切り板28の方向に押圧されて閉じられた状態になっており、この状態を保つために開閉板22には側面視左方向への付勢圧力がかかっている。
【0028】
他方の三角ポケットシャッター27は、回転軸25を中心に回転可能に軸支されており、この回転軸25には開閉板23が取り付けられている。
【0029】
原料供給機構3は、自動包装機本体からの指示を受けて充填筒21を側面視左方向に回転させる。この結果、ホッパー2内の粉末原料は落下筒20と充填筒21を経由して一方の三角ポケットシャッター26内に落下し、この粉末原料が充填筒21の最下端の位置まで充満した状態で落下停止になり、一方の三角ポケットシャッター26内に保持されている。
【0030】
また、上記粉末原料が一方の三角ポケットシャッター26内に投入される動作と同時に、開閉板23は側面視左方向の駆動力を受けて回転軸25を中心に他方の三角ポケットシャッター27を開放する。この結果、他方の三角ポケットシャッター27内に保持されていた計量済み粉末原料は、直下の包装袋内に充填されて原料供給作業が完了し、三角ポケットシャッター27内の粉末原料が全て落下した後、開閉板23に対して側面視右方向の駆動力が加わり、他方の三角ポケットシャッター27は閉鎖される。
【0031】
なお、この開閉板22と開閉板23を開閉する装置としては、エアーシリンダ等のエアー圧力駆動装置、その他機械的なバネ部材等の弾性圧力駆動装置などが考えられる。
【0032】
そして、一方の三角ポケットシャッター26等を軸支している回転軸24と他方の三角ポケットシャッター27等を軸支している回転軸25は、シャッター固定板29に取り付けられており、このシャッター固定板29は、量目調整機構の位置調整板30と連結されている。
【0033】
上記量目調整機構は、位置調整板30と、支持棒31及び支持棒32と、ネジ棒33と、量目調整ツマミ34とで構成されており、位置調整板30は支持棒31及び支持棒32によって上下位置自在で支えられると共に、ネジ棒33が螺動回転自在に嵌め込まれている。そして、ネジ棒33の最上部には量目調整ツマミ34が取り付けられており、この量目調整ツマミ34を上面視右回転させると位置調整板30が上昇し、連結されたシャッター固定板29と一方の三角ポケットシャッター26及び他方の三角ポケットシャッター27等も一緒に上昇する。
【0034】
また、量目調整ツマミ34を上面視左回転させると位置調整板30が下降し、連結されたシャッター固定板29と一方の三角ポケットシャッター26及び他方の三角ポケットシャッター27等も一緒に下降する。
【0035】
図4は、本発明の原料供給機構3において、充填筒21を側面視右方向に回転させて他方の三角ポケットシャッター27内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。なお、この図4においては、構成及び動作を説明し易くするために一部部材を省略して記載している。図4に示すように、原料供給機構3は、自動包装機本体からの指示を受けて充填筒21を側面視右方向に回転させる。この結果、充填筒21は図3に示した一方の三角ポケットシャッター26内に対する原料充填動作に引き続いて中央仕切り板28による摺切り動作を経て図示された位置まで回転駆動され、ホッパー2内の粉末原料を落下筒20と充填筒21を経由させて他方の三角ポケットシャッター27内に落下させる。その後、この粉末原料が充填筒21の最下端の位置まで充満した状態で落下停止になる。
【0036】
そして、この間の開閉板23には側面視左方向の付勢圧力がかかっているため落下した粉末原料は他方の三角ポケットシャッター27内に保持されている。
【0037】
即ち、一方の三角ポケットシャッター26内に投入された粉末原料の計量動作は、充填筒21の最下端と中央仕切り板28の最上端による摺切り動作を経ることにより、所定の計量値になって終了することになる。
【0038】
この中央仕切り板28の最上端は、円弧状(R形状)になっているため、この円弧状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。この結果、フリーズドライタイプ野菜等の固形物質が入った原料でもこれら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、粉砕された破断原料が飛び散って計量値が減少する問題も抑止され、同時に、飛び散った破断原料によって多列スティック自動包装機周辺が汚染される事態も解消できる。
【0039】
また、上記粉末原料が一方の三角ポケットシャッター27内に投入される動作と同時に、開閉板22は側面視右方向の駆動力を受けて回転軸24を中心に一方の三角ポケットシャッター26を開放する。この結果、一方の三角ポケットシャッター26内に保持されていた計量済み粉末原料は、直下の包装袋内に充填されて原料供給作業が完了し、三角ポケットシャッター26内の粉末原料が全て落下した後、開閉板22に対して側面視左方向の駆動力が加わり、一方の三角ポケットシャッター26は閉鎖される。
【0040】
そして、図3と図4に示した原料供給機構3の動作を交互に繰り返すことによって、連続的な原料計量供給動作が行われることになる。
【0041】
これまでの説明は、本発明の原料供給機構3における通常の計量動作場面であるが、本発明の原料供給機構3が計量動作を停止している状態は、図3若しくは図4と同様に、充填筒21を一方の三角ポケットシャッター26若しくは他方の三角ポケットシャッター27どちらかの方向に回転させて、その状態を保持させて実現している。即ち、ホッパー2内の粉末原料は、落下筒20と充填筒21を経由して三角ポケットシャッター26若しくは三角ポケットシャッター27どちらかの内部に落下して充填筒21の最下端の位置まで充満した状態で落下停止になるため、原料の供給を停止できる。当然、粉末原料が充満した状態で停止している三角ポケットシャッターに対して、反対側の三角ポケットシャッターは、内部が空の状態で閉鎖状態になっている。
【0042】
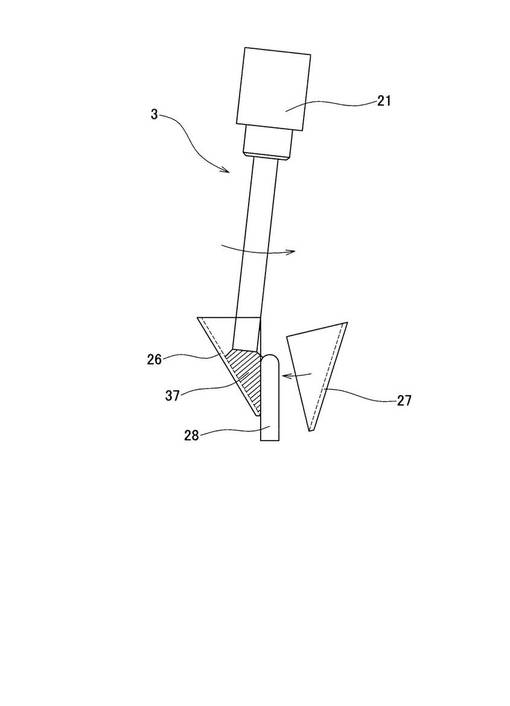
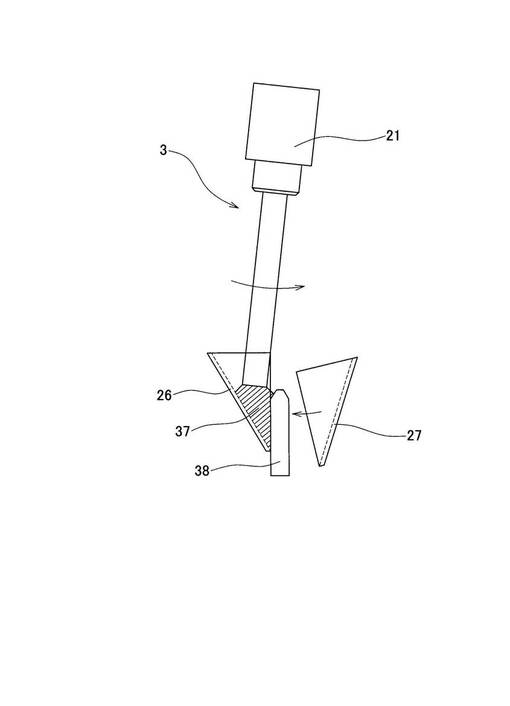
図5は、本発明の原料供給機構3における充填筒21と円弧形状の中央仕切り板28と二つの三角ポケットシャッター26、27の動きを説明するための概略図であり、図6は、本発明の原料供給機構3における充填筒21と台形形状の中央仕切り板38と二つの三角ポケットシャッター26、27の動きを説明するための概略図である。図5及び図6に示すように、これらの部材に関する全体的な動きは以下の通りである。
【0043】
(1)充填筒21は、一方の三角ポケットシャッター26内に位置しており、ホッパー2内の粉末原料が一方の三角ポケットシャッター26内における充填筒21の最下端の位置まで充満した状態37で落下停止している。
【0044】
(2)次に、他方の三角ポケットシャッター27が閉鎖されると共に、充填筒21を右方向に回転させて充填筒21の最下端と中央仕切り板28若しくは38の最上端による摺切り動作を行う。この際、図5においては、中央仕切り板28の最上端は、円弧状(R形状)になっており、図6においては、中央仕切り板38の最上端は、台形形状になっている。
【0045】
(3)この結果、この円弧状部分若しくは台形形状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。
【0046】
(4)即ち、このような摺切り動作により、フリーズドライタイプ野菜等の固形物質が入った原料でもこれら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、粉砕された破断原料が飛び散って計量値が減少する問題も抑止され、同時に、飛び散った破断原料によって多列スティック自動包装機周辺が汚染される事態も解消できる。
【0047】
なお、本発明の実施の形態は本発明を具現化するための一例を示したものであり、特許請求の範囲における発明特定事項とそれぞれ対応関係を有するが、これに限定されるものではなく本発明の要旨を逸脱しない範囲において種々の変形を施すことができる。
【0048】
例えば、本実施の形態では、2列のスティックタイプ自動包装機の例で説明したがこれに限るものではなく、他の複数列のスティックタイプ自動包装機にも採用することができる。
【0049】
また、図5、図6における中央仕切り板の最上端形状は、円弧状若しくは台形形状の例を用いて説明したが、これに限定するものではなく、摺切り動作における挟み込み現象を軽減できる仕組みであれば自由に採用することができる。
例えば、中央仕切り板の最上端形状を三角形状としても良く、この場合の三角形状の頂角は、鋭角ではなくて90度以上の鈍角を採用した方が飛び出した固形原料を充填筒21内に押し戻す作用が発揮できる。また、中央仕切り板の最上端にブラシ部材を付与して摺切り動作を行うように構成しても同じような作用効果を期待できる。
【0050】
なお、このような中央仕切り板の最上端形状は、粉末原料の性質や混在している固形物質の大きさ等によって適宜選択されて決定される。
【符号の説明】
【0051】
1 自動包装機
1F 本体フレーム
2 ホッパー
3 原料供給機構
4 支持軸
5 フォーマーパイプ
6 縦シール装置
7 横シール装置
8 カッター装置
9 すべり台
10 操作パネルボックス
11 中間シュート
20 落下筒
21 充填筒
22、23 開閉板
24、25 回転軸
26 一方の三角ポケットシャッター
27 他方の三角ポケットシャッター
28、38 中央仕切り板
29 シャッター固定板
30 位置調整板
31、32 支持棒
33 ネジ棒
34 量目調整ツマミ
F 幅の広い包装フィルム
F’ スリットされて幅が狭くなった包装フィルム
FH 包装フィルムを巻いた原反ロール
FX スリッター装置
【技術分野】
【0001】
本発明は、一度に複数列のスティック包装袋を自動的にシール成形することができる多列スティックタイプ自動包装機の技術分野に属するものであって、具体的には、この自動包装機における原料計量供給機構に関するものである。
【背景技術】
【0002】
従来より、一度に複数本のスティック状の包装袋を連続的にシール成形できるように構成した多列スティック自動包装機が特許文献1等に存在している。これは複数本に切断された包装フィルムの各々を多列式に構成した各充填パイプの周囲に巻装して円筒状にフォーミングした後、縦ヒートシーラによって包装フィルムの合わせ目を縦シールし、次いで、横シールの実施、被包装材料(内容物)の充填、充填後の投入口の封止、個別袋にするためのカットといった各種の工程を経て、スティック状の包装袋が多列式に、且つ連続的にシール成形される仕組みになっている。
【0003】
上記のような多列スティック自動包装機では、粉末原料等の内容物を包装袋内に投入するための原料供給機構が設けられており、この原料供給機構は、通常粉末原料の特性に合わせてスライド式原料供給機構若しくはオーガ式原料供給機構が選択されて設置されている。
【0004】
そして、近年、上記スライド式原料供給機構若しくはオーガ式原料供給機構を改良した新たな原料供給機構が提案されており、このような原料計量供給機構として次のようなものがある。
【0005】
即ち、粉末原料が入ったホッパーの下に各列毎の落下筒を設け、この落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下に中央仕切り板を設け、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを付設した原料供給機構である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平09−272511号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記のような原料供給機構には、下記のような問題点が存在する。
(1)上記従来の原料供給機構における計量動作は、充填筒が一方から他方の三角ポケットシャッター間を移動する際に、この充填筒の最下端と中央仕切り板の最上端の間で摺切り動作を行うことによって計量値を決定している。そして、この充填筒の最下端は、充填筒側面に対して直角の平面にカットされ、中央仕切り板の最上端は、四角形状になっている。
【0008】
(2)このような摺切り計量動作において、原料がフリーズドライタイプ野菜等の固形物質の場合、充填筒最下端と中央仕切り板最上端(四角形状)の間の摺切り動作時に、固形原料の逃げるスペースがないため、固形原料がこの隙間に挟み込まれて粉砕され、原料が損傷する問題若しくは粉砕された破断原料が飛び散って計量値が減少する問題が発生する。
【0009】
(3)更には、飛び散った破断原料によって多列スティック自動包装機周辺が汚染する問題も発生する。
【0010】
本発明は、このような問題点を解決するためになされたもので、多列スティック自動包装機の原料供給機構において、フリーズドライタイプ野菜等の固形物質が入った原料でもこれら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、計量値の減少が抑止され、且つ多列スティック自動包装機周辺の汚れが発生しにくい原料供給機構を提供することにある。
【課題を解決するための手段】
【0011】
(1)上記の課題を解決するためになされた本発明は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にしている。
【0012】
(2)また本発明は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、前記充填筒が二つの三角ポケットシャッターの内、どちらか一方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が一方の三角ポケットシャッター内に充満すると投入が停止され、前記充填筒が一方の三角ポケットシャッターから他方の三角ポケットシャッターの方に回転する際に、充填筒の最下端が中央仕切り板の最上端と摺切り動作を行うことにより、一方の三角ポケットシャッター内の粉末原料が所定量に計量され、前記充填筒が他方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が他方の三角ポケットシャッター内に充満すると投入が停止されると共に、一方の三角ポケットシャッターが開放されて計量済みの粉末原料が配下の包装袋内に充填され、前記充填筒の回転運動と二つの三角ポケットシャッターの開閉運動が交互に繰り返されることにより充填動作が継続され、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にしている。
【0013】
(3)また本発明は、原反ロールより引き出された包装フィルムを複数条にスリットし、この包装フィルムの各々を複数列に構成したフォーマーパイプの周囲に巻装して円筒状に成形するフォーミング機構と、この円筒状の複数包装フィルムに対して縦シール装置と横シール装置によってスティック状の包装袋にするシール形成機構と、このスティック状の複数包装袋内にフォーマーパイプを経由して粉末原料を充填する多列原料供給機構と、この充填された包装袋の原料投入口を前記横シール装置によって封止し、この包装袋の横シール中央付近を切り離して個別包装袋とするカッター機構とで構成された多列スティックタイプ自動包装機であって、前記多列原料供給機構は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備え、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にしている。
【0014】
(4)また本発明の多列原料供給機構は、前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を台形形状にしている。
【0015】
上記(1)、(2)、(3)、(4)で述べた多列スティックタイプ自動包装機の多列原料供給機構によれば、各列毎の中央仕切り板の最上端が円弧形状若しくは台形形状になっているため、この円弧状部分若しくは台形状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させている。
【発明の効果】
【0016】
以上説明したように、本発明によれば、摺切り動作を行う中央仕切り板の最上端が円弧状(R形状)若しくは台形状になっているため、固形物質が入った原料でもこれら固形物質を破砕することなく、所定の形状のまま計量並びに供給できると共に、計量値の減少が抑止され、且つ多列スティック自動包装機周辺の汚れが発生しにくい原料供給機構を提供できるという優れた効果を奏し得る。
【図面の簡単な説明】
【0017】
【図1】本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した正面図である。
【図2】本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した側面図である。
【図3】本発明の原料供給機構3において、充填筒21を側面視左方向に回転させて一方の三角ポケットシャッター26内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。
【図4】本発明の原料供給機構3において、充填筒21を側面視右方向に回転させて他方の三角ポケットシャッター27内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。
【図5】本発明の原料供給機構3における充填筒21と円弧形状の中央仕切り板28と二つの三角ポケットシャッター26、27の動きを説明するための概略図である。
【図6】本発明の原料供給機構3における充填筒21と台形形状の中央仕切り板38と二つの三角ポケットシャッター26、27の動きを説明するための概略図である。
【発明を実施するための形態】
【0018】
以下に本発明に係る多列スティックタイプ自動包装機における原料供給機構の実施の形態を図面と共に説明する。図1は、本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した正面図である。また、図2は、本発明を実施した2列式スティックタイプ自動包装機において一部構成部材を省略すると共に一部断面表示した側面図である。図1及び図2に示すように、これらの図面において各々符号1で全体的に示した自動包装機は、一度に2本のスティック包装袋を連続的にシール成形できるように構成されている。
【0019】
そして、1Fは本体フレーム、2は粉末原料の入ったホッパー、3は粉末原料の計量を行う原料供給機構、4は原料供給機構と連結された支持軸、5はスリットされて幅が狭くなった2条の包装フィルムを巻き付けて略円筒状にフォーミングすると共に原料を投入するフォーマーパイプ、6は略円筒状にフォーミングされた包装フィルムに対して縦シールを施す縦シール装置、7は略円筒形状の包装フィルムに対して横シールを施す横シール装置、8は個別包装袋に切り離すカッター装置、9は切り離された個別包装袋を外に排出するすべり台、10は操作パネルボックスである。そして、図1は説明のために、ホッパー2と原料供給機構3の全体を、支持軸4を中心にして前方向に回転させて、自動包装機本体から離間させている。
【0020】
図2において、FHは幅の広い包装フィルム(包材)を巻いた原反ロール、Fはこの原反ロールFHから引き出された幅の広い包装フィルム、FXはこの幅の広いフィルムFを幅の狭い2条の包装フィルムF’にスリットするスリッター装置である。そして、上記横シール装置7の上下運動に従って順次下方に引き出された包装フィルムF’はフォーマーパイプ5の周囲を包むように略円筒状にフォーミングされる仕組みになっている。
【0021】
次に、上記縦シール装置6の縦ヒートシーラによって各包装フィルムF’の開放両端同士を挟み込んで縦シールして、各包装フィルムF’を略円筒形状にシール成形し、この略円筒形状の包装フィルムF’を横シール装置7で横シールして袋状にする。
【0022】
そして、上記ホッパー2に入っている粉末原料を原料供給機構3で計量した後に中間シュート11とフォーマーパイプ5を通して各包装袋内に投入し、然る後に、横シール装置7により挟持したまま1包装袋分下方に移動させて包装フィルムF’の引き出しを行うと共にこの横シール装置7を上方に復動させて再度横シールを行うことにより、粉末原料が入った包装袋の投入口を封止し、最終的にスティック包装袋が出来上がるものである。
【0023】
さらに、上記の動作を連続して繰り返し行い、且つ各横シールの中央部分をカッター装置8で上下に切断し、すべり台9を通して取り出すことにより、一度に2本のスティックタイプ個別包装袋を連続的にシール成形できるように構成されている。
【0024】
なお、本発明の多列スティックタイプ自動包装機は、2列の例で説明しているため、図1に示した原料供給機構3は2列分の部材が並列に構成されているが、この原料供給機構3の構成は、列数に応じた構成部材が併設される。
【0025】
図3は、本発明の原料供給機構3において、充填筒21を側面視左方向に回転させて一方の三角ポケットシャッター26内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。なお、この図3においては、構成及び動作を説明し易くするために一部部材を省略して記載している。図3に示すように、ホッパー2の内部には粉末原料が入っており、このホッパー2の底部には落下筒20が付設されている。落下筒20と充填筒21は首振り回転可能に嵌め込まれており、ホッパー2内部に入っている粉末原料は、充填筒21の最下端まで自然落下状態になっている。
【0026】
そして、充填筒21と摺切り動作を行う中央仕切り板28を挟んで一方の三角ポケットシャッター26と他方の三角ポケットシャッター27が互いの三角ポケットを中央仕切り板28の方向に向き合うようにして配置されている。この中央仕切り板28の摺切り部分は、図示のように円弧状(R形状)になっている。
【0027】
一方の三角ポケットシャッター26は、回転軸24を中心に回転可能に軸支されており、この回転軸24には開閉板22が取り付けられている。図3においては、この一方の三角ポケットシャッター26は、中央仕切り板28の方向に押圧されて閉じられた状態になっており、この状態を保つために開閉板22には側面視左方向への付勢圧力がかかっている。
【0028】
他方の三角ポケットシャッター27は、回転軸25を中心に回転可能に軸支されており、この回転軸25には開閉板23が取り付けられている。
【0029】
原料供給機構3は、自動包装機本体からの指示を受けて充填筒21を側面視左方向に回転させる。この結果、ホッパー2内の粉末原料は落下筒20と充填筒21を経由して一方の三角ポケットシャッター26内に落下し、この粉末原料が充填筒21の最下端の位置まで充満した状態で落下停止になり、一方の三角ポケットシャッター26内に保持されている。
【0030】
また、上記粉末原料が一方の三角ポケットシャッター26内に投入される動作と同時に、開閉板23は側面視左方向の駆動力を受けて回転軸25を中心に他方の三角ポケットシャッター27を開放する。この結果、他方の三角ポケットシャッター27内に保持されていた計量済み粉末原料は、直下の包装袋内に充填されて原料供給作業が完了し、三角ポケットシャッター27内の粉末原料が全て落下した後、開閉板23に対して側面視右方向の駆動力が加わり、他方の三角ポケットシャッター27は閉鎖される。
【0031】
なお、この開閉板22と開閉板23を開閉する装置としては、エアーシリンダ等のエアー圧力駆動装置、その他機械的なバネ部材等の弾性圧力駆動装置などが考えられる。
【0032】
そして、一方の三角ポケットシャッター26等を軸支している回転軸24と他方の三角ポケットシャッター27等を軸支している回転軸25は、シャッター固定板29に取り付けられており、このシャッター固定板29は、量目調整機構の位置調整板30と連結されている。
【0033】
上記量目調整機構は、位置調整板30と、支持棒31及び支持棒32と、ネジ棒33と、量目調整ツマミ34とで構成されており、位置調整板30は支持棒31及び支持棒32によって上下位置自在で支えられると共に、ネジ棒33が螺動回転自在に嵌め込まれている。そして、ネジ棒33の最上部には量目調整ツマミ34が取り付けられており、この量目調整ツマミ34を上面視右回転させると位置調整板30が上昇し、連結されたシャッター固定板29と一方の三角ポケットシャッター26及び他方の三角ポケットシャッター27等も一緒に上昇する。
【0034】
また、量目調整ツマミ34を上面視左回転させると位置調整板30が下降し、連結されたシャッター固定板29と一方の三角ポケットシャッター26及び他方の三角ポケットシャッター27等も一緒に下降する。
【0035】
図4は、本発明の原料供給機構3において、充填筒21を側面視右方向に回転させて他方の三角ポケットシャッター27内にホッパー2内の粉末原料を投入して原料計量動作を行っている状態を表した側面図である。なお、この図4においては、構成及び動作を説明し易くするために一部部材を省略して記載している。図4に示すように、原料供給機構3は、自動包装機本体からの指示を受けて充填筒21を側面視右方向に回転させる。この結果、充填筒21は図3に示した一方の三角ポケットシャッター26内に対する原料充填動作に引き続いて中央仕切り板28による摺切り動作を経て図示された位置まで回転駆動され、ホッパー2内の粉末原料を落下筒20と充填筒21を経由させて他方の三角ポケットシャッター27内に落下させる。その後、この粉末原料が充填筒21の最下端の位置まで充満した状態で落下停止になる。
【0036】
そして、この間の開閉板23には側面視左方向の付勢圧力がかかっているため落下した粉末原料は他方の三角ポケットシャッター27内に保持されている。
【0037】
即ち、一方の三角ポケットシャッター26内に投入された粉末原料の計量動作は、充填筒21の最下端と中央仕切り板28の最上端による摺切り動作を経ることにより、所定の計量値になって終了することになる。
【0038】
この中央仕切り板28の最上端は、円弧状(R形状)になっているため、この円弧状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。この結果、フリーズドライタイプ野菜等の固形物質が入った原料でもこれら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、粉砕された破断原料が飛び散って計量値が減少する問題も抑止され、同時に、飛び散った破断原料によって多列スティック自動包装機周辺が汚染される事態も解消できる。
【0039】
また、上記粉末原料が一方の三角ポケットシャッター27内に投入される動作と同時に、開閉板22は側面視右方向の駆動力を受けて回転軸24を中心に一方の三角ポケットシャッター26を開放する。この結果、一方の三角ポケットシャッター26内に保持されていた計量済み粉末原料は、直下の包装袋内に充填されて原料供給作業が完了し、三角ポケットシャッター26内の粉末原料が全て落下した後、開閉板22に対して側面視左方向の駆動力が加わり、一方の三角ポケットシャッター26は閉鎖される。
【0040】
そして、図3と図4に示した原料供給機構3の動作を交互に繰り返すことによって、連続的な原料計量供給動作が行われることになる。
【0041】
これまでの説明は、本発明の原料供給機構3における通常の計量動作場面であるが、本発明の原料供給機構3が計量動作を停止している状態は、図3若しくは図4と同様に、充填筒21を一方の三角ポケットシャッター26若しくは他方の三角ポケットシャッター27どちらかの方向に回転させて、その状態を保持させて実現している。即ち、ホッパー2内の粉末原料は、落下筒20と充填筒21を経由して三角ポケットシャッター26若しくは三角ポケットシャッター27どちらかの内部に落下して充填筒21の最下端の位置まで充満した状態で落下停止になるため、原料の供給を停止できる。当然、粉末原料が充満した状態で停止している三角ポケットシャッターに対して、反対側の三角ポケットシャッターは、内部が空の状態で閉鎖状態になっている。
【0042】
図5は、本発明の原料供給機構3における充填筒21と円弧形状の中央仕切り板28と二つの三角ポケットシャッター26、27の動きを説明するための概略図であり、図6は、本発明の原料供給機構3における充填筒21と台形形状の中央仕切り板38と二つの三角ポケットシャッター26、27の動きを説明するための概略図である。図5及び図6に示すように、これらの部材に関する全体的な動きは以下の通りである。
【0043】
(1)充填筒21は、一方の三角ポケットシャッター26内に位置しており、ホッパー2内の粉末原料が一方の三角ポケットシャッター26内における充填筒21の最下端の位置まで充満した状態37で落下停止している。
【0044】
(2)次に、他方の三角ポケットシャッター27が閉鎖されると共に、充填筒21を右方向に回転させて充填筒21の最下端と中央仕切り板28若しくは38の最上端による摺切り動作を行う。この際、図5においては、中央仕切り板28の最上端は、円弧状(R形状)になっており、図6においては、中央仕切り板38の最上端は、台形形状になっている。
【0045】
(3)この結果、この円弧状部分若しくは台形形状部分が摺切り動作に合わせて充填筒21の最下端から少し飛び出した固形原料を徐々に充填筒21内に押し戻すように動き、固形原料の挟み込み状態を大幅に減少させることになる。
【0046】
(4)即ち、このような摺切り動作により、フリーズドライタイプ野菜等の固形物質が入った原料でもこれら固形物質を破砕することなく、所定の原料形状のまま計量並びに供給できると共に、粉砕された破断原料が飛び散って計量値が減少する問題も抑止され、同時に、飛び散った破断原料によって多列スティック自動包装機周辺が汚染される事態も解消できる。
【0047】
なお、本発明の実施の形態は本発明を具現化するための一例を示したものであり、特許請求の範囲における発明特定事項とそれぞれ対応関係を有するが、これに限定されるものではなく本発明の要旨を逸脱しない範囲において種々の変形を施すことができる。
【0048】
例えば、本実施の形態では、2列のスティックタイプ自動包装機の例で説明したがこれに限るものではなく、他の複数列のスティックタイプ自動包装機にも採用することができる。
【0049】
また、図5、図6における中央仕切り板の最上端形状は、円弧状若しくは台形形状の例を用いて説明したが、これに限定するものではなく、摺切り動作における挟み込み現象を軽減できる仕組みであれば自由に採用することができる。
例えば、中央仕切り板の最上端形状を三角形状としても良く、この場合の三角形状の頂角は、鋭角ではなくて90度以上の鈍角を採用した方が飛び出した固形原料を充填筒21内に押し戻す作用が発揮できる。また、中央仕切り板の最上端にブラシ部材を付与して摺切り動作を行うように構成しても同じような作用効果を期待できる。
【0050】
なお、このような中央仕切り板の最上端形状は、粉末原料の性質や混在している固形物質の大きさ等によって適宜選択されて決定される。
【符号の説明】
【0051】
1 自動包装機
1F 本体フレーム
2 ホッパー
3 原料供給機構
4 支持軸
5 フォーマーパイプ
6 縦シール装置
7 横シール装置
8 カッター装置
9 すべり台
10 操作パネルボックス
11 中間シュート
20 落下筒
21 充填筒
22、23 開閉板
24、25 回転軸
26 一方の三角ポケットシャッター
27 他方の三角ポケットシャッター
28、38 中央仕切り板
29 シャッター固定板
30 位置調整板
31、32 支持棒
33 ネジ棒
34 量目調整ツマミ
F 幅の広い包装フィルム
F’ スリットされて幅が狭くなった包装フィルム
FH 包装フィルムを巻いた原反ロール
FX スリッター装置
【特許請求の範囲】
【請求項1】
粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にすることを特徴とする多列原料供給機構。
【請求項2】
粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、
前記充填筒が二つの三角ポケットシャッターの内、どちらか一方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が一方の三角ポケットシャッター内に充満すると投入が停止され、
前記充填筒が一方の三角ポケットシャッターから他方の三角ポケットシャッターの方に回転する際に、充填筒の最下端が中央仕切り板の最上端と摺切り動作を行うことにより、一方の三角ポケットシャッター内の粉末原料が所定量に計量され、
前記充填筒が他方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が他方の三角ポケットシャッター内に充満すると投入が停止されると共に、一方の三角ポケットシャッターが開放されて計量済みの粉末原料が配下の包装袋内に充填され、
前記充填筒の回転運動と二つの三角ポケットシャッターの開閉運動が交互に繰り返されることにより充填動作が継続され、
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にすることを特徴とする多列原料供給機構。
【請求項3】
原反ロールより引き出された包装フィルムを複数条にスリットし、この包装フィルムの各々を複数列に構成したフォーマーパイプの周囲に巻装して円筒状に成形するフォーミング機構と、この円筒状の複数包装フィルムに対して縦シール装置と横シール装置によってスティック状の包装袋にするシール形成機構と、このスティック状の複数包装袋内にフォーマーパイプを経由して粉末原料を充填する多列原料供給機構と、この充填された包装袋の原料投入口を前記横シール装置によって封止し、この包装袋の横シール中央付近を切り離して個別包装袋とするカッター機構とで構成された多列スティックタイプ自動包装機であって、
前記多列原料供給機構は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備え、
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にすることを特徴とする多列スティックタイプ自動包装機の多列原料供給機構。
【請求項4】
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を台形形状にすることを特徴とする請求項1乃至請求項3のいずれかに記載の多列原料供給機構。
【請求項1】
粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にすることを特徴とする多列原料供給機構。
【請求項2】
粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備えた多列原料供給機構であって、
前記充填筒が二つの三角ポケットシャッターの内、どちらか一方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が一方の三角ポケットシャッター内に充満すると投入が停止され、
前記充填筒が一方の三角ポケットシャッターから他方の三角ポケットシャッターの方に回転する際に、充填筒の最下端が中央仕切り板の最上端と摺切り動作を行うことにより、一方の三角ポケットシャッター内の粉末原料が所定量に計量され、
前記充填筒が他方の閉鎖された三角ポケットシャッターの上に位置すると充填筒からの粉末原料の投入が開始され、その後、粉末原料が他方の三角ポケットシャッター内に充満すると投入が停止されると共に、一方の三角ポケットシャッターが開放されて計量済みの粉末原料が配下の包装袋内に充填され、
前記充填筒の回転運動と二つの三角ポケットシャッターの開閉運動が交互に繰り返されることにより充填動作が継続され、
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にすることを特徴とする多列原料供給機構。
【請求項3】
原反ロールより引き出された包装フィルムを複数条にスリットし、この包装フィルムの各々を複数列に構成したフォーマーパイプの周囲に巻装して円筒状に成形するフォーミング機構と、この円筒状の複数包装フィルムに対して縦シール装置と横シール装置によってスティック状の包装袋にするシール形成機構と、このスティック状の複数包装袋内にフォーマーパイプを経由して粉末原料を充填する多列原料供給機構と、この充填された包装袋の原料投入口を前記横シール装置によって封止し、この包装袋の横シール中央付近を切り離して個別包装袋とするカッター機構とで構成された多列スティックタイプ自動包装機であって、
前記多列原料供給機構は、粉末原料が入ったホッパーの下に多列構成の落下筒を設け、この各列毎の落下筒に対して首振り回転可能に嵌め込まれた各列毎の充填筒を取り付け、この充填筒の垂直直下には、充填筒最下端に対して摺切り計量動作を行う各列毎の中央仕切り板を配備し、この中央仕切り板を挟んで各列毎の二つの三角ポケットシャッターを備え、
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を円弧形状にすることを特徴とする多列スティックタイプ自動包装機の多列原料供給機構。
【請求項4】
前記充填筒の最下端との摺切り計量動作に合わせて、充填筒の最下端から飛び出した固形原料を徐々に充填筒内に押し戻すために、各列毎の中央仕切り板の最上端を台形形状にすることを特徴とする請求項1乃至請求項3のいずれかに記載の多列原料供給機構。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−274938(P2010−274938A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−127133(P2009−127133)
【出願日】平成21年5月27日(2009.5.27)
【出願人】(596092595)三光機械株式会社 (102)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月27日(2009.5.27)
【出願人】(596092595)三光機械株式会社 (102)
【Fターム(参考)】
[ Back to top ]