
多孔フィルムの製造方法
【課題】多孔エリアのサイズや形状を変更した各種態様の多孔フィルムを簡単に製造する。
【解決手段】支持体12の上に第2塗布液36を塗布して乾燥した後、第1塗布液35を塗布する。塗布された第1塗布液35の上に、インクジェット塗布ユニット55により、水からなる第3塗布液37を水滴として供給し、この供給したエリアを多孔エリアとする。次に有機溶媒を塗膜から蒸発させるとともに、水滴を第1塗布液35の塗膜から蒸発させる。多孔エリアに、多数の孔が並んで形成された多孔フィルムが得られる。インクジェットプリント方式で、水滴を直接に形成するため、結露工程や液滴成長工程が不要になり、多孔フィルムを効率良く製造することができる。また、多孔エリアの形状の変更も容易であり、多種多様なパターンの多孔フィルムが得られる。
【解決手段】支持体12の上に第2塗布液36を塗布して乾燥した後、第1塗布液35を塗布する。塗布された第1塗布液35の上に、インクジェット塗布ユニット55により、水からなる第3塗布液37を水滴として供給し、この供給したエリアを多孔エリアとする。次に有機溶媒を塗膜から蒸発させるとともに、水滴を第1塗布液35の塗膜から蒸発させる。多孔エリアに、多数の孔が並んで形成された多孔フィルムが得られる。インクジェットプリント方式で、水滴を直接に形成するため、結露工程や液滴成長工程が不要になり、多孔フィルムを効率良く製造することができる。また、多孔エリアの形状の変更も容易であり、多種多様なパターンの多孔フィルムが得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔フィルムの製造方法に関するものである。
【背景技術】
【0002】
今日、光学分野や電子分野では、集積度の向上や情報量の高密度化、画像情報の高精細化といった要求がますます大きくなっている。そのため、それら分野に用いられるフィルムに対しては、より微細な構造をもつことが強く求められている。また、微細構造をもつフィルムは、医療分野等でも求められている。医療分野で求められるフィルムとしては、細胞培養の場となるフィルムや、血液ろ過膜として利用するフィルムがある。
【0003】
微細構造をもつフィルムとしては、μmレベルの微細な孔が多数形成されたハニカム構造のフィルムがある。このようなハニカム構造フィルムを製造する方法としては、所定の高分子化合物が疎水性有機溶媒に溶けている溶液を流延し、有機溶媒を蒸発させると同時に、流延膜の表面で結露させ、結露により生じた微小な水滴を蒸発させる方法が提案されている(例えば、特許文献1参照)。このような方法で製造されるフィルムは、微細構造の形成挙動から自己組織化膜とも言われる。
【特許文献1】特開2002−335949号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、多孔構造の鋳型となる液滴(主に水滴)の供給は、加湿風による結露現象を利用していた。しかし、結露は自然現象であるため、積極的な制御が困難であり、しかも均一に結露を生じさせるために微妙な温度制御が必要であり、改善が望まれていた。
【0005】
そこで、本発明は、液滴の形成を迅速に行い、孔のサイズが大きい多孔フィルムを効率よく製造可能な多孔フィルムの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、高分子化合物及び溶媒が含まれる第1塗布液を支持体の上に塗布して塗布膜を形成する塗布工程と、第2塗布液を用いてインクジェットヘッドにより前記塗布膜に対し液滴を供給する液滴供給工程と、前記溶媒と前記液滴とを蒸発させて、前記塗布膜に複数の孔を形成する孔形成工程とを有することを特徴とする。
【0007】
本発明は、前記溶媒または液滴に、両親媒性化合物を含有することを特徴とする。また、前記液滴供給工程は、雰囲気の相対湿度を40%以上95%以下として行うことを特徴とする。また、前記液滴供給工程後も1分以内は、相対湿度を40%以上95%以下とした雰囲気下に前記塗布膜をおくことを特徴とする。前記液滴供給工程は、前記塗布膜の表面温度を0℃以上30℃以下として行われることを特徴とする。前記第2塗布液は、微粒子を含むことを特徴とする。前記液滴を成長させる液滴成長工程を有することを特徴とする。
【発明の効果】
【0008】
本発明によれば、インクジェットヘッドを用いて液滴を塗布面に供給するため、結露現象により液滴を形成する必要がなくなり、液滴の形成を迅速に且つ均一に行うことができる。また、結露から液滴を成長させる代わりに、インクジェットヘッドで供給された液滴を利用するので、結露による場合に比べて大きな液滴が最初から得られるため、液滴の成長時間がその分だけ短縮され、製造時間の短縮及び孔径の均一化が図れる。
【発明を実施するための最良の形態】
【0009】
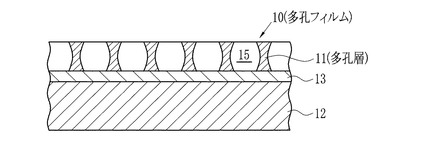
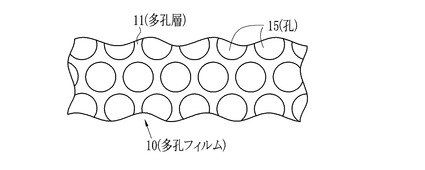
図1に示すように、本発明の多孔フィルム10は、多数の孔15が形成された多孔層11と、この多孔層11を支持する支持体12と、多孔層11及び支持体12の間の内部層13とを備える。孔15は、本実施形態では、独立した孔となっているが、これは各孔が連通したものであってもよい。図2に示すように、孔15の形状は略円形とされ、これら孔15が密に形成されることにより、全体がハニカム状になっている。
【0010】
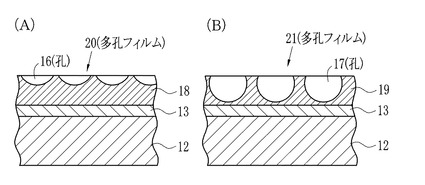
多孔層11に形成される孔15は図1に示すように、貫通孔となっているが、これは、図3(A)に示すように浅い孔(窪み)16や、図3(B)に示す貫通していない深い孔17であってもよい。これら孔15〜17は、後に詳しく説明するように、水滴の成長過程を制御することにより、多孔層11,18,19に形成される。例えば、水滴の成長を早期に止めると浅い孔16が得られ、水滴を成長させると、孔がそれに応じて深くなり、深い孔17や貫通孔15が得られる。なお、図3に示す多孔フィルム20,21において、図1と同一構成部材には同一符号が付してある。
【0011】
多孔層11は、第1ポリマを含む第1塗布液35(図4参照)により形成され、内部層13は、第2ポリマを含む第2塗布液36(図4参照)により形成される。支持体12及び内部層13は、本発明では必須の構成要件ではなく、必要に応じて設けられる。例えば、図1〜図3に示すような、多孔層11、内部層13、支持体12の3層構造の他に、製膜段階や使用段階において、支持体12や内部層13は省略してもよく、また、支持体12や内部層13から多孔層11を剥離してもよく、この場合には、多孔層11のみや、多孔層11と内部層13の2層構造となる。なお、内部層13は1層に限られず、必要に応じて多層化してもよい。
【0012】
内部層13は支持体12付きの多孔層11の場合に望ましい形態であり、また、支持体12から剥離して多孔層11と内部層13との2層構造とする場合にも多孔層11を支持し保護する機能を有するため、有効である。この内部層13は第1ポリマと同じ材質としてもよく、この場合には、多孔フィルムの厚みを大きくして、自己支持性を持たせることができる。また、第2ポリマは第1ポリマと同材質である必要はなく、また、第1塗布液に対して、溶解性はあっても無くてもよい。
【0013】
支持体は、製膜時及び製品形態時に必要(但し、多孔層11が自己支持性を備えている場合には不要)である。この支持体は、製膜時からの支持体を最終形態時にも用いてもよく、または、製膜時には専用の支持体(製膜時支持体)を用いてもよい。製膜時支持体としては、連続製造時には、ステンレス製のエンドレスバンドやドラム、その他のポリマ製フィルムが用いられる。また、カットシートタイプを用いた製造時にはステンレス製やガラス製、さらにはポリマー製の板材が用いられる。これら板材の場合にも、製膜時のみならず、そのまま製品時支持体として用いてもよい。
【0014】
多孔層11は、疎水性の高分子化合物と両親媒性の化合物とからなる。これにより、後述の製造方法において水滴をより均一な形状及び大きさに形成することができる。内部層13は、高分子化合物であることが特に好ましいが、必ずしも高分子化合物でなくてもよく、例えば、モノマー、オリゴマー等の各種有機化合物や、TiO2等の無機化合物であってもよい。
【0015】
なお、支持体12を高分子化合物からなるフィルムから構成することにより、多孔フィルム10として可撓性が有り、ガラス上に多孔層が設けられた多孔材料とは異なり、フィルム単体でも取り扱い性に優れ、かつ、使用時における形状の自由度があるという効果がある。使用時における形状の自由度があるとは、平面状態、湾曲状態、所定形状に裁断した状態などの各種態様が容易にとれることを意味する。これにより、傷口を保護するための傷口保護膜や経皮吸収剤等に用いることができる。
【0016】
第1ポリマとともに多孔層11に用いる両親媒性の化合物は、(親水基の数):(疎水基の数)は0.1:9.9〜4.5:5.5であることがより好ましい。これにより、より細かな水滴をより密に、第1塗布液の塗膜の上に形成することができる。上記親水基の比率が上がると、(親水基の数):(疎水基の数)の比が上記範囲よりも小さい場合には、多孔層に形成される孔の大きさが大きくばらつき、すなわち不均一になることがある。この不均一さの程度は、具体的には、{(孔の径の標準偏差)/(孔の平均値)}×100で求める孔径変動係数(単位;%)が10%以上である。また、(親水基の数):(疎水基の数)の比が上記範囲よりも大きい場合には、孔の配列が不規則となる傾向がある。
【0017】
なお、両親媒性の化合物として、互いに異なる2種以上の化合物を用いることができる。2種類以上の化合物を用いることにより、後述する製造方法において、水滴の大きさと水滴を形成する位置とをより精度よく、制御することができる。また、多孔層11の高分子化合物成分として、複数の化合物を用いることにより、同様の効果を得ることができる。
【0018】
第1ポリマ及び第2ポリマとして好ましい例は、ビニル重合ポリマ(例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリアクリレート、ポリメタクリレート、ポリアクリルアミド、ポリメタクリルアミド、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン、ポリヘキサフルオロプロペン、ポリビニルエーテル、ポリビニルカルバゾール、ポリ酢酸ビニル、ポリテトラフルオロエチレン等)、ポリエステル(例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリ乳酸等)、ポリラクトン(例えばポリカプロラクトンなど)、セルロースアセテート、ポリアミド又はポリイミド(例えば、ナイロンやポリアミド酸など)、ポリウレタン、ポリウレア、ポリブタジエン、ポリカーボネート、ポリアロマティックス、ポリスルホン、ポリエーテルスルホン、ポリシロキサン誘導体等である。
【0019】
なお、第2ポリマの代わりに内部層13として、ゼラチン、ポリビニルアルコール(PVA)、ポリアクリル酸ナトリウム等を用いてもよい。この場合には、傷口保護膜や経皮吸収剤に多孔フィルム10を用いる場合であっても毒性がなく、かつ支持体12のもつフレキシビリティを内部層13によって損なうことがなく、多孔フィルム10が取り扱い性と使用時における形状の自由度とに優れるものとなる。
【0020】
支持体として用いるポリマは、第1ポリマとして好ましい上記の化合物を挙げることができるが、支持体12を厚くしてかつフレキシビリティを多孔フィルム10にもたせる観点からは、例えば、セルロースアセテート、環状ポリオレフィン、ポリエステル、ポリカーボネート、ポリウレタン、ポリブタジエン等が挙げられる。これらを用いることにより、支持体12を厚くしてもコストが抑えられるとともに、また、破れにくく使用時における形状の自由度のある多孔フィルム10となる。
【0021】
第3塗布液については、本実施形態では水を用いている。水の他に、他の高沸点溶媒を用いてもよい。また、第3塗布液については、両親媒性化合物を含有することが好ましい。両親媒性化合物の濃度としては、0.01%以上20%以下であることが望ましい。これにより、液滴同士が結合して一つとなる合一を抑制することができ、均一な孔径の多孔フィルムを得ることができる。両親媒性化合物の濃度が0.01%未満であると、液滴の合一が発生しやすく、また、20%を越えると、液滴が不安定となり、液滴サイズを維持することができなくなることがある。
【0022】
また、第3塗布液には、機能性材料からなる微粒子が添加されている。機能性微粒子としては、薬剤や導電性微粒子がある。導電性微粒子などの機能性残量を液滴中に添加することで、最終的に液滴が蒸発して多孔フィルムが形成された後に、孔の表面が機能性材料で覆われることで、機能性多孔フィルムを得ることができる。このような機能性の付与は、従来の結露方法では得ることができない。
【0023】
第1塗布液35の溶媒となる溶剤は、疎水性かつ高分子化合物を溶解させるものであれば、特に限定されない。例としては、芳香族炭化水素(例えば、ベンゼン,トルエンなど)、ハロゲン化炭化水素(例えば、ジクロロメタン,クロロベンゼン、四塩化炭素、1−ブロモプロパンなど)、シクロヘキサン、ケトン(例えば、アセトン,メチルエチルケトンなど)、エステル(例えば、酢酸メチル,酢酸エチル,酢酸プロピルなど)及びエーテル(例えば、テトラヒドロフラン,メチルセロソルブなど)などが挙げられる。これらのうち複数の化合物が溶媒として併用されてもよい。また、これらの化合物の単体又は混合物に、アルコール等が添加されたものを用いてもよい。
【0024】
また、環境に対する影響を最小限に抑えることを目的に、ジクロロメタンを使用しない場合には、炭素原子数が4〜12のエーテル、炭素原子数が3〜12のケトン、炭素原子数が3〜12のエステル、1−ブロモプロパン等の臭素系炭化水素等が好ましく用いられる。これらは、互いに混合して用いられてもよい。例えば、酢酸メチル、アセトン、エタノール、n−ブタノールの混合有機溶媒が挙げられる。これらのエーテル、ケトン、エステル及びアルコールは、環状構造を有するものであってもよい。また、エーテル、ケトン、エステル及びアルコールの官能基(すなわち、−O−,−CO−,−COO−及び−OH)のいずれかを2つ以上有する化合物も、溶媒として用いることができる。
【0025】
溶剤として互いに異なる2種以上の化合物を用い、その割合を適宜変更することにより、後述の水滴の形成速度、及び後述の塗膜への水滴の入り込みの深さ等を制御することができる。
【0026】
第1塗布液35については、有機溶剤100重量部に対し第1ポリマが0.02重量部以上30重量部以下とすることが好ましい。これにより、生産性良く高品質の多孔層11を形成することができる。有機溶剤100重量部に対し第1ポリマが0.02重量部未満であると、溶液における溶媒割合が大きすぎて蒸発に要する時間が長くなるので、多孔フィルム10の生産性が悪くなり、一方、30重量%を超えると、結露で発生した水滴が塗膜を構成する第1塗布液を変形させることができず、そのため不均一な凹凸が形成された多孔層11になってしまうことがある。
【0027】
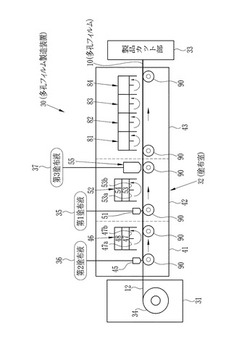
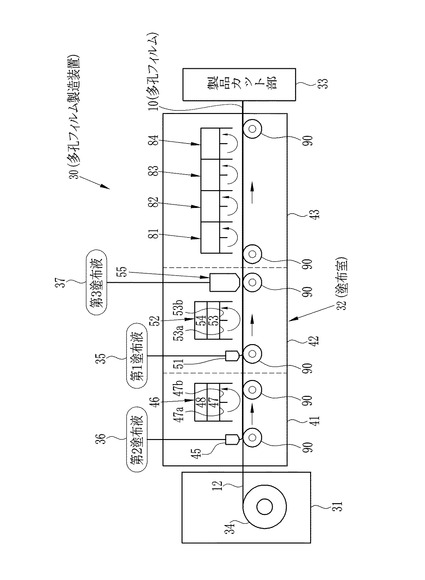
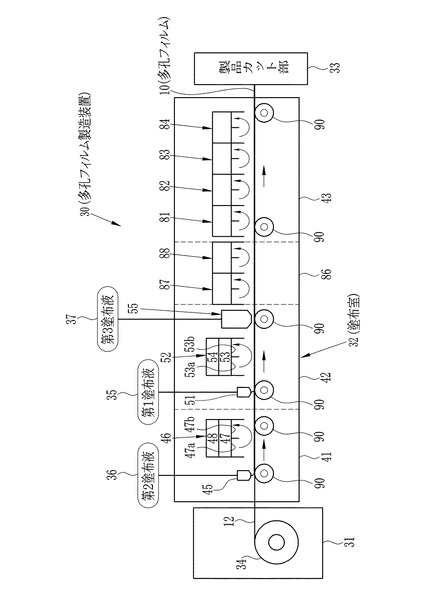
図4に示すように、本発明を実施した多孔フィルム製造装置30は、支持体送出部31、塗布室32、及び製品カット部33から構成されている。支持体送出部31は、支持体ロール34から支持体12を引き出して、これを塗布室32に送る。塗布室32は、支持体12の上に各種塗布液35〜37を塗布して乾燥させることにより、多孔フィルム10を製造する。製品カット部33は、得られた多孔フィルム10を所定のサイズに切断し、中間製品とする。この中間製品に対し各種加工を施すことで、最終製品が得られる。
【0028】
支持体送出部31、製品カット部33は、連続的に大量に多孔フィルム10を製造する場合に用いられるものであり、製造規模に応じて適宜省略してもよい。また、少量生産の場合には、支持体ロール34を用いる代わりに、支持体12がシート状に切断されたカットシートを用いてもよい。
【0029】
塗布室32は、支持体走行方向の上流側から順に、第1室41、第2室42、第3室43に区画されている。第1室41には、第1塗布ダイ45及び乾燥ユニット46が設けられている。塗布ダイ45は第2塗布液36を支持体12の上に塗布する。乾燥ユニット46は、送風口47a及び吸気口47bを有するダクト47と送風部48とを備える。送風部48は、送風口47aから送り出す乾燥空気の温度、湿度、風速を制御し、吸気口47bから塗膜の周辺気体を吸気し、循環する。この送風部48による送風及び吸気により塗膜は乾燥し、内部層13となる。
【0030】
第2室42には、第2塗布ダイ51,加湿風供給ユニット52及びインクジェット塗布ユニット55が設けられている。第2塗布ダイ51は、内部層13の上に第1塗布液35を塗布する。加湿風供給ユニット52は、送風口53a及び吸気口53bを有するダクト53と送風部54とを備える。送風部54は、送風口53aから送り出す加湿空気の温度、露点、湿度を制御し、吸気口53bから塗膜の周辺気体を吸排気する。この送風部54による送風及び吸気により、後述するインクジェットヘッド60(図5参照)の周りの第1塗布液35の塗膜面近傍の雰囲気は、相対湿度が40%以上95%以下とされる。相対湿度が40%未満の場合にはインクジェットヘッドから吐出される水滴が消失または減少して、適正な水滴を塗膜面に形成することができない。また、95%を越えると、周囲が水浸し状態となり、やはり適正な水滴の形成が不可能になる。
【0031】
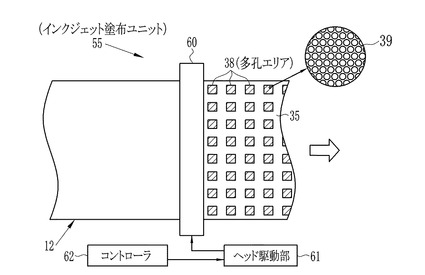
図5に示すように、インクジェット塗布ユニット55は、第1塗布液35の面上に、第3塗布液37を塗布する。この塗布により、多孔エリア38が島状に点在して形成され、この多孔エリア38内に多数の水滴39が供給される(液滴供給工程)。なお、本実施形態では、第1塗布液35の塗膜の一部にマトリクス状に多数の多孔エリア38を形成しているが、これは全面にわたって多孔エリアとしてもよい。
【0032】
液滴供給工程中及びその直後では、第1塗布液35による塗布膜の表面温度を0℃以上30℃以下とする。また、前記同様にして、液滴供給工程中及びその直後では、第1塗布液35による塗布膜近傍の雰囲気を、相対湿度が40%以上95%以下とし、乾燥による前記液滴の消失または減少を防止する。さらに、塗膜の表面温度TSまたは露点TDのいずれか一方を制御し、表面温度TSを露点TDよりも低くする((TD−TS)>0℃)。このため、塗布膜の温度調整機構をインクジェット塗布ユニット55の部位に設け、塗膜の表面温度TSを制御する。塗布膜の温度調整機構としては、温度調整したい部分のローラの表面温度を制御する方法や、ローラの間で塗布膜とは反対側に、支持体に近接して配置される温度制御板を用いる方法がある。塗膜の表面温度TSは、例えば、市販の赤外式温度計等の非接触式温度測定手段を塗膜の走行路の近傍に設けて測定する。
【0033】
また、露点TDの制御は、送風口からの乾燥空気の条件制御によりなされる。この場合には、インクジェット塗布ユニット55の部位に対し支持体走行方向下流側に、加湿風供給ユニット52と同じ構成のものを配置し、露点TDを制御する。表面温度TSを露点TDよりも低く設定することにより、水滴の蒸発が阻止される。
【0034】
インクジェット塗布ユニット55におけるプリント方式は、図5に示すようなラインプリント方式、図6に示すようなシリアルプリント方式の何れでもよい。本実施形態では、インクジェットヘッド60が大型化するものの、ラインプリント方式を採用している。このラインプリント方式によれば、支持体12の幅方向で一括して塗布が可能になり、しかも支持体12も連続送りが可能になる。
【0035】
インクジェット塗布ユニット55は、インクジェットヘッド60、ヘッド駆動部61、コントローラ62を備え、一般的なインクジェットプリンタと同様な構造となっている。但し、インクの代わりに、多孔フィルムにおける孔の鋳型となる水滴を形成するための第3塗布液37が用いられる点で、一般的なインクジェットプリンタとは異なっている。
【0036】
ラインプリント方式では、支持体12の幅方向に多数のインク吐出口が並べて形成されたインクジェットヘッド60を用い、支持体12の走行に同期させてインクジェットヘッド60から第3塗布液37を吐出し、多孔エリア38を塗布液面上に形成する。このラインプリント方式の場合には、インクジェットヘッド60を用いて支持体幅方向全域にわたって同時に塗布が行われるため、支持体12は連続送りとなる。
【0037】
インクジェットヘッド60は、インク吐出口を支持体の幅方向にライン状に並べた吐出ラインを支持体走行方向に複数並列させたものが用いられるが、吐出ラインは1本以上あればよい。複数ラインの場合には、先のラインで第3塗布液37を吐出した位置に次のラインで同様に第3塗布液37を複数回吐出することで、水滴サイズを大きくすることができる。また、隣接する吐出口から同時に第3塗布液37を吐出することで、吐出された水滴を塗膜面状で結合させ、水滴サイズを所望のサイズで大きくすることもできる。また、各吐出口からの吐出量を変化させることで、水滴サイズを変更してもよく、さらには、これらの組み合わせによって、水滴サイズを変更してもよい。
【0038】
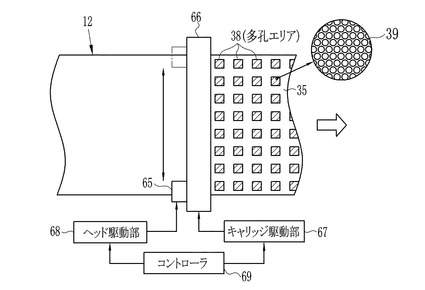
図6に示すように、シリアルプリント方式では、ラインプリント方式に比べて、インクジェットヘッド65が小型で済む利点があるものの、支持体の幅方向にインクジェットヘッド65を移動させるキャリッジ66及びキャリッジ駆動部67、ヘッド駆動部68、及びコントローラ69が必要になる。インクジェットヘッド65には、支持体12の送り方向で多数のインク吐出口が形成されている。そして、このインクジェットヘッド65を、支持体12の幅方向にキャリッジ66及びキャリッジ駆動部67によって移動させる。これにより、第1塗布液35の塗布面上に、1回のキャリッジ移動によって吐出口1ライン分の帯状のプリントエリアが形成される。このため、支持体12の搬送はインクジェットヘッド65のキャリッジ移動後に行われる間欠送りとなり、プリントエリアをプリント中は支持体12が停止している。
【0039】
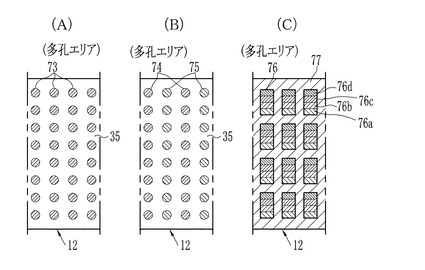
図7は、この多孔エリアのパターニングの一例であり、(A)は円形の多孔エリア73を第3塗布液37に用いてマトリクス状に配置している。(B)は、二種類の多孔エリア74,75をライン状に並べて形成し、ライン状の多孔エリア毎に径の異なる水滴を供給したものであり、最終的には孔径の異なる二種類の多孔エリアが得られる。(C)は、第3塗布液37を用いて矩形の多孔エリア76をマトリクス状に配置している。さらに、(C)では、多孔エリア76以外の下地に対し、孔が形成されることが無いように、結露が生じない又は結露がし難い別の種類の第3塗布液37を用いて塗布し、下地部分77を形成している。なお、同様にして(B)及び(C)の場合にも、下地形成用の塗布液を用いて、下地部分を塗布形成してもよい。
【0040】
多孔エリア73〜76は、図7に示すような円形や矩形の他に、多角形、楕円型、ドーナツ型、ハート型、その他の各種形状が用いられる。また、各多孔エリア73〜76の配列方法は、マトリックスに限らず他の配列方法であってもよく、ランダムであってもよい。
【0041】
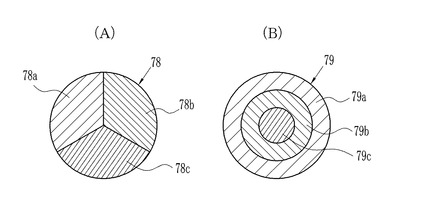
また、図8に示すように、一つの多孔エリア78,79に対して、複数の塗布液を用いてエリア内を区画してもよい。例えば、(A)に示すように、円形の多孔エリア78内を、放射線を用いて、例えば三分割し、これら分割エリア78a〜78cに対し異なる径の液滴を供給し、液滴径を変えて塗り分けてもよい。また、分割形態は、放射線を用いる他に、(B)に示すように、円形の多孔エリア79内を、同心円を用いて、中心に向かうに従い、次第に液滴径が小さくなる、又は大きくなるように複数サイズの液滴を供給して形成した分割エリア79a〜79cとしたものであってもよい。さらには、その他の各種分割方法であってもよい。
【0042】
また、図7(C)に示すように、矩形状の多孔エリア76に対して例えば液滴径を次第に変えた4つのサイズの液滴をエリア毎にそれぞれ供給し、一方から順に孔径が次第に大きくなるように形成した分割エリア76a〜76dとしてもよい。
【0043】
第3室43には、第1〜第4送風吸引ユニット81〜84が設けられており、水滴及び溶媒の蒸発が行われる。第1〜第4送風吸引ユニット81〜84は、送風口及び吸気口を有するダクトと送風部とを備える。送風部は、送風口から送り出す加湿空気の温度、露点、湿度、風量を制御し、吸気口から塗膜の周辺気体を吸排気する。これら第1〜第4送風吸引ユニット81〜84は、加湿風供給ユニット52と同様に構成されている。
【0044】
以上のように第1室41〜第3室43を支持体12が通過することで、塗布された第1塗布液35に水滴39がインクジェットヘッド60によって吐出され、この水滴39が第3室43で乾燥されることにより、図1及び図2に示すような多孔層11を有する多孔フィルム10が得られる。
【0045】
なお、多孔エリア38内の各孔のサイズや配列は、水滴の疎密の度合いや大きさ、乾燥速度、多孔層を形成するための塗布液の固形分濃度、塗布液中の溶剤の蒸発のタイミング等によって異なるものとなる。したがって、これらの条件を変えることによって、孔径や疎密度合を所望のものに近づけることができる。
【0046】
各室41〜43には、適宜ピッチで複数のローラ90が設けられている。ローラ90は主要なもののみ図示し、その他は省略している。このローラ90は、駆動ローラとフリーローラとから構成されている。駆動ローラが適宜ピッチで配置されることにより、各室41〜43内で支持体12が一定速度で搬送される。また、各ローラ90は、図示しない温度コントローラにより各室毎に温度制御されており、塗膜乾燥、水滴成長、孔形成などの各工程が最適条件で行われる。また、各ローラ90の間で、支持体に近接して塗布面とは反対側に、図示しない温度制御板が配置されている。温度制御板は、支持体の温度が所定の温度になるように温度制御されている。
【0047】
塗布室32の各室には図示しない溶剤回収装置が設けられており、各室内の溶剤を回収する。回収した溶剤は、図示しない再生装置で再生されて再利用される。
【0048】
次に、本実施形態の作用を説明する。図4に示すように、第1室41では、第1塗布ダイ45から第2塗布液36が流出されて、支持体12の上に第2塗布液36からなる塗膜が形成される。塗膜は、乾燥ユニット46により乾燥され、内部層13が形成される。
【0049】
第2室42では、第2塗布ダイ51から第1塗布液35が流出されて、内部層13の上に第1塗布液35からなる塗膜が形成される。乾燥される前の塗膜の厚みが0.01mm以上1mm以下の範囲で一定となるように、第1塗布液35が塗布される。なお、塗膜の厚みが0.01mm以上1mm以下の範囲であっても、厚みが変動していると、均一な水滴を形成することができない場合がある。そして、0.01mm未満であると、塗膜自体を均一に形成することができず、内部層13の上で第1塗布液35が部分的にはじかれて内部層13を塗膜で覆うことができないことがあり、一方、1mmよりも厚いと、乾燥に要する時間が長くなりすぎて生産効率が悪い場合がある。
【0050】
第2室42では、図5に示すように、第1塗布液35の面上に、インクジェット塗布ユニット55により第3塗布液37を用いて、多孔エリア38が塗り分けられる。この多孔エリア38内には水滴39が形成される。このように、インクジェットヘッド60により水滴39を形成するため、従来のように結露により水滴を形成するものと異なり、水滴39を迅速にしかも所望のサイズ、所望のピッチで形成することができる。しかも、多孔エリア38の塗り分けが可能であるので、全面に形成する場合や、所定のパターンで多孔エリアを形成することができる。
【0051】
第3室43では、4つの送風吸引ユニット81〜84を用いて、塗膜の表面温度TSまたは露点TDのいずれか一方を制御し、表面温度TSが露点TDよりも高くなるようにする。表面温度TSの制御は、主に温度制御板によりなされる。また、露点TDの制御は送風口からの乾燥空気の条件制御によりなされる。表面温度TSは上記と同様な温度測定手段を塗膜の近傍に設けて測定する。表面温度TSを露点TDよりも高く設定することにより、水滴の成長を止めて蒸発させ、均一な孔をもつ多孔フィルムを製造することができる。なお、TS≦TDとすると、水滴の上にさらに結露して、形成された多孔構造を破壊してしまうことがあり、好ましくない。
【0052】
第3室43では、水滴の蒸発を主たる目的としているが、第3室43に至るまでに蒸発しきれなかった溶媒も蒸発させる。
【0053】
第3室43における水滴の蒸発工程では、送風吸引ユニット81〜84に代えて減圧乾燥装置や、いわゆる2Dノズルを用いてもよい。減圧乾燥を行うことで、溶媒と水滴との蒸発速度をそれぞれ調整することがより容易になる。これにより、有機溶媒の蒸発と水滴の蒸発とをより良好にし、水滴をより良好に塗膜の内部に形成することができるので、前記水滴が存在する位置に、大きさ、形状が制御された孔を形成することができる。2Dノズルとは、風を出す給気ノズル部材と、塗膜近傍の空気を吸い込む排気用ノズル部材が支持体走行方向に複数交互に配置されたものである。
【0054】
図9に示すように、必要に応じて、第2室42と第3室43との間で、水滴39を成長させるための第4室86を設け、この第4室86内に、送風吸引ユニット87,88を配置してもよい。なお、図4に示す多孔フィルム製造装置30と同一構成部材には同一符号を付して重複した説明を省略している。この送風吸引ユニット87,88により、第4室86では、第2室42で塗膜の表面に供給した水滴39を徐々に大きく成長させる。また、水滴39の成長の間と後のいずれか一方又は両方で、第1溶剤を蒸発させてもよい。
【0055】
第4室86で水滴39の成長を効率よく行うために、ΔT(=TD−TS)が0℃を越えて20℃未満(0℃<ΔT<20℃)となるように、塗膜の表面温度TSと露点TDとのいずれか一方を制御する。塗膜の表面温度TSは、赤外式温度計等の非接触式温度測定手段を塗膜の走行路の近傍に設けて測定する。表面温度TSは、塗膜の近傍に設けた温度制御板(図示なし)により、制御される。温度制御板は、支持体12に対向して塗布面とは反対側で支持体12に近接して配置されている。この温度制御板によって、支持体12の走行方向に沿って温度を変化させることができる。また、露点TDは送風口からの加湿空気の条件を制御することに、変化させることができる。第4室86の条件を上記のように設定することにより、水滴39をゆっくり成長させて毛管力により水滴39の配列を促し、均一な水滴39を密に形成することができる。
【0056】
ΔTが0℃以下の場合には、水滴39の成長が不十分となり、密な状態に形成されないため、孔の形状や大きさ及び多孔フィルム10における孔の配列が不均一となることがある。また、ΔTが20℃よりも大きいと、水滴39が局所的に多層化、つまり三次元的に形成され、孔の形状や大きさ及び多孔フィルム10における孔の配列が不均一となることがある。なお、第4室86においては、表面温度TSは露点TDと略同等であることが望ましい。
【0057】
水滴39を成長させている間に、できるだけ多くの溶媒を塗膜から蒸発させることが好ましい。第4室86における表面温度TSと露点TDとを上記範囲にすることにより、塗膜中の溶媒を十分に蒸発させるとともに、急激な蒸発を抑制することができる。また、水滴39を蒸発させずに溶媒だけを選択的に蒸発させることが好ましい。したがって、溶媒としては、同温同圧下において水滴よりも蒸発速度が速いものが好ましい。これにより、溶媒の蒸発に伴い水滴が塗膜の内部に入り込むことがより容易になる。
【0058】
第1及び第2塗布液の各塗布の方法としては、静置した支持体上に各塗布液を載せて塗り広げる方法と、インクジェット塗布ユニットにより塗布する方法と、走行する支持体上に各塗布液を塗布ダイから流出する方法とがあり、本発明ではいずれの方法も用いることができる。塗り広げる方法やインクジェット塗布方法は少ない生産量で多品種つくる場合、すなわち少量多品種生産の場合に一般には適する。また、塗布ダイを用いる方法は大量生産に一般には適する。いずれの方法でも、連続的に塗布液を流出すると長尺の多孔フィルムが得られ、断続的に塗布液を塗布すると、所定長さの多孔フィルムが得られる。
【0059】
図4に示すような帯状の連続した支持体12を用いる代わりに、カットシート状の支持体を用いる場合には、連続支持体と同様に、支持体を第1室から第3室へと順次移動させることにより多孔フィルムが得られる。また、カットシート状の支持体を用いる場合には、塗布室を一つとして、この塗布室内で、内部層用の第2塗布液の塗布、多孔層用の第1塗布液の塗布、多孔エリアを形成するための第3塗布液の塗布や、乾燥処理を行ってもよい。
【図面の簡単な説明】
【0060】
【図1】本発明に係る多孔フィルムを拡大して示す断面図である。
【図2】多孔フィルムを拡大して示す平面図である。
【図3】(A)は、浅い孔を有する他の実施形態における多孔フィルムを拡大して示す断面図、(B)は、深い孔を有する他の実施形態における多孔フィルムを拡大して示す断面図である。
【図4】多孔フィルム製造装置を示す概略の側面図である。
【図5】ラインプリント方式のインクジェット塗布ユニットの一例を示す概略の平面図である。
【図6】シリアルプリント方式のインクジェット塗布ユニットの一例を示す概略の平面図である。
【図7】多孔エリアの塗布パターンの一例を示す平面図であり、(A)は1種類の径からなる水滴を供給した多孔エリアの塗布パターン、(B)は2種類の径からなる水滴を供給した多孔エリアの塗布パターン、(C)は4種類の径からなる水滴を供給し、且つ多孔エリアを除いた下地に、結露を抑える第3塗布液を塗布した塗布パターンである。
【図8】同一多孔エリア内を複数エリアに区画し、各区画エリアに対して径の異なる水滴を供給した塗布パターンの一例を示す平面図であり、(A)は放射線により3分割した塗布パターンを、(B)は同心円により3分割した塗布パターンを示している。
【図9】水滴を成長させる第4室を追加した他の実施形態における多孔フィルム製造装置を示す概略の側面図である。
【符号の説明】
【0061】
10,20,21 多孔フィルム
11,18,19 多孔層
15〜17 孔
38,73〜76,78,79 多孔エリア
55 インクジェット塗布ユニット
60,66 インクジェットヘッド
77 下地部分
【技術分野】
【0001】
本発明は、多孔フィルムの製造方法に関するものである。
【背景技術】
【0002】
今日、光学分野や電子分野では、集積度の向上や情報量の高密度化、画像情報の高精細化といった要求がますます大きくなっている。そのため、それら分野に用いられるフィルムに対しては、より微細な構造をもつことが強く求められている。また、微細構造をもつフィルムは、医療分野等でも求められている。医療分野で求められるフィルムとしては、細胞培養の場となるフィルムや、血液ろ過膜として利用するフィルムがある。
【0003】
微細構造をもつフィルムとしては、μmレベルの微細な孔が多数形成されたハニカム構造のフィルムがある。このようなハニカム構造フィルムを製造する方法としては、所定の高分子化合物が疎水性有機溶媒に溶けている溶液を流延し、有機溶媒を蒸発させると同時に、流延膜の表面で結露させ、結露により生じた微小な水滴を蒸発させる方法が提案されている(例えば、特許文献1参照)。このような方法で製造されるフィルムは、微細構造の形成挙動から自己組織化膜とも言われる。
【特許文献1】特開2002−335949号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、多孔構造の鋳型となる液滴(主に水滴)の供給は、加湿風による結露現象を利用していた。しかし、結露は自然現象であるため、積極的な制御が困難であり、しかも均一に結露を生じさせるために微妙な温度制御が必要であり、改善が望まれていた。
【0005】
そこで、本発明は、液滴の形成を迅速に行い、孔のサイズが大きい多孔フィルムを効率よく製造可能な多孔フィルムの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、高分子化合物及び溶媒が含まれる第1塗布液を支持体の上に塗布して塗布膜を形成する塗布工程と、第2塗布液を用いてインクジェットヘッドにより前記塗布膜に対し液滴を供給する液滴供給工程と、前記溶媒と前記液滴とを蒸発させて、前記塗布膜に複数の孔を形成する孔形成工程とを有することを特徴とする。
【0007】
本発明は、前記溶媒または液滴に、両親媒性化合物を含有することを特徴とする。また、前記液滴供給工程は、雰囲気の相対湿度を40%以上95%以下として行うことを特徴とする。また、前記液滴供給工程後も1分以内は、相対湿度を40%以上95%以下とした雰囲気下に前記塗布膜をおくことを特徴とする。前記液滴供給工程は、前記塗布膜の表面温度を0℃以上30℃以下として行われることを特徴とする。前記第2塗布液は、微粒子を含むことを特徴とする。前記液滴を成長させる液滴成長工程を有することを特徴とする。
【発明の効果】
【0008】
本発明によれば、インクジェットヘッドを用いて液滴を塗布面に供給するため、結露現象により液滴を形成する必要がなくなり、液滴の形成を迅速に且つ均一に行うことができる。また、結露から液滴を成長させる代わりに、インクジェットヘッドで供給された液滴を利用するので、結露による場合に比べて大きな液滴が最初から得られるため、液滴の成長時間がその分だけ短縮され、製造時間の短縮及び孔径の均一化が図れる。
【発明を実施するための最良の形態】
【0009】
図1に示すように、本発明の多孔フィルム10は、多数の孔15が形成された多孔層11と、この多孔層11を支持する支持体12と、多孔層11及び支持体12の間の内部層13とを備える。孔15は、本実施形態では、独立した孔となっているが、これは各孔が連通したものであってもよい。図2に示すように、孔15の形状は略円形とされ、これら孔15が密に形成されることにより、全体がハニカム状になっている。
【0010】
多孔層11に形成される孔15は図1に示すように、貫通孔となっているが、これは、図3(A)に示すように浅い孔(窪み)16や、図3(B)に示す貫通していない深い孔17であってもよい。これら孔15〜17は、後に詳しく説明するように、水滴の成長過程を制御することにより、多孔層11,18,19に形成される。例えば、水滴の成長を早期に止めると浅い孔16が得られ、水滴を成長させると、孔がそれに応じて深くなり、深い孔17や貫通孔15が得られる。なお、図3に示す多孔フィルム20,21において、図1と同一構成部材には同一符号が付してある。
【0011】
多孔層11は、第1ポリマを含む第1塗布液35(図4参照)により形成され、内部層13は、第2ポリマを含む第2塗布液36(図4参照)により形成される。支持体12及び内部層13は、本発明では必須の構成要件ではなく、必要に応じて設けられる。例えば、図1〜図3に示すような、多孔層11、内部層13、支持体12の3層構造の他に、製膜段階や使用段階において、支持体12や内部層13は省略してもよく、また、支持体12や内部層13から多孔層11を剥離してもよく、この場合には、多孔層11のみや、多孔層11と内部層13の2層構造となる。なお、内部層13は1層に限られず、必要に応じて多層化してもよい。
【0012】
内部層13は支持体12付きの多孔層11の場合に望ましい形態であり、また、支持体12から剥離して多孔層11と内部層13との2層構造とする場合にも多孔層11を支持し保護する機能を有するため、有効である。この内部層13は第1ポリマと同じ材質としてもよく、この場合には、多孔フィルムの厚みを大きくして、自己支持性を持たせることができる。また、第2ポリマは第1ポリマと同材質である必要はなく、また、第1塗布液に対して、溶解性はあっても無くてもよい。
【0013】
支持体は、製膜時及び製品形態時に必要(但し、多孔層11が自己支持性を備えている場合には不要)である。この支持体は、製膜時からの支持体を最終形態時にも用いてもよく、または、製膜時には専用の支持体(製膜時支持体)を用いてもよい。製膜時支持体としては、連続製造時には、ステンレス製のエンドレスバンドやドラム、その他のポリマ製フィルムが用いられる。また、カットシートタイプを用いた製造時にはステンレス製やガラス製、さらにはポリマー製の板材が用いられる。これら板材の場合にも、製膜時のみならず、そのまま製品時支持体として用いてもよい。
【0014】
多孔層11は、疎水性の高分子化合物と両親媒性の化合物とからなる。これにより、後述の製造方法において水滴をより均一な形状及び大きさに形成することができる。内部層13は、高分子化合物であることが特に好ましいが、必ずしも高分子化合物でなくてもよく、例えば、モノマー、オリゴマー等の各種有機化合物や、TiO2等の無機化合物であってもよい。
【0015】
なお、支持体12を高分子化合物からなるフィルムから構成することにより、多孔フィルム10として可撓性が有り、ガラス上に多孔層が設けられた多孔材料とは異なり、フィルム単体でも取り扱い性に優れ、かつ、使用時における形状の自由度があるという効果がある。使用時における形状の自由度があるとは、平面状態、湾曲状態、所定形状に裁断した状態などの各種態様が容易にとれることを意味する。これにより、傷口を保護するための傷口保護膜や経皮吸収剤等に用いることができる。
【0016】
第1ポリマとともに多孔層11に用いる両親媒性の化合物は、(親水基の数):(疎水基の数)は0.1:9.9〜4.5:5.5であることがより好ましい。これにより、より細かな水滴をより密に、第1塗布液の塗膜の上に形成することができる。上記親水基の比率が上がると、(親水基の数):(疎水基の数)の比が上記範囲よりも小さい場合には、多孔層に形成される孔の大きさが大きくばらつき、すなわち不均一になることがある。この不均一さの程度は、具体的には、{(孔の径の標準偏差)/(孔の平均値)}×100で求める孔径変動係数(単位;%)が10%以上である。また、(親水基の数):(疎水基の数)の比が上記範囲よりも大きい場合には、孔の配列が不規則となる傾向がある。
【0017】
なお、両親媒性の化合物として、互いに異なる2種以上の化合物を用いることができる。2種類以上の化合物を用いることにより、後述する製造方法において、水滴の大きさと水滴を形成する位置とをより精度よく、制御することができる。また、多孔層11の高分子化合物成分として、複数の化合物を用いることにより、同様の効果を得ることができる。
【0018】
第1ポリマ及び第2ポリマとして好ましい例は、ビニル重合ポリマ(例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリアクリレート、ポリメタクリレート、ポリアクリルアミド、ポリメタクリルアミド、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン、ポリヘキサフルオロプロペン、ポリビニルエーテル、ポリビニルカルバゾール、ポリ酢酸ビニル、ポリテトラフルオロエチレン等)、ポリエステル(例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリ乳酸等)、ポリラクトン(例えばポリカプロラクトンなど)、セルロースアセテート、ポリアミド又はポリイミド(例えば、ナイロンやポリアミド酸など)、ポリウレタン、ポリウレア、ポリブタジエン、ポリカーボネート、ポリアロマティックス、ポリスルホン、ポリエーテルスルホン、ポリシロキサン誘導体等である。
【0019】
なお、第2ポリマの代わりに内部層13として、ゼラチン、ポリビニルアルコール(PVA)、ポリアクリル酸ナトリウム等を用いてもよい。この場合には、傷口保護膜や経皮吸収剤に多孔フィルム10を用いる場合であっても毒性がなく、かつ支持体12のもつフレキシビリティを内部層13によって損なうことがなく、多孔フィルム10が取り扱い性と使用時における形状の自由度とに優れるものとなる。
【0020】
支持体として用いるポリマは、第1ポリマとして好ましい上記の化合物を挙げることができるが、支持体12を厚くしてかつフレキシビリティを多孔フィルム10にもたせる観点からは、例えば、セルロースアセテート、環状ポリオレフィン、ポリエステル、ポリカーボネート、ポリウレタン、ポリブタジエン等が挙げられる。これらを用いることにより、支持体12を厚くしてもコストが抑えられるとともに、また、破れにくく使用時における形状の自由度のある多孔フィルム10となる。
【0021】
第3塗布液については、本実施形態では水を用いている。水の他に、他の高沸点溶媒を用いてもよい。また、第3塗布液については、両親媒性化合物を含有することが好ましい。両親媒性化合物の濃度としては、0.01%以上20%以下であることが望ましい。これにより、液滴同士が結合して一つとなる合一を抑制することができ、均一な孔径の多孔フィルムを得ることができる。両親媒性化合物の濃度が0.01%未満であると、液滴の合一が発生しやすく、また、20%を越えると、液滴が不安定となり、液滴サイズを維持することができなくなることがある。
【0022】
また、第3塗布液には、機能性材料からなる微粒子が添加されている。機能性微粒子としては、薬剤や導電性微粒子がある。導電性微粒子などの機能性残量を液滴中に添加することで、最終的に液滴が蒸発して多孔フィルムが形成された後に、孔の表面が機能性材料で覆われることで、機能性多孔フィルムを得ることができる。このような機能性の付与は、従来の結露方法では得ることができない。
【0023】
第1塗布液35の溶媒となる溶剤は、疎水性かつ高分子化合物を溶解させるものであれば、特に限定されない。例としては、芳香族炭化水素(例えば、ベンゼン,トルエンなど)、ハロゲン化炭化水素(例えば、ジクロロメタン,クロロベンゼン、四塩化炭素、1−ブロモプロパンなど)、シクロヘキサン、ケトン(例えば、アセトン,メチルエチルケトンなど)、エステル(例えば、酢酸メチル,酢酸エチル,酢酸プロピルなど)及びエーテル(例えば、テトラヒドロフラン,メチルセロソルブなど)などが挙げられる。これらのうち複数の化合物が溶媒として併用されてもよい。また、これらの化合物の単体又は混合物に、アルコール等が添加されたものを用いてもよい。
【0024】
また、環境に対する影響を最小限に抑えることを目的に、ジクロロメタンを使用しない場合には、炭素原子数が4〜12のエーテル、炭素原子数が3〜12のケトン、炭素原子数が3〜12のエステル、1−ブロモプロパン等の臭素系炭化水素等が好ましく用いられる。これらは、互いに混合して用いられてもよい。例えば、酢酸メチル、アセトン、エタノール、n−ブタノールの混合有機溶媒が挙げられる。これらのエーテル、ケトン、エステル及びアルコールは、環状構造を有するものであってもよい。また、エーテル、ケトン、エステル及びアルコールの官能基(すなわち、−O−,−CO−,−COO−及び−OH)のいずれかを2つ以上有する化合物も、溶媒として用いることができる。
【0025】
溶剤として互いに異なる2種以上の化合物を用い、その割合を適宜変更することにより、後述の水滴の形成速度、及び後述の塗膜への水滴の入り込みの深さ等を制御することができる。
【0026】
第1塗布液35については、有機溶剤100重量部に対し第1ポリマが0.02重量部以上30重量部以下とすることが好ましい。これにより、生産性良く高品質の多孔層11を形成することができる。有機溶剤100重量部に対し第1ポリマが0.02重量部未満であると、溶液における溶媒割合が大きすぎて蒸発に要する時間が長くなるので、多孔フィルム10の生産性が悪くなり、一方、30重量%を超えると、結露で発生した水滴が塗膜を構成する第1塗布液を変形させることができず、そのため不均一な凹凸が形成された多孔層11になってしまうことがある。
【0027】
図4に示すように、本発明を実施した多孔フィルム製造装置30は、支持体送出部31、塗布室32、及び製品カット部33から構成されている。支持体送出部31は、支持体ロール34から支持体12を引き出して、これを塗布室32に送る。塗布室32は、支持体12の上に各種塗布液35〜37を塗布して乾燥させることにより、多孔フィルム10を製造する。製品カット部33は、得られた多孔フィルム10を所定のサイズに切断し、中間製品とする。この中間製品に対し各種加工を施すことで、最終製品が得られる。
【0028】
支持体送出部31、製品カット部33は、連続的に大量に多孔フィルム10を製造する場合に用いられるものであり、製造規模に応じて適宜省略してもよい。また、少量生産の場合には、支持体ロール34を用いる代わりに、支持体12がシート状に切断されたカットシートを用いてもよい。
【0029】
塗布室32は、支持体走行方向の上流側から順に、第1室41、第2室42、第3室43に区画されている。第1室41には、第1塗布ダイ45及び乾燥ユニット46が設けられている。塗布ダイ45は第2塗布液36を支持体12の上に塗布する。乾燥ユニット46は、送風口47a及び吸気口47bを有するダクト47と送風部48とを備える。送風部48は、送風口47aから送り出す乾燥空気の温度、湿度、風速を制御し、吸気口47bから塗膜の周辺気体を吸気し、循環する。この送風部48による送風及び吸気により塗膜は乾燥し、内部層13となる。
【0030】
第2室42には、第2塗布ダイ51,加湿風供給ユニット52及びインクジェット塗布ユニット55が設けられている。第2塗布ダイ51は、内部層13の上に第1塗布液35を塗布する。加湿風供給ユニット52は、送風口53a及び吸気口53bを有するダクト53と送風部54とを備える。送風部54は、送風口53aから送り出す加湿空気の温度、露点、湿度を制御し、吸気口53bから塗膜の周辺気体を吸排気する。この送風部54による送風及び吸気により、後述するインクジェットヘッド60(図5参照)の周りの第1塗布液35の塗膜面近傍の雰囲気は、相対湿度が40%以上95%以下とされる。相対湿度が40%未満の場合にはインクジェットヘッドから吐出される水滴が消失または減少して、適正な水滴を塗膜面に形成することができない。また、95%を越えると、周囲が水浸し状態となり、やはり適正な水滴の形成が不可能になる。
【0031】
図5に示すように、インクジェット塗布ユニット55は、第1塗布液35の面上に、第3塗布液37を塗布する。この塗布により、多孔エリア38が島状に点在して形成され、この多孔エリア38内に多数の水滴39が供給される(液滴供給工程)。なお、本実施形態では、第1塗布液35の塗膜の一部にマトリクス状に多数の多孔エリア38を形成しているが、これは全面にわたって多孔エリアとしてもよい。
【0032】
液滴供給工程中及びその直後では、第1塗布液35による塗布膜の表面温度を0℃以上30℃以下とする。また、前記同様にして、液滴供給工程中及びその直後では、第1塗布液35による塗布膜近傍の雰囲気を、相対湿度が40%以上95%以下とし、乾燥による前記液滴の消失または減少を防止する。さらに、塗膜の表面温度TSまたは露点TDのいずれか一方を制御し、表面温度TSを露点TDよりも低くする((TD−TS)>0℃)。このため、塗布膜の温度調整機構をインクジェット塗布ユニット55の部位に設け、塗膜の表面温度TSを制御する。塗布膜の温度調整機構としては、温度調整したい部分のローラの表面温度を制御する方法や、ローラの間で塗布膜とは反対側に、支持体に近接して配置される温度制御板を用いる方法がある。塗膜の表面温度TSは、例えば、市販の赤外式温度計等の非接触式温度測定手段を塗膜の走行路の近傍に設けて測定する。
【0033】
また、露点TDの制御は、送風口からの乾燥空気の条件制御によりなされる。この場合には、インクジェット塗布ユニット55の部位に対し支持体走行方向下流側に、加湿風供給ユニット52と同じ構成のものを配置し、露点TDを制御する。表面温度TSを露点TDよりも低く設定することにより、水滴の蒸発が阻止される。
【0034】
インクジェット塗布ユニット55におけるプリント方式は、図5に示すようなラインプリント方式、図6に示すようなシリアルプリント方式の何れでもよい。本実施形態では、インクジェットヘッド60が大型化するものの、ラインプリント方式を採用している。このラインプリント方式によれば、支持体12の幅方向で一括して塗布が可能になり、しかも支持体12も連続送りが可能になる。
【0035】
インクジェット塗布ユニット55は、インクジェットヘッド60、ヘッド駆動部61、コントローラ62を備え、一般的なインクジェットプリンタと同様な構造となっている。但し、インクの代わりに、多孔フィルムにおける孔の鋳型となる水滴を形成するための第3塗布液37が用いられる点で、一般的なインクジェットプリンタとは異なっている。
【0036】
ラインプリント方式では、支持体12の幅方向に多数のインク吐出口が並べて形成されたインクジェットヘッド60を用い、支持体12の走行に同期させてインクジェットヘッド60から第3塗布液37を吐出し、多孔エリア38を塗布液面上に形成する。このラインプリント方式の場合には、インクジェットヘッド60を用いて支持体幅方向全域にわたって同時に塗布が行われるため、支持体12は連続送りとなる。
【0037】
インクジェットヘッド60は、インク吐出口を支持体の幅方向にライン状に並べた吐出ラインを支持体走行方向に複数並列させたものが用いられるが、吐出ラインは1本以上あればよい。複数ラインの場合には、先のラインで第3塗布液37を吐出した位置に次のラインで同様に第3塗布液37を複数回吐出することで、水滴サイズを大きくすることができる。また、隣接する吐出口から同時に第3塗布液37を吐出することで、吐出された水滴を塗膜面状で結合させ、水滴サイズを所望のサイズで大きくすることもできる。また、各吐出口からの吐出量を変化させることで、水滴サイズを変更してもよく、さらには、これらの組み合わせによって、水滴サイズを変更してもよい。
【0038】
図6に示すように、シリアルプリント方式では、ラインプリント方式に比べて、インクジェットヘッド65が小型で済む利点があるものの、支持体の幅方向にインクジェットヘッド65を移動させるキャリッジ66及びキャリッジ駆動部67、ヘッド駆動部68、及びコントローラ69が必要になる。インクジェットヘッド65には、支持体12の送り方向で多数のインク吐出口が形成されている。そして、このインクジェットヘッド65を、支持体12の幅方向にキャリッジ66及びキャリッジ駆動部67によって移動させる。これにより、第1塗布液35の塗布面上に、1回のキャリッジ移動によって吐出口1ライン分の帯状のプリントエリアが形成される。このため、支持体12の搬送はインクジェットヘッド65のキャリッジ移動後に行われる間欠送りとなり、プリントエリアをプリント中は支持体12が停止している。
【0039】
図7は、この多孔エリアのパターニングの一例であり、(A)は円形の多孔エリア73を第3塗布液37に用いてマトリクス状に配置している。(B)は、二種類の多孔エリア74,75をライン状に並べて形成し、ライン状の多孔エリア毎に径の異なる水滴を供給したものであり、最終的には孔径の異なる二種類の多孔エリアが得られる。(C)は、第3塗布液37を用いて矩形の多孔エリア76をマトリクス状に配置している。さらに、(C)では、多孔エリア76以外の下地に対し、孔が形成されることが無いように、結露が生じない又は結露がし難い別の種類の第3塗布液37を用いて塗布し、下地部分77を形成している。なお、同様にして(B)及び(C)の場合にも、下地形成用の塗布液を用いて、下地部分を塗布形成してもよい。
【0040】
多孔エリア73〜76は、図7に示すような円形や矩形の他に、多角形、楕円型、ドーナツ型、ハート型、その他の各種形状が用いられる。また、各多孔エリア73〜76の配列方法は、マトリックスに限らず他の配列方法であってもよく、ランダムであってもよい。
【0041】
また、図8に示すように、一つの多孔エリア78,79に対して、複数の塗布液を用いてエリア内を区画してもよい。例えば、(A)に示すように、円形の多孔エリア78内を、放射線を用いて、例えば三分割し、これら分割エリア78a〜78cに対し異なる径の液滴を供給し、液滴径を変えて塗り分けてもよい。また、分割形態は、放射線を用いる他に、(B)に示すように、円形の多孔エリア79内を、同心円を用いて、中心に向かうに従い、次第に液滴径が小さくなる、又は大きくなるように複数サイズの液滴を供給して形成した分割エリア79a〜79cとしたものであってもよい。さらには、その他の各種分割方法であってもよい。
【0042】
また、図7(C)に示すように、矩形状の多孔エリア76に対して例えば液滴径を次第に変えた4つのサイズの液滴をエリア毎にそれぞれ供給し、一方から順に孔径が次第に大きくなるように形成した分割エリア76a〜76dとしてもよい。
【0043】
第3室43には、第1〜第4送風吸引ユニット81〜84が設けられており、水滴及び溶媒の蒸発が行われる。第1〜第4送風吸引ユニット81〜84は、送風口及び吸気口を有するダクトと送風部とを備える。送風部は、送風口から送り出す加湿空気の温度、露点、湿度、風量を制御し、吸気口から塗膜の周辺気体を吸排気する。これら第1〜第4送風吸引ユニット81〜84は、加湿風供給ユニット52と同様に構成されている。
【0044】
以上のように第1室41〜第3室43を支持体12が通過することで、塗布された第1塗布液35に水滴39がインクジェットヘッド60によって吐出され、この水滴39が第3室43で乾燥されることにより、図1及び図2に示すような多孔層11を有する多孔フィルム10が得られる。
【0045】
なお、多孔エリア38内の各孔のサイズや配列は、水滴の疎密の度合いや大きさ、乾燥速度、多孔層を形成するための塗布液の固形分濃度、塗布液中の溶剤の蒸発のタイミング等によって異なるものとなる。したがって、これらの条件を変えることによって、孔径や疎密度合を所望のものに近づけることができる。
【0046】
各室41〜43には、適宜ピッチで複数のローラ90が設けられている。ローラ90は主要なもののみ図示し、その他は省略している。このローラ90は、駆動ローラとフリーローラとから構成されている。駆動ローラが適宜ピッチで配置されることにより、各室41〜43内で支持体12が一定速度で搬送される。また、各ローラ90は、図示しない温度コントローラにより各室毎に温度制御されており、塗膜乾燥、水滴成長、孔形成などの各工程が最適条件で行われる。また、各ローラ90の間で、支持体に近接して塗布面とは反対側に、図示しない温度制御板が配置されている。温度制御板は、支持体の温度が所定の温度になるように温度制御されている。
【0047】
塗布室32の各室には図示しない溶剤回収装置が設けられており、各室内の溶剤を回収する。回収した溶剤は、図示しない再生装置で再生されて再利用される。
【0048】
次に、本実施形態の作用を説明する。図4に示すように、第1室41では、第1塗布ダイ45から第2塗布液36が流出されて、支持体12の上に第2塗布液36からなる塗膜が形成される。塗膜は、乾燥ユニット46により乾燥され、内部層13が形成される。
【0049】
第2室42では、第2塗布ダイ51から第1塗布液35が流出されて、内部層13の上に第1塗布液35からなる塗膜が形成される。乾燥される前の塗膜の厚みが0.01mm以上1mm以下の範囲で一定となるように、第1塗布液35が塗布される。なお、塗膜の厚みが0.01mm以上1mm以下の範囲であっても、厚みが変動していると、均一な水滴を形成することができない場合がある。そして、0.01mm未満であると、塗膜自体を均一に形成することができず、内部層13の上で第1塗布液35が部分的にはじかれて内部層13を塗膜で覆うことができないことがあり、一方、1mmよりも厚いと、乾燥に要する時間が長くなりすぎて生産効率が悪い場合がある。
【0050】
第2室42では、図5に示すように、第1塗布液35の面上に、インクジェット塗布ユニット55により第3塗布液37を用いて、多孔エリア38が塗り分けられる。この多孔エリア38内には水滴39が形成される。このように、インクジェットヘッド60により水滴39を形成するため、従来のように結露により水滴を形成するものと異なり、水滴39を迅速にしかも所望のサイズ、所望のピッチで形成することができる。しかも、多孔エリア38の塗り分けが可能であるので、全面に形成する場合や、所定のパターンで多孔エリアを形成することができる。
【0051】
第3室43では、4つの送風吸引ユニット81〜84を用いて、塗膜の表面温度TSまたは露点TDのいずれか一方を制御し、表面温度TSが露点TDよりも高くなるようにする。表面温度TSの制御は、主に温度制御板によりなされる。また、露点TDの制御は送風口からの乾燥空気の条件制御によりなされる。表面温度TSは上記と同様な温度測定手段を塗膜の近傍に設けて測定する。表面温度TSを露点TDよりも高く設定することにより、水滴の成長を止めて蒸発させ、均一な孔をもつ多孔フィルムを製造することができる。なお、TS≦TDとすると、水滴の上にさらに結露して、形成された多孔構造を破壊してしまうことがあり、好ましくない。
【0052】
第3室43では、水滴の蒸発を主たる目的としているが、第3室43に至るまでに蒸発しきれなかった溶媒も蒸発させる。
【0053】
第3室43における水滴の蒸発工程では、送風吸引ユニット81〜84に代えて減圧乾燥装置や、いわゆる2Dノズルを用いてもよい。減圧乾燥を行うことで、溶媒と水滴との蒸発速度をそれぞれ調整することがより容易になる。これにより、有機溶媒の蒸発と水滴の蒸発とをより良好にし、水滴をより良好に塗膜の内部に形成することができるので、前記水滴が存在する位置に、大きさ、形状が制御された孔を形成することができる。2Dノズルとは、風を出す給気ノズル部材と、塗膜近傍の空気を吸い込む排気用ノズル部材が支持体走行方向に複数交互に配置されたものである。
【0054】
図9に示すように、必要に応じて、第2室42と第3室43との間で、水滴39を成長させるための第4室86を設け、この第4室86内に、送風吸引ユニット87,88を配置してもよい。なお、図4に示す多孔フィルム製造装置30と同一構成部材には同一符号を付して重複した説明を省略している。この送風吸引ユニット87,88により、第4室86では、第2室42で塗膜の表面に供給した水滴39を徐々に大きく成長させる。また、水滴39の成長の間と後のいずれか一方又は両方で、第1溶剤を蒸発させてもよい。
【0055】
第4室86で水滴39の成長を効率よく行うために、ΔT(=TD−TS)が0℃を越えて20℃未満(0℃<ΔT<20℃)となるように、塗膜の表面温度TSと露点TDとのいずれか一方を制御する。塗膜の表面温度TSは、赤外式温度計等の非接触式温度測定手段を塗膜の走行路の近傍に設けて測定する。表面温度TSは、塗膜の近傍に設けた温度制御板(図示なし)により、制御される。温度制御板は、支持体12に対向して塗布面とは反対側で支持体12に近接して配置されている。この温度制御板によって、支持体12の走行方向に沿って温度を変化させることができる。また、露点TDは送風口からの加湿空気の条件を制御することに、変化させることができる。第4室86の条件を上記のように設定することにより、水滴39をゆっくり成長させて毛管力により水滴39の配列を促し、均一な水滴39を密に形成することができる。
【0056】
ΔTが0℃以下の場合には、水滴39の成長が不十分となり、密な状態に形成されないため、孔の形状や大きさ及び多孔フィルム10における孔の配列が不均一となることがある。また、ΔTが20℃よりも大きいと、水滴39が局所的に多層化、つまり三次元的に形成され、孔の形状や大きさ及び多孔フィルム10における孔の配列が不均一となることがある。なお、第4室86においては、表面温度TSは露点TDと略同等であることが望ましい。
【0057】
水滴39を成長させている間に、できるだけ多くの溶媒を塗膜から蒸発させることが好ましい。第4室86における表面温度TSと露点TDとを上記範囲にすることにより、塗膜中の溶媒を十分に蒸発させるとともに、急激な蒸発を抑制することができる。また、水滴39を蒸発させずに溶媒だけを選択的に蒸発させることが好ましい。したがって、溶媒としては、同温同圧下において水滴よりも蒸発速度が速いものが好ましい。これにより、溶媒の蒸発に伴い水滴が塗膜の内部に入り込むことがより容易になる。
【0058】
第1及び第2塗布液の各塗布の方法としては、静置した支持体上に各塗布液を載せて塗り広げる方法と、インクジェット塗布ユニットにより塗布する方法と、走行する支持体上に各塗布液を塗布ダイから流出する方法とがあり、本発明ではいずれの方法も用いることができる。塗り広げる方法やインクジェット塗布方法は少ない生産量で多品種つくる場合、すなわち少量多品種生産の場合に一般には適する。また、塗布ダイを用いる方法は大量生産に一般には適する。いずれの方法でも、連続的に塗布液を流出すると長尺の多孔フィルムが得られ、断続的に塗布液を塗布すると、所定長さの多孔フィルムが得られる。
【0059】
図4に示すような帯状の連続した支持体12を用いる代わりに、カットシート状の支持体を用いる場合には、連続支持体と同様に、支持体を第1室から第3室へと順次移動させることにより多孔フィルムが得られる。また、カットシート状の支持体を用いる場合には、塗布室を一つとして、この塗布室内で、内部層用の第2塗布液の塗布、多孔層用の第1塗布液の塗布、多孔エリアを形成するための第3塗布液の塗布や、乾燥処理を行ってもよい。
【図面の簡単な説明】
【0060】
【図1】本発明に係る多孔フィルムを拡大して示す断面図である。
【図2】多孔フィルムを拡大して示す平面図である。
【図3】(A)は、浅い孔を有する他の実施形態における多孔フィルムを拡大して示す断面図、(B)は、深い孔を有する他の実施形態における多孔フィルムを拡大して示す断面図である。
【図4】多孔フィルム製造装置を示す概略の側面図である。
【図5】ラインプリント方式のインクジェット塗布ユニットの一例を示す概略の平面図である。
【図6】シリアルプリント方式のインクジェット塗布ユニットの一例を示す概略の平面図である。
【図7】多孔エリアの塗布パターンの一例を示す平面図であり、(A)は1種類の径からなる水滴を供給した多孔エリアの塗布パターン、(B)は2種類の径からなる水滴を供給した多孔エリアの塗布パターン、(C)は4種類の径からなる水滴を供給し、且つ多孔エリアを除いた下地に、結露を抑える第3塗布液を塗布した塗布パターンである。
【図8】同一多孔エリア内を複数エリアに区画し、各区画エリアに対して径の異なる水滴を供給した塗布パターンの一例を示す平面図であり、(A)は放射線により3分割した塗布パターンを、(B)は同心円により3分割した塗布パターンを示している。
【図9】水滴を成長させる第4室を追加した他の実施形態における多孔フィルム製造装置を示す概略の側面図である。
【符号の説明】
【0061】
10,20,21 多孔フィルム
11,18,19 多孔層
15〜17 孔
38,73〜76,78,79 多孔エリア
55 インクジェット塗布ユニット
60,66 インクジェットヘッド
77 下地部分
【特許請求の範囲】
【請求項1】
高分子化合物及び溶媒が含まれる第1塗布液を支持体の上に塗布して塗布膜を形成する塗布工程と、
第2塗布液を用いてインクジェットヘッドにより前記塗布膜に対し液滴を供給する液滴供給工程と、
前記溶媒と前記液滴とを蒸発させて、前記塗布膜に複数の孔を形成する孔形成工程とを有することを特徴とする多孔フィルムの製造方法。
【請求項2】
前記溶媒または液滴に、両親媒性化合物を含有することを特徴とする請求項1記載の多孔フィルムの製造方法。
【請求項3】
前記液滴供給工程は、雰囲気の相対湿度を40%以上95%以下として行われることを特徴とする請求項1または2記載の多孔フィルムの製造方法。
【請求項4】
前記液滴供給工程後、乾燥による前記液滴の消失または減少を防止するために相対湿度を40%以上95%以下とした雰囲気下に前記塗布膜をおくことを特徴とする請求項1から3いずれか1項記載の多孔フィルムの製造方法。
【請求項5】
前記液滴供給工程は、前記塗布膜の表面温度を0℃以上30℃以下として行われることを特徴とする請求項1から4いずれか1項記載の多孔フィルムの製造方法。
【請求項6】
前記第2塗布液は、微粒子を含むことを特徴とする請求項1から5いずれか1項記載の多孔フィルムの製造方法。
【請求項7】
前記液滴を成長させる液滴成長工程を有することを特徴とする請求項1から6いずれか1項記載の多孔フィルムの製造方法。
【請求項1】
高分子化合物及び溶媒が含まれる第1塗布液を支持体の上に塗布して塗布膜を形成する塗布工程と、
第2塗布液を用いてインクジェットヘッドにより前記塗布膜に対し液滴を供給する液滴供給工程と、
前記溶媒と前記液滴とを蒸発させて、前記塗布膜に複数の孔を形成する孔形成工程とを有することを特徴とする多孔フィルムの製造方法。
【請求項2】
前記溶媒または液滴に、両親媒性化合物を含有することを特徴とする請求項1記載の多孔フィルムの製造方法。
【請求項3】
前記液滴供給工程は、雰囲気の相対湿度を40%以上95%以下として行われることを特徴とする請求項1または2記載の多孔フィルムの製造方法。
【請求項4】
前記液滴供給工程後、乾燥による前記液滴の消失または減少を防止するために相対湿度を40%以上95%以下とした雰囲気下に前記塗布膜をおくことを特徴とする請求項1から3いずれか1項記載の多孔フィルムの製造方法。
【請求項5】
前記液滴供給工程は、前記塗布膜の表面温度を0℃以上30℃以下として行われることを特徴とする請求項1から4いずれか1項記載の多孔フィルムの製造方法。
【請求項6】
前記第2塗布液は、微粒子を含むことを特徴とする請求項1から5いずれか1項記載の多孔フィルムの製造方法。
【請求項7】
前記液滴を成長させる液滴成長工程を有することを特徴とする請求項1から6いずれか1項記載の多孔フィルムの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−242625(P2009−242625A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−91518(P2008−91518)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]