
多孔性シート及びその製造方法

【課題】本発明は、製造工程を簡略化して製造単価を低め、また気孔度が高く、表面粗さが優秀で、製品特性に合わせて多様な素材の選択が可能で、吸着剥離時に吸着対象物の損傷を最小化することができる、多孔性シート及びその製造方法を提供する。
【解決手段】ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造し、紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成し、微細繊維に向けて接着材料の溶解された接着溶液を噴射し、接着溶液噴射過程を経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する。
【解決手段】ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造し、紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成し、微細繊維に向けて接着材料の溶解された接着溶液を噴射し、接着溶液噴射過程を経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔性シート及びその製造方法に関し、特に、液晶用ガラス板、半導体ウエハまたは積層セラミックコンデンサの製造にあたって吸着剥離、真空吸着固定などの工程に使用可能な多孔性シートに関する。
【背景技術】
【0002】
一般に、セラミックグリーンシートの剥離は真空力によって行われ、真空でセラミックグリーンシートを吸着可能な構造の形状によって剥離力が異なることになる。
【0003】
従来には、セラミックグリーンシートと真空状態で接触する部分に表面ホールが加工された金属体または金属焼結体を加工して使うか、または金属プレートにエッチングによって一定な間隔の孔を形成して使った。
【0004】
しかし、剥離金型が金属体で形成され、セラミックグリーンシートの接触部分が損傷するという問題があり、また該剥離金型に加工された孔がセラミックシートに損傷を及ぼすという問題があった。
【0005】
このように、積層型セラミックコンデンサを製造するためのセラミックグリーンシートの表面に損傷が発生すると、該セラミックシートの表面に形成された内部パターンが損傷して、積層後にショートなどの製品不良をもたらすことになる。
【0006】
そのため、セラミックグリーンシートを損傷させなく、強い吸着力でより容易に剥離することができる多孔性吸着シートへの研究が行われてきており、現在、微細ホールの加工された剥離金型に多孔質超高分子量ポリエチレンシートが付着された多孔性シートが、積層型セラミックコンデンサの剥離積層工程に適用されている。このような技術は下記の特許文献1に示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】大韓民国公開特許第2007-0076474号
【特許文献2】大韓民国公開特許第2007-0089071号
【特許文献3】大韓民国公開特許第2010-0024123号
【0008】
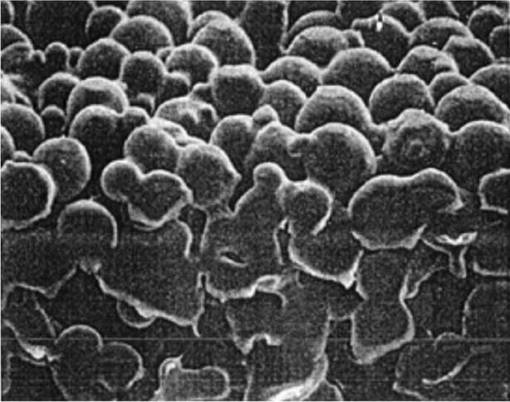
図1は、特許文献1に示されている多孔質シートの断面の走査型電子顕微鏡写真である。
【0009】
多孔質超高分子量ポリエチレンシートは、超高分子量ポリエチレン粉末を、加熱された水蒸気を用いて焼結してから、冷却後、切削する工程によって製造される。比較的厚肉のシートの製作が可能で、製造工程によって表面粗さ、摩擦係数、強さなどの改善が可能である。
【0010】
図1に示すように、粒子状の超高分子量ポリエチレン粉末で多孔性シートが構成されることが認められる。
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかし、このような多孔質超高分子量ポリエチレンシートは、製造工程上、製造単価が高く、ロット、製品間のばらつきが発生し、通気性の確保のための気孔大きさの減少が難しいなど、薄型化されている製品への対応が難しいという問題があった。
【0012】
本発明は上記の問題点に鑑みて成されたものであって、その目的は、積層型セラミックコンデンサの剥離工程で使われるに十分な強さ及び厚さで具現可能な多孔性シート及びその製造方法を提供することにある。
【0013】
また、本発明の他の目的は、製造工程を簡略化して製造単価を低めることができる多孔性シート及びその製造方法を提供することにある。
【0014】
また、本発明のさらに他の側面は、気孔度が高く、表面粗さが優秀で、製品特性に合わせて多様な素材の選択が可能で、吸着剥離時に吸着対象物の損傷を最小化することができる、多孔性シート及びその製造方法を提供することにある。
【0015】
また、本発明のさらに他の目的は、強さが優秀で、外部スクラッチ及び歪みに強く、表面抵抗が低い多孔性シート及びその製造方法を提供することにある。
【0016】
また、本発明のさらに他の目的は、多様な分野に適用することができる多孔性シート及びその製造方法を提供することにある。
【課題を解決するための手段】
【0017】
上記目的を解決するために、本発明の一実施形態による多孔性シートは、50nm〜5000nm直径の微細繊維から成る微細繊維ウェブ層と、該微細繊維ウェブ層が一面または両面に結合される支持層とを含む。
【0018】
前記微細繊維の表面に、帯電防止材料からなるコーティング層が設けられる。
【0019】
また、前記支持層は、紙または不織布の素材から成る。
【0020】
また、前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる。
【0021】
また、前記微細繊維は、100〜3000nmの直径を有する。
【0022】
また、前記微細繊維ウェブ層は、1〜200μmの厚さを有する。
【0023】
また、前記支持層は、30〜5000μmの厚さを有する。
【0024】
また、前記微細繊維ウェブ層を構成する微細繊維が接着材料によって互いに接合されている。
【0025】
また、前記微細繊維が互いに交差する部分が接着材料によって接合されている。
【0026】
また、前記微細繊維は、ポリマ(po1ymer)と前記接着材料とが混合されて構成される。
【0027】
また、前記ポリマとしては、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレフタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスファゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーブルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つが挙げられる。
【0028】
前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである。
【0029】
また、前記微細繊維は、ポリマからなる微細繊維の表面に前記接着材料が付着してなる。
【0030】
また、上記目的を解決するために、本発明の他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する第1のステップと、前記紡糸液を支持層の一面に静電紡糸してポリマと接着材料とが混合された微細繊維ウェブ層を形成する第2のステップと、を含む。
【0031】
前記第2のステップでは、前記支持層に接着剤を塗布した後、紡糸液を静電紡糸する。
【0032】
また、前記接着剤は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである。
【0033】
また、前記第2のステップでは、前記支持層の一面に静電紡糸を行った後、他面にも静電紡糸を行う。
【0034】
また、前記紡糸液内の前記ポリマ溶液の含量は、85重量%〜97.5重量%で、前記接着溶液の含量は、2.5重量%〜15重量%である。
【0035】
また、前記接着溶液内の前記接着材料の含量は、30重量%〜50重量%である。
【0036】
また、前記ポリマとしては、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスファゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つが挙げられる。
【0037】
また、前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである。
【0038】
また、前記第2のステップの後に、前記微細繊維ウェブ層を熱圧着するカレンダ仕上げ(calendering)工程を行うステップを、さらに含む。
【0039】
また、前記第2のステップの後に、前記微細繊維ウェブ層に帯電防止材料をコーティングする表面処理工程を行うステップを、さらに含む。
【0040】
また、上記目的を解決するために、本発明の他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0041】
また、上記目的を解決するために、本発明のさらに他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、前記微細繊維の全体または一部に向けて前記ポリマを溶解させるポリマ溶解液を噴射するポリマ溶解液噴射ステップと、前記ポリマ溶解液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0042】
また、本発明のさらに他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、前記微細繊維を支持層に接触させて全体または一部を加熱しながら加圧して微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0043】
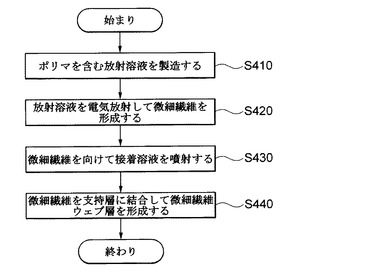
また、本発明のさらに他の実施形態による多孔性シートの製造方法は、ポリマを含む紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマからなる微細繊維を形成する静電紡糸ステップと、前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0044】
前記微細繊維ウェブ層形成ステップは、前記微細繊維ウェブ層と支持層とを熱圧着する。
【0045】
また、前記微細繊維の直径は、100〜3000nmである。
【0046】
また、前記微細繊維の表面に、帯電防止材料から成るコーティング層が設けられる。
【0047】
また、前記支持層は、紙または不織布の素材から成る。
【0048】
また、前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる。
【0049】
また、前記微細繊維ウェブ層は、1〜200μmの厚さを有する。
【0050】
また、前記支持層は、30〜5000μmの厚さを有する。
【発明の効果】
【0051】
本発明によれば、微細繊維ウェブ層からなるため、微細繊維特性上、気孔度が高く吸着及び剥離性が向上するという効果を奏する。
【0052】
また、本発明によれば、支持層の一面または両面に微細繊維ウェブ層を結合することによって、積層型セラミックコンデンサの剥離積層工程に使われるに十分な強さ及び厚さを得ることができるという効果を奏する。
【0053】
また、本発明によれば、微細繊維ウェブ層からなるため、柔らかく表面粗さが優秀で、吸着対象物の損傷を最小化すると共に、真空吸着による固定が容易になるという効果を奏する。
【0054】
また、本発明によれば、静電紡糸を用いて製造するため、製造工程が容易になり、吸着対象製品の特性に合う素材の形成のための多様な原料を選択することができるという効果を奏する。
【0055】
また、本発明によれば、接着材料によって互いに交差する微細繊維が接合されるため、微細繊維ウェブ層の強度が高く、該微細繊維ウェブ層の強さの向上のための追加的な工程を略することができ、製造工程が簡略化され、製造単価が減少されるという効果を奏する。
【図面の簡単な説明】
【0056】
【図1】従来技術による多孔質シート断面の走査型電子顕微鏡写真である。
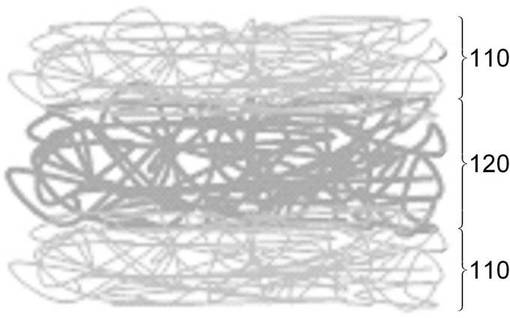
【図2】本発明の一実施形態による多孔性シートの断面を概略的に示す図面である。
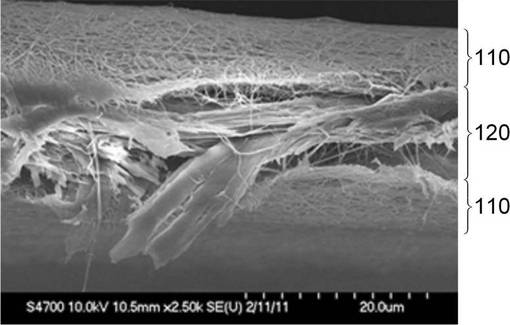
【図3】本発明の一実施形態による多孔性シートの断面構造を示す写真である。
【図4】本発明の一実施形態による微細繊維ウェブ層の詳細構造を示す写真である。
【図5】本発明の第1の実施形態による多孔性シートの製造方法を示す順序図である。
【図6】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が7.5重量%の場合、接着材料が混合された微細繊維の直径を示す写真である。
【図7】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が10重量%の場合、接着材料が混合された微細繊維の直径を示す写真である。
【図8】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が15重量%の場合、接着材料が混合された微細繊維の直径を示す写真である。
【図9】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が各々0重量%、5重量%、15重量%の場合、微細繊維ウェブ層の引張率に対する引張強度を示すグラフである。
【図10】本発明の第2の実施形態による多孔性シートの製造方法を示す順序図である。
【図11】本発明の第3の実施形態による多孔性シートの製造方法を示す順序図である。
【図12】本発明の第4の実施形態による多孔性シートの製造方法を示す順序図である。
【発明を実施するための形態】
【0057】
以下、本発明の好適な実施の形態は図面を参考にして詳細に説明する。次に示される各実施の形態は当業者にとって本発明の思想が十分に伝達されることができるようにするために例として挙げられるものである。従って、本発明は以下示している各実施の形態に限定されることなく他の形態で具体化されることができる。そして、図面において、装置の大きさ及び厚さなどは便宜上誇張して表現されることができる。明細書全体に渡って同一の参照符号は同一の構成要素を示している。
【0058】
本明細書で使われた用語は、実施形態を説明するためのものであって、本発明を制限しようとするものではない。本明細書において、単数形は文句で特別に言及しない限り複数形も含む。明細書で使われる「含む」とは、言及された構成要素、ステップ、動作及び/又は素子は、一つ以上の他の構成要素、ステップ、動作及び/又は素子の存在または追加を排除しないことに理解されたい。
【0059】
以下、添付の図面を参照して、本発明の構成及び作用効果について詳記することにする。
<多孔性シート>
【0060】
図2は、本発明の一実施形態による多孔性シートの断面を概略的に示す図面である。
【0061】
図2に示すように、本発明の一実施形態による多孔性シートは、微細繊維ウェブ層及び支持層からなる。
【0062】
前記微細繊維ウェブ層は、100〜3000μm直径の微細繊維からなる。
【0063】
微細繊維の直径が過度に小さいと、通気性が不足するので、吸着対象を効果よく吸着ことができない。反対に、直径が過度に大きいと、微細繊維それ自体の凹凸によって吸着対象の表面が損傷するという問題がある。
【0064】
微細繊維ウェブ層110を構成する微細繊維111は、静電紡糸(electrospinning)法によって形成される。この静電紡糸法は、静電気力(electrostatic force)によって低粘度状態のポリマを用いて瞬間的に繊維形態で紡糸してその生成物を得る方法である。
【0065】
静電紡糸法は、ミリメータ(mm)単位の直径を有する材料を用いて、ナノメータ(nm)、マイクロメートル(μm)単位の繊維を作ることができる重要な特徴がある。このような静電紡糸法を用いて微細繊維を製造する場合、紡糸液の特性(粘度、表面張力、伝導性など)、印加電位差の大きさ、ノズルと回収機との間の距離などによって多様な太さ及び性質を有する繊維を製造することができるという長所がある。
【0066】
例えば、原料であるポリマ材料に高電圧電気場をかけると、該原料材料の内部で電気的反発力が生じて分子が集まってナノメータ、マイクロメートル位の糸形態に割れることになる。この時、電気場が強いほど細く破れる恐れがある。このように抜かれた糸を別途の織造過程なしに一緒に集めると、互いに縛られてしまって微細繊維ウェブ層が形成されることになる。
【0067】
このように形成された微細繊維ウェブ層は、これを構成している微細繊維111の直径がナノメータ、マイクロメートル単位であるため、気孔度が高く、表面粗さが優秀な特性を有する。
【0068】
しかし、このような微細繊維ウェブ層は、単に微細繊維111が互いに縛られて形成されるため、強さが低く、外部スクラッチや歪みに脆弱で、表面抵抗が高く、外部材料との接触時に微細繊維ウェブ層が損傷されやすいので、強さを高めるための仕組みが必要である。
【0069】
また、前記微細繊維ウェブ層は、同じ電荷を有するポリマ繊維がずっと集積されることによって、200μm以上の厚さで形成される場合、斥力が強まるので微細繊維ウェブ層の強さがさらに低くなるだけでなく、静電紡糸法によってさらに厚く微細繊維ウェブ層を形成しにくい。
【0070】
そのため、本発明の一実施形態による多孔性シートは、支持層の一面または両面に微細繊維ウェブ層を結合することによって、積層型セラミックコンデンサの剥離積層工程に使われるに十分な強さ及び厚さを得ることができるようにした。
【0071】
また、前記微細繊維は、その長さが10μm以上の長繊維であることが望ましい。
【0072】
一般に、炭素ナノチューブ(Carbon Nano Tube:CNT)は、その長さが数μm以内に形成されるが、微細繊維ウェブ層がこのように短い微細繊維から成る場合、互いに支持する強さが低くなる。そのため、本発明の一実施形態による微細繊維ウェブ層は、その長さが10μm以上の微細繊維から成ることが望ましい。
【0073】
また、前記微細繊維の表面には、帯電防止剤、防汚剤、強度補強剤などの機能性材料がコーティングされてもよい。
【0074】
また、前記支持層は、紙または不織布の素材からなり、前記支持層は、直径1μm以上の繊維状組織が含まれてもよい。
【0075】
このような繊維状組織は、空気などの流体が支持層をなだらかに通過するようにする。
【0076】
一方、前記微細繊維ウェブ層は、1〜200μmの厚さから成り、前記支持層は、30〜5000μmの厚さからなる。
【0077】
前記微細繊維ウェブ層が過度に薄ければ、支持層表面の凹凸によって吸着対象の表面が損傷されるという問題があり、前記微細繊維ウェブ層が過度に厚ければ、強度が低下して、静電紡糸法による微細繊維紡糸厚さに限界がある。このような限界を克服するためには、莫大な費用が必要となり、静電紡糸に必要な時間も大幅に増加するという問題がある。
【0078】
また、前記支持層が過度に薄ければ、多孔性シート自らの強さ及び厚さが吸着条件に合わなく、前記支持層が過度に厚ければ、該支持層を通じて空気などの流体が外部に流出することによって吸着力が低下するという問題がある。
【0079】
図3は、本発明の一実施形態による多孔性シートの断面構造を示す写真で、図4は、本発明の一実施形態による微細繊維ウェブ層の詳細構造を示す写真である。
【0080】
図3に示すように、本発明の一実施形態による多孔性シートは、支持層120の両面に微細繊維ウェブ層110が形成されて具現される。
【0081】
図3では、支持層120の両面に微細繊維ウェブ層110が形成された場合を示すが、支持層120の一面のみに微細繊維ウェブ層110が形成されてもよい。
【0082】
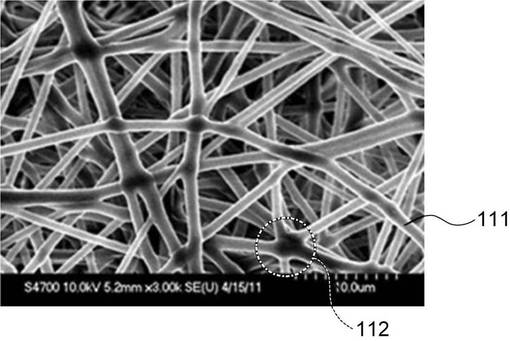
図4を参照して、本発明の一実施形態による多孔性シートは、微細繊維111から成る微細繊維ウェブ層110を含む。
【0083】
本実施形態において、細線維111とは、直径が数十〜数千ナノメータの繊維を意味する。本実施形態では、微細繊維111の直径は、50nm〜5000nmであってもよい。
【0084】
また、前記微細繊維111を形成するための原料としては、その用途によって多様なポリマ材料が用いられてもよい。
【0085】
一例として、細線維111の原料に、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスファゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれるいずれか一つまたは二つ以上の混合物が挙げられるが、これに限定するものではない。例えば、水溶性ポリマ、有機性ポリマなど一般に用いられるポリマならいずれでもよい。
【0086】
また、本実施形態では、微細繊維ウェブ層の強さ向上のために、図4に示すように、接着材料による接合部112を有するように形成される。
【0087】
接合部112は、接着材料によって微細繊維111が接合された部分を意味する。言い替えれば、接合部112は、該接着材料によって接合された微細繊維111が交差する個所を言う。
【0088】
ここで、前記接着材料として、本実施形態では、自然硬化性のアクリレート系材料を使ったが、これに限定するものではない。例えば、熱硬化性材料、紫外線(UV)硬化性材料、微細繊維111の主原料として用いられるポリマ材料と同じ材料を用いてもよい。
【0089】
本実施形態によって形成された微細繊維111は、主原料であるポリマ材料と前記接着材料とが混ざって混合された微細繊維形態、または主原料であるポリマ材料からなる微細繊維111の表面に前記接着材料が付着された微細繊維形態であるが、これに限定するものではない。
【0090】
前記接着材料が混合された微細繊維形態または前記接着材料が付着された微細繊維形態は、製造工程によって変わるが、これに対する詳細は以下、多孔性シートの製造方法の説明で述べることにする。
【0091】
このように、接着材料によって交差する部分が接合された微細繊維111で構成された微細繊維ウェブを用いる多孔性シートは、強さが非常に向上して追加の安定化工程を要しないので、製造工程が簡略化され、製造単価を削減すると共に、気孔度が向上して吸着及び剥離性が非常に高い。
【0092】
また、細線維111間の接合部112によって多孔性シートの強さが非常に優秀で、外部スクラッチや歪みに強く、表面抵抗が低いため、取扱い性や作業性が優秀である。
【0093】
本実施形態による微細繊維ウェブで構成された多孔性シートは、例えば、液品用ガラス板、半導体ウェハまたは積層セラミックコンデンサの製造などにおいて吸着剥離や真空吸着の工程などに適用可能な多孔性吸着シートとして利用可能である。
【0094】
また、本実施形態による多孔性シートは、陽極活物質、陰極活物質、電解質及び分離膜からなる二次電池の分離膜にも適用可能である。
【0095】
二次電池とは、放電後、外部のエネルギを用いて再充電することによって本来の状態に戻して、再使用が可能な電池を言う。このような二次電池は、パワー密度が高く高出力放電が可能で、温度の影響を少なく受けるという特性を有する。
【0096】
このような二次電池は、前述のように、陽極活物質、陰極活物質、電解質及び分離膜のような4種の主要構成要素から成る。このうち、分離膜は、陽極活物質と陰極活物質との間を短絡させる役割をし、イオンの移動通路として利用される。
【0097】
このように分離膜は、イオンの移動通路を提供すると共に外部異物の移動を防止しなければならないため、その気孔の大きさとしては、数マイクロメートル以下が求められる。
【0098】
従来、二次電池における分離膜の製造方法には、気孔を形成するための延伸工程が含まれるため、使用可能な素材がポリオレフィン系列に限定されるため、素材の選択幅が狭く、高機能性を実現するに適合しないという問題があった。
【0099】
しかし、本発明による多孔性シートは、静電紡糸方式によって製造されるため、気孔形成のための別途の工程を要しなく、素材の選択に限定がない。そのため、本発明による多孔性シートを適用した分離膜は、従来技術による分離膜より高い機能性を有することになる。
【0100】
また、上述の吸着シート、分離膜に加えて、多様な分野において本実施形態による多孔性シートが適用可能なことは自明である。
<多孔性シートの製造方法>
<第1の実施形態>
【0101】
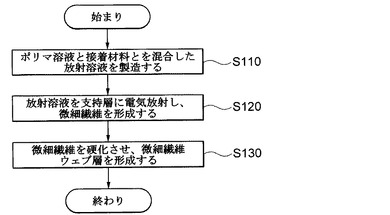
図5は、本発明の第1の実施形態による多孔性シートの製造方法を示す順序図である。
【0102】
図5に示すように、第1のステップにて、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する(S110)。
【0103】
該ポリマは、後続工程で形成される微細繊維の主原料として、本実施形態では、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれるいずれか一つまたは二つ以上の混合物が挙げられるが、これに限定するものではない。例えば、水溶性ポリマまたは有機性ポリマなど一般に用いられるポリマならいずれでもよい。
【0104】
また、前記接着材料として、本実施形態では、自然硬化性のアクリレート系材料を使っているが、これに限定するものではない。例えば、熱硬化性材料、紫外線(UV)硬化性材料または上述の微細繊維の主原料として用いられるポリマと同じ材料も使用可能である。
【0105】
前記ポリマ溶液は、溶媒にポリマ材料が溶解されたものである。該溶媒は、一般に無機溶媒と有機溶媒とに区別される。代表的な無機溶媒には水が挙げられ、有機溶媒には、エーテル、アセトン、アルコールなどが挙げられるが、これに限定するものではない。
【0106】
前記接着溶液は、前述と同様に、溶媒に接着材料が溶解されたことを言って、本実施形態では接着溶液内の接着材料の含量は、30重量%〜50重量%であるが、これに限定するものではない。例えば、該重量の範囲よりさらに少なく、または多く含んであってもよい。
【0107】
前記紡糸液は、静電紡糸対象溶液を意味する。本実施形態では、紡糸液内のポリマ溶液の含量は85重量%〜97.5重量%で、接着溶液の含量は、2.5重量%〜15重量%を混合した紡糸液を使っているが、これに限定するものではない。例えば、より少量のポリマ溶液とより多量の接着溶液とを混合して用いてもよい。
【0108】
例えば、適用対象の製品によって適切な気孔度及び強さを有する混合割合でポリマ溶液と接着溶液とを混合して使うことができることは自明である。
【0109】
続いて、第2のステップにて、前述のようにして製造された紡糸液を支持層に静電紡糸して、ポリマと接着材料とが混合された微細繊維を形成する(S120)。
【0110】
微細繊維と支持層との間の接合強度を向上させるために、支持層に接着剤を予め塗布した状態で、静電紡糸過程を行ってもよい。
【0111】
ここで、静電紡糸法は、静電気力によって低粘度状態のポリマを用いて瞬間的に繊維形態で紡糸し、その生成物を得る方法である。
【0112】
静電紡糸法は、帯電されたポリマジェット溶液(polymer jet solution)または熔融物(me1t)を得るために高電圧を使う。この帯電されたポリマジェット溶液または熔融物は、ポリマ繊維を得るために乾燥するかまたは固体化させたものである。一方の電極は、他の集電体(collector)の表面に接着させるために溶液や熔融物をスピンコーティングさせる。電気分野における主題は、毛細管(capillary tube)の端部にポリマ溶液が自らの張力によってくっつくようにすることである。
【0113】
紡糸方法には、溶融紡糸(melt spinning)と溶液紡糸(Solution spinning)が挙げられる。溶液紡糸においては、ポリマ溶液がフィラメント形態で紡糸される時、溶剤を使わない湿式紡糸(wet spinning)と、溶剤を使って、該溶剤を暑い空気や不活性ガスで取り除く乾式紡糸(dry spinning)とが一般に用いられている。
【0114】
本実施形態では、ポリマ溶液と接着溶液とが混合された紡糸液を静電紡糸して微細繊維を形成することによって、ポリマ材料と接着材料とが混合された形態を有する微細繊維を形成することができる。
【0115】
このように、ポリマ材料と接着材料とが混合された形態を有することによって、微細繊維内部にポリマ材料とともに混じっている接着材料によって、微細繊維の交差する部分が互いに接合されることができる。
【0116】
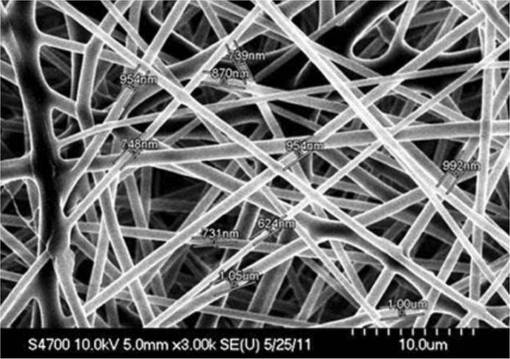
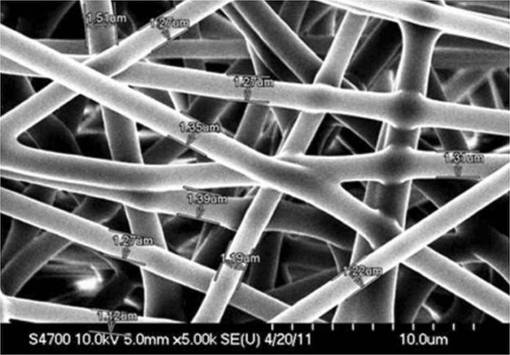
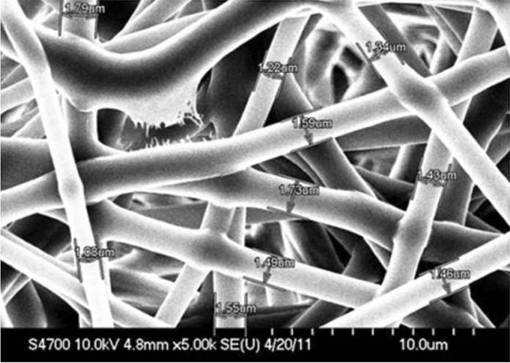
また、本実施形態によれば、紡糸液内の前記接着溶液の含量が増加するほど、形成される前記接着材料が混合された微細繊維の直径が増加する。これに対する実験結果を、図6〜図8に各々示した。
【0117】
実験結果として、図6に示すように、混合された接着溶液の含量が7.5重量%の紡糸液を静電紡糸して形成された前記接着材料が混合された微細繊維の平均直径は、866.2nmで、接着溶液の含量が10重量%の紡糸液を静電紡糸して形成された前記接着材料が混合された微細繊維の平均直径は、図7のように1,284nmであり、接着溶液の含量が15重量%の紡糸液を静電紡糸して形成された前記接着材料が混合された微細繊維の平均直径は、図8のように1,468nmである。
【0118】
このように、紡糸液内の接着溶液の含量をふやすほど、形成される接着材料が混合された微細繊維の直径は増加し、微細繊維の直径が増加するほど、直径の小さい微細繊維がぎっしりと縛られている状態より、気孔度がさらに向上するという効果を奏する。
【0119】
続いて、前記接着材料が混合された微細繊維を縛られている状態でそのまま硬化させ、微細繊維が前記接着材料によって接合された微細繊維ウェブ層を形成する(S130)。この時、硬化のための別途の処置が必要なことではなく、静電紡糸後自然的に硬化されてもよい。また、必要によって、熱風乾燥などの処理を行ってもよい。
【0120】
また、前記硬化方法は、前記接着材料が自然硬化性材料、熱硬化性材料、または紫外線(UV)硬化性材料であるかによって変わるが、一般に、自然硬化、熱硬化または紫外線(UV)硬化が挙げられ、これに限定するものではない。本実施形態では、接着材料として自然硬化性アクリレート系を用いて自然硬化を行った。
【0121】
詳しくは、ポリマと接着材料とがまざって形成された微細繊維が互いに縛られた状態に硬化されることによって、該接着材料によって交差する部分の微細繊維が互いに貼り付けられる。
【0122】
このように、交差する部分が互いに付いた微細繊維で構成された微細繊維ウェブの強さは、従来技術の接着材料を添加しなくて静電紡糸した微細繊維ウェブよりは遥かに高くなる。
【0123】
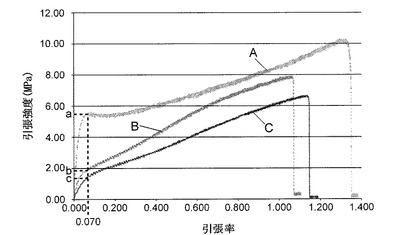
この時、紡糸液内の接着溶液の含量が増加するほど、形成される微細繊維ウェブの引張強度も増加する。これに対する実験データを図9にグラフとして示す。
【0124】
図9のグラフにおいて、x軸は伸びる程度(即ち、引張率)を示し、y軸は伸びに耐える程度(即ち、引張強度)を示す。
【0125】
また、図中のAは、紡糸液内の接着溶液の含量が15重量%の場合に引張率に対する引張強度を示し、Bは、紡糸液内の接着溶液の含量が5重量%の場合の引張率に対する引張強度を示し、Cは、紡糸液内の接着溶液の含量がO重量%の場合の引張率に対する引張強度を示す。
【0126】
図9に示すように、引張率が0.070のとき、A、B及びCの引張強度は各々、略5.30MPa、1.90MPa及び1.20MPaで、紡糸液内の接着溶液の含量が増加するほど、同じ引張率に対する引張強度は著しく増加していることを分かる。
【0127】
このように、本実施形態によって形成された微細繊維ウェブの引張強度は、接着材料を含まない従来の微細繊維ウェブに比べて、遥かに向上されることができる。
<第2の実施形態>
【0128】
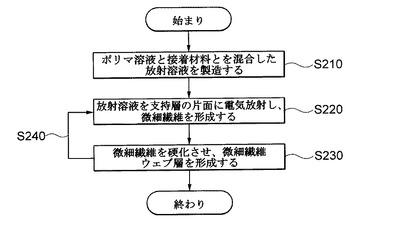
図10は、本発明の第2の実施形態による多孔性シートの製造方法を示す順序図である。ここで、前述の実施形態と重複する説明は省略することにする。
【0129】
本実施形態では、第2のステップにて、支持層の片面のみに紡糸液を静電紡糸した後(S220)、微細繊維を硬化させる(S230)。
【0130】
続いて、第2のステップに戻して(S240)、該支持層の、微細繊維が静電紡糸されない他面に対して第2及び第3のステップを行う。
【0131】
本実施形態による多孔性シートの製造方法は、支持層の両面に微細繊維ウェブ層を形成する場合に適用可能で、支持層の二つの面に順次に微細繊維ウェブ層を形成することによって、多孔性シートの製造過程で微細繊維ウェブ層が損傷されるかまたは支持層との結合力が低下するという現象を減少させることができる。
<第3の実施形態>
【0132】
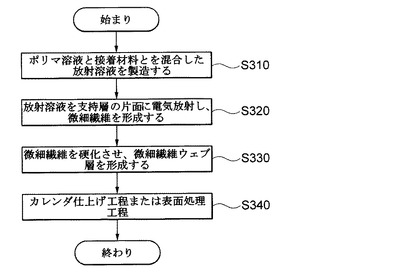
図11は、本発明の第3の実施形態による多孔性シートの製造方法を示す順序図である。ここで、前述の実施形態と重複する説明は省略することにする。
【0133】
本実施形態では、第1の実施形態または第2の実施形態において3つのステップを全て行った後、微細繊維ウェブ層の特性を改善する付加工程(S340)をさらに含む。
【0134】
詳しくは、前記微細繊維ウェブ層を形成した後、該形成された微細繊維ウェブを圧縮する工程が追加される。この圧縮工程は、カレンダ仕上げによって行われてもよく、ここに限定されるのではない。
【0135】
このように、微細繊維ウェブをカレンダ仕上げして圧縮することによって、厚さが均一な微細繊維ウェブを得ることができる。
【0136】
また、前記微細繊維ウェブ層に帯電防止剤、防汚剤、強度補強剤などをコーティングする表面処理工程をさらに含んであってもよい。
<第4の実施形態>
【0137】
図12は、本発明の第4の実施形態による多孔性シートの製造方法を示す順序図である。ここで、前述の各実施形態と重複する説明は省略することにする。
【0138】
まず、ポリマを含む紡糸液を製造する(S410)。
【0139】
本実施形態では、ポリマとして、前述の第1の実施形態と同様に、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれるいずれか一つまたは二つ以上の混合物が使用可能であるが、これに限定するものではない。例えば、水溶性ポリマまたは有機性ポリマなど一般に用いられるポリマならいずれでもよい。
【0140】
続いて、前記紡糸液を静電紡糸して微細繊維を形成する(S420)。
【0141】
続いて、形成された微細繊維に向けて、接着材料の溶解された接着溶液を噴射して該接着材料の付着された微細繊維を形成する(S430)。該噴射は、スプレー方式で行われてもよく、これに限定するものではない。
【0142】
ここで、前記接着材料には、本実施形態では、自然硬化性のアクリレート系材料を使っているが、これに限定するものではない。例えば、熱硬化性材料、紫外線(UV)硬化性材料及び上述の微細繊維の主原料として用いられるポリマと同じ材料も使用可能である。
【0143】
また、前記接着溶液は、溶媒に接着材料が溶解されたものを指し、本実施形態では、接着溶液内の接着材料含量が30重量%〜50重量%の溶液を使っているが、特別にここに限定されるのではない。
【0144】
続いて、前記接着材料が付着した微細繊維を支持層に結合して微細繊維ウェブ層を形成する(S440)。
【0145】
すなわち、静電紡糸を通じて集束装置に集束されて互いに縛られている微細繊維に接着材料の溶解された接着溶液を噴射し、前記接着材料が付着した微細繊維を形成した後、前記接着材料が付着した微細繊維を硬化させることによって、前記噴射された接着溶液において溶媒成分は揮発され、残りの接着材料によって前記微細繊維の交差する部分が貼り付けられる。
【0146】
このように、微細繊維の交差する部分が前記接着材料によって接合された微細繊維ウェブを形成することによって、従来のポリマ溶液だけを静電紡糸して得た微細繊維ウェブに比べて、本実施形態による微細繊維ウェブは、従来より遥かに高い強さを有することができる。
【0147】
前記接着材料は、微細繊維の表面に付着した形態で形成されてもよい。すなわち、第1の実施形態での微細繊維は、ポリマ材料と接着材料とが混合された形態で形成される一方、本実施形態での微細繊維は、ポリマ材料の表面に接着材料が付着した形態で形成される。
【0148】
また、前記硬化は、接着材料の性質、例えば、該接着材料が自然硬化性材料、熱硬化性材料、または紫外線(UV)硬化性材料であるかによって、自然硬化、熱硬化または紫外線硬化として行われてもよいが、特別にここに限定されるのではない。
【0149】
この時、前記微細繊維を硬化させた後、微細繊維ウェブ層または支持層に接着剤を塗布して微細繊維ウェブ層と支持層とを結合することができる。
【0150】
また、前記接着剤は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つが挙げられ、噴射方式によって接着対象の表面全体または一部に噴射されることができる。
【0151】
これによって、接着剤による通気性の低下を防止することができる。
【0152】
一方、微細繊維ウェブ層と支持層とを接着するため、ポリマを溶解させるポリマ溶解液を利用するか、または微細繊維を支持層に接触させて全体または一部を加熱しながら加圧して、微細繊維ウェブ層を形成してもよい。
【0153】
また、前記微細繊維を支持層と結合させた後、該微細繊維を硬化させて微細繊維ウェブ層を形成してもよい。
【0154】
一実施形態において、微細繊維ウェブ層の特性を改善するカレンダ仕上げ工程や、表面処理工程などの付加工程(S340)をさらに行ってもよい。
【0155】
前述の実施形態によって製造された多孔性シートは、吸着シート及び分離膜を含んで多様な分野に適用可能である。
【0156】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、前記した実施の形態の説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0157】
110 微細繊維ウェブ層
111 微細繊維
112 接合部
120 支持層
【技術分野】
【0001】
本発明は、多孔性シート及びその製造方法に関し、特に、液晶用ガラス板、半導体ウエハまたは積層セラミックコンデンサの製造にあたって吸着剥離、真空吸着固定などの工程に使用可能な多孔性シートに関する。
【背景技術】
【0002】
一般に、セラミックグリーンシートの剥離は真空力によって行われ、真空でセラミックグリーンシートを吸着可能な構造の形状によって剥離力が異なることになる。
【0003】
従来には、セラミックグリーンシートと真空状態で接触する部分に表面ホールが加工された金属体または金属焼結体を加工して使うか、または金属プレートにエッチングによって一定な間隔の孔を形成して使った。
【0004】
しかし、剥離金型が金属体で形成され、セラミックグリーンシートの接触部分が損傷するという問題があり、また該剥離金型に加工された孔がセラミックシートに損傷を及ぼすという問題があった。
【0005】
このように、積層型セラミックコンデンサを製造するためのセラミックグリーンシートの表面に損傷が発生すると、該セラミックシートの表面に形成された内部パターンが損傷して、積層後にショートなどの製品不良をもたらすことになる。
【0006】
そのため、セラミックグリーンシートを損傷させなく、強い吸着力でより容易に剥離することができる多孔性吸着シートへの研究が行われてきており、現在、微細ホールの加工された剥離金型に多孔質超高分子量ポリエチレンシートが付着された多孔性シートが、積層型セラミックコンデンサの剥離積層工程に適用されている。このような技術は下記の特許文献1に示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】大韓民国公開特許第2007-0076474号
【特許文献2】大韓民国公開特許第2007-0089071号
【特許文献3】大韓民国公開特許第2010-0024123号
【0008】
図1は、特許文献1に示されている多孔質シートの断面の走査型電子顕微鏡写真である。
【0009】
多孔質超高分子量ポリエチレンシートは、超高分子量ポリエチレン粉末を、加熱された水蒸気を用いて焼結してから、冷却後、切削する工程によって製造される。比較的厚肉のシートの製作が可能で、製造工程によって表面粗さ、摩擦係数、強さなどの改善が可能である。
【0010】
図1に示すように、粒子状の超高分子量ポリエチレン粉末で多孔性シートが構成されることが認められる。
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかし、このような多孔質超高分子量ポリエチレンシートは、製造工程上、製造単価が高く、ロット、製品間のばらつきが発生し、通気性の確保のための気孔大きさの減少が難しいなど、薄型化されている製品への対応が難しいという問題があった。
【0012】
本発明は上記の問題点に鑑みて成されたものであって、その目的は、積層型セラミックコンデンサの剥離工程で使われるに十分な強さ及び厚さで具現可能な多孔性シート及びその製造方法を提供することにある。
【0013】
また、本発明の他の目的は、製造工程を簡略化して製造単価を低めることができる多孔性シート及びその製造方法を提供することにある。
【0014】
また、本発明のさらに他の側面は、気孔度が高く、表面粗さが優秀で、製品特性に合わせて多様な素材の選択が可能で、吸着剥離時に吸着対象物の損傷を最小化することができる、多孔性シート及びその製造方法を提供することにある。
【0015】
また、本発明のさらに他の目的は、強さが優秀で、外部スクラッチ及び歪みに強く、表面抵抗が低い多孔性シート及びその製造方法を提供することにある。
【0016】
また、本発明のさらに他の目的は、多様な分野に適用することができる多孔性シート及びその製造方法を提供することにある。
【課題を解決するための手段】
【0017】
上記目的を解決するために、本発明の一実施形態による多孔性シートは、50nm〜5000nm直径の微細繊維から成る微細繊維ウェブ層と、該微細繊維ウェブ層が一面または両面に結合される支持層とを含む。
【0018】
前記微細繊維の表面に、帯電防止材料からなるコーティング層が設けられる。
【0019】
また、前記支持層は、紙または不織布の素材から成る。
【0020】
また、前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる。
【0021】
また、前記微細繊維は、100〜3000nmの直径を有する。
【0022】
また、前記微細繊維ウェブ層は、1〜200μmの厚さを有する。
【0023】
また、前記支持層は、30〜5000μmの厚さを有する。
【0024】
また、前記微細繊維ウェブ層を構成する微細繊維が接着材料によって互いに接合されている。
【0025】
また、前記微細繊維が互いに交差する部分が接着材料によって接合されている。
【0026】
また、前記微細繊維は、ポリマ(po1ymer)と前記接着材料とが混合されて構成される。
【0027】
また、前記ポリマとしては、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレフタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスファゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーブルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つが挙げられる。
【0028】
前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである。
【0029】
また、前記微細繊維は、ポリマからなる微細繊維の表面に前記接着材料が付着してなる。
【0030】
また、上記目的を解決するために、本発明の他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する第1のステップと、前記紡糸液を支持層の一面に静電紡糸してポリマと接着材料とが混合された微細繊維ウェブ層を形成する第2のステップと、を含む。
【0031】
前記第2のステップでは、前記支持層に接着剤を塗布した後、紡糸液を静電紡糸する。
【0032】
また、前記接着剤は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである。
【0033】
また、前記第2のステップでは、前記支持層の一面に静電紡糸を行った後、他面にも静電紡糸を行う。
【0034】
また、前記紡糸液内の前記ポリマ溶液の含量は、85重量%〜97.5重量%で、前記接着溶液の含量は、2.5重量%〜15重量%である。
【0035】
また、前記接着溶液内の前記接着材料の含量は、30重量%〜50重量%である。
【0036】
また、前記ポリマとしては、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスファゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つが挙げられる。
【0037】
また、前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである。
【0038】
また、前記第2のステップの後に、前記微細繊維ウェブ層を熱圧着するカレンダ仕上げ(calendering)工程を行うステップを、さらに含む。
【0039】
また、前記第2のステップの後に、前記微細繊維ウェブ層に帯電防止材料をコーティングする表面処理工程を行うステップを、さらに含む。
【0040】
また、上記目的を解決するために、本発明の他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0041】
また、上記目的を解決するために、本発明のさらに他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、前記微細繊維の全体または一部に向けて前記ポリマを溶解させるポリマ溶解液を噴射するポリマ溶解液噴射ステップと、前記ポリマ溶解液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0042】
また、本発明のさらに他の実施形態による多孔性シートの製造方法は、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、前記微細繊維を支持層に接触させて全体または一部を加熱しながら加圧して微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0043】
また、本発明のさらに他の実施形態による多孔性シートの製造方法は、ポリマを含む紡糸液を製造する紡糸液製造ステップと、前記紡糸液を静電紡糸してポリマからなる微細繊維を形成する静電紡糸ステップと、前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと、を含む。
【0044】
前記微細繊維ウェブ層形成ステップは、前記微細繊維ウェブ層と支持層とを熱圧着する。
【0045】
また、前記微細繊維の直径は、100〜3000nmである。
【0046】
また、前記微細繊維の表面に、帯電防止材料から成るコーティング層が設けられる。
【0047】
また、前記支持層は、紙または不織布の素材から成る。
【0048】
また、前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる。
【0049】
また、前記微細繊維ウェブ層は、1〜200μmの厚さを有する。
【0050】
また、前記支持層は、30〜5000μmの厚さを有する。
【発明の効果】
【0051】
本発明によれば、微細繊維ウェブ層からなるため、微細繊維特性上、気孔度が高く吸着及び剥離性が向上するという効果を奏する。
【0052】
また、本発明によれば、支持層の一面または両面に微細繊維ウェブ層を結合することによって、積層型セラミックコンデンサの剥離積層工程に使われるに十分な強さ及び厚さを得ることができるという効果を奏する。
【0053】
また、本発明によれば、微細繊維ウェブ層からなるため、柔らかく表面粗さが優秀で、吸着対象物の損傷を最小化すると共に、真空吸着による固定が容易になるという効果を奏する。
【0054】
また、本発明によれば、静電紡糸を用いて製造するため、製造工程が容易になり、吸着対象製品の特性に合う素材の形成のための多様な原料を選択することができるという効果を奏する。
【0055】
また、本発明によれば、接着材料によって互いに交差する微細繊維が接合されるため、微細繊維ウェブ層の強度が高く、該微細繊維ウェブ層の強さの向上のための追加的な工程を略することができ、製造工程が簡略化され、製造単価が減少されるという効果を奏する。
【図面の簡単な説明】
【0056】
【図1】従来技術による多孔質シート断面の走査型電子顕微鏡写真である。
【図2】本発明の一実施形態による多孔性シートの断面を概略的に示す図面である。
【図3】本発明の一実施形態による多孔性シートの断面構造を示す写真である。
【図4】本発明の一実施形態による微細繊維ウェブ層の詳細構造を示す写真である。
【図5】本発明の第1の実施形態による多孔性シートの製造方法を示す順序図である。
【図6】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が7.5重量%の場合、接着材料が混合された微細繊維の直径を示す写真である。
【図7】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が10重量%の場合、接着材料が混合された微細繊維の直径を示す写真である。
【図8】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が15重量%の場合、接着材料が混合された微細繊維の直径を示す写真である。
【図9】本発明の第1の実施形態による多孔性シートの製造方法において、紡糸液内の接着溶液の含量が各々0重量%、5重量%、15重量%の場合、微細繊維ウェブ層の引張率に対する引張強度を示すグラフである。
【図10】本発明の第2の実施形態による多孔性シートの製造方法を示す順序図である。
【図11】本発明の第3の実施形態による多孔性シートの製造方法を示す順序図である。
【図12】本発明の第4の実施形態による多孔性シートの製造方法を示す順序図である。
【発明を実施するための形態】
【0057】
以下、本発明の好適な実施の形態は図面を参考にして詳細に説明する。次に示される各実施の形態は当業者にとって本発明の思想が十分に伝達されることができるようにするために例として挙げられるものである。従って、本発明は以下示している各実施の形態に限定されることなく他の形態で具体化されることができる。そして、図面において、装置の大きさ及び厚さなどは便宜上誇張して表現されることができる。明細書全体に渡って同一の参照符号は同一の構成要素を示している。
【0058】
本明細書で使われた用語は、実施形態を説明するためのものであって、本発明を制限しようとするものではない。本明細書において、単数形は文句で特別に言及しない限り複数形も含む。明細書で使われる「含む」とは、言及された構成要素、ステップ、動作及び/又は素子は、一つ以上の他の構成要素、ステップ、動作及び/又は素子の存在または追加を排除しないことに理解されたい。
【0059】
以下、添付の図面を参照して、本発明の構成及び作用効果について詳記することにする。
<多孔性シート>
【0060】
図2は、本発明の一実施形態による多孔性シートの断面を概略的に示す図面である。
【0061】
図2に示すように、本発明の一実施形態による多孔性シートは、微細繊維ウェブ層及び支持層からなる。
【0062】
前記微細繊維ウェブ層は、100〜3000μm直径の微細繊維からなる。
【0063】
微細繊維の直径が過度に小さいと、通気性が不足するので、吸着対象を効果よく吸着ことができない。反対に、直径が過度に大きいと、微細繊維それ自体の凹凸によって吸着対象の表面が損傷するという問題がある。
【0064】
微細繊維ウェブ層110を構成する微細繊維111は、静電紡糸(electrospinning)法によって形成される。この静電紡糸法は、静電気力(electrostatic force)によって低粘度状態のポリマを用いて瞬間的に繊維形態で紡糸してその生成物を得る方法である。
【0065】
静電紡糸法は、ミリメータ(mm)単位の直径を有する材料を用いて、ナノメータ(nm)、マイクロメートル(μm)単位の繊維を作ることができる重要な特徴がある。このような静電紡糸法を用いて微細繊維を製造する場合、紡糸液の特性(粘度、表面張力、伝導性など)、印加電位差の大きさ、ノズルと回収機との間の距離などによって多様な太さ及び性質を有する繊維を製造することができるという長所がある。
【0066】
例えば、原料であるポリマ材料に高電圧電気場をかけると、該原料材料の内部で電気的反発力が生じて分子が集まってナノメータ、マイクロメートル位の糸形態に割れることになる。この時、電気場が強いほど細く破れる恐れがある。このように抜かれた糸を別途の織造過程なしに一緒に集めると、互いに縛られてしまって微細繊維ウェブ層が形成されることになる。
【0067】
このように形成された微細繊維ウェブ層は、これを構成している微細繊維111の直径がナノメータ、マイクロメートル単位であるため、気孔度が高く、表面粗さが優秀な特性を有する。
【0068】
しかし、このような微細繊維ウェブ層は、単に微細繊維111が互いに縛られて形成されるため、強さが低く、外部スクラッチや歪みに脆弱で、表面抵抗が高く、外部材料との接触時に微細繊維ウェブ層が損傷されやすいので、強さを高めるための仕組みが必要である。
【0069】
また、前記微細繊維ウェブ層は、同じ電荷を有するポリマ繊維がずっと集積されることによって、200μm以上の厚さで形成される場合、斥力が強まるので微細繊維ウェブ層の強さがさらに低くなるだけでなく、静電紡糸法によってさらに厚く微細繊維ウェブ層を形成しにくい。
【0070】
そのため、本発明の一実施形態による多孔性シートは、支持層の一面または両面に微細繊維ウェブ層を結合することによって、積層型セラミックコンデンサの剥離積層工程に使われるに十分な強さ及び厚さを得ることができるようにした。
【0071】
また、前記微細繊維は、その長さが10μm以上の長繊維であることが望ましい。
【0072】
一般に、炭素ナノチューブ(Carbon Nano Tube:CNT)は、その長さが数μm以内に形成されるが、微細繊維ウェブ層がこのように短い微細繊維から成る場合、互いに支持する強さが低くなる。そのため、本発明の一実施形態による微細繊維ウェブ層は、その長さが10μm以上の微細繊維から成ることが望ましい。
【0073】
また、前記微細繊維の表面には、帯電防止剤、防汚剤、強度補強剤などの機能性材料がコーティングされてもよい。
【0074】
また、前記支持層は、紙または不織布の素材からなり、前記支持層は、直径1μm以上の繊維状組織が含まれてもよい。
【0075】
このような繊維状組織は、空気などの流体が支持層をなだらかに通過するようにする。
【0076】
一方、前記微細繊維ウェブ層は、1〜200μmの厚さから成り、前記支持層は、30〜5000μmの厚さからなる。
【0077】
前記微細繊維ウェブ層が過度に薄ければ、支持層表面の凹凸によって吸着対象の表面が損傷されるという問題があり、前記微細繊維ウェブ層が過度に厚ければ、強度が低下して、静電紡糸法による微細繊維紡糸厚さに限界がある。このような限界を克服するためには、莫大な費用が必要となり、静電紡糸に必要な時間も大幅に増加するという問題がある。
【0078】
また、前記支持層が過度に薄ければ、多孔性シート自らの強さ及び厚さが吸着条件に合わなく、前記支持層が過度に厚ければ、該支持層を通じて空気などの流体が外部に流出することによって吸着力が低下するという問題がある。
【0079】
図3は、本発明の一実施形態による多孔性シートの断面構造を示す写真で、図4は、本発明の一実施形態による微細繊維ウェブ層の詳細構造を示す写真である。
【0080】
図3に示すように、本発明の一実施形態による多孔性シートは、支持層120の両面に微細繊維ウェブ層110が形成されて具現される。
【0081】
図3では、支持層120の両面に微細繊維ウェブ層110が形成された場合を示すが、支持層120の一面のみに微細繊維ウェブ層110が形成されてもよい。
【0082】
図4を参照して、本発明の一実施形態による多孔性シートは、微細繊維111から成る微細繊維ウェブ層110を含む。
【0083】
本実施形態において、細線維111とは、直径が数十〜数千ナノメータの繊維を意味する。本実施形態では、微細繊維111の直径は、50nm〜5000nmであってもよい。
【0084】
また、前記微細繊維111を形成するための原料としては、その用途によって多様なポリマ材料が用いられてもよい。
【0085】
一例として、細線維111の原料に、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスファゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれるいずれか一つまたは二つ以上の混合物が挙げられるが、これに限定するものではない。例えば、水溶性ポリマ、有機性ポリマなど一般に用いられるポリマならいずれでもよい。
【0086】
また、本実施形態では、微細繊維ウェブ層の強さ向上のために、図4に示すように、接着材料による接合部112を有するように形成される。
【0087】
接合部112は、接着材料によって微細繊維111が接合された部分を意味する。言い替えれば、接合部112は、該接着材料によって接合された微細繊維111が交差する個所を言う。
【0088】
ここで、前記接着材料として、本実施形態では、自然硬化性のアクリレート系材料を使ったが、これに限定するものではない。例えば、熱硬化性材料、紫外線(UV)硬化性材料、微細繊維111の主原料として用いられるポリマ材料と同じ材料を用いてもよい。
【0089】
本実施形態によって形成された微細繊維111は、主原料であるポリマ材料と前記接着材料とが混ざって混合された微細繊維形態、または主原料であるポリマ材料からなる微細繊維111の表面に前記接着材料が付着された微細繊維形態であるが、これに限定するものではない。
【0090】
前記接着材料が混合された微細繊維形態または前記接着材料が付着された微細繊維形態は、製造工程によって変わるが、これに対する詳細は以下、多孔性シートの製造方法の説明で述べることにする。
【0091】
このように、接着材料によって交差する部分が接合された微細繊維111で構成された微細繊維ウェブを用いる多孔性シートは、強さが非常に向上して追加の安定化工程を要しないので、製造工程が簡略化され、製造単価を削減すると共に、気孔度が向上して吸着及び剥離性が非常に高い。
【0092】
また、細線維111間の接合部112によって多孔性シートの強さが非常に優秀で、外部スクラッチや歪みに強く、表面抵抗が低いため、取扱い性や作業性が優秀である。
【0093】
本実施形態による微細繊維ウェブで構成された多孔性シートは、例えば、液品用ガラス板、半導体ウェハまたは積層セラミックコンデンサの製造などにおいて吸着剥離や真空吸着の工程などに適用可能な多孔性吸着シートとして利用可能である。
【0094】
また、本実施形態による多孔性シートは、陽極活物質、陰極活物質、電解質及び分離膜からなる二次電池の分離膜にも適用可能である。
【0095】
二次電池とは、放電後、外部のエネルギを用いて再充電することによって本来の状態に戻して、再使用が可能な電池を言う。このような二次電池は、パワー密度が高く高出力放電が可能で、温度の影響を少なく受けるという特性を有する。
【0096】
このような二次電池は、前述のように、陽極活物質、陰極活物質、電解質及び分離膜のような4種の主要構成要素から成る。このうち、分離膜は、陽極活物質と陰極活物質との間を短絡させる役割をし、イオンの移動通路として利用される。
【0097】
このように分離膜は、イオンの移動通路を提供すると共に外部異物の移動を防止しなければならないため、その気孔の大きさとしては、数マイクロメートル以下が求められる。
【0098】
従来、二次電池における分離膜の製造方法には、気孔を形成するための延伸工程が含まれるため、使用可能な素材がポリオレフィン系列に限定されるため、素材の選択幅が狭く、高機能性を実現するに適合しないという問題があった。
【0099】
しかし、本発明による多孔性シートは、静電紡糸方式によって製造されるため、気孔形成のための別途の工程を要しなく、素材の選択に限定がない。そのため、本発明による多孔性シートを適用した分離膜は、従来技術による分離膜より高い機能性を有することになる。
【0100】
また、上述の吸着シート、分離膜に加えて、多様な分野において本実施形態による多孔性シートが適用可能なことは自明である。
<多孔性シートの製造方法>
<第1の実施形態>
【0101】
図5は、本発明の第1の実施形態による多孔性シートの製造方法を示す順序図である。
【0102】
図5に示すように、第1のステップにて、ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する(S110)。
【0103】
該ポリマは、後続工程で形成される微細繊維の主原料として、本実施形態では、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれるいずれか一つまたは二つ以上の混合物が挙げられるが、これに限定するものではない。例えば、水溶性ポリマまたは有機性ポリマなど一般に用いられるポリマならいずれでもよい。
【0104】
また、前記接着材料として、本実施形態では、自然硬化性のアクリレート系材料を使っているが、これに限定するものではない。例えば、熱硬化性材料、紫外線(UV)硬化性材料または上述の微細繊維の主原料として用いられるポリマと同じ材料も使用可能である。
【0105】
前記ポリマ溶液は、溶媒にポリマ材料が溶解されたものである。該溶媒は、一般に無機溶媒と有機溶媒とに区別される。代表的な無機溶媒には水が挙げられ、有機溶媒には、エーテル、アセトン、アルコールなどが挙げられるが、これに限定するものではない。
【0106】
前記接着溶液は、前述と同様に、溶媒に接着材料が溶解されたことを言って、本実施形態では接着溶液内の接着材料の含量は、30重量%〜50重量%であるが、これに限定するものではない。例えば、該重量の範囲よりさらに少なく、または多く含んであってもよい。
【0107】
前記紡糸液は、静電紡糸対象溶液を意味する。本実施形態では、紡糸液内のポリマ溶液の含量は85重量%〜97.5重量%で、接着溶液の含量は、2.5重量%〜15重量%を混合した紡糸液を使っているが、これに限定するものではない。例えば、より少量のポリマ溶液とより多量の接着溶液とを混合して用いてもよい。
【0108】
例えば、適用対象の製品によって適切な気孔度及び強さを有する混合割合でポリマ溶液と接着溶液とを混合して使うことができることは自明である。
【0109】
続いて、第2のステップにて、前述のようにして製造された紡糸液を支持層に静電紡糸して、ポリマと接着材料とが混合された微細繊維を形成する(S120)。
【0110】
微細繊維と支持層との間の接合強度を向上させるために、支持層に接着剤を予め塗布した状態で、静電紡糸過程を行ってもよい。
【0111】
ここで、静電紡糸法は、静電気力によって低粘度状態のポリマを用いて瞬間的に繊維形態で紡糸し、その生成物を得る方法である。
【0112】
静電紡糸法は、帯電されたポリマジェット溶液(polymer jet solution)または熔融物(me1t)を得るために高電圧を使う。この帯電されたポリマジェット溶液または熔融物は、ポリマ繊維を得るために乾燥するかまたは固体化させたものである。一方の電極は、他の集電体(collector)の表面に接着させるために溶液や熔融物をスピンコーティングさせる。電気分野における主題は、毛細管(capillary tube)の端部にポリマ溶液が自らの張力によってくっつくようにすることである。
【0113】
紡糸方法には、溶融紡糸(melt spinning)と溶液紡糸(Solution spinning)が挙げられる。溶液紡糸においては、ポリマ溶液がフィラメント形態で紡糸される時、溶剤を使わない湿式紡糸(wet spinning)と、溶剤を使って、該溶剤を暑い空気や不活性ガスで取り除く乾式紡糸(dry spinning)とが一般に用いられている。
【0114】
本実施形態では、ポリマ溶液と接着溶液とが混合された紡糸液を静電紡糸して微細繊維を形成することによって、ポリマ材料と接着材料とが混合された形態を有する微細繊維を形成することができる。
【0115】
このように、ポリマ材料と接着材料とが混合された形態を有することによって、微細繊維内部にポリマ材料とともに混じっている接着材料によって、微細繊維の交差する部分が互いに接合されることができる。
【0116】
また、本実施形態によれば、紡糸液内の前記接着溶液の含量が増加するほど、形成される前記接着材料が混合された微細繊維の直径が増加する。これに対する実験結果を、図6〜図8に各々示した。
【0117】
実験結果として、図6に示すように、混合された接着溶液の含量が7.5重量%の紡糸液を静電紡糸して形成された前記接着材料が混合された微細繊維の平均直径は、866.2nmで、接着溶液の含量が10重量%の紡糸液を静電紡糸して形成された前記接着材料が混合された微細繊維の平均直径は、図7のように1,284nmであり、接着溶液の含量が15重量%の紡糸液を静電紡糸して形成された前記接着材料が混合された微細繊維の平均直径は、図8のように1,468nmである。
【0118】
このように、紡糸液内の接着溶液の含量をふやすほど、形成される接着材料が混合された微細繊維の直径は増加し、微細繊維の直径が増加するほど、直径の小さい微細繊維がぎっしりと縛られている状態より、気孔度がさらに向上するという効果を奏する。
【0119】
続いて、前記接着材料が混合された微細繊維を縛られている状態でそのまま硬化させ、微細繊維が前記接着材料によって接合された微細繊維ウェブ層を形成する(S130)。この時、硬化のための別途の処置が必要なことではなく、静電紡糸後自然的に硬化されてもよい。また、必要によって、熱風乾燥などの処理を行ってもよい。
【0120】
また、前記硬化方法は、前記接着材料が自然硬化性材料、熱硬化性材料、または紫外線(UV)硬化性材料であるかによって変わるが、一般に、自然硬化、熱硬化または紫外線(UV)硬化が挙げられ、これに限定するものではない。本実施形態では、接着材料として自然硬化性アクリレート系を用いて自然硬化を行った。
【0121】
詳しくは、ポリマと接着材料とがまざって形成された微細繊維が互いに縛られた状態に硬化されることによって、該接着材料によって交差する部分の微細繊維が互いに貼り付けられる。
【0122】
このように、交差する部分が互いに付いた微細繊維で構成された微細繊維ウェブの強さは、従来技術の接着材料を添加しなくて静電紡糸した微細繊維ウェブよりは遥かに高くなる。
【0123】
この時、紡糸液内の接着溶液の含量が増加するほど、形成される微細繊維ウェブの引張強度も増加する。これに対する実験データを図9にグラフとして示す。
【0124】
図9のグラフにおいて、x軸は伸びる程度(即ち、引張率)を示し、y軸は伸びに耐える程度(即ち、引張強度)を示す。
【0125】
また、図中のAは、紡糸液内の接着溶液の含量が15重量%の場合に引張率に対する引張強度を示し、Bは、紡糸液内の接着溶液の含量が5重量%の場合の引張率に対する引張強度を示し、Cは、紡糸液内の接着溶液の含量がO重量%の場合の引張率に対する引張強度を示す。
【0126】
図9に示すように、引張率が0.070のとき、A、B及びCの引張強度は各々、略5.30MPa、1.90MPa及び1.20MPaで、紡糸液内の接着溶液の含量が増加するほど、同じ引張率に対する引張強度は著しく増加していることを分かる。
【0127】
このように、本実施形態によって形成された微細繊維ウェブの引張強度は、接着材料を含まない従来の微細繊維ウェブに比べて、遥かに向上されることができる。
<第2の実施形態>
【0128】
図10は、本発明の第2の実施形態による多孔性シートの製造方法を示す順序図である。ここで、前述の実施形態と重複する説明は省略することにする。
【0129】
本実施形態では、第2のステップにて、支持層の片面のみに紡糸液を静電紡糸した後(S220)、微細繊維を硬化させる(S230)。
【0130】
続いて、第2のステップに戻して(S240)、該支持層の、微細繊維が静電紡糸されない他面に対して第2及び第3のステップを行う。
【0131】
本実施形態による多孔性シートの製造方法は、支持層の両面に微細繊維ウェブ層を形成する場合に適用可能で、支持層の二つの面に順次に微細繊維ウェブ層を形成することによって、多孔性シートの製造過程で微細繊維ウェブ層が損傷されるかまたは支持層との結合力が低下するという現象を減少させることができる。
<第3の実施形態>
【0132】
図11は、本発明の第3の実施形態による多孔性シートの製造方法を示す順序図である。ここで、前述の実施形態と重複する説明は省略することにする。
【0133】
本実施形態では、第1の実施形態または第2の実施形態において3つのステップを全て行った後、微細繊維ウェブ層の特性を改善する付加工程(S340)をさらに含む。
【0134】
詳しくは、前記微細繊維ウェブ層を形成した後、該形成された微細繊維ウェブを圧縮する工程が追加される。この圧縮工程は、カレンダ仕上げによって行われてもよく、ここに限定されるのではない。
【0135】
このように、微細繊維ウェブをカレンダ仕上げして圧縮することによって、厚さが均一な微細繊維ウェブを得ることができる。
【0136】
また、前記微細繊維ウェブ層に帯電防止剤、防汚剤、強度補強剤などをコーティングする表面処理工程をさらに含んであってもよい。
<第4の実施形態>
【0137】
図12は、本発明の第4の実施形態による多孔性シートの製造方法を示す順序図である。ここで、前述の各実施形態と重複する説明は省略することにする。
【0138】
まず、ポリマを含む紡糸液を製造する(S410)。
【0139】
本実施形態では、ポリマとして、前述の第1の実施形態と同様に、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれるいずれか一つまたは二つ以上の混合物が使用可能であるが、これに限定するものではない。例えば、水溶性ポリマまたは有機性ポリマなど一般に用いられるポリマならいずれでもよい。
【0140】
続いて、前記紡糸液を静電紡糸して微細繊維を形成する(S420)。
【0141】
続いて、形成された微細繊維に向けて、接着材料の溶解された接着溶液を噴射して該接着材料の付着された微細繊維を形成する(S430)。該噴射は、スプレー方式で行われてもよく、これに限定するものではない。
【0142】
ここで、前記接着材料には、本実施形態では、自然硬化性のアクリレート系材料を使っているが、これに限定するものではない。例えば、熱硬化性材料、紫外線(UV)硬化性材料及び上述の微細繊維の主原料として用いられるポリマと同じ材料も使用可能である。
【0143】
また、前記接着溶液は、溶媒に接着材料が溶解されたものを指し、本実施形態では、接着溶液内の接着材料含量が30重量%〜50重量%の溶液を使っているが、特別にここに限定されるのではない。
【0144】
続いて、前記接着材料が付着した微細繊維を支持層に結合して微細繊維ウェブ層を形成する(S440)。
【0145】
すなわち、静電紡糸を通じて集束装置に集束されて互いに縛られている微細繊維に接着材料の溶解された接着溶液を噴射し、前記接着材料が付着した微細繊維を形成した後、前記接着材料が付着した微細繊維を硬化させることによって、前記噴射された接着溶液において溶媒成分は揮発され、残りの接着材料によって前記微細繊維の交差する部分が貼り付けられる。
【0146】
このように、微細繊維の交差する部分が前記接着材料によって接合された微細繊維ウェブを形成することによって、従来のポリマ溶液だけを静電紡糸して得た微細繊維ウェブに比べて、本実施形態による微細繊維ウェブは、従来より遥かに高い強さを有することができる。
【0147】
前記接着材料は、微細繊維の表面に付着した形態で形成されてもよい。すなわち、第1の実施形態での微細繊維は、ポリマ材料と接着材料とが混合された形態で形成される一方、本実施形態での微細繊維は、ポリマ材料の表面に接着材料が付着した形態で形成される。
【0148】
また、前記硬化は、接着材料の性質、例えば、該接着材料が自然硬化性材料、熱硬化性材料、または紫外線(UV)硬化性材料であるかによって、自然硬化、熱硬化または紫外線硬化として行われてもよいが、特別にここに限定されるのではない。
【0149】
この時、前記微細繊維を硬化させた後、微細繊維ウェブ層または支持層に接着剤を塗布して微細繊維ウェブ層と支持層とを結合することができる。
【0150】
また、前記接着剤は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つが挙げられ、噴射方式によって接着対象の表面全体または一部に噴射されることができる。
【0151】
これによって、接着剤による通気性の低下を防止することができる。
【0152】
一方、微細繊維ウェブ層と支持層とを接着するため、ポリマを溶解させるポリマ溶解液を利用するか、または微細繊維を支持層に接触させて全体または一部を加熱しながら加圧して、微細繊維ウェブ層を形成してもよい。
【0153】
また、前記微細繊維を支持層と結合させた後、該微細繊維を硬化させて微細繊維ウェブ層を形成してもよい。
【0154】
一実施形態において、微細繊維ウェブ層の特性を改善するカレンダ仕上げ工程や、表面処理工程などの付加工程(S340)をさらに行ってもよい。
【0155】
前述の実施形態によって製造された多孔性シートは、吸着シート及び分離膜を含んで多様な分野に適用可能である。
【0156】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、前記した実施の形態の説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0157】
110 微細繊維ウェブ層
111 微細繊維
112 接合部
120 支持層
【特許請求の範囲】
【請求項1】
直径が50nm〜5000nmの微細繊維から成る微細繊維ウェブ層と、
前記微細繊維ウェブ層が一面または両面に結合される支持層と
を含む多孔性シート。
【請求項2】
前記微細繊維の表面に、帯電防止材料からなるコーティング層が設けられる請求項1に記載の多孔性シート。
【請求項3】
前記支持層は、紙または不織布の素材から成る請求項1または2に記載の多孔性シート。
【請求項4】
前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる請求項1から3の何れか1項に記載の多孔性シート。
【請求項5】
前記微細繊維は、100nm〜3000nmの直径を有する請求項1から4の何れか1項に記載の多孔性シート。
【請求項6】
前記微細繊維ウェブ層は、1〜200μmの厚さを有する請求項1から5の何れか1項に記載の多孔性シート。
【請求項7】
前記支持層は、30〜5000μmの厚さを有する請求項1から6の何れか1項に記載の多孔性シート。
【請求項8】
前記微細繊維ウェブ層を構成する微細繊維が接着材料によって互いに接合された請求項1から7の何れか1項に記載の多孔性シート。
【請求項9】
前記微細繊維が互いに交差する部分が接着材料によって接合された請求項1から8の何れか1項に記載の多孔性シート。
【請求項10】
前記微細繊維は、ポリマと接着材料とが混合されてなる請求項1から9の何れか1項に記載の多孔性シート。
【請求項11】
前記ポリマは、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つである請求項10に記載の多孔性シート。
【請求項12】
前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである請求項10または11に記載の多孔性シート。
【請求項13】
前記微細繊維は、ポリマからなる微細繊維の表面に接着材料が付着されてなる請求項1から9の何れか1項に記載の多孔性シート。
【請求項14】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する第1のステップと、
前記紡糸液を支持層の一面に静電紡糸してポリマと接着材料とが混合された微細繊維ウェブ層を形成する第2のステップと
を含む多孔性シートの製造方法。
【請求項15】
前記第2のステップは、
前記支持層に接着剤を塗布した後、紡糸液を静電紡糸する請求項14に記載の多孔性シートの製造方法。
【請求項16】
前記接着剤は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである請求項15に記載の多孔性シートの製造方法。
【請求項17】
前記第2のステップは、
前記支持層の一面に静電紡糸を行った後、他面にも静電紡糸を行う請求項14から16の何れか1項に記載の多孔性シートの製造方法。
【請求項18】
前記紡糸液内の前記ポリマ溶液の含量は、85重量%〜97.5重量%で、前記接着溶液の含量は、2.5重量%〜15重量%である請求項14から17の何れか1項に記載の多孔性シートの製造方法。
【請求項19】
前記接着溶液内の前記接着材料の含量は、30重量%〜50重量%である請求項14から18の何れか1項に記載の多孔性シートの製造方法。
【請求項20】
前記ポリマは、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレフタレートポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルブロヒ。オニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つである請求項14から19の何れか1項に記載の多孔性シートの製造方法。
【請求項21】
前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである請求項14から20の何れか1項に記載の多孔性シートの製造方法。
【請求項22】
前記第2のステップの後に、前記微細繊維ウェブ層を熱圧着するカレンダ仕上げ(calendering)工程を行うステップを、さらに含む請求項14から21の何れか1項に記載の多孔性シートの製造方法。
【請求項23】
前記第2のステップの後に、前記微細繊維ウェブ層に帯電防止材料をコーティングする表面処理工程を行うステップを、さらに含む請求項14から22の何れか1項に記載の多孔性シートの製造方法。
【請求項24】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、
前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、
前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項25】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、
前記微細繊維の全体または一部に向けて前記ポリマを溶解させるポリマ溶解液を噴射するポリマ溶解液噴射ステップと、
前記ポリマ溶解液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項26】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、
前記微細繊維を支持層に接触させて全体または一部を加熱しながら加圧して微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項27】
ポリマを含む紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマからなる微細繊維を形成する静電紡糸ステップと、
前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、
前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項28】
前記微細繊維ウェブ層形成ステップは、
前記微細繊維ウェブ層と支持層とを熱圧着する請求項27に記載の多孔性シートの製造方法。
【請求項29】
前記微細繊維の直径は、50nm〜3000nmである請求項27または28に記載の多孔性シートの製造方法。
【請求項30】
前記微細繊維の表面に、帯電防止材料から成るコーティング層が設けられる請求項27から29の何れか1項に記載の多孔性シートの製造方法。
【請求項31】
前記支持層は、紙または不織布の素材から成る請求項27から30の何れか1項に記載の多孔性シートの製造方法。
【請求項32】
前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる請求項27から31の何れか1項に記載の多孔性シートの製造方法。
【請求項33】
前記微細繊維ウェブ層は、1〜200μmの厚さを有する請求項27から32の何れか1項に記載の多孔性シートの製造方法。
【請求項34】
前記支持層は、30〜5000μmの厚さを有する請求項27から33の何れか1項に記載の多孔性シートの製造方法。
【請求項1】
直径が50nm〜5000nmの微細繊維から成る微細繊維ウェブ層と、
前記微細繊維ウェブ層が一面または両面に結合される支持層と
を含む多孔性シート。
【請求項2】
前記微細繊維の表面に、帯電防止材料からなるコーティング層が設けられる請求項1に記載の多孔性シート。
【請求項3】
前記支持層は、紙または不織布の素材から成る請求項1または2に記載の多孔性シート。
【請求項4】
前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる請求項1から3の何れか1項に記載の多孔性シート。
【請求項5】
前記微細繊維は、100nm〜3000nmの直径を有する請求項1から4の何れか1項に記載の多孔性シート。
【請求項6】
前記微細繊維ウェブ層は、1〜200μmの厚さを有する請求項1から5の何れか1項に記載の多孔性シート。
【請求項7】
前記支持層は、30〜5000μmの厚さを有する請求項1から6の何れか1項に記載の多孔性シート。
【請求項8】
前記微細繊維ウェブ層を構成する微細繊維が接着材料によって互いに接合された請求項1から7の何れか1項に記載の多孔性シート。
【請求項9】
前記微細繊維が互いに交差する部分が接着材料によって接合された請求項1から8の何れか1項に記載の多孔性シート。
【請求項10】
前記微細繊維は、ポリマと接着材料とが混合されてなる請求項1から9の何れか1項に記載の多孔性シート。
【請求項11】
前記ポリマは、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレプタレート、ポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルプロピオニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つである請求項10に記載の多孔性シート。
【請求項12】
前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである請求項10または11に記載の多孔性シート。
【請求項13】
前記微細繊維は、ポリマからなる微細繊維の表面に接着材料が付着されてなる請求項1から9の何れか1項に記載の多孔性シート。
【請求項14】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する第1のステップと、
前記紡糸液を支持層の一面に静電紡糸してポリマと接着材料とが混合された微細繊維ウェブ層を形成する第2のステップと
を含む多孔性シートの製造方法。
【請求項15】
前記第2のステップは、
前記支持層に接着剤を塗布した後、紡糸液を静電紡糸する請求項14に記載の多孔性シートの製造方法。
【請求項16】
前記接着剤は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである請求項15に記載の多孔性シートの製造方法。
【請求項17】
前記第2のステップは、
前記支持層の一面に静電紡糸を行った後、他面にも静電紡糸を行う請求項14から16の何れか1項に記載の多孔性シートの製造方法。
【請求項18】
前記紡糸液内の前記ポリマ溶液の含量は、85重量%〜97.5重量%で、前記接着溶液の含量は、2.5重量%〜15重量%である請求項14から17の何れか1項に記載の多孔性シートの製造方法。
【請求項19】
前記接着溶液内の前記接着材料の含量は、30重量%〜50重量%である請求項14から18の何れか1項に記載の多孔性シートの製造方法。
【請求項20】
前記ポリマは、フッ化ポリビニリデン、ポリビニールアルコール、ポリエチレンテレフタレートポリカーボネート、ポリエーテルイミド、ポリエチレンオキサイド、ポリ乳酸、セルロース系、方香族ポリエステル、ポリホスブアゼン類、ポリウレタン、ポリエーテルウレタンを含むポリウレタン共重合体、酸セルロース、セルロースアセテートブチレート、アセチルブロヒ。オニルセルロース、フッ化ポリビニリデン、パーフルオロポリマ、ポリ塩化ビニール、ポリ塩化ビニリデン、ポリエチレングリコール誘導体、ポリオキシド、ポリ酢酸ビニール、ポリスチレン、ポリアクリロニトリル及びポリメチルメタクリレートの群より選ばれる少なくともいずれか一つである請求項14から19の何れか1項に記載の多孔性シートの製造方法。
【請求項21】
前記接着材料は、エポキシ系列、アクリレート系列及びシリコン系列の群より選ばれる少なくともいずれか一つである請求項14から20の何れか1項に記載の多孔性シートの製造方法。
【請求項22】
前記第2のステップの後に、前記微細繊維ウェブ層を熱圧着するカレンダ仕上げ(calendering)工程を行うステップを、さらに含む請求項14から21の何れか1項に記載の多孔性シートの製造方法。
【請求項23】
前記第2のステップの後に、前記微細繊維ウェブ層に帯電防止材料をコーティングする表面処理工程を行うステップを、さらに含む請求項14から22の何れか1項に記載の多孔性シートの製造方法。
【請求項24】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、
前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、
前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項25】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、
前記微細繊維の全体または一部に向けて前記ポリマを溶解させるポリマ溶解液を噴射するポリマ溶解液噴射ステップと、
前記ポリマ溶解液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項26】
ポリマの溶解されたポリマ溶液と接着材料の溶解された接着溶液とを混合した紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマと接着材料とが混合された微細繊維を形成する静電紡糸ステップと、
前記微細繊維を支持層に接触させて全体または一部を加熱しながら加圧して微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項27】
ポリマを含む紡糸液を製造する紡糸液製造ステップと、
前記紡糸液を静電紡糸してポリマからなる微細繊維を形成する静電紡糸ステップと、
前記微細繊維に向けて接着材料の溶解された接着溶液を噴射する接着溶液噴射ステップと、
前記接着溶液噴射ステップを経た微細繊維を支持層に結合させて微細繊維ウェブ層を形成する微細繊維ウェブ層形成ステップと
を含む多孔性シートの製造方法。
【請求項28】
前記微細繊維ウェブ層形成ステップは、
前記微細繊維ウェブ層と支持層とを熱圧着する請求項27に記載の多孔性シートの製造方法。
【請求項29】
前記微細繊維の直径は、50nm〜3000nmである請求項27または28に記載の多孔性シートの製造方法。
【請求項30】
前記微細繊維の表面に、帯電防止材料から成るコーティング層が設けられる請求項27から29の何れか1項に記載の多孔性シートの製造方法。
【請求項31】
前記支持層は、紙または不織布の素材から成る請求項27から30の何れか1項に記載の多孔性シートの製造方法。
【請求項32】
前記支持層は、紙または不織布の素材から成り、直径1μm以上の繊維状組織が含まれる請求項27から31の何れか1項に記載の多孔性シートの製造方法。
【請求項33】
前記微細繊維ウェブ層は、1〜200μmの厚さを有する請求項27から32の何れか1項に記載の多孔性シートの製造方法。
【請求項34】
前記支持層は、30〜5000μmの厚さを有する請求項27から33の何れか1項に記載の多孔性シートの製造方法。
【図5】


【図9】
【図10】
【図11】
【図12】
【図1】
【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図1】
【図2】
【図3】
【図4】
【図6】
【図7】
【図8】
【公開番号】特開2013−71456(P2013−71456A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2012−204675(P2012−204675)
【出願日】平成24年9月18日(2012.9.18)
【出願人】(594023722)サムソン エレクトロ−メカニックス カンパニーリミテッド. (1,585)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成24年9月18日(2012.9.18)
【出願人】(594023722)サムソン エレクトロ−メカニックス カンパニーリミテッド. (1,585)
【Fターム(参考)】
[ Back to top ]