
多孔性フィルムおよびその製造方法
【課題】ポリオレフィン系多孔性樹脂フィルムと多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムを提供することである。
【解決手段】
ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜を備え、該多孔質膜の融着点の全部または一部において、融着点を形成する繊維にまたがるようにその厚さが融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔性フィルム。
【解決手段】
ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜を備え、該多孔質膜の融着点の全部または一部において、融着点を形成する繊維にまたがるようにその厚さが融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔性フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔性フィルムに関する。さらに詳しくは、非水溶媒電池、またはキャパシタに用いられるセパレータに好適に使用できる、多孔性樹脂フィルムと多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムに関する。
【背景技術】
【0002】
リチウム電池やリチウムイオン電池などの非水溶媒電池は、使用する電解液が有機溶媒であり、水系電池の水溶液溶媒と比較して電池の発熱に対して安全性に劣るという問題がある。そのため、従来、非水溶媒電池、中でもエネルギー密度の大きなリチウムイオン電池の安全性を改善するために、ポリエチレンを主とするオレフィン系材料の微孔性多孔膜を用いたセパレータが使用されてきた。ポリエチレンが主として使用されるのは、ポリエチレンが有機溶媒中で使用可能なことに加え、電池が短絡などによって異常発熱した場合に適切な温度(130℃前後)でポリエチレンが溶融し、多孔構造が閉塞すること(シャットダウン)により安全性の確保が可能となるからである。
【0003】
しかしながら、近年、ハイブリッド自動車(HEV)用電池、工具用電池等のような大型電池は、高出力化が進んでおり、130℃より高い温度に急激に上昇するため耐熱性が求められる。また、電池の高出力化、およびリチウムイオンキャパシタに用いるためには、セパレータ単体の低抵抗化が必要なため、セパレータの高空孔率、高い透気抵抗が求められている。さらに、HEV用電池では、10年という長寿命と、さらに厳しい安全性を保障できることも重要となる。また、HEV用電池のような高いエネルギーとハイパワーを有する電池においては熱暴走時の発熱量が大きく、シャットダウン温度を超えても温度が上昇し続けた場合、セパレータの熱収縮に伴う破膜により両極が短絡し、さらなる発熱を引き起こす危険性がある。
【0004】
様々な電池用途に対応したセパレータを提供していく上で、多孔性樹脂フィルムに種々の多孔質膜を設けることによって、高機能化を図る試みが行われている。例えば、無機フィラーを含有した多孔質膜や高軟化点の有機粒子からなる多孔質膜を設けることによって、高耐熱性を、融点が100〜140℃の有機粒子からなる多孔質膜を付与することによって、シャットダウン性を付与することができる。
【0005】
ポリエチレンを用いたセパレータでは電池の高温試験に対しては140℃以下の温度で収縮が生じ易く電極間の短絡による発熱が生じるなど耐熱性に劣ることが問題であった。そのため、ポリエチレンよりも耐熱性が高いポリプロピレンの多孔性膜を用いたセパレータが提案されている(例えば特許文献1)。しかし、130〜140℃のシャットダウン性を有していないことおよび、200℃以上の高温時には多孔性膜に孔が開いてしまうことが、問題となる場合がある。
【0006】
また、耐熱性に優れ、大型電池のような高出力用途に適しているポリプロピレン不織布をセパレータに用いる提案もされている(例えば特許文献2)。しかし、この場合には、繊維を構成材料とした不織布をポリオレフィン系多孔性樹脂フィルムとしているために数μm程度の大きな平均孔径を有していることから、微短絡が起こりやすく、HEV用電池のような長寿命、またさらに厳しい安全性に対しては十分でなかった。さらに、不織布を用いる限り膜厚が大きくなり体積増加は必至であり、電池の小型軽量化という時代の流れに逆行してしまう問題点もある。
【0007】
ポリフェニレンスルフィド繊維に代表されるポリアリーレンスルフィド繊維は、耐熱性、耐薬品性、難燃性などに優れており、この特徴を利用した各種フィルター、電気絶縁材、抄紙カンバス、電池セパレータなどの用途への利用が期待されている。例えば、電池セパレータは、電極間の短絡を防止するとともに、電解液中のイオン移動を可能とする微多孔を有する必要があり、短繊維からなる湿式不織布などが用いられる。この電池セパレータの不織布は、強アルカリ水溶液や有機溶液などの電解液に浸されて使用されるため、この不織布を構成する短繊維素材には、強アルカリ水溶液や有機溶液などにも分解等しない、耐薬品性が求められる。ポリエチレン、ポリプロピレンなどは耐薬品性の高い素材として電池セパレータに用いることが知られているが、融点が低く、80℃近辺の温度での連続使用は困難であり、高温下での放電にも耐えるような耐熱性の更なる向上には応えられない。一方、ポリアリーレンスルフィドは耐薬品性に優れる上に、融点が高く(285℃)、電池セパレータ等に好適に適用できることが知られている(特許文献3〜5)。しかしながら、近年、電池性能の更なる向上、例えば、耐熱性の向上や内部抵抗の低減、が求められている。内部抵抗の低減には不織布を薄くすることで対応できなくはないが、製造プロセス上の制限および不織布としての機械的強度を確保できないことから、100μm以下の薄い不織布を製造することは極めて困難であり、また、係る不織布では孔径が大きすぎて、電池セパレータ用途へは展開できていない。更に現行のポリエチレン樹脂やポリプロピレン樹脂を原料とする電池セパレータに耐熱層(HRL)を付与する技術として、無機粒子のコーティングや耐熱樹脂層の積層等が検討されているが膜状で付与するために多孔性能が低下するなどの問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平1−103634号公報
【特許文献2】特開昭60−52号公報
【特許文献3】特開平1−272899号公報
【特許文献4】特開平9−67786号公報
【特許文献5】特開平10−64502号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記のような問題点を解決し、多孔性樹脂フィルムと多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムを提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち本発明の本旨とするところは、ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜を備え、該多孔質膜の融着点の全部または一部において、融着点を形成する繊維にまたがるようにその厚さが融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔性フィルムであり、また、ポリオレフィン製樹脂からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とを積層する工程、該積層された積層体を二軸延伸する工程を含む多孔性フィルムの製造方法である。
【発明の効果】
【0011】
本発明により、ポリオレフィン系多孔性樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維不織布を由来とした多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムを提供するができる。
【図面の簡単な説明】
【0012】
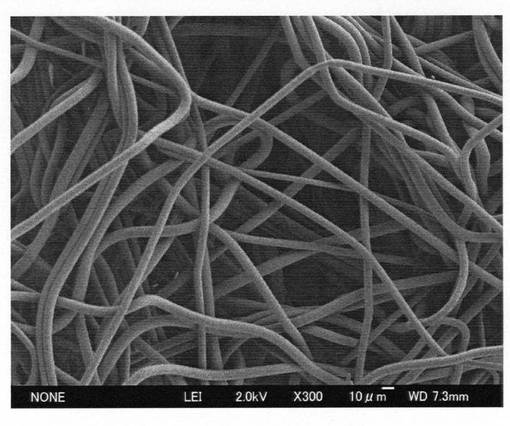
【図1】ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の一態様の表面写真である。
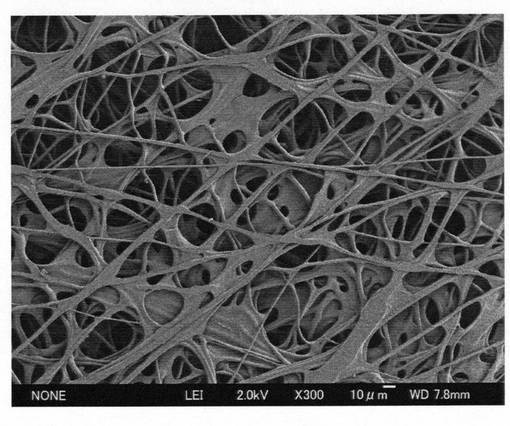
【図2】本発明の構成要素である多孔質膜の一態様の表面写真である。
【発明を実施するための形態】
【0013】
本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムは、フィルムの両表面を貫通し、透気性を有する微細な貫通孔を多数有しているフィルムである。
【0014】
上記ポリオレフィン系多孔性樹脂フィルムを構成するポリオレフィンを得るための単量体としては、例えば、エチレン、プロピレン、1−ブテン、1−ペンテン、3−メチルペンテン−1、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、5−エチル−1−ヘキセン、1−ヘプテン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−エイコセン、ビニルシクロヘキセン、スチレン、アリルベンゼン、シクロペンテン、ノルボルネン、5−メチル−2−ノルボルネンなどが挙げられ、ポリオレフィンとしてはこれらの単独重合体や上記単量体成分から選ばれる少なくとも2種以上の共重合体、およびこれら単独重合体や共重合体のブレンド物などが挙げられるが、ここに具体的に挙げた単量体により得られるポリオレフィンに限定されるわけではない。上記の単量体成分以外にも、例えば、ビニルアルコール、無水マレイン酸などを共重合、グラフト重合されたものであっても差し支えない。リチウムイオン電池用セパレータとしてはエチレンを単量体成分として用いたポリエチレンおよび/またはプロピレンを単量体成分として用いたポリプロピレンを用いることが好ましく、特に耐熱性、透気性、空孔率などの観点からプロピレンを単量体成分として用いたポリプロピレンが好ましい。
【0015】
ポリオレフィン系多孔性樹脂フィルム中に貫通孔を形成する方法としては、湿式法、乾式法どちらの方法であっても構わない。具体的には、湿式法とは、ポリオレフィン系樹脂をマトリックス樹脂とし、シート化後に抽出する被抽出物を添加、混合し、被抽出物の良溶媒を用いて添加剤のみを抽出することで、マトリックス樹脂中に空隙を生成せしめる方法であり、種々の提案がなされている。一方、乾式法としては、たとえば、溶融押出時に低温押出、高ドラフト比を採用することにより、シート化した延伸前のフィルム中のラメラ構造を制御し、これを一軸延伸することでラメラ界面での開裂を発生させ、空隙を形成する方法(所謂、ラメラ延伸法)が提案されている。また、乾式法として、無機粒子またはマトリックス樹脂であるポリプロピレン系樹脂に非相溶な樹脂を粒子として多量添加し、シートを形成して延伸することにより粒子とポリプロピレン樹脂界面で開裂を発生させ、空隙を形成する方法も提案されている。さらには、ポリプロピレンの結晶多形であるα型結晶(α晶)とβ型結晶(β晶)の結晶密度の差と結晶転移を利用してフィルム中に空隙を形成させる、所謂β晶法と呼ばれる方法の提案もなされている。
【0016】
本発明の構成要素である繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜(以下、単に多孔質膜ということがある)は、繊維が融着点を形成して相互に融着された網状構造を有している。該融着点は繊維の交絡点や接点において形成されることになる。ここで融着しているとは、繊維が接着剤を介することなく相互に接合していることをいう。また、網状構造とは接合された繊維が二次元的または三次元的な広がりを有し、繊維で囲まれた空間には空隙が存在する状態(なお、某かの媒体が該空隙に満たされて本発明が使用されることを排除するものではない。)をいう。該空隙の全部または一部は好ましく多孔質膜の表面から裏面まで連続している。
【0017】
また、本発明の多孔質膜は、前記融着点の全部または一部において該融着点を形成する繊維にまたがる薄い膜(便宜的に融着点の薄い膜とも称する)を有している。多孔質膜を構成する繊維において繊維同士が、該薄い膜が形成された融着点を持つことにより、多孔質膜の強度が安定するとともに孔径が小さく均一な開孔状態を実現できる。
【0018】
この融着点の薄い膜とは、いわゆる「アヒルの足の水掻き」状あるいは「蛙の足の水掻き」状、または「ひだ」状のものをいい、通常2本以上の繊維にまたがって形成され、その厚さは該薄い膜が形成された融着点を形成する繊維の平均径より薄い。また、該融着点の薄い膜1つあたりの面積は、特に限定されないが、1μm2以上が好ましく、より好ましくは5μm2以上である。上限として特に限定はないが、余りに大きいとセパレータやフィルターとして十分な性能が発現できないことがあるので、通常は500μm2以下である。
【0019】
ここで、融着点の薄い膜の面積は、多孔質膜のSEM写真から、「2本以上の繊維にまたがって形成された融着部分の面積」から「繊維部分の面積」を差し引いて算出することで求めることができる。面積の測定には、例えばマイクロアナライザー等の一般的な画像解析ソフトを用いることができる。
【0020】
本発明の多孔質膜を構成する繊維の繊度、すなわち前記の繊維径よりも薄い膜が形成されていない部分における繊維の平均太さは、好ましく1μmから500μm、より好ましくは1μmから300μmである。繊維の平均太さが1μmから500μmであれば孔径が小さく、薄い多孔質となる。また、ポリアリーレンスルフィド繊維の平均太さは、ポリオレフィン繊維の平均太さと同じであっても異なっていてもよいが、共に前記範囲に含まれていることが望ましい。
【0021】
本発明の多孔性フィルムは、前記ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に前記多孔質膜が備えられていることを特徴とするが、本発明においては、前記ポリオレフィン系多孔性樹脂フィルムに接する前記多孔質膜の界面に存在する繊維において、多孔性フィルムの厚み方向に垂直な方向での繊維径に対して該厚み方向と繊維軸方向に垂直な方向の繊維径が1.5倍以上である繊維の本数が当該界面に存在する繊維の本数の5〜40%であることが好ましく、さらに好ましくは、10〜30%が好ましい。上記繊維径を有する繊維が、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面に5〜40%存在していれば、低い透気抵抗を維持したまま、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との接着性が良好な多孔性フィルムとなる。ここで、上記繊維径を有する繊維をポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面に5〜40%存在させる方法として、ポリオレフィン製樹脂からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とを以下に示す方法によって積層し、該積層された積層体を二軸延伸することによって得ることができる。
【0022】
本発明の構成要素である多孔質膜の目付は、好ましくは2〜25g/m2、より好ましくは2〜15g/m2である。目付量が2〜25g/m2であれば機械特性に優れた薄い多孔質膜となる。
【0023】
本発明の構成要素である多孔質膜の厚みは、好ましくは1〜15μm、より好ましくは1〜10μmである。厚みが1μm未満の場合、要求される耐熱性を満たさない場合があり、15μmより厚い場合、多孔性フィルムの厚みが厚くなり、電池組立の際にセパレータの厚みが厚くなり、組立ができないもしくは抵抗が高くなる場合がある。
【0024】
本発明の構成要素である多孔質膜において、ポリアリーレンスルフィド繊維とポリオレフィン繊維の重量比率は、好ましくは95:5〜30:70、更に好ましくは、95:5〜50:50、また更に好ましくは80:20〜50:50である。重量比率が95:5〜30:70であれば耐熱性を維持したままポリオレフィン系多孔性樹脂フィルムとの接着性が良好な多孔質膜となる。ここで重量比率は、2台の押出機でポリアリーレンスルフィド樹脂とポリオレフィン樹脂を溶融押出して未延伸不織布を作製するときの押出機の吐出量の比率を調整することによって設計できる。
【0025】
次に本発明の多孔性フィルムの製造方法について、例を挙げて説明する。
【0026】
本発明に用いるポリアリーレンスルフィドとは、−(Ar−S)−の繰り返し単位を有するホモポリマ−あるいはコポリマ−である。Arとしては下記の式(A)〜式(K)などで表される構成単位などが挙げられる。
【0027】
【化1】

【0028】
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれた置換基であり、R1とR2は同一でも異なっていてもよい。)
本発明に用いるポリアリ−レンスルフィドの繰り返し単位としては、上記の式(A)で表される構造式が好ましく、これらの代表的なものとして、ポリアリーレンスルフィド、ポリアリーレンスルフィドスルホン、ポリアリーレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいポリアリ−レンスルフィドとしては、フィルム物性と経済性の観点から、ポリフェニレンスルフィド(以下、PPSと称することがある)が好ましく例示され、ポリマーの主要構成単位として下記構造式で示されるp−フェニレンスルフィド単位を好ましくは80モル%以上、より好ましくは90モル%以上、更に好ましくは95モル%以上含む樹脂である。かかるp−フェニレンスルフィド成分が80モル%未満では、ポリマーの結晶性や熱転移温度などが低く、PPSの特徴である耐熱性、寸法安定性、機械特性および誘電特性などを損なうことがある。
【0029】
【化2】
【0030】
p−フェニレンスルフィド以外の繰り返し単位としては、m−フェニレンスルフィド単位が挙げられるが、他のフェニレンスルフィド単位が共重合されたものであっても良い。
また、本発明の目的を阻害しない範囲において、本発明に用いるポリアリーレンスルフィドには、他の芳香族スルフィドや他のポリマーが混合されていても良い。
【0031】
本発明に用いるポリアリーレンスルフィドの重量平均分子量は、30,000〜70,000であることが好ましく、より好ましくは40,000〜60,000である。重量平均分子量を30,000以上とすることで、紡糸工程において糸切れを抑え、紡糸張力も高めに設定できることにより安定した紡糸性を得ることができる。また従って、PPS繊維も力学的特性に優れたものを得ることができる。また重量平均分子量を70,000以下とすることで、溶融紡糸工程におけるポリアリーレンスルフィドの溶融粘度を抑え、紡糸設備を特殊な高耐圧仕様にする必要が無く、製造設備費用を抑えることができる。
【0032】
ポリオレフィン樹脂については、先述したもの用いればよい。
【0033】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布は、捲縮したポリアリーレンスルフィド短繊維とポリオレフィン繊維からなるウェブを形成し、ニードルパンチなどで交絡させるなどの公知の製造法により製造することができるが、メルトブロー法によって製造することが簡便である。
【0034】
メルトブロー法では、2台の押出機を使用してポリアリーレンスルフィドとポリオレフィンを別々の押出機で溶融し、同一の口金に導かれ、異なるノズルから吐出するに際して、口金周辺から熱風を吹き付け、該熱風によって吐出したポリアリーレンスルフィドとポリオレフィンの繊維径を細くして吹き出し、ついで、しかるべき位置に配置したネットコンベア上に吹き付けて捕集し、ウェブを形成して製造される。該ウェブは、ネットコンベアに設けた吸引装置によって熱風と一緒に吸引されるので、個々の繊維が完全に固化する前に捕集される。つまり、ウェブの繊維同士は互いに軽く仮止めされた状態で捕集される。口金とネットコンベア間の捕集距離を適宜設定することによって、繊維の固定の度合いを調整することができる。また、ポリマー吐出量、熱風温度、熱風流量、コンベア移動速度等を適宜調整することにより、繊維の配向や繊維径、ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の目付を任意に設定することができる。熱風の圧力で細い繊維径とされ、無配向または低配向の状態で固化されたものが特に好ましく用いられる。ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布を構成する繊維は実質的に連続したものが好ましい。また、該繊維は、溶融状態から室温雰囲気下に急冷することにより、非晶質に近い、結晶化度の小さい状態で固化させたものが好ましい。
【0035】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布を構成する繊維の繊度は、好ましくは2〜1000μm、より好ましくは2〜500μmである。繊度が2〜1000μmであれば延伸後の孔径を小さくでき、更に薄い多孔質膜が得られる。
【0036】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の繊維目付量は、好ましくは20〜250g/m2、より好ましくは20〜150g/m2である。繊維目付量が20〜250g/m2であれば延伸後の機械特性が優れた、薄い多孔質膜が得られる。
【0037】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布は一旦巻き取った後あるいは連続して先に述べた本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムに積層され、その後二軸延伸される。なお、本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムは、二軸延伸を行うことにより、多孔化することができる。多孔化は、湿式法、乾式法のどちらでもかまわないが、積層工程の観点から、乾式法が好ましい。参考までに、ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の表面写真を図1に示す。
【0038】
本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムと未延伸のポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布との積層の方法は特に限定されるものではないが、密着性の観点から、熱圧着が好ましく、加熱ロールによる熱圧着がプロセス性の点から特に好ましい。熱圧着温度は、該前駆体である未延伸フィルムの融点(Tm)±60℃が好ましい。
【0039】
本発明においては、本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムと未延伸のポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とは積層した状態で共延伸することが肝要である。積層した状態で共延伸することにより、フィルムと不織布が一体で剥離することなく好適に延伸することができる。また、両者を一体で共延伸することにより、フィルムが補強体の役目をなし、ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布が破れたりすることなく、繊度や繊維目付量が均質な多孔質膜が得られる。
【0040】
延伸方法は特に限定されないが、多孔質膜の薄膜化および孔径の微細化、機械特性の点で二軸延伸が好ましい。二軸延伸は、逐次二軸延伸法または同時二軸延伸法のいずれの方法であっても良い。逐次二軸延伸法の場合、縦方向、横方向の順に延伸するのが一般的である。縦方向の延伸温度としては90〜130℃、さらに好ましくは100〜125℃の温度を採用することが好ましい。延伸倍率としては3〜6倍、より好ましくは3〜5倍である。横方向の延伸温度としては、好ましくは130〜160℃の温度を採用することが好ましい。延伸倍率としては6〜12倍、より好ましくは6〜10倍延伸を行う。なお、このときの横延伸速度としては100〜5,000%/分で行うことが好ましく、1,000〜4,000%/分であればより好ましい。
【0041】
さらに、二軸延伸後は熱処理をするのが好ましい。熱処理温度は特に限定されるものではなく、その温度は横延伸温度以上160℃以下が好ましい。さらに、熱固定時にはフィルムの長手方向および/もしくは幅方向に弛緩させながら行ってもよく、特に幅方向の弛緩率を5〜20%とすることが、熱寸法安定性の観点から好ましい。
【0042】
参考までに、本発明の構成要素である多孔膜の表面写真を図2に示す。図1と比較すれば明らかであるが、融着された繊維間にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が多数形成され、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面の幅方向の繊維径が厚み方向の繊維径の1.5倍以上である繊維が5〜40%含まれていることが判る。
【0043】
上記の如く製造方法の一例を記載したが、もちろん本発明はこれら記載に限定して解釈されるものでない。
【0044】
本発明の多孔性フィルムは、有機溶媒を保持することが可能であるために、電解液に有機溶媒を使用する蓄電デバイスのセパレータとして用いることが可能である。また、本発明の多孔性フィルムは、高い透気抵抗を有することからセパレータとしての抵抗が低くなり、上記蓄電デバイスの中でもリチウムイオン電池やリチウムイオンキャパシタに好ましく使用することができる。
【0045】
本発明の多孔性フィルムを用いた蓄電デバイスとしては、有機溶媒を使用する非水電解液二次電池や電気二重層キャパシタなどがある。特に電池容量と出力密度のバランスからリチウムイオン電池が好適である。充放電することにより繰り返し使用できることから、IT機器、生活機器、ハイブリット自動車、電気自動車などの電源に使用することができる。特に上記の用途には、電池容量と出力密度のバランスからリチウムイオン電池が好適である。本発明の多孔性フィルムを用いた蓄電デバイスは、高空孔率かつ高い透気抵抗を有することからハイブリット自動車、電気自動車などの電源に好適に使用することができる。
【実施例】
【0046】
本発明を実施例、比較例を挙げて更に詳しく説明する。しかし、本発明は係る実施例に限定して解釈されるものではない。なお、PPS以外のポリアリーレンスルフィドからなる繊維を用いた場合であっても本願明細書の記載を参考に積層や延伸温度などの条件を設定すれば、下記実施例等を応用して本発明の多孔性フィルムを得ることができる。
【0047】
各特性あるいは物性値の測定方法ならびに効果の評価方法は次のとおりである。
(1)透気抵抗(ガーレー透気抵抗)
JIS P 8117(1998)のB法に準拠して、23℃、65%RHにて測定した(単位:秒/100ml)。各実施例・比較例の多孔性フィルムについて同様の測定を、場所を変えて5回行い、得られたガーレー透気抵抗の平均値を当該サンプルのガーレー透気抵抗とした。この際、ガーレー透気抵抗の平均値が7,200秒/100mlを超えるものについては実質的に透気性を有さないものとみなし、無限大(∞)秒/100mlとした。
(2)繊度(繊維の平均太さ)
不織布表面の任意な10箇所を走査電子顕微鏡により倍率2000倍で10枚の画像撮影を行い、1枚の画像につき任意の15本の繊維の直径(但し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜が形成され、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面の幅方向の繊維径が厚み方向の繊維径の1.5倍以上である繊維が5〜40%含まれている部分は測定対象でない)を測定し、これを10枚の画像について同様に行い、合計150本の測定結果から平均繊維径(繊度)を測定した。
(3)界面の繊維径
多孔性フィルム断面の任意な10箇所を走査電子顕微鏡により倍率2000倍で10枚の画像撮影を行い、1枚の画像につき多孔性樹脂フィルムと多孔質膜の界面の多孔質膜の任意の15本の繊維の厚み方向と幅方向の直径を測定し、これを10枚の画像について同様に行い、各データの平均としてもとめた。
(4)目付量(g/m2)、厚み
不織布あるいは多孔膜の目付量は、試料サンプルを5cm×5cmの大きさに切りだし、その重さを測定して1m2当たりの重量に換算して表した。
【0048】
また、不織布、多孔膜あるいは多孔性フィルムの厚みは、試料サンプルを23℃65%RHの雰囲気下で ダイアルゲージ(三豊製作所製No2109−10)に10mmφ平型の標準測定子を取り付け、0.06kg/cm2となるように荷重を加えて測定した。
【0049】
多孔膜を測定する場合は、幅15mmのセロハンテープ“ニチバン製15mm幅CT−15”を15cmの長さに切って、5cm折り返し長さ10cmとする。接着面の露出している部分の5cmを評価するフィルムの多孔膜に貼り付け、セロハンテープの幅と長さに合わせて切る。その後勢いよくテープをはがし,テープはく離することにより、多孔膜を得ることができる。
(5)耐熱性試験
試料フィルムを幅方向110mm×長手方向30mmの長方形に切り取り、テスター産業(株)製ヒートシールテスターを用いて、加熱温度200℃、加熱時間10秒間、荷重0.1MPaの条件で幅方向110mm×長手方向10mmの面積を加熱した。
【0050】
上記処理を行ったフィルムを以下の基準で評価した。
【0051】
○:フィルムの形状を保っている。目視にて孔の形成なし
×:フィルムの平面性が悪い。溶融による孔の形成あり
(6)熱収縮率
試料フィルムを幅方向110mm×長手方向110mmの正方形に切り取り、サンプルに100mmの間隔で標線を描き、140℃に加熱した熱風オーブン内に1時間設置し加熱処理を行った。熱処理後、空冷し、標線間距離を測定し、加熱前後の標線間距離の変化から熱収縮率を算出し、寸法安定性の指標とした。測定は各フィルムとも長手方向および幅方向に3サンプル実施して平均値で評価を行った。
(7)融着点の薄い膜の有無
多孔質膜5cm×5cmを実体顕微鏡若しくは電子顕微鏡を用いて多孔質膜表面を観察し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜、すなわち融着点の薄い膜の有無を確認し、下記のとおりで評価した。
○:1つ以上の融着点の薄い膜が認められる
×:融着点の薄い膜が形成されていない。
(8)多孔性樹脂フィルムと多孔質膜との接着性
幅15mmのセロハンテープ“ニチバン製15mm幅CT−15”を15cmの長さに切って、5cm折り返し長さ10cmとする。接着面の露出している部分の5cmを評価するフィルムの多孔膜に貼り付け、セロハンテープの幅と長さに合わせて切る。その後勢いよくテープをはがし、テープはく離時の破壊モードで多孔膜と多孔性樹脂フィルムの接着性を評価した。セロハンテープの貼り方は、JIS K 5600−5−6(1999)に準じて行った。
【0052】
A:多孔性樹脂フィルム内もしくは多孔膜内での材料破壊であった。
【0053】
B:大部分は多孔性樹脂フィルム内もしくは多孔膜内での材料破壊であるが一部多孔性樹脂フィルムと多孔膜の界面剥離であった。
【0054】
×:多孔性樹脂フィルムと多孔膜の界面剥離であった。
【0055】
A、Bは、多孔性樹脂フィルムと多孔膜との接着強度が、多孔性樹脂フィルムおよび多孔質膜の材料破壊強度以上とした。
(9)電池特性
宝泉(株)製のリチウムコバルト酸化物(LiCoO2)厚みが40μmの正極を使用し、直径15.9mmの円形に打ち抜き、また、宝泉(株)製の厚みが50μmの黒鉛負極を使用し、直径16.2mmの円形に打ち抜き、次に、各実施例・比較例の多孔性フィルムを直径24.0mmに打ち抜いた。下から負極、セパレータ、正極の順に重ね、蓋付ステンレス金属製小容器に収納した。容器と蓋とは絶縁され、容器は負極の銅箔と、蓋は正極のアルミ箔と接している。この容器内に有機溶媒としてエチレンカーボネートとジメチルカーボネートとを質量比で3:7の割合にて混合したものを用い、これに指示塩としてLiPF6 1.0mol/Lを溶解させた電解液を注入して密閉して、電解液注液後1時間エージングし、各実施例・比較例につき、電池を作製した。
各実施例・比較例につき、電池を作製した。
【0056】
作製した各二次電池について、25℃の雰囲気下、充電を1mAで4.2Vまで3時間、放電を3mAで2.7Vまでとする充放電操作を行い、放電容量Aを調べた。さらに、充電を1mAで4.2Vまで3時間行い、放電を30mAで2.7Vまでとする充放電操作を行い、放電容量Bを調べた。
[(放電容量B)/(放電容量A)]×100の計算式で得られる値を以下の基準で評価した。なお、試験個数は20個測定し、その平均値で評価した。
【0057】
○:85%以上
△:80%以上85%未満
×:80%未満、または、個々の電池において20%未満となる電池が1個以上
以下に実施例に基づいて本発明をより具体的に説明する。もちろん、本発明はこれらに限定して解釈されるものではない。
【0058】
実施例1
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の製造方法。
【0059】
2台の押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、一つの押出機に回転型真空乾燥機で180℃3時間真空乾燥したポリアリーレンスルフィドペレットを供給し、もう片方の押出機にポリプロピレンペレットである住友化学(株)製FS3611を供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集してポリアリーレンスルフィド繊維とポリオレフィン繊維の比率が70:30、繊度が6μm、厚み100μm、目付量100g/m2の混繊不織布を得た。
【0060】
多孔性樹脂フィルムの未延伸フィルムの製造方法
下記の組成を二軸押出機でコンパウンドして、樹脂Aのチップを準備した。
【0061】
<ポリプロピレン樹脂A>
住友化学(株)製ホモポリプロピレンFLX80E4(以下、PP−1と表記)を99.75質量部、β晶核剤であるN,N’−ジシクロヘキシル−2,6−ナフタレンジカルボキシアミド(新日本理化(株)製、Nu−100、以下、単にβ晶核剤と表記)を0.25質量部に、さらに酸化防止剤であるチバ・スペシャリティ・ケミカルズ製IRGANOX1010、IRGAFOS168を各々0.15、0.1質量部(以下、単に酸防剤と表記し、特に記載のない限り3:2の質量比で使用)で、二軸押出機でコンパウンドした。
【0062】
ポリプロピレン樹脂Aのチップを単軸押出機に供給し、228℃で溶融押出を行い、25μmカットの焼結フィルターで異物を除去後、Tダイにて120℃に表面温度を制御したキャストドラムに吐出し、フィルムの非ドラム面側からエアーナイフを用いてエアを吹き付けて密着させながら、ドラムに15秒間接するようにキャストして、シート状に成形し、多孔性樹脂フィルムの未延伸フィルムを得た。
【0063】
上記で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、150℃に加熱した予熱ロール群に導き、次いで、150℃に加熱したゴムロールとセラミック材質のロールで圧着し、120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸した。次いで、テンター内で横方向に14%の弛緩を与えつつ、161℃で熱固定をし、100℃で徐冷した後、室温まで冷却して、エッジをスリット後、巻き取り、得られた多孔性フィルムの厚みは25μmであった。
【0064】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0065】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0066】
実施例2
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の厚みを200μmとした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0067】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0068】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0069】
実施例3
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の目付を50g/m2とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0070】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0071】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0072】
実施例4
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の目付を200g/m2とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0073】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0074】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0075】
実施例5
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の繊度を50μmとした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0076】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0077】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0078】
実施例6
実施例1で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で実施例1で得られた多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、3000Wに設定したラジエーションヒーターで加熱し、次いで、150℃に加熱したゴムロールとセラミック材質のロールで圧着した以外は実施例1と同様の操作を行った。
【0079】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0080】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0081】
実施例7
ポリプロピレン樹脂Aのチップを単軸押出機に供給し、228℃で溶融押出を行い、25μmカットの焼結フィルターで異物を除去後、Tダイにて120℃に表面温度を制御したキャストドラムに吐出し、シート化する際に、実施例1で得られた不織布(未延伸)をフィルムの非ドラム面側からフィルムの非ドラム面側からエアーナイフを用いて120℃の高温加熱したエアを吹き付けて密着させながら、ドラムに15秒間接するようにキャストして、シート状に成形し、多孔性フィルムの未延伸フィルムを得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0082】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0083】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0084】
実施例8
実施例1で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で実施例1で得られた多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、150℃に加熱したゴムロールとセラミック材質のロールで圧着した以外は実施例1と同様の操作を行った。
【0085】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0086】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0087】
実施例9
ポリアリーレンスルフィド繊維とポリオレフィン繊維の比率を50:50とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0088】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0089】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0090】
実施例10
ポリアリーレンスルフィド繊維とポリオレフィン繊維の比率を35:65とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0091】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0092】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0093】
実施例11
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の製造方法。
【0094】
2台の押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、一つの押出機に回転型真空乾燥機で180℃3時間真空乾燥したポリアリーレンスルフィドペレットを供給し、もう片方の押出機に重量平均分子量が35万の高密度ポリエチレン(HDPE)を供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集してポリアリーレンスルフィド繊維とポリオレフィン繊維の比率が70:30、厚み100μm、目付量100g/m2の混繊不織布を得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0095】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0096】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0097】
実施例12
多孔性樹脂フィルムの未延伸フィルムの製造方法
特開2002−273787の実施例1に従って作製した。ポリエチレン樹脂(重量平均分子量25万、分子量分布7、密度0.956、結晶融点135℃)、及び樹脂に対して0.3重量%の2,6−ジ−t−ブチル−p−クレゾールをヘンシェルミキサーを用いてドライブレンドし、35mm二軸押出機に投入した。さらに、組成物の比率が、ポリエチレン樹脂40重量%に対して流動パラフィン(37.8℃における動粘度75.9cSt)60重量%となるように、押出機に流動パラフィンを注入して200℃で溶融混練した。混練物を、コートハンガーダイを経て表面温度40℃に制御された冷却ロール上に押出キャストすることにより、厚さ200μmのシート状の成形体を得た。成形体を2−ブタノン中に浸漬して流動パラフィンを抽出除去した後に、付着した2−ブタノンを乾燥除去し、多孔質成形体を得た。
実施例1で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で上記記載の多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、100℃に加熱した予熱ロール群に導き、次いで、100℃に加熱したゴムロールとセラミック材質のロールで圧着し、110℃で縦方向に3倍延伸後、両端をクリップで把持しつつテンターに導入して、110℃で横方向に3倍に延伸した。得られた多孔性フィルムの厚みは50μmであった。
【0098】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0099】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0100】
比較例1
実施例1で得られた多孔性樹脂フィルムの未延伸フィルムを120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸した。次いで、テンター内で横方向に14%の弛緩を与えつつ、161℃で熱固定をし、100℃で徐冷した後、室温まで冷却して、エッジをスリット後、巻き取り、得られた多孔性フィルムの厚みは25μmであった。
【0101】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0102】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を有するものの、耐熱性が不十分であった。
【0103】
比較例2
実施例1で得られた不職布を厚みが25μmになるように熱プレスした。得られた多孔性フィルムの厚みは25μmであった。
【0104】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0105】
得られたフィルムは、優れた接着性、透気抵抗、耐熱性を有するものの、保存特性が不十分であった。
【0106】
比較例3
ポリアリーレンスルフィド繊維からなる不織布(未延伸)の製造方法。
【0107】
押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、押出機に回転型真空乾燥機で180℃3時間真空乾燥したポリアリーレンスルフィドペレットを供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集して厚み100μm、目付量100g/m2の不織布を得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0108】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0109】
得られたフィルムは、優れた透気抵抗、電池特性、耐熱性を有するものの、接着性が不十分であった。
【0110】
比較例4
ポリオレフィン繊維からなる不織布(未延伸)の製造方法
押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、押出機に回転型真空乾燥機でポリプロピレンペレットを供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集して厚み100μm、目付量100g/m2の不織布を得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0111】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0112】
得られたフィルムは、優れた透気抵抗、電池特性、接着性を有するものの、耐熱性が不十分であった。
【0113】
比較例5
実施例1で得られた多孔性樹脂フィルムの未延伸フィルムを120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸した。次いで、テンター内で横方向に14%の弛緩を与えつつ、161℃で熱固定をし、100℃で徐冷した後、室温まで冷却して、エッジをスリット後、巻き取った。さらに、比較例2で得られた不職布と150℃で熱圧着することにより得られた多孔性フィルムの厚みは25μmであった。
【0114】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0115】
得られたフィルムは、優れた接着性、耐熱性を有するものの、透気抵抗、電池特性が不十分であった。
【0116】
比較例6
実施例1で得られた不職布を120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸すると、縦方向の延伸では破膜しなかったが、横方向の延伸で破膜が多発し製品としては得られなかった。
【0117】
【表1】
【0118】
【表2】
【技術分野】
【0001】
本発明は、多孔性フィルムに関する。さらに詳しくは、非水溶媒電池、またはキャパシタに用いられるセパレータに好適に使用できる、多孔性樹脂フィルムと多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムに関する。
【背景技術】
【0002】
リチウム電池やリチウムイオン電池などの非水溶媒電池は、使用する電解液が有機溶媒であり、水系電池の水溶液溶媒と比較して電池の発熱に対して安全性に劣るという問題がある。そのため、従来、非水溶媒電池、中でもエネルギー密度の大きなリチウムイオン電池の安全性を改善するために、ポリエチレンを主とするオレフィン系材料の微孔性多孔膜を用いたセパレータが使用されてきた。ポリエチレンが主として使用されるのは、ポリエチレンが有機溶媒中で使用可能なことに加え、電池が短絡などによって異常発熱した場合に適切な温度(130℃前後)でポリエチレンが溶融し、多孔構造が閉塞すること(シャットダウン)により安全性の確保が可能となるからである。
【0003】
しかしながら、近年、ハイブリッド自動車(HEV)用電池、工具用電池等のような大型電池は、高出力化が進んでおり、130℃より高い温度に急激に上昇するため耐熱性が求められる。また、電池の高出力化、およびリチウムイオンキャパシタに用いるためには、セパレータ単体の低抵抗化が必要なため、セパレータの高空孔率、高い透気抵抗が求められている。さらに、HEV用電池では、10年という長寿命と、さらに厳しい安全性を保障できることも重要となる。また、HEV用電池のような高いエネルギーとハイパワーを有する電池においては熱暴走時の発熱量が大きく、シャットダウン温度を超えても温度が上昇し続けた場合、セパレータの熱収縮に伴う破膜により両極が短絡し、さらなる発熱を引き起こす危険性がある。
【0004】
様々な電池用途に対応したセパレータを提供していく上で、多孔性樹脂フィルムに種々の多孔質膜を設けることによって、高機能化を図る試みが行われている。例えば、無機フィラーを含有した多孔質膜や高軟化点の有機粒子からなる多孔質膜を設けることによって、高耐熱性を、融点が100〜140℃の有機粒子からなる多孔質膜を付与することによって、シャットダウン性を付与することができる。
【0005】
ポリエチレンを用いたセパレータでは電池の高温試験に対しては140℃以下の温度で収縮が生じ易く電極間の短絡による発熱が生じるなど耐熱性に劣ることが問題であった。そのため、ポリエチレンよりも耐熱性が高いポリプロピレンの多孔性膜を用いたセパレータが提案されている(例えば特許文献1)。しかし、130〜140℃のシャットダウン性を有していないことおよび、200℃以上の高温時には多孔性膜に孔が開いてしまうことが、問題となる場合がある。
【0006】
また、耐熱性に優れ、大型電池のような高出力用途に適しているポリプロピレン不織布をセパレータに用いる提案もされている(例えば特許文献2)。しかし、この場合には、繊維を構成材料とした不織布をポリオレフィン系多孔性樹脂フィルムとしているために数μm程度の大きな平均孔径を有していることから、微短絡が起こりやすく、HEV用電池のような長寿命、またさらに厳しい安全性に対しては十分でなかった。さらに、不織布を用いる限り膜厚が大きくなり体積増加は必至であり、電池の小型軽量化という時代の流れに逆行してしまう問題点もある。
【0007】
ポリフェニレンスルフィド繊維に代表されるポリアリーレンスルフィド繊維は、耐熱性、耐薬品性、難燃性などに優れており、この特徴を利用した各種フィルター、電気絶縁材、抄紙カンバス、電池セパレータなどの用途への利用が期待されている。例えば、電池セパレータは、電極間の短絡を防止するとともに、電解液中のイオン移動を可能とする微多孔を有する必要があり、短繊維からなる湿式不織布などが用いられる。この電池セパレータの不織布は、強アルカリ水溶液や有機溶液などの電解液に浸されて使用されるため、この不織布を構成する短繊維素材には、強アルカリ水溶液や有機溶液などにも分解等しない、耐薬品性が求められる。ポリエチレン、ポリプロピレンなどは耐薬品性の高い素材として電池セパレータに用いることが知られているが、融点が低く、80℃近辺の温度での連続使用は困難であり、高温下での放電にも耐えるような耐熱性の更なる向上には応えられない。一方、ポリアリーレンスルフィドは耐薬品性に優れる上に、融点が高く(285℃)、電池セパレータ等に好適に適用できることが知られている(特許文献3〜5)。しかしながら、近年、電池性能の更なる向上、例えば、耐熱性の向上や内部抵抗の低減、が求められている。内部抵抗の低減には不織布を薄くすることで対応できなくはないが、製造プロセス上の制限および不織布としての機械的強度を確保できないことから、100μm以下の薄い不織布を製造することは極めて困難であり、また、係る不織布では孔径が大きすぎて、電池セパレータ用途へは展開できていない。更に現行のポリエチレン樹脂やポリプロピレン樹脂を原料とする電池セパレータに耐熱層(HRL)を付与する技術として、無機粒子のコーティングや耐熱樹脂層の積層等が検討されているが膜状で付与するために多孔性能が低下するなどの問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平1−103634号公報
【特許文献2】特開昭60−52号公報
【特許文献3】特開平1−272899号公報
【特許文献4】特開平9−67786号公報
【特許文献5】特開平10−64502号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記のような問題点を解決し、多孔性樹脂フィルムと多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムを提供することを目的とする。
【課題を解決するための手段】
【0010】
すなわち本発明の本旨とするところは、ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜を備え、該多孔質膜の融着点の全部または一部において、融着点を形成する繊維にまたがるようにその厚さが融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔性フィルムであり、また、ポリオレフィン製樹脂からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とを積層する工程、該積層された積層体を二軸延伸する工程を含む多孔性フィルムの製造方法である。
【発明の効果】
【0011】
本発明により、ポリオレフィン系多孔性樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維不織布を由来とした多孔質膜の接着性に優れ、透気性が高く、セパレータとして用いた際に優れた電池特性、高い安全性を有する多孔性フィルムを提供するができる。
【図面の簡単な説明】
【0012】
【図1】ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の一態様の表面写真である。
【図2】本発明の構成要素である多孔質膜の一態様の表面写真である。
【発明を実施するための形態】
【0013】
本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムは、フィルムの両表面を貫通し、透気性を有する微細な貫通孔を多数有しているフィルムである。
【0014】
上記ポリオレフィン系多孔性樹脂フィルムを構成するポリオレフィンを得るための単量体としては、例えば、エチレン、プロピレン、1−ブテン、1−ペンテン、3−メチルペンテン−1、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、5−エチル−1−ヘキセン、1−ヘプテン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−エイコセン、ビニルシクロヘキセン、スチレン、アリルベンゼン、シクロペンテン、ノルボルネン、5−メチル−2−ノルボルネンなどが挙げられ、ポリオレフィンとしてはこれらの単独重合体や上記単量体成分から選ばれる少なくとも2種以上の共重合体、およびこれら単独重合体や共重合体のブレンド物などが挙げられるが、ここに具体的に挙げた単量体により得られるポリオレフィンに限定されるわけではない。上記の単量体成分以外にも、例えば、ビニルアルコール、無水マレイン酸などを共重合、グラフト重合されたものであっても差し支えない。リチウムイオン電池用セパレータとしてはエチレンを単量体成分として用いたポリエチレンおよび/またはプロピレンを単量体成分として用いたポリプロピレンを用いることが好ましく、特に耐熱性、透気性、空孔率などの観点からプロピレンを単量体成分として用いたポリプロピレンが好ましい。
【0015】
ポリオレフィン系多孔性樹脂フィルム中に貫通孔を形成する方法としては、湿式法、乾式法どちらの方法であっても構わない。具体的には、湿式法とは、ポリオレフィン系樹脂をマトリックス樹脂とし、シート化後に抽出する被抽出物を添加、混合し、被抽出物の良溶媒を用いて添加剤のみを抽出することで、マトリックス樹脂中に空隙を生成せしめる方法であり、種々の提案がなされている。一方、乾式法としては、たとえば、溶融押出時に低温押出、高ドラフト比を採用することにより、シート化した延伸前のフィルム中のラメラ構造を制御し、これを一軸延伸することでラメラ界面での開裂を発生させ、空隙を形成する方法(所謂、ラメラ延伸法)が提案されている。また、乾式法として、無機粒子またはマトリックス樹脂であるポリプロピレン系樹脂に非相溶な樹脂を粒子として多量添加し、シートを形成して延伸することにより粒子とポリプロピレン樹脂界面で開裂を発生させ、空隙を形成する方法も提案されている。さらには、ポリプロピレンの結晶多形であるα型結晶(α晶)とβ型結晶(β晶)の結晶密度の差と結晶転移を利用してフィルム中に空隙を形成させる、所謂β晶法と呼ばれる方法の提案もなされている。
【0016】
本発明の構成要素である繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜(以下、単に多孔質膜ということがある)は、繊維が融着点を形成して相互に融着された網状構造を有している。該融着点は繊維の交絡点や接点において形成されることになる。ここで融着しているとは、繊維が接着剤を介することなく相互に接合していることをいう。また、網状構造とは接合された繊維が二次元的または三次元的な広がりを有し、繊維で囲まれた空間には空隙が存在する状態(なお、某かの媒体が該空隙に満たされて本発明が使用されることを排除するものではない。)をいう。該空隙の全部または一部は好ましく多孔質膜の表面から裏面まで連続している。
【0017】
また、本発明の多孔質膜は、前記融着点の全部または一部において該融着点を形成する繊維にまたがる薄い膜(便宜的に融着点の薄い膜とも称する)を有している。多孔質膜を構成する繊維において繊維同士が、該薄い膜が形成された融着点を持つことにより、多孔質膜の強度が安定するとともに孔径が小さく均一な開孔状態を実現できる。
【0018】
この融着点の薄い膜とは、いわゆる「アヒルの足の水掻き」状あるいは「蛙の足の水掻き」状、または「ひだ」状のものをいい、通常2本以上の繊維にまたがって形成され、その厚さは該薄い膜が形成された融着点を形成する繊維の平均径より薄い。また、該融着点の薄い膜1つあたりの面積は、特に限定されないが、1μm2以上が好ましく、より好ましくは5μm2以上である。上限として特に限定はないが、余りに大きいとセパレータやフィルターとして十分な性能が発現できないことがあるので、通常は500μm2以下である。
【0019】
ここで、融着点の薄い膜の面積は、多孔質膜のSEM写真から、「2本以上の繊維にまたがって形成された融着部分の面積」から「繊維部分の面積」を差し引いて算出することで求めることができる。面積の測定には、例えばマイクロアナライザー等の一般的な画像解析ソフトを用いることができる。
【0020】
本発明の多孔質膜を構成する繊維の繊度、すなわち前記の繊維径よりも薄い膜が形成されていない部分における繊維の平均太さは、好ましく1μmから500μm、より好ましくは1μmから300μmである。繊維の平均太さが1μmから500μmであれば孔径が小さく、薄い多孔質となる。また、ポリアリーレンスルフィド繊維の平均太さは、ポリオレフィン繊維の平均太さと同じであっても異なっていてもよいが、共に前記範囲に含まれていることが望ましい。
【0021】
本発明の多孔性フィルムは、前記ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に前記多孔質膜が備えられていることを特徴とするが、本発明においては、前記ポリオレフィン系多孔性樹脂フィルムに接する前記多孔質膜の界面に存在する繊維において、多孔性フィルムの厚み方向に垂直な方向での繊維径に対して該厚み方向と繊維軸方向に垂直な方向の繊維径が1.5倍以上である繊維の本数が当該界面に存在する繊維の本数の5〜40%であることが好ましく、さらに好ましくは、10〜30%が好ましい。上記繊維径を有する繊維が、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面に5〜40%存在していれば、低い透気抵抗を維持したまま、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との接着性が良好な多孔性フィルムとなる。ここで、上記繊維径を有する繊維をポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面に5〜40%存在させる方法として、ポリオレフィン製樹脂からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とを以下に示す方法によって積層し、該積層された積層体を二軸延伸することによって得ることができる。
【0022】
本発明の構成要素である多孔質膜の目付は、好ましくは2〜25g/m2、より好ましくは2〜15g/m2である。目付量が2〜25g/m2であれば機械特性に優れた薄い多孔質膜となる。
【0023】
本発明の構成要素である多孔質膜の厚みは、好ましくは1〜15μm、より好ましくは1〜10μmである。厚みが1μm未満の場合、要求される耐熱性を満たさない場合があり、15μmより厚い場合、多孔性フィルムの厚みが厚くなり、電池組立の際にセパレータの厚みが厚くなり、組立ができないもしくは抵抗が高くなる場合がある。
【0024】
本発明の構成要素である多孔質膜において、ポリアリーレンスルフィド繊維とポリオレフィン繊維の重量比率は、好ましくは95:5〜30:70、更に好ましくは、95:5〜50:50、また更に好ましくは80:20〜50:50である。重量比率が95:5〜30:70であれば耐熱性を維持したままポリオレフィン系多孔性樹脂フィルムとの接着性が良好な多孔質膜となる。ここで重量比率は、2台の押出機でポリアリーレンスルフィド樹脂とポリオレフィン樹脂を溶融押出して未延伸不織布を作製するときの押出機の吐出量の比率を調整することによって設計できる。
【0025】
次に本発明の多孔性フィルムの製造方法について、例を挙げて説明する。
【0026】
本発明に用いるポリアリーレンスルフィドとは、−(Ar−S)−の繰り返し単位を有するホモポリマ−あるいはコポリマ−である。Arとしては下記の式(A)〜式(K)などで表される構成単位などが挙げられる。
【0027】
【化1】
【0028】
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれた置換基であり、R1とR2は同一でも異なっていてもよい。)
本発明に用いるポリアリ−レンスルフィドの繰り返し単位としては、上記の式(A)で表される構造式が好ましく、これらの代表的なものとして、ポリアリーレンスルフィド、ポリアリーレンスルフィドスルホン、ポリアリーレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいポリアリ−レンスルフィドとしては、フィルム物性と経済性の観点から、ポリフェニレンスルフィド(以下、PPSと称することがある)が好ましく例示され、ポリマーの主要構成単位として下記構造式で示されるp−フェニレンスルフィド単位を好ましくは80モル%以上、より好ましくは90モル%以上、更に好ましくは95モル%以上含む樹脂である。かかるp−フェニレンスルフィド成分が80モル%未満では、ポリマーの結晶性や熱転移温度などが低く、PPSの特徴である耐熱性、寸法安定性、機械特性および誘電特性などを損なうことがある。
【0029】
【化2】
【0030】
p−フェニレンスルフィド以外の繰り返し単位としては、m−フェニレンスルフィド単位が挙げられるが、他のフェニレンスルフィド単位が共重合されたものであっても良い。
また、本発明の目的を阻害しない範囲において、本発明に用いるポリアリーレンスルフィドには、他の芳香族スルフィドや他のポリマーが混合されていても良い。
【0031】
本発明に用いるポリアリーレンスルフィドの重量平均分子量は、30,000〜70,000であることが好ましく、より好ましくは40,000〜60,000である。重量平均分子量を30,000以上とすることで、紡糸工程において糸切れを抑え、紡糸張力も高めに設定できることにより安定した紡糸性を得ることができる。また従って、PPS繊維も力学的特性に優れたものを得ることができる。また重量平均分子量を70,000以下とすることで、溶融紡糸工程におけるポリアリーレンスルフィドの溶融粘度を抑え、紡糸設備を特殊な高耐圧仕様にする必要が無く、製造設備費用を抑えることができる。
【0032】
ポリオレフィン樹脂については、先述したもの用いればよい。
【0033】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布は、捲縮したポリアリーレンスルフィド短繊維とポリオレフィン繊維からなるウェブを形成し、ニードルパンチなどで交絡させるなどの公知の製造法により製造することができるが、メルトブロー法によって製造することが簡便である。
【0034】
メルトブロー法では、2台の押出機を使用してポリアリーレンスルフィドとポリオレフィンを別々の押出機で溶融し、同一の口金に導かれ、異なるノズルから吐出するに際して、口金周辺から熱風を吹き付け、該熱風によって吐出したポリアリーレンスルフィドとポリオレフィンの繊維径を細くして吹き出し、ついで、しかるべき位置に配置したネットコンベア上に吹き付けて捕集し、ウェブを形成して製造される。該ウェブは、ネットコンベアに設けた吸引装置によって熱風と一緒に吸引されるので、個々の繊維が完全に固化する前に捕集される。つまり、ウェブの繊維同士は互いに軽く仮止めされた状態で捕集される。口金とネットコンベア間の捕集距離を適宜設定することによって、繊維の固定の度合いを調整することができる。また、ポリマー吐出量、熱風温度、熱風流量、コンベア移動速度等を適宜調整することにより、繊維の配向や繊維径、ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の目付を任意に設定することができる。熱風の圧力で細い繊維径とされ、無配向または低配向の状態で固化されたものが特に好ましく用いられる。ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布を構成する繊維は実質的に連続したものが好ましい。また、該繊維は、溶融状態から室温雰囲気下に急冷することにより、非晶質に近い、結晶化度の小さい状態で固化させたものが好ましい。
【0035】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布を構成する繊維の繊度は、好ましくは2〜1000μm、より好ましくは2〜500μmである。繊度が2〜1000μmであれば延伸後の孔径を小さくでき、更に薄い多孔質膜が得られる。
【0036】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の繊維目付量は、好ましくは20〜250g/m2、より好ましくは20〜150g/m2である。繊維目付量が20〜250g/m2であれば延伸後の機械特性が優れた、薄い多孔質膜が得られる。
【0037】
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布は一旦巻き取った後あるいは連続して先に述べた本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムに積層され、その後二軸延伸される。なお、本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムは、二軸延伸を行うことにより、多孔化することができる。多孔化は、湿式法、乾式法のどちらでもかまわないが、積層工程の観点から、乾式法が好ましい。参考までに、ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布の表面写真を図1に示す。
【0038】
本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムと未延伸のポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布との積層の方法は特に限定されるものではないが、密着性の観点から、熱圧着が好ましく、加熱ロールによる熱圧着がプロセス性の点から特に好ましい。熱圧着温度は、該前駆体である未延伸フィルムの融点(Tm)±60℃が好ましい。
【0039】
本発明においては、本発明の構成要素であるポリオレフィン系多孔性樹脂フィルムの前駆体である未延伸フィルムと未延伸のポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とは積層した状態で共延伸することが肝要である。積層した状態で共延伸することにより、フィルムと不織布が一体で剥離することなく好適に延伸することができる。また、両者を一体で共延伸することにより、フィルムが補強体の役目をなし、ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布が破れたりすることなく、繊度や繊維目付量が均質な多孔質膜が得られる。
【0040】
延伸方法は特に限定されないが、多孔質膜の薄膜化および孔径の微細化、機械特性の点で二軸延伸が好ましい。二軸延伸は、逐次二軸延伸法または同時二軸延伸法のいずれの方法であっても良い。逐次二軸延伸法の場合、縦方向、横方向の順に延伸するのが一般的である。縦方向の延伸温度としては90〜130℃、さらに好ましくは100〜125℃の温度を採用することが好ましい。延伸倍率としては3〜6倍、より好ましくは3〜5倍である。横方向の延伸温度としては、好ましくは130〜160℃の温度を採用することが好ましい。延伸倍率としては6〜12倍、より好ましくは6〜10倍延伸を行う。なお、このときの横延伸速度としては100〜5,000%/分で行うことが好ましく、1,000〜4,000%/分であればより好ましい。
【0041】
さらに、二軸延伸後は熱処理をするのが好ましい。熱処理温度は特に限定されるものではなく、その温度は横延伸温度以上160℃以下が好ましい。さらに、熱固定時にはフィルムの長手方向および/もしくは幅方向に弛緩させながら行ってもよく、特に幅方向の弛緩率を5〜20%とすることが、熱寸法安定性の観点から好ましい。
【0042】
参考までに、本発明の構成要素である多孔膜の表面写真を図2に示す。図1と比較すれば明らかであるが、融着された繊維間にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が多数形成され、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面の幅方向の繊維径が厚み方向の繊維径の1.5倍以上である繊維が5〜40%含まれていることが判る。
【0043】
上記の如く製造方法の一例を記載したが、もちろん本発明はこれら記載に限定して解釈されるものでない。
【0044】
本発明の多孔性フィルムは、有機溶媒を保持することが可能であるために、電解液に有機溶媒を使用する蓄電デバイスのセパレータとして用いることが可能である。また、本発明の多孔性フィルムは、高い透気抵抗を有することからセパレータとしての抵抗が低くなり、上記蓄電デバイスの中でもリチウムイオン電池やリチウムイオンキャパシタに好ましく使用することができる。
【0045】
本発明の多孔性フィルムを用いた蓄電デバイスとしては、有機溶媒を使用する非水電解液二次電池や電気二重層キャパシタなどがある。特に電池容量と出力密度のバランスからリチウムイオン電池が好適である。充放電することにより繰り返し使用できることから、IT機器、生活機器、ハイブリット自動車、電気自動車などの電源に使用することができる。特に上記の用途には、電池容量と出力密度のバランスからリチウムイオン電池が好適である。本発明の多孔性フィルムを用いた蓄電デバイスは、高空孔率かつ高い透気抵抗を有することからハイブリット自動車、電気自動車などの電源に好適に使用することができる。
【実施例】
【0046】
本発明を実施例、比較例を挙げて更に詳しく説明する。しかし、本発明は係る実施例に限定して解釈されるものではない。なお、PPS以外のポリアリーレンスルフィドからなる繊維を用いた場合であっても本願明細書の記載を参考に積層や延伸温度などの条件を設定すれば、下記実施例等を応用して本発明の多孔性フィルムを得ることができる。
【0047】
各特性あるいは物性値の測定方法ならびに効果の評価方法は次のとおりである。
(1)透気抵抗(ガーレー透気抵抗)
JIS P 8117(1998)のB法に準拠して、23℃、65%RHにて測定した(単位:秒/100ml)。各実施例・比較例の多孔性フィルムについて同様の測定を、場所を変えて5回行い、得られたガーレー透気抵抗の平均値を当該サンプルのガーレー透気抵抗とした。この際、ガーレー透気抵抗の平均値が7,200秒/100mlを超えるものについては実質的に透気性を有さないものとみなし、無限大(∞)秒/100mlとした。
(2)繊度(繊維の平均太さ)
不織布表面の任意な10箇所を走査電子顕微鏡により倍率2000倍で10枚の画像撮影を行い、1枚の画像につき任意の15本の繊維の直径(但し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜が形成され、ポリオレフィン系多孔性樹脂フィルムと多孔質膜との界面の幅方向の繊維径が厚み方向の繊維径の1.5倍以上である繊維が5〜40%含まれている部分は測定対象でない)を測定し、これを10枚の画像について同様に行い、合計150本の測定結果から平均繊維径(繊度)を測定した。
(3)界面の繊維径
多孔性フィルム断面の任意な10箇所を走査電子顕微鏡により倍率2000倍で10枚の画像撮影を行い、1枚の画像につき多孔性樹脂フィルムと多孔質膜の界面の多孔質膜の任意の15本の繊維の厚み方向と幅方向の直径を測定し、これを10枚の画像について同様に行い、各データの平均としてもとめた。
(4)目付量(g/m2)、厚み
不織布あるいは多孔膜の目付量は、試料サンプルを5cm×5cmの大きさに切りだし、その重さを測定して1m2当たりの重量に換算して表した。
【0048】
また、不織布、多孔膜あるいは多孔性フィルムの厚みは、試料サンプルを23℃65%RHの雰囲気下で ダイアルゲージ(三豊製作所製No2109−10)に10mmφ平型の標準測定子を取り付け、0.06kg/cm2となるように荷重を加えて測定した。
【0049】
多孔膜を測定する場合は、幅15mmのセロハンテープ“ニチバン製15mm幅CT−15”を15cmの長さに切って、5cm折り返し長さ10cmとする。接着面の露出している部分の5cmを評価するフィルムの多孔膜に貼り付け、セロハンテープの幅と長さに合わせて切る。その後勢いよくテープをはがし,テープはく離することにより、多孔膜を得ることができる。
(5)耐熱性試験
試料フィルムを幅方向110mm×長手方向30mmの長方形に切り取り、テスター産業(株)製ヒートシールテスターを用いて、加熱温度200℃、加熱時間10秒間、荷重0.1MPaの条件で幅方向110mm×長手方向10mmの面積を加熱した。
【0050】
上記処理を行ったフィルムを以下の基準で評価した。
【0051】
○:フィルムの形状を保っている。目視にて孔の形成なし
×:フィルムの平面性が悪い。溶融による孔の形成あり
(6)熱収縮率
試料フィルムを幅方向110mm×長手方向110mmの正方形に切り取り、サンプルに100mmの間隔で標線を描き、140℃に加熱した熱風オーブン内に1時間設置し加熱処理を行った。熱処理後、空冷し、標線間距離を測定し、加熱前後の標線間距離の変化から熱収縮率を算出し、寸法安定性の指標とした。測定は各フィルムとも長手方向および幅方向に3サンプル実施して平均値で評価を行った。
(7)融着点の薄い膜の有無
多孔質膜5cm×5cmを実体顕微鏡若しくは電子顕微鏡を用いて多孔質膜表面を観察し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜、すなわち融着点の薄い膜の有無を確認し、下記のとおりで評価した。
○:1つ以上の融着点の薄い膜が認められる
×:融着点の薄い膜が形成されていない。
(8)多孔性樹脂フィルムと多孔質膜との接着性
幅15mmのセロハンテープ“ニチバン製15mm幅CT−15”を15cmの長さに切って、5cm折り返し長さ10cmとする。接着面の露出している部分の5cmを評価するフィルムの多孔膜に貼り付け、セロハンテープの幅と長さに合わせて切る。その後勢いよくテープをはがし、テープはく離時の破壊モードで多孔膜と多孔性樹脂フィルムの接着性を評価した。セロハンテープの貼り方は、JIS K 5600−5−6(1999)に準じて行った。
【0052】
A:多孔性樹脂フィルム内もしくは多孔膜内での材料破壊であった。
【0053】
B:大部分は多孔性樹脂フィルム内もしくは多孔膜内での材料破壊であるが一部多孔性樹脂フィルムと多孔膜の界面剥離であった。
【0054】
×:多孔性樹脂フィルムと多孔膜の界面剥離であった。
【0055】
A、Bは、多孔性樹脂フィルムと多孔膜との接着強度が、多孔性樹脂フィルムおよび多孔質膜の材料破壊強度以上とした。
(9)電池特性
宝泉(株)製のリチウムコバルト酸化物(LiCoO2)厚みが40μmの正極を使用し、直径15.9mmの円形に打ち抜き、また、宝泉(株)製の厚みが50μmの黒鉛負極を使用し、直径16.2mmの円形に打ち抜き、次に、各実施例・比較例の多孔性フィルムを直径24.0mmに打ち抜いた。下から負極、セパレータ、正極の順に重ね、蓋付ステンレス金属製小容器に収納した。容器と蓋とは絶縁され、容器は負極の銅箔と、蓋は正極のアルミ箔と接している。この容器内に有機溶媒としてエチレンカーボネートとジメチルカーボネートとを質量比で3:7の割合にて混合したものを用い、これに指示塩としてLiPF6 1.0mol/Lを溶解させた電解液を注入して密閉して、電解液注液後1時間エージングし、各実施例・比較例につき、電池を作製した。
各実施例・比較例につき、電池を作製した。
【0056】
作製した各二次電池について、25℃の雰囲気下、充電を1mAで4.2Vまで3時間、放電を3mAで2.7Vまでとする充放電操作を行い、放電容量Aを調べた。さらに、充電を1mAで4.2Vまで3時間行い、放電を30mAで2.7Vまでとする充放電操作を行い、放電容量Bを調べた。
[(放電容量B)/(放電容量A)]×100の計算式で得られる値を以下の基準で評価した。なお、試験個数は20個測定し、その平均値で評価した。
【0057】
○:85%以上
△:80%以上85%未満
×:80%未満、または、個々の電池において20%未満となる電池が1個以上
以下に実施例に基づいて本発明をより具体的に説明する。もちろん、本発明はこれらに限定して解釈されるものではない。
【0058】
実施例1
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の製造方法。
【0059】
2台の押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、一つの押出機に回転型真空乾燥機で180℃3時間真空乾燥したポリアリーレンスルフィドペレットを供給し、もう片方の押出機にポリプロピレンペレットである住友化学(株)製FS3611を供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集してポリアリーレンスルフィド繊維とポリオレフィン繊維の比率が70:30、繊度が6μm、厚み100μm、目付量100g/m2の混繊不織布を得た。
【0060】
多孔性樹脂フィルムの未延伸フィルムの製造方法
下記の組成を二軸押出機でコンパウンドして、樹脂Aのチップを準備した。
【0061】
<ポリプロピレン樹脂A>
住友化学(株)製ホモポリプロピレンFLX80E4(以下、PP−1と表記)を99.75質量部、β晶核剤であるN,N’−ジシクロヘキシル−2,6−ナフタレンジカルボキシアミド(新日本理化(株)製、Nu−100、以下、単にβ晶核剤と表記)を0.25質量部に、さらに酸化防止剤であるチバ・スペシャリティ・ケミカルズ製IRGANOX1010、IRGAFOS168を各々0.15、0.1質量部(以下、単に酸防剤と表記し、特に記載のない限り3:2の質量比で使用)で、二軸押出機でコンパウンドした。
【0062】
ポリプロピレン樹脂Aのチップを単軸押出機に供給し、228℃で溶融押出を行い、25μmカットの焼結フィルターで異物を除去後、Tダイにて120℃に表面温度を制御したキャストドラムに吐出し、フィルムの非ドラム面側からエアーナイフを用いてエアを吹き付けて密着させながら、ドラムに15秒間接するようにキャストして、シート状に成形し、多孔性樹脂フィルムの未延伸フィルムを得た。
【0063】
上記で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、150℃に加熱した予熱ロール群に導き、次いで、150℃に加熱したゴムロールとセラミック材質のロールで圧着し、120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸した。次いで、テンター内で横方向に14%の弛緩を与えつつ、161℃で熱固定をし、100℃で徐冷した後、室温まで冷却して、エッジをスリット後、巻き取り、得られた多孔性フィルムの厚みは25μmであった。
【0064】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0065】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0066】
実施例2
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の厚みを200μmとした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0067】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0068】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0069】
実施例3
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の目付を50g/m2とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0070】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0071】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0072】
実施例4
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の目付を200g/m2とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0073】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0074】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0075】
実施例5
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の繊度を50μmとした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0076】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0077】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0078】
実施例6
実施例1で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で実施例1で得られた多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、3000Wに設定したラジエーションヒーターで加熱し、次いで、150℃に加熱したゴムロールとセラミック材質のロールで圧着した以外は実施例1と同様の操作を行った。
【0079】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0080】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0081】
実施例7
ポリプロピレン樹脂Aのチップを単軸押出機に供給し、228℃で溶融押出を行い、25μmカットの焼結フィルターで異物を除去後、Tダイにて120℃に表面温度を制御したキャストドラムに吐出し、シート化する際に、実施例1で得られた不織布(未延伸)をフィルムの非ドラム面側からフィルムの非ドラム面側からエアーナイフを用いて120℃の高温加熱したエアを吹き付けて密着させながら、ドラムに15秒間接するようにキャストして、シート状に成形し、多孔性フィルムの未延伸フィルムを得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0082】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0083】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0084】
実施例8
実施例1で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で実施例1で得られた多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、150℃に加熱したゴムロールとセラミック材質のロールで圧着した以外は実施例1と同様の操作を行った。
【0085】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0086】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0087】
実施例9
ポリアリーレンスルフィド繊維とポリオレフィン繊維の比率を50:50とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0088】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0089】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0090】
実施例10
ポリアリーレンスルフィド繊維とポリオレフィン繊維の比率を35:65とした以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0091】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0092】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0093】
実施例11
ポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布(未延伸)の製造方法。
【0094】
2台の押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、一つの押出機に回転型真空乾燥機で180℃3時間真空乾燥したポリアリーレンスルフィドペレットを供給し、もう片方の押出機に重量平均分子量が35万の高密度ポリエチレン(HDPE)を供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集してポリアリーレンスルフィド繊維とポリオレフィン繊維の比率が70:30、厚み100μm、目付量100g/m2の混繊不織布を得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0095】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0096】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0097】
実施例12
多孔性樹脂フィルムの未延伸フィルムの製造方法
特開2002−273787の実施例1に従って作製した。ポリエチレン樹脂(重量平均分子量25万、分子量分布7、密度0.956、結晶融点135℃)、及び樹脂に対して0.3重量%の2,6−ジ−t−ブチル−p−クレゾールをヘンシェルミキサーを用いてドライブレンドし、35mm二軸押出機に投入した。さらに、組成物の比率が、ポリエチレン樹脂40重量%に対して流動パラフィン(37.8℃における動粘度75.9cSt)60重量%となるように、押出機に流動パラフィンを注入して200℃で溶融混練した。混練物を、コートハンガーダイを経て表面温度40℃に制御された冷却ロール上に押出キャストすることにより、厚さ200μmのシート状の成形体を得た。成形体を2−ブタノン中に浸漬して流動パラフィンを抽出除去した後に、付着した2−ブタノンを乾燥除去し、多孔質成形体を得た。
実施例1で得られた不織布(未延伸)の先端部分にスプレー糊を吹きつけ、縦延伸の入口で上記記載の多孔性樹脂フィルムの未延伸フィルムと軽く密着させて、100℃に加熱した予熱ロール群に導き、次いで、100℃に加熱したゴムロールとセラミック材質のロールで圧着し、110℃で縦方向に3倍延伸後、両端をクリップで把持しつつテンターに導入して、110℃で横方向に3倍に延伸した。得られた多孔性フィルムの厚みは50μmであった。
【0098】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0099】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を両立し、さらに耐熱性を有するものであった。
【0100】
比較例1
実施例1で得られた多孔性樹脂フィルムの未延伸フィルムを120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸した。次いで、テンター内で横方向に14%の弛緩を与えつつ、161℃で熱固定をし、100℃で徐冷した後、室温まで冷却して、エッジをスリット後、巻き取り、得られた多孔性フィルムの厚みは25μmであった。
【0101】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0102】
得られたフィルムは、優れた接着性、透気抵抗、電池特性を有するものの、耐熱性が不十分であった。
【0103】
比較例2
実施例1で得られた不職布を厚みが25μmになるように熱プレスした。得られた多孔性フィルムの厚みは25μmであった。
【0104】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0105】
得られたフィルムは、優れた接着性、透気抵抗、耐熱性を有するものの、保存特性が不十分であった。
【0106】
比較例3
ポリアリーレンスルフィド繊維からなる不織布(未延伸)の製造方法。
【0107】
押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、押出機に回転型真空乾燥機で180℃3時間真空乾燥したポリアリーレンスルフィドペレットを供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集して厚み100μm、目付量100g/m2の不織布を得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0108】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0109】
得られたフィルムは、優れた透気抵抗、電池特性、耐熱性を有するものの、接着性が不十分であった。
【0110】
比較例4
ポリオレフィン繊維からなる不織布(未延伸)の製造方法
押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、押出機に回転型真空乾燥機でポリプロピレンペレットを供給し、310℃の押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集して厚み100μm、目付量100g/m2の不織布を得た以外は実施例1と同様の操作を行った。得られた多孔性フィルムの厚みは25μmであった。
【0111】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0112】
得られたフィルムは、優れた透気抵抗、電池特性、接着性を有するものの、耐熱性が不十分であった。
【0113】
比較例5
実施例1で得られた多孔性樹脂フィルムの未延伸フィルムを120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸した。次いで、テンター内で横方向に14%の弛緩を与えつつ、161℃で熱固定をし、100℃で徐冷した後、室温まで冷却して、エッジをスリット後、巻き取った。さらに、比較例2で得られた不職布と150℃で熱圧着することにより得られた多孔性フィルムの厚みは25μmであった。
【0114】
得られたフィルムの接着性、透気抵抗、電池特性、耐熱性を測定した。結果を表2に示した。
【0115】
得られたフィルムは、優れた接着性、耐熱性を有するものの、透気抵抗、電池特性が不十分であった。
【0116】
比較例6
実施例1で得られた不職布を120℃に加熱したロール間で周速差を利用し、116℃で縦方向に5倍延伸後、120℃で1秒保持し、80℃に冷却した。一旦冷却後、両端をクリップで把持しつつテンターに導入して150℃で予熱し、155℃で横方向に6倍に延伸すると、縦方向の延伸では破膜しなかったが、横方向の延伸で破膜が多発し製品としては得られなかった。
【0117】
【表1】
【0118】
【表2】
【特許請求の範囲】
【請求項1】
ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜を備え、該多孔質膜の融着点の全部または一部において、融着点を形成する繊維にまたがるようにその厚さが融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔性フィルム。
【請求項2】
前記ポリオレフィン系多孔性樹脂フィルムに接する前記多孔質膜の界面に存在する繊維において、多孔性フィルムの厚み方向に平行な方向での繊維径に対して該厚み方向と繊維軸方向に垂直な方向での繊維径が1.5倍以上である繊維の本数が当該界面に存在する繊維の本数の5〜40%であることを特徴する請求項1記載の多孔性フィルム。
【請求項3】
前記多孔質膜における前記融着点を形成する繊維の繊維径よりも厚みが薄い膜の形成がない部分の繊維の平均太さが1μmから500μmであり、前記多孔質膜の目付が2〜25g/m2、かつ、厚みが1〜15μmである請求項1または2に記載の多孔性フィルム。
【請求項4】
請求項1記載の多孔質膜においてポリアリーレンスルフィド繊維とポリオレフィン繊維の割合が95:5〜30:70である請求項1〜3の何れに記載の多孔性フィルム。
【請求項5】
ポリオレフィン製樹脂からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とを積層する工程、該積層された積層体を二軸延伸する工程を含む多孔性フィルムの製造方法。
【請求項6】
前記不職布中のポリアリーレンスルフィド繊維はポリフェニレンスルフィドからなり、ポリオレフィン繊維はポリエチレンまたはポリプロピレンである請求項5記載の多孔性フィルムの製造方法。
【請求項7】
前記不職布中のポリアリーレンスルフィド繊維とポリオレフィン繊維は、平均太さが2μmから1000μmであり、かつ前記不職布の繊維目付量は20〜250g/m2であることを特徴とする請求項5または6に記載の多孔性フィルムの製造方法。
【請求項8】
請求項1〜4の何れかに記載の多孔性フィルム、または、請求項5〜7の何れかに記載の多孔性フィルムの製造方法によって得られた多孔性フィルムを用いてなる電池セパレータ。
【請求項9】
請求項8に記載の電池セパレータを蓄電デバイスセパレータとして用いた蓄電デバイス。
【請求項1】
ポリオレフィン系多孔性樹脂フィルムの少なくとも片面に繊維が融着点を形成して相互に融着された網状構造を形成してなるポリアリーレンスルフィド繊維とポリオレフィン繊維からなる多孔質膜を備え、該多孔質膜の融着点の全部または一部において、融着点を形成する繊維にまたがるようにその厚さが融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔性フィルム。
【請求項2】
前記ポリオレフィン系多孔性樹脂フィルムに接する前記多孔質膜の界面に存在する繊維において、多孔性フィルムの厚み方向に平行な方向での繊維径に対して該厚み方向と繊維軸方向に垂直な方向での繊維径が1.5倍以上である繊維の本数が当該界面に存在する繊維の本数の5〜40%であることを特徴する請求項1記載の多孔性フィルム。
【請求項3】
前記多孔質膜における前記融着点を形成する繊維の繊維径よりも厚みが薄い膜の形成がない部分の繊維の平均太さが1μmから500μmであり、前記多孔質膜の目付が2〜25g/m2、かつ、厚みが1〜15μmである請求項1または2に記載の多孔性フィルム。
【請求項4】
請求項1記載の多孔質膜においてポリアリーレンスルフィド繊維とポリオレフィン繊維の割合が95:5〜30:70である請求項1〜3の何れに記載の多孔性フィルム。
【請求項5】
ポリオレフィン製樹脂からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリオレフィン繊維からなる不織布とを積層する工程、該積層された積層体を二軸延伸する工程を含む多孔性フィルムの製造方法。
【請求項6】
前記不職布中のポリアリーレンスルフィド繊維はポリフェニレンスルフィドからなり、ポリオレフィン繊維はポリエチレンまたはポリプロピレンである請求項5記載の多孔性フィルムの製造方法。
【請求項7】
前記不職布中のポリアリーレンスルフィド繊維とポリオレフィン繊維は、平均太さが2μmから1000μmであり、かつ前記不職布の繊維目付量は20〜250g/m2であることを特徴とする請求項5または6に記載の多孔性フィルムの製造方法。
【請求項8】
請求項1〜4の何れかに記載の多孔性フィルム、または、請求項5〜7の何れかに記載の多孔性フィルムの製造方法によって得られた多孔性フィルムを用いてなる電池セパレータ。
【請求項9】
請求項8に記載の電池セパレータを蓄電デバイスセパレータとして用いた蓄電デバイス。
【図1】

【図2】
【図2】
【公開番号】特開2013−14103(P2013−14103A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−149703(P2011−149703)
【出願日】平成23年7月6日(2011.7.6)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月6日(2011.7.6)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]