
多孔性中空糸膜の製造方法
【課題】濾過用途等に好適な、強度に優れた多孔性中空糸膜を生産性良く安定して製造する方法を提供する。
【解決手段】円環状吐出口を有する中空糸成型用ノズルを用い、該円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出し、成型された中空糸状押出し物を冷却固化し、さらに該冷却固化物から該有機液体を抽出除去して多孔性中空糸膜を製造する方法において、前記溶融混練物の吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することを特徴とする多孔性中空糸膜の製造方法。
【解決手段】円環状吐出口を有する中空糸成型用ノズルを用い、該円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出し、成型された中空糸状押出し物を冷却固化し、さらに該冷却固化物から該有機液体を抽出除去して多孔性中空糸膜を製造する方法において、前記溶融混練物の吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することを特徴とする多孔性中空糸膜の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、濾過用途に好適な、強度に優れた、熱可塑性樹脂より成る多孔性中空糸膜を生産性良く安定に製造する方法に関する。
【背景技術】
【0002】
近年、河川水を除濁して上水等に用いる方法として、処理水の安全性向上や設備の省スペース化という利点を持つ多孔性中空糸膜による濾過方法が広く普及しつつある。多孔性中空糸膜には、頻繁に薬品洗浄や物理洗浄をおこなっても長期間使用できる高い強度が要求される。強度の中でも、破断伸度は特に重要な物性の1つである。濾過中に膜が破断すると濾水中に原水が混入してしまうためである。
【0003】
しかし、多孔性中空糸膜を効率良く製造するために生産速度、すなわち紡糸速度を高くすると、重要な膜物性の一つである破断伸度が低下してしまう。したがって、高強度の多孔性中空糸膜を生産性良く安定に製造する方法が強く求められていた。
【0004】
一方、多孔性膜の製法として知られている、熱可塑性樹脂と有機液体とを高温で混練し、熱可塑性樹脂を有機液体に溶解させた後、室温まで冷却することで相分離を誘発させ、さらに有機液体を除去して多孔体を製造する方法(熱誘起相分離法)は、(a)室温で溶解できる適当な溶剤のないポリエチレン等のポリマーでも製膜が可能になる、(b)高温で溶解したのち冷却固化させて製膜するので、特に熱可塑性樹脂が結晶性樹脂である場合、製膜時に結晶化が促進され高強度膜が得られやすい、等の利点を持つため、多孔性膜の製造方法として多用されている(例えば非特許文献1〜4参照)。
【非特許文献1】プラスチック・機能性高分子材料事典編集委員会、「プラスチック・機能性高分子材料事典」、産業調査会、2004年2月、672−679頁
【非特許文献2】松山秀人著、「熱誘起相分離法(TIPS法)による高分子系多孔膜の作製」、ケミカル・エンジニアリング誌、1998年6月号、45-56頁、化学工業社刊
【非特許文献3】滝澤章著、「膜」、平成4年1月発行、404-406頁、アイピーシー社刊
【非特許文献4】D.R.Lloyd,et.al., Jounal of Membrane Science, 64(1991)1-11
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、除濁等の濾過用途に好適な、強度に優れた、熱可塑性樹脂より成る多孔性中空糸膜を生産性良く安定に製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記課題を解決するために、高強度膜を得るに有利と考えられる熱誘起相分離法(非特許文献1から4)により、高い紡糸速度においても破断伸度の高い中空糸膜を製造する技術の確立を目指して鋭意検討を重ねた。その結果、円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することが、破断伸度の高い多孔性中空糸膜を製造するために、極めて重要であることを見出し、本発明に至った。 すなわち本発明は、
(1)円環状吐出口を有する中空糸成型用ノズルを用い、該円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出し、成型された中空糸状押出し物を冷却固化し、さらに該冷却固化物から該有機液体を抽出除去して多孔性中空糸膜を製造する方法において、前記溶融混練物の吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することを特徴とする多孔性中空糸膜の製造方法、
(2)該円環状吐出口から吐出される該溶融混練物に、該熱可塑性樹脂と該有機液体に加えて、無機微粉が混練されていることを特徴とする(1)記載の多孔性中空糸膜の製造方法、
(3)該無機微粉が微粉シリカであることを特徴とする(2)記載の多孔性中空糸膜の製造方法、
(4)該熱可塑性樹脂がポリオレフィンおよびポリフッ化ビニリデンから選ばれたものであることを特徴とする(1)から(3)の何れかに一つ記載の多孔性中空糸膜の製造方法、
(5)該溶融混練物中該熱可塑性樹脂が15容量%から50容量%であり、かつ無機微粉が5重量%から40重量%であることを特徴とする(1)から(4)の何れか一つに記載の多孔性中空糸膜の製造方法、
(6)該有機液体がフタル酸エステルであることを特徴とする(1)から(5)の何れか一つに記載の多孔性中空糸膜の製造方法、
(7)(1)から(6)の何れか一つに記載の多孔性中空糸膜の製造方法により作られることを特徴とする多孔性中空糸膜、
(8)破断伸度が100%以上であることを特徴とする(7)記載の多孔性中空糸膜、
である。
【発明の効果】
【0007】
本発明により、除濁等の濾過用途に好適な、強度に優れた、熱可塑性樹脂より成る多孔性中空糸膜を生産性良く安定に製造する。
【発明を実施するための最良の形態】
【0008】
以下、本発明につき、具体的かつ詳細に説明する。
【0009】
熱可塑性樹脂は、常温では弾性を有し塑性を示さないが、適当な加熱により塑性を現し、成型が可能になる樹脂である。冷却して温度が下がると再びもとの弾性体に戻り、その間に分子構造など化学変化を生じない樹脂である(化学大辞典編集委員会編集、化学大辞典6縮刷版、共立出版、860および867頁、1963年)。
【0010】
熱可塑性樹脂の例としては、12695の化学商品(化学工業日報社、1995年)の熱可塑性プラスチックの項(829〜882頁)記載の樹脂や、化学便覧応用編改訂3版(日本化学会編、丸善、1980年)の809−810頁記載の樹脂等を挙げることができる。具体例名を挙げると、ポリエチレン、ポリプロピレンのようなポリオレフィン、ポリフッ化ビニリデン、エチレンービニルアルコール共重合体、ポリアミド、ポリエーテルイミド、ポリスチレン、ポリサルホン、ポリビニルアルコール、ポリフェニレンエーテル、ポリフェニレンサルファイド、酢酸セルロース、ポリアクリロニトリルなどである。中でも、結晶性を有する、ポリエチレン、ポリプロピレン、ポリフッ化ビニリデン、エチレンービニルアルコール共重合体、ポリビニルアルコールなどの結晶性熱可塑性樹脂は強度発現の面から好適に用いることができる。さらに好適には、疎水性ゆえ耐水性が高く、通常の水系液体の濾過において耐久性が期待できる、ポリオレフィン、ポリフッ化ビニリデン等を用いることができる。特に好適には、耐薬品性等の化学的耐久性に優れるポリフッ化ビニリデンを用いることができる。ポリフッ化ビニリデンとしては、フッ化ビニリデンホモポリマーや、フッ化ビニリデン比率50モル%以上のフッ化ビニリデン共重合体が挙げられる。フッ化ビニリデン共重合体としては、フッ化ビニリデンと、四フッ化エチレン、六フッ化プロピレン、三フッ化塩化エチレンまたはエチレンから選ばれた1種以上との共重合体を挙げることができる。ポリフッ化ビニリデンとしては、フッ化ビニリデンホモポリマーがもっとも好ましい。
【0011】
有機液体は、対象となる熱可塑性樹脂を常温では実質的に溶解力を持たないが、高温では高濃度に溶解力を持つ有機化合物である。有機液体は、熱可塑性樹脂との混練溶融温度にて液状であればよく、必ずしも常温で液体である必要はない。
【0012】
例えば熱可塑性樹脂がポリエチレンの場合、有機液体の例として、フタル酸ジブチル、フタル酸ジヘプチル、フタル酸ジオクチル、フタル酸ジ(2−エチルヘキシル)、フタル酸ジイソデシル、フタル酸ジトリデシル等のフタル酸エステル類、セバシン酸ジブチル等のセバシン酸エステル類、アジピン酸ジオクチル等のアジピン酸エステル類、トリメリット酸トリオクチル等のトリメリット酸エステル類、リン酸トリブチル、リン酸トリオクチル等のリン酸エステル類、プロピレングリコールジカプレート、プロピレングリコールジオレエート等のグリセリンエステル類、流動パラフィン等のパラフィン類、およびこれらの混合物等を挙げることができる。
【0013】
例えば熱可塑性樹脂がポリフッ化ビニリデンの場合、有機液体の例として、フタル酸ジメチル、フタル酸ジエチル、フタル酸ジブチル、フタル酸ジシクロヘキシル、フタル酸ジヘプチル、フタル酸ジオクチル、フタル酸ジ(2−エチルヘキシル)等のフタル酸エステル類、メチルベンゾエイト、エチルベンゾエイト等の安息香酸エステル類、リン酸トリフェニル、リン酸トリブチル、リン酸トリクレジル等のリン酸エステル類、γ―ブチロラクトン、エチレンカーボネイト、プロピレンカーボネイト、シクロヘキサノン、アセトフェノン、イソホロンおよびこれらの混合物等を挙げることができる。なかでも、フタル酸エステルを混合した有機液体は高い透水性と高い強度を発現できるためより好ましい。さらに好ましくはフタル酸(2−エチルヘキシル)とフタル酸ジブチルの混合物である。この混合物中におけるフタル酸ジブチルの混合比は1質量%以上30質量%以下である。1質量%以上であれば、相分離温度が高くなり過ぎず安定に紡糸できる。また、30質量%以下であれば高い透水性が維持でき、また紡口パラメーターRによる破断伸度の変化も大きい。フタル酸ジブチルの混合比は、さらに好ましくは3質量%以上20質量%以下、より好ましくは5質量%以上15質量%以下である。
【0014】
なお、得られる膜の性能を高める目的で、溶融混練物に無機微粉を添加することも好ましい。無機微粉を添加することで、透水性能、機械的強度、耐薬品性などをさらに高めることができる。無機微粉としては、シリカ、アルミナ、酸化チタン、酸化ジルコニア、炭酸カルシウム等が挙げられるが、特に平均一次粒子径が3nm以上500nm以下のシリカ微粉が好ましい。より好ましくは5nm以上100nm以下である。凝集しにくく分散性の高い疎水性シリカ微粉がより好ましく、さらに好ましくはMW(メタノールウェッタビリティ)値が30容量%以上である疎水性シリカである。ここでいうMW値とは、粉体が完全に濡れるメタノールの容量%の値である。具体的には、純水中にシリカを入れ、攪拌した状態で液面下にメタノールを添加していった時に、シリカの50質量%が沈降した時の水溶液中におけるメタノールの容量%を求めて決定される。無機微粉の添加量は、溶融混練物中に占める無機微粉の質量比率が、5質量%以上40質量%以下が好ましい。無機微粉の割合が5質量%以上であれば、無機微粉混練による効果が十分に発現でき、40質量%以下であれば、安定に紡糸できる。
【0015】
溶融混練における混合割合は、質量を比重で除した容量の比率が、熱可塑性樹脂が15容量%から50容量%の範囲、有機液体と無機微粉の両者の合計が50容量%から85容量%の範囲であることが、得られる中空糸および透水性能と強度のバランス、および溶融押出し操作である紡糸操作の安定性の面から好ましい。熱可塑性樹脂は、得られる多孔性中空糸膜の強度と紡糸安定性の点から、15容量%以上であることが好ましい。また、得られる多孔性中空糸膜の透水性能と紡糸安定性の点から、50容量%以下であることが好ましい。
【0016】
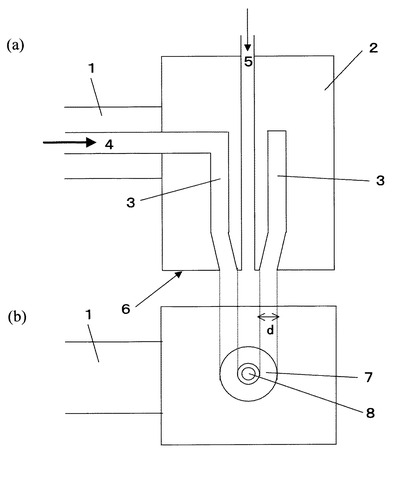
熱可塑性樹脂と有機液体および無機微粉の溶融混練は、通常の溶融混練手段、例えば2軸押出機を用いて行うことができる。同心円状に配置された円環状吐出口を有する中空糸成型用ノズルを押出機の先端に装着し、押出機より供給される溶融混練物を、該円環状吐出口から溶融混練物を押出すことで、中空糸状溶融混練物を得ることができる。中空糸成型用ノズルの模式図を図1に示す。図1の(a)は吐出方向に平行な面で切った断面図であり、(b)は吐出口の正面図である。押出し機1から供給された溶融混練物は、押出し機1の内部およびノズル2の内部に設けられた空間3を流れて、ノズル2下端の円環状吐出口7から吐出される。また、空気や高沸点液体等の中空部形成用流体5はノズル2の中央部の円柱状の貫通口を通り、中空部形成流体の吐出口8から吐出される。
【0017】
図1に例示されるようなノズルにより円環状吐出口から溶融混練物を押出す際に、紡口吐出パラメーターR(1/秒)が10以上1000以下の値になるように吐出することで、高い破断伸度の膜が生産性良く安定に得られる。ここで紡口吐出パラメーターRとは、吐出線速V(m/秒)を、吐出口のスリット幅d(m)で除した値である。吐出線速V(m/秒)は、溶融混練物の時間当たりの吐出容量(m3/秒)を吐出口の断面積(m2)で除した値である。Rが10以上であれば、中空状押出し物の糸径が脈動して紡糸安定性が悪くなる等の問題が無く、生産性良く安定に紡糸できる。またRが1000以下であれば、得られる中空糸膜の破断伸度が十分に高く維持できる。破断伸度とは、膜長手方向に引っ張った時の元の長さに対する伸び率のことである。Rの範囲は、より好ましくは50以上800以下、さらに好ましくは100以上500以下である。
【0018】
紡口から押出された中空糸状溶融混練物は、空気中あるいは水等の冷媒を通過して冷却固化され、必要に応じてかせ等に巻き取られる。冷却中に熱誘起相分離が誘発される。冷却固化後の中空糸状物中には、ポリマー濃厚部分相と有機液体濃厚部分相とが微細に分かれて存在する。なお、無機微粉が含まれており、無機微粉が微粉シリカである場合、微粉シリカは有機液体濃厚部分相に偏在する。この冷却固化中空糸状物から有機液体を抽出除去することで、有機液体濃厚相部分が空孔となる。よって多孔性中空糸膜を得ることができる。また、無機微粉を抽出除去することも、得られる膜の透水性能をより高める観点から好ましくおこなわれる。
【0019】
有機液体の抽出除去および無機微粉の抽出除去は、同じ溶剤にて抽出除去できる場合であれば同時に行うことができる。通常は別々に抽出除去する。
【0020】
有機液体の抽出除去は、用いた熱可塑性樹脂を溶解あるいは変性させずに有機液体とは混和する、抽出に適した液体を用いる。具体的には浸漬等の手法により接触させることで行うことができる。該液体は、抽出後に中空糸膜から除去しやすいように、揮発性であることが好ましい。該液体の例としては、アルコール類や塩化メチレン等がある。有機液体が水溶性であれば水も抽出用液体として使うことが可能である。
【0021】
無機微粉の抽出除去は、通常、水系の液体を用いて行う。例えば無機微粉がシリカである場合、まずアルカリ性溶液と接触させてシリカをケイ酸塩に転化させ、次いで水と接触させてケイ酸塩を抽出除去することで行うことができる。
【0022】
有機液体の抽出除去と無機微粉の抽出除去とは、どちらが先でも差し支えはない。有機液体が水と非混和性の場合は、先に有機液体の抽出除去を行い、その後に無機微粉の抽出除去を行う方が好ましい。通常有機液体および無機微粉は有機液体濃厚部分相に混和共存しているため、無機微粉の抽出除去をスムースに進めることができ、有利である。
【0023】
このように、冷却固化した中空糸状押出し物から有機液体および無機微粉を抽出除去することにより、多孔性中空糸膜を得ることができる。
【0024】
なお、冷却固化後の中空糸状物に対し、(i)有機液体および無機微粉の抽出除去前、(ii)有機液体の抽出除去後で無機微粉の抽出除去前、(iii)無機微粉の抽出除去後で有機液体の抽出除去前、(iv)有機液体および無機微粉の抽出除去後、のいずれかの段階で、中空糸状物の長手方向への延伸を、好適に行うことができる。一般に多孔性中空糸膜を長手方向に延伸する際に、中空糸膜の破断伸度が低いと目的の倍率まで延伸できずに破断してしまうため、延伸をおこない透水性を高める際にも破断伸度は重要となる。本願の製造方法で得られる多孔性中空糸膜は破断伸度が高く、好適に延伸できる。延伸により、多孔性多層中空糸膜の透水性能が向上するとともに、中空糸長手方向に垂直な向きの強度、すなわち圧縮強度や破裂強度は低下する。そのため、延伸倍率は1.1倍以上3倍以内がより好ましい。ここで言う延伸倍率とは、延伸後の中空糸長を延伸前の中空糸長で割った値を指す。例えば、中空糸長10cmの中空糸を、延伸して中空糸長を20cmまで伸ばした場合、下記式より、延伸倍率は2倍である。
20cm÷10cm=2
また、必要に応じて延伸後の膜に熱処理をおこない、耐圧縮強度を高めても良い。熱処理温度は通常は熱可塑性樹脂の融点以下が好適である。
【実施例】
【0025】
本発明を実施例に基づいてさらに具体的に説明する。以下に諸物性の測定方法について説明する。なお、測定は測定温度の記載があるものを除き、全て25℃で行った。
(1)糸径(mm)
中空糸膜を膜長手方向に垂直な向きにカミソリ等で薄く切り、断面を顕微鏡で観察した。断面は楕円状に変形するため、中空糸の内径の長径と短径、外径の長径と短径を測定し、以下の式により、それぞれ内径と外径を決定した。
【0026】
【数1】

【0027】
【数2】
(2)破断強度(MPa)、破断伸度(%)
引張り、破断時の荷重と変位を以下の条件で測定した。
【0028】
サンプル:湿潤中空糸膜
測定機器:インストロン型引張試験機(島津製作所製AGS-5D)チャック間距離:5cm
引張り速度:20cm/分
以下の式により破断強度および破断伸度を決定した。
【0029】
【数3】
【0030】
【数4】
ここに膜断面積は以下の式により求められる。
【0031】
【数5】
(3)紡糸安定性
中空糸膜を8時間連続して紡糸し、溶融混練物が押出され、冷却されて中空糸となる工程を目視で観察した。中空糸の糸径変動がないものを優とし、糸径変動がたまに見られるが紡糸に問題無い範囲であるものは良とし、糸径変動があり紡糸自体は可能だが8時間連続紡糸が難しいものを可とし、糸径変動が大きく紡糸自体が難しいものを不可とした。
[実施例1]
熱可塑性樹脂としてフッ化ビニリデンホモポリマー(呉羽化学製、商品名:KF#1000)、有機液体としてフタル酸ジ(2−エチルヘキシル)とフタル酸ジブチルとの混合物、無機微粉として微粉シリカ(日本アエロジル社製、商品名:AEROSIL−R972)を用い、図1に示す要領にて溶融押出しを行った。吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル:微粉シリカ=40.0:33.3:3.7:23.0(質量比)(容量比で32.4:47.4:5.3:14.9)の溶融混練物を、中空部形成用流体として空気を、それぞれ用い、225℃の樹脂温にて、外径1.49mm、内径0.92mmの中空糸成形用ノズルから、吐出線速3.71m/分、すなわち紡口吐出パラメーターRが217/秒にて押出した。
【0032】
押出した中空糸状成型物は、40cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、10m/分の速度でかせに巻き取った。得られた2層中空糸状押出し物を塩化メチレン中に浸漬させてフタル酸ジ(2−エチルヘキシル)およびフタル酸ジブチルを抽出除去した後、乾燥させた。次いで、50質量%のエタノール水溶液中に30分間浸漬させた後、水中に30分間浸漬し、中空糸膜を湿潤化した。次いで、20質量%NaOH水溶液中に70℃にて1時間浸漬し、さらに水洗を繰り返して微粉シリカを抽出除去した。
【0033】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例2]
外径1.49mm、内径0.90mmの中空糸成形用ノズルを用い、吐出線速1.81m/分、すなわち紡口吐出パラメーターRが102/秒にて押出し、20cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、5m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0034】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例3]
外径1.31mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速5.86m/分、すなわち紡口吐出パラメーターRが501/秒にて押出した以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0035】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例4]
外径1.26mm、内径0.95mmの中空糸成形用ノズルを用い、吐出線速7.44m/分、すなわち紡口吐出パラメーターRが800/秒にて押出した以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0036】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例5]
外径1.49mm、内径0.90mmの中空糸成形用ノズルを用い、吐出線速0.904m/分、すなわち紡口吐出パラメーターRが51/秒にて押出し、10cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、2.5m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0037】
得られた多孔性中空糸膜は高い破断伸度を示した。また、紡糸時に若干糸径が脈動したが、紡糸に問題無い範囲であった。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例6]
外径1.49mm、内径0.90mmの中空糸成形用ノズルを用い、吐出線速0.181m/分、すなわち紡口吐出パラメーターRが10/秒にて押出し、2cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.5m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0038】
得られた多孔性中空糸膜は高い破断伸度を示した。また、紡糸時に糸径が脈動していた。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例7]
吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル:微粉シリカ=40.0:35.1:1.9:23.0(質量比)の溶融混練物を、230℃の樹脂温にて、外径2.00mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速12.0m/分、すなわち紡口吐出パラメーターRが372/秒にて押出した。
【0039】
押出した中空糸状成型物は、60cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、40m/分の速度でかせに巻き取り、その後は実施例1と同様にして多孔性中空糸膜を得た。
【0040】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例8]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速21.4m/分、すなわち紡口吐出パラメーターRが861/秒にて押出し、75cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、50m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0041】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例9]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速8.57m/分、すなわち紡口吐出パラメーターRが344/秒にて押出し、30cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、20m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0042】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例10]
吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル:微粉シリカ=36:35.3:5.0:23.7(質量比)の溶融混練物を用いた以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0043】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例11]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速21.4m/分、すなわち紡口吐出パラメーターRが861/秒にて押出し、75cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、50m/分の速度でかせに巻き取った以外は、実施例10と同様にして多孔性中空糸膜を得た。
【0044】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例12]
吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル=40.0:42.0:18.0(質量比)の溶融混練物を用いた以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0045】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例1]
外径1.20mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速8.59m/分、すなわち紡口吐出パラメーターRが1023/秒にて押出した以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0046】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例2]
外径1.49mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.145m/分、すなわち紡口吐出パラメーターRが8/秒にて押出し、1.6cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.4m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0047】
得られた多孔性中空糸膜は、破断伸度は高いものの、糸径が脈動しており安定に紡糸できなかった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例3]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速30.0m/分、すなわち紡口吐出パラメーターRが1205/秒にて押出し、1050cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、70m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0048】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例4]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.214m/分、すなわち紡口吐出パラメーターRが9/秒にて押出し、0.75cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.5m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0049】
得られた多孔性中空糸膜は、破断伸度は高いものの、糸径が脈動しており安定に紡糸できなかった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例5]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速30.0m/分、すなわち紡口吐出パラメーターRが1205/秒にて押出し、1050cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、70m/分の速度でかせに巻き取った以外は、実施例10と同様にして多孔性中空糸膜を得た。
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
【0050】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例6]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.214m/分、すなわち紡口吐出パラメーターRが9/秒にて押出し、7.5cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.5m/分の速度でかせに巻き取った以外は、実施例10と同様にして多孔性中空糸膜を得た。
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
【0051】
得られた多孔性中空糸膜は破断伸度が低かった。糸径が脈動しており安定に紡糸できなかった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例7]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速25.7m/分、すなわち紡口吐出パラメーターRが1033/秒にて押出し、900cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、60m/分の速度でかせに巻き取った以外は、実施例12と同様にして多孔性中空糸膜を得た。
【0052】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例8]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.214m/分、すなわち紡口吐出パラメーターRが9/秒にて押出し、0.5m/分の速度でかせに巻き取った以外は、実施例8と同様にして多孔性中空糸膜を得た。
【0053】
得られた多孔性中空糸膜は、破断伸度は高いものの、糸径が脈動しており紡糸安定性が極めて悪かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
【0054】
【表1】
【産業上の利用可能性】
【0055】
本発明により、除濁等の濾過用途に好適な、高い伸度を持つ多孔性中空糸膜を生産性良く安定して製造することができる。
【図面の簡単な説明】
【0056】
【図1】単層での溶融押出しによる中空糸状物作製要領の概略図であり、(a)吐出方向に平行な面で切った断面図、(b)ノズル吐出口の正面図である。
【符号の説明】
【0057】
1 押出機の先端部
2 中空糸成型用ノズル
3 溶融混練物の流路
4 溶融混練物
5 中空部形成用流体
6 ノズル下端面
7 溶融混練物の円環状吐出口
8 中空部形成用流体の吐出口
【技術分野】
【0001】
本発明は、濾過用途に好適な、強度に優れた、熱可塑性樹脂より成る多孔性中空糸膜を生産性良く安定に製造する方法に関する。
【背景技術】
【0002】
近年、河川水を除濁して上水等に用いる方法として、処理水の安全性向上や設備の省スペース化という利点を持つ多孔性中空糸膜による濾過方法が広く普及しつつある。多孔性中空糸膜には、頻繁に薬品洗浄や物理洗浄をおこなっても長期間使用できる高い強度が要求される。強度の中でも、破断伸度は特に重要な物性の1つである。濾過中に膜が破断すると濾水中に原水が混入してしまうためである。
【0003】
しかし、多孔性中空糸膜を効率良く製造するために生産速度、すなわち紡糸速度を高くすると、重要な膜物性の一つである破断伸度が低下してしまう。したがって、高強度の多孔性中空糸膜を生産性良く安定に製造する方法が強く求められていた。
【0004】
一方、多孔性膜の製法として知られている、熱可塑性樹脂と有機液体とを高温で混練し、熱可塑性樹脂を有機液体に溶解させた後、室温まで冷却することで相分離を誘発させ、さらに有機液体を除去して多孔体を製造する方法(熱誘起相分離法)は、(a)室温で溶解できる適当な溶剤のないポリエチレン等のポリマーでも製膜が可能になる、(b)高温で溶解したのち冷却固化させて製膜するので、特に熱可塑性樹脂が結晶性樹脂である場合、製膜時に結晶化が促進され高強度膜が得られやすい、等の利点を持つため、多孔性膜の製造方法として多用されている(例えば非特許文献1〜4参照)。
【非特許文献1】プラスチック・機能性高分子材料事典編集委員会、「プラスチック・機能性高分子材料事典」、産業調査会、2004年2月、672−679頁
【非特許文献2】松山秀人著、「熱誘起相分離法(TIPS法)による高分子系多孔膜の作製」、ケミカル・エンジニアリング誌、1998年6月号、45-56頁、化学工業社刊
【非特許文献3】滝澤章著、「膜」、平成4年1月発行、404-406頁、アイピーシー社刊
【非特許文献4】D.R.Lloyd,et.al., Jounal of Membrane Science, 64(1991)1-11
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、除濁等の濾過用途に好適な、強度に優れた、熱可塑性樹脂より成る多孔性中空糸膜を生産性良く安定に製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記課題を解決するために、高強度膜を得るに有利と考えられる熱誘起相分離法(非特許文献1から4)により、高い紡糸速度においても破断伸度の高い中空糸膜を製造する技術の確立を目指して鋭意検討を重ねた。その結果、円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することが、破断伸度の高い多孔性中空糸膜を製造するために、極めて重要であることを見出し、本発明に至った。 すなわち本発明は、
(1)円環状吐出口を有する中空糸成型用ノズルを用い、該円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出し、成型された中空糸状押出し物を冷却固化し、さらに該冷却固化物から該有機液体を抽出除去して多孔性中空糸膜を製造する方法において、前記溶融混練物の吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することを特徴とする多孔性中空糸膜の製造方法、
(2)該円環状吐出口から吐出される該溶融混練物に、該熱可塑性樹脂と該有機液体に加えて、無機微粉が混練されていることを特徴とする(1)記載の多孔性中空糸膜の製造方法、
(3)該無機微粉が微粉シリカであることを特徴とする(2)記載の多孔性中空糸膜の製造方法、
(4)該熱可塑性樹脂がポリオレフィンおよびポリフッ化ビニリデンから選ばれたものであることを特徴とする(1)から(3)の何れかに一つ記載の多孔性中空糸膜の製造方法、
(5)該溶融混練物中該熱可塑性樹脂が15容量%から50容量%であり、かつ無機微粉が5重量%から40重量%であることを特徴とする(1)から(4)の何れか一つに記載の多孔性中空糸膜の製造方法、
(6)該有機液体がフタル酸エステルであることを特徴とする(1)から(5)の何れか一つに記載の多孔性中空糸膜の製造方法、
(7)(1)から(6)の何れか一つに記載の多孔性中空糸膜の製造方法により作られることを特徴とする多孔性中空糸膜、
(8)破断伸度が100%以上であることを特徴とする(7)記載の多孔性中空糸膜、
である。
【発明の効果】
【0007】
本発明により、除濁等の濾過用途に好適な、強度に優れた、熱可塑性樹脂より成る多孔性中空糸膜を生産性良く安定に製造する。
【発明を実施するための最良の形態】
【0008】
以下、本発明につき、具体的かつ詳細に説明する。
【0009】
熱可塑性樹脂は、常温では弾性を有し塑性を示さないが、適当な加熱により塑性を現し、成型が可能になる樹脂である。冷却して温度が下がると再びもとの弾性体に戻り、その間に分子構造など化学変化を生じない樹脂である(化学大辞典編集委員会編集、化学大辞典6縮刷版、共立出版、860および867頁、1963年)。
【0010】
熱可塑性樹脂の例としては、12695の化学商品(化学工業日報社、1995年)の熱可塑性プラスチックの項(829〜882頁)記載の樹脂や、化学便覧応用編改訂3版(日本化学会編、丸善、1980年)の809−810頁記載の樹脂等を挙げることができる。具体例名を挙げると、ポリエチレン、ポリプロピレンのようなポリオレフィン、ポリフッ化ビニリデン、エチレンービニルアルコール共重合体、ポリアミド、ポリエーテルイミド、ポリスチレン、ポリサルホン、ポリビニルアルコール、ポリフェニレンエーテル、ポリフェニレンサルファイド、酢酸セルロース、ポリアクリロニトリルなどである。中でも、結晶性を有する、ポリエチレン、ポリプロピレン、ポリフッ化ビニリデン、エチレンービニルアルコール共重合体、ポリビニルアルコールなどの結晶性熱可塑性樹脂は強度発現の面から好適に用いることができる。さらに好適には、疎水性ゆえ耐水性が高く、通常の水系液体の濾過において耐久性が期待できる、ポリオレフィン、ポリフッ化ビニリデン等を用いることができる。特に好適には、耐薬品性等の化学的耐久性に優れるポリフッ化ビニリデンを用いることができる。ポリフッ化ビニリデンとしては、フッ化ビニリデンホモポリマーや、フッ化ビニリデン比率50モル%以上のフッ化ビニリデン共重合体が挙げられる。フッ化ビニリデン共重合体としては、フッ化ビニリデンと、四フッ化エチレン、六フッ化プロピレン、三フッ化塩化エチレンまたはエチレンから選ばれた1種以上との共重合体を挙げることができる。ポリフッ化ビニリデンとしては、フッ化ビニリデンホモポリマーがもっとも好ましい。
【0011】
有機液体は、対象となる熱可塑性樹脂を常温では実質的に溶解力を持たないが、高温では高濃度に溶解力を持つ有機化合物である。有機液体は、熱可塑性樹脂との混練溶融温度にて液状であればよく、必ずしも常温で液体である必要はない。
【0012】
例えば熱可塑性樹脂がポリエチレンの場合、有機液体の例として、フタル酸ジブチル、フタル酸ジヘプチル、フタル酸ジオクチル、フタル酸ジ(2−エチルヘキシル)、フタル酸ジイソデシル、フタル酸ジトリデシル等のフタル酸エステル類、セバシン酸ジブチル等のセバシン酸エステル類、アジピン酸ジオクチル等のアジピン酸エステル類、トリメリット酸トリオクチル等のトリメリット酸エステル類、リン酸トリブチル、リン酸トリオクチル等のリン酸エステル類、プロピレングリコールジカプレート、プロピレングリコールジオレエート等のグリセリンエステル類、流動パラフィン等のパラフィン類、およびこれらの混合物等を挙げることができる。
【0013】
例えば熱可塑性樹脂がポリフッ化ビニリデンの場合、有機液体の例として、フタル酸ジメチル、フタル酸ジエチル、フタル酸ジブチル、フタル酸ジシクロヘキシル、フタル酸ジヘプチル、フタル酸ジオクチル、フタル酸ジ(2−エチルヘキシル)等のフタル酸エステル類、メチルベンゾエイト、エチルベンゾエイト等の安息香酸エステル類、リン酸トリフェニル、リン酸トリブチル、リン酸トリクレジル等のリン酸エステル類、γ―ブチロラクトン、エチレンカーボネイト、プロピレンカーボネイト、シクロヘキサノン、アセトフェノン、イソホロンおよびこれらの混合物等を挙げることができる。なかでも、フタル酸エステルを混合した有機液体は高い透水性と高い強度を発現できるためより好ましい。さらに好ましくはフタル酸(2−エチルヘキシル)とフタル酸ジブチルの混合物である。この混合物中におけるフタル酸ジブチルの混合比は1質量%以上30質量%以下である。1質量%以上であれば、相分離温度が高くなり過ぎず安定に紡糸できる。また、30質量%以下であれば高い透水性が維持でき、また紡口パラメーターRによる破断伸度の変化も大きい。フタル酸ジブチルの混合比は、さらに好ましくは3質量%以上20質量%以下、より好ましくは5質量%以上15質量%以下である。
【0014】
なお、得られる膜の性能を高める目的で、溶融混練物に無機微粉を添加することも好ましい。無機微粉を添加することで、透水性能、機械的強度、耐薬品性などをさらに高めることができる。無機微粉としては、シリカ、アルミナ、酸化チタン、酸化ジルコニア、炭酸カルシウム等が挙げられるが、特に平均一次粒子径が3nm以上500nm以下のシリカ微粉が好ましい。より好ましくは5nm以上100nm以下である。凝集しにくく分散性の高い疎水性シリカ微粉がより好ましく、さらに好ましくはMW(メタノールウェッタビリティ)値が30容量%以上である疎水性シリカである。ここでいうMW値とは、粉体が完全に濡れるメタノールの容量%の値である。具体的には、純水中にシリカを入れ、攪拌した状態で液面下にメタノールを添加していった時に、シリカの50質量%が沈降した時の水溶液中におけるメタノールの容量%を求めて決定される。無機微粉の添加量は、溶融混練物中に占める無機微粉の質量比率が、5質量%以上40質量%以下が好ましい。無機微粉の割合が5質量%以上であれば、無機微粉混練による効果が十分に発現でき、40質量%以下であれば、安定に紡糸できる。
【0015】
溶融混練における混合割合は、質量を比重で除した容量の比率が、熱可塑性樹脂が15容量%から50容量%の範囲、有機液体と無機微粉の両者の合計が50容量%から85容量%の範囲であることが、得られる中空糸および透水性能と強度のバランス、および溶融押出し操作である紡糸操作の安定性の面から好ましい。熱可塑性樹脂は、得られる多孔性中空糸膜の強度と紡糸安定性の点から、15容量%以上であることが好ましい。また、得られる多孔性中空糸膜の透水性能と紡糸安定性の点から、50容量%以下であることが好ましい。
【0016】
熱可塑性樹脂と有機液体および無機微粉の溶融混練は、通常の溶融混練手段、例えば2軸押出機を用いて行うことができる。同心円状に配置された円環状吐出口を有する中空糸成型用ノズルを押出機の先端に装着し、押出機より供給される溶融混練物を、該円環状吐出口から溶融混練物を押出すことで、中空糸状溶融混練物を得ることができる。中空糸成型用ノズルの模式図を図1に示す。図1の(a)は吐出方向に平行な面で切った断面図であり、(b)は吐出口の正面図である。押出し機1から供給された溶融混練物は、押出し機1の内部およびノズル2の内部に設けられた空間3を流れて、ノズル2下端の円環状吐出口7から吐出される。また、空気や高沸点液体等の中空部形成用流体5はノズル2の中央部の円柱状の貫通口を通り、中空部形成流体の吐出口8から吐出される。
【0017】
図1に例示されるようなノズルにより円環状吐出口から溶融混練物を押出す際に、紡口吐出パラメーターR(1/秒)が10以上1000以下の値になるように吐出することで、高い破断伸度の膜が生産性良く安定に得られる。ここで紡口吐出パラメーターRとは、吐出線速V(m/秒)を、吐出口のスリット幅d(m)で除した値である。吐出線速V(m/秒)は、溶融混練物の時間当たりの吐出容量(m3/秒)を吐出口の断面積(m2)で除した値である。Rが10以上であれば、中空状押出し物の糸径が脈動して紡糸安定性が悪くなる等の問題が無く、生産性良く安定に紡糸できる。またRが1000以下であれば、得られる中空糸膜の破断伸度が十分に高く維持できる。破断伸度とは、膜長手方向に引っ張った時の元の長さに対する伸び率のことである。Rの範囲は、より好ましくは50以上800以下、さらに好ましくは100以上500以下である。
【0018】
紡口から押出された中空糸状溶融混練物は、空気中あるいは水等の冷媒を通過して冷却固化され、必要に応じてかせ等に巻き取られる。冷却中に熱誘起相分離が誘発される。冷却固化後の中空糸状物中には、ポリマー濃厚部分相と有機液体濃厚部分相とが微細に分かれて存在する。なお、無機微粉が含まれており、無機微粉が微粉シリカである場合、微粉シリカは有機液体濃厚部分相に偏在する。この冷却固化中空糸状物から有機液体を抽出除去することで、有機液体濃厚相部分が空孔となる。よって多孔性中空糸膜を得ることができる。また、無機微粉を抽出除去することも、得られる膜の透水性能をより高める観点から好ましくおこなわれる。
【0019】
有機液体の抽出除去および無機微粉の抽出除去は、同じ溶剤にて抽出除去できる場合であれば同時に行うことができる。通常は別々に抽出除去する。
【0020】
有機液体の抽出除去は、用いた熱可塑性樹脂を溶解あるいは変性させずに有機液体とは混和する、抽出に適した液体を用いる。具体的には浸漬等の手法により接触させることで行うことができる。該液体は、抽出後に中空糸膜から除去しやすいように、揮発性であることが好ましい。該液体の例としては、アルコール類や塩化メチレン等がある。有機液体が水溶性であれば水も抽出用液体として使うことが可能である。
【0021】
無機微粉の抽出除去は、通常、水系の液体を用いて行う。例えば無機微粉がシリカである場合、まずアルカリ性溶液と接触させてシリカをケイ酸塩に転化させ、次いで水と接触させてケイ酸塩を抽出除去することで行うことができる。
【0022】
有機液体の抽出除去と無機微粉の抽出除去とは、どちらが先でも差し支えはない。有機液体が水と非混和性の場合は、先に有機液体の抽出除去を行い、その後に無機微粉の抽出除去を行う方が好ましい。通常有機液体および無機微粉は有機液体濃厚部分相に混和共存しているため、無機微粉の抽出除去をスムースに進めることができ、有利である。
【0023】
このように、冷却固化した中空糸状押出し物から有機液体および無機微粉を抽出除去することにより、多孔性中空糸膜を得ることができる。
【0024】
なお、冷却固化後の中空糸状物に対し、(i)有機液体および無機微粉の抽出除去前、(ii)有機液体の抽出除去後で無機微粉の抽出除去前、(iii)無機微粉の抽出除去後で有機液体の抽出除去前、(iv)有機液体および無機微粉の抽出除去後、のいずれかの段階で、中空糸状物の長手方向への延伸を、好適に行うことができる。一般に多孔性中空糸膜を長手方向に延伸する際に、中空糸膜の破断伸度が低いと目的の倍率まで延伸できずに破断してしまうため、延伸をおこない透水性を高める際にも破断伸度は重要となる。本願の製造方法で得られる多孔性中空糸膜は破断伸度が高く、好適に延伸できる。延伸により、多孔性多層中空糸膜の透水性能が向上するとともに、中空糸長手方向に垂直な向きの強度、すなわち圧縮強度や破裂強度は低下する。そのため、延伸倍率は1.1倍以上3倍以内がより好ましい。ここで言う延伸倍率とは、延伸後の中空糸長を延伸前の中空糸長で割った値を指す。例えば、中空糸長10cmの中空糸を、延伸して中空糸長を20cmまで伸ばした場合、下記式より、延伸倍率は2倍である。
20cm÷10cm=2
また、必要に応じて延伸後の膜に熱処理をおこない、耐圧縮強度を高めても良い。熱処理温度は通常は熱可塑性樹脂の融点以下が好適である。
【実施例】
【0025】
本発明を実施例に基づいてさらに具体的に説明する。以下に諸物性の測定方法について説明する。なお、測定は測定温度の記載があるものを除き、全て25℃で行った。
(1)糸径(mm)
中空糸膜を膜長手方向に垂直な向きにカミソリ等で薄く切り、断面を顕微鏡で観察した。断面は楕円状に変形するため、中空糸の内径の長径と短径、外径の長径と短径を測定し、以下の式により、それぞれ内径と外径を決定した。
【0026】
【数1】
【0027】
【数2】
(2)破断強度(MPa)、破断伸度(%)
引張り、破断時の荷重と変位を以下の条件で測定した。
【0028】
サンプル:湿潤中空糸膜
測定機器:インストロン型引張試験機(島津製作所製AGS-5D)チャック間距離:5cm
引張り速度:20cm/分
以下の式により破断強度および破断伸度を決定した。
【0029】
【数3】
【0030】
【数4】
ここに膜断面積は以下の式により求められる。
【0031】
【数5】
(3)紡糸安定性
中空糸膜を8時間連続して紡糸し、溶融混練物が押出され、冷却されて中空糸となる工程を目視で観察した。中空糸の糸径変動がないものを優とし、糸径変動がたまに見られるが紡糸に問題無い範囲であるものは良とし、糸径変動があり紡糸自体は可能だが8時間連続紡糸が難しいものを可とし、糸径変動が大きく紡糸自体が難しいものを不可とした。
[実施例1]
熱可塑性樹脂としてフッ化ビニリデンホモポリマー(呉羽化学製、商品名:KF#1000)、有機液体としてフタル酸ジ(2−エチルヘキシル)とフタル酸ジブチルとの混合物、無機微粉として微粉シリカ(日本アエロジル社製、商品名:AEROSIL−R972)を用い、図1に示す要領にて溶融押出しを行った。吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル:微粉シリカ=40.0:33.3:3.7:23.0(質量比)(容量比で32.4:47.4:5.3:14.9)の溶融混練物を、中空部形成用流体として空気を、それぞれ用い、225℃の樹脂温にて、外径1.49mm、内径0.92mmの中空糸成形用ノズルから、吐出線速3.71m/分、すなわち紡口吐出パラメーターRが217/秒にて押出した。
【0032】
押出した中空糸状成型物は、40cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、10m/分の速度でかせに巻き取った。得られた2層中空糸状押出し物を塩化メチレン中に浸漬させてフタル酸ジ(2−エチルヘキシル)およびフタル酸ジブチルを抽出除去した後、乾燥させた。次いで、50質量%のエタノール水溶液中に30分間浸漬させた後、水中に30分間浸漬し、中空糸膜を湿潤化した。次いで、20質量%NaOH水溶液中に70℃にて1時間浸漬し、さらに水洗を繰り返して微粉シリカを抽出除去した。
【0033】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例2]
外径1.49mm、内径0.90mmの中空糸成形用ノズルを用い、吐出線速1.81m/分、すなわち紡口吐出パラメーターRが102/秒にて押出し、20cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、5m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0034】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例3]
外径1.31mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速5.86m/分、すなわち紡口吐出パラメーターRが501/秒にて押出した以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0035】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例4]
外径1.26mm、内径0.95mmの中空糸成形用ノズルを用い、吐出線速7.44m/分、すなわち紡口吐出パラメーターRが800/秒にて押出した以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0036】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例5]
外径1.49mm、内径0.90mmの中空糸成形用ノズルを用い、吐出線速0.904m/分、すなわち紡口吐出パラメーターRが51/秒にて押出し、10cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、2.5m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0037】
得られた多孔性中空糸膜は高い破断伸度を示した。また、紡糸時に若干糸径が脈動したが、紡糸に問題無い範囲であった。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例6]
外径1.49mm、内径0.90mmの中空糸成形用ノズルを用い、吐出線速0.181m/分、すなわち紡口吐出パラメーターRが10/秒にて押出し、2cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.5m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0038】
得られた多孔性中空糸膜は高い破断伸度を示した。また、紡糸時に糸径が脈動していた。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例7]
吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル:微粉シリカ=40.0:35.1:1.9:23.0(質量比)の溶融混練物を、230℃の樹脂温にて、外径2.00mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速12.0m/分、すなわち紡口吐出パラメーターRが372/秒にて押出した。
【0039】
押出した中空糸状成型物は、60cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、40m/分の速度でかせに巻き取り、その後は実施例1と同様にして多孔性中空糸膜を得た。
【0040】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度、を表1に示す。
[実施例8]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速21.4m/分、すなわち紡口吐出パラメーターRが861/秒にて押出し、75cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、50m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0041】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例9]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速8.57m/分、すなわち紡口吐出パラメーターRが344/秒にて押出し、30cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、20m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0042】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例10]
吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル:微粉シリカ=36:35.3:5.0:23.7(質量比)の溶融混練物を用いた以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0043】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例11]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速21.4m/分、すなわち紡口吐出パラメーターRが861/秒にて押出し、75cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、50m/分の速度でかせに巻き取った以外は、実施例10と同様にして多孔性中空糸膜を得た。
【0044】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[実施例12]
吐出する溶融混練物として組成がフッ化ビニリデンホモポリマー:フタル酸ジ(2−エチルヘキシル):フタル酸ジブチル=40.0:42.0:18.0(質量比)の溶融混練物を用いた以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0045】
得られた多孔性中空糸膜は高い破断伸度を示した。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例1]
外径1.20mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速8.59m/分、すなわち紡口吐出パラメーターRが1023/秒にて押出した以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0046】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例2]
外径1.49mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.145m/分、すなわち紡口吐出パラメーターRが8/秒にて押出し、1.6cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.4m/分の速度でかせに巻き取った以外は、実施例1と同様にして多孔性中空糸膜を得た。
【0047】
得られた多孔性中空糸膜は、破断伸度は高いものの、糸径が脈動しており安定に紡糸できなかった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例3]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速30.0m/分、すなわち紡口吐出パラメーターRが1205/秒にて押出し、1050cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、70m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0048】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例4]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.214m/分、すなわち紡口吐出パラメーターRが9/秒にて押出し、0.75cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.5m/分の速度でかせに巻き取った以外は、実施例7と同様にして多孔性中空糸膜を得た。
【0049】
得られた多孔性中空糸膜は、破断伸度は高いものの、糸径が脈動しており安定に紡糸できなかった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例5]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速30.0m/分、すなわち紡口吐出パラメーターRが1205/秒にて押出し、1050cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、70m/分の速度でかせに巻き取った以外は、実施例10と同様にして多孔性中空糸膜を得た。
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
【0050】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例6]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.214m/分、すなわち紡口吐出パラメーターRが9/秒にて押出し、7.5cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、0.5m/分の速度でかせに巻き取った以外は、実施例10と同様にして多孔性中空糸膜を得た。
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
【0051】
得られた多孔性中空糸膜は破断伸度が低かった。糸径が脈動しており安定に紡糸できなかった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例7]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速25.7m/分、すなわち紡口吐出パラメーターRが1033/秒にて押出し、900cmの空中走行を経た後40℃の水浴中に導き入れることで冷却固化させ、60m/分の速度でかせに巻き取った以外は、実施例12と同様にして多孔性中空糸膜を得た。
【0052】
得られた多孔性中空糸膜は破断伸度が低かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
[比較例8]
外径1.75mm、内径0.92mmの中空糸成形用ノズルを用い、吐出線速0.214m/分、すなわち紡口吐出パラメーターRが9/秒にて押出し、0.5m/分の速度でかせに巻き取った以外は、実施例8と同様にして多孔性中空糸膜を得た。
【0053】
得られた多孔性中空糸膜は、破断伸度は高いものの、糸径が脈動しており紡糸安定性が極めて悪かった。得られた膜の外径、内径、破断強度、破断伸度を表1に示す。
【0054】
【表1】
【産業上の利用可能性】
【0055】
本発明により、除濁等の濾過用途に好適な、高い伸度を持つ多孔性中空糸膜を生産性良く安定して製造することができる。
【図面の簡単な説明】
【0056】
【図1】単層での溶融押出しによる中空糸状物作製要領の概略図であり、(a)吐出方向に平行な面で切った断面図、(b)ノズル吐出口の正面図である。
【符号の説明】
【0057】
1 押出機の先端部
2 中空糸成型用ノズル
3 溶融混練物の流路
4 溶融混練物
5 中空部形成用流体
6 ノズル下端面
7 溶融混練物の円環状吐出口
8 中空部形成用流体の吐出口
【特許請求の範囲】
【請求項1】
円環状吐出口を有する中空糸成型用ノズルを用い、該円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出し、成型された中空糸状押出し物を冷却固化し、さらに該冷却固化物から該有機液体を抽出除去して多孔性中空糸膜を製造する方法において、前記溶融混練物の吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することを特徴とする多孔性中空糸膜の製造方法。
【請求項2】
該円環状吐出口から吐出される該溶融混練物に、該熱可塑性樹脂と該有機液体に加えて無機微粉が混練されていることを特徴とする請求項1に記載の多孔性中空糸膜の製造方法。
【請求項3】
該無機微粉が微粉シリカであることを特徴とする請求項2記載の多孔性中空糸膜の製造方法。
【請求項4】
該熱可塑性樹脂がポリオレフィンおよびポリフッ化ビニリデンから選ばれたものであることを特徴とする請求項1から3の何れか一つに記載の多孔性中空糸膜の製造方法。
【請求項5】
該溶融混練物中該熱可塑性樹脂が15容量%から50容量%であり、かつ無機微粉が5重量%から40重量%であることを特徴とする請求項1から4の何れか一つに記載の多孔性中空糸膜の製造方法。
【請求項6】
該有機液体がフタル酸エステルであることを特徴とする請求項1から5の何れか一つに記載の多孔性中空糸膜の製造方法。
【請求項7】
請求項1から6のいずれか一つに記載の多孔性中空糸膜の製造方法により作られることを特徴とする多孔性中空糸膜。
【請求項8】
破断伸度が100%以上であることを特徴とする請求項7記載の多孔性中空糸膜。
【請求項1】
円環状吐出口を有する中空糸成型用ノズルを用い、該円環状吐出口から熱可塑性樹脂と有機液体を含む溶融混練物を吐出し、成型された中空糸状押出し物を冷却固化し、さらに該冷却固化物から該有機液体を抽出除去して多孔性中空糸膜を製造する方法において、前記溶融混練物の吐出時における線速V(m/秒)を該ノズル吐出口のスリット幅d(m)で除した、紡口パラメーターR(1/秒)が10以上1000以下であるように該溶融混練物を吐出することを特徴とする多孔性中空糸膜の製造方法。
【請求項2】
該円環状吐出口から吐出される該溶融混練物に、該熱可塑性樹脂と該有機液体に加えて無機微粉が混練されていることを特徴とする請求項1に記載の多孔性中空糸膜の製造方法。
【請求項3】
該無機微粉が微粉シリカであることを特徴とする請求項2記載の多孔性中空糸膜の製造方法。
【請求項4】
該熱可塑性樹脂がポリオレフィンおよびポリフッ化ビニリデンから選ばれたものであることを特徴とする請求項1から3の何れか一つに記載の多孔性中空糸膜の製造方法。
【請求項5】
該溶融混練物中該熱可塑性樹脂が15容量%から50容量%であり、かつ無機微粉が5重量%から40重量%であることを特徴とする請求項1から4の何れか一つに記載の多孔性中空糸膜の製造方法。
【請求項6】
該有機液体がフタル酸エステルであることを特徴とする請求項1から5の何れか一つに記載の多孔性中空糸膜の製造方法。
【請求項7】
請求項1から6のいずれか一つに記載の多孔性中空糸膜の製造方法により作られることを特徴とする多孔性中空糸膜。
【請求項8】
破断伸度が100%以上であることを特徴とする請求項7記載の多孔性中空糸膜。
【図1】

【公開番号】特開2008−93503(P2008−93503A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−274865(P2006−274865)
【出願日】平成18年10月6日(2006.10.6)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月6日(2006.10.6)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]