
多孔質コーナー板の製造方法
【課題】一貫生産に適した効率的なALCコーナー板の製造方法を提供する。
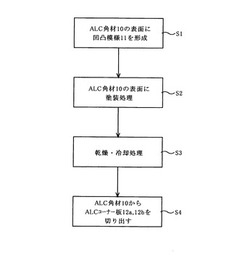
【解決手段】最初に、ALC角材10の表面に凹凸模様11を形成する。この凹凸模様は、ALCコーナー板12a,12bの外観に美感を生じさせるための模様である。(工程S1)次に、凹凸模様11が形成されたALC角材10の表面に塗装処理を行う。(工程S2)塗装処理の後、ALC角材10に塗布された塗料を乾燥させるため、乾燥処理を行う。また、ALC板10は塗装前に過熱されることが多い。そこで、そのような場合には乾燥処理後に冷却処理を行う。(工程S3)その後、ALC角材10から断面L字形の2つのALCコーナー板12a,12bを切り出す。(工程S4)
【解決手段】最初に、ALC角材10の表面に凹凸模様11を形成する。この凹凸模様は、ALCコーナー板12a,12bの外観に美感を生じさせるための模様である。(工程S1)次に、凹凸模様11が形成されたALC角材10の表面に塗装処理を行う。(工程S2)塗装処理の後、ALC角材10に塗布された塗料を乾燥させるため、乾燥処理を行う。また、ALC板10は塗装前に過熱されることが多い。そこで、そのような場合には乾燥処理後に冷却処理を行う。(工程S3)その後、ALC角材10から断面L字形の2つのALCコーナー板12a,12bを切り出す。(工程S4)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔質コーナー板の製造方法に関する。
【背景技術】
【0002】
従来、建物の外壁としては、土等を塗った土壁等のように、建築現場で施工する外壁が多かったが、最近では、外壁材を工場等で生産し、この外壁材を建物の外壁部分に取り付けた外壁が、速く、均質に、しかも、見栄え良く施工できる等の理由により、広く普及してきている。
【0003】
工場生産される外壁材としては、多孔質であるALC(Autoclaved Light-Weight Concrete、軽量気泡コンクリート)、プレキャストコンクリート、硬質木片セメント等が用いられることが多い。特に、ALCから成る外壁材(以下、ALC板と呼ぶ)は、軽量であるために施工し易く、多くの外壁材に用いられている。
【0004】
ALC板には、通常の平板の他に、外壁のコーナー(角)に設置されるALCコーナー板がある。このALCコーナー板は、長さ方向に対する垂直断面がL字形になっている。
【0005】
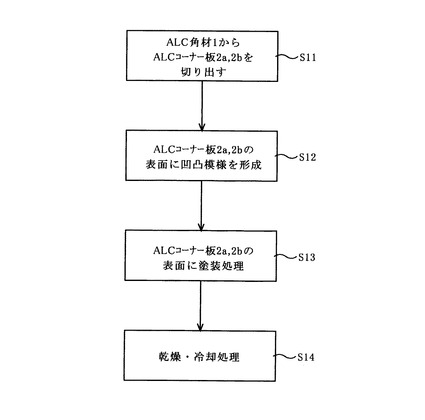
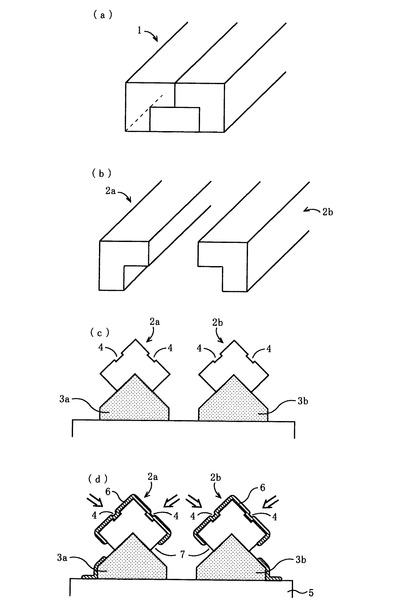
以下、ALCコーナー板の製造方法について図3、図4に基づいて説明する。図3に示すように、最初に、ALC角材1からALCコーナー板2a,2bを切り出す。(工程S11)次に、ALCコーナー板2a,2bの表面に、凹凸模様4を形成する。この凹凸模様4は、ALCコーナー板2a,2bの外観に美感を生じさせるための模様である。(工程S12)次に、凹凸模様4が形成されたALCコーナー板2a,2bの外観及び防水性を向上させるために、その表面に塗装処理を行う。(工程S13)塗装処理後、ALCコーナー板2a,2bに塗布された塗料を乾燥させるため乾燥処理を行う。また、ALCコーナー板2a,2bは塗装前に加熱されることが多い。そこで、そのような場合には乾燥処理後に冷却処理を行う。(工程S14)
【0006】
以上の工程を図4に基づいて更に詳しく説明する。ALC角材1は断面長方形の角材であり、このALC角材1をミリングマシン等で切削することにより2つの断面L字形のALCコーナー板2a,2bを切り出す。
【0007】
その後、ALCコーナー板2a,2bを作業テーブル上に多数並べて、外壁面となる2つの面に凹凸模様4を形成する。このとき、ALCコーナー板2a,2bを安定に固定するために、図4(c)に示すように、ALCコーナー板2a,2bを固定する固定治具3a,3bを用いて、その表面に凹凸模様4を形成する。続いて、図4(d)に示すように、固定治具3a,3b上に固定されたALCコーナー板2a,2bをパレット5上に載せて、スプレー塗装等により凹凸模様4が形成された面に塗料6を塗布する。
【0008】
尚、ALCコーナー板については、特許文献1に記載されている。
【特許文献1】特開2008−006324号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、上記のALCコーナー板の製造方法にあっては、ALCコーナー板2a,2bを安定に固定するために固定治具3a,3bを使用しなければならなかった。
【0010】
また、外壁面となる凹凸模様4が形成された面(塗装対象面)にだけ塗料6を塗布すべきところ、塗料6が塗装対象面に隣接する隣接面7に回り込んで付着してしまうことが多い。(図4(d)参照)そのため、隣接面7に付着した余分な塗料6を除去する作業を行わなければならなかった。
【0011】
さらに、塗料6がALCコーナー板2a,2bと固定治具3a,3bとの接触面に浸入すると、両者が塗料6を介して固着され、これを無理に剥がそうとすると、ALCコーナー板2a,2bが破損するおそれがあった。(これをブロッキング不良という)このようなブロッキング不良は固定治具3a,3bとパレット5の間でも生じ得る。
【0012】
また、上記のように、塗装対象面以外の面に余分な塗料6が多く付着することから、塗料使用量が増加する(塗料回収率の低下)という問題もあった。
【課題を解決するための手段】
【0013】
本発明の多孔質コーナー板の製造方法は上述の課題に鑑みて為されたものであり、多孔質からなる角材を準備し、前記角材の表面に凹凸模様を形成する工程と、前記凹凸模様が形成された角材の表面に塗装処理を行う工程と、前記塗装処理が行われた前記角材から、断面L字形の2つの多孔質コーナー板を切り出す工程と、を備えることを特徴とする。
【発明の効果】
【0014】
本発明の多孔質コーナー板の製造方法によれば、角材の状態で凹凸模様を形成し、かつ塗装処理を施しているので、ワークの安定性が良く、固定治具を使用する必要がない。また、塗装対象面以外の面に塗料が回り込むことも少なくなるので、塗料除去作業を削減できる。また、ブロッキング不良を低減し、塗料使用量を低減できるという効果もある。
【0015】
特に、本発明はALCコーナー板の一貫生産に適用するのに好適である。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施形態による多孔質コーナー板の製造方法について図1、図2に基づいて説明する。
【0017】
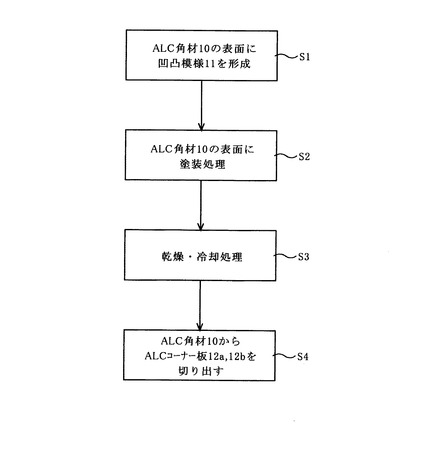
図1に示すように、最初に、ALC角材10の表面に凹凸模様11を形成する。この凹凸模様は、ALCコーナー板12a,12bの外観に美感を生じさせるための模様である。(工程S1)次に、凹凸模様11が形成されたALC角材10の表面に塗装処理を行う。(工程S2)塗装処理の後、ALC角材10に塗布された塗料を乾燥させるため、乾燥処理を行う。また、ALC板10は塗装前に過熱されることが多い。そこで、そのような場合には乾燥処理後に冷却処理を行う。(工程S3)その後、ALC角材10から断面L字形の2つのALCコーナー板12a,12bを切り出す。(工程S4)このように、本実施形態の製造方法は、従来の製造方法における工程の順番を変更したものである。
【0018】
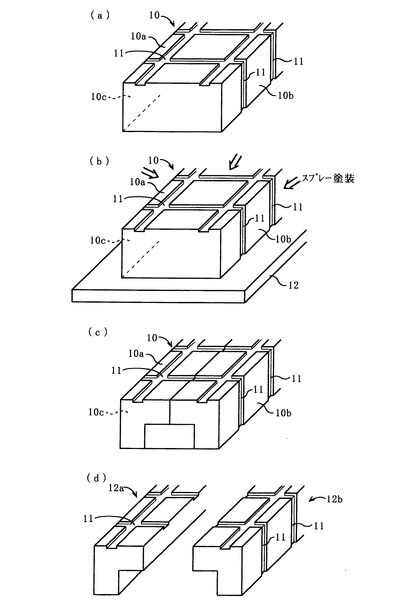
以上の工程を図2に基づいて更に詳しく説明する。図2(a)に示すように、ALC角材10は、断面長方形の角材である。このALC角材10を作業テーブル上に載置して、その上面10a、右側面10b及び左側面10cに凹凸模様11を形成する。このとき、ミリングマシン等を用いてALC角材10の表面を切削することにより、上記3つの面に連続して形成することができる。図2(a)の例では、直線的な溝が上記3つの面に形成されている。
【0019】
次に、凹凸模様11が形成されたALC角材10をパレット12上に載置し、ALC角材10の上面10a、右側面10b及び左側面10cに塗装処理を行う。この塗装処理において、噴射ノズルから塗料を噴射させて、塗装対象面に吹き付けるスプレー塗装法を用いることが好ましい。この場合、スプレー塗装前にALC角材10は加熱される。(プレヒート工程)これにより、ALC角材10の上面10a、右側面10b及び左側面10cの3つの面に同時に塗装を行うことができる。尚、スプレー塗装法以外の塗装方法として、ロールコーター法、フローコーター法、デッピング法等を用いることもできる。
【0020】
次に、乾燥・冷却処理を経て、ALC角材10をミリングマシン等で切削し、断面L字形の2つのALCコーナー板12a,12bを切り出す(図2(c)、(d)参照)。
【0021】
上記実施形態によれば、ALC角材10の状態で、その表面に凹凸模様11を形成し、かつ塗装処理を施しているので、ワークであるALC角材10の安定性が良く、従来の固定治具3a,3bのような固定治具を使用する必要がない。また、塗装対象面(上面10a、右側面10b及び左側面10c)以外の面に塗料が回り込むことも少なくなる。
【0022】
特に、塗装処理の時にはALC角材10を塗装対象物としており、塗装対象面に対する隣接面(従来の隣接面7に相当する面)がまだ形成されていないため、そのような隣接面に塗料が回り込むことがない。そのため、回り込んだ塗料を除去する作業も削減でき、更にブロッキング不良を低減し、塗料使用量を低減できるという効果もある。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態による多孔質板の製造方法を示す工程フロー図である。
【図2】本発明の実施形態による多孔質板の製造方法を示す図である。
【図3】従来の多孔質板の製造方法を示す工程フロー図である。
【図4】従来の多孔質板の製造方法を示す図である。
【符号の説明】
【0024】
10・・・ALC角材
10a・・・上面
10b・・・右側面
10c・・・左側面
11・・・凹凸模様
12a,12b・・・ALCコーナー板
【技術分野】
【0001】
本発明は、多孔質コーナー板の製造方法に関する。
【背景技術】
【0002】
従来、建物の外壁としては、土等を塗った土壁等のように、建築現場で施工する外壁が多かったが、最近では、外壁材を工場等で生産し、この外壁材を建物の外壁部分に取り付けた外壁が、速く、均質に、しかも、見栄え良く施工できる等の理由により、広く普及してきている。
【0003】
工場生産される外壁材としては、多孔質であるALC(Autoclaved Light-Weight Concrete、軽量気泡コンクリート)、プレキャストコンクリート、硬質木片セメント等が用いられることが多い。特に、ALCから成る外壁材(以下、ALC板と呼ぶ)は、軽量であるために施工し易く、多くの外壁材に用いられている。
【0004】
ALC板には、通常の平板の他に、外壁のコーナー(角)に設置されるALCコーナー板がある。このALCコーナー板は、長さ方向に対する垂直断面がL字形になっている。
【0005】
以下、ALCコーナー板の製造方法について図3、図4に基づいて説明する。図3に示すように、最初に、ALC角材1からALCコーナー板2a,2bを切り出す。(工程S11)次に、ALCコーナー板2a,2bの表面に、凹凸模様4を形成する。この凹凸模様4は、ALCコーナー板2a,2bの外観に美感を生じさせるための模様である。(工程S12)次に、凹凸模様4が形成されたALCコーナー板2a,2bの外観及び防水性を向上させるために、その表面に塗装処理を行う。(工程S13)塗装処理後、ALCコーナー板2a,2bに塗布された塗料を乾燥させるため乾燥処理を行う。また、ALCコーナー板2a,2bは塗装前に加熱されることが多い。そこで、そのような場合には乾燥処理後に冷却処理を行う。(工程S14)
【0006】
以上の工程を図4に基づいて更に詳しく説明する。ALC角材1は断面長方形の角材であり、このALC角材1をミリングマシン等で切削することにより2つの断面L字形のALCコーナー板2a,2bを切り出す。
【0007】
その後、ALCコーナー板2a,2bを作業テーブル上に多数並べて、外壁面となる2つの面に凹凸模様4を形成する。このとき、ALCコーナー板2a,2bを安定に固定するために、図4(c)に示すように、ALCコーナー板2a,2bを固定する固定治具3a,3bを用いて、その表面に凹凸模様4を形成する。続いて、図4(d)に示すように、固定治具3a,3b上に固定されたALCコーナー板2a,2bをパレット5上に載せて、スプレー塗装等により凹凸模様4が形成された面に塗料6を塗布する。
【0008】
尚、ALCコーナー板については、特許文献1に記載されている。
【特許文献1】特開2008−006324号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら、上記のALCコーナー板の製造方法にあっては、ALCコーナー板2a,2bを安定に固定するために固定治具3a,3bを使用しなければならなかった。
【0010】
また、外壁面となる凹凸模様4が形成された面(塗装対象面)にだけ塗料6を塗布すべきところ、塗料6が塗装対象面に隣接する隣接面7に回り込んで付着してしまうことが多い。(図4(d)参照)そのため、隣接面7に付着した余分な塗料6を除去する作業を行わなければならなかった。
【0011】
さらに、塗料6がALCコーナー板2a,2bと固定治具3a,3bとの接触面に浸入すると、両者が塗料6を介して固着され、これを無理に剥がそうとすると、ALCコーナー板2a,2bが破損するおそれがあった。(これをブロッキング不良という)このようなブロッキング不良は固定治具3a,3bとパレット5の間でも生じ得る。
【0012】
また、上記のように、塗装対象面以外の面に余分な塗料6が多く付着することから、塗料使用量が増加する(塗料回収率の低下)という問題もあった。
【課題を解決するための手段】
【0013】
本発明の多孔質コーナー板の製造方法は上述の課題に鑑みて為されたものであり、多孔質からなる角材を準備し、前記角材の表面に凹凸模様を形成する工程と、前記凹凸模様が形成された角材の表面に塗装処理を行う工程と、前記塗装処理が行われた前記角材から、断面L字形の2つの多孔質コーナー板を切り出す工程と、を備えることを特徴とする。
【発明の効果】
【0014】
本発明の多孔質コーナー板の製造方法によれば、角材の状態で凹凸模様を形成し、かつ塗装処理を施しているので、ワークの安定性が良く、固定治具を使用する必要がない。また、塗装対象面以外の面に塗料が回り込むことも少なくなるので、塗料除去作業を削減できる。また、ブロッキング不良を低減し、塗料使用量を低減できるという効果もある。
【0015】
特に、本発明はALCコーナー板の一貫生産に適用するのに好適である。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施形態による多孔質コーナー板の製造方法について図1、図2に基づいて説明する。
【0017】
図1に示すように、最初に、ALC角材10の表面に凹凸模様11を形成する。この凹凸模様は、ALCコーナー板12a,12bの外観に美感を生じさせるための模様である。(工程S1)次に、凹凸模様11が形成されたALC角材10の表面に塗装処理を行う。(工程S2)塗装処理の後、ALC角材10に塗布された塗料を乾燥させるため、乾燥処理を行う。また、ALC板10は塗装前に過熱されることが多い。そこで、そのような場合には乾燥処理後に冷却処理を行う。(工程S3)その後、ALC角材10から断面L字形の2つのALCコーナー板12a,12bを切り出す。(工程S4)このように、本実施形態の製造方法は、従来の製造方法における工程の順番を変更したものである。
【0018】
以上の工程を図2に基づいて更に詳しく説明する。図2(a)に示すように、ALC角材10は、断面長方形の角材である。このALC角材10を作業テーブル上に載置して、その上面10a、右側面10b及び左側面10cに凹凸模様11を形成する。このとき、ミリングマシン等を用いてALC角材10の表面を切削することにより、上記3つの面に連続して形成することができる。図2(a)の例では、直線的な溝が上記3つの面に形成されている。
【0019】
次に、凹凸模様11が形成されたALC角材10をパレット12上に載置し、ALC角材10の上面10a、右側面10b及び左側面10cに塗装処理を行う。この塗装処理において、噴射ノズルから塗料を噴射させて、塗装対象面に吹き付けるスプレー塗装法を用いることが好ましい。この場合、スプレー塗装前にALC角材10は加熱される。(プレヒート工程)これにより、ALC角材10の上面10a、右側面10b及び左側面10cの3つの面に同時に塗装を行うことができる。尚、スプレー塗装法以外の塗装方法として、ロールコーター法、フローコーター法、デッピング法等を用いることもできる。
【0020】
次に、乾燥・冷却処理を経て、ALC角材10をミリングマシン等で切削し、断面L字形の2つのALCコーナー板12a,12bを切り出す(図2(c)、(d)参照)。
【0021】
上記実施形態によれば、ALC角材10の状態で、その表面に凹凸模様11を形成し、かつ塗装処理を施しているので、ワークであるALC角材10の安定性が良く、従来の固定治具3a,3bのような固定治具を使用する必要がない。また、塗装対象面(上面10a、右側面10b及び左側面10c)以外の面に塗料が回り込むことも少なくなる。
【0022】
特に、塗装処理の時にはALC角材10を塗装対象物としており、塗装対象面に対する隣接面(従来の隣接面7に相当する面)がまだ形成されていないため、そのような隣接面に塗料が回り込むことがない。そのため、回り込んだ塗料を除去する作業も削減でき、更にブロッキング不良を低減し、塗料使用量を低減できるという効果もある。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態による多孔質板の製造方法を示す工程フロー図である。
【図2】本発明の実施形態による多孔質板の製造方法を示す図である。
【図3】従来の多孔質板の製造方法を示す工程フロー図である。
【図4】従来の多孔質板の製造方法を示す図である。
【符号の説明】
【0024】
10・・・ALC角材
10a・・・上面
10b・・・右側面
10c・・・左側面
11・・・凹凸模様
12a,12b・・・ALCコーナー板
【特許請求の範囲】
【請求項1】
多孔質からなる角材を準備し、
前記角材の表面に凹凸模様を形成する工程と、
前記凹凸模様が形成された角材の表面に塗装処理を行う工程と、
前記塗装処理が行われた前記角材から、断面L字形の2つの多孔質コーナー板を切り出す工程と、を備えることを特徴とする多孔質コーナー板の製造方法。
【請求項2】
前記凹凸模様を形成する工程は、前記角材の上面、右側面及び左側面に前記凹凸模様を形成する工程であることを特徴とする請求項1に記載の多孔質コーナー板の製造方法。
【請求項3】
前記塗装処理を行う工程は、前記角材の上面、右側面及び左側面に前記塗装処理を行う工程であることを特徴とする請求項1又は2に記載の多孔質コーナー板の製造方法。
【請求項4】
前記塗装処理を行う工程は、前記角材の上面、右側面及び左側面にスプレー塗装を同時に行う工程であることを特徴とする請求項1又は2に記載の多孔質コーナー板の製造方法。
【請求項5】
前記多孔質からなる角材は、ALCからなる角材であることを特徴とする請求項1乃至4のいずれかに記載の多孔質コーナー板の製造方法。
【請求項1】
多孔質からなる角材を準備し、
前記角材の表面に凹凸模様を形成する工程と、
前記凹凸模様が形成された角材の表面に塗装処理を行う工程と、
前記塗装処理が行われた前記角材から、断面L字形の2つの多孔質コーナー板を切り出す工程と、を備えることを特徴とする多孔質コーナー板の製造方法。
【請求項2】
前記凹凸模様を形成する工程は、前記角材の上面、右側面及び左側面に前記凹凸模様を形成する工程であることを特徴とする請求項1に記載の多孔質コーナー板の製造方法。
【請求項3】
前記塗装処理を行う工程は、前記角材の上面、右側面及び左側面に前記塗装処理を行う工程であることを特徴とする請求項1又は2に記載の多孔質コーナー板の製造方法。
【請求項4】
前記塗装処理を行う工程は、前記角材の上面、右側面及び左側面にスプレー塗装を同時に行う工程であることを特徴とする請求項1又は2に記載の多孔質コーナー板の製造方法。
【請求項5】
前記多孔質からなる角材は、ALCからなる角材であることを特徴とする請求項1乃至4のいずれかに記載の多孔質コーナー板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−227518(P2009−227518A)
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願番号】特願2008−75271(P2008−75271)
【出願日】平成20年3月24日(2008.3.24)
【出願人】(591077704)東亜工業株式会社 (34)
【Fターム(参考)】
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願日】平成20年3月24日(2008.3.24)
【出願人】(591077704)東亜工業株式会社 (34)
【Fターム(参考)】
[ Back to top ]