
多孔質セラミックス材料製造用スラリー
【課題】骨組織の形成を速やかに誘導し得る、生体親和性の優れた多孔質セラミックス材料のエネルギーコストの低い製造方法の提供すること。
【解決手段】側鎖に複素環を有する高分子、アルコールおよびセラミックス原料粒子を含む多孔質セラミックス材料製造用スラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させる工程(工程 A)、凍結させたスラリーを乾燥させて成形体を得(工程 B)、乾燥させた成形体を焼成する工程(工程 C)を含むことを特徴とする、多孔質セラミックス材料の製造方法。
【解決手段】側鎖に複素環を有する高分子、アルコールおよびセラミックス原料粒子を含む多孔質セラミックス材料製造用スラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させる工程(工程 A)、凍結させたスラリーを乾燥させて成形体を得(工程 B)、乾燥させた成形体を焼成する工程(工程 C)を含むことを特徴とする、多孔質セラミックス材料の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔質セラミックス材料製造用スラリーおよび該スラリーを用いた多孔質セラミックス材料の製造方法に関する。
【背景技術】
【0002】
セラミックス材料のうちリン酸カルシウム系セラミックス材料は、骨や歯の主成分であり、優れた生体親和性を有しており、且つ安全性にも優れていることから、人工骨、人工歯根等の医科用あるいは歯科用等の生体材料として幅広く利用されている。
【0003】
なかでも、骨折や骨腫瘍などの疾患やその治療により骨に欠損部や空孔部ができた場合に補填して修復・治癒させる人工骨に適したセラミックス材料について近年盛んに研究開発が行われている。すでに、セラミックス材料は広く臨床の場で用いられるが、現在のセラミックス材料は患部埋入後の新生骨形成が材料表層部に限定されること、また、強度が充分でなかったことから、傷病の治癒までの期間が長くなるなどの欠点を有している。
【0004】
したがって、生体組織が速やかに内部まで入り込み、組織(新生骨)を迅速に形成し得、且つ実用的な機械的強度を有するセラミックインプラント材料の開発が望まれている。
【0005】
このようなセラミックインプラント材料として、例えば、多数の気孔が三次元的に密に分布し、隣接する気孔同士がそれらを区画する骨格壁部において相互に連通した連球状開気孔を有するリン酸カルシウム系焼結体が提案されている(特許文献1、2等)。
【0006】
また、特許文献3、4には、直径が10〜500μmで、一方向に配向して貫通している気孔(以下、「配向連通孔」ともいう)を有する焼結体が、インプラント材料として適したセラミックス材料であることが開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3400740号公報
【特許文献2】特許第2597355号公報
【特許文献3】特許第3858069号公報
【特許文献4】特許第3940770号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1、2に記載の方法は、気孔形成のためにスラリーに起泡剤の添加及び気体導入を行っており、係る作業は煩雑である。また、スラリーの乾燥処理や、スラリー中の有機物質の硬化及び硬化物の乾燥処理を行うが、乾燥処理には多大な熱エネルギーが必要であり、エネルギーコストが高いという問題がある。
【0009】
また、特許文献3、4に記載の方法を追試して、スラリーの凝固点を示差走査熱量測定(DSC)により測定した結果、凍結させるには−8℃以下に設定する必要があった。このため、常温よりも最大で40℃以上降温させる必要があり、エネルギーコストが高いという問題がある。なお、ここでいう「常温」とはJIS Z 8703に規定の「20℃±15℃(5〜35℃)」のことである。
【0010】
また、特許文献1、2に記載の方法では、連球開気孔からなる連通孔はネック構造を持ち、その孔径が小さく且つ配向性を持たないため、実際の臨床では、例えば、骨組織(新生骨)の誘導が材料内部まで十分に認められていない。また、特許文献3、4に記載の方法を、本発明者らが追試したところ、冷却面の近傍付近ではスラリーの過冷却現象による不均一相が形成されるのに対し、冷却面から離れるに従い、孔径が拡大して形成され、上下間で孔の形状が不均一となる。このことより、特許文献3、4に記載の方法では、十分な長さの配向連通孔(すなわち、一方向に配向して貫通している十分な長さの気孔)を持つインプラント材料が得られないことが判明し、血液や骨髄液などの組織液、体液が該材料内部まで速やかに浸透する材料についての具体的・実用的な指針にはなり得ないことが分かった。
【0011】
本発明はこのような事情に鑑みてなされたものであり、その目的とするところは、骨組織形成を速やかに誘導し得る、一方向に配向して貫通している十分な長さの気孔を有する多孔質セラミックス材料を効率よく製造することができる多孔質セラミックス材料の製造方法及び該方法に用いる多孔質セラミックス製造用スラリーを提供することにある。
【課題を解決するための手段】
【0012】
上記の課題を解決するために、本発明者らが鋭意研究を行った結果、以下の特徴をもつ本発明を完成した。
【0013】
すなわち、本発明は以下の通りである。
[1] 側鎖に複素環を有する高分子、アルコールおよびセラミックス原料粒子を含んでなる、多孔質セラミックス材料製造用スラリー。
[2] 複素環が窒素原子を含む複素環である、上記[1]に記載の多孔質セラミックス材料製造用スラリー。
[3] 窒素原子を含む複素環を側鎖に有する高分子が、ビニルピロリドン系重合体である、上記[2]記載の多孔質セラミックス材料製造用スラリー。
[4] ビニルピロリドン系重合体がポリ(N−ビニル−2−ピロリドン)である上記[3]に記載の多孔質セラミックス材料製造用スラリー。
[5] アルコールが、ターシャリーブチルアルコールである、上記[1]〜[4]のいずれか一つに記載の多孔質セラミックス材料製造用スラリー。
[6] セラミックス原料粒子がリン酸カルシウム系粒子である、上記[1]〜[5]のいずれか一つに記載の多孔質セラミックス材料製造用スラリー。
[7] アルコールに側鎖に複素環を有する高分子を加えて溶液を調製し、該溶液にセラミックス原料粒子を分散させることを特徴とする、上記[1]〜[6]のいずれか一つに記載のスラリーの製造方法。
[8] 工程(A):上記[1]〜[6]のいずれか一つに記載のスラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させる工程、
工程(B):凍結させたスラリーを乾燥させて成形体を得る工程、および
工程(C):成形体を焼成する工程を含むことを特徴とする、多孔質セラミックス材料の製造方法。
[9] 上記[8]に記載の方法により製造された多孔質セラミックス材料。
[10] インプラント材料用である、上記[9]に記載の多孔質セラミックス材料。
【0014】
本発明において、「インプラント材料」とは、医科用、歯科用を問わず、「生体に埋込む材料」の意味であり、具体的には、人工骨、人工歯根、骨補填材、骨置換材、生体内吸収性骨折プレート、薬物徐放材料、歯科修復材、根管充填材、人工関節等が挙げられる。
【発明の効果】
【0015】
本発明によれば、材料内部までスムーズに血液や骨髄液などの組織液が浸透し得る、一方向に配向して貫通している十分な長さの気孔を有する多孔質セラミックス材料(特にリン酸カルシウム系多孔質セラミックス材料)を、簡便に、且つ、極めて効率よく製造することができる。
特に、スラリーが比較的希薄な高分子溶液にセラミック原料粒子が分散したゾル状のスラリーであることから、スラリーの凝固点が比較的高く、スラリーの凍結に要するエネルギーが少なくて済み、しかも、凍結したスラリーの乾燥工程でのセラミック原料粒子以外の媒体成分の昇華が速やかになされることから、従来方法よりも、エネルギーコストを大幅に低減することができる。
本発明により製造される多孔質セラミックス材料は特に人工骨等のインプラント材料として有用である。
【図面の簡単な説明】
【0016】
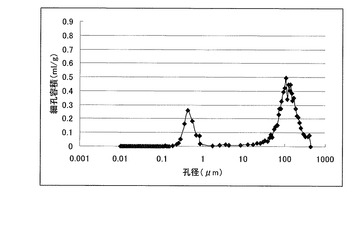
【図1】図1は実施例4で製造されたセラミックス材料の細孔分布を示す図である。
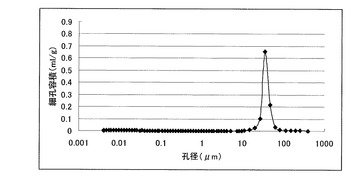
【図2】図2は比較例1で製造されたセラミックス材料の細孔分布を示す図である。
【図3】図3は本発明に係るセラミックス材料の一例の模式図である。
【図4】図4は本発明においてスラリーの凍結のために用い得る凍結装置の一例の模式図である。
【図5】図5は本発明におけるスラリーの凍結工程の別法を模式的に示した図である。
【図6】図6は本発明における凍結したスラリー(図6(A))と乾燥後の成型体(図6(B))の模式断面図である。
【発明を実施するための形態】
【0017】
まず、本発明に係る多孔質セラミックス材料について説明する。以下の記載において、本発明の方法によって製造される多孔質セラミックス材料は「本発明のセラミックス材料」と略称する場合がある。
【0018】
本発明のセラミックス材料は、好ましくはリン酸カルシウム系セラミックス材料である。また、本発明のセラミックス材料の気孔率は、好ましくは40〜90%であり、より好ましくは50〜90%である。気孔率が40%以上であれば、多くの血液や骨髄液などの組織液、体液が材料内に含浸するために、充分な組織、例えば、骨組織の形成が見込まれる。
【0019】
気孔率はJIS R 1634に準拠して測定される。具体的には、以下のとおりである。評価対象の多孔質セラミックス材料から直径6mm×高さ8mmの円柱状の試験片を切り出す。その試験片の重量および体積を測定して、以下の式より、気孔率を算出する。
嵩密度=(試験片の重さ)/(試験片の体積)
気孔率=(1−嵩密度/理論密度)×100
【0020】
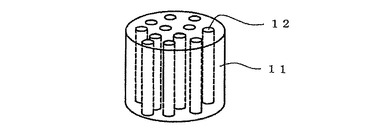
図3は、本発明のセラミックス材料の一例の模式図である。本発明のセラミックス材料では、図3に示すように、気孔12が一方向に配向している。気孔12は焼結体11の内部においてセラミックス物質が存在せずに空間になっている領域である。気孔が一方向に配向するとは、一軸方向に伸びた気孔が複数存在し、そのような気孔の長軸の方向が実質的に一方向に揃っていることをいう。より具体的には、焼結体中にある一軸方向に伸びた気孔のうちの例えば半数以上、好ましくは80%以上の気孔の長軸の方向が例えば角度30°以内の範囲で揃っている。ここでいう「角度」とは、任意平面への気孔の長軸の正写影の交差角度のことである。
【0021】
各々の気孔の配向方向に垂直な断面の面積(断面積)は、好ましくは1×10-3〜200×10-3mm2であり、より好ましくは10×10-3〜100×10-3mm2である。上記範囲内であれば、毛細管現象により血液や骨髄液などの組織液が気孔を通過し易く、優れた組織液の通過性が得られる。ただし、本発明の課題解決のために、材料内の全ての気孔が上記断面積をもつことは必ずしも要さない。また、血液や骨髄液などの組織液中に含まれる細胞等が材料内に浸入するためには、当該断面における気孔の短径が少なくとも10μm、好ましくは20μm、より好ましくは30μm以上あることが好ましい。一方、当該断面における気孔の長径は、短径と同じ長さ〜500μmの範囲が好ましい。
【0022】
気孔の長軸方向の長さは、好ましくは5mm以上であり、より好ましくは10mm以上であり、さらに好ましくは15mm以上である。該長さの上限は特に制限されないが、200mm以下が好ましい。十分な長さの気孔を有していれば、切断などの加工により、インプラント用材料などを取得し易くなる。ただし、本発明の課題解決のために、材料内の全ての気孔が上記長さをもつことは要さない。
【0023】
好適態様では、配向方向に垂直な断面の面積(断面積)が少なくとも配向方向の5mmの長さにわたって1×10-3〜200×10-3mm2であり、より好ましくは10×10-3〜100×10-3mm2である。この場合、実用上、十分な長さにわたって良好な血液や骨髄液などの組織液、体液の浸透が達せられる。本発明のセラミックス材料中にある気孔が全て上記の断面積を有する必要はない。
【0024】
気孔の断面積を求めるには、後述する実施例のように、測定対象の多孔質セラミックス材料を樹脂中に包埋し、これを気孔の配向方向に対して垂直に薄切し、これを電子顕微鏡などで観察し、着目する気孔に由来する開口面積を順々に測定することで求めることができる。このとき、測定対象の材料を1mm毎に切り出してそれぞれの断面において開口面積を測定することにより、気孔の配向方向における該気孔の断面積の推移を本発明の目的に適った精度で評価することができる。また、気孔の短径および長径は、例えば、上述した電子顕微鏡観察像を採寸することにより測定できる。
【0025】
また、本発明のセラミックス材料は、気孔の配向軸方向に対して垂直な第1の切断面、および、第1の切断面と平行であり第1の切断面から気孔の配向方向に35mm離れた第2の切断面に着目したときに、第1の切断面および第2の切断面の両方において、気孔の断面積の平均値が1×10-3〜200×10-3mm2であるのが好ましい。
【0026】
また、本発明のセラミックス材料は、平均気孔径が30〜500μmであるのが好ましく、50〜300μmであるのがより好ましい。平均気孔径が30μm未満では、骨新生の起点となる細胞などの侵入が低下する傾向となり、平均気孔径が500μmを超えると、骨新生の起点となる細胞などの定着が低下する傾向となる。
【0027】
ここでいう、「平均気孔径」とは、水銀圧入法により得られる気孔径分布におけるメジアン径を意味し、水銀ポロシメータによって、後述の実施例に記載された方法で測定することができる。測定条件は、円柱形(直径(φ)6mm×高さ8mm)に成形した試験片を、水銀ポロシメータを用い、4×10−3〜3.5×102μmの範囲の細孔分布を測定した。なお、測定パラメータとして、試験片と水銀との接触角は130°、表面張力を485mN/mとした。
【0028】
このような十分な長さを有し、配向軸方向での開口面積の変動が少ない(より好適には適度な平均気孔径をさらに有する)、配向連通孔が形成されることで、生体組織が速やかに内部まで入り込み、組織(新生骨)を迅速に形成し得る、インプラント材料を実現できる。
【0029】
以下、本発明の多孔質セラミックス材料の製造方法について説明する。
本発明の多孔質セラミックス材料の製造方法は、(a)セラミックス原料粒子、(b)側鎖に複素環を有する高分子、及び(c)アルコールを含有するスラリーを使用する。
【0030】
[スラリー]
(a)セラミックス原料粒子
セラミックス原料粒子はセラミックス材料を製造するための原料化合物を粒子状に調製したものである。
【0031】
本発明において、セラミックス原料粒子は、好ましくはリン酸カルシウム系セラミックス材料を製造するための粒子であり、例えば、水酸アパタイト、フッ素アパタイト、塩素アパタイト、リン酸三カルシウム(α−リン酸三カルシウム、β−リン酸三カルシウム等)、メタリン酸カルシウム、リン酸四カルシウム、リン酸水素カルシウム、およびリン酸水素カルシウム2水和物等からなる群から選択されるいずれか1種または2種以上のリン酸カルシウム系化合物から調製される。なお、かかるリン酸カルシウム系化合物は、リン酸カルシウムのCa成分の一部がSr、Ba、Mg、Fe、Al、Y、La、Na、K、Ag、Pd、Zn、Pb、Cd等から選ばれる1種以上で置換されていてもよく、また、リン酸カルシウムのCa成分の一部が任意の一種以上の希土類元素で置換されていてもよい。また、(PO4)成分の一部が、VO4、BO3、SO4、CO3、SiO4などから選ばれる一種以上で置換されていてもよい。さらに、(OH)成分の一部が、F、Cl、O、CO3、I、Brから選ばれる一種以上で置換されていてもよい。
【0032】
リン酸カルシウム系化合物は、骨形成の点から、水酸アパタイト、フッ素アパタイト、塩素アパタイトおよびリン酸三カルシウムから選ばれるいずれか1種または2種以上が好ましく、水酸アパタイトおよび/またはリン酸三カルシウム(好ましくはβ−リン酸三カルシウム)であることがより好ましい。リン酸カルシウム系化合物は、天然鉱物由来であっても、あるいは各種湿式法、乾式法などで化学的に合成されたものであってもよい。
【0033】
リン酸カルシウム系化合物を、公知の粉砕造粒手段で粉砕して適宜な粒度分布を持つように造粒することでセラミックス原料粒子を得る。当該粒子の平均粒径は、0.01〜50μmの範囲が好ましく、0.5〜30μmの範囲がより好ましい。平均粒径が50μm以下であれば、スラリー中によく分散して、安定なスラリーが得られ易い。
【0034】
セラミックス原料粒子の平均粒径は、レーザー回折・散乱式粒度分布測定装置を用いて、粒子を蒸留水中に超音波照射(周波数:42Hz、照射時間:30秒、出力:40W)により分散させた状態での平均粒径を測定した。平均粒径は積算体積50%の粒径値(メジアン径)を用いた。
【0035】
(b)側鎖に複素環を有する高分子
側鎖に複素環を有する高分子は、複素環が、好ましくは、ヘテロ原子を含む約5〜12員環であり、例えば、ピロリジン環、イミダゾリジン環、ピペラジン環、ピペリジン環、ピロリドン環、モルホリン環、カプロラクタム環、キヌクリジン環などの窒素原子を含む複素環;ラクトン環、テトラハイドロフラン環、ジオキサン環などの酸素原子を含む複素環などが挙げられる。高分子中に含まれる複素環は1種でも2種以上であってもよい。複素環は窒素原子を含む複素環が好ましい。
【0036】
窒素原子を含む複素環を側鎖に有する高分子は、窒素原子を含む複素環基と1つの炭素−炭素二重結合とを分子内に含有するモノマー(以下、「含窒素複素環基含有ビニル系モノマー」と称する)の重合体が好ましい。含窒素複素環基含有ビニル系モノマーとしては、例えば、N−ビニル−2−ピロリドン、N−ビニル−4−メチル−2−ピロリドン、N−ビニル−5−メチル−2−ピロリドン、N−ビニル−ε−カプロラクタム、N−ビニル−2−ピペリドン、N−ビニル−ω−へプロラクタム等が挙げられる。当該重合体は1種のモノマーの重合体であっても、2種以上のモノマーを重合させた共重合体であってもよい。
【0037】
なかでも、N−ビニル−2−ピロリドン、N−ビニル−4−メチル−2−ピロリドン、N−ビニル−5−メチル−2−ピロリドン等のピロリドン環を有するモノマーの重合体であるビニルピロリドン系重合体が好ましく、特に好ましくはN−ビニル−2−ピロリドンの重合体(「ポリ(N−ビニル−2−ピロリドン)」)である。
【0038】
なお、窒素原子を含む複素環を側鎖に有する高分子は、含窒素複素環基含有ビニル系モノマーと他のビニル系モノマーとの共重合体であってもよい。かかる共重合体の場合、他のビニル系モノマー由来の単位の含有量は重合体全体の50モル%以下が好ましく、より好ましくは30モル%以下である。
【0039】
他のビニル系モノマーとしては、例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、グリセリンモノ(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール等の不飽和アルコール類;ポリエチレングリコールモノ(メタ)アクリレート、ポリプロピレングリコールモノ(メタ)アクリレート、ポリ(エチレングリコール−プロピレングリコール)モノ(メタ)アクリレート、ポリ(エチレングリコール−テトラメチレングリコール)モノ(メタ)アクリレート等のポリアルキレングリコール(メタ)アクリレート類、酢酸ビニル、プロピオン酸ビニル等のビニルエステル類;スチレン、置換スチレン(α−メチルスチレン等)、ビニルトルエン等の芳香族ビニル化合物;シクロヘキシル(メタ)アクリレート、シクロペンチルジ(メタ)アクリレート、イソボルニル(メタ)アクリレート等の脂環式炭化水素(メタ)アクリレート;フェニル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、ベンジル(メタ)アクリレート等の芳香環含有(メタ)アクリレート;エチレン、プロピレン、イソプレン、ブタジエン、イソブチレン等のオレフィン系モノマー;塩化ビニル、塩化ビニリデン等のハロゲン原子含有モノマー;2−(メタ)アクリロイルオキシエチルイソシアネート等のイソシアネート基含有モノマー;メトキシエチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート等のアルコキシ基含有モノマー;メチルビニルエーテル、エチルビニルエーテル等のビニルエーテル系モノマー等が挙げられる。なかでも、ビニルエステル類、不飽和アルコール類が好ましく、特に好ましくは酢酸ビニル、ビニルアルコールである。他のビニル系モノマーは1種又は2種以上を使用することができる。
【0040】
含窒素複素環基含有ビニル系モノマーの重合体、及び、含窒素複素環基含有ビニル系モノマーと他のビニル系モノマーとの共重合体は、常法に従い、含窒素複素環基含有ビニル系モノマーか、或いは、含窒素複素環基含有ビニル系モノマーと他のビニル系モノマーの混合物を、溶液重合法、懸濁重合法等を用いて重合することにより得ることができる。
【0041】
本発明において、側鎖に複素環を有する高分子の分子量は特に限定されないが、スラリーのゾル状態の分散安定化の観点から、重量平均分子量が5万以上、500万以下が好ましく、スラリーの操作性の観点から重量平均分子量が100万以上、300万以下がより好ましい。なお、ここでいう、重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)法により求められる値のことである。
【0042】
GPC法による分子量ポリスチレン換算値であり、測定条件は以下のとおりである。
サンプル濃度:0.1重量%(N−メチルピロリドン(以下、「NMP」と略称することがある)溶液)
サンプル注入量:10μl
溶離液:0.01M LiBr/NMP
流速:0.5ml/min
測定温度:60℃
カラム:Shodex GCP KF−606M(6.0mmID×150mm)×2本
検出器:RID−10A
【0043】
(c)アルコール
アルコールは、側鎖に複素環を有する高分子を溶解できるものであれば特に限定されないが、好ましくは、メタノール、エタノール、イソプロピルアルコール、n−ブタノール、1−メトキシ−2−プロパノール、ジアセトンアルコール、イソブチルアルコール、ターシャリーブチルアルコール(t−ブチルアルコール)、シクロヘキシルアルコール、オクチルアルコール、デシルアルコール、ドデシルアルコール、グリセリン等の、炭素数が1〜12の、脂肪族(直鎖若しくは分岐鎖)、脂環族又は芳香族の1価若しくは多価アルコールである。アルコールは1種または2種以上を使用することができる。なかでも、脂肪族1価アルコール(好ましくは炭素数が1〜4)が好ましく、凍結および昇華がしやすく、後述のスラリーの凍結時(工程A)および乾燥時(工程B)に要するエネルギーをより小さくてきることから、ターシャリーブチルアルコールが特に好ましい。なお、ジフェニルエーテル等のエーテル類をこれらのアルコールと混合して使用してもよく、また、ジフェニルエーテル等のエーテル類をアルコールの代わりに使用して本発明のスラリーを調製することも可能である。
【0044】
本発明において、スラリーの調製方法は特に限定はされないが、通常、アルコールに側鎖に複素環を有する高分子を加えて溶液を調製し、該溶液に、セラミックス原料粒子を加えて、セラミックス原料粒子を分散させることにより、ゾル状のスラリーを調製するのが好ましい。
【0045】
セラミックス原料粒子を分散させるための攪拌は、例えば、遊星攪拌機、ディスパー翼、タービン翼、パドル翼、プロペラ翼、アンカー翼などを備えた公知の攪拌混合装置を使用できる。中でも、スラリー中に不所望な気泡が発生するのを回避するために、遊星攪拌機を使用するのが好ましい。
【0046】
スラリー中の側鎖に複素環を有する高分子の含有量は、スラリーの総重量に対し、0.5〜10重量%が好ましく、1〜2重量%がより好ましい。0.5重量%未満では、セラミックス原料粒子の分散性が低下する傾向となり、10重量%を超えると、不経済である。
【0047】
スラリー中のセラミックス原料粒子の含有量は、スラリーの総重量に対し、5〜50重量%が好ましく、30〜45重量%がより好ましい。5重量%未満では、得られる成形体の強度が低下する傾向となり、50重量%を超えると、気孔の割合が低くなる傾向となる。
【0048】
スラリー中のアルコールの含有量は、スラリーの総重量に対し、40〜90重量%が好ましく、55〜70重量%がより好ましい。40重量%未満では、気孔の割合が低くなる傾向となり、90重量%を超えると、成形体の強度が低下する傾向となる。
【0049】
本発明の多孔質セラミックス材料は、上記のようにして調製したスラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させ(工程A)、凍結させたスラリーを乾燥させて成形体を得(工程B)、該成形体を焼成する(工程C)、ことにより製造される。
【0050】
すなわち、工程Aでは、スラリーが一方の端部側から一方向に凍結することで霜柱状の媒体の結晶が成長して、一方向へ配向する。工程Bでは、凍結したスラリーを乾燥させることで、媒体の結晶が昇華して、気孔を有する成形体が得られ、工程Cでは、かかる気孔を有する成形体が焼成されることで、目的の多孔質セラミックス材料が得られる。
【0051】
本発明では、セラミックス原料粒子が分散するスラリーを凍結、乾燥(成形体形成)、焼成の各工程を経て得られる多孔質セラミックス材料にハニカムのように一方向に配向した筒状の気孔が無数に存在するという構造的特徴が発現し、また、その構造的特徴を付与するにあたり、スラリーが効率的に十分な速さで凍結して、筒状の気孔(貫通した気孔)を生成するための柱状の結晶が形成、成長するという製造面での利点が得られる。これは、セラミックス原料粒子、側鎖に複素環を有する高分子及びアルコールを含むスラリーが一方向的に冷却、凍結されることによって、柱状の結晶を形成(成長)させるのに好適なゾル構造を有しているためと考えられる。なお、スラリーは凍結させる前に脱泡処理を施すのが好ましい。脱泡処理を施すことで、焼結体(多孔質セラミックス材料中)に気泡に起因した不所望な孔(欠陥)が形成することが回避できる。脱泡処理の方法としては、既知の方法を用いればよく、例えば、真空中で攪拌しながら脱泡する方法、遊星混練などによる脱泡する方法などが挙げられる。
【0052】
工程A〜工程Cの各工程毎の好適な実施形態は以下の通りである。
【0053】
[工程A]
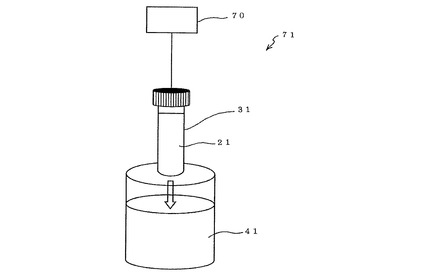
図4はスラリーの凍結のために用い得る凍結装置の一例の模式図である。
当該凍結装置71では、スラリー21を収容した円筒状容器31が例えば定速モーター等の適当な動力源70に繋がれており、容器31がスラリーの凝固点以下に冷却された冷媒41の上から、前記動力源70を用いて冷媒41に向けて降下し、冷媒41へ挿入(浸漬)していく。
【0054】
容器31を冷媒41に挿入していく速度、すなわち、容器31の冷媒41への浸漬速度は、高い強度と適度な孔径の貫通孔を有する多孔質セラミックス材料が得られるという観点から、スラリー21中のアルコールの凍結による結晶の成長速度と当該浸漬速度が略等しくなるように制御することが好ましい。なお、ここでいう「結晶の成長速度」は、例えば、容器31の側壁に目盛りを付しておき、容器内のスラリー21中の媒体の凍結面の移動速度を算出することで求めることができる。
【0055】
なお、容器31の複数の高さにおいて、その中心部(軸線部)と側壁近傍部に温度センサーを設置し、容器の同一高さにおいて、容器内の中心部(軸線部)と側壁近傍部でのスラリーの温度がほぼ同じであることも併せて確認した。すなわち、容器内でスラリーの凍結がほぼ均一に面状に進行し、結晶も面状に成長していることを確認した。
【0056】
通常、容器31の浸漬速度は1〜200mm/hの範囲が好ましく、1〜100mm/hの範囲がより好ましく、1〜50mm/hの範囲がさらに一層好ましく、5〜50mm/hの範囲が最も好ましい。容器31の浸漬速度とスラリー21中のアルコールの凍結による結晶の成長速度とが著しく異なる場合、例えば、結晶の成長速度よりも浸漬速度が著しく大きい場合、スラリー21は側面、上面などから、不規則に凍結が進み、アルコールの一方向的な凍結が得られない。一方、結晶の成長速度より浸漬速度が著しく小さい場合、容器31の上部(すなわち、容器31の挿入方向先端側の端部とは反対側の端部)ほどアルコールの結晶の融合が生じ、孔径が増大した不均一な凍結体となることから、好ましくない。本発明でいう「容器の浸漬速度とスラリー中のアルコールの凍結による結晶の成長速度とが略等しい」とは、一方の速度が他方の速度の概ね50〜150%の範囲内にあることであり、好ましくは80〜120%の範囲にあることである。
【0057】
該凍結装置71では、容器31が冷媒41に没している部分から上方向(すなわち、容器31の冷媒41への挿入方向先端側の端部から容器31の他方側の端部へ向かう方向)へと一方向にスラリーが凍結される。冷媒の温度は、スラリーの凝固点よりも低い必要があるが、冷媒41の温度は、スラリーの融点から100℃低い範囲の温度(すなわち、融点〜(融点−100℃)の範囲)が好ましく、より好ましくはスラリーの融点から−10〜−50℃の範囲(すなわち、(融点−10℃)〜(融点−50℃)の範囲)である。また、結晶の成長速度は、冷媒の温度に依存し、冷媒41が低温ほど、結晶の成長速度が大きくなり、浸漬する速度を大きくすることができ、同等形状の媒体の結晶を形成させる場合、生産性を向上できる。なお、スラリーの凝固点は、示差走査熱量測定(DSC)を用いて容易に測定することができる。
【0058】
このように、スラリーを一方向に凍結させていくことで(特にスラリー中のアルコールの凍結による結晶の成長速度と容器の浸漬速度が等しくなるように容器の浸漬速度を制御することで)、スラリーに含まれるアルコールが長く一方向に配向した柱状の凝固した結晶となり、結果として一方向に長く伸び、長手方向にわたる断面積の変化が少ない気孔をもつ連通多孔質セラミックス材料を得ることができる。
【0059】
冷媒41は、スラリーを凝固点以下に冷却することができる媒体であれば、特に限定されるものではなく、液体ヘリウム、液体窒素、液体酸素、メタノール、エタノールなどのアルコール類、水、アセトンなどのケトン類、ヘキサンなどの炭化水素類、イオン性液体などを用いることができる。但し、熱交換による冷媒の気化、温度上昇などが生じる場合は、適宜、冷媒の追加や冷却を行い、冷媒の液面位置、および温度の制御を行うことが好ましく、これらの変動を最小限とするためには、浸漬するスラリーに対し、充分な量の冷媒を用いることが好ましい。
【0060】
冷媒により冷却された冷媒上の雰囲気により、容器31の冷媒に浸漬していない側壁方向からスラリーが凍結しないように、容器31の側壁はスラリーが分散している水溶液よりも比熱の大きな素材が好ましく、例えば、ポリエチレン、ポリプロピレン、塩化ビニル樹脂、シリコーン樹脂、フッ素樹脂、スチレン樹脂のような熱絶縁性材料で形成されていることが望ましい。また、容器の側壁の厚さは0.5mm以上であることが好ましい。この場合、収容されたスラリーが側壁に接する部分から凍結しにくくなり、企図した通り、一方向に配列した霜柱状の結晶の構造がより揃いやすくなる。なお、容器31の底部と側壁の材質は同一であっても良く、別の材質であっても良い。別の材質である場合、容器31の底部はスラリーが分散している媒体(溶媒)よりも比熱が小さく熱伝導性の高い金属(例えば、鉄、銅、真鍮、ステンレス等)などの素材が好ましい。
【0061】
なお、容器31の形状は特に限定されるものではないが、より均一に熱伝導が行える観点から、図4に示されるような円筒状の容器が好ましく使用される。また、前記で説明したように、本発明では、容器内でスラリーの凍結がほぼ均一に面状に進行し、氷の結晶を面状に成長させることが重要であるが、容器の径(内径)が大きすぎると、容器内の中心部(軸線部)と側壁近傍部でのスラリーの冷却度合いが相違して、凍結がほぼ均一に面状に進行しにくくなるおそれがあるので、容器の内径は、円筒状容器である場合、直径が200mm以下であるのが好ましい。また、容器の内径の下限は特に限定はされないが、実質的に気孔径が数十〜数百μmの孔を有する成形体を得るという点から、1mm以上が好ましい。
【0062】
上記の凍結装置71(図4)は、スラリー21を充填した容器31を移動させて、冷媒41へ容器31を挿入(浸漬)させているが、本発明においては、スラリーを充填した容器を固定し、冷媒(冷媒収容容器)を移動させることで、スラリーを充填した容器を冷媒へ挿入(浸漬)する構成にしても、また、スラリーを充填した容器と冷媒(冷媒収容容器)の双方を移動させて、スラリーを充填した容器を冷媒へ挿入(浸漬)する構成にしてもよい。
【0063】
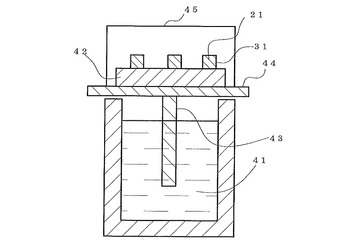
図5はスラリーを凍結する工程(工程A)の別法を模式的に示した図である。すなわち、スラリーを充填した容器31の一端を試料台42に接触させることで、スラリー21を一方の端部側から一方向に凍結させる。ここで、試料台42には、例えば、真鍮製円盤状試料台が使用される。スラリー21を充填した容器31と試料台42は外気の流入を遮断するために、アクリル樹脂等で形成されたカバー材45により、外部空間から遮蔽されている。なお、試料台42は、冷媒41に一方の端部側を浸漬させた真鍮製のロッド43の他方の端部に連結された真鍮製の冷却板44上に載置されることで、冷却されるようになっている。
【0064】
[工程B]
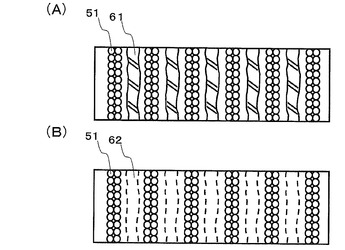
工程Bでは凍結したスラリーを乾燥させて成形体を得る。典型的には、凍結したスラリーの入った容器をそのまま減圧下にて凍結乾燥を行う。この操作により霜柱状の結晶を昇華させ、結晶が存在していた部分が昇華痕として気孔になる。結果として、成形体中に一方向に配向した気孔が形成される。図6は凍結したスラリー(図6A)と乾燥後の成型体(図6B)の模式断面図である。凍結したスラリーは、セラミックス原料の粒子51と、実質的に一方向に配列した結晶61とが存在している。乾燥後は、結晶61が存在していた領域に気孔62が形成される。
【0065】
[工程C]
工程Cでは、得られた成形体を焼成する。典型的には、工程Bで得られた成形体を容器31から抜き取り、必要に応じて適当な成形を行い、それぞれのセラミックスに適した温度、および焼結時間で焼成する。焼結(焼成)に際しては、得られる焼結体の機械的強度が、生体内への埋入に適した強度となるように、すなわち、手術現場で、加工が可能であり、かつ、生体埋入後に破損などが生じない程度となるように、焼結条件を決めることが望ましい。こういった焼結条件は、セラミックスの種類、多孔質体の気孔率、平均気孔径、および気孔の配向性などを考慮して適宜決定することができる。また、焼成の際に用いられるエネルギー源としては、特に限定されないが、熱、およびマイクロ波などが一般的に用いられる。なお、焼成温度はセラミック原料の種類によっても異なるが、一般的には、1000〜1500℃が好ましく、1100〜1500℃がより好ましい。焼成温度が1000℃未満では、焼結による緻密化が十分進行せずに、強度が低くなる傾向となり、1500℃を超えると、融解や相転移により別の結晶状態へ変化する傾向となる。また、焼成時間は通常1〜10時間程度が一般的である。
【0066】
以上の工程A〜Cを経ることで、霜柱状の凝固した結晶の昇華痕を気孔とする連通多孔質セラミックス材料が作製される。この気孔は前述の昇華痕に準じ、焼結体中を好ましくは一方向に貫通した連続孔となる(すなわち、一方向に配向して貫通している十分な長さの気孔が形成される)。
【0067】
このようにして作製される多孔質セラミックス材料(好ましくは多孔質リン酸カルシウム系セラミックス材料)は、人工骨(骨補填材)、人工歯根などの医科用あるいは歯科用などの生体内に埋植するインプラント材料、再生医療などに用いられる細胞培養用の足場、ドラッグデリバリーシステム(DDS)用の薬剤担持材料、タンパク質や核酸などの分離精製用途に用いられるクロマト分離カラム充填材などとして好適に使用することができる。
【0068】
また、このようにして作製される多孔質セラミックス材料は、孔径100μm付近にピークトップを持った細孔(気孔)と孔径1μm以下にピークトップを持つ細孔(気孔)とによる複合気孔構造を有するので、単一気孔構造である場合と比較して比表面積が大きくなる。そのため、特に人工骨等のインプラント材料として用いる場合には、細胞接着性の向上が期待できる。またフィルターや触媒担体等に用いる場合にも、比表面積の増大により、反応面積が大きくなることから、反応効率の向上が期待できる。
【0069】
また、用途に応じて、所望の形状に成形して用いることができ、特に人工骨等のインプラント材料として用いる場合には、所望の形状に成形し、滅菌するのが好ましい。
【0070】
例えば、ブロック体の形状に成形する場合、その成形方法としては、特に制限されること無く、既知の方法を用いればよい。具体的には、機械加工による成形法、乾式成形法、および湿式成形法などが挙げられる。一般にセラミックス材料は硬くて脆い素材であるため、セラミックス層の厚さが不均一である従前の多孔質セラミックス材料は、機械加工性が極めて低かった。しかし、本発明の製法によって得られる多孔質セラミックス材料は、上記のように、気孔が一方向に配向しており、且つその気孔径もほぼ均一なため、貫通気孔と貫通気孔との間のセラミックス層の厚さもほぼ均一である。したがって、従前の多孔質セラミックス材料に比べ、優れた機械加工性を示す。
【0071】
また、例えば、顆粒状に成形する場合もその成形方法は特に制限されることは無く、既知の方法を用いればよい。具体的には、モルダグラインダー、ボールミル、ジョークラッシャー、ハンマークラッシャーなどの機械的粉砕、乳鉢などでの粉砕などが挙げられる。また、粉砕された多孔質セラミックス材料をふるいなどで、粒径を揃えてもよい。
【0072】
該材料を滅菌する方法についても、特に制限されること無く、既知の方法を用いればよい。具体的には、高圧蒸気滅菌法(オートクレーブ)、γ線滅菌、エチレンオキサイドガス(EOG)滅菌、および電子線滅菌などが挙げられる。その中でも、高圧蒸気滅菌法は最も一般的な滅菌法として、汎用されている。
【0073】
また、本発明の製法によって得られる多孔質セラミックス材料(好ましくは多孔質リン酸カルシウム系セラミックス材料)は、より高いレベルでの組織(例えば、骨組織)の誘導を目的として、形質転換成長因子(TGF−β1)、骨誘導因子(BMP−2)、および骨形成因子(OP−1)などの組織に対して成長を促す作用のある物質や細胞を、含浸、吸着、固定化して、使用することができる。
【実施例】
【0074】
以下、実施例を示して本発明をより具体的に説明するが、本発明は以下に記載の実施例によって限定されるものではない。
【0075】
〔スラリー中の媒体の凍結による結晶の成長速度の測定方法〕
スラリーを充填した容器についた目盛りから、スラリー中の媒体の凍結面の移動速度を算出することで、スラリー中の媒体の凍結による結晶の成長速度を求めた。また、その際、同時に、スラリーを充填した容器の複数の高さにおいて、容器の中心部(軸線部)および側壁近傍に温度センサーを設置し、それぞれの温度がほぼ同一であることを確認した。
【0076】
〔気孔率の測定方法〕
気孔率はJIS R 1634に準拠して測定した。具体的には、以下のとおりである。評価対象の連通多孔質セラミックス材料から直径6mm×高さ8mmの円柱状の試験片を切り出す。その試験片の重量、および体積を測定して、以下の式より、気孔率を算出した。
嵩密度=(試験片の重さ)/(試験片の体積)
気孔率=(1−嵩密度/理論密度)×100
【0077】
〔気孔の長さの測定方法〕
気孔の長さを求めるには、測定対象のセラミックス材料を樹脂中に包埋し、これを配向軸方向に平行に薄切し、これを走査型電子顕微鏡で25倍拡大像を観察し、気孔の長さを順々に測定した。
【0078】
〔気孔の断面積(開口面積)の測定方法〕
測定対象の連通多孔質リン酸カルシウム系セラミックス材料を配向軸方向に対して垂直に切断し、これを走査型電子顕微鏡で150倍拡大像を観察し、気孔に由来する開口面積を順々に測定した。
【0079】
〔細孔分布の測定方法〕
円柱形(直径(φ)6mm×高さ8mm)に成形した試験片に対し、水銀ポロシメータを用い、4×10−3〜3.5×102μmの範囲の細孔分布を測定した。なお、測定パラメータとして、試験片と水銀との接触角は130°、表面張力を485mN/mとした。
【0080】
〔実施例1〜7〕
ターシャリーブチルアルコール(t−BuOH)にポリ(N−ビニル−2−ピロリドン)K90[略称:PVP K90]を表1の組成で分散・溶解させた溶液に水酸アパタイト(平均粒径:10μm)を加えたスラリー21を遊星混練機で10分間攪拌し、リン酸カルシウム系原料を分散させた。このスラリー21を、内径が約16mm、容量が15mlの円筒型容器31(グライナー社(ドイツ)製の遠心チューブ(ポリプロピレン樹脂製))に10g充填した。次に、その容器31を、0℃・1cm/hでエチルアルコール浴に浸漬し、霜柱状の結晶をスラリー中に形成させた。このようにして得られた凍結体を真空中で昇華乾燥させた後、その乾燥体を1200℃にて1時間焼結することで、配向した気孔を持つセラミックス材料を得た。
【0081】
〔実施例8〕
リン酸カルシウム系原料は水酸アパタイト(平均粒径:10μm)の代わりに、β型リン酸三カルシウム(平均粒径:3μm)を使用し、焼結温度を1100℃とした以外は実施例1〜7の手順に準拠して、表1の組成のスラリーの調製、霜柱状の結晶形成、焼結を行い、セラミックス材料を得た。
【0082】
〔比較例1〕
ゼラチン(4.8重量%)に蒸留水(73.4重量%)を加えて分散・溶解した水溶液に水酸アパタイト(平均粒径:5.5μm)(21.8重量%)を加えたスラリー21を遊星混練機で10分間攪拌し、リン酸カルシウム系原料を分散させた。このスラリー21を、内径が約16mm、容量が15mlの円筒型容器31(グライナー社(ドイツ)製の遠心チューブ(ポリプロピレン樹脂製))に10g充填した。次に、その容器31を、−20℃・2cm/hでエチルアルコール浴に浸漬し、霜柱状の結晶をスラリー中に形成させた。このようにして得られた凍結体を真空中で昇華乾燥させた後、その乾燥体を1200℃にて1時間焼結することで、配向した気孔を持つセラミックス材料を得た。
【0083】
〔比較例2〕
蒸留水中に水酸アパタイト(平均粒径:5.5μm)および添加剤であるゼラチン、水をそれぞれ、21.8重量%、4.8重量%、73.4重量%混合し、分散・溶解させたスラリーを、直径16mm、高さ20mmの塩化ビニル樹脂製のパイプ状容器に充填した。その容器を液体窒素により冷却した真鍮製円盤状試料台に配置し、下面からのみ冷却、凍結させることにより、霜柱状の氷をスラリー中に生成させた。このようにして得られた凍結体を真空中で昇華乾燥させた後、その乾燥体を1200℃にて1時間焼結することで、配向した気孔を持つ高強度のセラミックス材料を得た。
【0084】
各実施例および比較例のセラミックス材料の製造条件および評価結果を下記の表1、2に示す。表2において、第1の切断面(下側)と第2の切断面(上側)はいずれも気孔の配向方向に垂直であり、両切断面間の距離は35mmである。なお、結晶の成長速度を測定した結果、1cm/hであった。
【0085】
実施例4および比較例1で得られるセラミックス材料の細孔分布を測定した結果、実施例4の材料は孔径100μm付近にピークトップを持った細孔と孔径1μm以下にピークトップを持つ細孔とを有する複合気孔構造であるのに対し、比較例1の材料は単一気孔構造であった。この結果を図1および2に示す。同一気孔率のセラミックス材料について、複合気孔構造である場合、単一気孔構造である場合と比較し、セラミックス材料の比表面積が大きくなる。そのため、人工骨のようなインプラント材料として用いる場合には、細胞接着性の向上が期待できる。またフィルターや触媒担体等に用いる場合にも、比表面積の増大により、反応面積が大きくなることから、反応効率の向上が期待できる。
【0086】
得られた材料の物性について、比較例2および本発明によって得られる実施例1〜8の材料をSEMによって観察した結果、比較例2で得られる材料に存在する気孔は長さが4mmであったのに対し、実施例1〜8および比較例1で得られる材料に存在する気孔の長さは60mmであり、気孔の長さの製造可能範囲が広かった。また、配向連通孔の均一性を評価するため、気孔の第一の切断面と第二の切断面の断面積を比較した結果、比較例2は切断面間の断面積の差が300×10−3mm2程度で、不均一であるのに対し、本発明によって得られる実施例1〜8の材料は、切断面間の断面積の差が小さく、より均一な配向連通孔が形成される。
【0087】
製造時のエネルギーコストについて、比較例1および2と、実施例1〜8とを比較した場合、比較例1および2は原材料(スラリー)に水を用いているため、結晶形成工程における凝固点が比較的低く、且つ、凍結乾燥工程における昇華時間が長い(144時間)。これに対し、原材料(スラリー)にターシャリーブチルアルコール(t−BuOH)を用いた実施例1〜8では、結晶形成工程における凝固点が比較的高く、且つ、凍結乾燥工程における昇華時間が短い(24時間)。このため、本発明の方法は、エネルギーコストが低い製造方法といえる。
【0088】
また、本発明の方法で製造されるセラミックス材料は一方向に配向して貫通している十分な長さの気孔を有する多孔質セラミックス材料であることがわかった。
【0089】
【表1】

【0090】
【表2】
【産業上の利用可能性】
【0091】
本発明によれば、配向連通孔を有する多孔質セラミックス材料のエネルギーコストの低い製造方法を提供でき、骨組織の形成を速やかに誘導し得る、生体親和性の優れた多孔質セラミックス材料を得ることができる。該多孔質セラミックス材料は、医科用あるいは歯科用などの生体内に埋植するインプラント材料、再生医療などに用いられる細胞培養用の足場、ドラッグデリバリーシステム(DDS)用の薬剤担持材料等に利用できる。
【技術分野】
【0001】
本発明は、多孔質セラミックス材料製造用スラリーおよび該スラリーを用いた多孔質セラミックス材料の製造方法に関する。
【背景技術】
【0002】
セラミックス材料のうちリン酸カルシウム系セラミックス材料は、骨や歯の主成分であり、優れた生体親和性を有しており、且つ安全性にも優れていることから、人工骨、人工歯根等の医科用あるいは歯科用等の生体材料として幅広く利用されている。
【0003】
なかでも、骨折や骨腫瘍などの疾患やその治療により骨に欠損部や空孔部ができた場合に補填して修復・治癒させる人工骨に適したセラミックス材料について近年盛んに研究開発が行われている。すでに、セラミックス材料は広く臨床の場で用いられるが、現在のセラミックス材料は患部埋入後の新生骨形成が材料表層部に限定されること、また、強度が充分でなかったことから、傷病の治癒までの期間が長くなるなどの欠点を有している。
【0004】
したがって、生体組織が速やかに内部まで入り込み、組織(新生骨)を迅速に形成し得、且つ実用的な機械的強度を有するセラミックインプラント材料の開発が望まれている。
【0005】
このようなセラミックインプラント材料として、例えば、多数の気孔が三次元的に密に分布し、隣接する気孔同士がそれらを区画する骨格壁部において相互に連通した連球状開気孔を有するリン酸カルシウム系焼結体が提案されている(特許文献1、2等)。
【0006】
また、特許文献3、4には、直径が10〜500μmで、一方向に配向して貫通している気孔(以下、「配向連通孔」ともいう)を有する焼結体が、インプラント材料として適したセラミックス材料であることが開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3400740号公報
【特許文献2】特許第2597355号公報
【特許文献3】特許第3858069号公報
【特許文献4】特許第3940770号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1、2に記載の方法は、気孔形成のためにスラリーに起泡剤の添加及び気体導入を行っており、係る作業は煩雑である。また、スラリーの乾燥処理や、スラリー中の有機物質の硬化及び硬化物の乾燥処理を行うが、乾燥処理には多大な熱エネルギーが必要であり、エネルギーコストが高いという問題がある。
【0009】
また、特許文献3、4に記載の方法を追試して、スラリーの凝固点を示差走査熱量測定(DSC)により測定した結果、凍結させるには−8℃以下に設定する必要があった。このため、常温よりも最大で40℃以上降温させる必要があり、エネルギーコストが高いという問題がある。なお、ここでいう「常温」とはJIS Z 8703に規定の「20℃±15℃(5〜35℃)」のことである。
【0010】
また、特許文献1、2に記載の方法では、連球開気孔からなる連通孔はネック構造を持ち、その孔径が小さく且つ配向性を持たないため、実際の臨床では、例えば、骨組織(新生骨)の誘導が材料内部まで十分に認められていない。また、特許文献3、4に記載の方法を、本発明者らが追試したところ、冷却面の近傍付近ではスラリーの過冷却現象による不均一相が形成されるのに対し、冷却面から離れるに従い、孔径が拡大して形成され、上下間で孔の形状が不均一となる。このことより、特許文献3、4に記載の方法では、十分な長さの配向連通孔(すなわち、一方向に配向して貫通している十分な長さの気孔)を持つインプラント材料が得られないことが判明し、血液や骨髄液などの組織液、体液が該材料内部まで速やかに浸透する材料についての具体的・実用的な指針にはなり得ないことが分かった。
【0011】
本発明はこのような事情に鑑みてなされたものであり、その目的とするところは、骨組織形成を速やかに誘導し得る、一方向に配向して貫通している十分な長さの気孔を有する多孔質セラミックス材料を効率よく製造することができる多孔質セラミックス材料の製造方法及び該方法に用いる多孔質セラミックス製造用スラリーを提供することにある。
【課題を解決するための手段】
【0012】
上記の課題を解決するために、本発明者らが鋭意研究を行った結果、以下の特徴をもつ本発明を完成した。
【0013】
すなわち、本発明は以下の通りである。
[1] 側鎖に複素環を有する高分子、アルコールおよびセラミックス原料粒子を含んでなる、多孔質セラミックス材料製造用スラリー。
[2] 複素環が窒素原子を含む複素環である、上記[1]に記載の多孔質セラミックス材料製造用スラリー。
[3] 窒素原子を含む複素環を側鎖に有する高分子が、ビニルピロリドン系重合体である、上記[2]記載の多孔質セラミックス材料製造用スラリー。
[4] ビニルピロリドン系重合体がポリ(N−ビニル−2−ピロリドン)である上記[3]に記載の多孔質セラミックス材料製造用スラリー。
[5] アルコールが、ターシャリーブチルアルコールである、上記[1]〜[4]のいずれか一つに記載の多孔質セラミックス材料製造用スラリー。
[6] セラミックス原料粒子がリン酸カルシウム系粒子である、上記[1]〜[5]のいずれか一つに記載の多孔質セラミックス材料製造用スラリー。
[7] アルコールに側鎖に複素環を有する高分子を加えて溶液を調製し、該溶液にセラミックス原料粒子を分散させることを特徴とする、上記[1]〜[6]のいずれか一つに記載のスラリーの製造方法。
[8] 工程(A):上記[1]〜[6]のいずれか一つに記載のスラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させる工程、
工程(B):凍結させたスラリーを乾燥させて成形体を得る工程、および
工程(C):成形体を焼成する工程を含むことを特徴とする、多孔質セラミックス材料の製造方法。
[9] 上記[8]に記載の方法により製造された多孔質セラミックス材料。
[10] インプラント材料用である、上記[9]に記載の多孔質セラミックス材料。
【0014】
本発明において、「インプラント材料」とは、医科用、歯科用を問わず、「生体に埋込む材料」の意味であり、具体的には、人工骨、人工歯根、骨補填材、骨置換材、生体内吸収性骨折プレート、薬物徐放材料、歯科修復材、根管充填材、人工関節等が挙げられる。
【発明の効果】
【0015】
本発明によれば、材料内部までスムーズに血液や骨髄液などの組織液が浸透し得る、一方向に配向して貫通している十分な長さの気孔を有する多孔質セラミックス材料(特にリン酸カルシウム系多孔質セラミックス材料)を、簡便に、且つ、極めて効率よく製造することができる。
特に、スラリーが比較的希薄な高分子溶液にセラミック原料粒子が分散したゾル状のスラリーであることから、スラリーの凝固点が比較的高く、スラリーの凍結に要するエネルギーが少なくて済み、しかも、凍結したスラリーの乾燥工程でのセラミック原料粒子以外の媒体成分の昇華が速やかになされることから、従来方法よりも、エネルギーコストを大幅に低減することができる。
本発明により製造される多孔質セラミックス材料は特に人工骨等のインプラント材料として有用である。
【図面の簡単な説明】
【0016】
【図1】図1は実施例4で製造されたセラミックス材料の細孔分布を示す図である。
【図2】図2は比較例1で製造されたセラミックス材料の細孔分布を示す図である。
【図3】図3は本発明に係るセラミックス材料の一例の模式図である。
【図4】図4は本発明においてスラリーの凍結のために用い得る凍結装置の一例の模式図である。
【図5】図5は本発明におけるスラリーの凍結工程の別法を模式的に示した図である。
【図6】図6は本発明における凍結したスラリー(図6(A))と乾燥後の成型体(図6(B))の模式断面図である。
【発明を実施するための形態】
【0017】
まず、本発明に係る多孔質セラミックス材料について説明する。以下の記載において、本発明の方法によって製造される多孔質セラミックス材料は「本発明のセラミックス材料」と略称する場合がある。
【0018】
本発明のセラミックス材料は、好ましくはリン酸カルシウム系セラミックス材料である。また、本発明のセラミックス材料の気孔率は、好ましくは40〜90%であり、より好ましくは50〜90%である。気孔率が40%以上であれば、多くの血液や骨髄液などの組織液、体液が材料内に含浸するために、充分な組織、例えば、骨組織の形成が見込まれる。
【0019】
気孔率はJIS R 1634に準拠して測定される。具体的には、以下のとおりである。評価対象の多孔質セラミックス材料から直径6mm×高さ8mmの円柱状の試験片を切り出す。その試験片の重量および体積を測定して、以下の式より、気孔率を算出する。
嵩密度=(試験片の重さ)/(試験片の体積)
気孔率=(1−嵩密度/理論密度)×100
【0020】
図3は、本発明のセラミックス材料の一例の模式図である。本発明のセラミックス材料では、図3に示すように、気孔12が一方向に配向している。気孔12は焼結体11の内部においてセラミックス物質が存在せずに空間になっている領域である。気孔が一方向に配向するとは、一軸方向に伸びた気孔が複数存在し、そのような気孔の長軸の方向が実質的に一方向に揃っていることをいう。より具体的には、焼結体中にある一軸方向に伸びた気孔のうちの例えば半数以上、好ましくは80%以上の気孔の長軸の方向が例えば角度30°以内の範囲で揃っている。ここでいう「角度」とは、任意平面への気孔の長軸の正写影の交差角度のことである。
【0021】
各々の気孔の配向方向に垂直な断面の面積(断面積)は、好ましくは1×10-3〜200×10-3mm2であり、より好ましくは10×10-3〜100×10-3mm2である。上記範囲内であれば、毛細管現象により血液や骨髄液などの組織液が気孔を通過し易く、優れた組織液の通過性が得られる。ただし、本発明の課題解決のために、材料内の全ての気孔が上記断面積をもつことは必ずしも要さない。また、血液や骨髄液などの組織液中に含まれる細胞等が材料内に浸入するためには、当該断面における気孔の短径が少なくとも10μm、好ましくは20μm、より好ましくは30μm以上あることが好ましい。一方、当該断面における気孔の長径は、短径と同じ長さ〜500μmの範囲が好ましい。
【0022】
気孔の長軸方向の長さは、好ましくは5mm以上であり、より好ましくは10mm以上であり、さらに好ましくは15mm以上である。該長さの上限は特に制限されないが、200mm以下が好ましい。十分な長さの気孔を有していれば、切断などの加工により、インプラント用材料などを取得し易くなる。ただし、本発明の課題解決のために、材料内の全ての気孔が上記長さをもつことは要さない。
【0023】
好適態様では、配向方向に垂直な断面の面積(断面積)が少なくとも配向方向の5mmの長さにわたって1×10-3〜200×10-3mm2であり、より好ましくは10×10-3〜100×10-3mm2である。この場合、実用上、十分な長さにわたって良好な血液や骨髄液などの組織液、体液の浸透が達せられる。本発明のセラミックス材料中にある気孔が全て上記の断面積を有する必要はない。
【0024】
気孔の断面積を求めるには、後述する実施例のように、測定対象の多孔質セラミックス材料を樹脂中に包埋し、これを気孔の配向方向に対して垂直に薄切し、これを電子顕微鏡などで観察し、着目する気孔に由来する開口面積を順々に測定することで求めることができる。このとき、測定対象の材料を1mm毎に切り出してそれぞれの断面において開口面積を測定することにより、気孔の配向方向における該気孔の断面積の推移を本発明の目的に適った精度で評価することができる。また、気孔の短径および長径は、例えば、上述した電子顕微鏡観察像を採寸することにより測定できる。
【0025】
また、本発明のセラミックス材料は、気孔の配向軸方向に対して垂直な第1の切断面、および、第1の切断面と平行であり第1の切断面から気孔の配向方向に35mm離れた第2の切断面に着目したときに、第1の切断面および第2の切断面の両方において、気孔の断面積の平均値が1×10-3〜200×10-3mm2であるのが好ましい。
【0026】
また、本発明のセラミックス材料は、平均気孔径が30〜500μmであるのが好ましく、50〜300μmであるのがより好ましい。平均気孔径が30μm未満では、骨新生の起点となる細胞などの侵入が低下する傾向となり、平均気孔径が500μmを超えると、骨新生の起点となる細胞などの定着が低下する傾向となる。
【0027】
ここでいう、「平均気孔径」とは、水銀圧入法により得られる気孔径分布におけるメジアン径を意味し、水銀ポロシメータによって、後述の実施例に記載された方法で測定することができる。測定条件は、円柱形(直径(φ)6mm×高さ8mm)に成形した試験片を、水銀ポロシメータを用い、4×10−3〜3.5×102μmの範囲の細孔分布を測定した。なお、測定パラメータとして、試験片と水銀との接触角は130°、表面張力を485mN/mとした。
【0028】
このような十分な長さを有し、配向軸方向での開口面積の変動が少ない(より好適には適度な平均気孔径をさらに有する)、配向連通孔が形成されることで、生体組織が速やかに内部まで入り込み、組織(新生骨)を迅速に形成し得る、インプラント材料を実現できる。
【0029】
以下、本発明の多孔質セラミックス材料の製造方法について説明する。
本発明の多孔質セラミックス材料の製造方法は、(a)セラミックス原料粒子、(b)側鎖に複素環を有する高分子、及び(c)アルコールを含有するスラリーを使用する。
【0030】
[スラリー]
(a)セラミックス原料粒子
セラミックス原料粒子はセラミックス材料を製造するための原料化合物を粒子状に調製したものである。
【0031】
本発明において、セラミックス原料粒子は、好ましくはリン酸カルシウム系セラミックス材料を製造するための粒子であり、例えば、水酸アパタイト、フッ素アパタイト、塩素アパタイト、リン酸三カルシウム(α−リン酸三カルシウム、β−リン酸三カルシウム等)、メタリン酸カルシウム、リン酸四カルシウム、リン酸水素カルシウム、およびリン酸水素カルシウム2水和物等からなる群から選択されるいずれか1種または2種以上のリン酸カルシウム系化合物から調製される。なお、かかるリン酸カルシウム系化合物は、リン酸カルシウムのCa成分の一部がSr、Ba、Mg、Fe、Al、Y、La、Na、K、Ag、Pd、Zn、Pb、Cd等から選ばれる1種以上で置換されていてもよく、また、リン酸カルシウムのCa成分の一部が任意の一種以上の希土類元素で置換されていてもよい。また、(PO4)成分の一部が、VO4、BO3、SO4、CO3、SiO4などから選ばれる一種以上で置換されていてもよい。さらに、(OH)成分の一部が、F、Cl、O、CO3、I、Brから選ばれる一種以上で置換されていてもよい。
【0032】
リン酸カルシウム系化合物は、骨形成の点から、水酸アパタイト、フッ素アパタイト、塩素アパタイトおよびリン酸三カルシウムから選ばれるいずれか1種または2種以上が好ましく、水酸アパタイトおよび/またはリン酸三カルシウム(好ましくはβ−リン酸三カルシウム)であることがより好ましい。リン酸カルシウム系化合物は、天然鉱物由来であっても、あるいは各種湿式法、乾式法などで化学的に合成されたものであってもよい。
【0033】
リン酸カルシウム系化合物を、公知の粉砕造粒手段で粉砕して適宜な粒度分布を持つように造粒することでセラミックス原料粒子を得る。当該粒子の平均粒径は、0.01〜50μmの範囲が好ましく、0.5〜30μmの範囲がより好ましい。平均粒径が50μm以下であれば、スラリー中によく分散して、安定なスラリーが得られ易い。
【0034】
セラミックス原料粒子の平均粒径は、レーザー回折・散乱式粒度分布測定装置を用いて、粒子を蒸留水中に超音波照射(周波数:42Hz、照射時間:30秒、出力:40W)により分散させた状態での平均粒径を測定した。平均粒径は積算体積50%の粒径値(メジアン径)を用いた。
【0035】
(b)側鎖に複素環を有する高分子
側鎖に複素環を有する高分子は、複素環が、好ましくは、ヘテロ原子を含む約5〜12員環であり、例えば、ピロリジン環、イミダゾリジン環、ピペラジン環、ピペリジン環、ピロリドン環、モルホリン環、カプロラクタム環、キヌクリジン環などの窒素原子を含む複素環;ラクトン環、テトラハイドロフラン環、ジオキサン環などの酸素原子を含む複素環などが挙げられる。高分子中に含まれる複素環は1種でも2種以上であってもよい。複素環は窒素原子を含む複素環が好ましい。
【0036】
窒素原子を含む複素環を側鎖に有する高分子は、窒素原子を含む複素環基と1つの炭素−炭素二重結合とを分子内に含有するモノマー(以下、「含窒素複素環基含有ビニル系モノマー」と称する)の重合体が好ましい。含窒素複素環基含有ビニル系モノマーとしては、例えば、N−ビニル−2−ピロリドン、N−ビニル−4−メチル−2−ピロリドン、N−ビニル−5−メチル−2−ピロリドン、N−ビニル−ε−カプロラクタム、N−ビニル−2−ピペリドン、N−ビニル−ω−へプロラクタム等が挙げられる。当該重合体は1種のモノマーの重合体であっても、2種以上のモノマーを重合させた共重合体であってもよい。
【0037】
なかでも、N−ビニル−2−ピロリドン、N−ビニル−4−メチル−2−ピロリドン、N−ビニル−5−メチル−2−ピロリドン等のピロリドン環を有するモノマーの重合体であるビニルピロリドン系重合体が好ましく、特に好ましくはN−ビニル−2−ピロリドンの重合体(「ポリ(N−ビニル−2−ピロリドン)」)である。
【0038】
なお、窒素原子を含む複素環を側鎖に有する高分子は、含窒素複素環基含有ビニル系モノマーと他のビニル系モノマーとの共重合体であってもよい。かかる共重合体の場合、他のビニル系モノマー由来の単位の含有量は重合体全体の50モル%以下が好ましく、より好ましくは30モル%以下である。
【0039】
他のビニル系モノマーとしては、例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、グリセリンモノ(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール等の不飽和アルコール類;ポリエチレングリコールモノ(メタ)アクリレート、ポリプロピレングリコールモノ(メタ)アクリレート、ポリ(エチレングリコール−プロピレングリコール)モノ(メタ)アクリレート、ポリ(エチレングリコール−テトラメチレングリコール)モノ(メタ)アクリレート等のポリアルキレングリコール(メタ)アクリレート類、酢酸ビニル、プロピオン酸ビニル等のビニルエステル類;スチレン、置換スチレン(α−メチルスチレン等)、ビニルトルエン等の芳香族ビニル化合物;シクロヘキシル(メタ)アクリレート、シクロペンチルジ(メタ)アクリレート、イソボルニル(メタ)アクリレート等の脂環式炭化水素(メタ)アクリレート;フェニル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、ベンジル(メタ)アクリレート等の芳香環含有(メタ)アクリレート;エチレン、プロピレン、イソプレン、ブタジエン、イソブチレン等のオレフィン系モノマー;塩化ビニル、塩化ビニリデン等のハロゲン原子含有モノマー;2−(メタ)アクリロイルオキシエチルイソシアネート等のイソシアネート基含有モノマー;メトキシエチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート等のアルコキシ基含有モノマー;メチルビニルエーテル、エチルビニルエーテル等のビニルエーテル系モノマー等が挙げられる。なかでも、ビニルエステル類、不飽和アルコール類が好ましく、特に好ましくは酢酸ビニル、ビニルアルコールである。他のビニル系モノマーは1種又は2種以上を使用することができる。
【0040】
含窒素複素環基含有ビニル系モノマーの重合体、及び、含窒素複素環基含有ビニル系モノマーと他のビニル系モノマーとの共重合体は、常法に従い、含窒素複素環基含有ビニル系モノマーか、或いは、含窒素複素環基含有ビニル系モノマーと他のビニル系モノマーの混合物を、溶液重合法、懸濁重合法等を用いて重合することにより得ることができる。
【0041】
本発明において、側鎖に複素環を有する高分子の分子量は特に限定されないが、スラリーのゾル状態の分散安定化の観点から、重量平均分子量が5万以上、500万以下が好ましく、スラリーの操作性の観点から重量平均分子量が100万以上、300万以下がより好ましい。なお、ここでいう、重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)法により求められる値のことである。
【0042】
GPC法による分子量ポリスチレン換算値であり、測定条件は以下のとおりである。
サンプル濃度:0.1重量%(N−メチルピロリドン(以下、「NMP」と略称することがある)溶液)
サンプル注入量:10μl
溶離液:0.01M LiBr/NMP
流速:0.5ml/min
測定温度:60℃
カラム:Shodex GCP KF−606M(6.0mmID×150mm)×2本
検出器:RID−10A
【0043】
(c)アルコール
アルコールは、側鎖に複素環を有する高分子を溶解できるものであれば特に限定されないが、好ましくは、メタノール、エタノール、イソプロピルアルコール、n−ブタノール、1−メトキシ−2−プロパノール、ジアセトンアルコール、イソブチルアルコール、ターシャリーブチルアルコール(t−ブチルアルコール)、シクロヘキシルアルコール、オクチルアルコール、デシルアルコール、ドデシルアルコール、グリセリン等の、炭素数が1〜12の、脂肪族(直鎖若しくは分岐鎖)、脂環族又は芳香族の1価若しくは多価アルコールである。アルコールは1種または2種以上を使用することができる。なかでも、脂肪族1価アルコール(好ましくは炭素数が1〜4)が好ましく、凍結および昇華がしやすく、後述のスラリーの凍結時(工程A)および乾燥時(工程B)に要するエネルギーをより小さくてきることから、ターシャリーブチルアルコールが特に好ましい。なお、ジフェニルエーテル等のエーテル類をこれらのアルコールと混合して使用してもよく、また、ジフェニルエーテル等のエーテル類をアルコールの代わりに使用して本発明のスラリーを調製することも可能である。
【0044】
本発明において、スラリーの調製方法は特に限定はされないが、通常、アルコールに側鎖に複素環を有する高分子を加えて溶液を調製し、該溶液に、セラミックス原料粒子を加えて、セラミックス原料粒子を分散させることにより、ゾル状のスラリーを調製するのが好ましい。
【0045】
セラミックス原料粒子を分散させるための攪拌は、例えば、遊星攪拌機、ディスパー翼、タービン翼、パドル翼、プロペラ翼、アンカー翼などを備えた公知の攪拌混合装置を使用できる。中でも、スラリー中に不所望な気泡が発生するのを回避するために、遊星攪拌機を使用するのが好ましい。
【0046】
スラリー中の側鎖に複素環を有する高分子の含有量は、スラリーの総重量に対し、0.5〜10重量%が好ましく、1〜2重量%がより好ましい。0.5重量%未満では、セラミックス原料粒子の分散性が低下する傾向となり、10重量%を超えると、不経済である。
【0047】
スラリー中のセラミックス原料粒子の含有量は、スラリーの総重量に対し、5〜50重量%が好ましく、30〜45重量%がより好ましい。5重量%未満では、得られる成形体の強度が低下する傾向となり、50重量%を超えると、気孔の割合が低くなる傾向となる。
【0048】
スラリー中のアルコールの含有量は、スラリーの総重量に対し、40〜90重量%が好ましく、55〜70重量%がより好ましい。40重量%未満では、気孔の割合が低くなる傾向となり、90重量%を超えると、成形体の強度が低下する傾向となる。
【0049】
本発明の多孔質セラミックス材料は、上記のようにして調製したスラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させ(工程A)、凍結させたスラリーを乾燥させて成形体を得(工程B)、該成形体を焼成する(工程C)、ことにより製造される。
【0050】
すなわち、工程Aでは、スラリーが一方の端部側から一方向に凍結することで霜柱状の媒体の結晶が成長して、一方向へ配向する。工程Bでは、凍結したスラリーを乾燥させることで、媒体の結晶が昇華して、気孔を有する成形体が得られ、工程Cでは、かかる気孔を有する成形体が焼成されることで、目的の多孔質セラミックス材料が得られる。
【0051】
本発明では、セラミックス原料粒子が分散するスラリーを凍結、乾燥(成形体形成)、焼成の各工程を経て得られる多孔質セラミックス材料にハニカムのように一方向に配向した筒状の気孔が無数に存在するという構造的特徴が発現し、また、その構造的特徴を付与するにあたり、スラリーが効率的に十分な速さで凍結して、筒状の気孔(貫通した気孔)を生成するための柱状の結晶が形成、成長するという製造面での利点が得られる。これは、セラミックス原料粒子、側鎖に複素環を有する高分子及びアルコールを含むスラリーが一方向的に冷却、凍結されることによって、柱状の結晶を形成(成長)させるのに好適なゾル構造を有しているためと考えられる。なお、スラリーは凍結させる前に脱泡処理を施すのが好ましい。脱泡処理を施すことで、焼結体(多孔質セラミックス材料中)に気泡に起因した不所望な孔(欠陥)が形成することが回避できる。脱泡処理の方法としては、既知の方法を用いればよく、例えば、真空中で攪拌しながら脱泡する方法、遊星混練などによる脱泡する方法などが挙げられる。
【0052】
工程A〜工程Cの各工程毎の好適な実施形態は以下の通りである。
【0053】
[工程A]
図4はスラリーの凍結のために用い得る凍結装置の一例の模式図である。
当該凍結装置71では、スラリー21を収容した円筒状容器31が例えば定速モーター等の適当な動力源70に繋がれており、容器31がスラリーの凝固点以下に冷却された冷媒41の上から、前記動力源70を用いて冷媒41に向けて降下し、冷媒41へ挿入(浸漬)していく。
【0054】
容器31を冷媒41に挿入していく速度、すなわち、容器31の冷媒41への浸漬速度は、高い強度と適度な孔径の貫通孔を有する多孔質セラミックス材料が得られるという観点から、スラリー21中のアルコールの凍結による結晶の成長速度と当該浸漬速度が略等しくなるように制御することが好ましい。なお、ここでいう「結晶の成長速度」は、例えば、容器31の側壁に目盛りを付しておき、容器内のスラリー21中の媒体の凍結面の移動速度を算出することで求めることができる。
【0055】
なお、容器31の複数の高さにおいて、その中心部(軸線部)と側壁近傍部に温度センサーを設置し、容器の同一高さにおいて、容器内の中心部(軸線部)と側壁近傍部でのスラリーの温度がほぼ同じであることも併せて確認した。すなわち、容器内でスラリーの凍結がほぼ均一に面状に進行し、結晶も面状に成長していることを確認した。
【0056】
通常、容器31の浸漬速度は1〜200mm/hの範囲が好ましく、1〜100mm/hの範囲がより好ましく、1〜50mm/hの範囲がさらに一層好ましく、5〜50mm/hの範囲が最も好ましい。容器31の浸漬速度とスラリー21中のアルコールの凍結による結晶の成長速度とが著しく異なる場合、例えば、結晶の成長速度よりも浸漬速度が著しく大きい場合、スラリー21は側面、上面などから、不規則に凍結が進み、アルコールの一方向的な凍結が得られない。一方、結晶の成長速度より浸漬速度が著しく小さい場合、容器31の上部(すなわち、容器31の挿入方向先端側の端部とは反対側の端部)ほどアルコールの結晶の融合が生じ、孔径が増大した不均一な凍結体となることから、好ましくない。本発明でいう「容器の浸漬速度とスラリー中のアルコールの凍結による結晶の成長速度とが略等しい」とは、一方の速度が他方の速度の概ね50〜150%の範囲内にあることであり、好ましくは80〜120%の範囲にあることである。
【0057】
該凍結装置71では、容器31が冷媒41に没している部分から上方向(すなわち、容器31の冷媒41への挿入方向先端側の端部から容器31の他方側の端部へ向かう方向)へと一方向にスラリーが凍結される。冷媒の温度は、スラリーの凝固点よりも低い必要があるが、冷媒41の温度は、スラリーの融点から100℃低い範囲の温度(すなわち、融点〜(融点−100℃)の範囲)が好ましく、より好ましくはスラリーの融点から−10〜−50℃の範囲(すなわち、(融点−10℃)〜(融点−50℃)の範囲)である。また、結晶の成長速度は、冷媒の温度に依存し、冷媒41が低温ほど、結晶の成長速度が大きくなり、浸漬する速度を大きくすることができ、同等形状の媒体の結晶を形成させる場合、生産性を向上できる。なお、スラリーの凝固点は、示差走査熱量測定(DSC)を用いて容易に測定することができる。
【0058】
このように、スラリーを一方向に凍結させていくことで(特にスラリー中のアルコールの凍結による結晶の成長速度と容器の浸漬速度が等しくなるように容器の浸漬速度を制御することで)、スラリーに含まれるアルコールが長く一方向に配向した柱状の凝固した結晶となり、結果として一方向に長く伸び、長手方向にわたる断面積の変化が少ない気孔をもつ連通多孔質セラミックス材料を得ることができる。
【0059】
冷媒41は、スラリーを凝固点以下に冷却することができる媒体であれば、特に限定されるものではなく、液体ヘリウム、液体窒素、液体酸素、メタノール、エタノールなどのアルコール類、水、アセトンなどのケトン類、ヘキサンなどの炭化水素類、イオン性液体などを用いることができる。但し、熱交換による冷媒の気化、温度上昇などが生じる場合は、適宜、冷媒の追加や冷却を行い、冷媒の液面位置、および温度の制御を行うことが好ましく、これらの変動を最小限とするためには、浸漬するスラリーに対し、充分な量の冷媒を用いることが好ましい。
【0060】
冷媒により冷却された冷媒上の雰囲気により、容器31の冷媒に浸漬していない側壁方向からスラリーが凍結しないように、容器31の側壁はスラリーが分散している水溶液よりも比熱の大きな素材が好ましく、例えば、ポリエチレン、ポリプロピレン、塩化ビニル樹脂、シリコーン樹脂、フッ素樹脂、スチレン樹脂のような熱絶縁性材料で形成されていることが望ましい。また、容器の側壁の厚さは0.5mm以上であることが好ましい。この場合、収容されたスラリーが側壁に接する部分から凍結しにくくなり、企図した通り、一方向に配列した霜柱状の結晶の構造がより揃いやすくなる。なお、容器31の底部と側壁の材質は同一であっても良く、別の材質であっても良い。別の材質である場合、容器31の底部はスラリーが分散している媒体(溶媒)よりも比熱が小さく熱伝導性の高い金属(例えば、鉄、銅、真鍮、ステンレス等)などの素材が好ましい。
【0061】
なお、容器31の形状は特に限定されるものではないが、より均一に熱伝導が行える観点から、図4に示されるような円筒状の容器が好ましく使用される。また、前記で説明したように、本発明では、容器内でスラリーの凍結がほぼ均一に面状に進行し、氷の結晶を面状に成長させることが重要であるが、容器の径(内径)が大きすぎると、容器内の中心部(軸線部)と側壁近傍部でのスラリーの冷却度合いが相違して、凍結がほぼ均一に面状に進行しにくくなるおそれがあるので、容器の内径は、円筒状容器である場合、直径が200mm以下であるのが好ましい。また、容器の内径の下限は特に限定はされないが、実質的に気孔径が数十〜数百μmの孔を有する成形体を得るという点から、1mm以上が好ましい。
【0062】
上記の凍結装置71(図4)は、スラリー21を充填した容器31を移動させて、冷媒41へ容器31を挿入(浸漬)させているが、本発明においては、スラリーを充填した容器を固定し、冷媒(冷媒収容容器)を移動させることで、スラリーを充填した容器を冷媒へ挿入(浸漬)する構成にしても、また、スラリーを充填した容器と冷媒(冷媒収容容器)の双方を移動させて、スラリーを充填した容器を冷媒へ挿入(浸漬)する構成にしてもよい。
【0063】
図5はスラリーを凍結する工程(工程A)の別法を模式的に示した図である。すなわち、スラリーを充填した容器31の一端を試料台42に接触させることで、スラリー21を一方の端部側から一方向に凍結させる。ここで、試料台42には、例えば、真鍮製円盤状試料台が使用される。スラリー21を充填した容器31と試料台42は外気の流入を遮断するために、アクリル樹脂等で形成されたカバー材45により、外部空間から遮蔽されている。なお、試料台42は、冷媒41に一方の端部側を浸漬させた真鍮製のロッド43の他方の端部に連結された真鍮製の冷却板44上に載置されることで、冷却されるようになっている。
【0064】
[工程B]
工程Bでは凍結したスラリーを乾燥させて成形体を得る。典型的には、凍結したスラリーの入った容器をそのまま減圧下にて凍結乾燥を行う。この操作により霜柱状の結晶を昇華させ、結晶が存在していた部分が昇華痕として気孔になる。結果として、成形体中に一方向に配向した気孔が形成される。図6は凍結したスラリー(図6A)と乾燥後の成型体(図6B)の模式断面図である。凍結したスラリーは、セラミックス原料の粒子51と、実質的に一方向に配列した結晶61とが存在している。乾燥後は、結晶61が存在していた領域に気孔62が形成される。
【0065】
[工程C]
工程Cでは、得られた成形体を焼成する。典型的には、工程Bで得られた成形体を容器31から抜き取り、必要に応じて適当な成形を行い、それぞれのセラミックスに適した温度、および焼結時間で焼成する。焼結(焼成)に際しては、得られる焼結体の機械的強度が、生体内への埋入に適した強度となるように、すなわち、手術現場で、加工が可能であり、かつ、生体埋入後に破損などが生じない程度となるように、焼結条件を決めることが望ましい。こういった焼結条件は、セラミックスの種類、多孔質体の気孔率、平均気孔径、および気孔の配向性などを考慮して適宜決定することができる。また、焼成の際に用いられるエネルギー源としては、特に限定されないが、熱、およびマイクロ波などが一般的に用いられる。なお、焼成温度はセラミック原料の種類によっても異なるが、一般的には、1000〜1500℃が好ましく、1100〜1500℃がより好ましい。焼成温度が1000℃未満では、焼結による緻密化が十分進行せずに、強度が低くなる傾向となり、1500℃を超えると、融解や相転移により別の結晶状態へ変化する傾向となる。また、焼成時間は通常1〜10時間程度が一般的である。
【0066】
以上の工程A〜Cを経ることで、霜柱状の凝固した結晶の昇華痕を気孔とする連通多孔質セラミックス材料が作製される。この気孔は前述の昇華痕に準じ、焼結体中を好ましくは一方向に貫通した連続孔となる(すなわち、一方向に配向して貫通している十分な長さの気孔が形成される)。
【0067】
このようにして作製される多孔質セラミックス材料(好ましくは多孔質リン酸カルシウム系セラミックス材料)は、人工骨(骨補填材)、人工歯根などの医科用あるいは歯科用などの生体内に埋植するインプラント材料、再生医療などに用いられる細胞培養用の足場、ドラッグデリバリーシステム(DDS)用の薬剤担持材料、タンパク質や核酸などの分離精製用途に用いられるクロマト分離カラム充填材などとして好適に使用することができる。
【0068】
また、このようにして作製される多孔質セラミックス材料は、孔径100μm付近にピークトップを持った細孔(気孔)と孔径1μm以下にピークトップを持つ細孔(気孔)とによる複合気孔構造を有するので、単一気孔構造である場合と比較して比表面積が大きくなる。そのため、特に人工骨等のインプラント材料として用いる場合には、細胞接着性の向上が期待できる。またフィルターや触媒担体等に用いる場合にも、比表面積の増大により、反応面積が大きくなることから、反応効率の向上が期待できる。
【0069】
また、用途に応じて、所望の形状に成形して用いることができ、特に人工骨等のインプラント材料として用いる場合には、所望の形状に成形し、滅菌するのが好ましい。
【0070】
例えば、ブロック体の形状に成形する場合、その成形方法としては、特に制限されること無く、既知の方法を用いればよい。具体的には、機械加工による成形法、乾式成形法、および湿式成形法などが挙げられる。一般にセラミックス材料は硬くて脆い素材であるため、セラミックス層の厚さが不均一である従前の多孔質セラミックス材料は、機械加工性が極めて低かった。しかし、本発明の製法によって得られる多孔質セラミックス材料は、上記のように、気孔が一方向に配向しており、且つその気孔径もほぼ均一なため、貫通気孔と貫通気孔との間のセラミックス層の厚さもほぼ均一である。したがって、従前の多孔質セラミックス材料に比べ、優れた機械加工性を示す。
【0071】
また、例えば、顆粒状に成形する場合もその成形方法は特に制限されることは無く、既知の方法を用いればよい。具体的には、モルダグラインダー、ボールミル、ジョークラッシャー、ハンマークラッシャーなどの機械的粉砕、乳鉢などでの粉砕などが挙げられる。また、粉砕された多孔質セラミックス材料をふるいなどで、粒径を揃えてもよい。
【0072】
該材料を滅菌する方法についても、特に制限されること無く、既知の方法を用いればよい。具体的には、高圧蒸気滅菌法(オートクレーブ)、γ線滅菌、エチレンオキサイドガス(EOG)滅菌、および電子線滅菌などが挙げられる。その中でも、高圧蒸気滅菌法は最も一般的な滅菌法として、汎用されている。
【0073】
また、本発明の製法によって得られる多孔質セラミックス材料(好ましくは多孔質リン酸カルシウム系セラミックス材料)は、より高いレベルでの組織(例えば、骨組織)の誘導を目的として、形質転換成長因子(TGF−β1)、骨誘導因子(BMP−2)、および骨形成因子(OP−1)などの組織に対して成長を促す作用のある物質や細胞を、含浸、吸着、固定化して、使用することができる。
【実施例】
【0074】
以下、実施例を示して本発明をより具体的に説明するが、本発明は以下に記載の実施例によって限定されるものではない。
【0075】
〔スラリー中の媒体の凍結による結晶の成長速度の測定方法〕
スラリーを充填した容器についた目盛りから、スラリー中の媒体の凍結面の移動速度を算出することで、スラリー中の媒体の凍結による結晶の成長速度を求めた。また、その際、同時に、スラリーを充填した容器の複数の高さにおいて、容器の中心部(軸線部)および側壁近傍に温度センサーを設置し、それぞれの温度がほぼ同一であることを確認した。
【0076】
〔気孔率の測定方法〕
気孔率はJIS R 1634に準拠して測定した。具体的には、以下のとおりである。評価対象の連通多孔質セラミックス材料から直径6mm×高さ8mmの円柱状の試験片を切り出す。その試験片の重量、および体積を測定して、以下の式より、気孔率を算出した。
嵩密度=(試験片の重さ)/(試験片の体積)
気孔率=(1−嵩密度/理論密度)×100
【0077】
〔気孔の長さの測定方法〕
気孔の長さを求めるには、測定対象のセラミックス材料を樹脂中に包埋し、これを配向軸方向に平行に薄切し、これを走査型電子顕微鏡で25倍拡大像を観察し、気孔の長さを順々に測定した。
【0078】
〔気孔の断面積(開口面積)の測定方法〕
測定対象の連通多孔質リン酸カルシウム系セラミックス材料を配向軸方向に対して垂直に切断し、これを走査型電子顕微鏡で150倍拡大像を観察し、気孔に由来する開口面積を順々に測定した。
【0079】
〔細孔分布の測定方法〕
円柱形(直径(φ)6mm×高さ8mm)に成形した試験片に対し、水銀ポロシメータを用い、4×10−3〜3.5×102μmの範囲の細孔分布を測定した。なお、測定パラメータとして、試験片と水銀との接触角は130°、表面張力を485mN/mとした。
【0080】
〔実施例1〜7〕
ターシャリーブチルアルコール(t−BuOH)にポリ(N−ビニル−2−ピロリドン)K90[略称:PVP K90]を表1の組成で分散・溶解させた溶液に水酸アパタイト(平均粒径:10μm)を加えたスラリー21を遊星混練機で10分間攪拌し、リン酸カルシウム系原料を分散させた。このスラリー21を、内径が約16mm、容量が15mlの円筒型容器31(グライナー社(ドイツ)製の遠心チューブ(ポリプロピレン樹脂製))に10g充填した。次に、その容器31を、0℃・1cm/hでエチルアルコール浴に浸漬し、霜柱状の結晶をスラリー中に形成させた。このようにして得られた凍結体を真空中で昇華乾燥させた後、その乾燥体を1200℃にて1時間焼結することで、配向した気孔を持つセラミックス材料を得た。
【0081】
〔実施例8〕
リン酸カルシウム系原料は水酸アパタイト(平均粒径:10μm)の代わりに、β型リン酸三カルシウム(平均粒径:3μm)を使用し、焼結温度を1100℃とした以外は実施例1〜7の手順に準拠して、表1の組成のスラリーの調製、霜柱状の結晶形成、焼結を行い、セラミックス材料を得た。
【0082】
〔比較例1〕
ゼラチン(4.8重量%)に蒸留水(73.4重量%)を加えて分散・溶解した水溶液に水酸アパタイト(平均粒径:5.5μm)(21.8重量%)を加えたスラリー21を遊星混練機で10分間攪拌し、リン酸カルシウム系原料を分散させた。このスラリー21を、内径が約16mm、容量が15mlの円筒型容器31(グライナー社(ドイツ)製の遠心チューブ(ポリプロピレン樹脂製))に10g充填した。次に、その容器31を、−20℃・2cm/hでエチルアルコール浴に浸漬し、霜柱状の結晶をスラリー中に形成させた。このようにして得られた凍結体を真空中で昇華乾燥させた後、その乾燥体を1200℃にて1時間焼結することで、配向した気孔を持つセラミックス材料を得た。
【0083】
〔比較例2〕
蒸留水中に水酸アパタイト(平均粒径:5.5μm)および添加剤であるゼラチン、水をそれぞれ、21.8重量%、4.8重量%、73.4重量%混合し、分散・溶解させたスラリーを、直径16mm、高さ20mmの塩化ビニル樹脂製のパイプ状容器に充填した。その容器を液体窒素により冷却した真鍮製円盤状試料台に配置し、下面からのみ冷却、凍結させることにより、霜柱状の氷をスラリー中に生成させた。このようにして得られた凍結体を真空中で昇華乾燥させた後、その乾燥体を1200℃にて1時間焼結することで、配向した気孔を持つ高強度のセラミックス材料を得た。
【0084】
各実施例および比較例のセラミックス材料の製造条件および評価結果を下記の表1、2に示す。表2において、第1の切断面(下側)と第2の切断面(上側)はいずれも気孔の配向方向に垂直であり、両切断面間の距離は35mmである。なお、結晶の成長速度を測定した結果、1cm/hであった。
【0085】
実施例4および比較例1で得られるセラミックス材料の細孔分布を測定した結果、実施例4の材料は孔径100μm付近にピークトップを持った細孔と孔径1μm以下にピークトップを持つ細孔とを有する複合気孔構造であるのに対し、比較例1の材料は単一気孔構造であった。この結果を図1および2に示す。同一気孔率のセラミックス材料について、複合気孔構造である場合、単一気孔構造である場合と比較し、セラミックス材料の比表面積が大きくなる。そのため、人工骨のようなインプラント材料として用いる場合には、細胞接着性の向上が期待できる。またフィルターや触媒担体等に用いる場合にも、比表面積の増大により、反応面積が大きくなることから、反応効率の向上が期待できる。
【0086】
得られた材料の物性について、比較例2および本発明によって得られる実施例1〜8の材料をSEMによって観察した結果、比較例2で得られる材料に存在する気孔は長さが4mmであったのに対し、実施例1〜8および比較例1で得られる材料に存在する気孔の長さは60mmであり、気孔の長さの製造可能範囲が広かった。また、配向連通孔の均一性を評価するため、気孔の第一の切断面と第二の切断面の断面積を比較した結果、比較例2は切断面間の断面積の差が300×10−3mm2程度で、不均一であるのに対し、本発明によって得られる実施例1〜8の材料は、切断面間の断面積の差が小さく、より均一な配向連通孔が形成される。
【0087】
製造時のエネルギーコストについて、比較例1および2と、実施例1〜8とを比較した場合、比較例1および2は原材料(スラリー)に水を用いているため、結晶形成工程における凝固点が比較的低く、且つ、凍結乾燥工程における昇華時間が長い(144時間)。これに対し、原材料(スラリー)にターシャリーブチルアルコール(t−BuOH)を用いた実施例1〜8では、結晶形成工程における凝固点が比較的高く、且つ、凍結乾燥工程における昇華時間が短い(24時間)。このため、本発明の方法は、エネルギーコストが低い製造方法といえる。
【0088】
また、本発明の方法で製造されるセラミックス材料は一方向に配向して貫通している十分な長さの気孔を有する多孔質セラミックス材料であることがわかった。
【0089】
【表1】
【0090】
【表2】
【産業上の利用可能性】
【0091】
本発明によれば、配向連通孔を有する多孔質セラミックス材料のエネルギーコストの低い製造方法を提供でき、骨組織の形成を速やかに誘導し得る、生体親和性の優れた多孔質セラミックス材料を得ることができる。該多孔質セラミックス材料は、医科用あるいは歯科用などの生体内に埋植するインプラント材料、再生医療などに用いられる細胞培養用の足場、ドラッグデリバリーシステム(DDS)用の薬剤担持材料等に利用できる。
【特許請求の範囲】
【請求項1】
側鎖に複素環を有する高分子、アルコールおよびセラミックス原料粒子を含んでなる、多孔質セラミックス材料製造用スラリー。
【請求項2】
複素環が窒素原子を含む複素環である、請求項1に記載の多孔質セラミックス材料製造用スラリー。
【請求項3】
窒素原子を含む複素環を側鎖に有する高分子が、ビニルピロリドン系重合体である、請求項2記載の多孔質セラミックス材料製造用スラリー。
【請求項4】
ビニルピロリドン系重合体がポリ(N−ビニル−2−ピロリドン)である請求項3に記載の多孔質セラミックス材料製造用スラリー。
【請求項5】
アルコールが、ターシャリーブチルアルコールである、請求項1〜4のいずれか1項記載の多孔質セラミックス材料製造用スラリー。
【請求項6】
セラミックス原料粒子がリン酸カルシウム系粒子である、請求項1〜5のいずれか1項記載の多孔質セラミックス材料製造用スラリー。
【請求項7】
アルコールに側鎖に複素環を有する高分子を加えて溶液を調製し、該溶液にセラミックス原料粒子を分散させることを特徴とする、請求項1〜6のいずれか1項記載のスラリーの製造方法。
【請求項8】
工程(A):請求項1〜6のいずれか1項記載のスラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させる工程、
工程(B):凍結させたスラリーを乾燥させて成形体を得る工程、および
工程(C):成形体を焼成する工程を含むことを特徴とする、多孔質セラミックス材料の製造方法。
【請求項9】
請求項8に記載の方法により製造された多孔質セラミックス材料。
【請求項10】
インプラント材料用である、請求項9記載の多孔質セラミックス材料。
【請求項1】
側鎖に複素環を有する高分子、アルコールおよびセラミックス原料粒子を含んでなる、多孔質セラミックス材料製造用スラリー。
【請求項2】
複素環が窒素原子を含む複素環である、請求項1に記載の多孔質セラミックス材料製造用スラリー。
【請求項3】
窒素原子を含む複素環を側鎖に有する高分子が、ビニルピロリドン系重合体である、請求項2記載の多孔質セラミックス材料製造用スラリー。
【請求項4】
ビニルピロリドン系重合体がポリ(N−ビニル−2−ピロリドン)である請求項3に記載の多孔質セラミックス材料製造用スラリー。
【請求項5】
アルコールが、ターシャリーブチルアルコールである、請求項1〜4のいずれか1項記載の多孔質セラミックス材料製造用スラリー。
【請求項6】
セラミックス原料粒子がリン酸カルシウム系粒子である、請求項1〜5のいずれか1項記載の多孔質セラミックス材料製造用スラリー。
【請求項7】
アルコールに側鎖に複素環を有する高分子を加えて溶液を調製し、該溶液にセラミックス原料粒子を分散させることを特徴とする、請求項1〜6のいずれか1項記載のスラリーの製造方法。
【請求項8】
工程(A):請求項1〜6のいずれか1項記載のスラリーを容器に充填し、該容器を一方の端部側から冷却することにより、スラリーを一方の端部側から一方向に凍結させる工程、
工程(B):凍結させたスラリーを乾燥させて成形体を得る工程、および
工程(C):成形体を焼成する工程を含むことを特徴とする、多孔質セラミックス材料の製造方法。
【請求項9】
請求項8に記載の方法により製造された多孔質セラミックス材料。
【請求項10】
インプラント材料用である、請求項9記載の多孔質セラミックス材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−148929(P2012−148929A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−8995(P2011−8995)
【出願日】平成23年1月19日(2011.1.19)
【出願人】(504132272)国立大学法人京都大学 (1,269)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月19日(2011.1.19)
【出願人】(504132272)国立大学法人京都大学 (1,269)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]