
多孔質バルブ金属膜の製造方法

【課題】安価かつ短時間でバルブ金属と異相成分との混合膜を形成することにより、多孔質バルブ金属膜を工業的に提供可能とする。
【解決手段】1)メカニカルアロイングにより、バルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を作製し、2)衝撃固化法により、バルブ金属箔集電体の少なくとも一方の面に、該合金粉を吹き付けて、前記バルブ金属と前記異相成分からなる混合膜を形成し、3)得られた混合膜を熱処理し、4)該混合膜中の異相成分を除去することにより、前記バルブ金属箔集電体の上にバルブ金属多孔質層を形成する。
【解決手段】1)メカニカルアロイングにより、バルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を作製し、2)衝撃固化法により、バルブ金属箔集電体の少なくとも一方の面に、該合金粉を吹き付けて、前記バルブ金属と前記異相成分からなる混合膜を形成し、3)得られた混合膜を熱処理し、4)該混合膜中の異相成分を除去することにより、前記バルブ金属箔集電体の上にバルブ金属多孔質層を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固体電解コンデンサの陽極体に用いられる、タンタル、ニオブなどのバルブ金属を利用した多孔質バルブ金属膜の製造方法に関する。
【背景技術】
【0002】
固体電解コンデンサであるタンタル電解コンデンサおよびニオブ電解コンデンサは、小型、大容量、および高信頼性という特徴を有しており、携帯電話、ノートパソコンに代表される小型電子機器に必要不可欠な電子部品である。近年の電子機器の低背化、高機能化に伴い、タンタル電解コンデンサおよびニオブ電解コンデンサにも、低背化と高容量化が強く要求されている。
【0003】
従来のタンタル電解コンデンサおよびニオブ電解コンデンサは、タンタル粉末やニオブ粉末を、圧粉成型および焼結した多孔質ペレットを陽極体として用いているが、陽極体の低背化には製法上の限界があり、得られるタンタル電解コンデンサまたはニオブ電解コンデンサの低背化にも、おのずと限界が生じている。
【0004】
これに対して、タンタル箔やニオブ箔からなる集電体の上に、タンタル、ニオブなどのバルブ金属と、該バルブ金属と相溶性を持たない異相成分からなる混合膜を形成し、真空中または不活性ガス中で熱処理をして、その後、異相成分のみを選択的に除去するという方法で、バルブ金属多孔質層を有する箔状の多孔質バルブ金属陽極体を製造する方法が、特許文献1に記載されている。
【0005】
この方法により得られる箔状の多孔質バルブ金属陽極体は、微細孔が均一に分布した多孔質であるため、表面積が従来の陽極体に比べて飛躍的に大きくなると共に、電解質が十分に浸透することから、高容量化に対する要求に応えつつ、固体電解コンデンサのさらなる低背化を可能とするものである。
【0006】
ただし、特許文献1での混合膜の形成は、スパッタリング法により行っており、工業的には、より安価で短時間で膜形成ができる多孔質バルブ金属膜の形成手段が望まれている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−49816号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる問題点に鑑みてなされたものであって、安価で短時間で混合膜を形成することにより、多孔質バルブ金属膜を工業的に提供可能とすることを目的とする。
【課題を解決するための手段】
【0009】
本発明の多孔質バルブ金属膜の製造方法は、メカニカルアロイングにより、バルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を作製する工程、衝撃固化法により、バルブ金属箔集電体の少なくとも一方の面に、該合金粉を吹き付けて、前記バルブ金属と前記異相成分からなる混合膜を形成する工程、得られた混合膜を熱処理する工程、および、該混合膜中の異相成分を除去することにより、前記バルブ金属箔集電体の上にバルブ金属多孔質層を形成する工程からなることを特徴とする。
【0010】
前記バルブ金属箔集電体として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用い、前記バルブ金属多孔質層を構成する前記バルブ金属として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用いることが好ましい。
【0011】
また、前記異相成分として銅を用いることが好ましい。
【発明の効果】
【0012】
本発明により作製された多孔質バルブ金属膜は、微細孔が分布した多孔質であるため、低背かつ高容量の多孔質バルブ金属陽極体を提供することができる。
【0013】
また、本発明では、安価かつ短時間の工程で多孔質バルブ金属膜を得ることができるため、かかる特性を備える多孔質バルブ金属陽極体を工業的に提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明において用いられる衝撃固化装置を示す図である。
【発明を実施するための形態】
【0015】
本発明に係る多孔質バルブ金属膜の製造方法は、1)メカニカルアロイングによりバルブ金属と異相成分からなる合金を作製する工程、2)衝撃固化法によりバルブ金属集電体上に混合膜を形成する工程、3)混合膜を熱処理する工程、4)異相部分を除去する工程からなる。
【0016】
以下、各工程について詳細に説明する。
【0017】
(1)メカニカルアロイングによりバルブ金属と異相成分からなる合金を作製する工程
本発明では、混合膜を形成するバルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を、メカニカルアロイング(機械的合金化法)により作製する。
【0018】
バルブ金属は、陽極酸化により金属表面がその金属の酸化物の皮膜で一様に覆われる金属をいい、タンタル、ニオブのほか、アルミニウム、チタンなどがバルブ金属として知られている。このうち、本発明の対象となる固体電解コンデンサ用としては、その酸化物の誘電特性などから、タンタル、ニオブ、もしくはこれらの合金のいずれかが好適に用いられる。
【0019】
混合膜を形成する異相成分としては、バルブ金属と相溶性を持たないものであれば、種々の金属元素、酸化物などの選択が可能であるが、メカニカルアロイングによる合金化の観点から、マグネシウム、カルシウムなどのアルカリ土類金属、銅、銀などの金属を用いることが好ましく、これらのうちでは、メカニカルアロイングにより生成される微粉末が比較的安定であり、安全面での装置対応が比較的軽微となるという取扱いの容易性およびコストの観点から銅を用いることが特に好ましい。
【0020】
メカニカルアロイングは、粉末同士の折り畳みと圧延を繰り返すことにより、2種以上の金属粉末を微細に混合することを可能とする手段である。メカニカルアロイングとしては、一般的に公知の手段を用いることができる。すなわち、遊星ボールミル、遠心ボールミル、アトライタ、振動ボールミルなど、比較的高エネルギーを与えられる混合および粉砕法を採用できる。ただし、金属の種類により酸化劣化の可能性もあるので、不活性雰囲気下でこれを行うことが望ましい。
【0021】
用いる容器および媒体としては、ステンレス鋼やメノウ、ジルコニアなどの一般的なものを用いることができるが、これらの成分の混入が問題となるときには、共材のコーティングなどを行うことが望ましい。
【0022】
メカニカルアロイングは、材料、条件、時間などにより、さまざまな非平衡相を生じる。本発明は必ずしもこれを限定するものではなく、固溶相と複合相のいずれでもよく、また、結晶相とアモルファス相のいずれをも採用することもできる。ただし、一般に得ようとする多孔質構造よりも小さな構造としておくのが望ましい。
【0023】
異相成分の添加量は、一般的には30〜70体積%とすることが好ましい。異相成分の添加量が30体積%以下では、異相成分が連続層とならず、外界と接するオープンポアができない部分が生じる可能性がある。一方、異相成分を70体積%を超えて添加した場合、バルブ金属が連続層とならず、異相成分の除去後に膜から剥落する可能性がある。
【0024】
(2)衝撃固化法によりバルブ金属集電体上に混合膜を形成する工程
前述の工程により得られた合金粉末を衝撃固化法(エアロゾルデポジション法)により、バルブ金属集電体上に吹き付け混合膜を形成する。
【0025】
衝撃固化法は、あらかじめ他の手法で準備された微粒子、超微粒子原料をガスと混合してエアロゾル化し、減圧下の雰囲気でノズルを通して基板に噴射して皮膜を形成する技術である。ガス搬送により加速された原料粒子の運動エネルギーが、基板に衝突することにより局所的な熱エネルギーに変換され、基板−粒子間、粒子同士の結合を実現するものと考えられている。
【0026】
メカニカルアロイングにより合金粉末材料をあらかじめ準備しておけば、衝撃固化法により瞬間的に成膜が終了するため、スパッタリング法と比較して、きわめて短時間での高速成膜が可能となる。特に、メカニカルアロイングでの処理にさほどの時間を要しない比較的粒径の大きい微粉末で、厚みの大きい膜を成膜する場合に、メカニカルアロイングと衝撃固化法の組合せを適用することが有効である。
【0027】
また、衝撃固化法は、低真空かつ常温のプロセスであるため、高真空、基板加熱などが要求されるスパッタリング法と異なり、低コストに混合膜を成膜可能である。さらに、衝撃固化法では、条件の設定次第により、大面積の成膜が可能となり、工業的に多孔質バルブ金属膜を作製することを可能とするものである。
【0028】
なお、本発明では、バルブ金属集電体に用いられるバルブ金属としては、前述の混合膜を形成するバルブ金属と同様であり、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用いることが好ましい。なお、前記混合膜を形成するバルブ金属とは同種のものでも異種のものでもよい。
【0029】
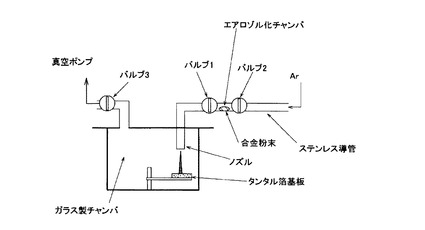
本発明で用いられる衝撃固化装置の一例を図1に示す。衝撃固化装置は、成膜チャンバと、高圧ガスに一端側が接続された搬送チューブと、該搬送チューブの中間に接続および配置されるエアロゾル化チャンバとを備える。成膜チャンバとしてはガラスチャンバを用いることができ、搬送チューブとエアロゾル化チャンバとしては、ステンレス導管を用いることができる。前記搬送チューブの他端側は、ノズルを介して、成膜チャンバ内と接続している。成膜チャンバは、真空ポンプに接続されている。
【0030】
エアロゾル化の原料としては、粒径0.08〜2μm程度の合金粉を用いるが、かかる合金粉は、メカニカルアロイングにより予めこの粒径となるまで混合および粉砕されているため、そのまま用いることが可能である。なお、エアロゾル化のためには、原料がドライであることが必要であるため、雰囲気の管理が必要である。
【0031】
エアロゾル化の原料である合金粉は、エアロゾル化チャンバ内に必要量だけ充填され、エアロゾル化チャンバを、両側のバルブ(図1のバルブ1、バルブ2)を介して、搬送チューブに接続して配置される。
【0032】
成膜チャンバは、真空ポンプにより50〜1kPa前後まで減圧されるが、スパッタリング法における真空(1Pa前後)とするまでの真空引きは必要とされない。
【0033】
エアロゾル化チャンバの両側のバルブを開けることにより、原料である合金粉は、エアロゾル化チャンバ内で、流入したガス(アルゴン、ヘリウムなどの不活性ガス)と攪拌および混合することによりエアロゾル化され、両チャンバの圧力差により生じるガスの流れにより成膜チャンバに搬送された後、スリット状のノズルを通して加速され、基板へ噴射される。これにより、容易に混合膜がバルブ金属集電体の上に形成される。
【0034】
ガス搬送された合金粉の超微粒子は,1mm以下の微小開口のノズルを通ずることで数百m/秒まで容易に加速される。成膜速度や成膜体の密度は、使用する合金粉の粒径、凝集状態、乾燥状態などに大きく依存するため、エアロゾル化チャンバと成膜チャンバの間に凝集粒子の解砕器および分級装置を導入することにより、高品位な粒子流を実現することが好ましい。
【0035】
衝撃固化法では、ノズルより、高圧で原料微粒子が基板(集電体)に向けて噴射され、基板−粒子間、粒子同士の衝突により、粒子が破砕され、粒界欠陥や空隙が生じ得るが、本発明では、後の工程で熱処理により粒成長が図られることにより、欠陥は回復され、かつ、後の工程で除去される成分を含むため、成膜時の空隙が最終構造に寄与することはない。多孔質構造を強固にするためには十分に密着した皮膜が得られる条件を採用することが望ましい。
【0036】
(3)混合膜を熱処理する工程
衝撃固化法によって形成された混合膜を熱処理することにより、バルブ金属粒子同士、バルブ金属粒子とバルブ金属集電体の間の焼結を進めて、バルブ金属粒子の粒子径を調整するとともに、異相成分を粒成長させる。
【0037】
熱処理温度については、バルブ金属多孔質層の内部の微細構造に影響するため、バルブ金属陽極体の容量から決定されるが、500〜800℃が好ましい。
【0038】
500℃未満では、異相成分の粒成長が不十分なため、次の工程において、異相成分を除去しようとしても、バルブ金属多孔質層内に残ってしまう。熱処理温度が800℃を超えると、バルブ金属成分の焼結が進行し、粒子径が大きくなりすぎて、高い静電容量は得られない。熱処理は、バルブ金属成分の酸化を抑制するために、アルゴンガスなどの不活性雰囲気中、または真空中で行う必要がある。
【0039】
(4)異相成分を除去する工程
この工程では、熱処理で、混合膜中のバルブ金属成分および異相成分の粒度を調整した後、異相成分の除去を行う。これらの成分の除去方法として、種々の方法を用いることができるが、操作の簡便さなどから、酸などで溶解除去するのが好ましい。
【0040】
酸の種類は、異相成分のみを選択的に溶解するものを選択する。たとえば、バルブ金属としてタンタル、ニオブ、またはこれらの合金を使用し、異相成分として銅を使用した場合には、硝酸、または過酸化水素などを好適に使用することができる。これらの溶液で、異相成分および酸素バリア成分を溶解除去した後、水洗および乾燥処理を行うことで、バルブ金属多孔質層を形成することができる。
【0041】
なお、得られるバルブ金属多孔質層の特性は、スパッタリング法で得られたものと基本的に同様である。
【実施例】
【0042】
[実施例1]
最初に、次の手順により、タンタル粉と銅粉についてメカニカルアロイングを行った。
【0043】
水素化粉砕タンタル粉(東京電解株式会社製、純度99.9%、粒度60〜200mesh)および電解銅粉(関東化学株式会社製、純度99.99%)をそれぞれ体積率で50%になるように秤量し、ロッキングミキサ(愛知電機株式会社製)を用いて100rpmで1時間、均一混合した後、アルゴン雰囲気のグローブボックス中で、SUS304製500mlポットに混合粉100gおよびSUS304製ボール(直径10mm)を装填し、密封した。これを遊星ボールミル(フリッチュ社製、P−5型)で、回転数200rpmの条件で8時間、混合および粉砕を行って、合金化させた。
【0044】
次に、得られた合金粉を取り出し、次に示す手順で衝撃固化を行った。
【0045】
図1に示す衝撃固化装置のステンレス導管のバルブ1とバルブ2の間に、メカニカルアロイングで得られた約0.1gの合金粉を充填したエアロゾル化チャンバを設置した。バルブ1およびバルブ2を閉じた状態で、接続した高純度アルゴンボンベにより0.7MPaの圧力を加えた。
【0046】
一方、ガラス製チャンバには、タンタル箔基板(厚さ0.1mm、幅10mm、長さ10mmのタンタル箔、東京電解株式会社製、純度99.9%)を設置し、バルブ3を開けてガラス製チャンバ内を10-1Paまで排気した。
【0047】
その後、バルブ1とバルブ2を同時に開放し、基板から10mmの位置に対向した直径0.6mmのノズルからアルゴンガスの圧力によって合金粉を噴出させ、タンタル箔基板に付着させた。
【0048】
この基板を取り出したところ、直径約7mmの円形状に合金膜が形成され、その厚みを表面粗さ計(株式会社東京精密製、サーフコム570A)で測定したところ、厚さ5〜10μm、平均6.8μmであった。
【0049】
これを真空中で温度700℃、1時間の熱処理を行ったのち、皮膜形成部をパンチにより直径6mmの円形試料に打ち抜き、6.7mol/Lの硝酸50vol%の硝酸中に1時間浸漬して、Cuを溶出除去した。
【0050】
得られた試料を水洗、乾燥した後、スポット溶接でタンタル箔裏面に直径0.2mmのタンタルワイヤをリードとして取り付け、裏面を絶縁するためにエナメルを塗布した。これを80℃のリン酸水溶液中で電圧10V、10時間の陽極酸化処理を行って誘電体層を形成した。
【0051】
実施例1において、メカニカルアロイングによる合金粉の作製および衝撃固化法による混合膜の成膜までに要した時間は、約10時間であった。
【0052】
そして、得られた試料について、40質量%の硫酸中でLCRメータ(4263B、アジレント・テクノロジー社製)を用い、印加バイアス1.5V、周波数120Hz、実効値1.0Vrmsで静電容量を測定した。その結果を表1に示す。
【0053】
[比較例1]
実施例1で基板として使用したタンタル箔に、実施例1と同様の陽極酸化処理を施し、静電容量を測定した。結果を表1に併せて示す。測定した静電容量は表裏2面の容量も含まれるので、測定した静電容量からこの部分の静電容量の2分の1としている。
【表1】

【0054】
ここで、Ta2O5の誘電率を27、化成定数(陽極酸化電圧1V当たりで成長する皮膜厚み)を1.7nm/V、真空の誘電率を8.854×10-12とすると、平板Taの理論容量密度は約14.1μFV/cm2となり、比較例1では、この理論容量密度とほぼ同等の容量密度を有するのがわかる。これに対し、実施例1の衝撃固化膜は、比較例1の約10.6倍の容量密度を有する。したがって、実施例1の陽極体は、比較例1のタンタル箔に対して10.6倍以上の表面積を有していると考えられる。このように表面積が大きくなっている理由は、実施例1のデポジション膜は多孔質膜となっているためと思われる。
【0055】
また、実施例1における合金粉の作製から混合膜の成膜までの時間は約10時間であり、スパッタリング法を用いた場合と同程度の時間であった。
【0056】
ただし、材料としての合金粉をあらかじめ準備しておくことは可能であり、成膜工程自体はきわめて短時間に完了し得るので、特に、メカニカルアロイングでの処理にさほどの時間を要しない比較的粒径の大きい微粉末で、厚みの大きい膜を成膜する場合に、メカニカルアロイングと衝撃固化法の組合せの適用が有効であることが理解される。
【産業上の利用可能性】
【0057】
以上説明したように、本発明方法による金属膜は多孔質化しており、極めて表面積が大きく、表面反応を用いる電極などに用いると、誘電容量が大きくキャパシタとして有用である。
【技術分野】
【0001】
本発明は、固体電解コンデンサの陽極体に用いられる、タンタル、ニオブなどのバルブ金属を利用した多孔質バルブ金属膜の製造方法に関する。
【背景技術】
【0002】
固体電解コンデンサであるタンタル電解コンデンサおよびニオブ電解コンデンサは、小型、大容量、および高信頼性という特徴を有しており、携帯電話、ノートパソコンに代表される小型電子機器に必要不可欠な電子部品である。近年の電子機器の低背化、高機能化に伴い、タンタル電解コンデンサおよびニオブ電解コンデンサにも、低背化と高容量化が強く要求されている。
【0003】
従来のタンタル電解コンデンサおよびニオブ電解コンデンサは、タンタル粉末やニオブ粉末を、圧粉成型および焼結した多孔質ペレットを陽極体として用いているが、陽極体の低背化には製法上の限界があり、得られるタンタル電解コンデンサまたはニオブ電解コンデンサの低背化にも、おのずと限界が生じている。
【0004】
これに対して、タンタル箔やニオブ箔からなる集電体の上に、タンタル、ニオブなどのバルブ金属と、該バルブ金属と相溶性を持たない異相成分からなる混合膜を形成し、真空中または不活性ガス中で熱処理をして、その後、異相成分のみを選択的に除去するという方法で、バルブ金属多孔質層を有する箔状の多孔質バルブ金属陽極体を製造する方法が、特許文献1に記載されている。
【0005】
この方法により得られる箔状の多孔質バルブ金属陽極体は、微細孔が均一に分布した多孔質であるため、表面積が従来の陽極体に比べて飛躍的に大きくなると共に、電解質が十分に浸透することから、高容量化に対する要求に応えつつ、固体電解コンデンサのさらなる低背化を可能とするものである。
【0006】
ただし、特許文献1での混合膜の形成は、スパッタリング法により行っており、工業的には、より安価で短時間で膜形成ができる多孔質バルブ金属膜の形成手段が望まれている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−49816号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる問題点に鑑みてなされたものであって、安価で短時間で混合膜を形成することにより、多孔質バルブ金属膜を工業的に提供可能とすることを目的とする。
【課題を解決するための手段】
【0009】
本発明の多孔質バルブ金属膜の製造方法は、メカニカルアロイングにより、バルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を作製する工程、衝撃固化法により、バルブ金属箔集電体の少なくとも一方の面に、該合金粉を吹き付けて、前記バルブ金属と前記異相成分からなる混合膜を形成する工程、得られた混合膜を熱処理する工程、および、該混合膜中の異相成分を除去することにより、前記バルブ金属箔集電体の上にバルブ金属多孔質層を形成する工程からなることを特徴とする。
【0010】
前記バルブ金属箔集電体として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用い、前記バルブ金属多孔質層を構成する前記バルブ金属として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用いることが好ましい。
【0011】
また、前記異相成分として銅を用いることが好ましい。
【発明の効果】
【0012】
本発明により作製された多孔質バルブ金属膜は、微細孔が分布した多孔質であるため、低背かつ高容量の多孔質バルブ金属陽極体を提供することができる。
【0013】
また、本発明では、安価かつ短時間の工程で多孔質バルブ金属膜を得ることができるため、かかる特性を備える多孔質バルブ金属陽極体を工業的に提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明において用いられる衝撃固化装置を示す図である。
【発明を実施するための形態】
【0015】
本発明に係る多孔質バルブ金属膜の製造方法は、1)メカニカルアロイングによりバルブ金属と異相成分からなる合金を作製する工程、2)衝撃固化法によりバルブ金属集電体上に混合膜を形成する工程、3)混合膜を熱処理する工程、4)異相部分を除去する工程からなる。
【0016】
以下、各工程について詳細に説明する。
【0017】
(1)メカニカルアロイングによりバルブ金属と異相成分からなる合金を作製する工程
本発明では、混合膜を形成するバルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を、メカニカルアロイング(機械的合金化法)により作製する。
【0018】
バルブ金属は、陽極酸化により金属表面がその金属の酸化物の皮膜で一様に覆われる金属をいい、タンタル、ニオブのほか、アルミニウム、チタンなどがバルブ金属として知られている。このうち、本発明の対象となる固体電解コンデンサ用としては、その酸化物の誘電特性などから、タンタル、ニオブ、もしくはこれらの合金のいずれかが好適に用いられる。
【0019】
混合膜を形成する異相成分としては、バルブ金属と相溶性を持たないものであれば、種々の金属元素、酸化物などの選択が可能であるが、メカニカルアロイングによる合金化の観点から、マグネシウム、カルシウムなどのアルカリ土類金属、銅、銀などの金属を用いることが好ましく、これらのうちでは、メカニカルアロイングにより生成される微粉末が比較的安定であり、安全面での装置対応が比較的軽微となるという取扱いの容易性およびコストの観点から銅を用いることが特に好ましい。
【0020】
メカニカルアロイングは、粉末同士の折り畳みと圧延を繰り返すことにより、2種以上の金属粉末を微細に混合することを可能とする手段である。メカニカルアロイングとしては、一般的に公知の手段を用いることができる。すなわち、遊星ボールミル、遠心ボールミル、アトライタ、振動ボールミルなど、比較的高エネルギーを与えられる混合および粉砕法を採用できる。ただし、金属の種類により酸化劣化の可能性もあるので、不活性雰囲気下でこれを行うことが望ましい。
【0021】
用いる容器および媒体としては、ステンレス鋼やメノウ、ジルコニアなどの一般的なものを用いることができるが、これらの成分の混入が問題となるときには、共材のコーティングなどを行うことが望ましい。
【0022】
メカニカルアロイングは、材料、条件、時間などにより、さまざまな非平衡相を生じる。本発明は必ずしもこれを限定するものではなく、固溶相と複合相のいずれでもよく、また、結晶相とアモルファス相のいずれをも採用することもできる。ただし、一般に得ようとする多孔質構造よりも小さな構造としておくのが望ましい。
【0023】
異相成分の添加量は、一般的には30〜70体積%とすることが好ましい。異相成分の添加量が30体積%以下では、異相成分が連続層とならず、外界と接するオープンポアができない部分が生じる可能性がある。一方、異相成分を70体積%を超えて添加した場合、バルブ金属が連続層とならず、異相成分の除去後に膜から剥落する可能性がある。
【0024】
(2)衝撃固化法によりバルブ金属集電体上に混合膜を形成する工程
前述の工程により得られた合金粉末を衝撃固化法(エアロゾルデポジション法)により、バルブ金属集電体上に吹き付け混合膜を形成する。
【0025】
衝撃固化法は、あらかじめ他の手法で準備された微粒子、超微粒子原料をガスと混合してエアロゾル化し、減圧下の雰囲気でノズルを通して基板に噴射して皮膜を形成する技術である。ガス搬送により加速された原料粒子の運動エネルギーが、基板に衝突することにより局所的な熱エネルギーに変換され、基板−粒子間、粒子同士の結合を実現するものと考えられている。
【0026】
メカニカルアロイングにより合金粉末材料をあらかじめ準備しておけば、衝撃固化法により瞬間的に成膜が終了するため、スパッタリング法と比較して、きわめて短時間での高速成膜が可能となる。特に、メカニカルアロイングでの処理にさほどの時間を要しない比較的粒径の大きい微粉末で、厚みの大きい膜を成膜する場合に、メカニカルアロイングと衝撃固化法の組合せを適用することが有効である。
【0027】
また、衝撃固化法は、低真空かつ常温のプロセスであるため、高真空、基板加熱などが要求されるスパッタリング法と異なり、低コストに混合膜を成膜可能である。さらに、衝撃固化法では、条件の設定次第により、大面積の成膜が可能となり、工業的に多孔質バルブ金属膜を作製することを可能とするものである。
【0028】
なお、本発明では、バルブ金属集電体に用いられるバルブ金属としては、前述の混合膜を形成するバルブ金属と同様であり、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用いることが好ましい。なお、前記混合膜を形成するバルブ金属とは同種のものでも異種のものでもよい。
【0029】
本発明で用いられる衝撃固化装置の一例を図1に示す。衝撃固化装置は、成膜チャンバと、高圧ガスに一端側が接続された搬送チューブと、該搬送チューブの中間に接続および配置されるエアロゾル化チャンバとを備える。成膜チャンバとしてはガラスチャンバを用いることができ、搬送チューブとエアロゾル化チャンバとしては、ステンレス導管を用いることができる。前記搬送チューブの他端側は、ノズルを介して、成膜チャンバ内と接続している。成膜チャンバは、真空ポンプに接続されている。
【0030】
エアロゾル化の原料としては、粒径0.08〜2μm程度の合金粉を用いるが、かかる合金粉は、メカニカルアロイングにより予めこの粒径となるまで混合および粉砕されているため、そのまま用いることが可能である。なお、エアロゾル化のためには、原料がドライであることが必要であるため、雰囲気の管理が必要である。
【0031】
エアロゾル化の原料である合金粉は、エアロゾル化チャンバ内に必要量だけ充填され、エアロゾル化チャンバを、両側のバルブ(図1のバルブ1、バルブ2)を介して、搬送チューブに接続して配置される。
【0032】
成膜チャンバは、真空ポンプにより50〜1kPa前後まで減圧されるが、スパッタリング法における真空(1Pa前後)とするまでの真空引きは必要とされない。
【0033】
エアロゾル化チャンバの両側のバルブを開けることにより、原料である合金粉は、エアロゾル化チャンバ内で、流入したガス(アルゴン、ヘリウムなどの不活性ガス)と攪拌および混合することによりエアロゾル化され、両チャンバの圧力差により生じるガスの流れにより成膜チャンバに搬送された後、スリット状のノズルを通して加速され、基板へ噴射される。これにより、容易に混合膜がバルブ金属集電体の上に形成される。
【0034】
ガス搬送された合金粉の超微粒子は,1mm以下の微小開口のノズルを通ずることで数百m/秒まで容易に加速される。成膜速度や成膜体の密度は、使用する合金粉の粒径、凝集状態、乾燥状態などに大きく依存するため、エアロゾル化チャンバと成膜チャンバの間に凝集粒子の解砕器および分級装置を導入することにより、高品位な粒子流を実現することが好ましい。
【0035】
衝撃固化法では、ノズルより、高圧で原料微粒子が基板(集電体)に向けて噴射され、基板−粒子間、粒子同士の衝突により、粒子が破砕され、粒界欠陥や空隙が生じ得るが、本発明では、後の工程で熱処理により粒成長が図られることにより、欠陥は回復され、かつ、後の工程で除去される成分を含むため、成膜時の空隙が最終構造に寄与することはない。多孔質構造を強固にするためには十分に密着した皮膜が得られる条件を採用することが望ましい。
【0036】
(3)混合膜を熱処理する工程
衝撃固化法によって形成された混合膜を熱処理することにより、バルブ金属粒子同士、バルブ金属粒子とバルブ金属集電体の間の焼結を進めて、バルブ金属粒子の粒子径を調整するとともに、異相成分を粒成長させる。
【0037】
熱処理温度については、バルブ金属多孔質層の内部の微細構造に影響するため、バルブ金属陽極体の容量から決定されるが、500〜800℃が好ましい。
【0038】
500℃未満では、異相成分の粒成長が不十分なため、次の工程において、異相成分を除去しようとしても、バルブ金属多孔質層内に残ってしまう。熱処理温度が800℃を超えると、バルブ金属成分の焼結が進行し、粒子径が大きくなりすぎて、高い静電容量は得られない。熱処理は、バルブ金属成分の酸化を抑制するために、アルゴンガスなどの不活性雰囲気中、または真空中で行う必要がある。
【0039】
(4)異相成分を除去する工程
この工程では、熱処理で、混合膜中のバルブ金属成分および異相成分の粒度を調整した後、異相成分の除去を行う。これらの成分の除去方法として、種々の方法を用いることができるが、操作の簡便さなどから、酸などで溶解除去するのが好ましい。
【0040】
酸の種類は、異相成分のみを選択的に溶解するものを選択する。たとえば、バルブ金属としてタンタル、ニオブ、またはこれらの合金を使用し、異相成分として銅を使用した場合には、硝酸、または過酸化水素などを好適に使用することができる。これらの溶液で、異相成分および酸素バリア成分を溶解除去した後、水洗および乾燥処理を行うことで、バルブ金属多孔質層を形成することができる。
【0041】
なお、得られるバルブ金属多孔質層の特性は、スパッタリング法で得られたものと基本的に同様である。
【実施例】
【0042】
[実施例1]
最初に、次の手順により、タンタル粉と銅粉についてメカニカルアロイングを行った。
【0043】
水素化粉砕タンタル粉(東京電解株式会社製、純度99.9%、粒度60〜200mesh)および電解銅粉(関東化学株式会社製、純度99.99%)をそれぞれ体積率で50%になるように秤量し、ロッキングミキサ(愛知電機株式会社製)を用いて100rpmで1時間、均一混合した後、アルゴン雰囲気のグローブボックス中で、SUS304製500mlポットに混合粉100gおよびSUS304製ボール(直径10mm)を装填し、密封した。これを遊星ボールミル(フリッチュ社製、P−5型)で、回転数200rpmの条件で8時間、混合および粉砕を行って、合金化させた。
【0044】
次に、得られた合金粉を取り出し、次に示す手順で衝撃固化を行った。
【0045】
図1に示す衝撃固化装置のステンレス導管のバルブ1とバルブ2の間に、メカニカルアロイングで得られた約0.1gの合金粉を充填したエアロゾル化チャンバを設置した。バルブ1およびバルブ2を閉じた状態で、接続した高純度アルゴンボンベにより0.7MPaの圧力を加えた。
【0046】
一方、ガラス製チャンバには、タンタル箔基板(厚さ0.1mm、幅10mm、長さ10mmのタンタル箔、東京電解株式会社製、純度99.9%)を設置し、バルブ3を開けてガラス製チャンバ内を10-1Paまで排気した。
【0047】
その後、バルブ1とバルブ2を同時に開放し、基板から10mmの位置に対向した直径0.6mmのノズルからアルゴンガスの圧力によって合金粉を噴出させ、タンタル箔基板に付着させた。
【0048】
この基板を取り出したところ、直径約7mmの円形状に合金膜が形成され、その厚みを表面粗さ計(株式会社東京精密製、サーフコム570A)で測定したところ、厚さ5〜10μm、平均6.8μmであった。
【0049】
これを真空中で温度700℃、1時間の熱処理を行ったのち、皮膜形成部をパンチにより直径6mmの円形試料に打ち抜き、6.7mol/Lの硝酸50vol%の硝酸中に1時間浸漬して、Cuを溶出除去した。
【0050】
得られた試料を水洗、乾燥した後、スポット溶接でタンタル箔裏面に直径0.2mmのタンタルワイヤをリードとして取り付け、裏面を絶縁するためにエナメルを塗布した。これを80℃のリン酸水溶液中で電圧10V、10時間の陽極酸化処理を行って誘電体層を形成した。
【0051】
実施例1において、メカニカルアロイングによる合金粉の作製および衝撃固化法による混合膜の成膜までに要した時間は、約10時間であった。
【0052】
そして、得られた試料について、40質量%の硫酸中でLCRメータ(4263B、アジレント・テクノロジー社製)を用い、印加バイアス1.5V、周波数120Hz、実効値1.0Vrmsで静電容量を測定した。その結果を表1に示す。
【0053】
[比較例1]
実施例1で基板として使用したタンタル箔に、実施例1と同様の陽極酸化処理を施し、静電容量を測定した。結果を表1に併せて示す。測定した静電容量は表裏2面の容量も含まれるので、測定した静電容量からこの部分の静電容量の2分の1としている。
【表1】
【0054】
ここで、Ta2O5の誘電率を27、化成定数(陽極酸化電圧1V当たりで成長する皮膜厚み)を1.7nm/V、真空の誘電率を8.854×10-12とすると、平板Taの理論容量密度は約14.1μFV/cm2となり、比較例1では、この理論容量密度とほぼ同等の容量密度を有するのがわかる。これに対し、実施例1の衝撃固化膜は、比較例1の約10.6倍の容量密度を有する。したがって、実施例1の陽極体は、比較例1のタンタル箔に対して10.6倍以上の表面積を有していると考えられる。このように表面積が大きくなっている理由は、実施例1のデポジション膜は多孔質膜となっているためと思われる。
【0055】
また、実施例1における合金粉の作製から混合膜の成膜までの時間は約10時間であり、スパッタリング法を用いた場合と同程度の時間であった。
【0056】
ただし、材料としての合金粉をあらかじめ準備しておくことは可能であり、成膜工程自体はきわめて短時間に完了し得るので、特に、メカニカルアロイングでの処理にさほどの時間を要しない比較的粒径の大きい微粉末で、厚みの大きい膜を成膜する場合に、メカニカルアロイングと衝撃固化法の組合せの適用が有効であることが理解される。
【産業上の利用可能性】
【0057】
以上説明したように、本発明方法による金属膜は多孔質化しており、極めて表面積が大きく、表面反応を用いる電極などに用いると、誘電容量が大きくキャパシタとして有用である。
【特許請求の範囲】
【請求項1】
メカニカルアロイングにより、バルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を作製し、衝撃固化法により、バルブ金属箔集電体の少なくとも一方の面に、該合金粉を吹き付けて、前記バルブ金属と前記異相成分からなる混合膜を形成し、得られた混合膜を熱処理し、その後、該混合膜中の異相成分を除去することにより、前記バルブ金属箔集電体の上にバルブ金属多孔質層を形成することを特徴とする、多孔質バルブ金属膜の製造方法。
【請求項2】
前記バルブ金属箔集電体として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用い、前記バルブ金属多孔質層を構成する前記バルブ金属として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用いることを特徴とする、請求項1に記載の多孔質バルブ金属膜の製造方法。
【請求項3】
前記異相成分として銅を使用する、請求項1に記載の多孔質バルブ金属膜の製造方法。
【請求項1】
メカニカルアロイングにより、バルブ金属と該バルブ金属と相溶性を持たない異相成分からなる合金粉を作製し、衝撃固化法により、バルブ金属箔集電体の少なくとも一方の面に、該合金粉を吹き付けて、前記バルブ金属と前記異相成分からなる混合膜を形成し、得られた混合膜を熱処理し、その後、該混合膜中の異相成分を除去することにより、前記バルブ金属箔集電体の上にバルブ金属多孔質層を形成することを特徴とする、多孔質バルブ金属膜の製造方法。
【請求項2】
前記バルブ金属箔集電体として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用い、前記バルブ金属多孔質層を構成する前記バルブ金属として、タンタル、ニオブ、タンタル合金、およびニオブ合金のうちのいずれか1種を用いることを特徴とする、請求項1に記載の多孔質バルブ金属膜の製造方法。
【請求項3】
前記異相成分として銅を使用する、請求項1に記載の多孔質バルブ金属膜の製造方法。
【図1】

【公開番号】特開2011−44653(P2011−44653A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−193316(P2009−193316)
【出願日】平成21年8月24日(2009.8.24)
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月24日(2009.8.24)
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【Fターム(参考)】
[ Back to top ]