
多孔質フィルムの製造方法および多孔質フィルム
【課題】 軽量で、焼却時に灰分がほとんどでず、透湿度に優れ、経済性に優れた簡便な多孔質フィルムの製造方法および該製造方法により得られた多孔質フィルムを提供する。【解決手段】 MFRが1.5〜10.0g/10minの熱可塑性樹脂(A)2〜50質量%、前記熱可塑性樹脂(A)とは異なる種類であるMFRが20〜50g/10minの熱可塑性樹脂(B)50〜98質量%を含む熱可塑性樹脂混合物を溶融混合し、該溶融混合した熱可塑性樹脂をフィルム化し、ついで延伸してなる多孔質フィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通気フィルム、反射フィルム、合成紙、セパレーター等に用いられる多孔質フィルムの製造方法に関する。
【背景技術】
【0002】
従来、ポリオレフィン等の樹脂と炭酸カルシウム等の無機物粒子から成る組成物をフィルム状に成形した後、一軸または二軸方向に延伸することにより得られる多孔質フィルムが、通気フィルム、反射フィルム、偏光フィルム、低誘電率フィルム、断熱フィルム等の分野で広く用いられている。しかしながら、該多孔質フィルムは、大量に無機物粒子を含んだ構成となっているため、重量感があること、また焼却処分によって、大量の灰分を生成することが問題となっている。
【0003】
この問題を解決するために、無機物を使用せず、全て有機物で構成された多孔質フィルムの製造方法が幾つか提案されている。特許文献1及び2には、熱可塑性樹脂(海相)と、熱可塑性樹脂(海相)に対して相溶性が小さい熱可塑性樹脂(島相)を溶融混練した後、シート化し、低い温度で延伸して得られる多孔質フィルムの製造方法が記載されている。
【0004】
これらの方法は、2成分の樹脂の相溶性が低いことから、延伸時に孔が開きやすい。しかしその反面、微分散、及び均一分散しないため、島相の巨大化、及び不均一化が生じ延伸ができないか、例え延伸ができたとしても孔が大きすぎる不均一な多孔質フィルムしか得られなかった。
【0005】
一方、特許文献3〜5には、熱可塑性樹脂(海相)と、架橋した樹脂粒子(島相)を溶融混練した後、シート化し、延伸して得られる多孔質フィルムの製造方法が記載されている。しかしながら、架橋した樹脂粒子は非常に高価であることが問題となっていた。
【0006】
さらにまた、特許文献6〜8には、二酸化炭素等のガスを押出機の中でポリオレフィンやポリエステル等の熱可塑性樹脂に溶解させ、押出成形による製膜時に該ガスにより発泡させ、延伸する多孔質フィルムの製造方法が開示されている。
【0007】
しかし、二酸化炭素等のガスを発泡剤として用いた発泡技術により多孔質フィルムを製造する場合には、泡径が大きく、且つばらつく為、フィルムが薄くなると生産が難しくなる傾向があった。また泡径が大きく、且つばらつきが大きいと延伸時に延伸切れ等の問題が生じ、生産性の低下を招く事があった。その為、該発泡技術で薄いフィルムを作製する場合には、泡径を小さく、且つ均一に制御する必要があり、発泡時の圧力制御、押出量等を精密に行う必要が生じる。従って、より高度な生産技術が必要となってくる。
【特許文献1】特開昭58-198536号公報
【特許文献2】特開昭62-218428号公報
【特許文献3】特開平1-34726号公報
【特許文献4】特開平4-211439号公報
【特許文献5】特開平7-278330号公報
【特許文献6】特開2000−119432号公報
【特許文献7】特開昭62-1732号公報
【特許文献8】特開2003−326596号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の課題は、軽量で、焼却時に灰分がほとんど出ず、透湿度、透気度に優れ、経済性に優れた簡便な多孔質フィルムの製造方法を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは前記課題を解決するため鋭意研究を重ねた結果、2種類以上の特定の熱可塑性樹脂を溶融、混合し延伸することにより、軽量で、焼却時に灰分がほとんど出ず、透湿度、透気度に優れ、且つ経済性に優れた多孔質フィルムが簡便に得られることを見出し本発明を完成した。
【0010】
すなわち本発明は、MFRが1.5〜10.0g/10minの熱可塑性樹脂(A)2〜50質量%、前記熱可塑性樹脂(A)とは異なる種類であるMFRが20〜50g/10minの熱可塑性樹脂(B)50〜98質量%を含む熱可塑性樹脂混合物を溶融混合し、該溶融混合した熱可塑性樹脂をフィルム化し、ついで延伸してなる多孔質フィルムの製造方法である。
【発明の効果】
【0011】
本発明により、軽量で、焼却時に灰分がほとんど残らず、透湿度、透気度の優れた多孔質フィルムを、簡便に低コストで製造することができる。
【発明を実施するための最良の形態】
【0012】
本発明は、メルトフローレート(本発明では「MFR」と称する)が1.5〜10.0g/10minの熱可塑性樹脂(A)とMFRが20〜50g/10minを有する熱可塑性樹脂(B)を特定の質量%で含む少なくと2種類以上の熱可塑性樹脂混合物を溶融混合し、延伸することにより多孔質フィルムを製造する方法である。
【0013】
ここで本発明のMFRは、JIS K 7210:1999法記載の条件に準じて測定したものである。
【0014】
熱可塑性樹脂(A)としては、MFRが1.5〜10.0g/10minであれば、その種類は特に制限無く使用できる。MFRの値は好ましくは1.5〜5.0g/10minであり、より好ましくは1.5〜3.0g/10minである。更に好ましくは1.7〜2.5g/10minである。
熱可塑性樹脂(A)のMFRが小さ過ぎると、延伸フィルムの製造が困難となる。詳細な理由は不明であるが、樹脂混合物の溶融時に熱可塑性樹脂(A)が熱可塑性樹脂(B)中に微分散せず大きい粒子径のまま島相として残り、これが起点となって、延伸切れが発生する等の問題が生じると推定される。また、熱可塑性樹脂(A)のMFRが大き過ぎると、孔の形成が不十分となる。詳細な理由は不明であるが、延伸を行う際に、島相である熱可塑性樹脂(A)が変形し過ぎる為、熱可塑性樹脂(A)相と熱可塑性樹脂(B)相の界面からの剥離が不十分となる為と推定される。孔の形成が不十分であれば、透湿度、透気度が劣り、通気フィルムとして用いた場合の性能が劣る。
【0015】
種類としては、例えば、低密度ポリエチレン、高密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン、エチレン-プロピレンコポリマー、エチレン-ブテンコポリマー、プロピレン-ブテンコポリマー、エチレン-メタクリル酸コポリマー、エチレン-アクリル酸コポリマー、エチレン-酢酸ビニルコポリマー、エチレン-アクリル酸エチルコポリマー、アイオノマー樹脂(例えばエチレン-メタクリル酸コポリマーアイオノマー樹脂等)、ホモポリプロピレン、ランダムポリプロピレンコポリマー、ブロックポリプロピレンコポリマー、超高分子量ポリプロピレン、ポリブテン、4-メチルペンテン-1樹脂、環状ポリオレフィン系樹脂等の特殊ポリオレフィン系樹脂、エチレン-スチレンコポリマー、スチレン系樹脂(ポリスチレン、ブタジエン-スチレンコポリマー(HIPS)、アクリロニトリル-スチレンコポリマー(AS樹脂)、アクリロニトリル-ブタジエン-スチレンコポリマー(ABS樹脂)等)、スチレン―エチレン―ブチレン―スチレンブロックコポリマー、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリカーボネート、ポリアセタール、ポリフェニレンオキシド、ポリ酢酸ビニル、ポリビニルアルコール、ポリメタクリル酸メチル、酢酸セルロース、ポリエステル(例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等)、ポリアミド樹脂、ポリイミド樹脂、フッ素樹脂、ポリサルフォン、ポリエーテルサルフォン、ポリアリレート、ポリエーテルエーテルケトン、液晶ポリマー、熱可塑性ポリウレタン、熱可塑性エラストマー、生分解性ポリマー(例えばポリ乳酸のようなヒドロキシカルボン酸縮合物、ポリブチレンサクシネートのようなジオールとカルボン酸の縮合物等)等の樹脂の2種類以上からなる熱可塑性樹脂が挙げられる。
【0016】
また、熱可塑性樹脂(A)のガラス転移温度としては0度以上であることが好ましい。より好ましくは40℃以上であり、特に好ましくは80℃以上である。
【0017】
熱可塑性樹脂(B)としては、MFRが20〜50g/10minであれば、その種類は特に制限無く使用できる。MFRの好ましい値は30〜50g/10minである。特に、熱可塑性樹脂(B)のMFRが小さすぎると、延伸が不十分となることがあり、結果として孔が十分に形成されないことがある。孔の形成が不十分であれば、透湿度、透気度が劣り、通気フィルムとして用いた場合に性能が劣る。
【0018】
種類としては、例えば、低密度ポリエチレン、高密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン、エチレン-プロピレンコポリマー、エチレン-ブテンコポリマー、プロピレン-ブテンコポリマー、エチレン-メタクリル酸コポリマー、エチレン-アクリル酸コポリマー、エチレン-酢酸ビニルコポリマー、エチレン-アクリル酸エチルコポリマー、アイオノマー樹脂(例えばエチレン-メタクリル酸コポリマーアイオノマー樹脂等)、ホモポリプロピレン、ランダムポリプロピレンコポリマー、ブロックポリプロピレンコポリマー、超高分子量ポリプロピレン、ポリブテン、4-メチルペンテン-1樹脂、環状ポリオレフィン系樹脂等の特殊ポリオレフィン系樹脂、エチレン-スチレンコポリマー、スチレン系樹脂(ポリスチレン、ブタジエン-スチレンコポリマー(HIPS)、アクリロニトリル-スチレンコポリマー(AS樹脂)、アクリロニトリル-ブタジエン-スチレンコポリマー(ABS樹脂)等)、スチレン―エチレン―ブチレン―スチレンブロックコポリマー、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリカーボネート、ポリアセタール、ポリフェニレンオキシド、ポリ酢酸ビニル、ポリビニルアルコール、ポリメタクリル酸メチル、酢酸セルロース、ポリエステル(例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等)、ポリアミド樹脂、ポリイミド樹脂、フッ素樹脂、ポリサルフォン、ポリエーテルサルフォン、ポリアリレート、ポリエーテルエーテルケトン、液晶ポリマー、熱可塑性ポリウレタン、熱可塑性エラストマー、生分解性ポリマー(例えばポリ乳酸のようなヒドロキシカルボン酸縮合物、ポリブチレンサクシネートのようなジオールとカルボン酸の縮合物等)等の樹脂の2種類以上からなる熱可塑性樹脂が挙げられる。
【0019】
また熱可塑性樹脂(B)は0℃未満のガラス転移温度を有する熱可塑性樹脂であることが好ましい。
【0020】
さらにまた熱可塑性樹脂(B)としては、従来からフィルムの原材料として多方面の用途に使用されている結晶性樹脂であることが好ましい。中でも特にポリオレフィン樹脂が好ましい。
【0021】
熱可塑性樹脂(A)と熱可塑性樹脂(B)の混合割合は、溶融前の熱可塑性樹脂混合物中に、熱可塑性樹脂(A)が2〜50質量%、熱可塑性樹脂(B)が50〜98質量%含まれるように混合する。好ましくは熱可塑性樹脂(A)が30〜48質量%、熱可塑性樹脂(B)が52〜70質量%である。前記範囲の割合とすることにより、機能の発現と延伸性のバランスをとることが可能となる。
【0022】
後述の延伸工程における延伸は、通常、室温以上の温度で実施される。従って、熱可塑性樹脂(A)および熱可塑性樹脂(B)は前述の好ましい範囲のガラス転移温度を有するものをそれぞれ用いることで、延伸する際、海相としての熱可塑性樹脂(B)はゴム状態に、島相としての熱可塑性樹脂(A)はガラス状態にすることができ延伸による多孔化が容易となる。
【0023】
また、本発明においては、前記熱可塑性樹脂(A)と熱可塑性樹脂(B)以外にも、必要に応じて目的を損なわない範囲で、顔料、染料、滑剤、抗酸化剤、充填剤、安定剤、難燃剤、帯電防止剤、紫外線防止剤、抗菌剤、結晶核剤、相溶化剤、その他、エタノール等の低分子量化合物等を添加することができる。
【0024】
本発明は、前記の熱可塑性樹脂(A),熱可塑性樹脂(B)を原料として、多孔質フィルムを製造する方法である。製造方法のより好ましい形態としては、熱可塑性樹脂(A)と熱可塑性樹脂(B)を溶融混合する際に、該熱可塑性樹脂混合物100質量部に対して2〜200質量部の二酸化炭素を含んだ状態で溶融状態にした後、該熱可塑性樹脂を1MPa以下の圧力下に開放する事により二酸化炭素を除去することにより混合する方法があげられる。より好ましくは、以下の(a)〜(d)の工程を含む製造方法である。
【0025】
(a)熱可塑性樹脂(A)および熱可塑性樹脂(B)を特定の質量%で含む2種類以上からなる熱可塑性樹脂混合物を二酸化炭素を含んだ状態で溶融状態にする工程(以下、工程(a))
工程(a)は、該状態を作り出す事が出来れば特に制限はない。熱可塑性樹脂(A)、熱可塑性樹脂(B)、必要に応じて他の樹脂を混合機で均一混合した後、ホッパーから押出機に供給し押出機内部で溶融させ、該樹脂の溶融過程の途中または溶融後に二酸化炭素を添加する方法や、該樹脂の混合物をホッパーから押出機に供給する際に、二酸化炭素も同時に供給し押出機内で該樹脂を二酸化炭素を含んだ状態で溶融する方法等が挙げられる。二酸化炭素の安定供給を考慮すれば、樹脂が溶融した後で二酸化炭素を添加し、含有させることが好ましい。
【0026】
二酸化炭素の含有量は熱可塑性樹脂混合物合計100質量部に対して2〜200質量部、より好ましくは5〜50質量部、また更に好ましくは7〜30質量部の割合である。
【0027】
二酸化炭素の供給方法は特に制限されず、公知の方法を採用することができる。例えば、二酸化炭素ボンベから減圧弁を介し、供給部の圧力を制御することによりガス状態で供給する方法、あるいは二酸化炭素ボンベから二酸化炭素用定量ポンプを介して流量を制御し、液体状態または超臨界状態で供給する方法などがあげられる。
【0028】
押出機の内部で溶融状態にある熱可塑性樹脂に二酸化炭素を添加する場合、二酸化炭素の供給部の樹脂圧力は、好ましくは12〜50MPa、更に好ましくは15〜30MPaである。前記範囲の樹脂圧力とすることにより、所定量の二酸化炭素を完全に溶融熱可塑性樹脂中に溶解させることができ、異種熱可塑性樹脂間の溶融粘度差、及び界面張力差を低減させ、均一分散性を大幅に向上させることが可能となる。
【0029】
工程(a)で使用される押出機は、単軸押出機、ニ軸押出機等、特に制限はないが、中でも単軸押出機が好ましい。単軸押出機は、押出機内が溶融した熱可塑性樹脂で完全に充填しているため、二軸押出機に比べて、樹脂圧力を高圧状態に維持し易い。従って、多量の二酸化炭素を熱可塑性樹脂に完全に溶解拡散するためには高圧状態を必要とする為、単軸押出機が好ましい。
また、押出機が1台のシングル押出機、2台繋がったタンデム押出機、3台以上繋がった多段押出機等、特に限定はない。
【0030】
(b)二酸化炭素を除去する工程(以下、工程(b))
本発明において、工程(a)を経た溶融状態の樹脂から二酸化炭素を除去する際に、1MPa以下の圧力下に開放する。開放後、そのままフィルム化工程用の押出機へ供給しても良いし、開放時に、該溶融状態の樹脂を冷却固化しても良い。また、二酸化炭素を除去した後の樹脂を再度押出機等を使用してペレット化しても良い。
【0031】
開放する方法は、特に限定されないが、圧力調整弁を有するダイ(圧力制御ダイ)から、1MPa以下の圧力下に開放する方法が好ましい。例えば、高圧状態で維持されている圧力調整弁の上流側から、圧力制御弁を介して、1MPa以下の圧力下に開放する。二酸化炭素が溶解している熱可塑性樹脂を押出機等の装置から、圧力制御ダイを介して1MPa以下の所定の圧力下において該装置外に出すことで、ほとんどの二酸化炭素を簡便に除去することができる為、好ましい。1MPa以下の圧力下は、真空状態でも構わない。開放時の好ましい圧力は0.08〜0.12MPaであり、中でも最も簡易的で、十分効果のあるのは大気開放である。また、除去した二酸化炭素を回収して再利用しても構わない。以下、工程(b)を経た樹脂を、溶融、固体等の状態に係わらず、熱可塑性樹脂ブレンド物と称する。
【0032】
(c)フィルム化する工程(以下、工程(c))
工程(b)を経て得られた熱可塑性樹脂ブレンド物を、Tダイ、インフレーションダイが装着された公知の製膜用押出機を用いてフィルム化する。
【0033】
この際、使用する樹脂の種類、組み合わせによっては、前述の工程(b)で得られた良好な微分散構造が、製膜用押出機内で、島相同士が凝集することにより壊れることがある。これを抑制するためには、該押出機内での樹脂の滞留時間を短く、温度を低く抑えることが効果的である。これらを考慮した場合、滞留時間を短くする一つの方法として、押出機のスクリューのL/Dを短くすることが挙げられる。ここでLはスクリューの長さで、Dはスクリュー径である。好ましいスクリューのL/Dは、3〜28、更に好ましくは5〜25である。また押出機の設定温度は、熱可塑性樹脂(B)が結晶性樹脂の場合、(熱可塑性樹脂(B)の融点―30℃)〜(熱可塑性樹脂(B)の融点+120℃)が好ましい。
【0034】
(d)延伸する工程(以下、工程(d))
工程(c)で得られたフィルムを、ロール法、テンター法、インフレーション法等の公知の連続法またはバッチ法による延伸法を用いて、室温からフィルムが溶融するまでの温度において、少なくとも一軸方向に延伸を行い、多孔質フィルムを製造する。
延伸倍率は、1.3〜30倍が好ましく、更に2.5〜20倍が好ましく、更に3.5〜15倍が好ましい。延伸倍率が上記範囲内にある場合、得られた多孔質フィルムの強度が向上する他、延伸切れ、延伸ムラ等が少ないため、生産性にも優れる。また多孔質フィルムの場合は、空孔率が向上することで、通気性、透湿性、光反射性、断熱性、低誘電率化等の多孔質フィルムの機能が向上する。
【0035】
延伸温度は、例えば熱可塑性樹脂(B)が結晶性樹脂の場合、キャスターロールの表面温度は、(熱可塑性樹脂(B)の融点―90℃)〜(熱可塑性樹脂(B)の融点―10℃)が好ましく、更に(熱可塑性樹脂(B)の融点―70℃)〜(熱可塑性樹脂(B)の融点―20℃)が好ましい。また延伸前ロールの表面温度は、(熱可塑性樹脂(B)の融点―80℃)〜(熱可塑性樹脂(B)の融点―5℃)が好ましく、更に(熱可塑性樹脂(B)の融点―70℃)〜(熱可塑性樹脂(B)の融点―15℃)が好ましい。前記範囲の表面温度とすることにより、延伸性が良好であり、各種物性の向上と、安定生産性が期待できる。
【0036】
工程(d)においてフィルムをロール法により延伸する場合、延伸切れなく、且つ、延伸ムラのない延伸を実現させるには、特に延伸間距離、延伸温度を最適化することが重要である。延伸間距離とは、延伸前ロールと延伸ロールの間におけるフィルムとロールの接点間距離である。該延伸間距離は、3〜500mmが好ましく、更に10〜200mmが好ましい。前記範囲の延伸間距離とすることにより、ネッキングが起こりにくく、薄膜化、多孔化しやすい。また、延伸ムラも少なく、延伸切れも起こりにくいことから、安定的に生産できることが期待できる。
【0037】
(全体の説明)
以下、本発明の全体について、図1、2を用いて説明する。
本発明は、工程(a)、工程(b)、工程(c)、工程(d)をこの順に含んでいれば、これらを連続したプロセスで行っても良いし、工程(b)の後にペレット化工程を入れても良い。また工程(b)以降の各工程を単独で行っても良い。更にまた本発明の目的を損ねない範囲で、工程(c)や工程(d)の後にフィルム幅を調整するスリット工程を入れる等、必要により他の工程を加えてもよい。
【0038】
本発明の一実施形態として図1に工程(a)、工程(b)、ペレット化の工程、図2に工程(c)、工程(d)の連続工程を示した。以下、図1、2に基づいて説明する。
【0039】
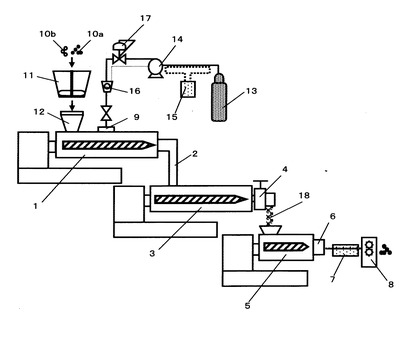
図1に、第1押出機1、連結管2、第2押出機3、圧力制御ダイ4、ペレット化押出機5、ストランドダイ6、水槽7、ペレタイザー8、及び二酸化炭素供給装置から構成されている連続工程図を示す。二酸化炭素供給部9は第1押出機1に設けられている。
【0040】
まず工程(a)として、所定量の熱可塑性樹脂(B)10aと、熱可塑性樹脂(A)10bを混合機11で十分ドライブレンドして熱可塑性樹脂混合物を得る。
【0041】
次にこの混合物をホッパー12より第1押出機1に供給して加熱溶融させる。二酸化炭素は、サイホン式の液化二酸化炭素ボンベ13を使用し、液相部分から直接取り出せるようにする。液化二酸化炭素ボンベ13から二酸化炭素用定量ポンプ14までの流路を、冷媒循環機15を用いて冷却し、二酸化炭素を液体状態で二酸化炭素用定量ポンプ14まで送液できるようにする。次に送液した液状二酸化炭素を所定流量となるよう、直接質量流量計16にて確認しながら二酸化炭素用定量ポンプ14を制御する。また、二酸化炭素用定量ポンプ14の吐出圧力を所定圧力となるよう保圧弁17にて調整し、二酸化炭素を第1押出機1内に供給する。このようにして、溶融した熱可塑性樹脂組成物に対して所定量の二酸化炭素を第1押出機1に供給し、スクリューで均一に溶解拡散させる。次に二酸化炭素を含んだ溶融状態の樹脂は、接続管2を通って第2押出機3へ送られる。このとき、第2押出機3の先端の圧力を所定の樹脂圧力に維持するように圧力制御ダイ4で制御する。
【0042】
工程(b)において樹脂は、圧力制御ダイ4からいったん1MPa以下の圧力下(図1の場合は大気圧下)に押出される。この時、樹脂から二酸化炭素が除去される。
【0043】
圧力制御ダイ4は、背圧(上流側樹脂圧力)が制御できる構造であれば、特に制限はない。例えば、圧力調整弁がダイ内に組み込まれた構造のダイが挙げられる。これは、ダイ流路内にある弁が開閉することにより、弁上流側の圧力が制御できる構造となっている。また圧力制御ダイ4の出口の向きは、次の押出機に供給しやすいよう、下向きが好ましい。出口形状も特に制限はないが、丸型がスムーズに次の押出機に供給できるため好ましい。
【0044】
ペレット化工程において、二酸化炭素が除去された熱可塑性樹脂ブレンド物18は、連続的にペレット化用押出機5に供給される。圧力制御ダイ4の出口から、ペレット化用押出機5のスクリューまでの距離は、10〜1000mmが好ましい。更に50〜700mmが好ましく、更に100〜500mmが好ましい。前記範囲の距離とすることにより、安定して二酸化炭素が除去された熱可塑性樹脂ブレンド物18を次の押出機へと供給できる。ペレット化工程においても、前述のフィルム化工程同様、使用する樹脂の種類、組み合わせによっては、工程(b)で得られた良好な微分散構造がペレット化用押出機内で凝集してしまい壊れることがある。これを抑制するためには、製膜時と同様、該押出機内での樹脂の滞留時間を短く、温度を低く抑えることが効果的である。これらを考慮した場合、滞留時間を短くする一つの方法として、押出機のスクリューのL/Dを短くすることが挙げられる。好ましいスクリューのL/Dは、3〜28、更に好ましくは5〜25である。また押出機の設定温度は、熱可塑性樹脂(B)が結晶性樹脂の場合、(熱可塑性樹脂(B)の融点―30℃)〜(熱可塑性樹脂(B)の融点+120℃)が好ましい。
【0045】
ペレット化用押出機へ供給された熱可塑性樹脂ブレンドは、ペレット化用押出機に接続されているストランドダイ6を通って所定の押出量でストランド状に押し出され、冷却用水槽7を経由し冷却され、ペレタイザー8によってペレット化される。
【0046】
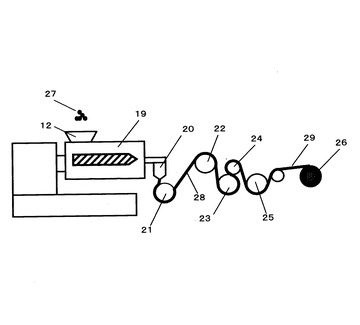
図2に、製膜用押出機19、Tダイ20、キャスターロール21、予熱ロール22、延伸前ロール23、延伸ロール24、アニールロール25、及び巻取機26から構成されているフィルム化工程(c)及び延伸工程(d)を示す(ここでの延伸工程は1軸延伸である)。
【0047】
工程(a)、工程(b)及びペレット化工程を経て得られた熱可塑性樹脂ブレンド物のペレット27を、ホッパー12より製膜用押出機19に供給して加熱溶解させる。製膜用押出機の出口に接続されたTダイ20を通じてフィルム状に押し出される。この熱可塑性樹脂ブレンド物フィルム28は、所定温度に設定されたキャスターロール21、予熱ロール22、延伸前ロール23を経て、所定の速度に制御された延伸ロール24によって押出方向に一軸延伸される。得られた多孔質フィルム29は、冷却されて巻取機26により巻き取られる。
【0048】
(多孔質フィルムの説明)
本発明で得られる多孔質フィルムの厚みは、1〜500μmが好ましく、更に3〜100μmが好ましく、更に5〜50μmが好ましい。前記範囲の多孔質フィルムの厚みとすることにより、柔軟性、軽量性、二次加工性、使用時のハンドリング等が良好となる。
【0049】
本発明で得られる多孔質フィルムの焼却時の残灰分(JIS L1013:1999)は、0〜10%が好ましく、更に0〜5%が好ましく、更に0〜1%が好ましい。前記範囲の残灰分とすることにより、焼却処分によって、大量の灰分発生を抑えることが可能となる。
【0050】
該多孔質フィルムの空孔率は、10〜95%が好ましく、更に30〜90%が好ましく、更に40〜90%が好ましい。前記範囲の多孔質フィルムの空孔率とすることにより、通気性、透湿性、断熱性、光反射性、低誘電率性、軽量性、緩衝性、クッション性、防振性、吸音性、分離性、貯蔵性、吸着性等が良好となる。
【0051】
(多孔質フィルムの用途)
本発明で得られる多孔質フィルムは、公知公用の多孔質フィルムの用途へ用いることができる。例えば、機能別に挙げると、気体、蒸気、液体のろ過機能を有するフィルム、気体、液体の分離・濃縮機能を有するフィルム、気体の吹き込み、逃し等の通気機能を有するフィルム、液体の透過、流量調節等の透過機能を有するフィルム、光の反射、吸収、偏光制御等の光学機能を有するフィルム、吸音、消音等の音響機能を有するフィルム、断熱、熱伝導、熱交換等の熱的機能を有するフィルム、緩衝、クッション性、防振機能等の衝撃吸収機能を有するフィルム、気体、液体、粒子等の吸収・吸着機能を有するフィルム、液体の供給、移送等の毛管作用を有するフィルム、保水、カプセル等の貯蔵機能を有するフィルム、触媒、表面積等の化学反応機能を有するフィルム、柔軟性、伸縮性、歪の除去等の機械的強度に特徴のあるフィルム等が挙げられる。
【0052】
具体的には、オムツ、生理用品等の衛生材料や衣料品等に使用される通気フィルム、液晶ディスプレイ等の各種ディスプレイ用光学フィルム(反射フィルム、輝度向上フィルムや偏光反射フィルム等)、断熱フィルム、受像紙の構成部材、感熱紙の構成部材、複写用紙、耐水性ポスター用紙、ラベル用紙、等各種合成紙としても好適に用いられる。また、フィルター、バイオリアクター、電池用セパレーター、コンデンサーの隔膜等にも用いられる。
【0053】
また、本発明で得られる多孔質フィルムを他の材料と積層して使用することもできる。積層する材料としては、金属製、無機製、高分子製の材料、及びそれらのハイブリッド材料等、公知のものが使用できる。なかでも、他のフィルムや不織布等と積層することで、使用用途を大幅に広げることができ好ましい。
【0054】
本発明の多孔質フィルムは透湿度、透気度の優れる為、特に通気フィルムとして好適に用いられる。通気フィルムとしては、オムツ、生理用品等の衛生材料や衣料品等に使用される通気フィルムや衣料用に好適に用いられる。衣料用としては、原子力発電所等の防護服や農薬散布用衣料等、ウィルスや血液は遮断するが汗は通す医療用衣料(手術着等)や、レスキュー用衣料に用いられる。
【0055】
通気フィルムとして用いる場合、透湿度は1000〜20000g/m2・24hrが好ましく。より好ましくは3000〜20000g/m2・24hrである。また透気度は50〜5000s/100ccが好ましく、より好ましくは50〜2000s/100cc、さらに好ましくは50〜500s/100ccである。
【0056】
また、本発明の製造方法によって得られた多孔質フィルムは通気フィルムとして良好な透湿度と透気度を示すと同時に、ウイルスバリア性をも示す。その為、前期の医療用衣料の他、各種の医療用資材として特に好適に用いられる。 医療用資材のより具多的な用途として、前述の医療用衣料の他、ドレープ、マスク、手袋、滅菌包装材料、創傷包帯、廃棄物処理袋等がある。ここでウイルスバリア性とは、ASTM F 1671−97bB法(供試ウイルス:バクテリアオファージ Phi−X174 ATCC 13706−B1、ホスト細菌:大腸菌 E.coli C ATCC 13706)により測定し、ウイルスの浸透がないものである。
【実施例】
【0057】
次に本発明を実施例および比較例により説明する。尚、実施例および比較例に記した物性評価は、次の方法に従って測定した。
(1)ロール表面温度
延伸装置の各ロールの表面温度は、非接触式の放射温度計(ミノルタ(株)製、HT-10D)により測定した。
(2)空孔率
得られた多孔質フィルムから測定サンプルを10箇所採取し、平均目付M(g/m2)、および平均厚みt(m)をそれぞれ測定し、下記計算式により空孔率B(%)を算出した。
B={1-M/(t×Dm)}×100
上記式中のDmは原材料の密度(g/m3)を表す。
【0058】
(3)透湿度
透湿度(g/m2・24hr)は、JIS L 1099:1993 塩化カルシウム法(A―1法)により測定した。測定する試験片は、得られた多孔質フィルムから、直径約7cmの大きさに採取した。
あらかじめ約40℃に温めた透湿カップに吸湿剤(塩化カルシウム)を約33g入れ、吸湿剤と試験片の下面との距離が3mmになるように調節した。次に試験片の表面を吸湿剤側に向けて透湿カップに対して同心円になるように載せ、パッキン及びリングを順次装着し、ちょうナットで固定した後、装着側面を粘着テープでシールして試験体とした。
この試験体を温度40±2℃、湿度90±5%RHの恒温・恒湿装置内の試験片上約1cm上部の風速が0.8m/秒を超えない位置に置いた。
【0059】
1時間後に試験体を取り出し、直ちに質量α1(mg)を1mgの単位まで測定した。測定後、再び試験体を恒温・恒湿装置の同位置に置き、1時間後に試験体を取り出し、直ちに質量α2(mg)を1mgの単位まで測定した。
次式によって透湿度を算出し、3回の試験結果の平均値で表した。
PA1={10×(α2―α1)}×24/SA1
ここで、PA1(g/m2・24hr)は、透湿度、SA1は、透湿面積(cm2)である。
【0060】
(4)残灰分
残灰分(%)は、JIS L1013:1999により、温度850℃で測定した焼却後の残灰分を測定した。得られた多孔質フィルムから、試料約5〜10gの絶乾質量を測定した。その試料をるつぼに入れ、飛散しないように注意しながら徐々に燃焼させた後、約850℃で約2時間灰化した。灰化した試料をデシケータ中で冷却し、質量を量った。更に約850℃で30分間しゃく熱して質量減が0.5mg以下になるまで繰り返し、次式によって残灰分(%)を算出し、2回の平均値で表した。
A=R’/R×100
ここで、A(%)は残灰分、灰分R(g)は試料の絶乾質量、R’(g)はしゃく熱残さの質量である。
【0061】
(5)MFR
MFR(g/10min)を、JIS K 7210:1999法により測定した。測定温度と荷重は、ポリプロピレンが230℃、2.16kg荷重、ポリスチレンが200℃、5kg荷重である。
測定機は、テスター産業(株)製、オートメルトインデクサー TP−406を用いた。シリンダーの温度を所定の温度に設定した後、シリンダー内を窒素で10秒間置換した。試料4gを押し出しピストンを用い1分以内にシリンダー内に充填した。ピストンの上に規定の試験荷重を載せストッパーで固定したまま6分間保持した。その後ストッパーを外しエアー抜きを行う。ストップウオッチで時間を計りながら、試料を適当な長さでカットし、質量を1mgまで正確に測定した。下式を用いることで得られた測定値から10分間あたりの測定値を得た。
MFR=(600×m)/t
MFR:メルトフローレート(g/10min)
m:切り取った試料の重量(g)
t:重量測定用試料採取時間
【0062】
(6)透気度
透気度(s/100cc)はJIS P 8117 ガーレ試験法により測定した。測定する試験片は、得られた多孔質フィルムから、直径約20cmの大きさに採取した。
あらかじめ23℃に設定した恒温室に十分長い時間放置したのち、試験機に設置し25ccの空気が通過する時間を測定し、その後100ccの空気が通過する時間を換算で求めた。
【0063】
(7)ウイルスバリア試験
実施例・比較例で作製した多孔質フィルムの両面にポリプロプレン製スパンボンド不職布(目付け30g/m2)をエンボス試験機(由利ロール(株)製、油圧式クリアランスエンボス機)を用いラミートし、スパンボンド不職布−多孔質フィルム−スパンボンド不職布の三層構造の積層フィルムを作製した。ラミネート時の条件は、設定温度を135℃、ライン速度を10m/min、線圧を40kg/cmとした。この積層フィルムを用い、以下の方法でウイルスバリア試験を施した。
【0064】
ウイルスバリア試験は、ASTM F 1671−97bB法(供試ウイルス:バクテリアオファージ Phi−X174 ATCC 13706−B1、ホスト細菌:大腸菌 E.coli C ATCC 13706)法により測定した。サンプルを20cm角に切り取り所定の機器に設置し、5分間放置後ウイルスの浸透を観察した後、13.8±1.38kPaで1分間加圧しウイルスの浸透を観察し、その後54分間放置後のウイルスの浸透を観察した。全ての観察点でウイルスの浸透がない場合を合格とした。
【0065】
〔実施例1〕
図1に示した装置構成により熱可塑性樹脂ブレンド物を製造した。混合機11としてヘンシェルミキサー、押出機としてはスクリュー径50mmの第1押出機1(単軸、L/D=30)とスクリュー径65mmの第2押出機3(単軸、L/D=25)とスクリュー径40mmのペレット化用押出機5(単軸、L/D=10)を用い、冷却用水槽7、およびペレタイザー8を用いた。第1押出機1と第2押出機3とは、接続管2で繋がった構成となっている。第2押出機3先端には、第1、および第2押出機内の圧力が制御できる圧力制御ダイ4を設けた。圧力制御ダイ4の出口は下向きで、出口形状は丸型とした。圧力制御ダイ4の出口の下にペレット化用押出機5のホッパーが位置するようペレット化用押出機5を設置した。ペレット化用押出機5の先端には、3つの孔を有するストランドダイ6を設けた。圧力制御ダイ4の出口から、ペレット化用押出機5のスクリューまでの距離を約300mmとした。二酸化炭素供給部9は、第1押出機1の中央付近に設けた。
【0066】
まず、熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J227T、MFR:30g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G690N、MFR:2.0g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部を混合機で十分ドライブレンドして熱可塑性樹脂混合物を得た。
【0067】
次にこの樹脂混合物をホッパー12より第1押出機1に供給して設定温度220℃で加熱溶融させた。この時の第1押出機1のスクリュー回転数を75rpmとした。二酸化炭素は、サイホン式の液化二酸化炭素ボンベ13を使用し、液相部分から直接取り出せるようにした。液化二酸化炭素ボンベ13から二酸化炭素用定量ポンプ14までの流路は、冷媒循環機15により-12℃に調節したエチレングリコール水溶液で冷却し、二酸化炭素を液体状態で二酸化炭素用定量ポンプ14まで送液できるようにした。
【0068】
次に送液した液状二酸化炭素の流量を2.34kg/時間となるよう、直接質量流量計16にて確認しながら二酸化炭素用定量ポンプ14を制御した。また二酸化炭素用定量ポンプ14の吐出圧力を30MPaとなるよう保圧弁17にて調整し、二酸化炭素を第1押出機1内に供給した。このときの二酸化炭素供給部9の溶融樹脂圧力は23MPaであった。
【0069】
このようにして、溶融した熱可塑性樹脂の合計量100質量部に対して二酸化炭素を15.2質量部の割合で第1押出機1に供給し、スクリューで均一に溶解拡散させた。二酸化炭素を含んだ溶融状態の樹脂は、接続管2を通って第2押出機3へ送られる。第2押出機3の設定温度は200℃、スクリュー回転数は21rpmとした。また、第2押出機3の先端の圧力を20MPaに維持するように圧力制御ダイ4で制御した。その後、樹脂は圧力制御ダイ4からいったん大気中に押出される。この時、樹脂から二酸化炭素が除去される。大気圧下で二酸化炭素が除去された熱可塑性樹脂ブレンド物18を連続的にペレット化用押出機5に供給し、設定温度145℃で加熱溶融した。この時のペレット化用押出機5のスクリュー回転数を104rpmとした。熱可塑性樹脂ブレンド物は、ペレット化用押出機5に接続されているストランドダイ6を通って15.4kg/時間の押出量でストランド状に押し出した。冷却用水槽7を経由し冷却され、ペレタイザー8によってペレット化した。
【0070】
ついで図2に示した装置構成により多孔質フィルムを製造した。製膜用押出機として、幅350mm、リップ開度0.5mmのTダイ20が接続されているスクリュー径40mmの押出機19(単軸、L/D=25)を用い、およびキャスターロール21、予熱ロール22、延伸前ロール23、延伸ロール24、アニールロール25、巻取機26で構成されている延伸装置を用いて多孔質フィルム29を製造した。
【0071】
前述の通りペレット化した熱可塑性樹脂ブレンド物27をホッパー12より製膜用押出機19に供給して設定温度200℃、スクリュー回転数13rpmで加熱溶融させた。Tダイ20より熱可塑性樹脂ブレンド物よりなるフィルム28を押し出した。このフィルム28をキャスターロール21表面温度が82℃、予熱ロール22表面温度が83℃、延伸前ロール23表面温度が85℃、延伸ロール24表面温度が21℃、アニールロール25表面温度が109℃としたロールを通し、延伸倍率5.0倍で縦一軸延伸を行い、多孔質フィルム29を得た。この時の延伸間距離を40mmとした。延伸は均一に行なうことができ、延伸性は良好であった。得られた多孔質フィルムの膜厚は46.2μm、空孔率は62.9%、透湿度は7795g/m2・24hr、残灰分は殆どなく、透気度は276s/100cc、ウイルスバリア試験は合格であった。結果を表1に示す。
【0072】
〔実施例2〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G690N、MFR:2.0g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸は6.5倍延伸ができなかったため5.5倍延伸で行った。得られた多孔質フィルムの膜厚は50.2μm、空孔率は57.6%、透湿度は良好で4,515g/m2・24hr、残灰分は殆どなく、透気度は1860s/100cc、ウイルスバリア試験は合格であった。
【0073】
〔実施例3〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G590、MFR:3.5g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸は均一に行なうことができ、延伸性は良好であった。得られた多孔質フィルムの膜厚は33.7μm、空孔率は47.6%、透湿度は3531g/m2・24hr、殆どなく、透気度は3369s/100cc、ウイルスバリア試験は合格であった。
【0074】
〔実施例4〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G430、MFR:10g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸は均一に行なうことができ、延伸性は良好であった。得られた多孔質フィルムの膜厚は32.0μm、空孔率は45.5%、透湿度は2279g/m2・24hr、残灰分は殆どなく、透気度は10668s/100cc、ウイルスバリア試験は合格であった。
【0075】
〔比較例1〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J227T、MFR:30g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G899、MFR:1.2g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸が不安定で製膜フィルムを得ることができなかった。
【0076】
〔比較例2〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G899、MFR:1.2g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸が不安定で製膜フィルムを得ることができなかった。
【0077】
【表1】

【産業上の利用可能性】
【0078】
本発明により、軽量で、焼却時に灰分がほとんどです、透気度、透湿度に優れ、経済性に優れた多孔質フィルムを簡便に得ることができる。
【図面の簡単な説明】
【0079】
【図1】本発明の一実施形態の製造方法により熱可塑性樹脂ブレンド物を製造する製造装置を示す系統図である。
【図2】本発明の一実施形態の製造方法により多孔質フィルムを製造する製造装置を示す系統図である。
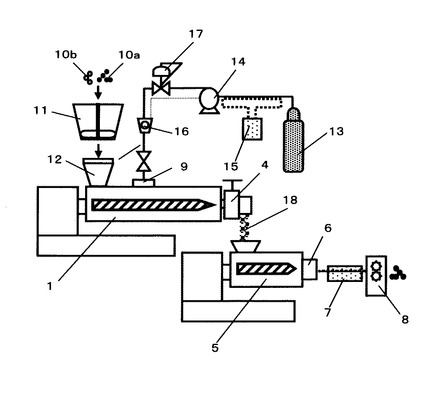
【図3】本発明の一実施形態の製造方法により熱可塑性樹脂ブレンド物を製造する製造装置を示す系統図である。
【符号の説明】
【0080】
1 第1押出機
2 連結管
3 第2押出機
4 圧力制御ダイ
5 ペレット化用押出機
6 ストランドダイ
7 水槽
8 ペレタイザー
9 二酸化炭素供給部
10a 熱可塑性樹脂(B)
10b 熱可塑性樹脂(A)
11 混合機
12 ホッパー
13 二酸化炭素ボンベ
14 二酸化炭素用定量ポンプ
15 冷媒循環機
16 直接質量流量計
17 保圧弁
18 熱可塑性樹脂ブレンド物
19 製膜用押出機
20 Tダイ
21 キャスターロール
22 予熱ロール
23 延伸前ロール
24 延伸ロール
25 アニールロール
26 巻取機
27 熱可塑性樹脂ブレンド物のペレット
28 フィルム
29 延伸フィルム
【技術分野】
【0001】
本発明は、通気フィルム、反射フィルム、合成紙、セパレーター等に用いられる多孔質フィルムの製造方法に関する。
【背景技術】
【0002】
従来、ポリオレフィン等の樹脂と炭酸カルシウム等の無機物粒子から成る組成物をフィルム状に成形した後、一軸または二軸方向に延伸することにより得られる多孔質フィルムが、通気フィルム、反射フィルム、偏光フィルム、低誘電率フィルム、断熱フィルム等の分野で広く用いられている。しかしながら、該多孔質フィルムは、大量に無機物粒子を含んだ構成となっているため、重量感があること、また焼却処分によって、大量の灰分を生成することが問題となっている。
【0003】
この問題を解決するために、無機物を使用せず、全て有機物で構成された多孔質フィルムの製造方法が幾つか提案されている。特許文献1及び2には、熱可塑性樹脂(海相)と、熱可塑性樹脂(海相)に対して相溶性が小さい熱可塑性樹脂(島相)を溶融混練した後、シート化し、低い温度で延伸して得られる多孔質フィルムの製造方法が記載されている。
【0004】
これらの方法は、2成分の樹脂の相溶性が低いことから、延伸時に孔が開きやすい。しかしその反面、微分散、及び均一分散しないため、島相の巨大化、及び不均一化が生じ延伸ができないか、例え延伸ができたとしても孔が大きすぎる不均一な多孔質フィルムしか得られなかった。
【0005】
一方、特許文献3〜5には、熱可塑性樹脂(海相)と、架橋した樹脂粒子(島相)を溶融混練した後、シート化し、延伸して得られる多孔質フィルムの製造方法が記載されている。しかしながら、架橋した樹脂粒子は非常に高価であることが問題となっていた。
【0006】
さらにまた、特許文献6〜8には、二酸化炭素等のガスを押出機の中でポリオレフィンやポリエステル等の熱可塑性樹脂に溶解させ、押出成形による製膜時に該ガスにより発泡させ、延伸する多孔質フィルムの製造方法が開示されている。
【0007】
しかし、二酸化炭素等のガスを発泡剤として用いた発泡技術により多孔質フィルムを製造する場合には、泡径が大きく、且つばらつく為、フィルムが薄くなると生産が難しくなる傾向があった。また泡径が大きく、且つばらつきが大きいと延伸時に延伸切れ等の問題が生じ、生産性の低下を招く事があった。その為、該発泡技術で薄いフィルムを作製する場合には、泡径を小さく、且つ均一に制御する必要があり、発泡時の圧力制御、押出量等を精密に行う必要が生じる。従って、より高度な生産技術が必要となってくる。
【特許文献1】特開昭58-198536号公報
【特許文献2】特開昭62-218428号公報
【特許文献3】特開平1-34726号公報
【特許文献4】特開平4-211439号公報
【特許文献5】特開平7-278330号公報
【特許文献6】特開2000−119432号公報
【特許文献7】特開昭62-1732号公報
【特許文献8】特開2003−326596号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の課題は、軽量で、焼却時に灰分がほとんど出ず、透湿度、透気度に優れ、経済性に優れた簡便な多孔質フィルムの製造方法を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは前記課題を解決するため鋭意研究を重ねた結果、2種類以上の特定の熱可塑性樹脂を溶融、混合し延伸することにより、軽量で、焼却時に灰分がほとんど出ず、透湿度、透気度に優れ、且つ経済性に優れた多孔質フィルムが簡便に得られることを見出し本発明を完成した。
【0010】
すなわち本発明は、MFRが1.5〜10.0g/10minの熱可塑性樹脂(A)2〜50質量%、前記熱可塑性樹脂(A)とは異なる種類であるMFRが20〜50g/10minの熱可塑性樹脂(B)50〜98質量%を含む熱可塑性樹脂混合物を溶融混合し、該溶融混合した熱可塑性樹脂をフィルム化し、ついで延伸してなる多孔質フィルムの製造方法である。
【発明の効果】
【0011】
本発明により、軽量で、焼却時に灰分がほとんど残らず、透湿度、透気度の優れた多孔質フィルムを、簡便に低コストで製造することができる。
【発明を実施するための最良の形態】
【0012】
本発明は、メルトフローレート(本発明では「MFR」と称する)が1.5〜10.0g/10minの熱可塑性樹脂(A)とMFRが20〜50g/10minを有する熱可塑性樹脂(B)を特定の質量%で含む少なくと2種類以上の熱可塑性樹脂混合物を溶融混合し、延伸することにより多孔質フィルムを製造する方法である。
【0013】
ここで本発明のMFRは、JIS K 7210:1999法記載の条件に準じて測定したものである。
【0014】
熱可塑性樹脂(A)としては、MFRが1.5〜10.0g/10minであれば、その種類は特に制限無く使用できる。MFRの値は好ましくは1.5〜5.0g/10minであり、より好ましくは1.5〜3.0g/10minである。更に好ましくは1.7〜2.5g/10minである。
熱可塑性樹脂(A)のMFRが小さ過ぎると、延伸フィルムの製造が困難となる。詳細な理由は不明であるが、樹脂混合物の溶融時に熱可塑性樹脂(A)が熱可塑性樹脂(B)中に微分散せず大きい粒子径のまま島相として残り、これが起点となって、延伸切れが発生する等の問題が生じると推定される。また、熱可塑性樹脂(A)のMFRが大き過ぎると、孔の形成が不十分となる。詳細な理由は不明であるが、延伸を行う際に、島相である熱可塑性樹脂(A)が変形し過ぎる為、熱可塑性樹脂(A)相と熱可塑性樹脂(B)相の界面からの剥離が不十分となる為と推定される。孔の形成が不十分であれば、透湿度、透気度が劣り、通気フィルムとして用いた場合の性能が劣る。
【0015】
種類としては、例えば、低密度ポリエチレン、高密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン、エチレン-プロピレンコポリマー、エチレン-ブテンコポリマー、プロピレン-ブテンコポリマー、エチレン-メタクリル酸コポリマー、エチレン-アクリル酸コポリマー、エチレン-酢酸ビニルコポリマー、エチレン-アクリル酸エチルコポリマー、アイオノマー樹脂(例えばエチレン-メタクリル酸コポリマーアイオノマー樹脂等)、ホモポリプロピレン、ランダムポリプロピレンコポリマー、ブロックポリプロピレンコポリマー、超高分子量ポリプロピレン、ポリブテン、4-メチルペンテン-1樹脂、環状ポリオレフィン系樹脂等の特殊ポリオレフィン系樹脂、エチレン-スチレンコポリマー、スチレン系樹脂(ポリスチレン、ブタジエン-スチレンコポリマー(HIPS)、アクリロニトリル-スチレンコポリマー(AS樹脂)、アクリロニトリル-ブタジエン-スチレンコポリマー(ABS樹脂)等)、スチレン―エチレン―ブチレン―スチレンブロックコポリマー、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリカーボネート、ポリアセタール、ポリフェニレンオキシド、ポリ酢酸ビニル、ポリビニルアルコール、ポリメタクリル酸メチル、酢酸セルロース、ポリエステル(例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等)、ポリアミド樹脂、ポリイミド樹脂、フッ素樹脂、ポリサルフォン、ポリエーテルサルフォン、ポリアリレート、ポリエーテルエーテルケトン、液晶ポリマー、熱可塑性ポリウレタン、熱可塑性エラストマー、生分解性ポリマー(例えばポリ乳酸のようなヒドロキシカルボン酸縮合物、ポリブチレンサクシネートのようなジオールとカルボン酸の縮合物等)等の樹脂の2種類以上からなる熱可塑性樹脂が挙げられる。
【0016】
また、熱可塑性樹脂(A)のガラス転移温度としては0度以上であることが好ましい。より好ましくは40℃以上であり、特に好ましくは80℃以上である。
【0017】
熱可塑性樹脂(B)としては、MFRが20〜50g/10minであれば、その種類は特に制限無く使用できる。MFRの好ましい値は30〜50g/10minである。特に、熱可塑性樹脂(B)のMFRが小さすぎると、延伸が不十分となることがあり、結果として孔が十分に形成されないことがある。孔の形成が不十分であれば、透湿度、透気度が劣り、通気フィルムとして用いた場合に性能が劣る。
【0018】
種類としては、例えば、低密度ポリエチレン、高密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン、エチレン-プロピレンコポリマー、エチレン-ブテンコポリマー、プロピレン-ブテンコポリマー、エチレン-メタクリル酸コポリマー、エチレン-アクリル酸コポリマー、エチレン-酢酸ビニルコポリマー、エチレン-アクリル酸エチルコポリマー、アイオノマー樹脂(例えばエチレン-メタクリル酸コポリマーアイオノマー樹脂等)、ホモポリプロピレン、ランダムポリプロピレンコポリマー、ブロックポリプロピレンコポリマー、超高分子量ポリプロピレン、ポリブテン、4-メチルペンテン-1樹脂、環状ポリオレフィン系樹脂等の特殊ポリオレフィン系樹脂、エチレン-スチレンコポリマー、スチレン系樹脂(ポリスチレン、ブタジエン-スチレンコポリマー(HIPS)、アクリロニトリル-スチレンコポリマー(AS樹脂)、アクリロニトリル-ブタジエン-スチレンコポリマー(ABS樹脂)等)、スチレン―エチレン―ブチレン―スチレンブロックコポリマー、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリカーボネート、ポリアセタール、ポリフェニレンオキシド、ポリ酢酸ビニル、ポリビニルアルコール、ポリメタクリル酸メチル、酢酸セルロース、ポリエステル(例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等)、ポリアミド樹脂、ポリイミド樹脂、フッ素樹脂、ポリサルフォン、ポリエーテルサルフォン、ポリアリレート、ポリエーテルエーテルケトン、液晶ポリマー、熱可塑性ポリウレタン、熱可塑性エラストマー、生分解性ポリマー(例えばポリ乳酸のようなヒドロキシカルボン酸縮合物、ポリブチレンサクシネートのようなジオールとカルボン酸の縮合物等)等の樹脂の2種類以上からなる熱可塑性樹脂が挙げられる。
【0019】
また熱可塑性樹脂(B)は0℃未満のガラス転移温度を有する熱可塑性樹脂であることが好ましい。
【0020】
さらにまた熱可塑性樹脂(B)としては、従来からフィルムの原材料として多方面の用途に使用されている結晶性樹脂であることが好ましい。中でも特にポリオレフィン樹脂が好ましい。
【0021】
熱可塑性樹脂(A)と熱可塑性樹脂(B)の混合割合は、溶融前の熱可塑性樹脂混合物中に、熱可塑性樹脂(A)が2〜50質量%、熱可塑性樹脂(B)が50〜98質量%含まれるように混合する。好ましくは熱可塑性樹脂(A)が30〜48質量%、熱可塑性樹脂(B)が52〜70質量%である。前記範囲の割合とすることにより、機能の発現と延伸性のバランスをとることが可能となる。
【0022】
後述の延伸工程における延伸は、通常、室温以上の温度で実施される。従って、熱可塑性樹脂(A)および熱可塑性樹脂(B)は前述の好ましい範囲のガラス転移温度を有するものをそれぞれ用いることで、延伸する際、海相としての熱可塑性樹脂(B)はゴム状態に、島相としての熱可塑性樹脂(A)はガラス状態にすることができ延伸による多孔化が容易となる。
【0023】
また、本発明においては、前記熱可塑性樹脂(A)と熱可塑性樹脂(B)以外にも、必要に応じて目的を損なわない範囲で、顔料、染料、滑剤、抗酸化剤、充填剤、安定剤、難燃剤、帯電防止剤、紫外線防止剤、抗菌剤、結晶核剤、相溶化剤、その他、エタノール等の低分子量化合物等を添加することができる。
【0024】
本発明は、前記の熱可塑性樹脂(A),熱可塑性樹脂(B)を原料として、多孔質フィルムを製造する方法である。製造方法のより好ましい形態としては、熱可塑性樹脂(A)と熱可塑性樹脂(B)を溶融混合する際に、該熱可塑性樹脂混合物100質量部に対して2〜200質量部の二酸化炭素を含んだ状態で溶融状態にした後、該熱可塑性樹脂を1MPa以下の圧力下に開放する事により二酸化炭素を除去することにより混合する方法があげられる。より好ましくは、以下の(a)〜(d)の工程を含む製造方法である。
【0025】
(a)熱可塑性樹脂(A)および熱可塑性樹脂(B)を特定の質量%で含む2種類以上からなる熱可塑性樹脂混合物を二酸化炭素を含んだ状態で溶融状態にする工程(以下、工程(a))
工程(a)は、該状態を作り出す事が出来れば特に制限はない。熱可塑性樹脂(A)、熱可塑性樹脂(B)、必要に応じて他の樹脂を混合機で均一混合した後、ホッパーから押出機に供給し押出機内部で溶融させ、該樹脂の溶融過程の途中または溶融後に二酸化炭素を添加する方法や、該樹脂の混合物をホッパーから押出機に供給する際に、二酸化炭素も同時に供給し押出機内で該樹脂を二酸化炭素を含んだ状態で溶融する方法等が挙げられる。二酸化炭素の安定供給を考慮すれば、樹脂が溶融した後で二酸化炭素を添加し、含有させることが好ましい。
【0026】
二酸化炭素の含有量は熱可塑性樹脂混合物合計100質量部に対して2〜200質量部、より好ましくは5〜50質量部、また更に好ましくは7〜30質量部の割合である。
【0027】
二酸化炭素の供給方法は特に制限されず、公知の方法を採用することができる。例えば、二酸化炭素ボンベから減圧弁を介し、供給部の圧力を制御することによりガス状態で供給する方法、あるいは二酸化炭素ボンベから二酸化炭素用定量ポンプを介して流量を制御し、液体状態または超臨界状態で供給する方法などがあげられる。
【0028】
押出機の内部で溶融状態にある熱可塑性樹脂に二酸化炭素を添加する場合、二酸化炭素の供給部の樹脂圧力は、好ましくは12〜50MPa、更に好ましくは15〜30MPaである。前記範囲の樹脂圧力とすることにより、所定量の二酸化炭素を完全に溶融熱可塑性樹脂中に溶解させることができ、異種熱可塑性樹脂間の溶融粘度差、及び界面張力差を低減させ、均一分散性を大幅に向上させることが可能となる。
【0029】
工程(a)で使用される押出機は、単軸押出機、ニ軸押出機等、特に制限はないが、中でも単軸押出機が好ましい。単軸押出機は、押出機内が溶融した熱可塑性樹脂で完全に充填しているため、二軸押出機に比べて、樹脂圧力を高圧状態に維持し易い。従って、多量の二酸化炭素を熱可塑性樹脂に完全に溶解拡散するためには高圧状態を必要とする為、単軸押出機が好ましい。
また、押出機が1台のシングル押出機、2台繋がったタンデム押出機、3台以上繋がった多段押出機等、特に限定はない。
【0030】
(b)二酸化炭素を除去する工程(以下、工程(b))
本発明において、工程(a)を経た溶融状態の樹脂から二酸化炭素を除去する際に、1MPa以下の圧力下に開放する。開放後、そのままフィルム化工程用の押出機へ供給しても良いし、開放時に、該溶融状態の樹脂を冷却固化しても良い。また、二酸化炭素を除去した後の樹脂を再度押出機等を使用してペレット化しても良い。
【0031】
開放する方法は、特に限定されないが、圧力調整弁を有するダイ(圧力制御ダイ)から、1MPa以下の圧力下に開放する方法が好ましい。例えば、高圧状態で維持されている圧力調整弁の上流側から、圧力制御弁を介して、1MPa以下の圧力下に開放する。二酸化炭素が溶解している熱可塑性樹脂を押出機等の装置から、圧力制御ダイを介して1MPa以下の所定の圧力下において該装置外に出すことで、ほとんどの二酸化炭素を簡便に除去することができる為、好ましい。1MPa以下の圧力下は、真空状態でも構わない。開放時の好ましい圧力は0.08〜0.12MPaであり、中でも最も簡易的で、十分効果のあるのは大気開放である。また、除去した二酸化炭素を回収して再利用しても構わない。以下、工程(b)を経た樹脂を、溶融、固体等の状態に係わらず、熱可塑性樹脂ブレンド物と称する。
【0032】
(c)フィルム化する工程(以下、工程(c))
工程(b)を経て得られた熱可塑性樹脂ブレンド物を、Tダイ、インフレーションダイが装着された公知の製膜用押出機を用いてフィルム化する。
【0033】
この際、使用する樹脂の種類、組み合わせによっては、前述の工程(b)で得られた良好な微分散構造が、製膜用押出機内で、島相同士が凝集することにより壊れることがある。これを抑制するためには、該押出機内での樹脂の滞留時間を短く、温度を低く抑えることが効果的である。これらを考慮した場合、滞留時間を短くする一つの方法として、押出機のスクリューのL/Dを短くすることが挙げられる。ここでLはスクリューの長さで、Dはスクリュー径である。好ましいスクリューのL/Dは、3〜28、更に好ましくは5〜25である。また押出機の設定温度は、熱可塑性樹脂(B)が結晶性樹脂の場合、(熱可塑性樹脂(B)の融点―30℃)〜(熱可塑性樹脂(B)の融点+120℃)が好ましい。
【0034】
(d)延伸する工程(以下、工程(d))
工程(c)で得られたフィルムを、ロール法、テンター法、インフレーション法等の公知の連続法またはバッチ法による延伸法を用いて、室温からフィルムが溶融するまでの温度において、少なくとも一軸方向に延伸を行い、多孔質フィルムを製造する。
延伸倍率は、1.3〜30倍が好ましく、更に2.5〜20倍が好ましく、更に3.5〜15倍が好ましい。延伸倍率が上記範囲内にある場合、得られた多孔質フィルムの強度が向上する他、延伸切れ、延伸ムラ等が少ないため、生産性にも優れる。また多孔質フィルムの場合は、空孔率が向上することで、通気性、透湿性、光反射性、断熱性、低誘電率化等の多孔質フィルムの機能が向上する。
【0035】
延伸温度は、例えば熱可塑性樹脂(B)が結晶性樹脂の場合、キャスターロールの表面温度は、(熱可塑性樹脂(B)の融点―90℃)〜(熱可塑性樹脂(B)の融点―10℃)が好ましく、更に(熱可塑性樹脂(B)の融点―70℃)〜(熱可塑性樹脂(B)の融点―20℃)が好ましい。また延伸前ロールの表面温度は、(熱可塑性樹脂(B)の融点―80℃)〜(熱可塑性樹脂(B)の融点―5℃)が好ましく、更に(熱可塑性樹脂(B)の融点―70℃)〜(熱可塑性樹脂(B)の融点―15℃)が好ましい。前記範囲の表面温度とすることにより、延伸性が良好であり、各種物性の向上と、安定生産性が期待できる。
【0036】
工程(d)においてフィルムをロール法により延伸する場合、延伸切れなく、且つ、延伸ムラのない延伸を実現させるには、特に延伸間距離、延伸温度を最適化することが重要である。延伸間距離とは、延伸前ロールと延伸ロールの間におけるフィルムとロールの接点間距離である。該延伸間距離は、3〜500mmが好ましく、更に10〜200mmが好ましい。前記範囲の延伸間距離とすることにより、ネッキングが起こりにくく、薄膜化、多孔化しやすい。また、延伸ムラも少なく、延伸切れも起こりにくいことから、安定的に生産できることが期待できる。
【0037】
(全体の説明)
以下、本発明の全体について、図1、2を用いて説明する。
本発明は、工程(a)、工程(b)、工程(c)、工程(d)をこの順に含んでいれば、これらを連続したプロセスで行っても良いし、工程(b)の後にペレット化工程を入れても良い。また工程(b)以降の各工程を単独で行っても良い。更にまた本発明の目的を損ねない範囲で、工程(c)や工程(d)の後にフィルム幅を調整するスリット工程を入れる等、必要により他の工程を加えてもよい。
【0038】
本発明の一実施形態として図1に工程(a)、工程(b)、ペレット化の工程、図2に工程(c)、工程(d)の連続工程を示した。以下、図1、2に基づいて説明する。
【0039】
図1に、第1押出機1、連結管2、第2押出機3、圧力制御ダイ4、ペレット化押出機5、ストランドダイ6、水槽7、ペレタイザー8、及び二酸化炭素供給装置から構成されている連続工程図を示す。二酸化炭素供給部9は第1押出機1に設けられている。
【0040】
まず工程(a)として、所定量の熱可塑性樹脂(B)10aと、熱可塑性樹脂(A)10bを混合機11で十分ドライブレンドして熱可塑性樹脂混合物を得る。
【0041】
次にこの混合物をホッパー12より第1押出機1に供給して加熱溶融させる。二酸化炭素は、サイホン式の液化二酸化炭素ボンベ13を使用し、液相部分から直接取り出せるようにする。液化二酸化炭素ボンベ13から二酸化炭素用定量ポンプ14までの流路を、冷媒循環機15を用いて冷却し、二酸化炭素を液体状態で二酸化炭素用定量ポンプ14まで送液できるようにする。次に送液した液状二酸化炭素を所定流量となるよう、直接質量流量計16にて確認しながら二酸化炭素用定量ポンプ14を制御する。また、二酸化炭素用定量ポンプ14の吐出圧力を所定圧力となるよう保圧弁17にて調整し、二酸化炭素を第1押出機1内に供給する。このようにして、溶融した熱可塑性樹脂組成物に対して所定量の二酸化炭素を第1押出機1に供給し、スクリューで均一に溶解拡散させる。次に二酸化炭素を含んだ溶融状態の樹脂は、接続管2を通って第2押出機3へ送られる。このとき、第2押出機3の先端の圧力を所定の樹脂圧力に維持するように圧力制御ダイ4で制御する。
【0042】
工程(b)において樹脂は、圧力制御ダイ4からいったん1MPa以下の圧力下(図1の場合は大気圧下)に押出される。この時、樹脂から二酸化炭素が除去される。
【0043】
圧力制御ダイ4は、背圧(上流側樹脂圧力)が制御できる構造であれば、特に制限はない。例えば、圧力調整弁がダイ内に組み込まれた構造のダイが挙げられる。これは、ダイ流路内にある弁が開閉することにより、弁上流側の圧力が制御できる構造となっている。また圧力制御ダイ4の出口の向きは、次の押出機に供給しやすいよう、下向きが好ましい。出口形状も特に制限はないが、丸型がスムーズに次の押出機に供給できるため好ましい。
【0044】
ペレット化工程において、二酸化炭素が除去された熱可塑性樹脂ブレンド物18は、連続的にペレット化用押出機5に供給される。圧力制御ダイ4の出口から、ペレット化用押出機5のスクリューまでの距離は、10〜1000mmが好ましい。更に50〜700mmが好ましく、更に100〜500mmが好ましい。前記範囲の距離とすることにより、安定して二酸化炭素が除去された熱可塑性樹脂ブレンド物18を次の押出機へと供給できる。ペレット化工程においても、前述のフィルム化工程同様、使用する樹脂の種類、組み合わせによっては、工程(b)で得られた良好な微分散構造がペレット化用押出機内で凝集してしまい壊れることがある。これを抑制するためには、製膜時と同様、該押出機内での樹脂の滞留時間を短く、温度を低く抑えることが効果的である。これらを考慮した場合、滞留時間を短くする一つの方法として、押出機のスクリューのL/Dを短くすることが挙げられる。好ましいスクリューのL/Dは、3〜28、更に好ましくは5〜25である。また押出機の設定温度は、熱可塑性樹脂(B)が結晶性樹脂の場合、(熱可塑性樹脂(B)の融点―30℃)〜(熱可塑性樹脂(B)の融点+120℃)が好ましい。
【0045】
ペレット化用押出機へ供給された熱可塑性樹脂ブレンドは、ペレット化用押出機に接続されているストランドダイ6を通って所定の押出量でストランド状に押し出され、冷却用水槽7を経由し冷却され、ペレタイザー8によってペレット化される。
【0046】
図2に、製膜用押出機19、Tダイ20、キャスターロール21、予熱ロール22、延伸前ロール23、延伸ロール24、アニールロール25、及び巻取機26から構成されているフィルム化工程(c)及び延伸工程(d)を示す(ここでの延伸工程は1軸延伸である)。
【0047】
工程(a)、工程(b)及びペレット化工程を経て得られた熱可塑性樹脂ブレンド物のペレット27を、ホッパー12より製膜用押出機19に供給して加熱溶解させる。製膜用押出機の出口に接続されたTダイ20を通じてフィルム状に押し出される。この熱可塑性樹脂ブレンド物フィルム28は、所定温度に設定されたキャスターロール21、予熱ロール22、延伸前ロール23を経て、所定の速度に制御された延伸ロール24によって押出方向に一軸延伸される。得られた多孔質フィルム29は、冷却されて巻取機26により巻き取られる。
【0048】
(多孔質フィルムの説明)
本発明で得られる多孔質フィルムの厚みは、1〜500μmが好ましく、更に3〜100μmが好ましく、更に5〜50μmが好ましい。前記範囲の多孔質フィルムの厚みとすることにより、柔軟性、軽量性、二次加工性、使用時のハンドリング等が良好となる。
【0049】
本発明で得られる多孔質フィルムの焼却時の残灰分(JIS L1013:1999)は、0〜10%が好ましく、更に0〜5%が好ましく、更に0〜1%が好ましい。前記範囲の残灰分とすることにより、焼却処分によって、大量の灰分発生を抑えることが可能となる。
【0050】
該多孔質フィルムの空孔率は、10〜95%が好ましく、更に30〜90%が好ましく、更に40〜90%が好ましい。前記範囲の多孔質フィルムの空孔率とすることにより、通気性、透湿性、断熱性、光反射性、低誘電率性、軽量性、緩衝性、クッション性、防振性、吸音性、分離性、貯蔵性、吸着性等が良好となる。
【0051】
(多孔質フィルムの用途)
本発明で得られる多孔質フィルムは、公知公用の多孔質フィルムの用途へ用いることができる。例えば、機能別に挙げると、気体、蒸気、液体のろ過機能を有するフィルム、気体、液体の分離・濃縮機能を有するフィルム、気体の吹き込み、逃し等の通気機能を有するフィルム、液体の透過、流量調節等の透過機能を有するフィルム、光の反射、吸収、偏光制御等の光学機能を有するフィルム、吸音、消音等の音響機能を有するフィルム、断熱、熱伝導、熱交換等の熱的機能を有するフィルム、緩衝、クッション性、防振機能等の衝撃吸収機能を有するフィルム、気体、液体、粒子等の吸収・吸着機能を有するフィルム、液体の供給、移送等の毛管作用を有するフィルム、保水、カプセル等の貯蔵機能を有するフィルム、触媒、表面積等の化学反応機能を有するフィルム、柔軟性、伸縮性、歪の除去等の機械的強度に特徴のあるフィルム等が挙げられる。
【0052】
具体的には、オムツ、生理用品等の衛生材料や衣料品等に使用される通気フィルム、液晶ディスプレイ等の各種ディスプレイ用光学フィルム(反射フィルム、輝度向上フィルムや偏光反射フィルム等)、断熱フィルム、受像紙の構成部材、感熱紙の構成部材、複写用紙、耐水性ポスター用紙、ラベル用紙、等各種合成紙としても好適に用いられる。また、フィルター、バイオリアクター、電池用セパレーター、コンデンサーの隔膜等にも用いられる。
【0053】
また、本発明で得られる多孔質フィルムを他の材料と積層して使用することもできる。積層する材料としては、金属製、無機製、高分子製の材料、及びそれらのハイブリッド材料等、公知のものが使用できる。なかでも、他のフィルムや不織布等と積層することで、使用用途を大幅に広げることができ好ましい。
【0054】
本発明の多孔質フィルムは透湿度、透気度の優れる為、特に通気フィルムとして好適に用いられる。通気フィルムとしては、オムツ、生理用品等の衛生材料や衣料品等に使用される通気フィルムや衣料用に好適に用いられる。衣料用としては、原子力発電所等の防護服や農薬散布用衣料等、ウィルスや血液は遮断するが汗は通す医療用衣料(手術着等)や、レスキュー用衣料に用いられる。
【0055】
通気フィルムとして用いる場合、透湿度は1000〜20000g/m2・24hrが好ましく。より好ましくは3000〜20000g/m2・24hrである。また透気度は50〜5000s/100ccが好ましく、より好ましくは50〜2000s/100cc、さらに好ましくは50〜500s/100ccである。
【0056】
また、本発明の製造方法によって得られた多孔質フィルムは通気フィルムとして良好な透湿度と透気度を示すと同時に、ウイルスバリア性をも示す。その為、前期の医療用衣料の他、各種の医療用資材として特に好適に用いられる。 医療用資材のより具多的な用途として、前述の医療用衣料の他、ドレープ、マスク、手袋、滅菌包装材料、創傷包帯、廃棄物処理袋等がある。ここでウイルスバリア性とは、ASTM F 1671−97bB法(供試ウイルス:バクテリアオファージ Phi−X174 ATCC 13706−B1、ホスト細菌:大腸菌 E.coli C ATCC 13706)により測定し、ウイルスの浸透がないものである。
【実施例】
【0057】
次に本発明を実施例および比較例により説明する。尚、実施例および比較例に記した物性評価は、次の方法に従って測定した。
(1)ロール表面温度
延伸装置の各ロールの表面温度は、非接触式の放射温度計(ミノルタ(株)製、HT-10D)により測定した。
(2)空孔率
得られた多孔質フィルムから測定サンプルを10箇所採取し、平均目付M(g/m2)、および平均厚みt(m)をそれぞれ測定し、下記計算式により空孔率B(%)を算出した。
B={1-M/(t×Dm)}×100
上記式中のDmは原材料の密度(g/m3)を表す。
【0058】
(3)透湿度
透湿度(g/m2・24hr)は、JIS L 1099:1993 塩化カルシウム法(A―1法)により測定した。測定する試験片は、得られた多孔質フィルムから、直径約7cmの大きさに採取した。
あらかじめ約40℃に温めた透湿カップに吸湿剤(塩化カルシウム)を約33g入れ、吸湿剤と試験片の下面との距離が3mmになるように調節した。次に試験片の表面を吸湿剤側に向けて透湿カップに対して同心円になるように載せ、パッキン及びリングを順次装着し、ちょうナットで固定した後、装着側面を粘着テープでシールして試験体とした。
この試験体を温度40±2℃、湿度90±5%RHの恒温・恒湿装置内の試験片上約1cm上部の風速が0.8m/秒を超えない位置に置いた。
【0059】
1時間後に試験体を取り出し、直ちに質量α1(mg)を1mgの単位まで測定した。測定後、再び試験体を恒温・恒湿装置の同位置に置き、1時間後に試験体を取り出し、直ちに質量α2(mg)を1mgの単位まで測定した。
次式によって透湿度を算出し、3回の試験結果の平均値で表した。
PA1={10×(α2―α1)}×24/SA1
ここで、PA1(g/m2・24hr)は、透湿度、SA1は、透湿面積(cm2)である。
【0060】
(4)残灰分
残灰分(%)は、JIS L1013:1999により、温度850℃で測定した焼却後の残灰分を測定した。得られた多孔質フィルムから、試料約5〜10gの絶乾質量を測定した。その試料をるつぼに入れ、飛散しないように注意しながら徐々に燃焼させた後、約850℃で約2時間灰化した。灰化した試料をデシケータ中で冷却し、質量を量った。更に約850℃で30分間しゃく熱して質量減が0.5mg以下になるまで繰り返し、次式によって残灰分(%)を算出し、2回の平均値で表した。
A=R’/R×100
ここで、A(%)は残灰分、灰分R(g)は試料の絶乾質量、R’(g)はしゃく熱残さの質量である。
【0061】
(5)MFR
MFR(g/10min)を、JIS K 7210:1999法により測定した。測定温度と荷重は、ポリプロピレンが230℃、2.16kg荷重、ポリスチレンが200℃、5kg荷重である。
測定機は、テスター産業(株)製、オートメルトインデクサー TP−406を用いた。シリンダーの温度を所定の温度に設定した後、シリンダー内を窒素で10秒間置換した。試料4gを押し出しピストンを用い1分以内にシリンダー内に充填した。ピストンの上に規定の試験荷重を載せストッパーで固定したまま6分間保持した。その後ストッパーを外しエアー抜きを行う。ストップウオッチで時間を計りながら、試料を適当な長さでカットし、質量を1mgまで正確に測定した。下式を用いることで得られた測定値から10分間あたりの測定値を得た。
MFR=(600×m)/t
MFR:メルトフローレート(g/10min)
m:切り取った試料の重量(g)
t:重量測定用試料採取時間
【0062】
(6)透気度
透気度(s/100cc)はJIS P 8117 ガーレ試験法により測定した。測定する試験片は、得られた多孔質フィルムから、直径約20cmの大きさに採取した。
あらかじめ23℃に設定した恒温室に十分長い時間放置したのち、試験機に設置し25ccの空気が通過する時間を測定し、その後100ccの空気が通過する時間を換算で求めた。
【0063】
(7)ウイルスバリア試験
実施例・比較例で作製した多孔質フィルムの両面にポリプロプレン製スパンボンド不職布(目付け30g/m2)をエンボス試験機(由利ロール(株)製、油圧式クリアランスエンボス機)を用いラミートし、スパンボンド不職布−多孔質フィルム−スパンボンド不職布の三層構造の積層フィルムを作製した。ラミネート時の条件は、設定温度を135℃、ライン速度を10m/min、線圧を40kg/cmとした。この積層フィルムを用い、以下の方法でウイルスバリア試験を施した。
【0064】
ウイルスバリア試験は、ASTM F 1671−97bB法(供試ウイルス:バクテリアオファージ Phi−X174 ATCC 13706−B1、ホスト細菌:大腸菌 E.coli C ATCC 13706)法により測定した。サンプルを20cm角に切り取り所定の機器に設置し、5分間放置後ウイルスの浸透を観察した後、13.8±1.38kPaで1分間加圧しウイルスの浸透を観察し、その後54分間放置後のウイルスの浸透を観察した。全ての観察点でウイルスの浸透がない場合を合格とした。
【0065】
〔実施例1〕
図1に示した装置構成により熱可塑性樹脂ブレンド物を製造した。混合機11としてヘンシェルミキサー、押出機としてはスクリュー径50mmの第1押出機1(単軸、L/D=30)とスクリュー径65mmの第2押出機3(単軸、L/D=25)とスクリュー径40mmのペレット化用押出機5(単軸、L/D=10)を用い、冷却用水槽7、およびペレタイザー8を用いた。第1押出機1と第2押出機3とは、接続管2で繋がった構成となっている。第2押出機3先端には、第1、および第2押出機内の圧力が制御できる圧力制御ダイ4を設けた。圧力制御ダイ4の出口は下向きで、出口形状は丸型とした。圧力制御ダイ4の出口の下にペレット化用押出機5のホッパーが位置するようペレット化用押出機5を設置した。ペレット化用押出機5の先端には、3つの孔を有するストランドダイ6を設けた。圧力制御ダイ4の出口から、ペレット化用押出機5のスクリューまでの距離を約300mmとした。二酸化炭素供給部9は、第1押出機1の中央付近に設けた。
【0066】
まず、熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J227T、MFR:30g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G690N、MFR:2.0g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部を混合機で十分ドライブレンドして熱可塑性樹脂混合物を得た。
【0067】
次にこの樹脂混合物をホッパー12より第1押出機1に供給して設定温度220℃で加熱溶融させた。この時の第1押出機1のスクリュー回転数を75rpmとした。二酸化炭素は、サイホン式の液化二酸化炭素ボンベ13を使用し、液相部分から直接取り出せるようにした。液化二酸化炭素ボンベ13から二酸化炭素用定量ポンプ14までの流路は、冷媒循環機15により-12℃に調節したエチレングリコール水溶液で冷却し、二酸化炭素を液体状態で二酸化炭素用定量ポンプ14まで送液できるようにした。
【0068】
次に送液した液状二酸化炭素の流量を2.34kg/時間となるよう、直接質量流量計16にて確認しながら二酸化炭素用定量ポンプ14を制御した。また二酸化炭素用定量ポンプ14の吐出圧力を30MPaとなるよう保圧弁17にて調整し、二酸化炭素を第1押出機1内に供給した。このときの二酸化炭素供給部9の溶融樹脂圧力は23MPaであった。
【0069】
このようにして、溶融した熱可塑性樹脂の合計量100質量部に対して二酸化炭素を15.2質量部の割合で第1押出機1に供給し、スクリューで均一に溶解拡散させた。二酸化炭素を含んだ溶融状態の樹脂は、接続管2を通って第2押出機3へ送られる。第2押出機3の設定温度は200℃、スクリュー回転数は21rpmとした。また、第2押出機3の先端の圧力を20MPaに維持するように圧力制御ダイ4で制御した。その後、樹脂は圧力制御ダイ4からいったん大気中に押出される。この時、樹脂から二酸化炭素が除去される。大気圧下で二酸化炭素が除去された熱可塑性樹脂ブレンド物18を連続的にペレット化用押出機5に供給し、設定温度145℃で加熱溶融した。この時のペレット化用押出機5のスクリュー回転数を104rpmとした。熱可塑性樹脂ブレンド物は、ペレット化用押出機5に接続されているストランドダイ6を通って15.4kg/時間の押出量でストランド状に押し出した。冷却用水槽7を経由し冷却され、ペレタイザー8によってペレット化した。
【0070】
ついで図2に示した装置構成により多孔質フィルムを製造した。製膜用押出機として、幅350mm、リップ開度0.5mmのTダイ20が接続されているスクリュー径40mmの押出機19(単軸、L/D=25)を用い、およびキャスターロール21、予熱ロール22、延伸前ロール23、延伸ロール24、アニールロール25、巻取機26で構成されている延伸装置を用いて多孔質フィルム29を製造した。
【0071】
前述の通りペレット化した熱可塑性樹脂ブレンド物27をホッパー12より製膜用押出機19に供給して設定温度200℃、スクリュー回転数13rpmで加熱溶融させた。Tダイ20より熱可塑性樹脂ブレンド物よりなるフィルム28を押し出した。このフィルム28をキャスターロール21表面温度が82℃、予熱ロール22表面温度が83℃、延伸前ロール23表面温度が85℃、延伸ロール24表面温度が21℃、アニールロール25表面温度が109℃としたロールを通し、延伸倍率5.0倍で縦一軸延伸を行い、多孔質フィルム29を得た。この時の延伸間距離を40mmとした。延伸は均一に行なうことができ、延伸性は良好であった。得られた多孔質フィルムの膜厚は46.2μm、空孔率は62.9%、透湿度は7795g/m2・24hr、残灰分は殆どなく、透気度は276s/100cc、ウイルスバリア試験は合格であった。結果を表1に示す。
【0072】
〔実施例2〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G690N、MFR:2.0g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸は6.5倍延伸ができなかったため5.5倍延伸で行った。得られた多孔質フィルムの膜厚は50.2μm、空孔率は57.6%、透湿度は良好で4,515g/m2・24hr、残灰分は殆どなく、透気度は1860s/100cc、ウイルスバリア試験は合格であった。
【0073】
〔実施例3〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G590、MFR:3.5g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸は均一に行なうことができ、延伸性は良好であった。得られた多孔質フィルムの膜厚は33.7μm、空孔率は47.6%、透湿度は3531g/m2・24hr、殆どなく、透気度は3369s/100cc、ウイルスバリア試験は合格であった。
【0074】
〔実施例4〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G430、MFR:10g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸は均一に行なうことができ、延伸性は良好であった。得られた多孔質フィルムの膜厚は32.0μm、空孔率は45.5%、透湿度は2279g/m2・24hr、残灰分は殆どなく、透気度は10668s/100cc、ウイルスバリア試験は合格であった。
【0075】
〔比較例1〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J227T、MFR:30g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G899、MFR:1.2g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸が不安定で製膜フィルムを得ることができなかった。
【0076】
〔比較例2〕
熱可塑性樹脂(B)10aとして、ポリプロピレン(三井化学(株)製J226E、MFR:20g/10min)54質量部と、熱可塑性樹脂(A)10bとして、ポリスチレン(日本ポリスチレン(株)製G899、MFR:1.2g/10min)44質量部と相溶化剤として機能する熱可塑性樹脂として、スチレン―エチレン―ブチレン―スチレンブロック共重合体(SEBS)(KRATON Polymer製KRATON G1657M)2質量部使用した以外は実施例1と同様に行った。延伸が不安定で製膜フィルムを得ることができなかった。
【0077】
【表1】
【産業上の利用可能性】
【0078】
本発明により、軽量で、焼却時に灰分がほとんどです、透気度、透湿度に優れ、経済性に優れた多孔質フィルムを簡便に得ることができる。
【図面の簡単な説明】
【0079】
【図1】本発明の一実施形態の製造方法により熱可塑性樹脂ブレンド物を製造する製造装置を示す系統図である。
【図2】本発明の一実施形態の製造方法により多孔質フィルムを製造する製造装置を示す系統図である。
【図3】本発明の一実施形態の製造方法により熱可塑性樹脂ブレンド物を製造する製造装置を示す系統図である。
【符号の説明】
【0080】
1 第1押出機
2 連結管
3 第2押出機
4 圧力制御ダイ
5 ペレット化用押出機
6 ストランドダイ
7 水槽
8 ペレタイザー
9 二酸化炭素供給部
10a 熱可塑性樹脂(B)
10b 熱可塑性樹脂(A)
11 混合機
12 ホッパー
13 二酸化炭素ボンベ
14 二酸化炭素用定量ポンプ
15 冷媒循環機
16 直接質量流量計
17 保圧弁
18 熱可塑性樹脂ブレンド物
19 製膜用押出機
20 Tダイ
21 キャスターロール
22 予熱ロール
23 延伸前ロール
24 延伸ロール
25 アニールロール
26 巻取機
27 熱可塑性樹脂ブレンド物のペレット
28 フィルム
29 延伸フィルム
【特許請求の範囲】
【請求項1】
MFRが1.5〜10.0g/10minの熱可塑性樹脂(A)2〜50質量%、前記熱可塑性樹脂(A)とは異なる種類であるMFRが20〜50g/10minの熱可塑性樹脂(B)50〜98質量%を含む熱可塑性樹脂混合物を溶融混合し、該溶融混合した熱可塑性樹脂をフィルム化し、ついで延伸してなる多孔質フィルムの製造方法。
【請求項2】
熱可塑性樹脂(A)のMFRが1.5〜3.0g/10minである請求項1記載の多孔質フィルムの製造方法。
【請求項3】
熱可塑性樹脂(B)のMFRが30〜50g/10minである請求項1記載の多孔質フィルムの製造方法。
【請求項4】
熱可塑性樹脂(A)と熱可塑性樹脂(B)を溶融混合する際に、該熱可塑性樹脂混合物100質量部に対して2〜200質量部の二酸化炭素を含んだ状態で溶融状態にした後、該熱可塑性樹脂を1MPa以下の圧力下に開放する事により二酸化炭素を除去することにより混合する請求項1記載の多孔質フィルムの製造方法。
【請求項5】
二酸化炭素の除去を0.08〜0.12MPaの圧力下で行う請求項4記載の多孔質フィルムの製造方法。
【請求項6】
請求項1〜5の製造方法により得られうる多孔質フィルム。
【請求項1】
MFRが1.5〜10.0g/10minの熱可塑性樹脂(A)2〜50質量%、前記熱可塑性樹脂(A)とは異なる種類であるMFRが20〜50g/10minの熱可塑性樹脂(B)50〜98質量%を含む熱可塑性樹脂混合物を溶融混合し、該溶融混合した熱可塑性樹脂をフィルム化し、ついで延伸してなる多孔質フィルムの製造方法。
【請求項2】
熱可塑性樹脂(A)のMFRが1.5〜3.0g/10minである請求項1記載の多孔質フィルムの製造方法。
【請求項3】
熱可塑性樹脂(B)のMFRが30〜50g/10minである請求項1記載の多孔質フィルムの製造方法。
【請求項4】
熱可塑性樹脂(A)と熱可塑性樹脂(B)を溶融混合する際に、該熱可塑性樹脂混合物100質量部に対して2〜200質量部の二酸化炭素を含んだ状態で溶融状態にした後、該熱可塑性樹脂を1MPa以下の圧力下に開放する事により二酸化炭素を除去することにより混合する請求項1記載の多孔質フィルムの製造方法。
【請求項5】
二酸化炭素の除去を0.08〜0.12MPaの圧力下で行う請求項4記載の多孔質フィルムの製造方法。
【請求項6】
請求項1〜5の製造方法により得られうる多孔質フィルム。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−100056(P2007−100056A)
【公開日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願番号】特願2005−295757(P2005−295757)
【出願日】平成17年10月7日(2005.10.7)
【出願人】(000005887)三井化学株式会社 (2,318)
【Fターム(参考)】
【公開日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願日】平成17年10月7日(2005.10.7)
【出願人】(000005887)三井化学株式会社 (2,318)
【Fターム(参考)】
[ Back to top ]