
多孔質仕上げ材、音響減衰複合材、並びにそれらの製造方法及び使用法
多孔質仕上げ材は、熱可塑性エラストマー混合繊維を含有する不織布ウェブを含む。熱可塑性エラストマー混合繊維は、引っ張り係数が異なる、少なくとも2種類の熱可塑性エラストマーのブレンドを含む。不織布ウェブは、1平方メートルあたり100〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有し、磨耗耐性がある。100〜10000mksレイルの通気抵抗を有し、多孔質裏材に固定されている多孔質仕上げ材を含む、音響減衰複合材も開示される。前述の物品の製造方法及び使用法も開示される。

【発明の詳細な説明】
【技術分野】
【0001】
「仕上げ材」という用語は、構造要素及び/又は機能要素を観察者から隠すため、及び/又は保護するために使用される材料を指す。仕上げ材の一般例としては、室内装飾材料及び壁装材(静止及び/又は可動壁装材、並びにパーティション壁装材を含む)が挙げられる。仕上げ材は、典型的に、一定の美的外観及び/又は感触をもたらすが、隠そうとする要素に対して一定の物理的保護をもたらすこともできる。いくつかの用途では、仕上げ材が、例えば美的魅力(例えば、外観及び/又は感触)及び磨耗耐性などの特性をもたらすことが望ましい。
【0002】
仕上げ材は、自動車製造において広範に使用されている。自動車業界では、様々な表面を、A表面、B表面、又はC表面と呼ぶことが普及している。
【0003】
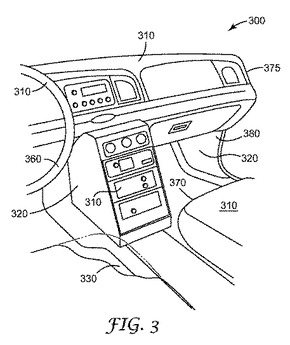
本明細書で使用するとき、「A表面」という用語は、観察者にとって最も重要である、又は肉眼で最も明らかに見える、自動車の非常に目立つ表面(例えば、図3に示されるA表面310を参照)を指す。例としては、概して平均的な人の腰の高さより上の表面が挙げられる。車室に関しては、ダッシュボード、計器パネル、ハンドル、ヘッドレスト、座席の上部、天井、及びピラー被覆物が例として挙げられる。
【0004】
本明細書で使用するとき、「B表面」(例えば、図3に示されるB表面320を参照)という用語は、目立つが、「A表面」ほど肉眼で明らかではない、自動車の非常に目立つ表面を指す。B表面は、A表面に隣接していることが多い。例としては、自動車のフード又はトランクで部分的に被覆されている表面、概して平均的な人の腰の高さよりも下の車室の表面が挙げられる。
【0005】
本明細書で使用するとき、「C表面」(例えば、図3に示されるC表面330を参照)という用語は、取り付け位置において隠されている、自動車の表面を指す。例としては、室内装飾材料及びヘッドライナーの裏面が挙げられる。
【発明の概要】
【発明が解決しようとする課題】
【0006】
原文中に記載なし。
【課題を解決するための手段】
【0007】
1つの態様では、本発明は、第1及び第2の対向する主表面を有し、不織布ウェブを含む、多孔質仕上げ材を提供する。この不織布ウェブは、熱可塑性エラストマー混合繊維を構成し、この熱可塑性エラストマー混合繊維は、少なくとも第1及び第2の熱可塑性エラストマーのブレンドを構成し、300パーセントの伸長で、第1の熱可塑性エラストマーは、第1の引っ張り係数を有し、第2の熱可塑性エラストマーは、第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有し、この不織布は、1平方メートルあたり100〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有し、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。
【0008】
いくつかの実施形態では、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも200、4000、又は更に少なくとも10000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。いくつかの実施形態では、多孔質仕上げ材は、100〜10000mksレイルの範囲の通気抵抗を有する。いくつかの実施形態では、多孔質仕上げ材の少なくとも一部分について、第1の主表面が、対向する第2の主表面よりも実質的に平滑である。いくつかの実施形態では、第1の主表面の少なくとも一部分が、所定の質感を有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも0.35の固体性を有する。いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する。いくつかの実施形態では、多孔質仕上げ材は、熱成形される。いくつかの実施形態では、不織布ウェブは、熱可塑性エラストマー混合繊維から本質的になる。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーは、20:80〜80:20の各重量比で存在する。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーは、脂肪族ポリウレタンを含む。いくつかの実施形態では、多孔質仕上げ材は、防汚剤又は光安定剤の少なくとも1つを含む。
【0009】
広くは、材料の厚さによって稠度が異なることがある(例えば、カレンダー加工を施した表面の稠度は、典型的には、多孔質仕上げ材の内部と異なる)が、多孔質材は、領域ベースで実質的に均一の稠度を有する。
【0010】
本発明による多孔質仕上げ材は、例えば、自動車の車室において有用であり、物理的特性(例えば、破断荷重及び破断点伸び、水蒸気輸送、可撓性、並びに磨耗耐性)、審美性(例えば、触知性及び/又は視覚性)、及び加工可能性(例えば、熱成形可能性)を組み合わせることによって、多種多様な部品に容易に使用できる。したがって、別の態様では、本発明は、本発明による多孔質仕上げ材を含む自動車車室の部品を提供し、第1の主表面がA表面又はB表面を構成する。
【0011】
本発明による多孔質仕上げ材は、例えば、音響減衰複合材の製造において有用である。したがって、別の態様では、本発明は、本発明による多孔質仕上げ材及び多孔質仕上げ材の第2の主表面に固定されている多孔質裏材を含む音響減衰複合材を提供し、音響減衰複合材は、100〜10000mksレイルの範囲の通気抵抗を有する。
【0012】
更に別の態様では、本発明は、音響減衰複合材を提供し、この音響減衰複合材は、
第1及び第2の対向する主表面を有し、不織布ウェブを含む、多孔質仕上げ材であって、不織布ウェブが、熱可塑性エラストマー混合繊維を構成し、1平方メートルあたり250超〜1500gの範囲の坪量を有し、0.2〜3.5mmの厚さを有する、多孔質仕上げ材と、
不織布ウェブの第2の主表面に固定されている多孔質裏材と、を構成し、音響減衰複合材が、100〜10000mksレイルの通気抵抗を有する。
【0013】
いくつかの実施形態では、第1の主表面が、対向する第2の主表面よりも実質的に平滑である。いくつかの実施形態では、第1の表面の少なくとも一部分が、所定の質感を有する。いくつかの実施形態では、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも0.35の固体性を有する。いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する。いくつかの実施形態では、多孔質仕上げ材は、熱成形される。いくつかの実施形態では、不織布ウェブは、熱可塑性エラストマー混合繊維から本質的になる。いくつかの実施形態では、熱可塑性エラストマー混合繊維は、20:80〜80:20の各重量比で存在する第1及び第2の熱可塑性エラストマーを含む。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーは、脂肪族ポリウレタンを含む。いくつかの実施形態では、不織布ウェブは、防汚剤又は光安定剤の少なくとも1つを含む。
【0014】
本発明による音響減衰複合材は、例えば自動車の車室において、及び/又は室内装飾材料として、若しくは建築用被覆材として有用である。したがって、別の態様では、本発明は、本発明による音響減衰複合材を含む自動車車室の部品を提供し、第1の主表面がA表面又はB表面を構成する。
【0015】
いくつかの実施形態では、本発明による自動車車室の部品が、ドアパネル、ヘッドレスト、アームレスト、ダッシュボード、ヘッドライナー、座席、床の敷物、リヤウィンドウデッキ、ハンドル、バイザー、ピラー表面、コンソール、及びトランクライナーからなる群から選択される。
【0016】
更に別の態様では、本発明は、多孔質仕上げ材の製造方法を提供し、この方法は、
融解熱可塑性エラストマー材の繊維を形成する工程であって、熱可塑性エラストマー材が、少なくとも第1及び第2の熱可塑性エラストマーの組み合わせを構成し、300パーセントの伸長で、第1の熱可塑性エラストマーが第1の引っ張り係数を有し、第2の熱可塑性エラストマーが、第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有する工程と、
融解熱可塑性エラストマー材の繊維を混合及び凝固させて、第1及び第2の主表面、1平方メートルあたり100〜1500gの範囲の坪量、並びに0.2〜3.5mmの厚さを有する不織布ウェブを形成させる条件下で、融解熱可塑性エラストマー材の繊維を収集する工程と、を含み、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。
【0017】
いくつかの実施形態では、多孔質仕上げ材が、100〜10000mksレイルの範囲の通気抵抗を有する。いくつかの実施形態では、この方法は、多孔質仕上げ材をカレンダー加工する工程を更に含む。いくつかの実施形態では、この方法は、多孔質仕上げ材の第1の主表面の少なくとも一部分に所定の質感を付与する工程を更に含む。いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、この方法は、多孔質仕上げ材を熱成形する工程を更に含む。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーが、20:80〜80:20の各重量比で存在する。いくつかの実施形態では、融解熱可塑性エラストマー材の繊維は、メルトブローンプロセスによって形成される。
【0018】
更に別の態様では、本発明は、音響減衰複合材の製造方法を提供し、この方法は、
第1及び第2の対向する主表面を有し、熱可塑性エラストマー混合繊維の不織布ウェブを含む、多孔質仕上げ材を提供する工程であって、多孔質仕上げ材が、1平方メートルあたり250超〜1500gの範囲の坪量を有し、0.2〜3.5mmの厚さを有し、
音響減衰複合材が、100〜10000mksレイルの範囲の通気抵抗を有するように、不織布ウェブの第2の主表面の多孔質裏材に仕上げ材を固定する工程と、を含む。
【0019】
いくつかの実施形態では、この方法は、不織布ウェブを(例えば、カレンダーロールの間で)カレンダー加工する工程を更に含む。いくつかの実施形態では、この方法は、不織布ウェブの第1の主表面の少なくとも一部分に所定の質感を付与する工程を更に含む。いくつかの実施形態では、多孔質仕上げ材の少なくとも一部分が、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。
【0020】
いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも0.35の固体性を有する。いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する。いくつかの実施形態では、この方法は、不織布ウェブを熱成形する工程を更に含む。
【0021】
本明細書で使用する場合、
「通気抵抗」という用語は、ASTM C 522−03「吸音材の通気抵抗に関する標準試験法(Standard Test Method for Airflow Resistance of Acoustical Materials)」(2003年)に準じて測定された通気抵抗を指し、
「熱可塑性エラストマー混合繊維」という用語は、少なくとも部分的に融解状態にあるものの、相互に接着されている熱可塑性エラストマー繊維を指し、
「多孔質仕上げ材」という用語は、穿孔、スリットなどを追加せずに、その厚みを貫通して空気を送ることができる不織布ウェブを意味し、
熱可塑性エラストマーについて言及する際の「ブレンド」という用語は、熱可塑性エラストマーの緊密な混合物を意味し、この混合物は、均質又は非均質であってもよく、
不織布ウェブに適用される際の「直交ウェブ」という用語は、概して不織面内の方向を指し、適切な場合は、不織布ウェブの縦方向に対して垂直方向であり、
「直交ウェブ破断荷重」という用語は、直交ウェブ方向に沿って測定される、ウェブを破断するのに必要な力を指し、
不織布ウェブに適用される際の「直交ウェブ」という用語は、概して不織面内の方向を指し、縦方向に対して垂直方向であり、
「エラストマー」という用語は、弾性ポリマーを意味し、
不織布ウェブに適用される際の「縦方向」という用語は、不織布ウェブの製造中の進行方向に相当する方向を指し、
「引っ張り係数」という用語は、伸張状態(例えば、100パーセント又は300パーセントの伸長)における、応力の弾性ひずみに対する比率を指す。
【0022】
「熱成形される」及び「熱成形」という用語は、熱可塑性不織布ウェブ、シート、又はフィルムをその成形温度まで加熱して延伸する、又は延伸して温度管理された成形型に入れ、冷めるまで成形型の表面を押し付ける製造プロセスを指し、
「厚さ」という用語は、90Pa(0.013psi)の圧力下でフラットプラテンの間に配置された場合の厚さを指す。
【0023】
テーバー磨耗試験(Taber Abrasion Test):
試験対象物質の磨耗耐性は、回転式プラットフォーム、及びニューヨーク州ノーストナウォンダ(North Tonawanda)のテーバー・インダストリーズ(Taber Industries)から商品名「テーバー磨耗試験機(TABER ABRASION TESTER)」の商品名で入手可能なものと同一又は同等の両頭研磨機を使用して評価される。評価対象物質の少なくとも1つの試料は、テーバー・インダストリーズ(Taber Industries)から商品名「S−36試料取り付けカード(S-36 Specimen Mounting Card)」で入手可能なものと同一又は同等の接着剤が塗布された厚紙の上に離して取り付けられ、この厚紙は、研磨機にしっかり取り付けられ、擦り切れ(すなわち、容易に目に見える、試料の穴又は引裂)が存在するようになるまでHR−22ホイール及び1ホイールあたり1000g(1kg)の荷重を使用した連続磨耗サイクルを受ける。試料の擦り切れ又は引裂が存在しない場合、試料は、この試験に合格したと見なされる。
【図面の簡単な説明】
【0024】
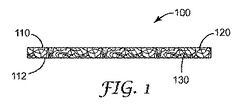
【図1】本発明の1つの態様による例示の多孔質仕上げ材の概略断面図。
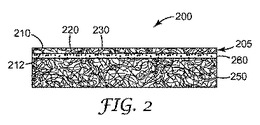
【図2】本発明の1つの態様による例示の音響減衰複合材の概略断面図。
【図3】本発明の1つの態様による仕上げ材及び音響減衰複合材を含む、例示の自動車車室の一部切欠き概略斜視図。
【発明を実施するための形態】
【0025】
図1は、本発明の1つの態様による例示の多孔質仕上げ材100を示す。多孔質仕上げ材100は、第1の対向する主表面110及び第2の対向する主表面112を有し、熱可塑性エラストマー混合繊維130を含む、不織布ウェブ120を含む。熱可塑性エラストマー混合繊維130は、少なくとも第1の熱可塑性エラストマー140(図示せず)及び第2の熱可塑性エラストマー142(図示せず)のブレンドを含む。
【0026】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、熱可塑性エラストマー混合繊維の不織布ウェブを含み、概して少なくとも1種類の熱可塑性エラストマーを含む。例えば、不織布ウェブは、単一種類の熱可塑性エラストマーを含んでもよく、又は2種類以上の熱可塑性エラストマーの組み合わせ(例えば、ブレンド)を含んでもよい。好適な熱可塑性エラストマーの例としては、スチレン系熱可塑性エラストマー(例えば、スチレンブタジエンコポリマー及びスチレンイソプレンコポリマー)、オレフィン系熱可塑性エラストマー(例えば、クロロプレンゴム、エチレン/プロピレンゴム、ブチルゴム、ポリブタジエン、ポリイソプレ、EPDMポリマー)、アイオノマー熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、及びポリアミド系熱可塑性エラストマー、前述の合金、前述のブレンド、並びにこれらの組み合わせが挙げられる。1つ以上の熱可塑性物質及びゴムの組み合わせを含む熱可塑性エラストマーが使用されてもよい。当業者には、様々な前述の物質が既知であり、商業的供給源は豊富である。例えば、好適な市販の熱可塑性エラストマーとしては、テキサス州ヒューストン(Houston)のクレイトン・ポリマー(Kraton Polymers)から商品名「クレイトンDSIS(KRATON D SIS)」(スチレンイソプレンスチレン)で市販されるもの、ミネソタ州ウィノナ(Winona)のRTP社(RTP Co.)から商品名「RTP1500シリーズ(RTP 1500 SERIES)」(ポリエーテルエーテルブロックコポリマー熱可塑性エラストマー)、「RTP2700シリーズ(RTP 2700 SERIES)」(スチレンブロックコポリマーエラストマー)、「RTP2800シリーズ(RTP 2800 Series)」(熱可塑性ポリオレフィンエラストマー)、及び「RTP2900シリーズ(RTP 2900 Series)」(ポリエーテルブロックアミド熱可塑性エラストマー)で市販されるもの、並びにイリノイ州マックヘンリー(McHenry)のGLS社(GLS Corporation)から商品名「ダイナフレックス(DYNAFLEX)」、「バーサフレックス(VERSAFLEX)」、「バーサアロイ(VERSALLOY)」、及び「バーソラン(VERSOLLAN)」で市販されるものが挙げられる。
【0027】
エラストマー繊維は、望ましくは少なくとも第1及び第2の熱可塑性エラストマーを含む。かかるケースでは、任意の重量比の第1及び第2の熱可塑性エラストマーを使用してよい。例えば、典型的には、20:80〜80:20又は30:70〜70:30の範囲の第1及び第2の熱可塑性エラストマーの各重量比が望ましい。
【0028】
前述のポリウレタン系熱可塑性エラストマー(例えば、芳香族ポリウレタン系熱可塑性エラストマー及び/又は脂肪族ポリウレタン系熱可塑性エラストマー)は、本発明の実施に際して使用される不織布ウェブの形成に関して特に有用なことが見出されている。ポリウレタン系熱可塑性エラストマーの例としては、芳香族及び脂肪族熱可塑性エラストマーポリウレタンが挙げられる。市販の熱可塑性ポリウレタンエラストマーとしては、例えば、ミシガン州ミッドランド(Midland)のダウ・ケミカル社(Dow Chemical Co.)から商品名「ペレセン(PELLETHANE)」で入手可能なもの、ニュージャージー州フローラムパーク(Florham Park)のBASF社(BASF Corp.)から商品名「エラストラン(ELLASTOLAN)」で入手可能なもの、オハイオ州コプリー(Copley)のマルチベース(Multibase)から商品名「マルチフレックス(MULTI-FLEX)で入手可能なもの、オハイオ州ウィクリフ(Wickliff)のルーブリゾール社(Lubrizol Corp.)から商品名「エステン(ESTANE)」及び「テコフレックス(TECO-FLEX)」で入手可能なもの、ペンシルバニア州ピッツバーグ(Pittsburgh)のバイエル社(Bayer Corp.)から商品名「テキシン(TEXIN)」及び「デスモパン(DESMOPAN)」で入手可能なものが挙げられる。良好な耐候性能及び/又は色安定性が求められる用途では、典型的には、脂肪族ポリウレタン熱可塑性エラストマーが使用される。
【0029】
所望により、例えば1種類以上の防汚剤、酸化防止剤、及び/又は光安定剤(例えば、紫外線吸収剤、ヒンダードアミン光安定剤)などの添加剤が不織布ウェブに組み込まれてよい。例えば、このような任意の構成成分は、押出成形中に、又はこれらの構成成分を成形済みの不織布ウェブ上に噴霧する工程によって、熱可塑性エラストマーに混入されてよい。有用な防汚剤の例としては、フルオロポリマー融解添加剤、及び例えばミネソタ州セントポール(St. Paul)の3M社(3M Co.)から商品名「スコッチガード(SCOTCHGARD)」で入手可能な局所的処置剤が挙げられる。2種類以上の熱可塑性エラストマーが使用される場合、同じ繊維内で組み合わされるか、異なる繊維に帰属させられてもよい。更に、2種類以上の熱可塑性エラストマーが使用される場合、望ましくは、異なる物理特性を有するように選択されてもよい。例えば、熱可塑性エラストマーの引っ張り係数は、少なくとも8.2メガパスカル(1200psi)、少なくとも10.4メガパスカル(1500psi)、又は更に少なくとも13.8メガパスカル(2000psi)、相互に異なってもよい。
【0030】
不織布ウェブは、例えばメルトブローンプロセス(例えば、メルトブローンウェブが製造される)又はメルトスパンプロセス(例えば、スパンボンドウェブが製造される)など任意の好適な方法で製造されてもよい。スパンボンドウェブは、概して、緩やかな絡合ウェブとして、無作為の等方的な方法により形成面で冷却、延伸、及び収集されるメルトスパン繊維を含む。メルトブローンウェブは、融解熱可塑性ポリマーがダイ内のオリフィスの列を通って、高速空気流に押し出される工程によって形成される。押し出されたポリマー流は、概して微細径の繊維(例えば、平均30マイクロメートル以下の直径)に微細化され、繊維が凝集性絡合ウェブとして収集される収集装置まで運ばれる。前述のウェブは、自立型の形態でもよく、又は例えばカレンダー加工、ホットカン、若しくは空気接合などのウェブ緻密化工程中のみ自立型にしてもよい。
【0031】
異素材の繊維など異なる材料を組み合わせて、ブレンド不織布ウェブを調製してもよい。例えば、短繊維は、米国特許第4,118,531号(ハウザー(Hauser))に教示される方法でメルトブローン繊維にブレンドされてもよく、又は粒子状物質は、同第3,971,373号(ブラウン(Braun))に教示される方法でウェブ内に取り入れられて捕捉されてもよく、又は同第4,813,948号(インスレー(Insley))に教示される微細ウェブは、ウェブにブレンドされてもよい。熱可塑性繊維と木材パルプ繊維など他の繊維とのブレンドのウェブを使用してもよいが、非熱可塑性物質を使用することは、不織布ウェブの熱加工可能性を低減させる傾向があるため、概して望ましくない。
【0032】
所望により、多孔質仕上げ材は、各種の添加剤(例えば、繊維形成前のエラストマーへの融解添加剤として、又は繊維形成後の添加処置剤として)、例えば、難燃剤、及び光安定剤(例えば紫外線吸収剤、酸化防止剤、及び/又はヒンダードアミン光安定剤)などを更に含んでもよい。
【0033】
典型的には、本発明の実施に際して有用な不織布ウェブは、単一の一体層を有するが、複数の層を有してもよい。
【0034】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、典型的に、より厚い多孔質不織布材料(例えば、スパンボンド又はメルトブローン不織布材料)を熱及び/又は圧力下で平滑化する工程によって調製されるが、これは要件ではない。周知のカレンダー加工手順は、このような平滑化に好適である。通常、カレンダーロール(例えば、金属ロール、高ジュロ硬度ゴムロール、又はこれらの組み合わせ)は滑面であるが、レリーフ突起部及び/又は凹部を備えるロールを使用して、例えば、不織布ウェブのポイント接合を達成させること、及び/又は多孔質仕上げ材のカレンダー加工面の少なくとも一部分に所定の質感を付与することもできる。所望により、カレンダーロールは、カレンダー加工後に、第1又は第2の主表面の1つが、他の主表面よりも平滑になる(例えば、明らかに平滑になる)ように選択されてもよい。
【0035】
不織布材料を凝縮させるために十分な熱及び圧力が使用されるが、概して、(例えば、表面の孔隙を目詰まりさせることによって)適切な多孔性レベルを下回るようにシート材を液状化させる熱条件は回避されるべきである。シートの延伸又は加熱は、過剰に閉ざされた開口部を再開口するため、又は過剰に狭小化した開口部を拡大するために使用されてもよい。
【0036】
不織布ウェブの繊維は、任意の寸法であってもよいが、典型的には、繊維は、約100マイクロメートル未満、更に典型的には約50マイクロメートル未満、及び更に典型的には約10〜約30マイクロメートルの範囲の平均繊維直径を有する。このように微細な繊維の寸法は、感触、外観、手触りなどの特性の望ましい組み合わせをもたらす傾向がある。
【0037】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、典型的に、1平方メートルあたり100〜1500グラム(gsm)の範囲の坪量を有するが、更に高い坪量が使用されてもよい。例えば、不織布ウェブは、100gsmから、200gsmから、250gsm超から、又は300gsm超から、500gsm、750gsm、1000gsm、1250gsm、又は更に1500gsmまでの範囲の坪量を有してもよい。特定の坪量の選択は、典型的に、使用目的及び費用に影響される。
【0038】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、典型的に、0.2〜3.5mmの範囲の、任意の緻密化及び/又は表面テクスチャリング(例えば、平滑化又は機能の付与)後に厚さを有する。例えば、不織布ウェブは、0.2、0.25、0.3、0.4、又は0.5mmから0.75、1、1.5、2、2.5、3、又は3.5mmの範囲の厚さを有してもよい。
【0039】
有利には、本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、一定の耐久性を有する。例えば、多孔質仕上げ材は、概して、少なくとも30、100、200、400、200、4000、10000、25000、又は更に少なくとも50000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格できる、少なくとも1つの主表面(典型的には、カレンダー加工表面だが、これは要件ではない)を有する。当然ながら、著しい磨耗機会が存在する用途(例えば、座席、ドアパネル、及びアームレスト)では、磨耗耐性が高いことが好ましい。低磨耗耐性は、著しい磨耗が見られる可能性が低い用途(例えば、自動車車室のヘッドライナー)に好適である。
【0040】
高強度が望ましい場合、著しい強度を有する多孔質仕上げ材が、例えば本明細書に記載のように、容易に製造され、使用されてもよい。例えば、多孔質仕上げ材は、仕上げ材の2.54cm(1インチ)幅あたり少なくとも5、50、100、200、250、400、又は更に少なくとも500ニュートンの直交ウェブ破断応力及び少なくとも150、200、又は250パーセントの相当する破断点伸びを有する。
【0041】
所望により、多孔質仕上げ材は、特定用途に好適な形状に変えられてもよい。例えば、特定形状へのダイカット(切抜きを含む)、穿孔、エンボス加工、及び/又は成形が行われてもよい。
【0042】
有利には、多孔質仕上げ材は、所望により、例えば当該技術分野において周知の方法を使用して、熱成形されてもよい。熱成形とは、多孔質仕上げ材を加熱し、金型表面に押し付けて(例えば、真空下で引き下げて)成形する工程を指す。有用な熱成形法としては、真空成形、加圧成形、ツインシート成形、ドレープ成形、宙吹き、及び単純な薄板曲げが挙げられる。熱成形は、多孔質仕上げ材を単独で、又は裏材(例えば、多孔質若しくは無孔裏材、及び/又は無孔の取り外し可能なライナー)と組み合わせて使用して、実行してもよい。所望により、熱成形多孔質仕上げ材は、固体ポリマー、又は開放若しくは独立気泡高分子発泡体(例えば、開放又は独立気泡ポリウレタン発泡体)で(例えば、射出成形によって)埋め戻されてもよい。
【0043】
多孔質仕上げ材は、当然ながら、多孔質(マクロ孔質及びミクロ孔質を含む)であり、これにより一定の水蒸気輸送、及び音響減衰複合材で使用された場合の機能性が可能になる。音響減衰複合材で使用するために、多孔質仕上げ材の多孔性は、多孔質仕上げ材の第1の主表面と第2の主表面との間の通気抵抗を生み出すのに十分であるのが典型的であり、例えば、通気抵抗は、100〜10000mksレイルの範囲、更に典型的には200〜3000mksレイルの範囲、及び更に典型的には300〜2500mksレイルの範囲であってもよい。
【0044】
典型的には、多孔質仕上げ材は、0.15〜0.60の範囲の固体性を有するが、この範囲外の値が使用されてもよい。固体性は、所定の試料における固形分の割合を示す無次元量である。固体性は、(a)試料坪量を試料厚で除して、試料の嵩密度を測定すること、次に(b)試料の嵩密度を、試料構成物質の密度で除すること、によって測定できる。高磨耗耐性を得るためには、多孔質仕上げ材の固体性が、少なくとも約0.35、約0.50、又は少なくとも約0.55であることが望ましい。
【0045】
多孔質仕上げ材は、人間との接触面で使用された場合の快適性を得るために少なくとも一定の通気性、つまりMVTR(水蒸気透過率)値をもたらすために十分に多孔質であることが望ましい。例えば、いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600、700、800、900、又は更に少なくとも1000g(g/m2/24時間)の水蒸気透過率を有する。
【0046】
多孔質仕上げ材は、例えば、音響減衰複合材の製造において有用である。ここで図2を参照すると、音響減衰複合材200は、多孔質仕上げ材205を含む。多孔質仕上げ材205は、図1に示される多孔質仕上げ材100と同一でも、同一でなくてもよい。多孔質仕上げ材205は、第1の対向する主表面210及び第2の対向する主表面212を有し、図1に示される多孔質仕上げ材100と同一でも、同一でなくてもよい、不織布ウェブ220を含む。不織布ウェブ220は、熱可塑性エラストマー混合繊維230を含む。多孔質裏材250は、多孔質仕上げ材205の第2の主表面に固定されており、いくつかの実施形態では、任意の接着層260によって固定されている。音響減衰複合材200は、100〜10000mksレイルの範囲の通気抵抗を有する、十分な多孔質である。
【0047】
多孔質裏材は、音響減衰を促進する空隙をもたらす。したがって、多孔質裏材は、空気に対して透過性であるべきである。音響減衰複合材の製造に用いるのに好適な例示の多孔質裏材としては、不織布材(例えば、軽く圧縮された、又は非圧縮の不織布ウェブ)、開放気泡発泡体、及び再生毛織物が挙げられる。多孔質裏材の厚さは重要ではないが、減衰される音の周波数は、空隙の厚さに反比例するので、多孔質裏材の厚さは、典型的に、少なくとも約1、2、3、4、5、6、7、8、9、若しくは10mm、又はそれ以上である。
【0048】
多孔質裏材及び多孔質仕上げ材は、相互に固定されている。任意の有効な方法、例えば、のり、接着剤(例えば、感圧接着剤及び/又はホットメルト接着剤)、溶接(例えば、スポット溶接又はポイント溶接)、熱ラミネーション、リベット又は他の機械的締結具、及びこれらの組み合わせを使用してもよい。
【0049】
本発明による多孔質仕上げ材及び/又は音響減衰複合材は、広範囲の用途を有する。例えば、これらは、A表面又はB表面を構成する、動力車(例えば、車、トラック、バス、モーターボート、航空機、又は電車)車室の部品として使用されてもよい。例としては、ドアパネル、ヘッドレスト、アームレスト、ダッシュボード、ヘッドライナー、座席、床の敷物、リヤウィンドウデッキ、ハンドル、バイザー、ピラー表面、コンソール、トランクライナー、及びこれらの組み合わせが挙げられる。多孔質仕上げ材及び/又は音響減衰複合材は、室内装飾材料(例えば、備品用及び/又は自動車若しくはボートの座席用)、壁装材又は床装材としてなどの建築用被覆材として使用するのにも好適である。
【0050】
図3は、A表面310、B表面320、及びC表面330を示す、例示の自動車車室300の一部切欠き斜視図を示す。多孔質仕上げ材100は、ハンドル360を被覆しており、音響減衰複合材200は、座席370、ダッシュボード375(熱成形される)、及びインテリアパネル380に使用される。
【0051】
本発明の目的及び利点を以下の非限定的な実施例により更に例示するが、これらの実施例の中で挙げた特定の材料及びその量、並びに他の条件及び詳細は、本発明を不当に限定するように解釈されるべきではない。
【実施例】
【0052】
特に記載のない限り、実施例及び本明細書の残りの部分におけるすべての部分、割合、及び比率は、重量による。
【0053】
試験方法
以下の試験方法が、下記の実施例において用いられた。
【0054】
直径0.133m(5.25インチ)の試料を使用して、1平方メートルあたりのグラム単位で坪量を測定した。
【0055】
厚さは、直径0.133m(5.25インチ)の試料に130gの圧力を加える、したがって90Pa(0.013psi)の圧力を試料に加える、30cm(12インチ)×30cm(12インチ)の台座を使用して測定した。
【0056】
直交ウェブ破断荷重及び破断点伸びは、概して、マサチューセッツ州ノーウッド(Norwood)のインストロン社(Instron Corp.)から商品名「インストロン引張試験機モデル5544(INSTRON TENSILE TESTER, MODEL 5544)」で入手可能な張力測定装置を使用して、ASTM D 5035−06「織物の破断荷重及び伸長に関する標準試験法(ストリップ法)(Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method)」(2006年)の手順に準じて(変更点は、後述)測定した。試料の種類は、標準試験法の第4.2.1.3項でタイプ1Cとして分類されている、25mm(1.0インチ)のカットストリップ試験だった。張力測定装置の種類は、標準試験法の第4.2.2.1項でタイプEとして分類されている、定速伸張(CRE)だった。標点距離は、12.7cm(5インチ)だった。使用した伸張速度(クロスヘッド速度)は、25.4cm(10インチ)/分だった。つめ部の寸法は、5cm(2インチ)×2.5cm(1インチ)だった。破断点まで試料を伸張し、破断荷重及びパーセント破断点伸びとして結果を記した。
【0057】
テーバー磨耗耐性:物質のテーバー磨耗耐性は、上述のテーバー磨耗試験(Taber Abrasion Test)に準じて評価した。
【0058】
通気抵抗:通気抵抗は、ASTM C 522−03「音響材の通気抵抗に関する標準試験法(Standard Test Method for Airflow Resistance of Acoustical Materials)」(2003年)に準じて測定した。
【0059】
繊維直径は、光学顕微鏡を使用して測定した。
【0060】
固体性は、試料の坪量(g/m2単位)を試料厚(mm単位)で除し、次にこの商(すなわち、試料の嵩密度)を試料構成物質の密度の積(g/cm3単位)で除してから定数1000を乗じて測定単位を正規化することによって測定した。
【0061】
MVTR値は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じて測定した。
【0062】
(実施例1a〜5c)
同量の、300%の伸長で14メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する第1の熱可塑性芳香族ポリウレタンエラストマー(ユタ州ソルトレークシティ(Salt Lake City)のハンツマン・インターナショナル(Huntsman International)から商品名「イログラン(IROGRAN)PS440−200」で入手可能)と、300%の伸長で24メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する第2の熱可塑性芳香族ポリウレタンエラストマー(ハンツマン・インターナショナルから商品名「イログランPS443−201」で入手可能)とのポリウレタン混合物を、82.2℃(180°F)で6時間乾燥させた。黒色着色剤(ノースカロライナ州シャーロット(Charlotte)のクラリアント社(Clariant Corp.)から商品名「クラリアント黒色顔料濃縮物(CLARIANT BLACK PIGMENT CONCENTRATE)」(製品コード00036847)で入手可能)を82.2℃(180°F)で4時間乾燥させた。乾燥させたら、オリフィス寸法が直径0.038cm(0.015インチ)であり、0.10cm(0.040インチ)の距離をあけて配置し、0.36kg/孔/時間(0.08ポンド/孔/時間)の速度で作動する、オリフィスの列を有する押出ダイに、96部のポリウレタン混合物と4部の黒色着色剤とを通して水平に押し出した。押出方向に対してほぼ平行である、押出品の両側にあるエアナイフに高速風(気圧は31kPa(4.5psi)に設定)を吹き入れた。ダイ温度は230℃であり、高速風の温度は270℃だった。結果として得られた繊維は、ダイオリフィスから14cm(5.5インチ)の距離に配置した回転式収集装置で収集して、メルトブローン不織布ウェブを形成した。次にメルトブローンウェブを収集機から取り除き、104℃(220°F)に加熱した平滑な鋼製ロールと65.5℃(150°F)に加熱した平滑なゴムロールとの間でカレンダー加工し、次にロールに巻きつけた。空気圧シリンダーを使用して、0.15mm(0.006インチ)の最低ニップ間隙設定で最大ニップ圧を82.5kg/直線cm(462ポンド/直線インチ)に調整した。実施例1a〜5cに相当するメルトブローンウェブの坪量、厚さ、及び試験結果を表1(下記)に記した。
【表1】
【0063】
ASTM E1050−98「チューブ、2つのマイクロホン及びデジタル周波数解析システムを用いるインピーダンス及び吸収に関する標準試験法(Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube)」(2006年再認可)に準じる、実施例1a〜5cの吸音試験を実行した。結果を表2(下記)に記した。この表には、通気抵抗、及び水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる水蒸気透過率(MVTR)も含めた。
【表2】
【0064】
(実施例6a〜11c)
実施例6〜9では、300パーセントの伸長で14メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する芳香族ポリウレタン熱可塑性エラストマー(ユタ州ソルトレークシティ(Salt Lake City)のハンツマン・インターナショナル(Huntsman International)から商品名「イログラン(IROGRAN)PS440−200」で入手可能)を82.2℃(180°F)で一晩乾燥させた。乾燥させたら、オリフィス寸法が直径0.038cm(0.015インチ)であり、0.10cm(0.040インチ)の距離をあけて配置し、0.016kg/孔/時間(0.035ポンド/孔/時間)の速度で作動する、オリフィスの列を有する押出ダイに、このポリウレタンを通して水平に押し出した。押出方向に対してほぼ平行である、押出品の両側にあるエアナイフに高速風(気圧は31kPa(4.5psi)に設定)を吹き入れた。ダイ温度は225℃であり、高速風の温度は204℃であった。
【0065】
実施例10〜11では、オリフィス寸法が直径0.038cm(0.015インチ)であり、0.10cm(0.040インチ)の距離をあけて配置し、0.018kg/孔/時間(0.040ポンド/孔/時間)の速度で作動する、ダイを使用して、80g/10分のメルトフローレート(MFR)(ASTM D−1238(230℃及び2.16kg)に基づく)及び0.865/cm3の密度を有するメタロセン重合ポリオレフィン熱可塑性エラストマー(テキサス州アービング(Irving)のエクソンモービル・ケミカル社(ExxonMobil Chemical Corp.)から商品名「ビスタマックスVM2125(VISTAMAXX VM2125)」で入手可能)を水平に押し出した。押出方向に対してほぼ平行である、押出品の両側にあるエアナイフに高速風(気圧は38kPa(5.5psi)に設定)を吹き入れた。ダイ温度は275℃であり、高速風の温度は260℃であった。
【0066】
結果として得られた繊維は、ダイオリフィスから少し離して配置した回転式収集装置で収集して、メルトブローン不織布ウェブを形成した。次にメルトブローンウェブを収集機から取り除き、ロールに巻きつけた。次に表3(下記)に記した温度に加熱した2つの平滑な鋼製ロールの間で、ウェブにカレンダー加工を施した。
【表3】
【0067】
実施例6〜11に相当するメルトブローンウェブの坪量、厚さ、及び試験結果を表4(下記)に記した。
【表4】
【0068】
ASTM E1050−98「チューブ、2つのマイクロホン及びデジタル周波数解析システムを用いるインピーダンス及び吸収に関する標準試験法(Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube)」(2006年再認可)に準じる、実施例6a〜11cの吸音試験を実行した。結果を表5(下記)に記した。この表には、通気抵抗、及び水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる水蒸気透過率(MVTR)も含めた。
【表5】
【0069】
(実施例12a〜18c)
実施例12a〜18cでは、米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図1〜3に示される装置を使用して、繊維ウェブを調製した。図12a〜18cでは、押し出しヘッド(すなわち、ダイ)が2個の貯蔵部(すなわち、区画)を有した。各貯蔵領域は、9列の孔(1列あたり36孔)を有し、合計648オリフィスとした。各貯蔵領域は、9 250mm(25/32インチ)×44.5mm(1.75インチ)だった。孔は6.4mm(0.25インチ)中心であり、列は6.4mm(0.25インチ)ずらして配置した。孔列の間隔は15.9mm(0.625インチ)であり、貯蔵部の間隔は15.9mm(0.625インチ)だった。孔径は0.445mm(0.020インチ)であり、長さと直径の比は6だった。
【0070】
ここで米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図1を参照すると、ダイと細径化器との間の距離(寸法17)は94cm(37インチ)であり、細径化器から収集器までの距離(寸法21)は、68cm(26.75インチ)だった。
【0071】
ここで米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図2を参照すると、エアナイフ間隙(寸法30)は0.76mm(0.030インチ)であり、細径化器本体の角度(アルファ)は30度であり、室温の空気は細径化器を通過し、細径化器シュートの長さ(寸法35)は152mm(6インチ)だった。エアナイフ32用の凹部が形成されている細径化器本体28は、330mmの横断長を有し、細径化器本体に取り付けられている壁36の横断長は、406mm(14インチ)だった。
【0072】
ここで米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図3を参照すると、エアナイフは、251mmの横断長(スロットの長さ25の方向)を有した。
【0073】
全風量が細径化器を通過した(与えられた実際の立方メートル/分、すなわちACMMは140であり、記載体積の約半量が各エアナイフ32を通過した)。細径化器の壁に対する締付け圧力は、500〜550キロパスカルであり、処理中に壁が動かないように保持する傾向にあった。95℃に設定した高温エアナイフの下を通過させる工程によって、ウェブを焼きなましした。曝露時間は0.11秒、前面風速は21m/秒、スロット幅(縦方向の寸法)は3.8cm(1.5インチ)だった。
【0074】
実施例12a〜14cでは、80g/10分のメルトフローレート(MFR)(ASTM D−1238(230℃及び2.16kg)に基づく)及び0.865g/cm3の密度を有するメタロセン重合ポリオレフィン熱可塑性エラストマー(テキサス州ヒューストン(Houston)のエクソンモービル・ケミカル社(ExxonMobil Chemical Corp.)から商品名「ビスタマックスVM2125(VISTAMAXX VM2125)」で入手可能)を上述のように押し出した。ダイを220℃の温度に加熱した。押出量は、0.034kg/孔/時間(0.074ポンド/孔/時間)だった。
【0075】
実施例15a〜18cでは、300パーセントの伸長で14メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する芳香族ポリウレタン熱可塑性エラストマー(ユタ州ソルトレークシティ(Salt Lake City)のハンツマン・インターナショナル(Huntsman International)から商品名「イログラン(IROGRAN)PS440−200」で入手可能)を、前述の押し出しに先立って、82.2℃(180°F)で一晩乾燥させた。ダイを225℃の温度に加熱した。押出量は、0.032kg/孔/時間(0.071ポンド/孔/時間)だった。
【0076】
次に、結果として得られた繊維を対応のロールに巻きつけ、次に表6(下記)に記した温度に加熱した2つの平滑な鋼製ロールの間で、ウェブにカレンダー加工を施した。
【0077】
【表6】
【0078】
実施例12a〜18cに相当するメルトブローンウェブの坪量、厚さ、及び試験結果を表7(下記)に記した。
【表7】
【0079】
ASTM E1050−98「チューブ、2つのマイクロホン及びデジタル周波数解析システムを用いるインピーダンス及び吸収に関する標準試験法(Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube)」(2006年再認可)に準じた12a〜18cの吸音試験を実行した。結果を表2(下記)に記した。この表には、測定した通気抵抗、及び水分法(Water Method)の手順(アップライトディッシュ)を使用する、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じた水蒸気透過率(MVTR)も含めた。
【表8】
【0080】
(実施例19)
加圧/真空熱成形を使用して、実施例3Cの手順に従って作製した物質を3次元形状にした。ミネソタ州セントポール(St. Paul)の3M社(3M Co.)から商品名「スコッチブランド接着テープ331TB(SCOTCH BRAND ADHESIVE TAPE 331TB)」で入手可能な無孔テープに当該物質の34.3cm(13.5インチ)×38.1cm(15インチ)試料を付着させ、ニューヨーク州ウエストナイアック(W. Nyack)のハイドロ・トリム社(Hydro-Trim Corporation)から商品名「ラボフォームモデル2024PV(LABFORM MODEL 2024PV)」で入手可能な熱成形装置の矩形の締付けフレームに配置した。締付けフレームの内側端部間の開放領域は、22.9cm(9インチ)×27.9cm(11インチ)だった。次に、フレームを熱成形オーブンに入れた。熱成形オーブンの温度を204℃(400°F)に設定し、オーブン滞留時間は45秒だった。オーブンから出す際に、加熱した物質を直径9.53cm(3.75インチ)及び高さ5.7cm(2.25インチ)の半球形の多孔性金型上でただちに延伸させ、3次元の金型領域内で元の寸法の153パーセントに物質を延伸した。該部分の上(一時フィルム)面にかかる724kPa(105psi)の正圧、及び金型を通して物質の反対面を反対方向に引く3.7kPa(0.53psi)の陰圧(真空)が存在した。金型滞留時間は、10秒だった。金型から該部分を取り外す際に、締付けフレームから解放し、一時フィルム裏材を取り外した。該部分は、金型の3次元形状に形成され、引き裂き、しわ、又は物質の外観、質感、若しくは美的感触の変更がなく、金型の3次元形状が保持された。非エラストマー材料に典型的に見られる、熱成形部分の引き裂き又は孤立した菲薄化がいずれの領域においても存在しないように、物質を延伸したものを、該部分の寸法全体に広げ、高伸長領域を孤立させないようにした。ウェブ厚の測定値は、電気キャリパー(ロードアイランド州ノースキングスタウン(North Kingstown)のブラウン・アンド・シャープ(Brown & Sharpe)から入手したモデルIP65)を使用して、熱成形の前後に取得した。結果を表9(以下)に報告する。
【表9】
【0081】
(実施例20)
実施例10a〜cの手順に従って作製し、表10に示した坪量を有する物質の試料を、ミネソタ州セントポール(St. Paul)の3M社(3M Co.)から商品名「3Mスプレー77アドヒーシブ(3M SPRAY 77 ADHESIVE)」で入手可能なスプレー感圧接着剤を使用して、商品名「シンサレートアコースティックインシュレーションTAI2027(THINSULATE ACOUSTIC INSULATION TAI 2027)」で入手可能な繊維断熱材にそれぞれ積層させた。個々の部品及び積層複合体の重量及び通気抵抗を測定し、表10(下記)に結果を記した。
【表10】
【0082】
本発明の種々の修正及び変更は、本発明の範囲及び趣旨を逸脱しなければ当業者によって行われてよく、また本発明は、本明細書に記載された例示的な実施形態に不当に限定されるべきではないと理解されるべきである。
【技術分野】
【0001】
「仕上げ材」という用語は、構造要素及び/又は機能要素を観察者から隠すため、及び/又は保護するために使用される材料を指す。仕上げ材の一般例としては、室内装飾材料及び壁装材(静止及び/又は可動壁装材、並びにパーティション壁装材を含む)が挙げられる。仕上げ材は、典型的に、一定の美的外観及び/又は感触をもたらすが、隠そうとする要素に対して一定の物理的保護をもたらすこともできる。いくつかの用途では、仕上げ材が、例えば美的魅力(例えば、外観及び/又は感触)及び磨耗耐性などの特性をもたらすことが望ましい。
【0002】
仕上げ材は、自動車製造において広範に使用されている。自動車業界では、様々な表面を、A表面、B表面、又はC表面と呼ぶことが普及している。
【0003】
本明細書で使用するとき、「A表面」という用語は、観察者にとって最も重要である、又は肉眼で最も明らかに見える、自動車の非常に目立つ表面(例えば、図3に示されるA表面310を参照)を指す。例としては、概して平均的な人の腰の高さより上の表面が挙げられる。車室に関しては、ダッシュボード、計器パネル、ハンドル、ヘッドレスト、座席の上部、天井、及びピラー被覆物が例として挙げられる。
【0004】
本明細書で使用するとき、「B表面」(例えば、図3に示されるB表面320を参照)という用語は、目立つが、「A表面」ほど肉眼で明らかではない、自動車の非常に目立つ表面を指す。B表面は、A表面に隣接していることが多い。例としては、自動車のフード又はトランクで部分的に被覆されている表面、概して平均的な人の腰の高さよりも下の車室の表面が挙げられる。
【0005】
本明細書で使用するとき、「C表面」(例えば、図3に示されるC表面330を参照)という用語は、取り付け位置において隠されている、自動車の表面を指す。例としては、室内装飾材料及びヘッドライナーの裏面が挙げられる。
【発明の概要】
【発明が解決しようとする課題】
【0006】
原文中に記載なし。
【課題を解決するための手段】
【0007】
1つの態様では、本発明は、第1及び第2の対向する主表面を有し、不織布ウェブを含む、多孔質仕上げ材を提供する。この不織布ウェブは、熱可塑性エラストマー混合繊維を構成し、この熱可塑性エラストマー混合繊維は、少なくとも第1及び第2の熱可塑性エラストマーのブレンドを構成し、300パーセントの伸長で、第1の熱可塑性エラストマーは、第1の引っ張り係数を有し、第2の熱可塑性エラストマーは、第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有し、この不織布は、1平方メートルあたり100〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有し、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。
【0008】
いくつかの実施形態では、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも200、4000、又は更に少なくとも10000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。いくつかの実施形態では、多孔質仕上げ材は、100〜10000mksレイルの範囲の通気抵抗を有する。いくつかの実施形態では、多孔質仕上げ材の少なくとも一部分について、第1の主表面が、対向する第2の主表面よりも実質的に平滑である。いくつかの実施形態では、第1の主表面の少なくとも一部分が、所定の質感を有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも0.35の固体性を有する。いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する。いくつかの実施形態では、多孔質仕上げ材は、熱成形される。いくつかの実施形態では、不織布ウェブは、熱可塑性エラストマー混合繊維から本質的になる。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーは、20:80〜80:20の各重量比で存在する。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーは、脂肪族ポリウレタンを含む。いくつかの実施形態では、多孔質仕上げ材は、防汚剤又は光安定剤の少なくとも1つを含む。
【0009】
広くは、材料の厚さによって稠度が異なることがある(例えば、カレンダー加工を施した表面の稠度は、典型的には、多孔質仕上げ材の内部と異なる)が、多孔質材は、領域ベースで実質的に均一の稠度を有する。
【0010】
本発明による多孔質仕上げ材は、例えば、自動車の車室において有用であり、物理的特性(例えば、破断荷重及び破断点伸び、水蒸気輸送、可撓性、並びに磨耗耐性)、審美性(例えば、触知性及び/又は視覚性)、及び加工可能性(例えば、熱成形可能性)を組み合わせることによって、多種多様な部品に容易に使用できる。したがって、別の態様では、本発明は、本発明による多孔質仕上げ材を含む自動車車室の部品を提供し、第1の主表面がA表面又はB表面を構成する。
【0011】
本発明による多孔質仕上げ材は、例えば、音響減衰複合材の製造において有用である。したがって、別の態様では、本発明は、本発明による多孔質仕上げ材及び多孔質仕上げ材の第2の主表面に固定されている多孔質裏材を含む音響減衰複合材を提供し、音響減衰複合材は、100〜10000mksレイルの範囲の通気抵抗を有する。
【0012】
更に別の態様では、本発明は、音響減衰複合材を提供し、この音響減衰複合材は、
第1及び第2の対向する主表面を有し、不織布ウェブを含む、多孔質仕上げ材であって、不織布ウェブが、熱可塑性エラストマー混合繊維を構成し、1平方メートルあたり250超〜1500gの範囲の坪量を有し、0.2〜3.5mmの厚さを有する、多孔質仕上げ材と、
不織布ウェブの第2の主表面に固定されている多孔質裏材と、を構成し、音響減衰複合材が、100〜10000mksレイルの通気抵抗を有する。
【0013】
いくつかの実施形態では、第1の主表面が、対向する第2の主表面よりも実質的に平滑である。いくつかの実施形態では、第1の表面の少なくとも一部分が、所定の質感を有する。いくつかの実施形態では、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも0.35の固体性を有する。いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する。いくつかの実施形態では、多孔質仕上げ材は、熱成形される。いくつかの実施形態では、不織布ウェブは、熱可塑性エラストマー混合繊維から本質的になる。いくつかの実施形態では、熱可塑性エラストマー混合繊維は、20:80〜80:20の各重量比で存在する第1及び第2の熱可塑性エラストマーを含む。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーは、脂肪族ポリウレタンを含む。いくつかの実施形態では、不織布ウェブは、防汚剤又は光安定剤の少なくとも1つを含む。
【0014】
本発明による音響減衰複合材は、例えば自動車の車室において、及び/又は室内装飾材料として、若しくは建築用被覆材として有用である。したがって、別の態様では、本発明は、本発明による音響減衰複合材を含む自動車車室の部品を提供し、第1の主表面がA表面又はB表面を構成する。
【0015】
いくつかの実施形態では、本発明による自動車車室の部品が、ドアパネル、ヘッドレスト、アームレスト、ダッシュボード、ヘッドライナー、座席、床の敷物、リヤウィンドウデッキ、ハンドル、バイザー、ピラー表面、コンソール、及びトランクライナーからなる群から選択される。
【0016】
更に別の態様では、本発明は、多孔質仕上げ材の製造方法を提供し、この方法は、
融解熱可塑性エラストマー材の繊維を形成する工程であって、熱可塑性エラストマー材が、少なくとも第1及び第2の熱可塑性エラストマーの組み合わせを構成し、300パーセントの伸長で、第1の熱可塑性エラストマーが第1の引っ張り係数を有し、第2の熱可塑性エラストマーが、第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有する工程と、
融解熱可塑性エラストマー材の繊維を混合及び凝固させて、第1及び第2の主表面、1平方メートルあたり100〜1500gの範囲の坪量、並びに0.2〜3.5mmの厚さを有する不織布ウェブを形成させる条件下で、融解熱可塑性エラストマー材の繊維を収集する工程と、を含み、試験した場合、多孔質仕上げ材の第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。
【0017】
いくつかの実施形態では、多孔質仕上げ材が、100〜10000mksレイルの範囲の通気抵抗を有する。いくつかの実施形態では、この方法は、多孔質仕上げ材をカレンダー加工する工程を更に含む。いくつかの実施形態では、この方法は、多孔質仕上げ材の第1の主表面の少なくとも一部分に所定の質感を付与する工程を更に含む。いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、この方法は、多孔質仕上げ材を熱成形する工程を更に含む。いくつかの実施形態では、第1及び第2の熱可塑性エラストマーが、20:80〜80:20の各重量比で存在する。いくつかの実施形態では、融解熱可塑性エラストマー材の繊維は、メルトブローンプロセスによって形成される。
【0018】
更に別の態様では、本発明は、音響減衰複合材の製造方法を提供し、この方法は、
第1及び第2の対向する主表面を有し、熱可塑性エラストマー混合繊維の不織布ウェブを含む、多孔質仕上げ材を提供する工程であって、多孔質仕上げ材が、1平方メートルあたり250超〜1500gの範囲の坪量を有し、0.2〜3.5mmの厚さを有し、
音響減衰複合材が、100〜10000mksレイルの範囲の通気抵抗を有するように、不織布ウェブの第2の主表面の多孔質裏材に仕上げ材を固定する工程と、を含む。
【0019】
いくつかの実施形態では、この方法は、不織布ウェブを(例えば、カレンダーロールの間で)カレンダー加工する工程を更に含む。いくつかの実施形態では、この方法は、不織布ウェブの第1の主表面の少なくとも一部分に所定の質感を付与する工程を更に含む。いくつかの実施形態では、多孔質仕上げ材の少なくとも一部分が、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する。
【0020】
いくつかの実施形態では、多孔質仕上げ材は、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する。いくつかの実施形態では、多孔質仕上げ材は、少なくとも0.35の固体性を有する。いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する。いくつかの実施形態では、この方法は、不織布ウェブを熱成形する工程を更に含む。
【0021】
本明細書で使用する場合、
「通気抵抗」という用語は、ASTM C 522−03「吸音材の通気抵抗に関する標準試験法(Standard Test Method for Airflow Resistance of Acoustical Materials)」(2003年)に準じて測定された通気抵抗を指し、
「熱可塑性エラストマー混合繊維」という用語は、少なくとも部分的に融解状態にあるものの、相互に接着されている熱可塑性エラストマー繊維を指し、
「多孔質仕上げ材」という用語は、穿孔、スリットなどを追加せずに、その厚みを貫通して空気を送ることができる不織布ウェブを意味し、
熱可塑性エラストマーについて言及する際の「ブレンド」という用語は、熱可塑性エラストマーの緊密な混合物を意味し、この混合物は、均質又は非均質であってもよく、
不織布ウェブに適用される際の「直交ウェブ」という用語は、概して不織面内の方向を指し、適切な場合は、不織布ウェブの縦方向に対して垂直方向であり、
「直交ウェブ破断荷重」という用語は、直交ウェブ方向に沿って測定される、ウェブを破断するのに必要な力を指し、
不織布ウェブに適用される際の「直交ウェブ」という用語は、概して不織面内の方向を指し、縦方向に対して垂直方向であり、
「エラストマー」という用語は、弾性ポリマーを意味し、
不織布ウェブに適用される際の「縦方向」という用語は、不織布ウェブの製造中の進行方向に相当する方向を指し、
「引っ張り係数」という用語は、伸張状態(例えば、100パーセント又は300パーセントの伸長)における、応力の弾性ひずみに対する比率を指す。
【0022】
「熱成形される」及び「熱成形」という用語は、熱可塑性不織布ウェブ、シート、又はフィルムをその成形温度まで加熱して延伸する、又は延伸して温度管理された成形型に入れ、冷めるまで成形型の表面を押し付ける製造プロセスを指し、
「厚さ」という用語は、90Pa(0.013psi)の圧力下でフラットプラテンの間に配置された場合の厚さを指す。
【0023】
テーバー磨耗試験(Taber Abrasion Test):
試験対象物質の磨耗耐性は、回転式プラットフォーム、及びニューヨーク州ノーストナウォンダ(North Tonawanda)のテーバー・インダストリーズ(Taber Industries)から商品名「テーバー磨耗試験機(TABER ABRASION TESTER)」の商品名で入手可能なものと同一又は同等の両頭研磨機を使用して評価される。評価対象物質の少なくとも1つの試料は、テーバー・インダストリーズ(Taber Industries)から商品名「S−36試料取り付けカード(S-36 Specimen Mounting Card)」で入手可能なものと同一又は同等の接着剤が塗布された厚紙の上に離して取り付けられ、この厚紙は、研磨機にしっかり取り付けられ、擦り切れ(すなわち、容易に目に見える、試料の穴又は引裂)が存在するようになるまでHR−22ホイール及び1ホイールあたり1000g(1kg)の荷重を使用した連続磨耗サイクルを受ける。試料の擦り切れ又は引裂が存在しない場合、試料は、この試験に合格したと見なされる。
【図面の簡単な説明】
【0024】
【図1】本発明の1つの態様による例示の多孔質仕上げ材の概略断面図。
【図2】本発明の1つの態様による例示の音響減衰複合材の概略断面図。
【図3】本発明の1つの態様による仕上げ材及び音響減衰複合材を含む、例示の自動車車室の一部切欠き概略斜視図。
【発明を実施するための形態】
【0025】
図1は、本発明の1つの態様による例示の多孔質仕上げ材100を示す。多孔質仕上げ材100は、第1の対向する主表面110及び第2の対向する主表面112を有し、熱可塑性エラストマー混合繊維130を含む、不織布ウェブ120を含む。熱可塑性エラストマー混合繊維130は、少なくとも第1の熱可塑性エラストマー140(図示せず)及び第2の熱可塑性エラストマー142(図示せず)のブレンドを含む。
【0026】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、熱可塑性エラストマー混合繊維の不織布ウェブを含み、概して少なくとも1種類の熱可塑性エラストマーを含む。例えば、不織布ウェブは、単一種類の熱可塑性エラストマーを含んでもよく、又は2種類以上の熱可塑性エラストマーの組み合わせ(例えば、ブレンド)を含んでもよい。好適な熱可塑性エラストマーの例としては、スチレン系熱可塑性エラストマー(例えば、スチレンブタジエンコポリマー及びスチレンイソプレンコポリマー)、オレフィン系熱可塑性エラストマー(例えば、クロロプレンゴム、エチレン/プロピレンゴム、ブチルゴム、ポリブタジエン、ポリイソプレ、EPDMポリマー)、アイオノマー熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、及びポリアミド系熱可塑性エラストマー、前述の合金、前述のブレンド、並びにこれらの組み合わせが挙げられる。1つ以上の熱可塑性物質及びゴムの組み合わせを含む熱可塑性エラストマーが使用されてもよい。当業者には、様々な前述の物質が既知であり、商業的供給源は豊富である。例えば、好適な市販の熱可塑性エラストマーとしては、テキサス州ヒューストン(Houston)のクレイトン・ポリマー(Kraton Polymers)から商品名「クレイトンDSIS(KRATON D SIS)」(スチレンイソプレンスチレン)で市販されるもの、ミネソタ州ウィノナ(Winona)のRTP社(RTP Co.)から商品名「RTP1500シリーズ(RTP 1500 SERIES)」(ポリエーテルエーテルブロックコポリマー熱可塑性エラストマー)、「RTP2700シリーズ(RTP 2700 SERIES)」(スチレンブロックコポリマーエラストマー)、「RTP2800シリーズ(RTP 2800 Series)」(熱可塑性ポリオレフィンエラストマー)、及び「RTP2900シリーズ(RTP 2900 Series)」(ポリエーテルブロックアミド熱可塑性エラストマー)で市販されるもの、並びにイリノイ州マックヘンリー(McHenry)のGLS社(GLS Corporation)から商品名「ダイナフレックス(DYNAFLEX)」、「バーサフレックス(VERSAFLEX)」、「バーサアロイ(VERSALLOY)」、及び「バーソラン(VERSOLLAN)」で市販されるものが挙げられる。
【0027】
エラストマー繊維は、望ましくは少なくとも第1及び第2の熱可塑性エラストマーを含む。かかるケースでは、任意の重量比の第1及び第2の熱可塑性エラストマーを使用してよい。例えば、典型的には、20:80〜80:20又は30:70〜70:30の範囲の第1及び第2の熱可塑性エラストマーの各重量比が望ましい。
【0028】
前述のポリウレタン系熱可塑性エラストマー(例えば、芳香族ポリウレタン系熱可塑性エラストマー及び/又は脂肪族ポリウレタン系熱可塑性エラストマー)は、本発明の実施に際して使用される不織布ウェブの形成に関して特に有用なことが見出されている。ポリウレタン系熱可塑性エラストマーの例としては、芳香族及び脂肪族熱可塑性エラストマーポリウレタンが挙げられる。市販の熱可塑性ポリウレタンエラストマーとしては、例えば、ミシガン州ミッドランド(Midland)のダウ・ケミカル社(Dow Chemical Co.)から商品名「ペレセン(PELLETHANE)」で入手可能なもの、ニュージャージー州フローラムパーク(Florham Park)のBASF社(BASF Corp.)から商品名「エラストラン(ELLASTOLAN)」で入手可能なもの、オハイオ州コプリー(Copley)のマルチベース(Multibase)から商品名「マルチフレックス(MULTI-FLEX)で入手可能なもの、オハイオ州ウィクリフ(Wickliff)のルーブリゾール社(Lubrizol Corp.)から商品名「エステン(ESTANE)」及び「テコフレックス(TECO-FLEX)」で入手可能なもの、ペンシルバニア州ピッツバーグ(Pittsburgh)のバイエル社(Bayer Corp.)から商品名「テキシン(TEXIN)」及び「デスモパン(DESMOPAN)」で入手可能なものが挙げられる。良好な耐候性能及び/又は色安定性が求められる用途では、典型的には、脂肪族ポリウレタン熱可塑性エラストマーが使用される。
【0029】
所望により、例えば1種類以上の防汚剤、酸化防止剤、及び/又は光安定剤(例えば、紫外線吸収剤、ヒンダードアミン光安定剤)などの添加剤が不織布ウェブに組み込まれてよい。例えば、このような任意の構成成分は、押出成形中に、又はこれらの構成成分を成形済みの不織布ウェブ上に噴霧する工程によって、熱可塑性エラストマーに混入されてよい。有用な防汚剤の例としては、フルオロポリマー融解添加剤、及び例えばミネソタ州セントポール(St. Paul)の3M社(3M Co.)から商品名「スコッチガード(SCOTCHGARD)」で入手可能な局所的処置剤が挙げられる。2種類以上の熱可塑性エラストマーが使用される場合、同じ繊維内で組み合わされるか、異なる繊維に帰属させられてもよい。更に、2種類以上の熱可塑性エラストマーが使用される場合、望ましくは、異なる物理特性を有するように選択されてもよい。例えば、熱可塑性エラストマーの引っ張り係数は、少なくとも8.2メガパスカル(1200psi)、少なくとも10.4メガパスカル(1500psi)、又は更に少なくとも13.8メガパスカル(2000psi)、相互に異なってもよい。
【0030】
不織布ウェブは、例えばメルトブローンプロセス(例えば、メルトブローンウェブが製造される)又はメルトスパンプロセス(例えば、スパンボンドウェブが製造される)など任意の好適な方法で製造されてもよい。スパンボンドウェブは、概して、緩やかな絡合ウェブとして、無作為の等方的な方法により形成面で冷却、延伸、及び収集されるメルトスパン繊維を含む。メルトブローンウェブは、融解熱可塑性ポリマーがダイ内のオリフィスの列を通って、高速空気流に押し出される工程によって形成される。押し出されたポリマー流は、概して微細径の繊維(例えば、平均30マイクロメートル以下の直径)に微細化され、繊維が凝集性絡合ウェブとして収集される収集装置まで運ばれる。前述のウェブは、自立型の形態でもよく、又は例えばカレンダー加工、ホットカン、若しくは空気接合などのウェブ緻密化工程中のみ自立型にしてもよい。
【0031】
異素材の繊維など異なる材料を組み合わせて、ブレンド不織布ウェブを調製してもよい。例えば、短繊維は、米国特許第4,118,531号(ハウザー(Hauser))に教示される方法でメルトブローン繊維にブレンドされてもよく、又は粒子状物質は、同第3,971,373号(ブラウン(Braun))に教示される方法でウェブ内に取り入れられて捕捉されてもよく、又は同第4,813,948号(インスレー(Insley))に教示される微細ウェブは、ウェブにブレンドされてもよい。熱可塑性繊維と木材パルプ繊維など他の繊維とのブレンドのウェブを使用してもよいが、非熱可塑性物質を使用することは、不織布ウェブの熱加工可能性を低減させる傾向があるため、概して望ましくない。
【0032】
所望により、多孔質仕上げ材は、各種の添加剤(例えば、繊維形成前のエラストマーへの融解添加剤として、又は繊維形成後の添加処置剤として)、例えば、難燃剤、及び光安定剤(例えば紫外線吸収剤、酸化防止剤、及び/又はヒンダードアミン光安定剤)などを更に含んでもよい。
【0033】
典型的には、本発明の実施に際して有用な不織布ウェブは、単一の一体層を有するが、複数の層を有してもよい。
【0034】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、典型的に、より厚い多孔質不織布材料(例えば、スパンボンド又はメルトブローン不織布材料)を熱及び/又は圧力下で平滑化する工程によって調製されるが、これは要件ではない。周知のカレンダー加工手順は、このような平滑化に好適である。通常、カレンダーロール(例えば、金属ロール、高ジュロ硬度ゴムロール、又はこれらの組み合わせ)は滑面であるが、レリーフ突起部及び/又は凹部を備えるロールを使用して、例えば、不織布ウェブのポイント接合を達成させること、及び/又は多孔質仕上げ材のカレンダー加工面の少なくとも一部分に所定の質感を付与することもできる。所望により、カレンダーロールは、カレンダー加工後に、第1又は第2の主表面の1つが、他の主表面よりも平滑になる(例えば、明らかに平滑になる)ように選択されてもよい。
【0035】
不織布材料を凝縮させるために十分な熱及び圧力が使用されるが、概して、(例えば、表面の孔隙を目詰まりさせることによって)適切な多孔性レベルを下回るようにシート材を液状化させる熱条件は回避されるべきである。シートの延伸又は加熱は、過剰に閉ざされた開口部を再開口するため、又は過剰に狭小化した開口部を拡大するために使用されてもよい。
【0036】
不織布ウェブの繊維は、任意の寸法であってもよいが、典型的には、繊維は、約100マイクロメートル未満、更に典型的には約50マイクロメートル未満、及び更に典型的には約10〜約30マイクロメートルの範囲の平均繊維直径を有する。このように微細な繊維の寸法は、感触、外観、手触りなどの特性の望ましい組み合わせをもたらす傾向がある。
【0037】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、典型的に、1平方メートルあたり100〜1500グラム(gsm)の範囲の坪量を有するが、更に高い坪量が使用されてもよい。例えば、不織布ウェブは、100gsmから、200gsmから、250gsm超から、又は300gsm超から、500gsm、750gsm、1000gsm、1250gsm、又は更に1500gsmまでの範囲の坪量を有してもよい。特定の坪量の選択は、典型的に、使用目的及び費用に影響される。
【0038】
本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、典型的に、0.2〜3.5mmの範囲の、任意の緻密化及び/又は表面テクスチャリング(例えば、平滑化又は機能の付与)後に厚さを有する。例えば、不織布ウェブは、0.2、0.25、0.3、0.4、又は0.5mmから0.75、1、1.5、2、2.5、3、又は3.5mmの範囲の厚さを有してもよい。
【0039】
有利には、本発明による、及び/又は本発明の実施に際して使用される多孔質仕上げ材は、一定の耐久性を有する。例えば、多孔質仕上げ材は、概して、少なくとも30、100、200、400、200、4000、10000、25000、又は更に少なくとも50000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格できる、少なくとも1つの主表面(典型的には、カレンダー加工表面だが、これは要件ではない)を有する。当然ながら、著しい磨耗機会が存在する用途(例えば、座席、ドアパネル、及びアームレスト)では、磨耗耐性が高いことが好ましい。低磨耗耐性は、著しい磨耗が見られる可能性が低い用途(例えば、自動車車室のヘッドライナー)に好適である。
【0040】
高強度が望ましい場合、著しい強度を有する多孔質仕上げ材が、例えば本明細書に記載のように、容易に製造され、使用されてもよい。例えば、多孔質仕上げ材は、仕上げ材の2.54cm(1インチ)幅あたり少なくとも5、50、100、200、250、400、又は更に少なくとも500ニュートンの直交ウェブ破断応力及び少なくとも150、200、又は250パーセントの相当する破断点伸びを有する。
【0041】
所望により、多孔質仕上げ材は、特定用途に好適な形状に変えられてもよい。例えば、特定形状へのダイカット(切抜きを含む)、穿孔、エンボス加工、及び/又は成形が行われてもよい。
【0042】
有利には、多孔質仕上げ材は、所望により、例えば当該技術分野において周知の方法を使用して、熱成形されてもよい。熱成形とは、多孔質仕上げ材を加熱し、金型表面に押し付けて(例えば、真空下で引き下げて)成形する工程を指す。有用な熱成形法としては、真空成形、加圧成形、ツインシート成形、ドレープ成形、宙吹き、及び単純な薄板曲げが挙げられる。熱成形は、多孔質仕上げ材を単独で、又は裏材(例えば、多孔質若しくは無孔裏材、及び/又は無孔の取り外し可能なライナー)と組み合わせて使用して、実行してもよい。所望により、熱成形多孔質仕上げ材は、固体ポリマー、又は開放若しくは独立気泡高分子発泡体(例えば、開放又は独立気泡ポリウレタン発泡体)で(例えば、射出成形によって)埋め戻されてもよい。
【0043】
多孔質仕上げ材は、当然ながら、多孔質(マクロ孔質及びミクロ孔質を含む)であり、これにより一定の水蒸気輸送、及び音響減衰複合材で使用された場合の機能性が可能になる。音響減衰複合材で使用するために、多孔質仕上げ材の多孔性は、多孔質仕上げ材の第1の主表面と第2の主表面との間の通気抵抗を生み出すのに十分であるのが典型的であり、例えば、通気抵抗は、100〜10000mksレイルの範囲、更に典型的には200〜3000mksレイルの範囲、及び更に典型的には300〜2500mksレイルの範囲であってもよい。
【0044】
典型的には、多孔質仕上げ材は、0.15〜0.60の範囲の固体性を有するが、この範囲外の値が使用されてもよい。固体性は、所定の試料における固形分の割合を示す無次元量である。固体性は、(a)試料坪量を試料厚で除して、試料の嵩密度を測定すること、次に(b)試料の嵩密度を、試料構成物質の密度で除すること、によって測定できる。高磨耗耐性を得るためには、多孔質仕上げ材の固体性が、少なくとも約0.35、約0.50、又は少なくとも約0.55であることが望ましい。
【0045】
多孔質仕上げ材は、人間との接触面で使用された場合の快適性を得るために少なくとも一定の通気性、つまりMVTR(水蒸気透過率)値をもたらすために十分に多孔質であることが望ましい。例えば、いくつかの実施形態では、多孔質仕上げ材は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる、24時間、1平方メートルあたり少なくとも600、700、800、900、又は更に少なくとも1000g(g/m2/24時間)の水蒸気透過率を有する。
【0046】
多孔質仕上げ材は、例えば、音響減衰複合材の製造において有用である。ここで図2を参照すると、音響減衰複合材200は、多孔質仕上げ材205を含む。多孔質仕上げ材205は、図1に示される多孔質仕上げ材100と同一でも、同一でなくてもよい。多孔質仕上げ材205は、第1の対向する主表面210及び第2の対向する主表面212を有し、図1に示される多孔質仕上げ材100と同一でも、同一でなくてもよい、不織布ウェブ220を含む。不織布ウェブ220は、熱可塑性エラストマー混合繊維230を含む。多孔質裏材250は、多孔質仕上げ材205の第2の主表面に固定されており、いくつかの実施形態では、任意の接着層260によって固定されている。音響減衰複合材200は、100〜10000mksレイルの範囲の通気抵抗を有する、十分な多孔質である。
【0047】
多孔質裏材は、音響減衰を促進する空隙をもたらす。したがって、多孔質裏材は、空気に対して透過性であるべきである。音響減衰複合材の製造に用いるのに好適な例示の多孔質裏材としては、不織布材(例えば、軽く圧縮された、又は非圧縮の不織布ウェブ)、開放気泡発泡体、及び再生毛織物が挙げられる。多孔質裏材の厚さは重要ではないが、減衰される音の周波数は、空隙の厚さに反比例するので、多孔質裏材の厚さは、典型的に、少なくとも約1、2、3、4、5、6、7、8、9、若しくは10mm、又はそれ以上である。
【0048】
多孔質裏材及び多孔質仕上げ材は、相互に固定されている。任意の有効な方法、例えば、のり、接着剤(例えば、感圧接着剤及び/又はホットメルト接着剤)、溶接(例えば、スポット溶接又はポイント溶接)、熱ラミネーション、リベット又は他の機械的締結具、及びこれらの組み合わせを使用してもよい。
【0049】
本発明による多孔質仕上げ材及び/又は音響減衰複合材は、広範囲の用途を有する。例えば、これらは、A表面又はB表面を構成する、動力車(例えば、車、トラック、バス、モーターボート、航空機、又は電車)車室の部品として使用されてもよい。例としては、ドアパネル、ヘッドレスト、アームレスト、ダッシュボード、ヘッドライナー、座席、床の敷物、リヤウィンドウデッキ、ハンドル、バイザー、ピラー表面、コンソール、トランクライナー、及びこれらの組み合わせが挙げられる。多孔質仕上げ材及び/又は音響減衰複合材は、室内装飾材料(例えば、備品用及び/又は自動車若しくはボートの座席用)、壁装材又は床装材としてなどの建築用被覆材として使用するのにも好適である。
【0050】
図3は、A表面310、B表面320、及びC表面330を示す、例示の自動車車室300の一部切欠き斜視図を示す。多孔質仕上げ材100は、ハンドル360を被覆しており、音響減衰複合材200は、座席370、ダッシュボード375(熱成形される)、及びインテリアパネル380に使用される。
【0051】
本発明の目的及び利点を以下の非限定的な実施例により更に例示するが、これらの実施例の中で挙げた特定の材料及びその量、並びに他の条件及び詳細は、本発明を不当に限定するように解釈されるべきではない。
【実施例】
【0052】
特に記載のない限り、実施例及び本明細書の残りの部分におけるすべての部分、割合、及び比率は、重量による。
【0053】
試験方法
以下の試験方法が、下記の実施例において用いられた。
【0054】
直径0.133m(5.25インチ)の試料を使用して、1平方メートルあたりのグラム単位で坪量を測定した。
【0055】
厚さは、直径0.133m(5.25インチ)の試料に130gの圧力を加える、したがって90Pa(0.013psi)の圧力を試料に加える、30cm(12インチ)×30cm(12インチ)の台座を使用して測定した。
【0056】
直交ウェブ破断荷重及び破断点伸びは、概して、マサチューセッツ州ノーウッド(Norwood)のインストロン社(Instron Corp.)から商品名「インストロン引張試験機モデル5544(INSTRON TENSILE TESTER, MODEL 5544)」で入手可能な張力測定装置を使用して、ASTM D 5035−06「織物の破断荷重及び伸長に関する標準試験法(ストリップ法)(Standard Test Method for Breaking Force and Elongation of Textile Fabrics (Strip Method)」(2006年)の手順に準じて(変更点は、後述)測定した。試料の種類は、標準試験法の第4.2.1.3項でタイプ1Cとして分類されている、25mm(1.0インチ)のカットストリップ試験だった。張力測定装置の種類は、標準試験法の第4.2.2.1項でタイプEとして分類されている、定速伸張(CRE)だった。標点距離は、12.7cm(5インチ)だった。使用した伸張速度(クロスヘッド速度)は、25.4cm(10インチ)/分だった。つめ部の寸法は、5cm(2インチ)×2.5cm(1インチ)だった。破断点まで試料を伸張し、破断荷重及びパーセント破断点伸びとして結果を記した。
【0057】
テーバー磨耗耐性:物質のテーバー磨耗耐性は、上述のテーバー磨耗試験(Taber Abrasion Test)に準じて評価した。
【0058】
通気抵抗:通気抵抗は、ASTM C 522−03「音響材の通気抵抗に関する標準試験法(Standard Test Method for Airflow Resistance of Acoustical Materials)」(2003年)に準じて測定した。
【0059】
繊維直径は、光学顕微鏡を使用して測定した。
【0060】
固体性は、試料の坪量(g/m2単位)を試料厚(mm単位)で除し、次にこの商(すなわち、試料の嵩密度)を試料構成物質の密度の積(g/cm3単位)で除してから定数1000を乗じて測定単位を正規化することによって測定した。
【0061】
MVTR値は、水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じて測定した。
【0062】
(実施例1a〜5c)
同量の、300%の伸長で14メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する第1の熱可塑性芳香族ポリウレタンエラストマー(ユタ州ソルトレークシティ(Salt Lake City)のハンツマン・インターナショナル(Huntsman International)から商品名「イログラン(IROGRAN)PS440−200」で入手可能)と、300%の伸長で24メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する第2の熱可塑性芳香族ポリウレタンエラストマー(ハンツマン・インターナショナルから商品名「イログランPS443−201」で入手可能)とのポリウレタン混合物を、82.2℃(180°F)で6時間乾燥させた。黒色着色剤(ノースカロライナ州シャーロット(Charlotte)のクラリアント社(Clariant Corp.)から商品名「クラリアント黒色顔料濃縮物(CLARIANT BLACK PIGMENT CONCENTRATE)」(製品コード00036847)で入手可能)を82.2℃(180°F)で4時間乾燥させた。乾燥させたら、オリフィス寸法が直径0.038cm(0.015インチ)であり、0.10cm(0.040インチ)の距離をあけて配置し、0.36kg/孔/時間(0.08ポンド/孔/時間)の速度で作動する、オリフィスの列を有する押出ダイに、96部のポリウレタン混合物と4部の黒色着色剤とを通して水平に押し出した。押出方向に対してほぼ平行である、押出品の両側にあるエアナイフに高速風(気圧は31kPa(4.5psi)に設定)を吹き入れた。ダイ温度は230℃であり、高速風の温度は270℃だった。結果として得られた繊維は、ダイオリフィスから14cm(5.5インチ)の距離に配置した回転式収集装置で収集して、メルトブローン不織布ウェブを形成した。次にメルトブローンウェブを収集機から取り除き、104℃(220°F)に加熱した平滑な鋼製ロールと65.5℃(150°F)に加熱した平滑なゴムロールとの間でカレンダー加工し、次にロールに巻きつけた。空気圧シリンダーを使用して、0.15mm(0.006インチ)の最低ニップ間隙設定で最大ニップ圧を82.5kg/直線cm(462ポンド/直線インチ)に調整した。実施例1a〜5cに相当するメルトブローンウェブの坪量、厚さ、及び試験結果を表1(下記)に記した。
【表1】
【0063】
ASTM E1050−98「チューブ、2つのマイクロホン及びデジタル周波数解析システムを用いるインピーダンス及び吸収に関する標準試験法(Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube)」(2006年再認可)に準じる、実施例1a〜5cの吸音試験を実行した。結果を表2(下記)に記した。この表には、通気抵抗、及び水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる水蒸気透過率(MVTR)も含めた。
【表2】
【0064】
(実施例6a〜11c)
実施例6〜9では、300パーセントの伸長で14メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する芳香族ポリウレタン熱可塑性エラストマー(ユタ州ソルトレークシティ(Salt Lake City)のハンツマン・インターナショナル(Huntsman International)から商品名「イログラン(IROGRAN)PS440−200」で入手可能)を82.2℃(180°F)で一晩乾燥させた。乾燥させたら、オリフィス寸法が直径0.038cm(0.015インチ)であり、0.10cm(0.040インチ)の距離をあけて配置し、0.016kg/孔/時間(0.035ポンド/孔/時間)の速度で作動する、オリフィスの列を有する押出ダイに、このポリウレタンを通して水平に押し出した。押出方向に対してほぼ平行である、押出品の両側にあるエアナイフに高速風(気圧は31kPa(4.5psi)に設定)を吹き入れた。ダイ温度は225℃であり、高速風の温度は204℃であった。
【0065】
実施例10〜11では、オリフィス寸法が直径0.038cm(0.015インチ)であり、0.10cm(0.040インチ)の距離をあけて配置し、0.018kg/孔/時間(0.040ポンド/孔/時間)の速度で作動する、ダイを使用して、80g/10分のメルトフローレート(MFR)(ASTM D−1238(230℃及び2.16kg)に基づく)及び0.865/cm3の密度を有するメタロセン重合ポリオレフィン熱可塑性エラストマー(テキサス州アービング(Irving)のエクソンモービル・ケミカル社(ExxonMobil Chemical Corp.)から商品名「ビスタマックスVM2125(VISTAMAXX VM2125)」で入手可能)を水平に押し出した。押出方向に対してほぼ平行である、押出品の両側にあるエアナイフに高速風(気圧は38kPa(5.5psi)に設定)を吹き入れた。ダイ温度は275℃であり、高速風の温度は260℃であった。
【0066】
結果として得られた繊維は、ダイオリフィスから少し離して配置した回転式収集装置で収集して、メルトブローン不織布ウェブを形成した。次にメルトブローンウェブを収集機から取り除き、ロールに巻きつけた。次に表3(下記)に記した温度に加熱した2つの平滑な鋼製ロールの間で、ウェブにカレンダー加工を施した。
【表3】
【0067】
実施例6〜11に相当するメルトブローンウェブの坪量、厚さ、及び試験結果を表4(下記)に記した。
【表4】
【0068】
ASTM E1050−98「チューブ、2つのマイクロホン及びデジタル周波数解析システムを用いるインピーダンス及び吸収に関する標準試験法(Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube)」(2006年再認可)に準じる、実施例6a〜11cの吸音試験を実行した。結果を表5(下記)に記した。この表には、通気抵抗、及び水分法(Water Method)の手順(アップライトディッシュ)を使用した、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じる水蒸気透過率(MVTR)も含めた。
【表5】
【0069】
(実施例12a〜18c)
実施例12a〜18cでは、米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図1〜3に示される装置を使用して、繊維ウェブを調製した。図12a〜18cでは、押し出しヘッド(すなわち、ダイ)が2個の貯蔵部(すなわち、区画)を有した。各貯蔵領域は、9列の孔(1列あたり36孔)を有し、合計648オリフィスとした。各貯蔵領域は、9 250mm(25/32インチ)×44.5mm(1.75インチ)だった。孔は6.4mm(0.25インチ)中心であり、列は6.4mm(0.25インチ)ずらして配置した。孔列の間隔は15.9mm(0.625インチ)であり、貯蔵部の間隔は15.9mm(0.625インチ)だった。孔径は0.445mm(0.020インチ)であり、長さと直径の比は6だった。
【0070】
ここで米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図1を参照すると、ダイと細径化器との間の距離(寸法17)は94cm(37インチ)であり、細径化器から収集器までの距離(寸法21)は、68cm(26.75インチ)だった。
【0071】
ここで米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図2を参照すると、エアナイフ間隙(寸法30)は0.76mm(0.030インチ)であり、細径化器本体の角度(アルファ)は30度であり、室温の空気は細径化器を通過し、細径化器シュートの長さ(寸法35)は152mm(6インチ)だった。エアナイフ32用の凹部が形成されている細径化器本体28は、330mmの横断長を有し、細径化器本体に取り付けられている壁36の横断長は、406mm(14インチ)だった。
【0072】
ここで米国特許出願公開第2005/0106982(A1)号(ベリガン(Berrigan)ら)の図3を参照すると、エアナイフは、251mmの横断長(スロットの長さ25の方向)を有した。
【0073】
全風量が細径化器を通過した(与えられた実際の立方メートル/分、すなわちACMMは140であり、記載体積の約半量が各エアナイフ32を通過した)。細径化器の壁に対する締付け圧力は、500〜550キロパスカルであり、処理中に壁が動かないように保持する傾向にあった。95℃に設定した高温エアナイフの下を通過させる工程によって、ウェブを焼きなましした。曝露時間は0.11秒、前面風速は21m/秒、スロット幅(縦方向の寸法)は3.8cm(1.5インチ)だった。
【0074】
実施例12a〜14cでは、80g/10分のメルトフローレート(MFR)(ASTM D−1238(230℃及び2.16kg)に基づく)及び0.865g/cm3の密度を有するメタロセン重合ポリオレフィン熱可塑性エラストマー(テキサス州ヒューストン(Houston)のエクソンモービル・ケミカル社(ExxonMobil Chemical Corp.)から商品名「ビスタマックスVM2125(VISTAMAXX VM2125)」で入手可能)を上述のように押し出した。ダイを220℃の温度に加熱した。押出量は、0.034kg/孔/時間(0.074ポンド/孔/時間)だった。
【0075】
実施例15a〜18cでは、300パーセントの伸長で14メガパスカルの引っ張り係数及び1.21g/cm3の密度を有する芳香族ポリウレタン熱可塑性エラストマー(ユタ州ソルトレークシティ(Salt Lake City)のハンツマン・インターナショナル(Huntsman International)から商品名「イログラン(IROGRAN)PS440−200」で入手可能)を、前述の押し出しに先立って、82.2℃(180°F)で一晩乾燥させた。ダイを225℃の温度に加熱した。押出量は、0.032kg/孔/時間(0.071ポンド/孔/時間)だった。
【0076】
次に、結果として得られた繊維を対応のロールに巻きつけ、次に表6(下記)に記した温度に加熱した2つの平滑な鋼製ロールの間で、ウェブにカレンダー加工を施した。
【0077】
【表6】
【0078】
実施例12a〜18cに相当するメルトブローンウェブの坪量、厚さ、及び試験結果を表7(下記)に記した。
【表7】
【0079】
ASTM E1050−98「チューブ、2つのマイクロホン及びデジタル周波数解析システムを用いるインピーダンス及び吸収に関する標準試験法(Standard Test Method for Impedance and Absorption of Acoustical Materials Using a Tube)」(2006年再認可)に準じた12a〜18cの吸音試験を実行した。結果を表2(下記)に記した。この表には、測定した通気抵抗、及び水分法(Water Method)の手順(アップライトディッシュ)を使用する、ASTM E96/E96M−05「物質の水蒸気透過に関する標準試験法(Standard Test Methods for Water Vapor Transmission of Materials)」(2005年)に準じた水蒸気透過率(MVTR)も含めた。
【表8】
【0080】
(実施例19)
加圧/真空熱成形を使用して、実施例3Cの手順に従って作製した物質を3次元形状にした。ミネソタ州セントポール(St. Paul)の3M社(3M Co.)から商品名「スコッチブランド接着テープ331TB(SCOTCH BRAND ADHESIVE TAPE 331TB)」で入手可能な無孔テープに当該物質の34.3cm(13.5インチ)×38.1cm(15インチ)試料を付着させ、ニューヨーク州ウエストナイアック(W. Nyack)のハイドロ・トリム社(Hydro-Trim Corporation)から商品名「ラボフォームモデル2024PV(LABFORM MODEL 2024PV)」で入手可能な熱成形装置の矩形の締付けフレームに配置した。締付けフレームの内側端部間の開放領域は、22.9cm(9インチ)×27.9cm(11インチ)だった。次に、フレームを熱成形オーブンに入れた。熱成形オーブンの温度を204℃(400°F)に設定し、オーブン滞留時間は45秒だった。オーブンから出す際に、加熱した物質を直径9.53cm(3.75インチ)及び高さ5.7cm(2.25インチ)の半球形の多孔性金型上でただちに延伸させ、3次元の金型領域内で元の寸法の153パーセントに物質を延伸した。該部分の上(一時フィルム)面にかかる724kPa(105psi)の正圧、及び金型を通して物質の反対面を反対方向に引く3.7kPa(0.53psi)の陰圧(真空)が存在した。金型滞留時間は、10秒だった。金型から該部分を取り外す際に、締付けフレームから解放し、一時フィルム裏材を取り外した。該部分は、金型の3次元形状に形成され、引き裂き、しわ、又は物質の外観、質感、若しくは美的感触の変更がなく、金型の3次元形状が保持された。非エラストマー材料に典型的に見られる、熱成形部分の引き裂き又は孤立した菲薄化がいずれの領域においても存在しないように、物質を延伸したものを、該部分の寸法全体に広げ、高伸長領域を孤立させないようにした。ウェブ厚の測定値は、電気キャリパー(ロードアイランド州ノースキングスタウン(North Kingstown)のブラウン・アンド・シャープ(Brown & Sharpe)から入手したモデルIP65)を使用して、熱成形の前後に取得した。結果を表9(以下)に報告する。
【表9】
【0081】
(実施例20)
実施例10a〜cの手順に従って作製し、表10に示した坪量を有する物質の試料を、ミネソタ州セントポール(St. Paul)の3M社(3M Co.)から商品名「3Mスプレー77アドヒーシブ(3M SPRAY 77 ADHESIVE)」で入手可能なスプレー感圧接着剤を使用して、商品名「シンサレートアコースティックインシュレーションTAI2027(THINSULATE ACOUSTIC INSULATION TAI 2027)」で入手可能な繊維断熱材にそれぞれ積層させた。個々の部品及び積層複合体の重量及び通気抵抗を測定し、表10(下記)に結果を記した。
【表10】
【0082】
本発明の種々の修正及び変更は、本発明の範囲及び趣旨を逸脱しなければ当業者によって行われてよく、また本発明は、本明細書に記載された例示的な実施形態に不当に限定されるべきではないと理解されるべきである。
【特許請求の範囲】
【請求項1】
第1及び第2の対向する主表面を有し、不織布ウェブを含む多孔質仕上げ材であって、前記不織布ウェブが、熱可塑性エラストマー混合繊維を含み、前記熱可塑性エラストマー混合繊維が、少なくとも第1及び第2の熱可塑性エラストマーのブレンドを含み、300パーセントの伸長で、前記第1の熱可塑性エラストマーが、第1の引っ張り係数を有し、第2の熱可塑性エラストマーが、前記第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有し、前記不織布ウェブが、1平方メートルあたり100〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有し、試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、多孔質仕上げ材。
【請求項2】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも200磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項3】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも4000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項4】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも10000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項5】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも40000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項6】
前記多孔質仕上げ材が、100〜10000mksレイルの範囲の通気抵抗を有する、請求項1〜5のいずれか一項に記載の多孔質仕上げ材。
【請求項7】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項1〜6のいずれか一項に記載の多孔質仕上げ材。
【請求項8】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項1〜7のいずれか一項に記載の多孔質仕上げ材。
【請求項9】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項1〜8のいずれか一項に記載の多孔質仕上げ材。
【請求項10】
前記不織布が熱成形される、請求項1〜9のいずれか一項に記載の多孔質仕上げ材。
【請求項11】
前記第1及び第2の熱可塑性エラストマーが、20:80〜80:20の各重量比で存在する、請求項1〜10のいずれか一項に記載の多孔質仕上げ材。
【請求項12】
前記第1及び第2の熱可塑性エラストマーが、脂肪族ポリウレタンを含む、請求項1〜11のいずれか一項に記載の多孔質仕上げ材。
【請求項13】
音響減衰複合材の製造方法であって、
前記音響減衰複合材が、100〜10000mksレイルの範囲の通気抵抗を有するように、請求項1〜12のいずれか一項に記載の多孔質仕上げ材の前記第2の主表面を、多孔質裏材に固定する工程を含む、音響減衰複合材の製造方法。
【請求項14】
請求項1〜12のいずれか一項に記載の多孔質仕上げ材を含む自動車車室の部品であって、前記第1の主表面が、A表面又はB表面を構成する、部品。
【請求項15】
室内装飾材料又は建築用被覆材として使用される、請求項1〜12のいずれか一項に記載の多孔質仕上げ材。
【請求項16】
請求項1〜12のいずれか一項に記載の多孔質仕上げ材と、
前記多孔質仕上げ材の前記第2の主表面に固定されている多孔質裏材と、を含む音響減衰複合材であって、100〜10000mksレイルの範囲の通気抵抗を有する、音響減衰複合材。
【請求項17】
第1及び第2の対向する主表面を有し、不織布ウェブを含む多孔質仕上げ材であって、前記不織布ウェブが、熱可塑性エラストマー混合繊維を含み、1平方メートルあたり250超〜1500gの範囲の坪量を有し、0.2〜3.5mmの厚さを有する、多孔質仕上げ材と、
前記不織布ウェブの前記第2の主表面に固定されている多孔質裏材と、を含む音響減衰複合材であって、100〜10000mksレイルの範囲の通気抵抗を有する、音響減衰複合材。
【請求項18】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項17に記載の音響減衰複合材。
【請求項19】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項17又は18に記載の音響減衰複合材。
【請求項20】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項17〜19のいずれか一項に記載の音響減衰複合材。
【請求項21】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項17〜20のいずれか一項に記載の音響減衰複合材。
【請求項22】
前記多孔質仕上げ材が熱成形される、請求項17〜21のいずれか一項に記載の音響減衰複合材。
【請求項23】
前記熱可塑性エラストマー混合繊維が、20:80〜80:20の各重量比で存在する第1及び第2の熱可塑性エラストマーを含む、請求項17〜22のいずれか一項に記載の音響減衰複合材。
【請求項24】
前記第1及び第2の熱可塑性エラストマーが、脂肪族ポリウレタンを含む、請求項23の音響減衰複合材。
【請求項25】
請求項17〜22のいずれか一項に記載の音響減衰複合材を含む自動車車室の部品であって、前記第1の主表面が、A表面又はB表面を構成する、部品。
【請求項26】
ドアパネル、ヘッドレスト、アームレスト、ダッシュボード、ヘッドライナー、座席、床の敷物、リヤウィンドウデッキ、ハンドル、バイザー、ピラー表面、コンソール、及びトランクライナーからなる群から選択される、請求項14又は25に記載の自動車車室の部品。
【請求項27】
室内装飾材料又は建築用被覆材として使用される、請求項17〜24のいずれか一項に記載の音響減衰複合材。
【請求項28】
多孔質仕上げ材の製造方法であって、
融解熱可塑性エラストマー材の繊維を形成する工程であって、前記熱可塑性エラストマー材が、少なくとも第1及び第2の熱可塑性エラストマーの組み合わせを含み、300パーセントの伸長で、前記第1の熱可塑性エラストマーが第1の引っ張り係数を有し、前記第2の熱可塑性エラストマーが、前記第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有する工程と、
前記融解熱可塑性エラストマー材の繊維を混合及び凝固させて、第1及び第2の主表面、1平方メートルあたり100〜1500グラムの範囲の坪量、並びに0.2〜3.5mmの厚さを有する不織布ウェブを形成させる条件下で、前記融解熱可塑性エラストマー材の繊維を収集する工程と、を含み、試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、多孔質仕上げ材の製造方法。
【請求項29】
前記多孔質仕上げ材が、100〜10000mksレイルの範囲の通気抵抗を有する、請求項28に記載の方法。
【請求項30】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項28又は29に記載の方法。
【請求項31】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項28〜30のいずれか一項に記載の方法。
【請求項32】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項28〜31のいずれか一項に記載の方法。
【請求項33】
前記不織布ウェブを熱成形する工程を更に含む、請求項28〜32のいずれか一項に記載の方法。
【請求項34】
前記第1及び第2の熱可塑性エラストマーが、20:80〜80:20の各重量比で存在する、請求項28〜33のいずれか一項に記載の方法。
【請求項35】
前記融解熱可塑性エラストマー材の繊維が、メルトブローンプロセスによって形成される、請求項28〜34のいずれか一項に記載の方法。
【請求項36】
音響減衰複合材の製造方法であって、
第1及び第2の対向する主表面を有し、熱可塑性エラストマー混合繊維の不織布ウェブを含む、多孔質仕上げ材を提供する工程であって、前記多孔質仕上げ材が、1平方メートルあたり250超〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有する工程と、
前記音響減衰複合材が、100〜10000mksレイルの範囲の通気抵抗を有するように、前記仕上げ材を前記不織布ウェブの前記第2の主表面の前記多孔質裏材に固定する工程と、を含む、音響減衰複合材の製造方法。
【請求項37】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項36に記載の方法。
【請求項38】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項36又は37に記載の方法。
【請求項39】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項36〜38のいずれか一項に記載の方法。
【請求項40】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項36〜39のいずれか一項に記載の方法。
【請求項41】
前記多孔質仕上げ材を熱成形する工程を更に含む、請求項36〜40のいずれか一項に記載の方法。
【請求項1】
第1及び第2の対向する主表面を有し、不織布ウェブを含む多孔質仕上げ材であって、前記不織布ウェブが、熱可塑性エラストマー混合繊維を含み、前記熱可塑性エラストマー混合繊維が、少なくとも第1及び第2の熱可塑性エラストマーのブレンドを含み、300パーセントの伸長で、前記第1の熱可塑性エラストマーが、第1の引っ張り係数を有し、第2の熱可塑性エラストマーが、前記第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有し、前記不織布ウェブが、1平方メートルあたり100〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有し、試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、多孔質仕上げ材。
【請求項2】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも200磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項3】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも4000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項4】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも10000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項5】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも40000磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項1に記載の多孔質仕上げ材。
【請求項6】
前記多孔質仕上げ材が、100〜10000mksレイルの範囲の通気抵抗を有する、請求項1〜5のいずれか一項に記載の多孔質仕上げ材。
【請求項7】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項1〜6のいずれか一項に記載の多孔質仕上げ材。
【請求項8】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項1〜7のいずれか一項に記載の多孔質仕上げ材。
【請求項9】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項1〜8のいずれか一項に記載の多孔質仕上げ材。
【請求項10】
前記不織布が熱成形される、請求項1〜9のいずれか一項に記載の多孔質仕上げ材。
【請求項11】
前記第1及び第2の熱可塑性エラストマーが、20:80〜80:20の各重量比で存在する、請求項1〜10のいずれか一項に記載の多孔質仕上げ材。
【請求項12】
前記第1及び第2の熱可塑性エラストマーが、脂肪族ポリウレタンを含む、請求項1〜11のいずれか一項に記載の多孔質仕上げ材。
【請求項13】
音響減衰複合材の製造方法であって、
前記音響減衰複合材が、100〜10000mksレイルの範囲の通気抵抗を有するように、請求項1〜12のいずれか一項に記載の多孔質仕上げ材の前記第2の主表面を、多孔質裏材に固定する工程を含む、音響減衰複合材の製造方法。
【請求項14】
請求項1〜12のいずれか一項に記載の多孔質仕上げ材を含む自動車車室の部品であって、前記第1の主表面が、A表面又はB表面を構成する、部品。
【請求項15】
室内装飾材料又は建築用被覆材として使用される、請求項1〜12のいずれか一項に記載の多孔質仕上げ材。
【請求項16】
請求項1〜12のいずれか一項に記載の多孔質仕上げ材と、
前記多孔質仕上げ材の前記第2の主表面に固定されている多孔質裏材と、を含む音響減衰複合材であって、100〜10000mksレイルの範囲の通気抵抗を有する、音響減衰複合材。
【請求項17】
第1及び第2の対向する主表面を有し、不織布ウェブを含む多孔質仕上げ材であって、前記不織布ウェブが、熱可塑性エラストマー混合繊維を含み、1平方メートルあたり250超〜1500gの範囲の坪量を有し、0.2〜3.5mmの厚さを有する、多孔質仕上げ材と、
前記不織布ウェブの前記第2の主表面に固定されている多孔質裏材と、を含む音響減衰複合材であって、100〜10000mksレイルの範囲の通気抵抗を有する、音響減衰複合材。
【請求項18】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項17に記載の音響減衰複合材。
【請求項19】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項17又は18に記載の音響減衰複合材。
【請求項20】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項17〜19のいずれか一項に記載の音響減衰複合材。
【請求項21】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項17〜20のいずれか一項に記載の音響減衰複合材。
【請求項22】
前記多孔質仕上げ材が熱成形される、請求項17〜21のいずれか一項に記載の音響減衰複合材。
【請求項23】
前記熱可塑性エラストマー混合繊維が、20:80〜80:20の各重量比で存在する第1及び第2の熱可塑性エラストマーを含む、請求項17〜22のいずれか一項に記載の音響減衰複合材。
【請求項24】
前記第1及び第2の熱可塑性エラストマーが、脂肪族ポリウレタンを含む、請求項23の音響減衰複合材。
【請求項25】
請求項17〜22のいずれか一項に記載の音響減衰複合材を含む自動車車室の部品であって、前記第1の主表面が、A表面又はB表面を構成する、部品。
【請求項26】
ドアパネル、ヘッドレスト、アームレスト、ダッシュボード、ヘッドライナー、座席、床の敷物、リヤウィンドウデッキ、ハンドル、バイザー、ピラー表面、コンソール、及びトランクライナーからなる群から選択される、請求項14又は25に記載の自動車車室の部品。
【請求項27】
室内装飾材料又は建築用被覆材として使用される、請求項17〜24のいずれか一項に記載の音響減衰複合材。
【請求項28】
多孔質仕上げ材の製造方法であって、
融解熱可塑性エラストマー材の繊維を形成する工程であって、前記熱可塑性エラストマー材が、少なくとも第1及び第2の熱可塑性エラストマーの組み合わせを含み、300パーセントの伸長で、前記第1の熱可塑性エラストマーが第1の引っ張り係数を有し、前記第2の熱可塑性エラストマーが、前記第1の引っ張り係数よりも少なくとも8.2メガパスカル大きい第2の引っ張り係数を有する工程と、
前記融解熱可塑性エラストマー材の繊維を混合及び凝固させて、第1及び第2の主表面、1平方メートルあたり100〜1500グラムの範囲の坪量、並びに0.2〜3.5mmの厚さを有する不織布ウェブを形成させる条件下で、前記融解熱可塑性エラストマー材の繊維を収集する工程と、を含み、試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、多孔質仕上げ材の製造方法。
【請求項29】
前記多孔質仕上げ材が、100〜10000mksレイルの範囲の通気抵抗を有する、請求項28に記載の方法。
【請求項30】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項28又は29に記載の方法。
【請求項31】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項28〜30のいずれか一項に記載の方法。
【請求項32】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項28〜31のいずれか一項に記載の方法。
【請求項33】
前記不織布ウェブを熱成形する工程を更に含む、請求項28〜32のいずれか一項に記載の方法。
【請求項34】
前記第1及び第2の熱可塑性エラストマーが、20:80〜80:20の各重量比で存在する、請求項28〜33のいずれか一項に記載の方法。
【請求項35】
前記融解熱可塑性エラストマー材の繊維が、メルトブローンプロセスによって形成される、請求項28〜34のいずれか一項に記載の方法。
【請求項36】
音響減衰複合材の製造方法であって、
第1及び第2の対向する主表面を有し、熱可塑性エラストマー混合繊維の不織布ウェブを含む、多孔質仕上げ材を提供する工程であって、前記多孔質仕上げ材が、1平方メートルあたり250超〜1500gの範囲の坪量及び0.2〜3.5mmの厚さを有する工程と、
前記音響減衰複合材が、100〜10000mksレイルの範囲の通気抵抗を有するように、前記仕上げ材を前記不織布ウェブの前記第2の主表面の前記多孔質裏材に固定する工程と、を含む、音響減衰複合材の製造方法。
【請求項37】
試験した場合、前記多孔質仕上げ材の前記第1又は第2の表面の少なくとも1つが、少なくとも30磨耗サイクルの、本明細書に記載のテーバー磨耗試験(Taber Abrasion Test)に合格する、請求項36に記載の方法。
【請求項38】
前記多孔質仕上げ材が、少なくとも50ニュートン/2.54cm(1インチ)幅の直交ウェブ破断荷重及び少なくとも150パーセントの相当する破断点伸びを有する、請求項36又は37に記載の方法。
【請求項39】
前記多孔質仕上げ材が、少なくとも0.35の固体性を有する、請求項36〜38のいずれか一項に記載の方法。
【請求項40】
前記多孔質仕上げ材が、水分法(Water Method)の手順(アップライトディッシュ)を使用したASTM E96/E96M−05に準じる、24時間、1平方メートルあたり少なくとも600gの水蒸気透過率を有する、請求項36〜39のいずれか一項に記載の方法。
【請求項41】
前記多孔質仕上げ材を熱成形する工程を更に含む、請求項36〜40のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2010−535295(P2010−535295A)
【公表日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2010−520027(P2010−520027)
【出願日】平成20年6月25日(2008.6.25)
【国際出願番号】PCT/US2008/068127
【国際公開番号】WO2009/017908
【国際公開日】平成21年2月5日(2009.2.5)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成20年6月25日(2008.6.25)
【国際出願番号】PCT/US2008/068127
【国際公開番号】WO2009/017908
【国際公開日】平成21年2月5日(2009.2.5)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]