
多孔質発熱素子、多孔質発熱素子の製造方法及びガス分解素子
【課題】流動するガスを効率よく加熱することができるとともに、熱分解させることができ、さらに、単独であるいは他のガス分解装置と組み合わせて用いることができる多孔質発熱素子、多孔質発熱素子の製造方法及びガス分解素子を提供する。
【解決手段】連続気孔1bを有するとともに通電することにより発熱する多孔質発熱体1を有する多孔質発熱部2と、多孔質導電体13を有するとともに上記多孔質発熱部2に給電する多孔質導電部3,4とを備えて構成される。
【解決手段】連続気孔1bを有するとともに通電することにより発熱する多孔質発熱体1を有する多孔質発熱部2と、多孔質導電体13を有するとともに上記多孔質発熱部2に給電する多孔質導電部3,4とを備えて構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、多孔質発熱素子、多孔質発熱素子の製造方法及びガス分解素子に関する。詳しくは、ガスを流動させて加熱分解するガス分解装置に好適な多孔質発熱素子等に関する。
【背景技術】
【0002】
たとえば、アンモニアは農業や工業に不可欠の化合物であるがヒトには有害であるため、水中や大気中のアンモニアを分解する種々の方法が知られている。高濃度のアンモニアを含む水からアンモニアを分解除去するために、アンモニア水を噴霧するとともに空気流と接触させて空気中にアンモニアを分離し、次亜臭素酸溶液又は硫酸と接触させる方法が提案されている(特許文献1)。また、上記方法と同じプロセスで空気中にアンモニアを分離して触媒により燃焼させる方法(特許文献2)や、アンモニア含有排水を、触媒を用いて、窒素と水に分解する方法が提案されている(特許文献3)。さらに、半導体製造装置の廃ガスには、アンモニア、水素等が含まれることが多く、アンモニアの異臭を完全に除去するには、ppmオーダーにまで除去する必要がある。この目的のために、半導体装置の廃ガス放出の際にスクラバーを通して、薬品を含む水に有害ガスを吸収させる方法が多く用いられてきた。一方、エネルギや薬品等の投入なしに安価なランニングコストで有害ガスを分解するために、リン酸燃料電池でアンモニアを分解する、半導体製造装置等における廃ガス処理の方法も提案されている(特許文献4)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−31966号公報
【特許文献2】特開平7−116650号公報
【特許文献3】特開平11−347535号公報
【特許文献4】特開2003−45472号公報
【特許文献5】特許第3238086号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されているような中和剤等の薬液を用いる方法、特許文献2に記載されているような燃焼させる方法、特許文献3に記載されているような触媒を用いた熱分解反応による方法により、アンモニアを分解することはできる。ところが、これらの方法では、薬品や外部エネルギ(燃料)を必要とし、さらには、触媒を定期的に交換する必要があり、ランニングコストが大きくなるという問題がある。
【0005】
また、装置が大掛かりとなり、既存の設備に付加的に設ける場合には、スペースを確保するのが困難である。また、リン酸型燃料電池を、化合物半導体製造の排気中のアンモニアの除去に用いる装置についても、電解質が液体であるため、空気側とアンモニア側との仕切りをコンパクトにできず、装置の小型化が難しいという問題があった。
【0006】
上記問題を解決するため、特許文献5に記載されているように、筒状の固体電解質層と、この固体電解質層を内外から挟むようにして積層形成された第1の電極層及び第2の電極層とを備えて構成される筒状MEA(Membrane Electrode Assembly)を採用することができる。上記筒状MEAの内側空間を、分解されるガスを含む気体が、軸方向に流動させられる。
【0007】
上記ガスを分解するには、ガスを含む気体の温度をできるだけ高めて、上記筒状MEAの第1の電極層(燃料極)に作用させる必要がある。このため、筒状MEAの全体を高温に、たとえば、800℃以上に保持する必要があり、加熱容器内に上記筒状MEAを収容して上記筒状MEAの全体を加熱するように構成されている。
【0008】
ところが、上記筒状MEAの外側から加熱する必要があるため、大きなエネルギが必要になる。また、筒状MEA内の加熱空間が小さいため、上記ガスの流量を増加させるとガスが上記筒状MEA内で滞在する時間が減少し、上記筒状MEA内でガスの温度が低下して、分解効率が低下するという問題が生じる。
【0009】
本願発明は、ガスを効率よく加熱することができるとともに、熱分解させることができ、さらに、単独であるいは他のガス分解装置と組み合わせて用いることができる多孔質発熱素子、多孔質発熱素子の製造方法及びガス分解素子を提供することを課題とする。
【課題を解決するための手段】
【0010】
本願の請求項1に記載した発明は、連続気孔を有するとともに通電することにより発熱する多孔質発熱体を有する多孔質発熱部と、多孔質導電体を有するとともに上記多孔質発熱部に給電する多孔質導電部とを備えて、多孔質発熱素子を構成したものである。
【0011】
本願発明では、通電することにより連続気孔を有する発熱部の全体が発熱させられるとともに、この多孔質発熱部内にガスを流動させることができるため、流動するガスを効率よく加熱して分解することができる。
【0012】
一方、上記多孔質発熱部は多孔質発熱体から形成されているため、給電を行う配線との接触面積を確保することが困難である。しかも、上記多孔質発熱体の温度を800℃以上に保持する必要がある場合がある。このため、上記多孔質発熱体に配線を直接接続すると、接続部近傍に過大な電流が流れて温度がさらに高まり、配線や多孔質体が溶断したり劣化したりする恐れが高まる。
【0013】
本願発明では、上記不都合を回避するために、上記多孔質発熱部に給電する多孔質導電部が設けられている。上記多孔質導電部は、上記多孔質発熱部より抵抗率の小さい多孔質導電体、たとえば、Ni(ニッケル)、Cu(銅)等で形成することができる。上記多孔質導電部の抵抗率は、上記多孔質発熱部の抵抗率の100分の1以下に設定するのが好ましい。これにより、上記多孔質導電体は、多孔質発熱部のように高い温度で発熱することはなく、給電のための配線を容易に接続することができる。
【0014】
しかも、上記多孔質発熱部と上記多孔質導電部との接続面積を確保できるため、多孔質発熱部の広い範囲から給電して発熱させることが可能となる。また、多孔質発熱部に効率よく通電して、全体を均一に加熱することが可能となる。なお、給電に必要な実質的な接続面積を確保するために、上記多孔質発熱部に所定の面積で多孔質導電部が接続された形態に構成するのが好ましい。
【0015】
さらに、上記多孔質導電部自体が多孔質導電体で形成されているため、ガスの流動を妨げることがない。したがって、ガス分解装置に好適な多孔質発熱素子を構成できる。
【0016】
上記多孔質発熱部と上記多孔質導電部の多孔質体の形態は特に限定されることはない。上記多孔質発熱部を構成する多孔質発熱体と上記多孔質導電部を構成する多孔質導電体とを、形態や気孔率の異なる多孔質体から構成することができる。また、請求項5に記載した発明のように、上記多孔質発熱部と上記多孔質導電部を、形態がほぼ同一の多孔質体から形成することもできる。同一形態の多孔質体から上記多孔質発熱部と上記多孔質導電部とを形成することにより、上記多孔質発熱部と上記多孔質導電部におけるガスの流動抵抗が同一となり、ガスを効率よく流動させることができる。
【0017】
上記多孔質発熱部と上記多孔質導電部とを連続して設ける手法は特に限定されることはない。たとえば、請求項2に記載した発明のように、上記多孔質導電部を構成する多孔質導電体と上記多孔質発熱部を構成する上記多孔質発熱体とを、圧着又は/及び溶着によって接続することができる。多孔質発熱部を構成する多孔質発熱体と多孔質導電部を構成する多孔質体とは、気孔率が大きいため、圧着することにより多孔質体を構成する骨格同士が絡み合うようにして接合することができる。上記圧着手法も特に限定されることはなく、たとえば、板状の多孔質発熱体の端部に、所定幅で板状の多孔質導電体を積層して、プレス等によってかしめることにより圧着することができる。また、上記かしめ等により圧着した後、所定温度に加熱して圧着部分を溶着させるのが好ましい。
【0018】
上記多孔質導電部に、給電を行う配線を直接接続することもできるが、請求項6に記載した発明のように、上記多孔質導電部に所要の面積で接続された電極板を溶接等によって設けて、この電極板に対して配線を接続するのが好ましい。上記電極板の接続面積は、多孔質発熱部及び多孔質導電部の大きさや給電量により設定することができる。上記電極板を構成する材料も特に限定されることはなく、Cu板等を採用できる。また、多孔質導電部は発熱しないため、電極を容易に設けることもできる。
【0019】
また、多孔質発熱部と多孔質導電部を、一体の多孔質体から形成することができる。たとえば、請求項3に記載した発明のように、上記多孔質導電部を構成する多孔質導電体の一部を合金化することにより上記多孔質発熱部を形成することができる。また、請求項4に記載した発明のように、上記多孔質発熱部を構成する多孔質発熱体の表面に導電層を設けることにより、上記多孔質導電部を形成することができる。
【0020】
上記構成を採用することにより、多孔質体を構成する同一の骨格が連続しているとともに、所要の部分を発熱させることのできる多孔質発熱素子を形成することができる。また、発熱部に効率よく通電することができるとともに、多孔質導電部に放熱性があるため、配線等に作用する温度を低下させることも可能となる。しかも、多孔質導電部に多孔質発熱部と同一の通気性を持たせることが可能となり、ガス分解素子等に好適なガス分解素子を構成できる。
【0021】
上記多孔質発熱体を構成する材料及び形態は、特に限定されることはない。上記多孔質発熱体として、たとえば、請求項7に記載した発明のように、発熱材料からなる外殻と、中空又は/及び導電性材料からなる芯部とを有する骨格が、一体的に連続する3次元網目構造を備える多孔質発熱体を採用することができる。
【0022】
上記多孔質発熱体は、骨格が3次元網目構造に形成されているため、気孔率をきわめて大きく設定することができる。これにより、気孔内におけるガスの流動抵抗が小さくなり、大量のガスを流動させて加熱することが可能となる。
【0023】
また、上記骨格は、一体的に連続するように形成されている。このため、繊維状の発熱体を充填して構成される多孔質発熱体のように、隣接する各繊維間の接触抵抗が生じることがなく、多孔質発熱体内各部における電気抵抗が大きく変化することはない。したがって、多孔質発熱体内の電流の流れに偏在が生じることが少なく、接触部分が溶断するのを防止することができるばかりでなく、多孔質発熱体の全体を均一に加熱することが可能となる。
【0024】
また、上記請求項8に記載した発明のように、上記多孔質発熱体における上記3次元網目構造は、上記骨格を構成する複数の枝部が結節部に集合して一体的に連続しているとともに、一の結節部に集合する上記各枝部の外殻の厚みがほぼ一定となるように構成するのが好ましい。上記結節部では各骨格(枝部)からの電流が集中するため、一の結節部に集合する各枝部の電気抵抗が異なると、結節部周りの一部の枝部に過大な電流が流れて温度が上昇し、骨格が溶断したり劣化する恐れがある。
【0025】
一の結節部に集合する枝部の外殻の厚みをほぼ一定に設定することにより、一の結節部に集合する各骨格の電気抵抗に大きな差異が生じることがなくなり、一の結節点に集合する一部の骨格に過大な電流が流れることもなくなる。これにより、骨格の溶断や劣化を防止することが可能となる。
【0026】
多孔質発熱体の一の結節部に集合する枝部の外殻の厚みがほぼ一定であればよく、発熱体全体の外殻の厚みが一定であることまで要求されるものではない。たとえば、製造方法等によっては、外殻の厚みが、発熱体の表層部と内部で異なることが考えられる。この場合、表層部の結節部に集合する各枝部の外殻厚みと、内部の結節部に集合する枝部の外殻厚みが異なることになる。しかし、各結節部に集合する骨格の厚みがほぼ一定であれば、一部の枝部に過大な電流が流れることはなく、結節部近傍の骨格が溶断するのを防止することができる。また、結節部周りの骨格が均等な強度を備えるため、強度も確保することができる。
【0027】
上記骨格を形成する手法は特に限定されることはない。たとえば、請求項9に記載した発明のように、上記骨格を、3次元網目状樹脂の表面にめっき層又は金属コーティング層を設けるとともに、上記樹脂を消失させることにより形成することができる。上記骨格の外殻を金属めっき層又は金属コーティング層から形成することにより、骨格の厚みを非常に薄くかつ均一に設定することが可能となる。これにより、大きな気孔率を備える多孔質発熱体を形成することが可能となる。
【0028】
また、請求項9に記載した手法により外殻をめっき層等から形成すると、一の結節部に集合する骨格の外殻の厚みをほぼ一定に形成することが可能となる。これにより、結節部周りの外殻の電気抵抗に大きな差異が生じることがなくなり、多孔質発熱体の全域を均一に加熱することができる。
【0029】
上記芯部は、製造方法に応じて、中空又は/及び導電性材料から構成される。たとえば、上述したように、上記骨格を、3次元網目状樹脂の表面にめっき層を設けるとともに、上記樹脂を消失させることにより形成する場合、上記樹脂が消失した部分が中空状となる。また、上記メッキ層を設けるために上記3次元網目状樹脂の表面に導電性材料をコーティング等して導電化処理を施した場合には、上記導電性材料からなる表面導電化層が中空芯部の内周面に残存する場合がある。さらに、メッキ処理の後に熱処理等を施した場合は、外殻が収縮して、中空部分がなくなる場合もある。なお、上記芯部の構造は、発熱体の全体において均一である必要はなく、部分によって異なっていてもよい。たとえば、芯部を構成する導電性材料が後の熱処理によって溶解して、発熱体内で偏在したり、一部の中空部が消失した状態であってもよい。なお、上記表面導電化層は、多孔質発熱体の所要の発熱性能を阻害しないように厚み等が設定される。
【0030】
発熱体である上記外殻を構成する材料は、特に限定されることはない。たとえば、請求項10に記載した発明のように、Niを50〜95%と、Crを5〜50%とを含む合金から形成するのが好ましい。上記範囲の配合量に設定することにより、上記多孔質発熱体を効率よく発熱させることができる。なお、上記NiとCrの配合比を保持した状態で他の成分が配合されてもよい。
【0031】
請求項11に記載した発明は、多孔質発熱体が、Niを主成分とする金属多孔質体に、Crを拡散させることにより合金化されているものである。Ni−Cr合金から、直接所要の気孔率を有する多孔質体を形成するのは困難な場合がある。たとえば、上述しためっき法によってNi−Cr合金のめっき層を直接形成するのは困難である。
【0032】
請求項11に記載した発明は、まず、Niから多孔質体を形成し、この多孔質体を構成するNiの表面から、Crを拡散させて発熱体として機能するNi−Cr合金としたものである。
【0033】
Niは、めっき処理しやすいため、上記骨格を容易に形成することができる。また、骨格の厚みや気孔率の異なる種々の金属多孔質体を容易に構成できる。そして、このNi多孔質体をCr合金化することによって、所要の電熱特性を備える種々の発熱体を構成できる。また、多孔質導電部を構成する多孔質導電体の中間部を合金化することにより、上記多孔質発熱部と上記多孔質導電部とを一体的に形成することもできる。
【0034】
上記Ni多孔質体を、Cr合金化する手法は特に限定されることはない。たとえば、上記Ni多孔質体を、Cr源粉末の加熱により発生させた拡散浸透成分ガスと還元性希釈ガスとの混合ガス中で熱処理することにより、Ni多孔質体をNi−Cr合金とすることができる。
【0035】
また、請求項12に記載した発明のように、Niによって形成された第1の外殻に、Crで形成された第2の外殻を積層形成し、所定の熱処理を行うことにより、上記第1の外殻と上記第2の外殻とを互いに拡散させて合金化し、上記多孔質発熱体とすることができる。また、多孔質導電部を構成する第1の外殻を形成した後、中間部に第2の外殻を積層形成することにより、上記多孔質発熱部と上記多孔質導電部とを一体的に形成することができる。
【0036】
請求項13に記載した発明は、多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、上記多孔質発熱体と上記多孔質導電体とを圧着する圧着工程と、加熱することにより、上記多孔質発熱体と上記多孔質導電体とを溶着する溶着工程とを含んで構成されるものである。上記圧着工程と上記溶着工程とを行うことにより、上記多孔質発熱体と多孔質導電体とを確実に接合することができる。また、請求項14に記載した発明は、多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、上記多孔質導電体の一部を合金化することにより上記多孔質発熱部を形成する合金化工程を含んで構成されるものである。この製造方法を採用することにより、骨格構造が同一である多孔質発熱体と多孔質導電体とを一体的に形成することができる。
【0037】
請求項15に記載した発明は、請求項1から請求項12に記載した多孔質発熱素子を備えるガス分解素子に関するものである。
【0038】
本願発明に係るガス分解素子は、自体で発熱する多孔質発熱素子内に、分解に供せられるガスが流動するように構成されているため、ガスを効率よく加熱して分解することが可能となる。また、上記多孔質導電部の気孔率を高く設定することにより、ガスの流動抵抗が増加することもなくなる。本願発明に係るガス分解素子は、単独で、あるいは他のガス分解素子と組み合わせてガス分解装置を構成することができる。たとえば、筒状MEAを備えるガス分解素子と組み合わせて、効率のよいガス分解装置を構成できる。
【発明の効果】
【0039】
多孔質発熱部を均一に加熱できるため、大量のガスを均一に効率よく加熱して、分解することができる。
【図面の簡単な説明】
【0040】
【図1】本願発明に係る多孔質発熱素子の第1の実施形態を示す断面図である。
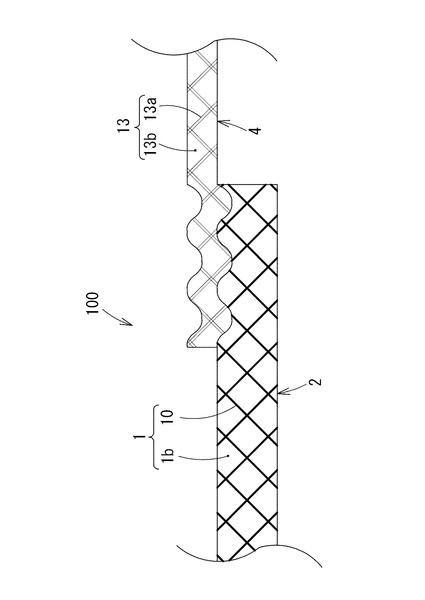
【図2】図1に示す多孔質発熱素子の要部の拡大断面図である。
【図3】多孔質発熱素子を構成する多孔質発熱体の一例を示す電子顕微鏡写真である。
【図4】図3に示す多孔質発熱体の要部の断面を模式的に示す図である。
【図5】図4におけるV−V線に沿う断面図である。
【図6】本願発明に係る多孔質発熱素子の第2の実施形態を示す断面図である。
【図7】本願発明に係る多孔質発熱素子の第3の実施形態を示す断面図である。
【図8】本願発明に係る多孔質発熱素子の第4の実施形態を示す断面図である。
【図9】図8に示す多孔質発熱素子の製造工程を示す図である。
【図10】図8に示す多孔質発熱素子の製造工程を示す図である。
【図11】図8に示す多孔質発熱素子の製造工程を示す図である。
【図12】図8に示す多孔質発熱素子の製造工程を示す図である。
【図13】図8に示す多孔質発熱素子の製造工程を示す図である。
【図14】図8に示す多孔質発熱素子の製造工程を示す図である。
【図15】図8に示す多孔質発熱素子の製造工程を示す図である。
【図16】多孔質発熱体を容器に収容してガス分解素子を構成した断面図である。
【図17】図16に示すガス分解素子と他のガス分解素子を組み合わせてガス分解装置を構成した例を示す図である。
【発明を実施するための形態】
【0041】
以下、本願発明の実施形態を図に基づいて具体的に説明する。
【0042】
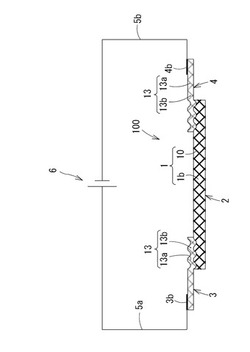
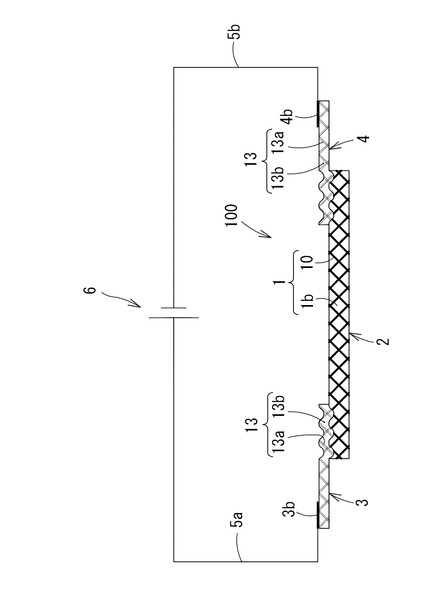
図1は、本願発明に係る多孔質発熱素子の第1の実施形態の概略構成を示す断面図である。図1に示すように、多孔質発熱素子100は、多孔質発熱部2と、多孔質導電部3,4とを備えて構成される。
【0043】
上記多孔質発熱部2と上記多孔質導電部3,4は矩形板状に形成されるとともに、上記多孔質発熱部2の両側部において、上記多孔質導電部3,4の一端部を所定幅で積層するようにして、上記多孔質発熱部2と上記多孔質導電部3,4とが接合されている。上記多孔質導電部3,4の他端部の表面には、電源6から延びる配線5a,5bが接続されており、上記配線5a,5b及び上記多孔質導電部3,4を介して、上記多孔質発熱部2に給電できるように構成されている。
【0044】
図2に示すように、本実施形態では、上記多孔質発熱部2を構成する多孔質発熱体1と上記多孔質導電部3,4を構成する多孔質導電体13とは、各々の端部を所定幅で積層するとともに波状にかしめることにより接合されている。なお、かしめた後に所定温度に加熱することにより、上記多孔質発熱体1と上記多孔質導電体13とを溶着させるのが好ましい。
【0045】
上記多孔質導電部3,4は、上記多孔質発熱体1より抵抗率の小さい多孔質導電体13から形成されている。たとえば、上記多孔質導電体の抵抗率を、上記多孔質発熱部の抵抗率の100分の1以下に設定するのが好ましい。これにより、上記多孔質導電部3,4は、多孔質発熱部2のように高い温度で発熱することはなく、給電のための配線5a,5bを容易に接続することができる。
【0046】
しかも、上記多孔質発熱体1と上記多孔質導電体13との積層幅を調節することにより、上記多孔質発熱体1と多孔質導電体13との所要の接続面積を確保できる。このため、多孔質発熱体1の広い面積から給電して発熱させることが可能となる。また、接続部分に過大な電流が流れて溶断したり、多孔質発熱体1や多孔質導電体13が劣化する恐れもなない。なお、接続面積は、多孔質発熱体の密度や流れる電流値等に応じて設定することができる。
【0047】
また、上記多孔質発熱体1及び上記多孔質導電体13が多孔質体で形成されているため、内部にガスを流動させた場合にガスの流動を妨げることがなくなる。したがって、ガス分解装置等に好適な多孔質発熱素子を構成できる。
【0048】
上記多孔質発熱体1と上記多孔質導電体13を構成する多孔質体の形態は特に限定されることはない。上記多孔質発熱体1と上記多孔質導電体13を構成する多孔質体を、形態や気孔率の異なる多孔質体から構成することができる。また、上記多孔質発熱体1と上記多孔質導電体13とを、形態がほぼ同一の多孔質体から形成することもできる。同一形態の多孔質体から上記多孔質発熱体1と上記多孔質導電体13とを形成することにより、上記多孔質発熱部2と上記多孔質導電部3,4におけるガスの流動抵抗が同一となり、ガスを効率よく流動させることができる。
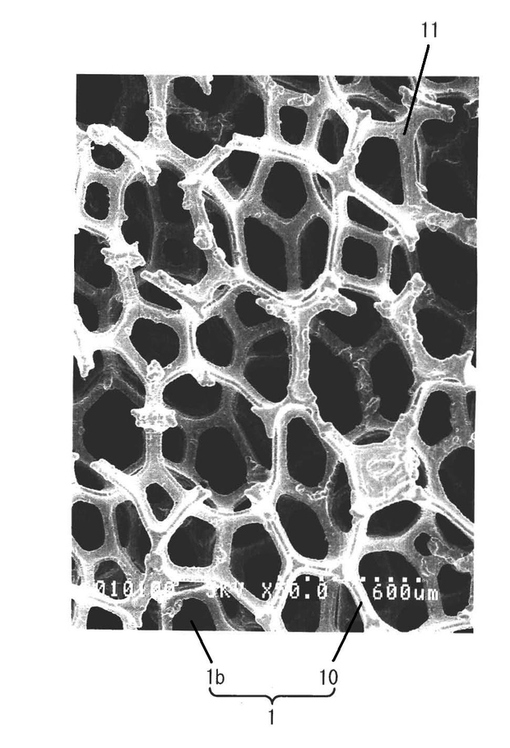
【0049】
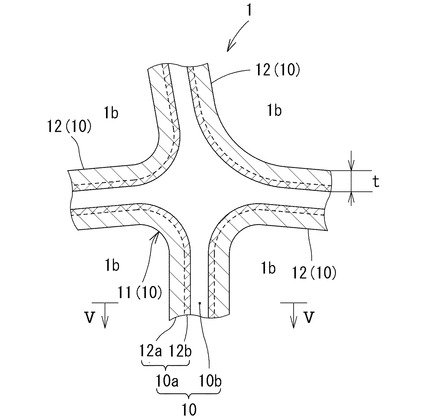
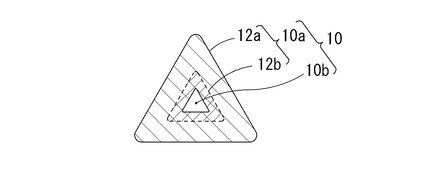
図3は、多孔質発熱体1の一例の外観構造を示す電子顕微鏡写真である。多孔質発熱体1は、連続気孔1bを有する3次元網目構造を備える。図4に示すように、上記3次元網目構造は、三角柱状の骨格10が3次元に連続して連なった形態を備え、上記骨格10を構成する複数の枝部12が結節部11に集合して一体的に連続する形態を備える。また、骨格10の各部は、図5に示すように、外殻10aと、中空状の芯部10bとを備えて構成される。なお、図4及び図5に示す実施形態では、上記外殻10aは、後に説明するように、めっき層12aと表面導電化層12bとが、一体的に合金化されて発熱体として機能するように構成されている。
【0050】
上記多孔質発熱体1は、連続気孔1bを有する多孔質状に形成されているため、上記気孔1b内でガスを流動させて、効率よく加熱することができる。しかも、上記多孔質発熱体1は、3次元網目構造を採用することによって、気孔率をきわめて大きく設定することができる。このため、気孔内におけるガスの流動抵抗が低く、大量のガスを流動させて加熱することも可能となる。
【0051】
また、図4に示すように、上記3次元網目構造における一の結節部11に集合する上記枝部12(骨格)の外殻10aの厚みtがほぼ一定に形成されている。一の結節部11に集合する枝部12の外殻の厚みtがほぼ一定であるため、一の結節部に集合する各枝部12の電気抵抗もほぼ一定となる。したがって、一の結節部に集合する一部の枝部に過大な電流が流れることもなくなる。これにより、骨格の溶断や劣化を防止することが可能となる。なお、多孔質発熱体1の一の結節部11に集合する枝部12の外殻10aの厚みがほぼ一定であればよく、発熱体全体の外殻の厚みが一定であることまで要求されるものではない。たとえば、製造方法等によっては、外殻の厚みが、発熱体の表層部と内部で異なることが考えられる。この場合、表層部の結節部に集合する各骨格の外殻厚みと、内部の結節部に集合する骨格の外殻厚みが異なることになる。しかし、一の結節部に集合する枝部の外殻の厚みがほぼ一定であれば、少なくとも上記結節部周りの一部の枝部に過大な電流が流れることはなく、結節部近傍の骨格が溶断するのを防止することができる。
【0052】
本実施形態に係る上記多孔質発熱体1は、少なくともNiとCrとを含む合金から形成されている。上記NiとCrの配合量は、所要の発熱量に応じて設定することができる。たとえば、上記多孔質発熱体1の上記外殻10aを、Niを50〜95%と、Crを5〜50%とを含む合金から形成することができる。
【0053】
上記多孔質発熱体1は、種々の手法を用いて形成することができる。たとえば、上記骨格をメッキによって形成する場合、3次元網目状樹脂に導電化処理を施す工程と、3次元網目状樹脂に金属めっきを施す工程と、3次元網目状樹脂を除去する工程とを含んで構成することができる。
【0054】
上記3次元網目状樹脂の形態として、樹脂発泡体、不織布、フェルト、織布等を用いることができる。上記3次元網目状樹脂を構成する素材は特に限定されることはないが、金属めっきした後、加熱等によって消失させることができるものを採用するのが好ましい。また、加工性やハンドリング性を確保するため、柔軟性を有するものを採用するのが好ましい。特に、3次元網目状樹脂として樹脂発泡体を採用するのが好ましい。樹脂発泡体は、連続気孔を有する多孔質状であればよく、既知のものを採用できる。たとえば、発泡ウレタン樹脂、発泡スチレン樹脂等を採用することができる。発泡樹脂の気孔の形態や気孔率、寸法等は特に限定されることはなく、用途に応じて適宜設定することができる。
【0055】
上記3次元網目状樹脂を導電化する処理は、各気孔の表面に上記骨格を構成する金属めっき層を設けるために行われるものであり、図4における表面導電化層12bを設けることができれば特に限定されることはない。たとえば、ニッケルを用いる場合には、無電解めっき処理、スパッタリング処理等を採用することができる。また、チタン、ステンレス等の金属やカーボンブラック、黒鉛等を採用する場合には、これらの微粉末にバインダを添加した混合物を、上記3次元網目状樹脂に含浸塗着する処理を採用することができる。
【0056】
上記めっき処理も特に限定されることはなく、公知のめっき法によって処理をすることができる。たとえば、ニッケルめっきを採用する場合、生産性、コスト等の観点から電気めっき法を採用するのが好ましい。電気めっきに用いるめっき浴として、公知あるいは市販のものを採用できる。
【0057】
上記めっき層の厚み(目付量)も特に限定されることはない。所要の気孔率や、強度を勘案して設定することができる。たとえば、100g/m2 〜2000g/m2 の目付量を採用することができる。
【0058】
上記めっき層を形成した後、上記3次元網目状樹脂を除去する工程が行われる。上記3次元網目状樹脂を除去する工程は、たとえば、ステンレスマッフル内で大気等の酸化性雰囲気において、上記めっき層を設けた多孔質体を、600℃〜800℃で熱処理することにより、上記3次元網目状樹脂を焼却除去することができる。
【0059】
高い発熱性能を得るため、Cr成分の配合量が多いNi合金から上記多孔質発熱体を形成するのが好ましい。Ni−Crの合金材料から上記めっき層を直接形成するのは困難である。このため、たとえば、Niめっき層とCrめっき層とを別々に形成し、その後合金化する手法を採用することができる。すなわち、3次元網目状樹脂に、上記手法によってまずNiめっき層を形成し、その上に、Crめっき層を積層形成する。その後、3次元網目状樹脂を除去し、さらに、所定の温度で熱処理することにより、上記Crめっき層とNiめっき層とを互いに拡散させて合金化することができる。
【0060】
上記Crめっき層の厚み(目付量)も特に限定されることはなく、たとえば、10g/m2 〜1000g/m2 の範囲で設定することができる。
【0061】
上記Crめっき層とNiめっき層とを積層形成した多孔質体を、ステンレスマッフル内でCOやH2等の還元性ガス雰囲気のもとで800℃〜1000℃で熱処理することにより、上記Crめっき層とNiめっき層とを互いに拡散させてNi−Cr合金層を形成することができる。また、N2やAr等の不活性ガス雰囲気では、カーボンマッフル内で1000℃〜1500℃に加熱して上記Crめっき層とNiめっき層とから合金層を形成することもできる。Niによって、図4及び図5に示す表面導電化層12bを設けた場合には、表面導電化層12bも上記合金化工程においてNi−Cr合金化されて全体が発熱体となる。
【0062】
上記工程を採用することにより、外殻のクロム濃度のバラツキが少なく、高い耐蝕性を有するとともに発熱特性の高い多孔質発熱体を形成することができる。また、めっき層によって外殻が構成されるため、外殻の厚み(断面積)を多孔質体内でほぼ均一に設定することが可能となる。このため、多孔質体内における電気抵抗のばらつきが少なくなり、通電することにより、多孔質体の全体を均一に加熱することができる。なお、上述した実施形態は、上記骨格を3次元網目状樹脂にめっきを施すことによって形成したが、粉体金属をコーティングし、その後、熱処理を施すことにより形成することもできる。この場合、Ni粉末とCr粉末とを含む粉体をコーティングすることにより、一度でNi−Cr合金を形成することもできる。
【0063】
図4及び図5に示すように、本実施形態に係る上記芯部は、中空状に形成されるが、これに限定されることはない。すなわち、上述した実施形態は、Niから形成された表面導電化層12bがCr合金化されたため外殻と一体化されたが、上記表面導電化層を別の導電性材料から形成する場合、芯部として残存する場合もある。たとえば、上記表面導電化層をチタンやカーボン等から形成するとともに、Niメッキによって骨格を形成した後Cr合金化した場合、上記表面導電化層が合金化されずに芯部として残存することになる。また、Niメッキ層をCr合金化する熱処理工程において、外殻が収縮して、中空の芯部が消失する場合もある。なお、上記表面導電化層は、多孔質発熱体の所要の発熱性能を阻害しないように厚み等が設定される。
【0064】
上記多孔質導電部3,4を構成する多孔質導電体13の形態も特に限定されることはない。上記多孔質発熱体1と同じ手法によって形成される金属多孔質体から構成することもできるし、他の形態の金属多孔質体から構成することもできる。たとえば、上記多孔質導電体13を、図3に示す形態の多孔質体から形成する場合、Niから形成された多孔質体を合金化することなく、そのまま多孔質導電体として用いることができる。この場合、上記多孔質導電体13は、上記多孔質発熱体1と同様に、連続気孔13bと骨格13aとを備えて構成される。
【0065】
なお、上述したように、上記多孔質導電体13の電気抵抗率は、上記多孔質発熱体1の電気抵抗率の100分の1以下に設定されており、ほとんど発熱しない。また、多孔質状であるため、多孔質発熱体1から伝わる熱を放熱させることも期待できる。これにより、配線5a,5bに高い温度が作用しないように設定することが可能となる。
【0066】
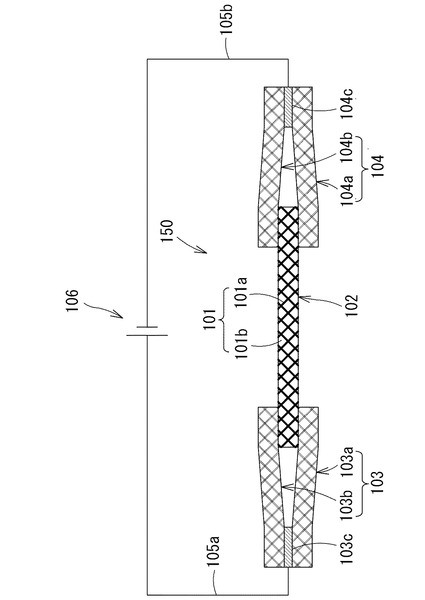
図6に、本願発明の第2の実施形態を示す。第2の実施形態は、多孔質発熱部102を構成する板状の多孔質発熱部102の両端部を、各々一対の多孔質導電体103a,103b,104a,104bで挟むようにして多孔質導電部103,104を設けたものである。本実施形態では、上記多孔質導電体103a,103b,104a,104bは、多孔質発熱体101の端部表面に溶接によって接合されている。なお、上記多孔質発熱体101及び多孔質導電体103a,103b,104a,104bの構成は第1の実施形態と同様であるので説明は省略する。
【0067】
上記構成を採用することにより、上記多孔質発熱部102に対する多孔質導電部103,104の接続面積を大きく設定することが可能となり、給電を確実に行うことができる。また、接続部分が溶断したり劣化する恐れもほとんどなくなる。
【0068】
さらに、上記多孔質導電部103,104における上記多孔質発熱部102との接続部と反対側に、多孔質導電体103a,103b,104a,104bによって電極板103c,104cを挟むようにして溶接接合し、この電極板103c,104cに対して、配線105a,105bを接続している。この構成を採用することにより、上記多孔質導電部103,104と上記配線105a,105bとの接続を確実に行うことも可能となる。
【0069】
上記電極板103c,104cを構成する材料や接続方法も特に限定されることはない。たとえば、Ni板やCu板を、溶接等によって上記多孔質導電体103a,103b,104a,104bに接続することができる。
【0070】
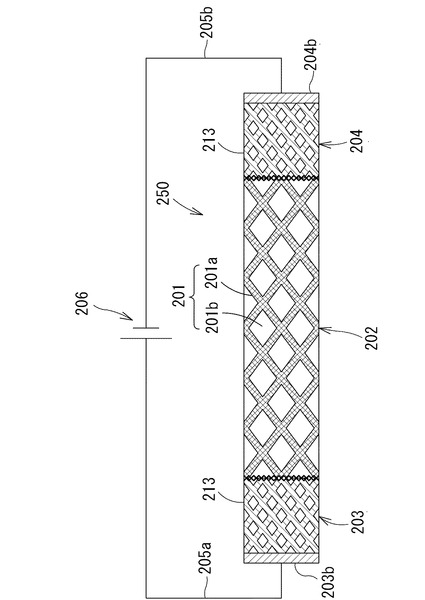
図7に、本願発明の第3の実施形態に係る多孔質発熱素子250を示す。この実施形態は、断面矩形状の多孔質発熱部202の両端面に接続するように、多孔質導電部203,204を設けたものである。なお、上記多孔質発熱部202を構成する多孔質発熱体201、及び上記多孔質導電部102を構成する多孔質導電体213の構成は、第1の実施形態と同様であるので説明は省略する。
【0071】
本実施形態では、上記多孔質発熱体201と上記多孔質導電体213とが互いの端面において溶接接合されている。また、上記多孔質導電部203,204における上記多孔質発熱体201との接合部と反対側の端面に、電極板203b,204bがそれぞれ接合されるとともに、電源206から延びる配線205a,205bが上記電極板203b,204bに接続されている。上記構成を採用することにより、断面矩形状の一体的な多孔質発熱素子250を形成することができる。
【0072】
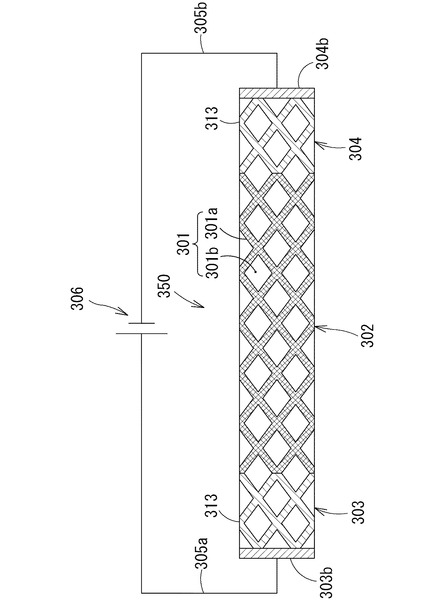
図8に、本願発明の第4の実施形態に係る多孔質発熱素子350を示す。この実施形態に係る多孔質発熱素子350は、Niで形成された金属多孔質体の中間部を、Cr合金化することにより、多孔質発熱部302を構成する多孔質発熱体301と、多孔質導電部303,304を構成する多孔質導電体313とを一体形成したものである。本実施形態では、第3の実施形態と同様に、上記多孔質導電部303、304の端面に電極板303b,304bを溶接接合して、配線305a,305bを接続している。
【0073】
上記構成を採用することにより、別途形成した金属多孔質体を、多孔質発熱体301に接続して多孔質導電部を設ける必要がなくなる。しかも、上記多孔質導電部303,304を構成する多孔質導電体313と多孔質発熱体301とが、全く同じ骨格構造を備えて構成されているとともに一体的に連続している。このため、別部材を接合した場合の接続抵抗が発生することがなく、多孔質発熱部302に効率よく通電することができる。
【0074】
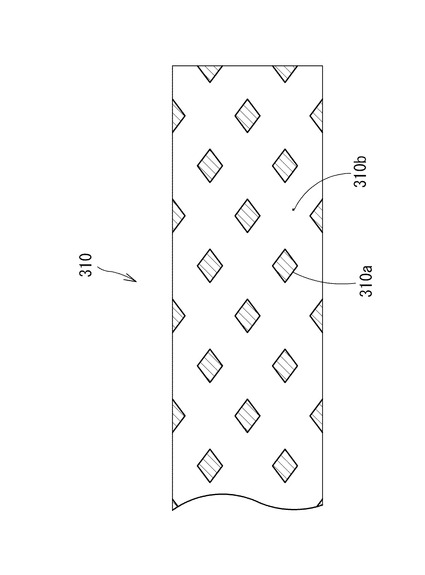
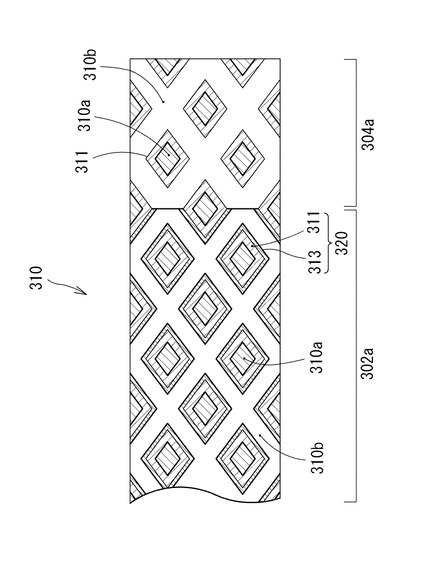
上記構成の多孔質発熱素子350は、たとえば、図9〜図15に示す手法によって形成することができる。なお、図9〜図15は、上記多孔質発熱素子350を製造する手法を模式的に示したものである。まず、多孔質導電部303,304を構成する多孔質導電体313と多孔質発熱体301との共通の骨格を形成するため、図9に示す3次元網目状樹脂310を準備する。上記3次元網目状樹脂310は、上述した骨格を構成する中空の芯部に対応する部分310aと、連続気孔に対応する連続中空部分310bとを備えて構成されており、たとえば、ウレタン樹脂を所定の気孔率で発泡させることにより形成することができる。
【0075】
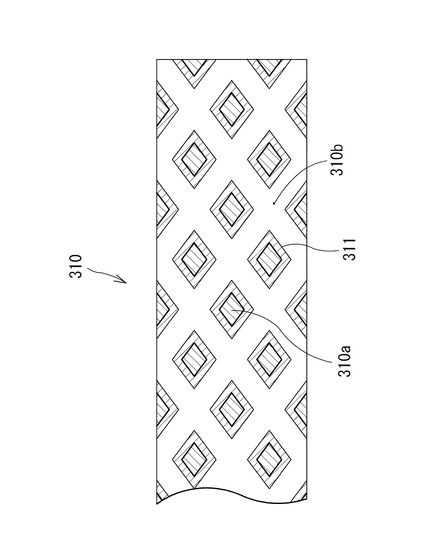
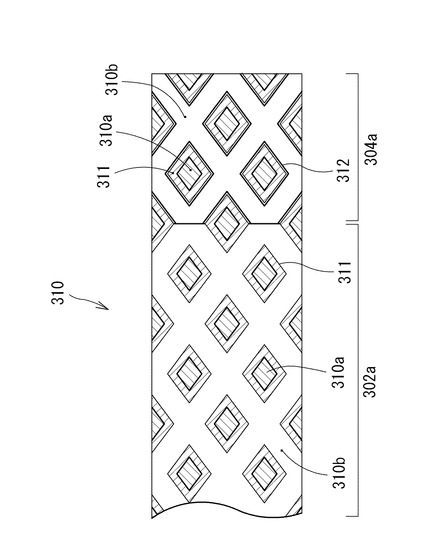
図10に示すように、上記3次元網目状樹脂310に、上述した手法によって表面を導電化処理した後、Niめっき層311を形成する。上記Niめっき層311は、上述したように、100g/m2〜2000g/m2の目付量で形成することができる。その後、図11に示すように、上記多孔質導電部303,304を構成する部分304aに、上記Crめっき処理に対するマスキング層312を形成する。上記マスキング層312は、たとえば、エポキシ樹脂等で形成することができる。
【0076】
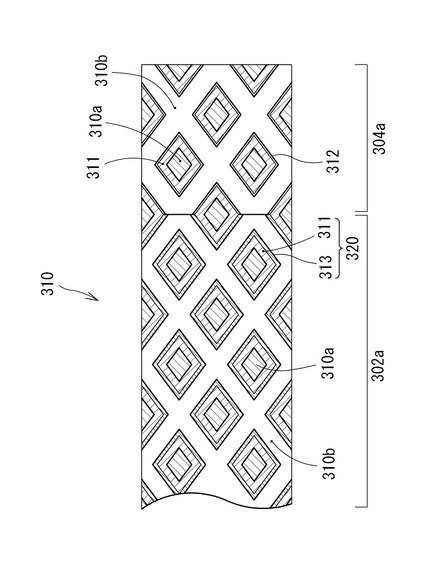
次に、図12に示すように、上記マスキング層312を設けた多孔質体に、上述した手法によって、Crめっき層313を設ける。上記マスキング層312を設けているため、上記多孔質発熱部302aに対応した領域にのみ上記Crめっき層313が形成される。これにより、上記多孔質発熱部を構成する部分302aに、Niめっき層とCrめっき層とが積層形成された複合めっき層320が形成される。
【0077】
上記マスキング層312を除去した後(図13)、上述した3次元網目状樹脂及びマスキング層312を除去する工程が行われ、図14に示すように、Niめっき層311と、上記Niめっき層311にCrめっき層313が積層された複合めっき層320とを備える3次元網目状の金属多孔質体314が形成される。
【0078】
上記複合めっき層320を備える上記金属多孔質体314を、ステンレスマッフル内でCOやH2等の還元性ガス雰囲気のもとで800℃〜1000℃で熱処理することにより、上記Niめっき層311と上記Crめっき層313を構成する成分を互いに拡散させてNi−Cr合金化し、図15に示す多孔質発熱素子350を形成することができる。図15に示すように、上記多孔質発熱素子350は、中空の芯部301cと外殻301aとからなる骨格301a,311と、これら骨格間に形成された連続気孔301bとを備えている。
【0079】
上記手法を採用することにより、Niによって形成された金属多孔質体の中間部をNi−Cr合金化して、多孔質発熱部302と、この両側にCr合金化されていない多孔質導電部303,304とを設けた金属多孔質体を一体的に形成することができる。上記多孔質導電部303,304の両端面に電極板303b,304bを設けることにより、図8に示す多孔質発熱素子350が形成される。
【0080】
なお、上記多孔質発熱素子350では、配線305a,305bを、電極板303b,304bを介して接続したが、多孔質導電部に直接接続することもできる。
【0081】
図16に、本願発明に係る多孔質発熱素子を用いて形成したガス分解素子の断面を模式的に示す。
【0082】
ガス分解素子410は、長尺状の筒状容器409の内部に、多孔質発熱素子450を充填して構成される。上記筒状容器409は、少なくとも内面が電気絶縁性を備えるように構成される。たとえば、セラミックから形成された筒状容器を採用することができる。
【0083】
本実施形態に係る多孔質発熱素子450は、多孔質発熱部401と両側に設けられた多孔質導電部403,404とを備えて構成される。上記多孔質発熱部を構成する多孔質発熱体402は、第1の実施形態と同様の多孔質発熱体から形成されたものであり、Ni−Cr合金から形成された3次元網目状の骨格401aと、連続気孔401bとを備えて構成される。
【0084】
上記多孔質導電部403,404の外周部を囲むように配置された環状の電極部403b,404bが形成されている。
【0085】
上記多孔質導電部403,404を構成する多孔質導電体413は、上記多孔質発熱体402の端面に圧着あるいは溶着されている。また、上記電極板403b,404bも、上記多孔質導電部403,404の外周部に、圧着あるいは溶着されている。
【0086】
上記電極板403b,404bに接続される配線405a,405bが、上記容器409から引き出されて電源406に接続されており、この配線405a,405bを介して、上記多孔質発熱素子450に通電される。
【0087】
本実施形態に係る多孔質発熱素子450は、多孔質導電部403,404を含む全体が多孔質であるため通気性が高い。また、上記電極板403b,404bも、上記筒状容器内のガスの流動を妨げないように、端部内周面に添着するように配置されている。このため、筒状容器409の一端部に形成されたガス導入口407を介してガスを筒状容器内に導入するとともに、上記多孔質発熱素子450の内部を軸方向に向けて流動させ、他端部に形成されたガス排出口408から排出することができる。また、上記多孔質発熱部401は、全体がほぼ均等に加熱されるため、流動するガスを均一に加熱することができる。このため、非常に効率よくガスを分解することができる。しかも、外部に熱源を設ける必要がないため、エネルギ効率も非常に高い。
【0088】
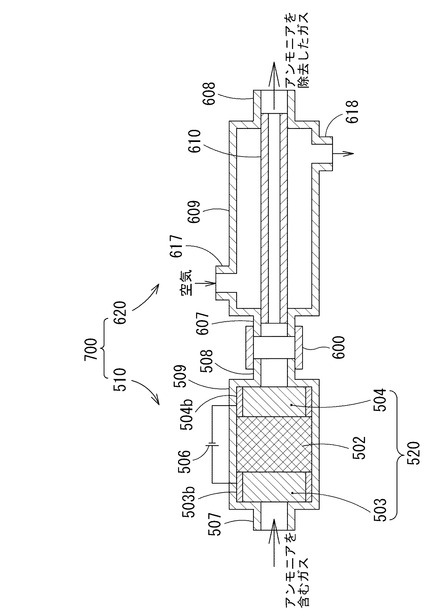
図17に、第1のガス分解素子510と、筒状MEA610を備える第2のガス分解素子620とを組み合わせて構成したガス分解装置700の概略断面図を示す。なお、上記第1のガス分解素子510は、図16に示すガス分解素子と構成が同一であるので説明は省略する。
【0089】
上記第2のガス分解素子620は、内側にガスを流動させて分解する筒状MEA610と、上記筒状MEA610を保持するとともにこの筒状MEAの外周部に空気を流動させる筒状容器609とを備えて構成される。
【0090】
上記筒状MEA610は、図示しない筒状の固体電解質層と、この固体電解質層の内周部に積層形成された第1の電極層と、上記固体電解質層の外周部に積層形成された第2の電極層とを備えて構成されている。
【0091】
上記筒状MEA610は、上記筒状容器609のガス流入口607とガス流出口608の間に接続されるようにして上記筒状容器609内に保持されている。上記筒状容器609の外周部には、空気を導入する空気導入口617と、上記筒状MEA610の外周部を流動した空気を排出する空気排出口618とを備える。
【0092】
上記ガス分解素子620の外周部には、図示しないヒータが設けられており、上記筒状MEA610及び上記空気が流動する空間を所定温度に加熱できるように構成されている。また、上記筒状MEA610の上記第1の電極層と上記第2の電極層の間には、図示しない配線が設けられており、この配線内に図示しない負荷装置が設けられる。
【0093】
上記第1のガス分解素子510と上記第2のガス分解素子620は、接続部600を介して連結されており、分解されるガスが、上記第1のガス分解素子510と上記第2のガス分解素子620に順次流動させられる。
【0094】
上記構成のガス分解装置700は、第1のガス分解素子510において加熱によりガスを分解する一方、上記第2のガス分解素子620では、上記第1のガス分解素子510で分解しきれなかったガスを電気化学的に分解するように構成したものである。
【0095】
たとえば、アンモニアガスを分解する場合、上記第1のガス分解素子において、2NH3→N2+3H2のように、アンモニアガスが熱分解される。
【0096】
また、上記筒状MEA610の第1の電極層(アノード)において、
(アノード反応)「2NH3+3O2-→N2+3H2O+6e-」
の反応を生じさせる。より詳しくは、一部のアンモニアに、2NH3→N2+3H2の反応を生じ、この3H2が、酸素イオン3O2-と反応して3H2Oを生成する。
一方、上記筒状MEAの第2の電極層(カソード)では、
(カソード反応)「O2+4e-→2O2-」
の反応を生じさせる。
上記電気化学反応の結果、電力が発生し、第1の電極層と第2の電極層との間
に電位差が生じ、上記配線に電流が流れる。これにより、上記配線内に接続したヒータ等の負荷に電力を供給することができる。
【0097】
上記第1のガス分解素子510と上記第2のガス分解素子620とを組合せてガス分解装置700を構成することにより、ガスを精度高く分解することが可能となる。
【0098】
本願発明の範囲は、上述の実施形態に限定されることはない。今回開示された実施形態は、すべての点で例示であって、制限的なものでないと考えられるべきである。本願発明の範囲は、上述した意味ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0099】
ガス分解装置等において、ガスを効率よく加熱することができるとともに、熱分解させることができる。
【符号の説明】
【0100】
1 多孔質発熱体
1b 連続気孔
2 多孔質発熱部
3 多孔質導電部
3b 電極板
4 多孔質導電部
4b 電極板
5a 配線
5b 配線
10 骨格
10a 外殻
13 多孔質導電体
11 結節部
12 枝部
【技術分野】
【0001】
本願発明は、多孔質発熱素子、多孔質発熱素子の製造方法及びガス分解素子に関する。詳しくは、ガスを流動させて加熱分解するガス分解装置に好適な多孔質発熱素子等に関する。
【背景技術】
【0002】
たとえば、アンモニアは農業や工業に不可欠の化合物であるがヒトには有害であるため、水中や大気中のアンモニアを分解する種々の方法が知られている。高濃度のアンモニアを含む水からアンモニアを分解除去するために、アンモニア水を噴霧するとともに空気流と接触させて空気中にアンモニアを分離し、次亜臭素酸溶液又は硫酸と接触させる方法が提案されている(特許文献1)。また、上記方法と同じプロセスで空気中にアンモニアを分離して触媒により燃焼させる方法(特許文献2)や、アンモニア含有排水を、触媒を用いて、窒素と水に分解する方法が提案されている(特許文献3)。さらに、半導体製造装置の廃ガスには、アンモニア、水素等が含まれることが多く、アンモニアの異臭を完全に除去するには、ppmオーダーにまで除去する必要がある。この目的のために、半導体装置の廃ガス放出の際にスクラバーを通して、薬品を含む水に有害ガスを吸収させる方法が多く用いられてきた。一方、エネルギや薬品等の投入なしに安価なランニングコストで有害ガスを分解するために、リン酸燃料電池でアンモニアを分解する、半導体製造装置等における廃ガス処理の方法も提案されている(特許文献4)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−31966号公報
【特許文献2】特開平7−116650号公報
【特許文献3】特開平11−347535号公報
【特許文献4】特開2003−45472号公報
【特許文献5】特許第3238086号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されているような中和剤等の薬液を用いる方法、特許文献2に記載されているような燃焼させる方法、特許文献3に記載されているような触媒を用いた熱分解反応による方法により、アンモニアを分解することはできる。ところが、これらの方法では、薬品や外部エネルギ(燃料)を必要とし、さらには、触媒を定期的に交換する必要があり、ランニングコストが大きくなるという問題がある。
【0005】
また、装置が大掛かりとなり、既存の設備に付加的に設ける場合には、スペースを確保するのが困難である。また、リン酸型燃料電池を、化合物半導体製造の排気中のアンモニアの除去に用いる装置についても、電解質が液体であるため、空気側とアンモニア側との仕切りをコンパクトにできず、装置の小型化が難しいという問題があった。
【0006】
上記問題を解決するため、特許文献5に記載されているように、筒状の固体電解質層と、この固体電解質層を内外から挟むようにして積層形成された第1の電極層及び第2の電極層とを備えて構成される筒状MEA(Membrane Electrode Assembly)を採用することができる。上記筒状MEAの内側空間を、分解されるガスを含む気体が、軸方向に流動させられる。
【0007】
上記ガスを分解するには、ガスを含む気体の温度をできるだけ高めて、上記筒状MEAの第1の電極層(燃料極)に作用させる必要がある。このため、筒状MEAの全体を高温に、たとえば、800℃以上に保持する必要があり、加熱容器内に上記筒状MEAを収容して上記筒状MEAの全体を加熱するように構成されている。
【0008】
ところが、上記筒状MEAの外側から加熱する必要があるため、大きなエネルギが必要になる。また、筒状MEA内の加熱空間が小さいため、上記ガスの流量を増加させるとガスが上記筒状MEA内で滞在する時間が減少し、上記筒状MEA内でガスの温度が低下して、分解効率が低下するという問題が生じる。
【0009】
本願発明は、ガスを効率よく加熱することができるとともに、熱分解させることができ、さらに、単独であるいは他のガス分解装置と組み合わせて用いることができる多孔質発熱素子、多孔質発熱素子の製造方法及びガス分解素子を提供することを課題とする。
【課題を解決するための手段】
【0010】
本願の請求項1に記載した発明は、連続気孔を有するとともに通電することにより発熱する多孔質発熱体を有する多孔質発熱部と、多孔質導電体を有するとともに上記多孔質発熱部に給電する多孔質導電部とを備えて、多孔質発熱素子を構成したものである。
【0011】
本願発明では、通電することにより連続気孔を有する発熱部の全体が発熱させられるとともに、この多孔質発熱部内にガスを流動させることができるため、流動するガスを効率よく加熱して分解することができる。
【0012】
一方、上記多孔質発熱部は多孔質発熱体から形成されているため、給電を行う配線との接触面積を確保することが困難である。しかも、上記多孔質発熱体の温度を800℃以上に保持する必要がある場合がある。このため、上記多孔質発熱体に配線を直接接続すると、接続部近傍に過大な電流が流れて温度がさらに高まり、配線や多孔質体が溶断したり劣化したりする恐れが高まる。
【0013】
本願発明では、上記不都合を回避するために、上記多孔質発熱部に給電する多孔質導電部が設けられている。上記多孔質導電部は、上記多孔質発熱部より抵抗率の小さい多孔質導電体、たとえば、Ni(ニッケル)、Cu(銅)等で形成することができる。上記多孔質導電部の抵抗率は、上記多孔質発熱部の抵抗率の100分の1以下に設定するのが好ましい。これにより、上記多孔質導電体は、多孔質発熱部のように高い温度で発熱することはなく、給電のための配線を容易に接続することができる。
【0014】
しかも、上記多孔質発熱部と上記多孔質導電部との接続面積を確保できるため、多孔質発熱部の広い範囲から給電して発熱させることが可能となる。また、多孔質発熱部に効率よく通電して、全体を均一に加熱することが可能となる。なお、給電に必要な実質的な接続面積を確保するために、上記多孔質発熱部に所定の面積で多孔質導電部が接続された形態に構成するのが好ましい。
【0015】
さらに、上記多孔質導電部自体が多孔質導電体で形成されているため、ガスの流動を妨げることがない。したがって、ガス分解装置に好適な多孔質発熱素子を構成できる。
【0016】
上記多孔質発熱部と上記多孔質導電部の多孔質体の形態は特に限定されることはない。上記多孔質発熱部を構成する多孔質発熱体と上記多孔質導電部を構成する多孔質導電体とを、形態や気孔率の異なる多孔質体から構成することができる。また、請求項5に記載した発明のように、上記多孔質発熱部と上記多孔質導電部を、形態がほぼ同一の多孔質体から形成することもできる。同一形態の多孔質体から上記多孔質発熱部と上記多孔質導電部とを形成することにより、上記多孔質発熱部と上記多孔質導電部におけるガスの流動抵抗が同一となり、ガスを効率よく流動させることができる。
【0017】
上記多孔質発熱部と上記多孔質導電部とを連続して設ける手法は特に限定されることはない。たとえば、請求項2に記載した発明のように、上記多孔質導電部を構成する多孔質導電体と上記多孔質発熱部を構成する上記多孔質発熱体とを、圧着又は/及び溶着によって接続することができる。多孔質発熱部を構成する多孔質発熱体と多孔質導電部を構成する多孔質体とは、気孔率が大きいため、圧着することにより多孔質体を構成する骨格同士が絡み合うようにして接合することができる。上記圧着手法も特に限定されることはなく、たとえば、板状の多孔質発熱体の端部に、所定幅で板状の多孔質導電体を積層して、プレス等によってかしめることにより圧着することができる。また、上記かしめ等により圧着した後、所定温度に加熱して圧着部分を溶着させるのが好ましい。
【0018】
上記多孔質導電部に、給電を行う配線を直接接続することもできるが、請求項6に記載した発明のように、上記多孔質導電部に所要の面積で接続された電極板を溶接等によって設けて、この電極板に対して配線を接続するのが好ましい。上記電極板の接続面積は、多孔質発熱部及び多孔質導電部の大きさや給電量により設定することができる。上記電極板を構成する材料も特に限定されることはなく、Cu板等を採用できる。また、多孔質導電部は発熱しないため、電極を容易に設けることもできる。
【0019】
また、多孔質発熱部と多孔質導電部を、一体の多孔質体から形成することができる。たとえば、請求項3に記載した発明のように、上記多孔質導電部を構成する多孔質導電体の一部を合金化することにより上記多孔質発熱部を形成することができる。また、請求項4に記載した発明のように、上記多孔質発熱部を構成する多孔質発熱体の表面に導電層を設けることにより、上記多孔質導電部を形成することができる。
【0020】
上記構成を採用することにより、多孔質体を構成する同一の骨格が連続しているとともに、所要の部分を発熱させることのできる多孔質発熱素子を形成することができる。また、発熱部に効率よく通電することができるとともに、多孔質導電部に放熱性があるため、配線等に作用する温度を低下させることも可能となる。しかも、多孔質導電部に多孔質発熱部と同一の通気性を持たせることが可能となり、ガス分解素子等に好適なガス分解素子を構成できる。
【0021】
上記多孔質発熱体を構成する材料及び形態は、特に限定されることはない。上記多孔質発熱体として、たとえば、請求項7に記載した発明のように、発熱材料からなる外殻と、中空又は/及び導電性材料からなる芯部とを有する骨格が、一体的に連続する3次元網目構造を備える多孔質発熱体を採用することができる。
【0022】
上記多孔質発熱体は、骨格が3次元網目構造に形成されているため、気孔率をきわめて大きく設定することができる。これにより、気孔内におけるガスの流動抵抗が小さくなり、大量のガスを流動させて加熱することが可能となる。
【0023】
また、上記骨格は、一体的に連続するように形成されている。このため、繊維状の発熱体を充填して構成される多孔質発熱体のように、隣接する各繊維間の接触抵抗が生じることがなく、多孔質発熱体内各部における電気抵抗が大きく変化することはない。したがって、多孔質発熱体内の電流の流れに偏在が生じることが少なく、接触部分が溶断するのを防止することができるばかりでなく、多孔質発熱体の全体を均一に加熱することが可能となる。
【0024】
また、上記請求項8に記載した発明のように、上記多孔質発熱体における上記3次元網目構造は、上記骨格を構成する複数の枝部が結節部に集合して一体的に連続しているとともに、一の結節部に集合する上記各枝部の外殻の厚みがほぼ一定となるように構成するのが好ましい。上記結節部では各骨格(枝部)からの電流が集中するため、一の結節部に集合する各枝部の電気抵抗が異なると、結節部周りの一部の枝部に過大な電流が流れて温度が上昇し、骨格が溶断したり劣化する恐れがある。
【0025】
一の結節部に集合する枝部の外殻の厚みをほぼ一定に設定することにより、一の結節部に集合する各骨格の電気抵抗に大きな差異が生じることがなくなり、一の結節点に集合する一部の骨格に過大な電流が流れることもなくなる。これにより、骨格の溶断や劣化を防止することが可能となる。
【0026】
多孔質発熱体の一の結節部に集合する枝部の外殻の厚みがほぼ一定であればよく、発熱体全体の外殻の厚みが一定であることまで要求されるものではない。たとえば、製造方法等によっては、外殻の厚みが、発熱体の表層部と内部で異なることが考えられる。この場合、表層部の結節部に集合する各枝部の外殻厚みと、内部の結節部に集合する枝部の外殻厚みが異なることになる。しかし、各結節部に集合する骨格の厚みがほぼ一定であれば、一部の枝部に過大な電流が流れることはなく、結節部近傍の骨格が溶断するのを防止することができる。また、結節部周りの骨格が均等な強度を備えるため、強度も確保することができる。
【0027】
上記骨格を形成する手法は特に限定されることはない。たとえば、請求項9に記載した発明のように、上記骨格を、3次元網目状樹脂の表面にめっき層又は金属コーティング層を設けるとともに、上記樹脂を消失させることにより形成することができる。上記骨格の外殻を金属めっき層又は金属コーティング層から形成することにより、骨格の厚みを非常に薄くかつ均一に設定することが可能となる。これにより、大きな気孔率を備える多孔質発熱体を形成することが可能となる。
【0028】
また、請求項9に記載した手法により外殻をめっき層等から形成すると、一の結節部に集合する骨格の外殻の厚みをほぼ一定に形成することが可能となる。これにより、結節部周りの外殻の電気抵抗に大きな差異が生じることがなくなり、多孔質発熱体の全域を均一に加熱することができる。
【0029】
上記芯部は、製造方法に応じて、中空又は/及び導電性材料から構成される。たとえば、上述したように、上記骨格を、3次元網目状樹脂の表面にめっき層を設けるとともに、上記樹脂を消失させることにより形成する場合、上記樹脂が消失した部分が中空状となる。また、上記メッキ層を設けるために上記3次元網目状樹脂の表面に導電性材料をコーティング等して導電化処理を施した場合には、上記導電性材料からなる表面導電化層が中空芯部の内周面に残存する場合がある。さらに、メッキ処理の後に熱処理等を施した場合は、外殻が収縮して、中空部分がなくなる場合もある。なお、上記芯部の構造は、発熱体の全体において均一である必要はなく、部分によって異なっていてもよい。たとえば、芯部を構成する導電性材料が後の熱処理によって溶解して、発熱体内で偏在したり、一部の中空部が消失した状態であってもよい。なお、上記表面導電化層は、多孔質発熱体の所要の発熱性能を阻害しないように厚み等が設定される。
【0030】
発熱体である上記外殻を構成する材料は、特に限定されることはない。たとえば、請求項10に記載した発明のように、Niを50〜95%と、Crを5〜50%とを含む合金から形成するのが好ましい。上記範囲の配合量に設定することにより、上記多孔質発熱体を効率よく発熱させることができる。なお、上記NiとCrの配合比を保持した状態で他の成分が配合されてもよい。
【0031】
請求項11に記載した発明は、多孔質発熱体が、Niを主成分とする金属多孔質体に、Crを拡散させることにより合金化されているものである。Ni−Cr合金から、直接所要の気孔率を有する多孔質体を形成するのは困難な場合がある。たとえば、上述しためっき法によってNi−Cr合金のめっき層を直接形成するのは困難である。
【0032】
請求項11に記載した発明は、まず、Niから多孔質体を形成し、この多孔質体を構成するNiの表面から、Crを拡散させて発熱体として機能するNi−Cr合金としたものである。
【0033】
Niは、めっき処理しやすいため、上記骨格を容易に形成することができる。また、骨格の厚みや気孔率の異なる種々の金属多孔質体を容易に構成できる。そして、このNi多孔質体をCr合金化することによって、所要の電熱特性を備える種々の発熱体を構成できる。また、多孔質導電部を構成する多孔質導電体の中間部を合金化することにより、上記多孔質発熱部と上記多孔質導電部とを一体的に形成することもできる。
【0034】
上記Ni多孔質体を、Cr合金化する手法は特に限定されることはない。たとえば、上記Ni多孔質体を、Cr源粉末の加熱により発生させた拡散浸透成分ガスと還元性希釈ガスとの混合ガス中で熱処理することにより、Ni多孔質体をNi−Cr合金とすることができる。
【0035】
また、請求項12に記載した発明のように、Niによって形成された第1の外殻に、Crで形成された第2の外殻を積層形成し、所定の熱処理を行うことにより、上記第1の外殻と上記第2の外殻とを互いに拡散させて合金化し、上記多孔質発熱体とすることができる。また、多孔質導電部を構成する第1の外殻を形成した後、中間部に第2の外殻を積層形成することにより、上記多孔質発熱部と上記多孔質導電部とを一体的に形成することができる。
【0036】
請求項13に記載した発明は、多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、上記多孔質発熱体と上記多孔質導電体とを圧着する圧着工程と、加熱することにより、上記多孔質発熱体と上記多孔質導電体とを溶着する溶着工程とを含んで構成されるものである。上記圧着工程と上記溶着工程とを行うことにより、上記多孔質発熱体と多孔質導電体とを確実に接合することができる。また、請求項14に記載した発明は、多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、上記多孔質導電体の一部を合金化することにより上記多孔質発熱部を形成する合金化工程を含んで構成されるものである。この製造方法を採用することにより、骨格構造が同一である多孔質発熱体と多孔質導電体とを一体的に形成することができる。
【0037】
請求項15に記載した発明は、請求項1から請求項12に記載した多孔質発熱素子を備えるガス分解素子に関するものである。
【0038】
本願発明に係るガス分解素子は、自体で発熱する多孔質発熱素子内に、分解に供せられるガスが流動するように構成されているため、ガスを効率よく加熱して分解することが可能となる。また、上記多孔質導電部の気孔率を高く設定することにより、ガスの流動抵抗が増加することもなくなる。本願発明に係るガス分解素子は、単独で、あるいは他のガス分解素子と組み合わせてガス分解装置を構成することができる。たとえば、筒状MEAを備えるガス分解素子と組み合わせて、効率のよいガス分解装置を構成できる。
【発明の効果】
【0039】
多孔質発熱部を均一に加熱できるため、大量のガスを均一に効率よく加熱して、分解することができる。
【図面の簡単な説明】
【0040】
【図1】本願発明に係る多孔質発熱素子の第1の実施形態を示す断面図である。
【図2】図1に示す多孔質発熱素子の要部の拡大断面図である。
【図3】多孔質発熱素子を構成する多孔質発熱体の一例を示す電子顕微鏡写真である。
【図4】図3に示す多孔質発熱体の要部の断面を模式的に示す図である。
【図5】図4におけるV−V線に沿う断面図である。
【図6】本願発明に係る多孔質発熱素子の第2の実施形態を示す断面図である。
【図7】本願発明に係る多孔質発熱素子の第3の実施形態を示す断面図である。
【図8】本願発明に係る多孔質発熱素子の第4の実施形態を示す断面図である。
【図9】図8に示す多孔質発熱素子の製造工程を示す図である。
【図10】図8に示す多孔質発熱素子の製造工程を示す図である。
【図11】図8に示す多孔質発熱素子の製造工程を示す図である。
【図12】図8に示す多孔質発熱素子の製造工程を示す図である。
【図13】図8に示す多孔質発熱素子の製造工程を示す図である。
【図14】図8に示す多孔質発熱素子の製造工程を示す図である。
【図15】図8に示す多孔質発熱素子の製造工程を示す図である。
【図16】多孔質発熱体を容器に収容してガス分解素子を構成した断面図である。
【図17】図16に示すガス分解素子と他のガス分解素子を組み合わせてガス分解装置を構成した例を示す図である。
【発明を実施するための形態】
【0041】
以下、本願発明の実施形態を図に基づいて具体的に説明する。
【0042】
図1は、本願発明に係る多孔質発熱素子の第1の実施形態の概略構成を示す断面図である。図1に示すように、多孔質発熱素子100は、多孔質発熱部2と、多孔質導電部3,4とを備えて構成される。
【0043】
上記多孔質発熱部2と上記多孔質導電部3,4は矩形板状に形成されるとともに、上記多孔質発熱部2の両側部において、上記多孔質導電部3,4の一端部を所定幅で積層するようにして、上記多孔質発熱部2と上記多孔質導電部3,4とが接合されている。上記多孔質導電部3,4の他端部の表面には、電源6から延びる配線5a,5bが接続されており、上記配線5a,5b及び上記多孔質導電部3,4を介して、上記多孔質発熱部2に給電できるように構成されている。
【0044】
図2に示すように、本実施形態では、上記多孔質発熱部2を構成する多孔質発熱体1と上記多孔質導電部3,4を構成する多孔質導電体13とは、各々の端部を所定幅で積層するとともに波状にかしめることにより接合されている。なお、かしめた後に所定温度に加熱することにより、上記多孔質発熱体1と上記多孔質導電体13とを溶着させるのが好ましい。
【0045】
上記多孔質導電部3,4は、上記多孔質発熱体1より抵抗率の小さい多孔質導電体13から形成されている。たとえば、上記多孔質導電体の抵抗率を、上記多孔質発熱部の抵抗率の100分の1以下に設定するのが好ましい。これにより、上記多孔質導電部3,4は、多孔質発熱部2のように高い温度で発熱することはなく、給電のための配線5a,5bを容易に接続することができる。
【0046】
しかも、上記多孔質発熱体1と上記多孔質導電体13との積層幅を調節することにより、上記多孔質発熱体1と多孔質導電体13との所要の接続面積を確保できる。このため、多孔質発熱体1の広い面積から給電して発熱させることが可能となる。また、接続部分に過大な電流が流れて溶断したり、多孔質発熱体1や多孔質導電体13が劣化する恐れもなない。なお、接続面積は、多孔質発熱体の密度や流れる電流値等に応じて設定することができる。
【0047】
また、上記多孔質発熱体1及び上記多孔質導電体13が多孔質体で形成されているため、内部にガスを流動させた場合にガスの流動を妨げることがなくなる。したがって、ガス分解装置等に好適な多孔質発熱素子を構成できる。
【0048】
上記多孔質発熱体1と上記多孔質導電体13を構成する多孔質体の形態は特に限定されることはない。上記多孔質発熱体1と上記多孔質導電体13を構成する多孔質体を、形態や気孔率の異なる多孔質体から構成することができる。また、上記多孔質発熱体1と上記多孔質導電体13とを、形態がほぼ同一の多孔質体から形成することもできる。同一形態の多孔質体から上記多孔質発熱体1と上記多孔質導電体13とを形成することにより、上記多孔質発熱部2と上記多孔質導電部3,4におけるガスの流動抵抗が同一となり、ガスを効率よく流動させることができる。
【0049】
図3は、多孔質発熱体1の一例の外観構造を示す電子顕微鏡写真である。多孔質発熱体1は、連続気孔1bを有する3次元網目構造を備える。図4に示すように、上記3次元網目構造は、三角柱状の骨格10が3次元に連続して連なった形態を備え、上記骨格10を構成する複数の枝部12が結節部11に集合して一体的に連続する形態を備える。また、骨格10の各部は、図5に示すように、外殻10aと、中空状の芯部10bとを備えて構成される。なお、図4及び図5に示す実施形態では、上記外殻10aは、後に説明するように、めっき層12aと表面導電化層12bとが、一体的に合金化されて発熱体として機能するように構成されている。
【0050】
上記多孔質発熱体1は、連続気孔1bを有する多孔質状に形成されているため、上記気孔1b内でガスを流動させて、効率よく加熱することができる。しかも、上記多孔質発熱体1は、3次元網目構造を採用することによって、気孔率をきわめて大きく設定することができる。このため、気孔内におけるガスの流動抵抗が低く、大量のガスを流動させて加熱することも可能となる。
【0051】
また、図4に示すように、上記3次元網目構造における一の結節部11に集合する上記枝部12(骨格)の外殻10aの厚みtがほぼ一定に形成されている。一の結節部11に集合する枝部12の外殻の厚みtがほぼ一定であるため、一の結節部に集合する各枝部12の電気抵抗もほぼ一定となる。したがって、一の結節部に集合する一部の枝部に過大な電流が流れることもなくなる。これにより、骨格の溶断や劣化を防止することが可能となる。なお、多孔質発熱体1の一の結節部11に集合する枝部12の外殻10aの厚みがほぼ一定であればよく、発熱体全体の外殻の厚みが一定であることまで要求されるものではない。たとえば、製造方法等によっては、外殻の厚みが、発熱体の表層部と内部で異なることが考えられる。この場合、表層部の結節部に集合する各骨格の外殻厚みと、内部の結節部に集合する骨格の外殻厚みが異なることになる。しかし、一の結節部に集合する枝部の外殻の厚みがほぼ一定であれば、少なくとも上記結節部周りの一部の枝部に過大な電流が流れることはなく、結節部近傍の骨格が溶断するのを防止することができる。
【0052】
本実施形態に係る上記多孔質発熱体1は、少なくともNiとCrとを含む合金から形成されている。上記NiとCrの配合量は、所要の発熱量に応じて設定することができる。たとえば、上記多孔質発熱体1の上記外殻10aを、Niを50〜95%と、Crを5〜50%とを含む合金から形成することができる。
【0053】
上記多孔質発熱体1は、種々の手法を用いて形成することができる。たとえば、上記骨格をメッキによって形成する場合、3次元網目状樹脂に導電化処理を施す工程と、3次元網目状樹脂に金属めっきを施す工程と、3次元網目状樹脂を除去する工程とを含んで構成することができる。
【0054】
上記3次元網目状樹脂の形態として、樹脂発泡体、不織布、フェルト、織布等を用いることができる。上記3次元網目状樹脂を構成する素材は特に限定されることはないが、金属めっきした後、加熱等によって消失させることができるものを採用するのが好ましい。また、加工性やハンドリング性を確保するため、柔軟性を有するものを採用するのが好ましい。特に、3次元網目状樹脂として樹脂発泡体を採用するのが好ましい。樹脂発泡体は、連続気孔を有する多孔質状であればよく、既知のものを採用できる。たとえば、発泡ウレタン樹脂、発泡スチレン樹脂等を採用することができる。発泡樹脂の気孔の形態や気孔率、寸法等は特に限定されることはなく、用途に応じて適宜設定することができる。
【0055】
上記3次元網目状樹脂を導電化する処理は、各気孔の表面に上記骨格を構成する金属めっき層を設けるために行われるものであり、図4における表面導電化層12bを設けることができれば特に限定されることはない。たとえば、ニッケルを用いる場合には、無電解めっき処理、スパッタリング処理等を採用することができる。また、チタン、ステンレス等の金属やカーボンブラック、黒鉛等を採用する場合には、これらの微粉末にバインダを添加した混合物を、上記3次元網目状樹脂に含浸塗着する処理を採用することができる。
【0056】
上記めっき処理も特に限定されることはなく、公知のめっき法によって処理をすることができる。たとえば、ニッケルめっきを採用する場合、生産性、コスト等の観点から電気めっき法を採用するのが好ましい。電気めっきに用いるめっき浴として、公知あるいは市販のものを採用できる。
【0057】
上記めっき層の厚み(目付量)も特に限定されることはない。所要の気孔率や、強度を勘案して設定することができる。たとえば、100g/m2 〜2000g/m2 の目付量を採用することができる。
【0058】
上記めっき層を形成した後、上記3次元網目状樹脂を除去する工程が行われる。上記3次元網目状樹脂を除去する工程は、たとえば、ステンレスマッフル内で大気等の酸化性雰囲気において、上記めっき層を設けた多孔質体を、600℃〜800℃で熱処理することにより、上記3次元網目状樹脂を焼却除去することができる。
【0059】
高い発熱性能を得るため、Cr成分の配合量が多いNi合金から上記多孔質発熱体を形成するのが好ましい。Ni−Crの合金材料から上記めっき層を直接形成するのは困難である。このため、たとえば、Niめっき層とCrめっき層とを別々に形成し、その後合金化する手法を採用することができる。すなわち、3次元網目状樹脂に、上記手法によってまずNiめっき層を形成し、その上に、Crめっき層を積層形成する。その後、3次元網目状樹脂を除去し、さらに、所定の温度で熱処理することにより、上記Crめっき層とNiめっき層とを互いに拡散させて合金化することができる。
【0060】
上記Crめっき層の厚み(目付量)も特に限定されることはなく、たとえば、10g/m2 〜1000g/m2 の範囲で設定することができる。
【0061】
上記Crめっき層とNiめっき層とを積層形成した多孔質体を、ステンレスマッフル内でCOやH2等の還元性ガス雰囲気のもとで800℃〜1000℃で熱処理することにより、上記Crめっき層とNiめっき層とを互いに拡散させてNi−Cr合金層を形成することができる。また、N2やAr等の不活性ガス雰囲気では、カーボンマッフル内で1000℃〜1500℃に加熱して上記Crめっき層とNiめっき層とから合金層を形成することもできる。Niによって、図4及び図5に示す表面導電化層12bを設けた場合には、表面導電化層12bも上記合金化工程においてNi−Cr合金化されて全体が発熱体となる。
【0062】
上記工程を採用することにより、外殻のクロム濃度のバラツキが少なく、高い耐蝕性を有するとともに発熱特性の高い多孔質発熱体を形成することができる。また、めっき層によって外殻が構成されるため、外殻の厚み(断面積)を多孔質体内でほぼ均一に設定することが可能となる。このため、多孔質体内における電気抵抗のばらつきが少なくなり、通電することにより、多孔質体の全体を均一に加熱することができる。なお、上述した実施形態は、上記骨格を3次元網目状樹脂にめっきを施すことによって形成したが、粉体金属をコーティングし、その後、熱処理を施すことにより形成することもできる。この場合、Ni粉末とCr粉末とを含む粉体をコーティングすることにより、一度でNi−Cr合金を形成することもできる。
【0063】
図4及び図5に示すように、本実施形態に係る上記芯部は、中空状に形成されるが、これに限定されることはない。すなわち、上述した実施形態は、Niから形成された表面導電化層12bがCr合金化されたため外殻と一体化されたが、上記表面導電化層を別の導電性材料から形成する場合、芯部として残存する場合もある。たとえば、上記表面導電化層をチタンやカーボン等から形成するとともに、Niメッキによって骨格を形成した後Cr合金化した場合、上記表面導電化層が合金化されずに芯部として残存することになる。また、Niメッキ層をCr合金化する熱処理工程において、外殻が収縮して、中空の芯部が消失する場合もある。なお、上記表面導電化層は、多孔質発熱体の所要の発熱性能を阻害しないように厚み等が設定される。
【0064】
上記多孔質導電部3,4を構成する多孔質導電体13の形態も特に限定されることはない。上記多孔質発熱体1と同じ手法によって形成される金属多孔質体から構成することもできるし、他の形態の金属多孔質体から構成することもできる。たとえば、上記多孔質導電体13を、図3に示す形態の多孔質体から形成する場合、Niから形成された多孔質体を合金化することなく、そのまま多孔質導電体として用いることができる。この場合、上記多孔質導電体13は、上記多孔質発熱体1と同様に、連続気孔13bと骨格13aとを備えて構成される。
【0065】
なお、上述したように、上記多孔質導電体13の電気抵抗率は、上記多孔質発熱体1の電気抵抗率の100分の1以下に設定されており、ほとんど発熱しない。また、多孔質状であるため、多孔質発熱体1から伝わる熱を放熱させることも期待できる。これにより、配線5a,5bに高い温度が作用しないように設定することが可能となる。
【0066】
図6に、本願発明の第2の実施形態を示す。第2の実施形態は、多孔質発熱部102を構成する板状の多孔質発熱部102の両端部を、各々一対の多孔質導電体103a,103b,104a,104bで挟むようにして多孔質導電部103,104を設けたものである。本実施形態では、上記多孔質導電体103a,103b,104a,104bは、多孔質発熱体101の端部表面に溶接によって接合されている。なお、上記多孔質発熱体101及び多孔質導電体103a,103b,104a,104bの構成は第1の実施形態と同様であるので説明は省略する。
【0067】
上記構成を採用することにより、上記多孔質発熱部102に対する多孔質導電部103,104の接続面積を大きく設定することが可能となり、給電を確実に行うことができる。また、接続部分が溶断したり劣化する恐れもほとんどなくなる。
【0068】
さらに、上記多孔質導電部103,104における上記多孔質発熱部102との接続部と反対側に、多孔質導電体103a,103b,104a,104bによって電極板103c,104cを挟むようにして溶接接合し、この電極板103c,104cに対して、配線105a,105bを接続している。この構成を採用することにより、上記多孔質導電部103,104と上記配線105a,105bとの接続を確実に行うことも可能となる。
【0069】
上記電極板103c,104cを構成する材料や接続方法も特に限定されることはない。たとえば、Ni板やCu板を、溶接等によって上記多孔質導電体103a,103b,104a,104bに接続することができる。
【0070】
図7に、本願発明の第3の実施形態に係る多孔質発熱素子250を示す。この実施形態は、断面矩形状の多孔質発熱部202の両端面に接続するように、多孔質導電部203,204を設けたものである。なお、上記多孔質発熱部202を構成する多孔質発熱体201、及び上記多孔質導電部102を構成する多孔質導電体213の構成は、第1の実施形態と同様であるので説明は省略する。
【0071】
本実施形態では、上記多孔質発熱体201と上記多孔質導電体213とが互いの端面において溶接接合されている。また、上記多孔質導電部203,204における上記多孔質発熱体201との接合部と反対側の端面に、電極板203b,204bがそれぞれ接合されるとともに、電源206から延びる配線205a,205bが上記電極板203b,204bに接続されている。上記構成を採用することにより、断面矩形状の一体的な多孔質発熱素子250を形成することができる。
【0072】
図8に、本願発明の第4の実施形態に係る多孔質発熱素子350を示す。この実施形態に係る多孔質発熱素子350は、Niで形成された金属多孔質体の中間部を、Cr合金化することにより、多孔質発熱部302を構成する多孔質発熱体301と、多孔質導電部303,304を構成する多孔質導電体313とを一体形成したものである。本実施形態では、第3の実施形態と同様に、上記多孔質導電部303、304の端面に電極板303b,304bを溶接接合して、配線305a,305bを接続している。
【0073】
上記構成を採用することにより、別途形成した金属多孔質体を、多孔質発熱体301に接続して多孔質導電部を設ける必要がなくなる。しかも、上記多孔質導電部303,304を構成する多孔質導電体313と多孔質発熱体301とが、全く同じ骨格構造を備えて構成されているとともに一体的に連続している。このため、別部材を接合した場合の接続抵抗が発生することがなく、多孔質発熱部302に効率よく通電することができる。
【0074】
上記構成の多孔質発熱素子350は、たとえば、図9〜図15に示す手法によって形成することができる。なお、図9〜図15は、上記多孔質発熱素子350を製造する手法を模式的に示したものである。まず、多孔質導電部303,304を構成する多孔質導電体313と多孔質発熱体301との共通の骨格を形成するため、図9に示す3次元網目状樹脂310を準備する。上記3次元網目状樹脂310は、上述した骨格を構成する中空の芯部に対応する部分310aと、連続気孔に対応する連続中空部分310bとを備えて構成されており、たとえば、ウレタン樹脂を所定の気孔率で発泡させることにより形成することができる。
【0075】
図10に示すように、上記3次元網目状樹脂310に、上述した手法によって表面を導電化処理した後、Niめっき層311を形成する。上記Niめっき層311は、上述したように、100g/m2〜2000g/m2の目付量で形成することができる。その後、図11に示すように、上記多孔質導電部303,304を構成する部分304aに、上記Crめっき処理に対するマスキング層312を形成する。上記マスキング層312は、たとえば、エポキシ樹脂等で形成することができる。
【0076】
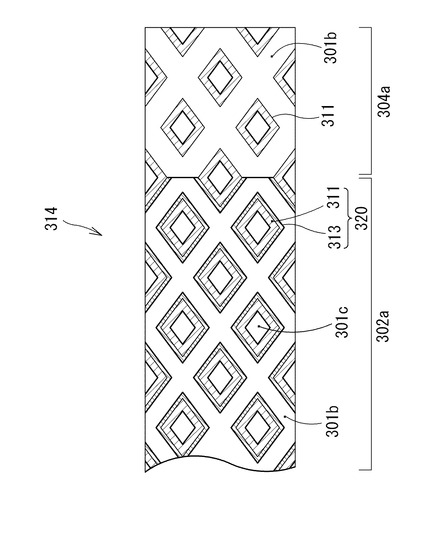
次に、図12に示すように、上記マスキング層312を設けた多孔質体に、上述した手法によって、Crめっき層313を設ける。上記マスキング層312を設けているため、上記多孔質発熱部302aに対応した領域にのみ上記Crめっき層313が形成される。これにより、上記多孔質発熱部を構成する部分302aに、Niめっき層とCrめっき層とが積層形成された複合めっき層320が形成される。
【0077】
上記マスキング層312を除去した後(図13)、上述した3次元網目状樹脂及びマスキング層312を除去する工程が行われ、図14に示すように、Niめっき層311と、上記Niめっき層311にCrめっき層313が積層された複合めっき層320とを備える3次元網目状の金属多孔質体314が形成される。
【0078】
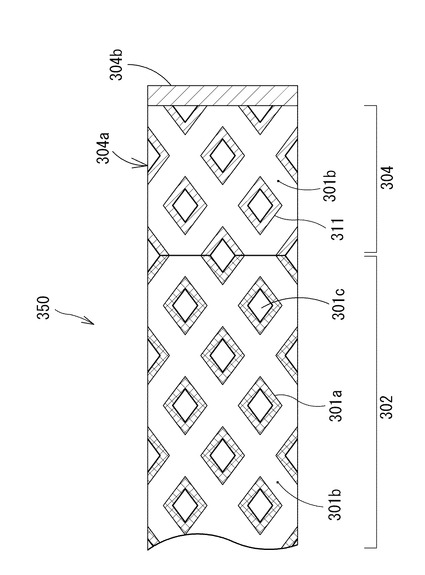
上記複合めっき層320を備える上記金属多孔質体314を、ステンレスマッフル内でCOやH2等の還元性ガス雰囲気のもとで800℃〜1000℃で熱処理することにより、上記Niめっき層311と上記Crめっき層313を構成する成分を互いに拡散させてNi−Cr合金化し、図15に示す多孔質発熱素子350を形成することができる。図15に示すように、上記多孔質発熱素子350は、中空の芯部301cと外殻301aとからなる骨格301a,311と、これら骨格間に形成された連続気孔301bとを備えている。
【0079】
上記手法を採用することにより、Niによって形成された金属多孔質体の中間部をNi−Cr合金化して、多孔質発熱部302と、この両側にCr合金化されていない多孔質導電部303,304とを設けた金属多孔質体を一体的に形成することができる。上記多孔質導電部303,304の両端面に電極板303b,304bを設けることにより、図8に示す多孔質発熱素子350が形成される。
【0080】
なお、上記多孔質発熱素子350では、配線305a,305bを、電極板303b,304bを介して接続したが、多孔質導電部に直接接続することもできる。
【0081】
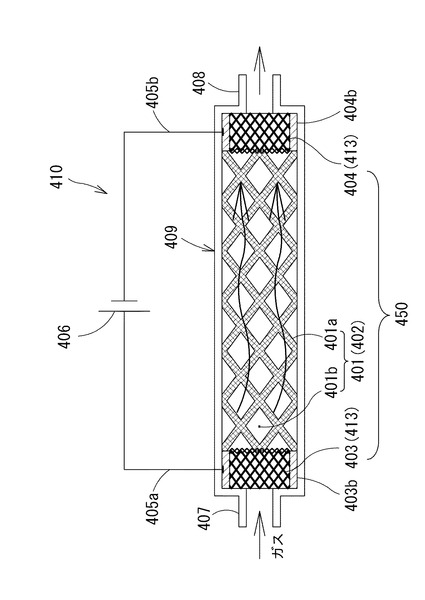
図16に、本願発明に係る多孔質発熱素子を用いて形成したガス分解素子の断面を模式的に示す。
【0082】
ガス分解素子410は、長尺状の筒状容器409の内部に、多孔質発熱素子450を充填して構成される。上記筒状容器409は、少なくとも内面が電気絶縁性を備えるように構成される。たとえば、セラミックから形成された筒状容器を採用することができる。
【0083】
本実施形態に係る多孔質発熱素子450は、多孔質発熱部401と両側に設けられた多孔質導電部403,404とを備えて構成される。上記多孔質発熱部を構成する多孔質発熱体402は、第1の実施形態と同様の多孔質発熱体から形成されたものであり、Ni−Cr合金から形成された3次元網目状の骨格401aと、連続気孔401bとを備えて構成される。
【0084】
上記多孔質導電部403,404の外周部を囲むように配置された環状の電極部403b,404bが形成されている。
【0085】
上記多孔質導電部403,404を構成する多孔質導電体413は、上記多孔質発熱体402の端面に圧着あるいは溶着されている。また、上記電極板403b,404bも、上記多孔質導電部403,404の外周部に、圧着あるいは溶着されている。
【0086】
上記電極板403b,404bに接続される配線405a,405bが、上記容器409から引き出されて電源406に接続されており、この配線405a,405bを介して、上記多孔質発熱素子450に通電される。
【0087】
本実施形態に係る多孔質発熱素子450は、多孔質導電部403,404を含む全体が多孔質であるため通気性が高い。また、上記電極板403b,404bも、上記筒状容器内のガスの流動を妨げないように、端部内周面に添着するように配置されている。このため、筒状容器409の一端部に形成されたガス導入口407を介してガスを筒状容器内に導入するとともに、上記多孔質発熱素子450の内部を軸方向に向けて流動させ、他端部に形成されたガス排出口408から排出することができる。また、上記多孔質発熱部401は、全体がほぼ均等に加熱されるため、流動するガスを均一に加熱することができる。このため、非常に効率よくガスを分解することができる。しかも、外部に熱源を設ける必要がないため、エネルギ効率も非常に高い。
【0088】
図17に、第1のガス分解素子510と、筒状MEA610を備える第2のガス分解素子620とを組み合わせて構成したガス分解装置700の概略断面図を示す。なお、上記第1のガス分解素子510は、図16に示すガス分解素子と構成が同一であるので説明は省略する。
【0089】
上記第2のガス分解素子620は、内側にガスを流動させて分解する筒状MEA610と、上記筒状MEA610を保持するとともにこの筒状MEAの外周部に空気を流動させる筒状容器609とを備えて構成される。
【0090】
上記筒状MEA610は、図示しない筒状の固体電解質層と、この固体電解質層の内周部に積層形成された第1の電極層と、上記固体電解質層の外周部に積層形成された第2の電極層とを備えて構成されている。
【0091】
上記筒状MEA610は、上記筒状容器609のガス流入口607とガス流出口608の間に接続されるようにして上記筒状容器609内に保持されている。上記筒状容器609の外周部には、空気を導入する空気導入口617と、上記筒状MEA610の外周部を流動した空気を排出する空気排出口618とを備える。
【0092】
上記ガス分解素子620の外周部には、図示しないヒータが設けられており、上記筒状MEA610及び上記空気が流動する空間を所定温度に加熱できるように構成されている。また、上記筒状MEA610の上記第1の電極層と上記第2の電極層の間には、図示しない配線が設けられており、この配線内に図示しない負荷装置が設けられる。
【0093】
上記第1のガス分解素子510と上記第2のガス分解素子620は、接続部600を介して連結されており、分解されるガスが、上記第1のガス分解素子510と上記第2のガス分解素子620に順次流動させられる。
【0094】
上記構成のガス分解装置700は、第1のガス分解素子510において加熱によりガスを分解する一方、上記第2のガス分解素子620では、上記第1のガス分解素子510で分解しきれなかったガスを電気化学的に分解するように構成したものである。
【0095】
たとえば、アンモニアガスを分解する場合、上記第1のガス分解素子において、2NH3→N2+3H2のように、アンモニアガスが熱分解される。
【0096】
また、上記筒状MEA610の第1の電極層(アノード)において、
(アノード反応)「2NH3+3O2-→N2+3H2O+6e-」
の反応を生じさせる。より詳しくは、一部のアンモニアに、2NH3→N2+3H2の反応を生じ、この3H2が、酸素イオン3O2-と反応して3H2Oを生成する。
一方、上記筒状MEAの第2の電極層(カソード)では、
(カソード反応)「O2+4e-→2O2-」
の反応を生じさせる。
上記電気化学反応の結果、電力が発生し、第1の電極層と第2の電極層との間
に電位差が生じ、上記配線に電流が流れる。これにより、上記配線内に接続したヒータ等の負荷に電力を供給することができる。
【0097】
上記第1のガス分解素子510と上記第2のガス分解素子620とを組合せてガス分解装置700を構成することにより、ガスを精度高く分解することが可能となる。
【0098】
本願発明の範囲は、上述の実施形態に限定されることはない。今回開示された実施形態は、すべての点で例示であって、制限的なものでないと考えられるべきである。本願発明の範囲は、上述した意味ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0099】
ガス分解装置等において、ガスを効率よく加熱することができるとともに、熱分解させることができる。
【符号の説明】
【0100】
1 多孔質発熱体
1b 連続気孔
2 多孔質発熱部
3 多孔質導電部
3b 電極板
4 多孔質導電部
4b 電極板
5a 配線
5b 配線
10 骨格
10a 外殻
13 多孔質導電体
11 結節部
12 枝部
【特許請求の範囲】
【請求項1】
連続気孔を有するとともに通電することにより発熱する多孔質発熱体を有する多孔質発熱部と、
多孔質導電体を有するとともに上記多孔質発熱部に給電する多孔質導電部とを備える、多孔質発熱素子。
【請求項2】
上記多孔質導電部を構成する多孔質導電体と、上記多孔質発熱部を構成する多孔質発熱体とが、圧着又は/及び溶着によって接続されている請求項1に記載の多孔質発熱素子。
【請求項3】
上記多孔質導電部を構成する多孔質導電体の一部を合金化することにより上記多孔質発熱部が形成されている、請求項1に記載の多孔質発熱体。
【請求項4】
上記多孔質発熱部を構成する多孔質体の表面に導電層を設けることにより、上記多孔質導電部が形成されている、請求項1に記載の多孔質発熱素子。
【請求項5】
上記多孔質発熱部と上記多孔質導電部は、形態がほぼ同一の多孔質体から形成されている、請求項1から請求項4のいずれか1項に記載の多孔質発熱素子。
【請求項6】
上記多孔質導電部に所要の面積で接続された電極板を備える、請求項1から請求項5のいずれか1項に記載の多孔質発熱素子。
【請求項7】
上記多孔質発熱部は、
発熱材料からなる外殻と、中空又は/及び導電性材料からなる芯部とを有する骨格が、一体的に連続する3次元網目構造を備える多孔質発熱体を備えて構成されている、請求項1から請求項6のいずれか1項に記載の多孔質発熱素子。
【請求項8】
上記3次元網目構造は、上記骨格を構成する複数の枝部が結節部に集合して一体的に連続しているとともに、一の結節部に集合する上記各枝部の外殻の厚みがほぼ一定である、請求項7に記載の多孔質発熱素子。
【請求項9】
上記骨格は、3次元網目状樹脂の表面にめっき層又は金属コーティング層を設けるとともに、上記樹脂を消失させることにより形成されたものである、請求項7又は請求項8のいずれかに記載の多孔質発熱素子
【請求項10】
上記外殻は、Niを50〜95%と、Crを5〜50%とを含む合金から形成されている、請求項7から請求項9のいずれか1項に記載の多孔質発熱素子。
【請求項11】
上記外殻は、Niを主成分とする金属多孔質体に、Crを拡散させることにより合金化されたものである、請求項7から請求項10のいずれか1項に記載の多孔質発熱素子。
【請求項12】
上記外殻は、Niによって形成された第1の外殻に、Crで形成された第2の外殻を積層形成した後、所定の熱処理を行うことにより、上記第1の外殻と上記第2の外殻とを互いに拡散させて合金化することにより形成されている、請求項7から請求項11のいずれか1項に記載の多孔質発熱素子。
【請求項13】
多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、
上記多孔質発熱体と上記多孔質導電体とを圧着する圧着工程と、
加熱することにより、上記多孔質発熱体と上記多孔質導電体とを溶着する溶着工程とを含む、多孔質発熱素子の製造方法。
【請求項14】
多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、
上記多孔質導電体の一部を合金化することにより上記多孔質発熱体を形成する合金化工程を含む、多孔質発熱素子の製造方法。
【請求項15】
請求項1から請求項12に記載した多孔質発熱素子を備える、ガス分解素子。
【請求項1】
連続気孔を有するとともに通電することにより発熱する多孔質発熱体を有する多孔質発熱部と、
多孔質導電体を有するとともに上記多孔質発熱部に給電する多孔質導電部とを備える、多孔質発熱素子。
【請求項2】
上記多孔質導電部を構成する多孔質導電体と、上記多孔質発熱部を構成する多孔質発熱体とが、圧着又は/及び溶着によって接続されている請求項1に記載の多孔質発熱素子。
【請求項3】
上記多孔質導電部を構成する多孔質導電体の一部を合金化することにより上記多孔質発熱部が形成されている、請求項1に記載の多孔質発熱体。
【請求項4】
上記多孔質発熱部を構成する多孔質体の表面に導電層を設けることにより、上記多孔質導電部が形成されている、請求項1に記載の多孔質発熱素子。
【請求項5】
上記多孔質発熱部と上記多孔質導電部は、形態がほぼ同一の多孔質体から形成されている、請求項1から請求項4のいずれか1項に記載の多孔質発熱素子。
【請求項6】
上記多孔質導電部に所要の面積で接続された電極板を備える、請求項1から請求項5のいずれか1項に記載の多孔質発熱素子。
【請求項7】
上記多孔質発熱部は、
発熱材料からなる外殻と、中空又は/及び導電性材料からなる芯部とを有する骨格が、一体的に連続する3次元網目構造を備える多孔質発熱体を備えて構成されている、請求項1から請求項6のいずれか1項に記載の多孔質発熱素子。
【請求項8】
上記3次元網目構造は、上記骨格を構成する複数の枝部が結節部に集合して一体的に連続しているとともに、一の結節部に集合する上記各枝部の外殻の厚みがほぼ一定である、請求項7に記載の多孔質発熱素子。
【請求項9】
上記骨格は、3次元網目状樹脂の表面にめっき層又は金属コーティング層を設けるとともに、上記樹脂を消失させることにより形成されたものである、請求項7又は請求項8のいずれかに記載の多孔質発熱素子
【請求項10】
上記外殻は、Niを50〜95%と、Crを5〜50%とを含む合金から形成されている、請求項7から請求項9のいずれか1項に記載の多孔質発熱素子。
【請求項11】
上記外殻は、Niを主成分とする金属多孔質体に、Crを拡散させることにより合金化されたものである、請求項7から請求項10のいずれか1項に記載の多孔質発熱素子。
【請求項12】
上記外殻は、Niによって形成された第1の外殻に、Crで形成された第2の外殻を積層形成した後、所定の熱処理を行うことにより、上記第1の外殻と上記第2の外殻とを互いに拡散させて合金化することにより形成されている、請求項7から請求項11のいずれか1項に記載の多孔質発熱素子。
【請求項13】
多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、
上記多孔質発熱体と上記多孔質導電体とを圧着する圧着工程と、
加熱することにより、上記多孔質発熱体と上記多孔質導電体とを溶着する溶着工程とを含む、多孔質発熱素子の製造方法。
【請求項14】
多孔質発熱体と、この多孔質発熱体に給電する多孔質導電体とを備える多孔質発熱素子の製造方法であって、
上記多孔質導電体の一部を合金化することにより上記多孔質発熱体を形成する合金化工程を含む、多孔質発熱素子の製造方法。
【請求項15】
請求項1から請求項12に記載した多孔質発熱素子を備える、ガス分解素子。
【図1】


【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図3】
【図2】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図3】
【公開番号】特開2012−186033(P2012−186033A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−48594(P2011−48594)
【出願日】平成23年3月7日(2011.3.7)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月7日(2011.3.7)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]