
多孔質膜およびその製造方法
【課題】親水性を向上し、且つ耐水性および耐薬液性を向上することにより、長期の水処理性能に優れたポリフッ化ビニリデン樹脂系多孔質膜を与える。
【解決手段】重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%であるポリビニルアルコール系樹脂とポリフッ化ビニリデン系樹脂との熱溶融混合製膜体からなり多孔質化されていることを特徴とする多孔質膜。好ましくは、原料ポリビニルアルコール系樹脂として、ポリフッ化ビニリデン系樹脂の多孔粒子内重合物の部分ケン化物を用いる。
【解決手段】重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%であるポリビニルアルコール系樹脂とポリフッ化ビニリデン系樹脂との熱溶融混合製膜体からなり多孔質化されていることを特徴とする多孔質膜。好ましくは、原料ポリビニルアルコール系樹脂として、ポリフッ化ビニリデン系樹脂の多孔粒子内重合物の部分ケン化物を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリフッ化ビニリデン系樹脂を主体とする水処理用に適した多孔質膜、特に長期の水処理性能に優れたポリフッ化ビニリデン樹脂系多孔質膜およびその製造方法に関する。
【背景技術】
【0002】
ポリフッ化ビニリデン系樹脂は、耐候性、耐薬品性、機械的強度等に優れているため分離用多孔質膜への応用が検討されてきた。しかしながら、その水処理用の多孔質膜としての利用を展開するに当り、ポリフッ化ビニリデン系樹脂が疎水性の強い樹脂であることが障害となってきた。すなわち、1)使用に先立ちアルコール処理等による親水化処理が必要となる、2)透水能の増大が困難である、3)一旦、付着した有機質が除去されにくく、透水能の低下を招く等である。ポリフッ化ビニリデン系樹脂系(多孔質)膜の親水性向上のために、ポリビニルアルコール系樹脂を配合することも、いくつか提案されている。
【0003】
特許文献1は、ポリフッ化ビニリデンとポリ酢酸ビニルの混合溶液からの製膜体中の、ポリ酢酸ビニルを(部分)ケン化してポリビニルアルコール化した親水性耐熱膜の製造方法を開示している。
【0004】
特許文献2は、ポリフッ化ビニリデン系樹脂多孔性構造物の多孔性空間にポリビニルアルコール水溶液を含浸させ、熱処理等によりポリビニルアルコールを水不溶性とすることにより形成した親水化多孔性複合構造物について開示している。
【0005】
特許文献3は、ポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂の共通溶媒溶液の流延膜に、凝固用溶剤を接触させてゲル化した後、溶剤を除去する親水性多孔質膜の製造方法を開示している。
【0006】
特許文献4は、ポリ酢酸ビニルとポリフッ化ビニリデン系樹脂の混合溶液をポリエステル繊維の不織ウエブ上に流延し、ポリ酢酸ビニルを部分ケン化した親水性多孔質膜の製造について開示している。
【0007】
しかしながら、上記した従来技術では、いずれも、ポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂の双方、あるいは少なくともその一方であるポリビニルアルコール系樹脂(の前駆体)、の溶液を形成し、製膜しているために、水処理に適した多孔度を有し且つ高強度の親水性多孔質膜は得られない。
【特許文献1】特開平5−23557号公報
【特許文献2】特開昭54−17978号公報
【特許文献3】特開昭61−257203号公報
【特許文献4】特開昭55−102635号公報
【特許文献5】特願2004−190060号の明細書
【特許文献6】特開昭63−301205号公報
【特許文献7】特開昭50−100148号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記従来技術(特許文献1〜4)の問題点に鑑み、本発明の主要な目的は、機械的強度および長期の水処理性能に優れた親水性のポリフッ化ビニリデン系樹脂系多孔質膜およびその製造方法を提供することにある。
【0009】
本発明者らは上記の目的で研究した結果、長期の水処理性能に優れた多孔度、機械的および親水性を備えたポリフッ化ビニリデン系樹脂−ポリビニルアルコール系樹脂複合多孔質膜を与えるためには、これら両樹脂の熱溶融混合による多孔質膜が必要であるとの知見に達し、ポリフッ化ビニリデン系樹脂とケン化度が10〜80モル%と低いポリビニルアルコール系樹脂との組合せからなる多孔質膜を提案している(特許文献5)。
【課題を解決するための手段】
【0010】
本発明は、その改良発明に相当するものであり、重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%であるポリビニルアルコール系樹脂とポリフッ化ビニリデン系樹脂との熱溶融混合製膜体からなり多孔質化されていることを特徴とするものである。
【0011】
本発明者らが、上述の目的で研究して本発明の多孔質膜に到達した経緯について、若干説明する。
【0012】
上記したように特許文献5の多孔質膜を開発した時点で、水処理に適した多孔度と機械的強度を兼ね備えたポリフッ化ビニリデン系樹脂−ポリビニルアルコール系樹脂複合多孔質膜は、両樹脂の熱溶融混合物の多孔質化が必要であり、且つ水処理用途での使用を考慮したときには、一般に用いられる80%を超える高ケン化度ポリビニルアルコール系樹脂の使用は好ましくないとの知見は持っていた。しかし、10〜80%という市販の低ケン化度ポリビニルアルコール系樹脂を使用して得られた特許文献5の多孔質膜においては、特に水処理に適した高多孔度としたときには、ポリビニルアルコール系樹脂の耐水性が不足し、特に長期間水処理に使用したとき、あるいは目詰りの除去のために薬液洗浄の際にポリビニルアルコール系樹脂が失われ多孔質膜の親水性が損なわれることが見出された。かといって、ケン化度を更に低下したのでは、所望の親水性が得られない。この問題を、低ケン化度で且つ高分子量のポリビニルアルコール系樹脂を用いることにより解決したのが、本発明の多孔質膜である(後記実施例参照)。
【0013】
低ケン化度で高分子量のポリビニルアルコール系樹脂は、本発明者らが知る限り、市販されていない。この理由は、必ずしも明らかでないが、その理由の第1は、ポリ酢酸ビニル等のポリビニルエステルの重合と、引き続くそのメタノール溶液のケン化という通常のポリビニルアルコール系樹脂の製法を考慮したときに、高分子量ポリビニルアルコール系樹脂の製造のためには、特に後段のケン化工程での増粘が工業的製造に向かないという点にあったかと思われる。従って、例えば粒状固体の高分子量ポリビニルエステルを得た後、不均一系でケン化する方法も提案されている(特許文献6)。低ケン化度で高分子量のポリビニルアルコール系樹脂が市販されていない理由の第2は、従来の低ケン化度ポリビニルアルコール系樹脂の主たる用途が懸濁重合用分散助剤、乳化安定剤、ホットメルト接着剤、バインダーなどの用途に限られ、高強度を要求される成形体用途でなかったためと考えられる。
【0014】
本発明者らは、上述の事情に鑑み、更にポリフッ化ビニリデン系樹脂と組み合せるべき低ケン化度且つ高分子量のポリビニルアルコール系樹脂の合理的な製造について研究した結果、特許文献7にも開示されるように、懸濁重合により得られる多孔質ポリフッ化ビニリデン系樹脂粒子の孔内にビニルエステルを含浸させて重合した後、生成する粒子内ポリビニルエステルをケン化すれば、上記特許文献6と同様な不均一ケン化系が実現され、且つ得られた低ケン化度且つ高分子量のポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂粒子は、本発明の多孔質膜の原料として理想的であることが見出された。すなわち、本発明は、上記した本発明の多孔質膜の好ましい製造方法として、ポリフッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂および多孔化剤を熱溶融混合し、中空糸膜状または平膜状に押出して冷却固化した後、多孔化剤を除去する多孔質膜の製造方法であって、該ポリビニルアルコール系樹脂が該ポリフッ化ビニリデン系樹脂の多孔粒子内重合物の部分ケン化物であることを特徴とする多孔質膜の製造方法をも提供するものである。
【発明を実施するための最良の形態】
【0015】
以下、本発明の多孔質膜を、主としてその好ましい製造方法である上記本発明の製造方法に従って、順次説明する。
【0016】
(ポリフッ化ビニリデン系樹脂)
本発明においては、主たる膜原料として、ポリフッ化ビニリデン系樹脂を用いる。
【0017】
本発明において、ポリフッ化ビニリデン系樹脂としては、フッ化ビニリデンの単独重合体、すなわちポリフッ化ビニリデン、又はフッ化ビニリデンと他の共重合可能なモノマーとの共重合体あるいはこれらの混合物が用いられる。フッ化ビニリデン系樹脂と共重合可能なモノマーとしては、四フッ化エチレン、六フッ化プロピレン、三フッ化エチレン、三フッ化塩化エチレン、フッ化ビニル等の一種又は二種以上を用いることができる。ポリフッ化ビニリデン系樹脂は、構成単位としてフッ化ビニリデンを70モル%以上含有することが好ましい。なかでも機械的強度の高さからフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0018】
本発明においては、主たる膜原料として、重量平均分子量(Mw)が20万〜60万であり且つ重量平均分子量/数平均分子量の比が2.5以上(すなわち分子量分布が広い)フッ化ビニリデン系樹脂を用いることが好ましい。Mwが20万未満では得られる多孔質膜の機械的強度が小さくなる。またMwが60万を超えるとポリフッ化ビニリデン系樹脂と多孔化剤との相分離構造が過度に微細になり、得られた多孔質膜を水処理膜として用いる場合の透水量が低下する。
【0019】
上記したような比較的高分子量のフッ化ビニリデンのフッ化ビニリデン系樹脂は、好ましくは乳化重合あるいは懸濁重合、特に好ましくは懸濁重合により得ることができ、この際重合条件を逐次変化させることにより、上述した広い分子量分布の単独のフッ化ビニリデン系樹脂を得ることもできる。しかし、より簡便には、異なる平均分子量の少なくとも二種のフッ化ビニリデン系樹脂をそれぞれ重合法により得て、これらを混合することにより重量平均分子量/数平均分子量の比が好ましくは2.5以上の混合ポリフッ化ビニリデン系樹脂を用いることが好ましい。より詳しくは、重量平均分子量が15万〜60万である第1のポリフッ化ビニリデン系樹脂25〜98重量%と、重量平均分子量が40万〜120万である第2のポリフッ化ビニリデン系樹脂2〜75重量%とを含有し、且つ第2のポリフッ化ビニリデン系樹脂の重量平均分子量/第1のポリフッ化ビニリデン系樹脂の重量平均分子量の比が1.2以上、好ましくは1.8以上、更に好ましくは2.0以上である混合ポリフッ化ビニリデン系樹脂を得て、これを用いることが好ましい。本発明のより好ましい態様によれば、上記第1のポリフッ化ビニリデン系樹脂70〜98重量%(主体樹脂)と、上記第2のポリフッ化ビニリデン系樹脂(結晶特性改質用樹脂)2〜30重量%とを含有する混合ポリフッ化ビニリデン系樹脂を主たる膜原料として用いる。
【0020】
本発明で用いるポリフッ化ビニリデン系樹脂は、未架橋であることが後述する組成物の溶融押出しの容易化のために好ましく、またその融点は、160〜220℃であることが好ましく、より好ましくは170〜180℃、さらに好ましくは、173〜179℃である。160℃未満では、生成する多孔膜の耐熱変形性が不充分となりがちであり、220℃を超えると、溶融混合性が低下し、均一な膜形成が難しくなる。
【0021】
融点は示差走査熱量計(DSC)により測定される樹脂の結晶融解に伴なう吸熱のピーク温度を意味する。
【0022】
本発明の多孔質膜を形成する第2の膜原料は、重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%のポリビニルアルコール系樹脂である。Mwが6.0×105未満では、本発明で意図するような長期耐水性且つ耐薬品性の多孔質膜を得ることが困難となる。Mwは好ましくは8.0×105以上である。またケン化度が10モル%未満では、得られる多孔質膜の親水性の改善効果が不充分であり、80モル%を超えると、高分子量であっても得られる多孔質膜の耐水性、耐薬品性が不足する。ケン化度は、好ましくは20〜60モル%、更に好ましくは30〜50モル%である。
【0023】
ポリビニルアルコール系樹脂は、ポリフッ化ビニリデン系樹脂との合計量の、2〜20重量%、より好ましくは3〜15重量%、更に好ましくは5〜13重量%の割合で使用することが好ましい。ポリビニルアルコール系樹脂が少な過ぎると、所望の親水性(濡れ性)を有する多孔質膜が得られず、多過ぎればポリフッ化ビニリデン系樹脂本来の耐水性、機械的強度を損なうおそれがある。
【0024】
上記した高分子量且つ低ケン化度のポリビニルアルコール系樹脂としては、前記した特許文献5の高分子量ポリビニルアルコール系樹脂の製法に従い、但し、不均一ケン化工程におけるケン化度を抑制して得た粒状ポリビニルアルコール系樹脂を用いることもできる。しかし、疎水性のポリフッ化ビニリデン系樹脂と親水性のポリビニルアルコール系樹脂の熱溶融混合は必ずしも容易でなく、例えば押出機を用いた場合に、その出力の低下が必要となる(後記比較例1および2参照)。
【0025】
従って、本発明のより好ましい態様においては、本発明の多孔質膜の製造方法に従い、一旦、懸濁重合により多孔質ポリフッ化ビニリデン系樹脂粒子を得、その多孔質空間に含浸されたビニルエステルの重合体(例えばポリ酢酸ビニル)をケン化して所望のケン化度のポリビニルアルコール系樹脂が内包されたポリフッ化ビニリデン系樹脂を、上記したポリフッ化ビニリデン系樹脂の少なくとも一部およびポリビニルアルコール系樹脂として用いることが好ましい。上記したようなビニルエステルのポリフッ化ビニリデン系樹脂多孔粒子内重合は、(1)懸濁重合により得られたスラリー状のポリフッ化ビニリデン系樹脂の多孔内に残存する開始剤の量を調整(通常は加熱により減少)した後ビニルエステルモノマーを含浸させ、あるいは(2)一旦形成された(市販の)ポリフッ化ビニリデン系樹脂粒子を再スラリー化した後、制御された比較的少量の開始を含むビニルエステルモノマーを含浸させ、それぞれ、その後、再度ビニルエステルモノマーの懸濁重合を行うことにより達成される。これにより高分子量ポリビニルエステルを内包したポリフッ化ビニリデン系樹脂が得られ、内包されるポリビニルエステルをケン化することにより、制御された低ケン化度で高分子量のポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂粒子が得られ、これは後述する多孔化剤とともに本発明の多孔質膜製造原料としてそのまま用いられる。
【0026】
上述したようにして形成された粒子内重合により形成されたポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂粒子を膜製造原料として用いることの主たる利点は二つある。その第1は、上記の説明でも分る通り内包されるポリビニルアルコール系樹脂の高分子量および低ケン化度を自在に制御できることである。その第2は、本来、疎水性のポリフッ化ビニリデン系樹脂と親水性のポリビニルアルコール系樹脂とが、既に粒子毎にポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂として複合化されているために、例えば押出機による両樹脂の熱溶融混合が極めて円滑に実施できることである。かくして形成されたポリビニルアルコール系樹脂内包ポリフッ化ビニリデン系樹脂粒子は、通常、本発明の多孔質膜製造に用いられるポリビニルアルコール系樹脂の全量およびポリフッ化ビニリデン系樹脂の一部を供給するために用いられる。ポリフッ化ビニリデン系樹脂の残量は、ポリビニルアルコール系樹脂内包ポリフッ化ビニリデン系樹脂とともに熱溶融混合されることになるが、ポリビニルアルコール系樹脂内包ポリフッ化ビニリデン系樹脂のマトリクスは、ポリフッ化ビニリデン系樹脂であるのでポリフッ化ビニリデン系樹脂の残量との熱溶融混合は容易に達成可能である(後記実施例参照)。
【0027】
上記した、好ましくはそれらの少なくとも一部を複合化した、ポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂は、多孔化剤とともに本発明の多孔質膜製造に用いられる。
【0028】
本発明においては、多孔化剤としてポリフッ化ビニリデン系樹脂の可塑剤、好ましくはポリエステル系可塑剤、が用いられるが、より好ましくは可塑剤に加えてポリフッ化ビニリデン系樹脂の良溶媒が併用される。
【0029】
(可塑剤)
可塑剤としては、一般に、二塩基酸とグリコールからなる脂肪族系ポリエステル、例えば、アジピン酸−プロピレングリコール系、アジピン酸−1,3−ブチレングリコール系等のアジピン酸系ポリエステル;セバシン酸−プロピレングリコール系、セバシン酸系ポリエステル;アゼライン酸−プロピレングリコール系、アゼライン酸−1,3−ブチレングリコール系等のアゼライン酸系ポリエステル等が用いられる。
【0030】
(良溶媒)
また、ポリフッ化ビニリデン系樹脂の良溶媒としては、20〜250℃の温度範囲でポリフッ化ビニリデン系樹脂を溶解できる溶媒が用いられ、例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、メチルエチルケトン、アセトン、テトラヒドロフラン、ジオキサン、酢酸エチル、プロピレンカーボネート、シクロヘキサン、メチルイソブチルケトン、ジメチルフタレート、およびこれらの混合溶媒等が挙げられる。なかでも高温での安定性からN−メチルピロリドン(NMP)が好ましい。
【0031】
(組成物)
膜形成用の原料組成物は、好ましくはポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂の合計量100重量部に対し、可塑剤70〜250重量部および良溶媒5〜80重量部を混合することにより得られる。
【0032】
可塑剤が70重量部未満であると、水処理膜のろ過性能(透水量)に劣る。また、250重量部を超えると空孔率が大きくなり過ぎるため、機械的強度が低下する。
【0033】
良溶媒が5重量部未満では樹脂と可塑剤を均一に混合できなかったり、あるいは混合に時間を要する。また、80重量部を超えると可塑剤の添加量に見合った空孔率が得られない。すなわち可塑剤の抽出による効率的な空孔形成が阻害される。
【0034】
可塑剤と良溶媒の合計量は100〜250重量部の範囲が好ましい。両者はいずれも溶融押出し組成物の粘度低減効果があり、ある程度代替的に作用する。そのうち良溶媒は、5〜40重量%、特に10〜30重量%、の割合が好ましい。
【0035】
(混合・溶融押出し)
溶融押出組成物は、一般に140〜270℃、好ましくは150〜200℃、の温度で、中空ノズルあるいはT−ダイから押出されて膜状化される。従って、最終的に、上記温度範囲の均質組成物が得られる限りにおいて、樹脂、可塑剤および良溶媒の混合並びに溶融形態は任意である。このような組成物を得るための好ましい態様の一つによれば、二軸混練押出機が用いられ、(好ましくは第1および第2のポリフッ化ビニリデン系樹脂ならびにそのいずれかと複合されたポリビニルアルコール系樹脂の混合物からなる)樹脂は、該押出機の上流側から供給され、可塑剤と良溶媒の混合物が、下流で供給され、押出機を通過して吐出されるまでに均質混合物とされる。この二軸押出機は、その長手軸方向に沿って、複数のブロックに分けて独立の温度制御が可能であり、それぞれの部位の通過物の内容により適切な温度調節がなされる。
【0036】
(冷却)
本発明法に従い、溶融押出された膜状物は、通常はその片面側から冷却・固化される。冷却は、T−ダイから押出された平坦シート状物が、表面温度調節された冷却ドラムないしローラと接触させることにより行われ、ノズルから押出された中空糸膜の場合は、水等の冷却媒体中を通過させることにより行われる。冷却ドラム等あるいは冷却媒体の温度は5〜120℃と、かなり広い温度範囲から選択可能であるが、好ましくは10〜100℃、特に好ましくは30〜80℃の範囲である。溶融押出後の中空糸状物を水等の冷却媒体により冷却すると、冷媒に接した部分のポリフッ化ビニリデン系樹脂と可塑剤及び溶媒との相分離が起き、相分離した可塑剤部分が後の微細空孔となると共にポリフッ化ビニリデン系樹脂の結晶化が起こる。このとき(球状)結晶の成長速度が調整(抑制)され、その後の延伸に適した結晶特性の中空糸状物が得られるので、上述したように特定の分子量を有する少なくとも2種類のポリフッ化ビニリデン系樹脂からなる混合物を使用することが好ましい。球状結晶の生成は、水の透過に対して障害となる他、球状粒子同士の界面で樹脂の接合が不充分であるため機械的強度および延伸性の低下を来す。溶融押出後の中空糸状物の冷媒に接している面から冷却され中空糸状物の厚み方向に緩やかに形成された結晶粒度分布(冷却面側が細かく、逆側が比較的粗くなる)が、機械的強度を向上させ、且つその後の延伸を円滑化させる。
【0037】
(抽出)
冷却・固化された膜状物は、次いで抽出液浴中に導入され、可塑剤および良溶媒の抽出除去を受ける。抽出液としては、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤や良溶媒を溶解できるものであれば特に限定されない。例えばアルコール類ではメタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロエタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0038】
(熱処理)
抽出後の膜状物は、次いで引き続く延伸操作性の向上のために、80〜160℃、好ましくは100〜140℃の範囲で、時間1〜18000秒、好ましくは3〜3600秒、熱処理して、結晶化度を増大させることが好ましい。
【0039】
(延伸)
本発明の好ましい態様に従えば膜状物は、次いで延伸に付され、空孔率および孔径の増大並びに強伸度の改善を受ける。延伸は、例えばテンター法による二軸延伸も可能であるが、一般に、周速度の異なるローラ対等による膜状物の長手方向への一軸延伸を行うことが好ましい。これは、本発明のポリフッ化ビニリデン系樹脂多孔膜の多孔率と強伸度を調和させるためには、延伸方向に沿って延伸フィブリル(繊維)部と未延伸ノード(節)部が交互に現われる微細構造が好ましいことが知見されているからである。延伸倍率は、1.2〜4.0倍、特に1.4〜3.0倍程度が適当である。
【0040】
(溶離液処理)
上記工程を通じて、本発明のポリフッ化ビニリデン系樹脂多孔膜が得られるが、この多孔膜を溶離液による浸漬処理に付すことが好ましい。この溶離液処理により、本発明の多孔膜の特質が本質的に損なわれることなく、その透水量が著しく増大するからである。溶離液としては、アルカリ液、酸液または可塑剤の抽出液が用いられる。
【0041】
上記溶離液処理により、多孔膜の透水量が著しく増大する理由は、必ずしも明かではないが、延伸により拡開された微細孔壁に残存する可塑剤が露出し、溶離液処理により効率的に除かれるためではないかと推察される。溶離液としてのアルカリおよび酸は、ポリフッ化ビニリデン系樹脂の可塑剤として用いられるポリエステルを分解して可溶化することによりその溶離・除去を促進する作用を有するものと解される。したがって、アルカリ液としては、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム等の強塩基の水または水/アルコール溶液でpHが12以上、より好ましくは13以上のものが好ましく用いられる。他方、酸液としては、塩酸、硫酸、燐酸等の強酸の水または水/アルコール溶液がpHが4以下、より好ましくは3以下、特に好ましくは2以下のものが好ましく用いられる。
【0042】
また、可塑剤の抽出液としては、延伸前に用いたものと同様に、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤を溶解できるものであれば特に限定されない。例えばアルコール類では、メタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロメタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0043】
溶離液処理は、多孔膜を必要に応じて親液性を向上するための前浸漬を行った後、5〜100℃程度の温度で10秒〜6時間溶離液中に浸漬することにより行われる。
【0044】
(多孔質膜)
上記のようにして得られる本発明の多孔質膜によれば、一般に浸透ぬれ張力が38mN/m以上、好ましくは42〜72mN/mとなり、引張り強度は7MPa以上、好ましくは8〜20Mpaとなる。また空孔率は、好ましくは60〜85%、更に好ましくは65〜80%、破断伸度は好ましくは20〜100%、より好ましくは25〜80%の特性が得られる。またこれを透水処理膜として使用する場合には20m3/m2・day・100kPa以上、更に好ましくは30m3/m2・day・100kPa以上の透水量(純水フラックス)が得られる。また厚さは、5〜800μm程度の範囲が通常であり、好ましくは50〜600μm、特に好ましくは150〜500μmである。中空糸の場合、その外径は0.3〜3mm程度、特に1〜3mm程度が適当である。
【実施例】
【0045】
以下、実施例、比較例により、本発明を更に具体的に説明する。以下の記載を含め、本明細書に記載の特性は、以下の方法による測定値に基くものである。
【0046】
(ポリフッ化ビニリデン系樹脂(PVDF)重量平均分子量(Mw)および数平均分子量(Mn))
日本分光(株)製のGPC装置「GPC−900」を用い、カラムに昭和電工(株)製の「Shodex KD−806M」、プレカラムに「Shodex KD−G」、溶媒にNMPを使用し、温度40℃、流量10ml/分にて、ゲルバーミエーションクロマトブラフィー(GPC)法によりポリスチレン換算分子量として測定した。
【0047】
(ポリビニルアルコール系樹脂(PVA)の重量平均分子量)
昭和電工(株)製のGPC装置「Shodex GPC−104」を用い、カラムに「shodex KF−606M」、プレカラムに「shodex KF−G」、溶媒にヘキサフルオロプロパノール(HFIP)を使用し、温度40℃、流量0.6ml/minにて、GPC法によりポリメチルメタクリレート換算分子量として測定した。
【0048】
なお、PVA含有PVDF粉体中の場合は、該ポリマー粉体をHFIP中で、50℃、6時間攪拌することで、粉体中のPVAを抽出した後、その上澄み液を採取してGPCを用いて測定した。
【0049】
(PVAのケン化度)
(株)島津製作所製のフーリエ変換赤外分光光度計「FTIR−8200」を用い、得られたチャートの3390cm−1付近のO−H伸縮振動と1737cm−1のC=O伸縮振動に由来するピークの吸光度比から算出した。
【0050】
(空孔率)
多孔膜の長さ、並びに幅および厚さ(中空糸の場合は外径および内径)を測定して多孔膜の見掛け体積V(cm2)を算出し、更に多孔膜の重量W(g)を測定して次式より空孔率を求めた。
【0051】
[数1]
空隙率(%)=(1−W/(V×ρ))×100
ρ:PVDFの比重(=1.78g/cm2)
【0052】
(平均孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてハーフドライ法により平均孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0053】
(最大孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてバブルポイント法により最大孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0054】
(引張り強度および破断伸度)
引張り試験機(東洋ボールドウィン社製「RTM−100」)を使用して、温度23℃、相対湿度50%の雰囲気中で初期試料長100mm、クロスヘッド速度200mm/分の条件下で測定した。中空糸膜の場合は、糸径にかかわらず1本の中空糸状試料を測定した。平膜の場合は、幅10mmに裁断した短冊状試料を測定した(引張強度の単位は、MPa、破断伸度の単位は、%である。)。
【0055】
(浸透ぬれ張力)
水とエタノールを比率を変えて混合し、表面張力の異なる水溶液を用意した。エタノール濃度と表面張力の関係は化学工学便覧(丸善株式会社、改訂第5版)の記載を参照した。温度25℃、相対湿度50%の雰囲気中でこの水溶液に、膜形状が中空糸の場合には、長さ5mmに裁断した試料を、平膜の場合には5mm四方に裁断した試料を静かに浮かべ、多孔質膜が1分以内に水面から下に100mm以上沈むことのできる水溶液の表面張力の最大値をその多孔質膜の浸透ぬれ張力とした。
【0056】
(透水量(フラックス))
多孔膜をエタノールに15分間浸漬し、次いで水に15分間浸漬して親水化した後、水温25℃、差圧100kPaにて純水の透水量を測定した。多孔膜が中空糸形状の場合、図1の装置を用い、膜面積は外径に基いて次式により算出した。
【0057】
[数2]
膜面積(m2)=外径×π×長さ
【0058】
(フラックス維持率)
茨城県石岡市内で採取した恋瀬川河川水に凝集剤としてポリ塩化アルミニウムを濃度10ppmで添加して攪拌し、次いで6時間静置した後、その上澄み液を供給水としてろ過試験を行い、目詰まりに対する耐性を評価した。供給水の濁度は0.62N.T.U、色度は9.0度であった。
【0059】
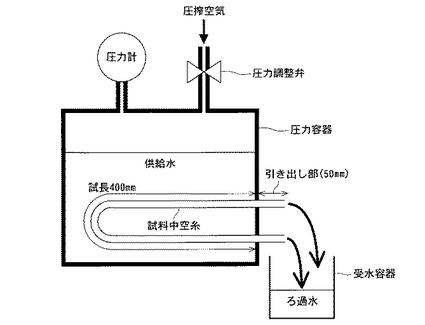
はじめに、試料多孔質膜をエタノールに15分間浸漬し、次いで純水に15分間浸漬して湿潤した後、膜形状が中空糸の場合には図1に示した装置を用いて試長(ろ過が行われる部分の長さ)が400mmになるように多孔質中空糸を取り付け、両端は引き出し部として圧力容器の外に取り出した。引き出し部(ろ過が行われない部分であり、圧力容器との接合部)の長さは両端それぞれ50mmとした。多孔質中空糸が測定終了時まで供給水に十分に浸かるように耐圧容器内に純水(水温25℃)を満たした後、耐圧容器内を圧力50kPaに維持しながらろ過を行った。ろ過開始後、最初の1分間に両端から流れ出たろ過水の重量(g)を初期透水量とした。
【0060】
次いで、純水の代りに供給水(水温25℃)を、多孔質中空糸が測定終了時まで供給水に十分に浸かるように耐圧容器内に満たした後、耐圧容器内を圧力50kPaに維持しながら、30分間ろ過を行った。ろ過開始後29分目から30分目までの1分間に両端から流れ出た水の重量を30分間ろ過後透水量とし、次式によりフラックス維持率を算出した。
【0061】
[数3]
フラックス維持率(%)=(30分間ろ過後透水量(g))/(初期透水量(g))×100
【0062】
(PVAの薬液中溶出率)
ポリフッ化ビニリデン系樹脂多孔質中空糸膜を5000ppmの次亜塩素鉛酸ナトリウムと1%の水酸化ナトリウム(NaOH)の混合溶液に3日間浸漬し、セイコーインスツルメンツ(株)製の示唆熱重量同時測定装置「EXSTAR TG/DTA6200」を用いて、浸漬前後の多孔質中空糸膜中のPVA量を測定して、溶出率を求めた。
【0063】
[数4]
溶出率(%)=(薬液浸漬後のPVA含有率(%))/(薬液浸漬前のPVA含有率(%))×100
【0064】
中空糸膜中のPVAの定量のためには、中空糸膜試料20mgを精秤し、熱重量分析装置(METTLER TOLEDO社製「TGA/STTA851」)を用いて窒素雰囲気中10℃/分の速度で昇温し、試料の熱分解減量を測定した。PVDFの分解ピークである480℃よりも低温側に現われるPVAの分解ピーク(例えば約250〜350℃に現れる)に相当する減量がPVA側鎖の脱離によるものと仮定して、PVDF100重量部に対するPVA重量部を算出した。
【0065】
(参考例) PVA含有PVDF粉末の調製
内容量3リットルのステンレス製オートクレーブに、あらかじめアルコールを用いてウエット化した、Mwが4.12×105のポリフッ化ビニリデン(呉羽化学工業(株)製「KF#1550」)を350g、純水1200g、n−プロピルパーオキシジカーボネート0.112g、酢酸ビニルモノマー105gを加え、排気後、系内を窒素置換して密封した。次に上記オートクレーブを35℃の恒温水槽に入れ、400r.p.m.の速度で8.5時間攪拌しながら重合を行い、反応混合物を取り出し濾過水洗して、ポリ酢酸ビニル含有ポリフッ化ビニリデン系樹脂粉体を得た。この粉体100gを室温で1重量%NaOHエタノール溶液600mlに2時間浸漬、攪拌してケン化処理を行い、濾過水洗後、乾燥して、PVA含有PVDF粉末(平均粒径:約195μm)を得た。得られた粉末中のPVDF、PVAの重量比率はPVDF/PVA=100/20であり、PVAの平均ケン化度は47mol%であった。
【0066】
(実施例1)
重量平均分子量(Mw)が4.12×105の第1のポリフッ化ビニリデン樹脂(PVDF−1)(粉体、平均粒径:約194μm)を71.25重量部、第1のポリフッ化ビニリデン樹脂を用いて(上記参考例により)得たポリビニルアルコール系樹脂(PVA)含有のポリフッ化ビニリデン樹脂(PVA含有率20重量部、PVAの平均ケン化度47モル%)(粉体、平均粒径:約195μm)を23.75重量部、Mwが9.36×105の第2のポリフッ化ビニリデン樹脂(PVDF−2)(粉体、平均粒径:約189μm)を5.0重量部ヘンシェルミキサーを用いて混合して、混合物Aを得た。上記混合物Aを100重量部として、これとは別に、脂肪族ポリエステルとしてアジピン酸系ポリエステル可塑剤(旭電化工業株式会社製「PN−150」)148.5重量部と、溶媒としてN−メチルピロリドン(NMP)を31.5重量部とを常温で攪拌混合して、混合物B(180重量部)を得た。
【0067】
同方向回転噛み合い型二軸押出機(プラスチック工学研究所製「BT−30」、スクリュー直径30mm、L/D=48)を使用し、シリンダ最上流部から80mmの位置に設けられた粉末供給部から混合物Aを0.84kg/hで供給し、シリンダ最上流部から480mmの位置に設けられた液体供給部から温度160℃に加熱された混合物Bを、混合物A/混合物B=100/180(重量比)の割合で供給して、バレル温度220℃で混練し、混練物を外径5mm、内径3.5mmの円形スリットを有するノズルから吐出量11.8g/minで中空糸状に押し出した。この際、ノズル中央部に設けた通気口から空気を4.0cm3/minで糸の中空部に注入した。
【0068】
押し出された中空糸状成形体を溶融状態のまま、40℃の温度に維持され且つノズルから280mm離れた位置に水面を有する(即ち、エアギャップが280mmの)水浴中に導き冷却・固化させ(水浴中の滞留時間は約5秒間)、10m/minの引取速度で引き取った後、これを巻き取って第1中間成形体を得た。
【0069】
次に、この第1中間成形体をジクロロメタン中に振動を与えながら室温で30分間浸漬し、次いでジクロロメタンを新しいものに取り替えて再び同条件で浸漬して、脂肪族系ポリエステルと溶媒を抽出し、次いで120℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱処理を行い、第2中間成形体を得た。
【0070】
次に、この第2中間成形体を第一のロール速度を12.5m/minにして、60℃の水浴中を通過させ、第二のロール速度を25m/minにすることで長手方向に2.0倍に延伸した。次いで温度5℃に制御したジクロロメタン液中を通過させ、第三のロール速度を23.8m/minまで落とすことで、ジクロロメタン液中で5%緩和処理を行った。さらに空間温度140℃に制御した乾熱槽(2.0m長さ)を通過させ、第四ロール速度を22.6mまで落とすことで、乾熱槽中で5%緩和処理を行った。これを巻き取って本発明法によるポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0071】
(実施例2)
実施例1と同じ混合物Aの第1のポリフッ化ビニリデン樹脂(PVDF−1)、ポリビニルアルコール系樹脂(PVA)含有のポリフッ化ビニリデン樹脂、第2のポリフッ化ビニリデン樹脂(PVDF−2)の比率を47.5/47.5/5重量部に変更する以外は実施例1と同様にしてポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0072】
(比較例1)
実施例1と同じ混合物Aを、PVDF−1を95重量部、PVDF−2を5重量部およびポリビニルアルコール系樹脂(株式会社クラレ製、「ポバールLM−10HD」、平均ケン化度が40モル%のPVA)(粉体、平均粒径:約1740μm)10重量部に変更する以外は実施例1と同様にしてポリフッ化ビニリデン系溶融混合製膜多孔化物の作製を試みたが、押出機の粉末供給部において混合物Aのくい込み不良が発生したため、中空糸状成形体を得ることが出来なかった。そこで、混合物Aの供給量を実施例1の1/2量の0.42kg/hに変更することにより、ポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0073】
(比較例2)
実施例1と同じ混合物Aを、PVDF−1を95重量部、PVDF−2を5重量部およびポリビニルアルコール系樹脂(日本・酢ビポバール株式会社製、「JポバールJMR−150L」、平均ケン化度が22モル%のPVA)(粉体、平均粒径:約1080μm)10重量部に変更する以外は実施例1と同様にしてポリフッ化ビニリデン系溶融混合製膜多孔化物の作製を試みたが、比較例1と同様に押出機の粉末供給部において混合物Aのくい込み不良が発生したため、中空糸状成形体を得ることが出来なかった。そこで、混合物Aの供給量を実施例1の1/2量の0.42kg/hに変更することにより、ポリビニルアルコール系樹脂およびポリフッ化ビニリデン系樹脂からなる溶融混合製膜多孔化物を得た。
【0074】
(比較例3)
ポリビニルアルコール系樹脂を添加しない以外は実施例1と同じ混合PVDF100重量部に実施例1と同じアジピン酸系ポリエステル可塑剤を148.5重量部とNMP31.5重量部を加え、実施例1と同様にしてポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0075】
上記実施例、比較例の概要および得られた中空糸多孔質膜について上述の方法で得られた特性の評価結果を、次表1にまとめて記す。
【表1】

【産業上の利用可能性】
【0076】
上記表1の実施例の結果を見れば、本発明の高分子量且つ低ケン化度ポリビニルアルコール系樹脂を配合したポリフッ化ビニリデン系樹脂系多孔質膜によれば、浸透ぬれ張力の適度の増大(対比較例3)で示される親水性の向上を通じて、主として有機物付着によると考えられるフラックスの低減が少ないことによる高いフラックス維持率(対比較例3)および薬液浸漬後の低いPVA溶出力(対比較例1および2)で代表される長期水処理性能の改善されたポリフッ化ビニリデン系樹脂系多孔質膜が得られることが分る。
【図面の簡単な説明】
【0077】
【図1】フラックスおよびフラックス維持率測定装置の側面概略図である。
【技術分野】
【0001】
本発明は、ポリフッ化ビニリデン系樹脂を主体とする水処理用に適した多孔質膜、特に長期の水処理性能に優れたポリフッ化ビニリデン樹脂系多孔質膜およびその製造方法に関する。
【背景技術】
【0002】
ポリフッ化ビニリデン系樹脂は、耐候性、耐薬品性、機械的強度等に優れているため分離用多孔質膜への応用が検討されてきた。しかしながら、その水処理用の多孔質膜としての利用を展開するに当り、ポリフッ化ビニリデン系樹脂が疎水性の強い樹脂であることが障害となってきた。すなわち、1)使用に先立ちアルコール処理等による親水化処理が必要となる、2)透水能の増大が困難である、3)一旦、付着した有機質が除去されにくく、透水能の低下を招く等である。ポリフッ化ビニリデン系樹脂系(多孔質)膜の親水性向上のために、ポリビニルアルコール系樹脂を配合することも、いくつか提案されている。
【0003】
特許文献1は、ポリフッ化ビニリデンとポリ酢酸ビニルの混合溶液からの製膜体中の、ポリ酢酸ビニルを(部分)ケン化してポリビニルアルコール化した親水性耐熱膜の製造方法を開示している。
【0004】
特許文献2は、ポリフッ化ビニリデン系樹脂多孔性構造物の多孔性空間にポリビニルアルコール水溶液を含浸させ、熱処理等によりポリビニルアルコールを水不溶性とすることにより形成した親水化多孔性複合構造物について開示している。
【0005】
特許文献3は、ポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂の共通溶媒溶液の流延膜に、凝固用溶剤を接触させてゲル化した後、溶剤を除去する親水性多孔質膜の製造方法を開示している。
【0006】
特許文献4は、ポリ酢酸ビニルとポリフッ化ビニリデン系樹脂の混合溶液をポリエステル繊維の不織ウエブ上に流延し、ポリ酢酸ビニルを部分ケン化した親水性多孔質膜の製造について開示している。
【0007】
しかしながら、上記した従来技術では、いずれも、ポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂の双方、あるいは少なくともその一方であるポリビニルアルコール系樹脂(の前駆体)、の溶液を形成し、製膜しているために、水処理に適した多孔度を有し且つ高強度の親水性多孔質膜は得られない。
【特許文献1】特開平5−23557号公報
【特許文献2】特開昭54−17978号公報
【特許文献3】特開昭61−257203号公報
【特許文献4】特開昭55−102635号公報
【特許文献5】特願2004−190060号の明細書
【特許文献6】特開昭63−301205号公報
【特許文献7】特開昭50−100148号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記従来技術(特許文献1〜4)の問題点に鑑み、本発明の主要な目的は、機械的強度および長期の水処理性能に優れた親水性のポリフッ化ビニリデン系樹脂系多孔質膜およびその製造方法を提供することにある。
【0009】
本発明者らは上記の目的で研究した結果、長期の水処理性能に優れた多孔度、機械的および親水性を備えたポリフッ化ビニリデン系樹脂−ポリビニルアルコール系樹脂複合多孔質膜を与えるためには、これら両樹脂の熱溶融混合による多孔質膜が必要であるとの知見に達し、ポリフッ化ビニリデン系樹脂とケン化度が10〜80モル%と低いポリビニルアルコール系樹脂との組合せからなる多孔質膜を提案している(特許文献5)。
【課題を解決するための手段】
【0010】
本発明は、その改良発明に相当するものであり、重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%であるポリビニルアルコール系樹脂とポリフッ化ビニリデン系樹脂との熱溶融混合製膜体からなり多孔質化されていることを特徴とするものである。
【0011】
本発明者らが、上述の目的で研究して本発明の多孔質膜に到達した経緯について、若干説明する。
【0012】
上記したように特許文献5の多孔質膜を開発した時点で、水処理に適した多孔度と機械的強度を兼ね備えたポリフッ化ビニリデン系樹脂−ポリビニルアルコール系樹脂複合多孔質膜は、両樹脂の熱溶融混合物の多孔質化が必要であり、且つ水処理用途での使用を考慮したときには、一般に用いられる80%を超える高ケン化度ポリビニルアルコール系樹脂の使用は好ましくないとの知見は持っていた。しかし、10〜80%という市販の低ケン化度ポリビニルアルコール系樹脂を使用して得られた特許文献5の多孔質膜においては、特に水処理に適した高多孔度としたときには、ポリビニルアルコール系樹脂の耐水性が不足し、特に長期間水処理に使用したとき、あるいは目詰りの除去のために薬液洗浄の際にポリビニルアルコール系樹脂が失われ多孔質膜の親水性が損なわれることが見出された。かといって、ケン化度を更に低下したのでは、所望の親水性が得られない。この問題を、低ケン化度で且つ高分子量のポリビニルアルコール系樹脂を用いることにより解決したのが、本発明の多孔質膜である(後記実施例参照)。
【0013】
低ケン化度で高分子量のポリビニルアルコール系樹脂は、本発明者らが知る限り、市販されていない。この理由は、必ずしも明らかでないが、その理由の第1は、ポリ酢酸ビニル等のポリビニルエステルの重合と、引き続くそのメタノール溶液のケン化という通常のポリビニルアルコール系樹脂の製法を考慮したときに、高分子量ポリビニルアルコール系樹脂の製造のためには、特に後段のケン化工程での増粘が工業的製造に向かないという点にあったかと思われる。従って、例えば粒状固体の高分子量ポリビニルエステルを得た後、不均一系でケン化する方法も提案されている(特許文献6)。低ケン化度で高分子量のポリビニルアルコール系樹脂が市販されていない理由の第2は、従来の低ケン化度ポリビニルアルコール系樹脂の主たる用途が懸濁重合用分散助剤、乳化安定剤、ホットメルト接着剤、バインダーなどの用途に限られ、高強度を要求される成形体用途でなかったためと考えられる。
【0014】
本発明者らは、上述の事情に鑑み、更にポリフッ化ビニリデン系樹脂と組み合せるべき低ケン化度且つ高分子量のポリビニルアルコール系樹脂の合理的な製造について研究した結果、特許文献7にも開示されるように、懸濁重合により得られる多孔質ポリフッ化ビニリデン系樹脂粒子の孔内にビニルエステルを含浸させて重合した後、生成する粒子内ポリビニルエステルをケン化すれば、上記特許文献6と同様な不均一ケン化系が実現され、且つ得られた低ケン化度且つ高分子量のポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂粒子は、本発明の多孔質膜の原料として理想的であることが見出された。すなわち、本発明は、上記した本発明の多孔質膜の好ましい製造方法として、ポリフッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂および多孔化剤を熱溶融混合し、中空糸膜状または平膜状に押出して冷却固化した後、多孔化剤を除去する多孔質膜の製造方法であって、該ポリビニルアルコール系樹脂が該ポリフッ化ビニリデン系樹脂の多孔粒子内重合物の部分ケン化物であることを特徴とする多孔質膜の製造方法をも提供するものである。
【発明を実施するための最良の形態】
【0015】
以下、本発明の多孔質膜を、主としてその好ましい製造方法である上記本発明の製造方法に従って、順次説明する。
【0016】
(ポリフッ化ビニリデン系樹脂)
本発明においては、主たる膜原料として、ポリフッ化ビニリデン系樹脂を用いる。
【0017】
本発明において、ポリフッ化ビニリデン系樹脂としては、フッ化ビニリデンの単独重合体、すなわちポリフッ化ビニリデン、又はフッ化ビニリデンと他の共重合可能なモノマーとの共重合体あるいはこれらの混合物が用いられる。フッ化ビニリデン系樹脂と共重合可能なモノマーとしては、四フッ化エチレン、六フッ化プロピレン、三フッ化エチレン、三フッ化塩化エチレン、フッ化ビニル等の一種又は二種以上を用いることができる。ポリフッ化ビニリデン系樹脂は、構成単位としてフッ化ビニリデンを70モル%以上含有することが好ましい。なかでも機械的強度の高さからフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0018】
本発明においては、主たる膜原料として、重量平均分子量(Mw)が20万〜60万であり且つ重量平均分子量/数平均分子量の比が2.5以上(すなわち分子量分布が広い)フッ化ビニリデン系樹脂を用いることが好ましい。Mwが20万未満では得られる多孔質膜の機械的強度が小さくなる。またMwが60万を超えるとポリフッ化ビニリデン系樹脂と多孔化剤との相分離構造が過度に微細になり、得られた多孔質膜を水処理膜として用いる場合の透水量が低下する。
【0019】
上記したような比較的高分子量のフッ化ビニリデンのフッ化ビニリデン系樹脂は、好ましくは乳化重合あるいは懸濁重合、特に好ましくは懸濁重合により得ることができ、この際重合条件を逐次変化させることにより、上述した広い分子量分布の単独のフッ化ビニリデン系樹脂を得ることもできる。しかし、より簡便には、異なる平均分子量の少なくとも二種のフッ化ビニリデン系樹脂をそれぞれ重合法により得て、これらを混合することにより重量平均分子量/数平均分子量の比が好ましくは2.5以上の混合ポリフッ化ビニリデン系樹脂を用いることが好ましい。より詳しくは、重量平均分子量が15万〜60万である第1のポリフッ化ビニリデン系樹脂25〜98重量%と、重量平均分子量が40万〜120万である第2のポリフッ化ビニリデン系樹脂2〜75重量%とを含有し、且つ第2のポリフッ化ビニリデン系樹脂の重量平均分子量/第1のポリフッ化ビニリデン系樹脂の重量平均分子量の比が1.2以上、好ましくは1.8以上、更に好ましくは2.0以上である混合ポリフッ化ビニリデン系樹脂を得て、これを用いることが好ましい。本発明のより好ましい態様によれば、上記第1のポリフッ化ビニリデン系樹脂70〜98重量%(主体樹脂)と、上記第2のポリフッ化ビニリデン系樹脂(結晶特性改質用樹脂)2〜30重量%とを含有する混合ポリフッ化ビニリデン系樹脂を主たる膜原料として用いる。
【0020】
本発明で用いるポリフッ化ビニリデン系樹脂は、未架橋であることが後述する組成物の溶融押出しの容易化のために好ましく、またその融点は、160〜220℃であることが好ましく、より好ましくは170〜180℃、さらに好ましくは、173〜179℃である。160℃未満では、生成する多孔膜の耐熱変形性が不充分となりがちであり、220℃を超えると、溶融混合性が低下し、均一な膜形成が難しくなる。
【0021】
融点は示差走査熱量計(DSC)により測定される樹脂の結晶融解に伴なう吸熱のピーク温度を意味する。
【0022】
本発明の多孔質膜を形成する第2の膜原料は、重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%のポリビニルアルコール系樹脂である。Mwが6.0×105未満では、本発明で意図するような長期耐水性且つ耐薬品性の多孔質膜を得ることが困難となる。Mwは好ましくは8.0×105以上である。またケン化度が10モル%未満では、得られる多孔質膜の親水性の改善効果が不充分であり、80モル%を超えると、高分子量であっても得られる多孔質膜の耐水性、耐薬品性が不足する。ケン化度は、好ましくは20〜60モル%、更に好ましくは30〜50モル%である。
【0023】
ポリビニルアルコール系樹脂は、ポリフッ化ビニリデン系樹脂との合計量の、2〜20重量%、より好ましくは3〜15重量%、更に好ましくは5〜13重量%の割合で使用することが好ましい。ポリビニルアルコール系樹脂が少な過ぎると、所望の親水性(濡れ性)を有する多孔質膜が得られず、多過ぎればポリフッ化ビニリデン系樹脂本来の耐水性、機械的強度を損なうおそれがある。
【0024】
上記した高分子量且つ低ケン化度のポリビニルアルコール系樹脂としては、前記した特許文献5の高分子量ポリビニルアルコール系樹脂の製法に従い、但し、不均一ケン化工程におけるケン化度を抑制して得た粒状ポリビニルアルコール系樹脂を用いることもできる。しかし、疎水性のポリフッ化ビニリデン系樹脂と親水性のポリビニルアルコール系樹脂の熱溶融混合は必ずしも容易でなく、例えば押出機を用いた場合に、その出力の低下が必要となる(後記比較例1および2参照)。
【0025】
従って、本発明のより好ましい態様においては、本発明の多孔質膜の製造方法に従い、一旦、懸濁重合により多孔質ポリフッ化ビニリデン系樹脂粒子を得、その多孔質空間に含浸されたビニルエステルの重合体(例えばポリ酢酸ビニル)をケン化して所望のケン化度のポリビニルアルコール系樹脂が内包されたポリフッ化ビニリデン系樹脂を、上記したポリフッ化ビニリデン系樹脂の少なくとも一部およびポリビニルアルコール系樹脂として用いることが好ましい。上記したようなビニルエステルのポリフッ化ビニリデン系樹脂多孔粒子内重合は、(1)懸濁重合により得られたスラリー状のポリフッ化ビニリデン系樹脂の多孔内に残存する開始剤の量を調整(通常は加熱により減少)した後ビニルエステルモノマーを含浸させ、あるいは(2)一旦形成された(市販の)ポリフッ化ビニリデン系樹脂粒子を再スラリー化した後、制御された比較的少量の開始を含むビニルエステルモノマーを含浸させ、それぞれ、その後、再度ビニルエステルモノマーの懸濁重合を行うことにより達成される。これにより高分子量ポリビニルエステルを内包したポリフッ化ビニリデン系樹脂が得られ、内包されるポリビニルエステルをケン化することにより、制御された低ケン化度で高分子量のポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂粒子が得られ、これは後述する多孔化剤とともに本発明の多孔質膜製造原料としてそのまま用いられる。
【0026】
上述したようにして形成された粒子内重合により形成されたポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂粒子を膜製造原料として用いることの主たる利点は二つある。その第1は、上記の説明でも分る通り内包されるポリビニルアルコール系樹脂の高分子量および低ケン化度を自在に制御できることである。その第2は、本来、疎水性のポリフッ化ビニリデン系樹脂と親水性のポリビニルアルコール系樹脂とが、既に粒子毎にポリビニルアルコール系樹脂を内包するポリフッ化ビニリデン系樹脂として複合化されているために、例えば押出機による両樹脂の熱溶融混合が極めて円滑に実施できることである。かくして形成されたポリビニルアルコール系樹脂内包ポリフッ化ビニリデン系樹脂粒子は、通常、本発明の多孔質膜製造に用いられるポリビニルアルコール系樹脂の全量およびポリフッ化ビニリデン系樹脂の一部を供給するために用いられる。ポリフッ化ビニリデン系樹脂の残量は、ポリビニルアルコール系樹脂内包ポリフッ化ビニリデン系樹脂とともに熱溶融混合されることになるが、ポリビニルアルコール系樹脂内包ポリフッ化ビニリデン系樹脂のマトリクスは、ポリフッ化ビニリデン系樹脂であるのでポリフッ化ビニリデン系樹脂の残量との熱溶融混合は容易に達成可能である(後記実施例参照)。
【0027】
上記した、好ましくはそれらの少なくとも一部を複合化した、ポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂は、多孔化剤とともに本発明の多孔質膜製造に用いられる。
【0028】
本発明においては、多孔化剤としてポリフッ化ビニリデン系樹脂の可塑剤、好ましくはポリエステル系可塑剤、が用いられるが、より好ましくは可塑剤に加えてポリフッ化ビニリデン系樹脂の良溶媒が併用される。
【0029】
(可塑剤)
可塑剤としては、一般に、二塩基酸とグリコールからなる脂肪族系ポリエステル、例えば、アジピン酸−プロピレングリコール系、アジピン酸−1,3−ブチレングリコール系等のアジピン酸系ポリエステル;セバシン酸−プロピレングリコール系、セバシン酸系ポリエステル;アゼライン酸−プロピレングリコール系、アゼライン酸−1,3−ブチレングリコール系等のアゼライン酸系ポリエステル等が用いられる。
【0030】
(良溶媒)
また、ポリフッ化ビニリデン系樹脂の良溶媒としては、20〜250℃の温度範囲でポリフッ化ビニリデン系樹脂を溶解できる溶媒が用いられ、例えば、N−メチルピロリドン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、メチルエチルケトン、アセトン、テトラヒドロフラン、ジオキサン、酢酸エチル、プロピレンカーボネート、シクロヘキサン、メチルイソブチルケトン、ジメチルフタレート、およびこれらの混合溶媒等が挙げられる。なかでも高温での安定性からN−メチルピロリドン(NMP)が好ましい。
【0031】
(組成物)
膜形成用の原料組成物は、好ましくはポリフッ化ビニリデン系樹脂とポリビニルアルコール系樹脂の合計量100重量部に対し、可塑剤70〜250重量部および良溶媒5〜80重量部を混合することにより得られる。
【0032】
可塑剤が70重量部未満であると、水処理膜のろ過性能(透水量)に劣る。また、250重量部を超えると空孔率が大きくなり過ぎるため、機械的強度が低下する。
【0033】
良溶媒が5重量部未満では樹脂と可塑剤を均一に混合できなかったり、あるいは混合に時間を要する。また、80重量部を超えると可塑剤の添加量に見合った空孔率が得られない。すなわち可塑剤の抽出による効率的な空孔形成が阻害される。
【0034】
可塑剤と良溶媒の合計量は100〜250重量部の範囲が好ましい。両者はいずれも溶融押出し組成物の粘度低減効果があり、ある程度代替的に作用する。そのうち良溶媒は、5〜40重量%、特に10〜30重量%、の割合が好ましい。
【0035】
(混合・溶融押出し)
溶融押出組成物は、一般に140〜270℃、好ましくは150〜200℃、の温度で、中空ノズルあるいはT−ダイから押出されて膜状化される。従って、最終的に、上記温度範囲の均質組成物が得られる限りにおいて、樹脂、可塑剤および良溶媒の混合並びに溶融形態は任意である。このような組成物を得るための好ましい態様の一つによれば、二軸混練押出機が用いられ、(好ましくは第1および第2のポリフッ化ビニリデン系樹脂ならびにそのいずれかと複合されたポリビニルアルコール系樹脂の混合物からなる)樹脂は、該押出機の上流側から供給され、可塑剤と良溶媒の混合物が、下流で供給され、押出機を通過して吐出されるまでに均質混合物とされる。この二軸押出機は、その長手軸方向に沿って、複数のブロックに分けて独立の温度制御が可能であり、それぞれの部位の通過物の内容により適切な温度調節がなされる。
【0036】
(冷却)
本発明法に従い、溶融押出された膜状物は、通常はその片面側から冷却・固化される。冷却は、T−ダイから押出された平坦シート状物が、表面温度調節された冷却ドラムないしローラと接触させることにより行われ、ノズルから押出された中空糸膜の場合は、水等の冷却媒体中を通過させることにより行われる。冷却ドラム等あるいは冷却媒体の温度は5〜120℃と、かなり広い温度範囲から選択可能であるが、好ましくは10〜100℃、特に好ましくは30〜80℃の範囲である。溶融押出後の中空糸状物を水等の冷却媒体により冷却すると、冷媒に接した部分のポリフッ化ビニリデン系樹脂と可塑剤及び溶媒との相分離が起き、相分離した可塑剤部分が後の微細空孔となると共にポリフッ化ビニリデン系樹脂の結晶化が起こる。このとき(球状)結晶の成長速度が調整(抑制)され、その後の延伸に適した結晶特性の中空糸状物が得られるので、上述したように特定の分子量を有する少なくとも2種類のポリフッ化ビニリデン系樹脂からなる混合物を使用することが好ましい。球状結晶の生成は、水の透過に対して障害となる他、球状粒子同士の界面で樹脂の接合が不充分であるため機械的強度および延伸性の低下を来す。溶融押出後の中空糸状物の冷媒に接している面から冷却され中空糸状物の厚み方向に緩やかに形成された結晶粒度分布(冷却面側が細かく、逆側が比較的粗くなる)が、機械的強度を向上させ、且つその後の延伸を円滑化させる。
【0037】
(抽出)
冷却・固化された膜状物は、次いで抽出液浴中に導入され、可塑剤および良溶媒の抽出除去を受ける。抽出液としては、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤や良溶媒を溶解できるものであれば特に限定されない。例えばアルコール類ではメタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロエタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0038】
(熱処理)
抽出後の膜状物は、次いで引き続く延伸操作性の向上のために、80〜160℃、好ましくは100〜140℃の範囲で、時間1〜18000秒、好ましくは3〜3600秒、熱処理して、結晶化度を増大させることが好ましい。
【0039】
(延伸)
本発明の好ましい態様に従えば膜状物は、次いで延伸に付され、空孔率および孔径の増大並びに強伸度の改善を受ける。延伸は、例えばテンター法による二軸延伸も可能であるが、一般に、周速度の異なるローラ対等による膜状物の長手方向への一軸延伸を行うことが好ましい。これは、本発明のポリフッ化ビニリデン系樹脂多孔膜の多孔率と強伸度を調和させるためには、延伸方向に沿って延伸フィブリル(繊維)部と未延伸ノード(節)部が交互に現われる微細構造が好ましいことが知見されているからである。延伸倍率は、1.2〜4.0倍、特に1.4〜3.0倍程度が適当である。
【0040】
(溶離液処理)
上記工程を通じて、本発明のポリフッ化ビニリデン系樹脂多孔膜が得られるが、この多孔膜を溶離液による浸漬処理に付すことが好ましい。この溶離液処理により、本発明の多孔膜の特質が本質的に損なわれることなく、その透水量が著しく増大するからである。溶離液としては、アルカリ液、酸液または可塑剤の抽出液が用いられる。
【0041】
上記溶離液処理により、多孔膜の透水量が著しく増大する理由は、必ずしも明かではないが、延伸により拡開された微細孔壁に残存する可塑剤が露出し、溶離液処理により効率的に除かれるためではないかと推察される。溶離液としてのアルカリおよび酸は、ポリフッ化ビニリデン系樹脂の可塑剤として用いられるポリエステルを分解して可溶化することによりその溶離・除去を促進する作用を有するものと解される。したがって、アルカリ液としては、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム等の強塩基の水または水/アルコール溶液でpHが12以上、より好ましくは13以上のものが好ましく用いられる。他方、酸液としては、塩酸、硫酸、燐酸等の強酸の水または水/アルコール溶液がpHが4以下、より好ましくは3以下、特に好ましくは2以下のものが好ましく用いられる。
【0042】
また、可塑剤の抽出液としては、延伸前に用いたものと同様に、ポリフッ化ビニリデン系樹脂を溶解せず、可塑剤を溶解できるものであれば特に限定されない。例えばアルコール類では、メタノール、イソプロピルアルコールなど、塩素化炭化水素類ではジクロロメタン、1,1,1−トリクロロメタンなど、の沸点が30〜100℃程度の極性溶媒が適当である。
【0043】
溶離液処理は、多孔膜を必要に応じて親液性を向上するための前浸漬を行った後、5〜100℃程度の温度で10秒〜6時間溶離液中に浸漬することにより行われる。
【0044】
(多孔質膜)
上記のようにして得られる本発明の多孔質膜によれば、一般に浸透ぬれ張力が38mN/m以上、好ましくは42〜72mN/mとなり、引張り強度は7MPa以上、好ましくは8〜20Mpaとなる。また空孔率は、好ましくは60〜85%、更に好ましくは65〜80%、破断伸度は好ましくは20〜100%、より好ましくは25〜80%の特性が得られる。またこれを透水処理膜として使用する場合には20m3/m2・day・100kPa以上、更に好ましくは30m3/m2・day・100kPa以上の透水量(純水フラックス)が得られる。また厚さは、5〜800μm程度の範囲が通常であり、好ましくは50〜600μm、特に好ましくは150〜500μmである。中空糸の場合、その外径は0.3〜3mm程度、特に1〜3mm程度が適当である。
【実施例】
【0045】
以下、実施例、比較例により、本発明を更に具体的に説明する。以下の記載を含め、本明細書に記載の特性は、以下の方法による測定値に基くものである。
【0046】
(ポリフッ化ビニリデン系樹脂(PVDF)重量平均分子量(Mw)および数平均分子量(Mn))
日本分光(株)製のGPC装置「GPC−900」を用い、カラムに昭和電工(株)製の「Shodex KD−806M」、プレカラムに「Shodex KD−G」、溶媒にNMPを使用し、温度40℃、流量10ml/分にて、ゲルバーミエーションクロマトブラフィー(GPC)法によりポリスチレン換算分子量として測定した。
【0047】
(ポリビニルアルコール系樹脂(PVA)の重量平均分子量)
昭和電工(株)製のGPC装置「Shodex GPC−104」を用い、カラムに「shodex KF−606M」、プレカラムに「shodex KF−G」、溶媒にヘキサフルオロプロパノール(HFIP)を使用し、温度40℃、流量0.6ml/minにて、GPC法によりポリメチルメタクリレート換算分子量として測定した。
【0048】
なお、PVA含有PVDF粉体中の場合は、該ポリマー粉体をHFIP中で、50℃、6時間攪拌することで、粉体中のPVAを抽出した後、その上澄み液を採取してGPCを用いて測定した。
【0049】
(PVAのケン化度)
(株)島津製作所製のフーリエ変換赤外分光光度計「FTIR−8200」を用い、得られたチャートの3390cm−1付近のO−H伸縮振動と1737cm−1のC=O伸縮振動に由来するピークの吸光度比から算出した。
【0050】
(空孔率)
多孔膜の長さ、並びに幅および厚さ(中空糸の場合は外径および内径)を測定して多孔膜の見掛け体積V(cm2)を算出し、更に多孔膜の重量W(g)を測定して次式より空孔率を求めた。
【0051】
[数1]
空隙率(%)=(1−W/(V×ρ))×100
ρ:PVDFの比重(=1.78g/cm2)
【0052】
(平均孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてハーフドライ法により平均孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0053】
(最大孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてバブルポイント法により最大孔径を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0054】
(引張り強度および破断伸度)
引張り試験機(東洋ボールドウィン社製「RTM−100」)を使用して、温度23℃、相対湿度50%の雰囲気中で初期試料長100mm、クロスヘッド速度200mm/分の条件下で測定した。中空糸膜の場合は、糸径にかかわらず1本の中空糸状試料を測定した。平膜の場合は、幅10mmに裁断した短冊状試料を測定した(引張強度の単位は、MPa、破断伸度の単位は、%である。)。
【0055】
(浸透ぬれ張力)
水とエタノールを比率を変えて混合し、表面張力の異なる水溶液を用意した。エタノール濃度と表面張力の関係は化学工学便覧(丸善株式会社、改訂第5版)の記載を参照した。温度25℃、相対湿度50%の雰囲気中でこの水溶液に、膜形状が中空糸の場合には、長さ5mmに裁断した試料を、平膜の場合には5mm四方に裁断した試料を静かに浮かべ、多孔質膜が1分以内に水面から下に100mm以上沈むことのできる水溶液の表面張力の最大値をその多孔質膜の浸透ぬれ張力とした。
【0056】
(透水量(フラックス))
多孔膜をエタノールに15分間浸漬し、次いで水に15分間浸漬して親水化した後、水温25℃、差圧100kPaにて純水の透水量を測定した。多孔膜が中空糸形状の場合、図1の装置を用い、膜面積は外径に基いて次式により算出した。
【0057】
[数2]
膜面積(m2)=外径×π×長さ
【0058】
(フラックス維持率)
茨城県石岡市内で採取した恋瀬川河川水に凝集剤としてポリ塩化アルミニウムを濃度10ppmで添加して攪拌し、次いで6時間静置した後、その上澄み液を供給水としてろ過試験を行い、目詰まりに対する耐性を評価した。供給水の濁度は0.62N.T.U、色度は9.0度であった。
【0059】
はじめに、試料多孔質膜をエタノールに15分間浸漬し、次いで純水に15分間浸漬して湿潤した後、膜形状が中空糸の場合には図1に示した装置を用いて試長(ろ過が行われる部分の長さ)が400mmになるように多孔質中空糸を取り付け、両端は引き出し部として圧力容器の外に取り出した。引き出し部(ろ過が行われない部分であり、圧力容器との接合部)の長さは両端それぞれ50mmとした。多孔質中空糸が測定終了時まで供給水に十分に浸かるように耐圧容器内に純水(水温25℃)を満たした後、耐圧容器内を圧力50kPaに維持しながらろ過を行った。ろ過開始後、最初の1分間に両端から流れ出たろ過水の重量(g)を初期透水量とした。
【0060】
次いで、純水の代りに供給水(水温25℃)を、多孔質中空糸が測定終了時まで供給水に十分に浸かるように耐圧容器内に満たした後、耐圧容器内を圧力50kPaに維持しながら、30分間ろ過を行った。ろ過開始後29分目から30分目までの1分間に両端から流れ出た水の重量を30分間ろ過後透水量とし、次式によりフラックス維持率を算出した。
【0061】
[数3]
フラックス維持率(%)=(30分間ろ過後透水量(g))/(初期透水量(g))×100
【0062】
(PVAの薬液中溶出率)
ポリフッ化ビニリデン系樹脂多孔質中空糸膜を5000ppmの次亜塩素鉛酸ナトリウムと1%の水酸化ナトリウム(NaOH)の混合溶液に3日間浸漬し、セイコーインスツルメンツ(株)製の示唆熱重量同時測定装置「EXSTAR TG/DTA6200」を用いて、浸漬前後の多孔質中空糸膜中のPVA量を測定して、溶出率を求めた。
【0063】
[数4]
溶出率(%)=(薬液浸漬後のPVA含有率(%))/(薬液浸漬前のPVA含有率(%))×100
【0064】
中空糸膜中のPVAの定量のためには、中空糸膜試料20mgを精秤し、熱重量分析装置(METTLER TOLEDO社製「TGA/STTA851」)を用いて窒素雰囲気中10℃/分の速度で昇温し、試料の熱分解減量を測定した。PVDFの分解ピークである480℃よりも低温側に現われるPVAの分解ピーク(例えば約250〜350℃に現れる)に相当する減量がPVA側鎖の脱離によるものと仮定して、PVDF100重量部に対するPVA重量部を算出した。
【0065】
(参考例) PVA含有PVDF粉末の調製
内容量3リットルのステンレス製オートクレーブに、あらかじめアルコールを用いてウエット化した、Mwが4.12×105のポリフッ化ビニリデン(呉羽化学工業(株)製「KF#1550」)を350g、純水1200g、n−プロピルパーオキシジカーボネート0.112g、酢酸ビニルモノマー105gを加え、排気後、系内を窒素置換して密封した。次に上記オートクレーブを35℃の恒温水槽に入れ、400r.p.m.の速度で8.5時間攪拌しながら重合を行い、反応混合物を取り出し濾過水洗して、ポリ酢酸ビニル含有ポリフッ化ビニリデン系樹脂粉体を得た。この粉体100gを室温で1重量%NaOHエタノール溶液600mlに2時間浸漬、攪拌してケン化処理を行い、濾過水洗後、乾燥して、PVA含有PVDF粉末(平均粒径:約195μm)を得た。得られた粉末中のPVDF、PVAの重量比率はPVDF/PVA=100/20であり、PVAの平均ケン化度は47mol%であった。
【0066】
(実施例1)
重量平均分子量(Mw)が4.12×105の第1のポリフッ化ビニリデン樹脂(PVDF−1)(粉体、平均粒径:約194μm)を71.25重量部、第1のポリフッ化ビニリデン樹脂を用いて(上記参考例により)得たポリビニルアルコール系樹脂(PVA)含有のポリフッ化ビニリデン樹脂(PVA含有率20重量部、PVAの平均ケン化度47モル%)(粉体、平均粒径:約195μm)を23.75重量部、Mwが9.36×105の第2のポリフッ化ビニリデン樹脂(PVDF−2)(粉体、平均粒径:約189μm)を5.0重量部ヘンシェルミキサーを用いて混合して、混合物Aを得た。上記混合物Aを100重量部として、これとは別に、脂肪族ポリエステルとしてアジピン酸系ポリエステル可塑剤(旭電化工業株式会社製「PN−150」)148.5重量部と、溶媒としてN−メチルピロリドン(NMP)を31.5重量部とを常温で攪拌混合して、混合物B(180重量部)を得た。
【0067】
同方向回転噛み合い型二軸押出機(プラスチック工学研究所製「BT−30」、スクリュー直径30mm、L/D=48)を使用し、シリンダ最上流部から80mmの位置に設けられた粉末供給部から混合物Aを0.84kg/hで供給し、シリンダ最上流部から480mmの位置に設けられた液体供給部から温度160℃に加熱された混合物Bを、混合物A/混合物B=100/180(重量比)の割合で供給して、バレル温度220℃で混練し、混練物を外径5mm、内径3.5mmの円形スリットを有するノズルから吐出量11.8g/minで中空糸状に押し出した。この際、ノズル中央部に設けた通気口から空気を4.0cm3/minで糸の中空部に注入した。
【0068】
押し出された中空糸状成形体を溶融状態のまま、40℃の温度に維持され且つノズルから280mm離れた位置に水面を有する(即ち、エアギャップが280mmの)水浴中に導き冷却・固化させ(水浴中の滞留時間は約5秒間)、10m/minの引取速度で引き取った後、これを巻き取って第1中間成形体を得た。
【0069】
次に、この第1中間成形体をジクロロメタン中に振動を与えながら室温で30分間浸漬し、次いでジクロロメタンを新しいものに取り替えて再び同条件で浸漬して、脂肪族系ポリエステルと溶媒を抽出し、次いで120℃のオーブン内で1時間加熱してジクロロメタンを除去するとともに熱処理を行い、第2中間成形体を得た。
【0070】
次に、この第2中間成形体を第一のロール速度を12.5m/minにして、60℃の水浴中を通過させ、第二のロール速度を25m/minにすることで長手方向に2.0倍に延伸した。次いで温度5℃に制御したジクロロメタン液中を通過させ、第三のロール速度を23.8m/minまで落とすことで、ジクロロメタン液中で5%緩和処理を行った。さらに空間温度140℃に制御した乾熱槽(2.0m長さ)を通過させ、第四ロール速度を22.6mまで落とすことで、乾熱槽中で5%緩和処理を行った。これを巻き取って本発明法によるポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0071】
(実施例2)
実施例1と同じ混合物Aの第1のポリフッ化ビニリデン樹脂(PVDF−1)、ポリビニルアルコール系樹脂(PVA)含有のポリフッ化ビニリデン樹脂、第2のポリフッ化ビニリデン樹脂(PVDF−2)の比率を47.5/47.5/5重量部に変更する以外は実施例1と同様にしてポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0072】
(比較例1)
実施例1と同じ混合物Aを、PVDF−1を95重量部、PVDF−2を5重量部およびポリビニルアルコール系樹脂(株式会社クラレ製、「ポバールLM−10HD」、平均ケン化度が40モル%のPVA)(粉体、平均粒径:約1740μm)10重量部に変更する以外は実施例1と同様にしてポリフッ化ビニリデン系溶融混合製膜多孔化物の作製を試みたが、押出機の粉末供給部において混合物Aのくい込み不良が発生したため、中空糸状成形体を得ることが出来なかった。そこで、混合物Aの供給量を実施例1の1/2量の0.42kg/hに変更することにより、ポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0073】
(比較例2)
実施例1と同じ混合物Aを、PVDF−1を95重量部、PVDF−2を5重量部およびポリビニルアルコール系樹脂(日本・酢ビポバール株式会社製、「JポバールJMR−150L」、平均ケン化度が22モル%のPVA)(粉体、平均粒径:約1080μm)10重量部に変更する以外は実施例1と同様にしてポリフッ化ビニリデン系溶融混合製膜多孔化物の作製を試みたが、比較例1と同様に押出機の粉末供給部において混合物Aのくい込み不良が発生したため、中空糸状成形体を得ることが出来なかった。そこで、混合物Aの供給量を実施例1の1/2量の0.42kg/hに変更することにより、ポリビニルアルコール系樹脂およびポリフッ化ビニリデン系樹脂からなる溶融混合製膜多孔化物を得た。
【0074】
(比較例3)
ポリビニルアルコール系樹脂を添加しない以外は実施例1と同じ混合PVDF100重量部に実施例1と同じアジピン酸系ポリエステル可塑剤を148.5重量部とNMP31.5重量部を加え、実施例1と同様にしてポリフッ化ビニリデン系樹脂多孔質中空糸膜を得た。
【0075】
上記実施例、比較例の概要および得られた中空糸多孔質膜について上述の方法で得られた特性の評価結果を、次表1にまとめて記す。
【表1】
【産業上の利用可能性】
【0076】
上記表1の実施例の結果を見れば、本発明の高分子量且つ低ケン化度ポリビニルアルコール系樹脂を配合したポリフッ化ビニリデン系樹脂系多孔質膜によれば、浸透ぬれ張力の適度の増大(対比較例3)で示される親水性の向上を通じて、主として有機物付着によると考えられるフラックスの低減が少ないことによる高いフラックス維持率(対比較例3)および薬液浸漬後の低いPVA溶出力(対比較例1および2)で代表される長期水処理性能の改善されたポリフッ化ビニリデン系樹脂系多孔質膜が得られることが分る。
【図面の簡単な説明】
【0077】
【図1】フラックスおよびフラックス維持率測定装置の側面概略図である。
【特許請求の範囲】
【請求項1】
重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%であるポリビニルアルコール系樹脂とポリフッ化ビニリデン系樹脂との熱溶融混合製膜体からなり多孔質化されていることを特徴とする多孔質膜。
【請求項2】
浸透ぬれ張力が38mN以上である請求項1に記載の多孔質膜。
【請求項3】
引張り強度が7MPa以上である請求項1または2に記載の多孔質膜。
【請求項4】
中空糸状である請求項1〜3のいずれかに記載の多孔質膜。
【請求項5】
ポリフッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂および多孔化剤を熱溶融混合し、中空糸膜状または平膜状に押出して冷却固化した後、多孔化剤を除去する多孔質膜の製造方法であって、該ポリビニルアルコール系樹脂が該ポリフッ化ビニリデン系樹脂の多孔粒子内重合物の部分ケン化物であることを特徴とする多孔質膜の製造方法。
【請求項6】
多孔化剤がポリエステル系可塑剤を主体とする請求項5に記載の製造方法。
【請求項1】
重量平均分子量(Mw)が6.0×105以上、ケン化度が10〜80モル%であるポリビニルアルコール系樹脂とポリフッ化ビニリデン系樹脂との熱溶融混合製膜体からなり多孔質化されていることを特徴とする多孔質膜。
【請求項2】
浸透ぬれ張力が38mN以上である請求項1に記載の多孔質膜。
【請求項3】
引張り強度が7MPa以上である請求項1または2に記載の多孔質膜。
【請求項4】
中空糸状である請求項1〜3のいずれかに記載の多孔質膜。
【請求項5】
ポリフッ化ビニリデン系樹脂、ポリビニルアルコール系樹脂および多孔化剤を熱溶融混合し、中空糸膜状または平膜状に押出して冷却固化した後、多孔化剤を除去する多孔質膜の製造方法であって、該ポリビニルアルコール系樹脂が該ポリフッ化ビニリデン系樹脂の多孔粒子内重合物の部分ケン化物であることを特徴とする多孔質膜の製造方法。
【請求項6】
多孔化剤がポリエステル系可塑剤を主体とする請求項5に記載の製造方法。
【図1】

【公開番号】特開2006−239512(P2006−239512A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−56394(P2005−56394)
【出願日】平成17年3月1日(2005.3.1)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月1日(2005.3.1)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]