
多孔質膜およびその製造方法
【課題】耐熱性、耐薬品性、難燃性、接着性などに優れた薄くて微多孔な延伸ポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる延伸多孔質膜の製造方法を提供する。特に電池セパレータ用として用いると耐薬品性に優れる上に、融点が高く(285℃)耐熱性に優れ、内部抵抗が低減される薄いポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる延伸多孔質膜、および、その製造方法を提供する。
【解決手段】未延伸の熱可塑性樹脂製フィルムと未延伸ポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布とを熱圧着した後に二軸延伸を行い、該二軸延伸後にポリエステルフィルムからポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を剥離して、延伸されたポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜を得る。
【解決手段】未延伸の熱可塑性樹脂製フィルムと未延伸ポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布とを熱圧着した後に二軸延伸を行い、該二軸延伸後にポリエステルフィルムからポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を剥離して、延伸されたポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池セパレータや電気絶縁材、フィルター、抄紙カンバスなどに好適な延伸多孔質膜に関する。
【背景技術】
【0002】
ポリフェニレンスルフィド繊維に代表されるポリアリーレンスルフィド繊維は、耐熱性、耐薬品性、難燃性などに優れており、この特徴を利用した各種フィルター、電気絶縁材、抄紙カンバス、電池セパレーターなどの用途への利用が期待されている。例えば、電池セパレーターは、電極間の短絡を防止するとともに、電解液中のイオン移動を可能とする微多孔を有する必要があり、短繊維からなる湿式不織布などが用いられる。この電池セパレーターの不織布は、強アルカリ水溶液や有機溶液などの電解液に浸されて使用されるため、この不織布を構成する短繊維素材には、強アルカリ水溶液や有機溶液などにも分解等しない、耐薬品性が求められる。ポリエチレン、ポリプロピレンなどは耐薬品性の高い素材として電池セパレーターに用いることが知られているが、融点が低く、80℃近辺の温度での連続使用は困難であり、高温下での放電にも耐えるような耐熱性の更なる向上には応えられない。一方、ポリアリーレンスルフィドは耐薬品性に優れる上に、融点が高く(285℃)、電池セパレーター等に好適に適用できることが知られている(特許文献1,2および3参照)。しかしながら、近年、電池性能の更なる向上、例えば、耐熱性の向上や内部抵抗の低減、が求められている。内部抵抗の低減には不織布を薄くすることで対応できなくはないが、製造プロセス上の制限および不織布としての機械的強度を確保できないことから、100μm以下の薄い不織布を製造することは極めて困難であり、また、係る不織布では孔径が大きすぎて、電池セパレータ用途へは展開できていない。更に現行のポリエチレン樹脂やポリプロピレン樹脂を原料とする電池セパレータに耐熱層(HRL)を付与する技術として、無機粒子のコーティングや耐熱樹脂層の積層等が検討されているが(特許文献4)膜状で付与するために多孔性能が低下するなどの問題がある。
【0003】
また、ポリアリーレンスルフィドは他素材との接着性が必ずしも十分に強くはないので、その改良が望まれている。接着性の改良にはコロナ放電処理などの表面処理が挙げられるが、表面を溶かしたりして多孔質膜の性能に影響を及ぼす懸念もあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−272899号公報
【特許文献2】特開平9−67786号公報
【特許文献3】特開平10−64502号公報
【特許文献4】特開平18−179432号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記のような問題点を解決し、耐熱性、耐薬品性、難燃性などに優れ、電池セパレータ用途にも好適な孔径を有し、更に他素材との接着性に優れた延伸多孔質膜を提供することを目的とする。
【課題を解決するための手段】
【0006】
すなわち本発明の本旨とするところは、繊維が融着点を形成して相互に融着された網状構造を形成してなる、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜であって、該融着点の全部または一部において、該融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とするポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜であり、また、ガラス転移温度(Tg)が[熱圧着されるポリアリーレンスルフィド繊維を構成するポリアリーレンスルフィドのガラス転移温度(Tg)−10℃]から[熱圧着されるポリアリーレンスルフィド繊維を構成するポリアリーレンスルフィドのガラス転移温度(Tg)+30℃]の熱可塑性樹脂(熱可塑性樹脂B)からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)からなる不織布とを熱圧着する工程、該熱圧着された積層体を二軸延伸する工程、二軸延伸後に前記熱可塑性樹脂Bからなるフィルムを剥離する工程を含む延伸多孔質膜の製造方法である。
【発明の効果】
【0007】
本発明により、耐熱性、耐薬品性、難燃性、接着性などに優れた延伸多孔質膜の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
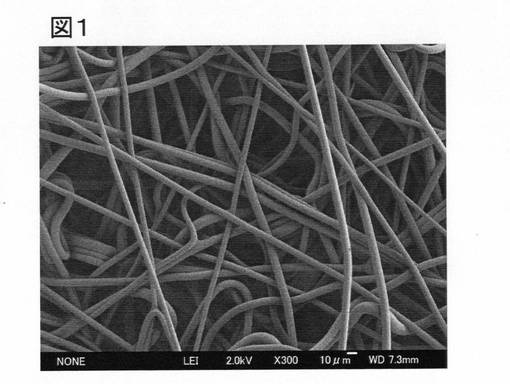
【図1】ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)からなる不織布の一態様の表面写真である。
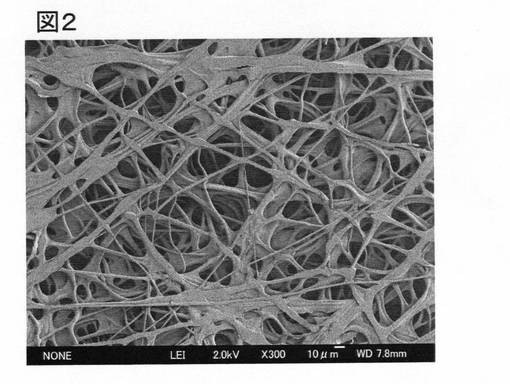
【図2】本発明の多孔質膜の一態様の表面写真である。
【発明を実施するための形態】
【0009】
本発明の多孔質膜は、繊維が融着点を形成して相互に融着された網状構造を有している。該融着点は繊維の交絡点や接点において形成されることになる。ここで融着しているとは、繊維が接着剤を介することなく相互に接合していることをいう。また、網状構造とは接合された繊維が二次元的または三次元的な広がりを有し、繊維で囲まれた空間には空隙が存在する状態(なお、某かの媒体が該空隙に満たされて本発明が使用されることを排除するものではない。)をいう。該空隙の全部または一部は好ましく多孔質膜の表面から裏面まで連通している。
【0010】
また、本発明の多孔質膜は、前記融着点の全部または一部において該融着点を形成する繊維にまたがる薄い膜(便宜的に融着点の薄い膜とも称する)を有している。多孔質膜を構成する繊維において繊維同士が、該薄い膜が形成された融着点を持つことにより、多孔質膜の強度が安定するとともに孔径が小さく均一な開孔状態を実現できる。
【0011】
この融着点の薄い膜とは、いわゆる「アヒルの足の水掻き」状あるいは「蛙の足の水掻き」状、または「ひだ」状のものをいい、通常2本以上の繊維にまたがって形成され、その厚さは該薄い膜が形成された融着点を形成する繊維の平均径より薄い。また、該融着点の薄い膜1つあたりの面積は、特に限定されないが、1μm2以上が好ましく、より好ましくは5μm2以上である。上限として特に限定はないが、余りに大きいとセパレーターやフィルターとして十分な性能が発現できないことがあるので、通常は500μm2以下である。
【0012】
ここで、融着点の薄い膜の面積は、多孔質膜のSEM写真から、「2本以上の繊維にまたがって形成された融着部分の面積」から「繊維部分の面積」を差し引いて算出することで求めることができる。面積の測定には、例えばマイクロアナライザー等の一般的な画像解析ソフトを用いることができる。
【0013】
本発明の多孔質膜を構成する繊維の繊度、すなわち前記の繊維径よりも薄い膜が形成されていない部分における繊維の平均太さは、好ましく1μmから500μm、より好ましくは1μmから300μmである。繊維の平均太さが1μmから500μmであれば孔径が小さく、薄い多孔質となる。また、ポリアリーレンスルフィド繊維の平均太さは、ポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維の平均太さと同じであっても異なっていてもよいが、共に前記範囲に含まれていることが望ましい。
【0014】
本発明の多孔質膜の目付は、好ましくは2〜25g/m2、より好ましくは2〜15g/m2である。目付量が2〜25g/m2であれば機械特性に優れた薄い多孔質膜となる。
【0015】
本発明の多孔質膜の厚みは、好ましくは1〜50μm、より好ましくは1〜30μmである。厚みが1〜50μmであればセパレーターとして使用されたときに内部抵抗の低減された多孔質膜となる。
【0016】
本発明の多孔質膜のポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維の重量比率は、好ましくは95:5〜30:70、更に好ましくは、95:5〜50:50、また更に好ましくは80:20〜50:50である。重量比率が95:5〜30:70であれば耐熱性を維持したまま基材との接着性が良好な多孔質膜となる。ここで重量比率とは、2台の押出機でポリアリーレンスルフィド樹脂とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)を溶融押出して未延伸不織布を作製するときの押出機の吐出量の比率を調整することによって設計できる。
【0017】
次に本発明の多孔質膜の製造方法について、例を挙げて説明する。
【0018】
本発明に用いるポリアリーレンスルフィドとは、−(Ar−S)−の繰り返し単位を有するホモポリマ−あるいはコポリマ−である。Arとしては下記の式(A)〜式(K)などで表される構成単位などが挙げられる。
【0019】
【化1】

【0020】
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれた置換基であり、R1とR2は同一でも異なっていてもよい。)
本発明に用いるポリアリ−レンスルフィドの繰り返し単位としては、上記の式(A)で表される構造式が好ましく、これらの代表的なものとして、ポリアリーレンスルフィド、ポリアリーレンスルフィドスルホン、ポリアリーレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいポリアリ−レンスルフィドとしては、フィルム物性と経済性の観点から、ポリフェニレンスルフィド(以下、PPSと称することがある)が好ましく例示され、ポリマーの主要構成単位として下記構造式で示されるp−フェニレンスルフィド単位を好ましくは80モル%以上、より好ましくは90モル%以上、更に好ましくは95モル%以上含む樹脂である。かかるp−フェニレンスルフィド成分が80モル%未満では、ポリマーの結晶性や熱転移温度などが低く、PPSの特徴である耐熱性、寸法安定性、機械特性および誘電特性などを損なうことがある。
【0021】
【化2】
【0022】
p−フェニレンスルフィド以外の繰り返し単位としては、m−フェニレンスルフィド単位が挙げられるが、他のフェニレンスルフィド単位が共重合されたものであっても良い。
【0023】
また、本発明の目的を阻害しない範囲において、本発明に用いるポリアリーレンスルフィドには、他の芳香族スルフィドや他のポリマーが混合されていても良い。
【0024】
本発明に用いるポリアリーレンスルフィドの重量平均分子量は、30,000〜70,000であることが好ましく、より好ましくは40,000〜60,000である。重量平均分子量を30,000以上とすることで、紡糸工程において糸切れを抑え、紡糸張力も高めに設定できることにより安定した紡糸性を得ることができる。また従って、PPS繊維も力学的特性に優れたものを得ることができる。また重量平均分子量を70,000以下とすることで、溶融紡糸工程におけるポリアリーレンスルフィドの溶融粘度を抑え、紡糸設備を特殊な高耐圧仕様にする必要が無く、製造設備費用を抑えることができる。
【0025】
本発明に用いるポリアリーレンスルフィド以外の熱可塑性樹脂Aとは、例えば、ポリエチレンテレフタレートやポリエチレンナフタレートなどのポリエステル樹脂、ポリエステル系エラストマー、ナイロン6やナイロン66などのポリアミド樹脂、ポリアミド系エラストマー、ポリプロピレンやポリエチレンなどのポリオレフィン樹脂、ポリオレフィン系エラストマー、ポリウレタン、ポリ乳酸などを用いることができる。上記熱可塑性樹脂Aは単一種の高分子からなるものであっても複数種の高分子の混合物であっても、共重合物であってもよい。また、これらに無機添加物や有機添加物を含んでいてもよい。
【0026】
特に電池セパレータ用途に使用する場合などは、基材との接着性やシャットダウン性の観点から、ポリプロピレンやポリエチレンなどのポリオレフィン類、ポリオレフィン系エラストマーなどが好ましく用いることができる。ここでポリオレフィン多孔膜やポリオレフィン不織布、特にポリオレフィン樹脂としてポリプロピレン樹脂を主成分とする多孔膜及び/または不織布からなる電池セパレータと接着して使用する場合は、接着性及び接着加工時の多孔膜及び/または不織布の耐熱性の観点から、接着対象となる多孔膜及び/または不織布と比較して融点の低いポリオレフィン樹脂を用いることが好ましく、より好ましくは、ポリプロピレンにエチレン成分やブテン、ヘキセン、オクテンなどのα−オレフィン成分をランダム共重合せしめたポリプロピレン樹脂を用いることが好ましい。
なお、融点の低いポリオレフィン樹脂としては、接着性と耐熱性、シャットダウン性を有する多孔膜と接着する場合のシャットダウン性への影響の低減の両立の観点から、示差走査熱量計を用いて測定される融解ピーク温度が130℃〜(接着対象となるオレフィン樹脂の融解ピーク温度−5℃)であることが好ましく、接着性の観点から130℃〜(接着対象となるオレフィン樹脂の融解ピーク温度−10℃)が特に好ましい。
融解ピーク温度は具体的な範囲として例示すれば、130〜150℃が好ましい。
また、電気絶縁用途に使用する場合などには、ポリエチレンテレフタレートやポリエチレンナフタレートなどのポリエステル類、ポリエステル系エラストマーなどが特に好ましく用いることができる。
【0027】
本発明に用いるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布は、捲縮したポリアリーレンスルフィド短繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなるウェブを形成し、ニードルパンチなどで交絡させるなどの公知の製造法により製造することができるが、メルトブロー法によって製造することが簡便である。
【0028】
メルトブロー法では、2台の押出機を使用してポリアリーレンスルフィドとポリアリーレンスルフィド以外の熱可塑性樹脂Aを別々の押出機で溶融し、同一の口金に導かれ、異なるノズルから吐出するに際して、口金周辺から熱風を吹き付け、該熱風によって吐出したポリアリーレンスルフィドとポリアリーレンスルフィド以外の熱可塑性樹脂Aの繊維径を細くして吹き出し、ついで、しかるべき位置に配置したネットコンベア上に吹き付けて捕集し、ウェブを形成して製造される。該ウェブは、ネットコンベアに設けた吸引装置によって熱風と一緒に吸引されるので、個々の繊維が完全に固化する前に捕集される。つまり、ウェブの繊維同士は互いに軽く仮止めされた状態で捕集される。口金とネットコンベア間の捕集距離を適宜設定することによって、繊維の固定の度合いを調整することができる。また、ポリマー吐出量、熱風温度、熱風流量、コンベア移動速度等を適宜調整することにより、繊維の配向や繊維径、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の目付を任意に設定することができる。熱風の圧力で細い繊維径とされ、無配向または低配向の状態で固化されたものが特に好ましく用いられる。ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を構成する繊維は実質的に連続したものが好ましい。また、該繊維は、溶融状態から室温雰囲気下に急冷することにより、非晶質に近い、結晶化度の小さい状態で固化させたものが好ましい。
【0029】
本発明に用いるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を構成する繊維の繊度は、好ましくは2〜1000μm、より好ましくは2〜500μmである。繊度が2〜1000μmであれば延伸後の孔径を小さくでき、更に薄い多孔質膜が得られる。
【0030】
本発明に用いるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の繊維目付量は、好ましくは20〜250g/m2、より好ましくは20〜150g/m2である。繊維目付量が20〜250g/m2であれば延伸後の機械特性が優れた、薄い多孔質膜が得られる。
【0031】
ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布は一旦巻き取った後あるいは連続して次に述べる熱可塑性樹脂Bからなる未延伸フィルムに熱圧着され、その後二軸延伸される。参考までに、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の表面写真を図1に示す。
【0032】
本発明に用いる熱可塑性樹脂Bからなる未延伸フィルムは、熱圧着されるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂繊維からなる混繊不織布を構成するポリアリーレンスルフィドのガラス転移温度(Tg)−10℃〜該ポリアリーレンスルフィドのガラス転移温度(Tg)+30℃のガラス転移温度を持つ樹脂(熱可塑性樹脂B)を用いることが共延伸性の点で好ましく、ポリフェニレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を用いる場合は該未延伸フィルムを構成する熱可塑性樹脂Bのガラス転移温度(Tg)が80℃〜120℃の熱可塑性樹脂を用いることが望ましい。熱可塑性樹脂Bのガラス転移温度としてより好ましくは80℃〜100℃である。このガラス転移温度(Tg)を80℃以上とすることでポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布との安定した二軸延伸が可能となる。またガラス転移温度(Tg)を120℃以下にすることにより未延伸ポリアリーレンスルフィド繊維の結晶化を抑え、二軸延伸後の剥離工程において剥離しやすいと共に最終製品において大きな孔が形成されていることもなく、セパレーターとして用いたときの欠陥のないものとできる。
【0033】
熱可塑性樹脂Bとしては、ポリアリーレンスルフィド及びポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)との共延伸が可能な樹脂であれば特に制限はないが、好ましい樹脂としては、例えば、ポリエステル樹脂が挙げられる。ガラス転移温度を本発明で規定する範囲とするためには、用いるモノマーの種類の選択、混合する他の樹脂の選択などにより可能である。一般に芳香環の占める割合が高いモノマーを使用すればガラス転移温度は上昇する傾向があり、混合する樹脂としては芳香族環を有したイミドなどそれ自身ガラス転移温度が高く、かつ、ポリエステルに相溶する樹脂を用いれば、ガラス転移温度は上昇する傾向がある。
【0034】
具体的に例を挙げて説明すると、ポリエステルとしては、例えば、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸などの酸成分やジオール成分を構成単位(重合単位)とするポリマーで構成されたものが一般的である。もちろん、本発明の目的を阻害しないのであればヒドロキシカルボン酸を用いることは差し支えない。
【0035】
芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸等を用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。脂環族ジカルボン酸成分としては、例えば、シクロヘキサンジカルボン酸等を用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸等を用いることができる。これらの酸成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0036】
ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−β−ヒドロキシエトキシフェニル)プロパン等を用いることができ、なかでも、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール等を好ましく用いることができ、特に好ましくは、エチレングリコール等を用いることができる。これらのジオール成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0037】
ポリエステルには、ラウリルアルコール、イソシアン酸フェニル等の単官能化合物が共重合されていてもよいし、トリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、等の3官能化合物などが、過度に分枝や架橋をせずポリマーが実質的に線状である範囲内で共重合されていてもよい。さらに酸成分、ジオール成分以外に、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2,6−ヒドロキシナフトエ酸などの芳香族ヒドロキシカルボン酸およびp−アミノフェノール、p−アミノ安息香酸などを本発明の効果が損なわれない程度の少量であればさらに共重合せしめることができる。これらポリエステルは1種類の繰り返し単位からなるものであっても2種以上の繰り返し単位からなるものであっても良く、この場合、ランダム共重合体であってもブロック共重合体であっても良い。また、2種以上のポリエステルが混合されたものであっても良い。
【0038】
最も好ましいポリエステルとしては、ポリエチレンテレフタレート、ポリシクロヘキサンテレフタレート、ポリエチレンナフタレートが挙げられる。
【0039】
また、ポリマーアロイとする場合、上記ポリエステル樹脂とポリイミド系樹脂のポリマーアロイは混合割合によってガラス転移温度の制御が容易であるため、好ましく採用できる。なお、ポリマーアロイとする場合、各樹脂の混合割合はNMR法(核磁気共鳴法)や顕微FT−IR法(フーリエ変換顕微赤外分光法)を用いて確認することができる。
【0040】
ポリイミド系樹脂としては、例えば、下記一般式で示されるような構造単位を含有するものが好ましい。
【0041】
【化3】
【0042】
ここで、式中のR1は、
【0043】
【化4】
【0044】
【化5】
【0045】
などの脂肪族炭化水素基、脂環族炭化水素基、芳香族炭化水素基から選ばれた一種もしくは二種以上の基を表している。また、式中のR2は、
【0046】
【化6】
【0047】
などの脂肪族炭化水素基、脂環族炭化水素基、芳香族炭化水素基から選ばれた一種もしくは二種以上の基を表している。
【0048】
溶融成形性やポリエステルとの親和性などの点から、下記一般式で示されるような、ポリイミド構成成分にエーテル結合を含有するポリエーテルイミドが特に好ましい。
【0049】
【化7】
【0050】
(ただし、上記式中R3は、6〜30個の炭素原子を有する2価の芳香族または脂肪族残基、R4は6〜30個の炭素原子を有する2価の芳香族残基、2〜20個の炭素原子を有するアルキレン基、2〜20個の炭素原子を有するシクロアルキレン基、および2〜8個の炭素原子を有するアルキレン基で連鎖停止されたポリジオルガノシロキサン基からなる群より選択された2価の有機基である。)
上記R3、R4としては、例えば、下記式群に示される芳香族残基を挙げることができる。
【0051】
【化8】
【0052】
本発明では、ポリエステルとの親和性、コスト、溶融成形性等の観点から、2,2−ビス[4−(2,3−ジカルボキシフェノキシ)フェニル]プロパン二無水物とm−フェニレンジアミン、またはp−フェニレンジアミンとの縮合物である、下記式で示される繰り返し単位を有するポリマーが好ましい
【0053】
【化9】
【0054】
または
【0055】
【化10】
【0056】
(nは2以上の整数、好ましくは20〜50の整数)
このポリエーテルイミドは、“ウルテム”(登録商標)の商品名で、サビック・イノベーティブ・プラスチックス社より入手可能である。
【0057】
熱可塑性樹脂Bには、延伸後の剥離工程を容易とするため、ワックス化合物やシリコーン化合物、パラフィンなどの離型剤を含有することが好ましく、特にワックス化合物を含有することが好ましい。ここで、離型剤としては、例えば、ジメチルシリコーン、メチルフェニルシリコーン、メチルハイドロジェンシリコーンなどのストレートシリコーン、側鎖および/または末端にアミノ基、エポキシ基、カルボキシル基、カルビノール基、アルキル基、ポリエーテル基などの有機基を導入した変性シリコーンなどのシリコーン化合物、鯨ロウ、ミツロウ、ラノリン、カルナウバワックス、キャンデリアワックス、モンタンワックス、ライスワックス、ステアリルステアレートなどの天然ワックス、パラフィンワックス、マイクロクリスタリンワックス、酸化ワックス、エステルワックス、低分子量ポリエチレンなどの合成ワックスといったワックス化合物、ポリテトラフルオロエチレン、テトラフルオロエチレン/パーフルオロアルコキシエチレン共重合体、テトラフルオロエチレン/エチレン共重合体などのフッ素系化合物などを挙げることができ、中でも取扱い性や剥離性の点でカルナウバワックス、あるいは、取扱い性、経済性、耐熱性、撥水効果の観点からシリコーン化合物が好ましく用いられる。離型剤の含有量としては、熱可塑性樹脂Bの全量に対して0.2〜2重量%であることが好ましく、より好ましくは0.3〜2重量%含有することが望ましい。離型剤を含有せしめる方法としては、熱可塑性樹脂Bがポリエステルなどの縮合系高分子の場合は、その重合途中に添加する方法や、一般には二軸の溶融押出機において混練して混合する方法などが好ましく用いられる。
【0058】
熱可塑性樹脂Bからなるフィルムと未延伸のポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布との熱圧着の方法は特に限定されるものではないが、加熱ロールによる熱圧着がプロセス性の点から特に好ましい。熱圧着温度は、熱可塑性樹脂Bのガラス転移温度(Tg)と冷結晶化温度(Tcc)との間が好ましく、熱可塑性樹脂Bのガラス転移温度(Tg)〜熱可塑性樹脂Bのガラス転移温度(Tg)+50℃が特に好ましい。
【0059】
本発明においては、熱可塑性樹脂Bからなるフィルムと未延伸のポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布とは熱圧着した状態で共延伸することが肝要である。熱圧着した状態で共延伸することにより、フィルムと不織布が一体で剥離することなく好適に延伸することができる。また、両者を一体で共延伸することにより、フィルムが補強体の役目をなし、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布が破れたりすることなく、繊度や繊維目付量が均質な多孔質膜が得られる。
【0060】
延伸方法は特に限定されないが、多孔質膜の薄膜化および孔径の微細化、機械特性の点で二軸延伸が好ましい。二軸延伸は、逐次二軸延伸法または同時二軸延伸法のいずれの方法であっても良い。逐次二軸延伸法の場合、縦方向、横方向の順に延伸するのが一般的であるが、逆順で延伸しても良い。延伸温度は未延伸の熱可塑性樹脂Bからなるフィルムのガラス転移温度(Tg)と冷結晶化温度(Tcc)との間であるのが好ましい。延伸倍率は特に限定されるものではなく、得られる延伸多孔質膜の要求される厚みや孔径等によって適宜決定されるが、通常は縦、横それぞれ2〜5倍程度が適当である。また、二軸延伸後、縦または横、あるいは縦横に再延伸してもかまわない。
【0061】
さらに、二軸延伸後は熱処理をするのが好ましい。熱処理温度は特に限定されるものではなく、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を構成するポリアリーレンスルフィド樹脂の冷結晶化温度(Tcc)と融点(Tm)との間であるのが好ましい。熱処理時間は0.5〜60秒程度が適当である。
【0062】
本発明の多孔質膜は、上記二軸延伸後に延伸された熱可塑性樹脂Bからなるフィルムから剥離することによって得ることができる。剥離する方法は特に限定されないが二軸延伸後のワインダー工程で連続的に剥離する方法や延伸された熱可塑性樹脂Bからなるフィルムと共に巻き取った後に剥離する方法などが特に好ましい。参考までに、本発明の多孔質膜の表面写真を図2に示す。図1と比較すれば明らかであるが、融着された繊維間にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が多数形成されていることが判る。
【0063】
本発明の多孔質膜は、一般に多孔質膜が用いうる用途に適用することができるが、例えば、電解液が含浸されて電池セパレーターとして、そのまま若しくは絶縁オイルやワニスが含浸されて電気絶縁材として、あるいは、フィルターや抄紙カンバスなどの用途などに、特に好適に用いられる。また、ポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)の選択によっては電解液との親和性の向上を期待できる。
【0064】
かくして得られたポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜の熱可塑性樹脂Aをポリエチレン樹脂やポリプロピレン樹脂などのオレフィン樹脂とした場合、ポリエチレン樹脂やポリプロピレン樹脂からなる電池セパレータフィルムとの熱接着性が良好である。また、熱可塑性樹脂Aをポリエチレンテレフタレート樹脂やポリエチレンナフタレート樹脂などのポリエステル樹脂とした場合、ポリエチレンテレフタレート樹脂やポリエチレンナフタレート樹脂などのポリエステル樹脂からなるフィルムとの熱接着性が良好である。更に熱可塑性樹脂Aをナイロン6樹脂やナイロン66樹脂などのポリアミド樹脂とした場合、ナイロン6樹脂やナイロン66樹脂などのポリアミド樹脂からなるフィルムとの熱接着性が良好である。
【実施例】
【0065】
本発明を実施例、比較例を挙げて更に詳しく説明する。しかし、本発明は係る実施例に限定して解釈されるものではない。なお、PPS以外のポリアリーレンスルフィドからなる繊維を用いた場合であっても本願明細書の記載を参考に熱圧着や延伸温度などの条件を設定すれば、下記実施例等を応用して本発明の延伸多孔質膜を得ることができる。
【0066】
各特性あるいは物性値の測定方法ならびに効果の評価方法は次のとおりである。
(1)ガラス転移温度(Tg)、融解温度(Tm)および溶融結晶化温度(Tmc)
JIS K7121―1987に準じて測定した。示差走査熱量計セイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、試料5mgをアルミニウム製受皿上350℃で5分間溶融保持し、急冷固化した後、室温から昇温速度20℃/分で昇温した。そのとき、観測される融解の吸熱ピークのピーク温度を融解温度(Tm)とした。なお、ガラス転移温度(Tg)は下記式により算出した。
ガラス転移温度=(補外ガラス転移開始温度+補外ガラス転移終了温度)/2
また、試料5mgをアルミニウム製受皿上で室温から350℃まで昇温速度20℃/分で昇温して、35℃で5分間溶融保持し、350℃から室温まで20℃/分で降温した。そのとき観測される発熱ピークのピーク温度を溶融結晶化温度(Tmc)とした。
【0067】
(2)繊度(繊維の平均太さ)
不織布の任意な10箇所を走査電子顕微鏡により倍率2000倍で10枚の画像撮影を行い、1枚の画像につき任意の15本の繊維の直径(但し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜が形成されている部分は測定対象でない)を測定し、これを10枚の画像について行い、合計150本の測定結果から平均繊維径(繊度)を測定した。
【0068】
(3)目付量(g/m2)、厚み
不織布あるいは多孔質膜を20cm×20cmの大きさに切りだし、その重さを測定して1m2当たりの重量に換算して表した。
【0069】
また、厚みは23℃65%RHの雰囲気下でアンリツ(株)製電子マイクロメータ(K−312A型)を用いて、針圧30gにて測定した。
により求めた。
【0070】
(4)剥離強度(g/cm)、剥離性
JIS−K−6854に準拠した180度剥離試験法により測定した。
○:0以上50g/cm未満
△:50以上100g/cm未満
×:100g/cm以上、または、不織布由来部分に破壊が見られる。
【0071】
(5)ワックス濃度の測定
フィルムに含有するワックス濃度は、フーリエ変換赤外線吸収分光法−全反射法により定量した。測定は、分光器としてFTS−60A/896(GIGILAB社製FTIR)を使用し、IREとしてZnSEを使用し、入射角60°で1回反射にて測定した。その際、分解能は4cm−1、積算回数256回とした。定量に際しては、ワックスに由来のC−H伸縮振動バンド2850cm−1付近のピークとポリエステル中のベンゼン環に由来の3050cm−1付近のピークの強度比で求めた。なお、定量は予め検量線を作成しておくことで行なった。
【0072】
(6)融着点の薄い膜の有無
多孔質膜5cm×5cmを実体顕微鏡若しくは電子顕微鏡を用いて多孔質膜表面を観察し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜、すなわち融着点の薄い膜の有無を確認し、下記のとおりで評価した。
○:1つ以上の融着点の薄い膜が認められる
×:融着点の薄い膜が形成されていない。
【0073】
(7)他のフィルムとの接着性
表2に示す樹脂で構成された延伸多孔質膜とフィルムをヒートシール機(TP−701S HEAT SEAL TESTER 、TESTER SANGYO CO. LTD )を用いて、2.1kgf/cm2、1秒の滞留時間において、テフロン(登録商標)被覆した加熱式の平面型上部シール固定具およびゴム製でガラスクロス被覆した非加熱式の下部シール固定具とともに行った。所定のシール温度範囲(表2の接着温度)において、シール材側同士でヒートシールし、それぞれの接着強度を大英科学精機製作所製引張り試験機で測定した。ヒートシールしたサンプルを25mm幅の短冊に切り出し、シールされていない二つの端部をインストロン試験機の上部と下部のクランプに取り付け、シールした端部をシールされていない二つの端部に対して90°の角度で支持し、90°のT式剥離試験を行う。接着性を以下の基準にて判断した。
○:接着強度が強固であり延伸多孔質膜またはフィルムが破断してしまう。
×:延伸多孔質膜とフィルムが簡単に剥がれてしまう。
【0074】
[参考例1] ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布(未延伸)の製造。
【0075】
2台の押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、一つの押出機に回転型真空乾燥機で180℃3時間真空乾燥したPPS樹脂ペレットを供給し、もう片方の押出機に表1に示す乾燥条件で乾燥した熱可塑性樹脂Aのペレットを供給し、表1に示す押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集して表2に記載の重量比率、目付量の混繊不織布を得た。
【0076】
実施例1〜13、実施例16〜20
ポリエチレンテレフタレートのペレット(50重量部)とポリエーテルイミドのペレット(”Ultem”1010(サビック・イノベーティブ・プラスチックス社の登録商標))(50重量部)を、280℃に加熱されたベント式の2軸混練押出機に供給して、剪断速度100sec−1、滞留時間1分にて溶融押出し、ポリエーテルイミドを50重量%含有したポリエーテルイミド含有チップ(I)を得た。
【0077】
得られたポリエーテルイミド含有チップ(I)とカルナウバワックスを0.625重量%含有したポリエチレンテレフタレート(固有粘度0.62)チップを表2に記載するカルナウバワックス含有量となるようにドライブレンドを行って、熱可塑性樹脂Bとした。
【0078】
該熱可塑性樹脂Bを180℃で3時間真空乾燥した後押出機に投入し、設定温度285℃、滞留時間300秒にて溶融押出し、繊維焼結ステンレス金属フィルター(10μmカット)内を剪断速度10秒−1で通過させた後、Tダイよりシート状に吐出した。さらにこのシートを表面温度25℃の冷却ドラム上に、3m/分の速度で密着させて冷却固化し、実質的に無配向状態のフィルムを得た。
【0079】
この得られたフィルムと表2に示す参考例1記載の方法によって得た混繊不織布を熱圧着によって貼り合わせ、表1に示す条件で二軸延伸を行った。すなわち、まず、キャストされた前記実質的に無配向状態のフィルムに参考例1記載の方法で作製した未延伸ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の先端部分にスプレー糊を吹きつけ、縦延伸の入口でフィルムに軽く密着させて、予熱ロール群に導き、次いでハードクロム、あるいは、セラミック材質の数本のロールが配置された縦延伸機を用いて、予熱後にロールの周速差を利用して熱接着と縦方向への延伸を行い、続いてステンターにより横延伸・熱処理を行い、室温に冷却後、該複合体のエッジを除去して巻きとった。
【0080】
次いで、巻き取った複合体からポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を剥離して、延伸された多孔質膜を得た。剥離性は良好であり、得られた延伸多孔質膜の繊度、平均目付量、厚み、融着点の薄い膜の形状は表2の通りであった。融着点の薄い膜が確認でき、形状の評価は表2の通りであった。
【0081】
実施例1〜13、実施例16〜20で得られた多孔質膜は、耐熱性、耐薬品性、難燃性などに優れ、また好ましい通気性を有しており、各種フィルター、電気絶縁材、抄紙カンバス、電池セパレーターなどの用途に好ましく用いることができた。特に熱可塑性樹脂Aがポリエチレンやポリプロピレンの多孔質膜は、現行のポリエチレン樹脂製(融解ピーク温度(130℃))やポリプロピレン樹脂製(融解ピーク温度(165℃))の電池セパレータフィルムとの接着性が極めて良好であり、セパレータの耐熱層として好ましく用いることができた。特に、実施例3〜6、19,20においては、前記電池セパレータフィルムとの接着性において多の例よりも極めて優れていた。
【0082】
実施例14、15
実施例1において、熱可塑性樹脂Bをカルナウバワックスが0.5重量%含有されたエチレンテレフタレート(80モル%)/エチレン2,6−ナフタレンジカルボキシレート(20モル%)共重合ポリエステルに変更し、表2に示す参考例1記載の方法によって得た混繊不織布と重ね合わせ、表1に示す条件にて貼り合わせ・延伸を行ったこと以外は、実施例1と同様にして不織布−フィルム複合体を巻き取った。巻き取ったフィルムと混繊不織布の複合体からポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を剥離して、延伸された多孔質膜を得た。剥離性は良好であり、得られた延伸多孔質膜の繊度、平均目付量、厚みは表2の通りであった。
【0083】
実施例14および15で得られた多孔質膜は、耐熱性、耐薬品性、難燃性などに優れ、また好ましい通気性を有しており、各種フィルター、電気絶縁材、抄紙カンバス、電池セパレーターなどの用途に用いることができた。また、得られた延伸多孔質膜は、PETフィルムと接着性が良好なことから電気絶縁材として好ましく用いることができた。
【0084】
比較例1〜16、比較例18〜19
表2に示す参考例1記載の方法によって得た混繊不織布を実施例1で使用した縦延伸機、ステンターにより表1記載の条件で二軸延伸を行った。いずれの混繊不織布も縦延伸は可能であったがステンターによる横延伸で破れが多発し製品としては得られなかった。
【0085】
比較例17
表2に示す参考例1記載の方法によって得た混繊不織布を表1の温度条件に加熱されたロール群に導き、熱プレスを行ったところ繊維は融着し、多孔質膜状となった。得られた熱融着混繊多孔質膜は67μmと厚く、しかし、融着点の薄い膜は形成されておらず、電池セパレーターなどの用途に用いることが困難であった。
【0086】
【表1】
【0087】
【表2】
【0088】
【表3】
【技術分野】
【0001】
本発明は、電池セパレータや電気絶縁材、フィルター、抄紙カンバスなどに好適な延伸多孔質膜に関する。
【背景技術】
【0002】
ポリフェニレンスルフィド繊維に代表されるポリアリーレンスルフィド繊維は、耐熱性、耐薬品性、難燃性などに優れており、この特徴を利用した各種フィルター、電気絶縁材、抄紙カンバス、電池セパレーターなどの用途への利用が期待されている。例えば、電池セパレーターは、電極間の短絡を防止するとともに、電解液中のイオン移動を可能とする微多孔を有する必要があり、短繊維からなる湿式不織布などが用いられる。この電池セパレーターの不織布は、強アルカリ水溶液や有機溶液などの電解液に浸されて使用されるため、この不織布を構成する短繊維素材には、強アルカリ水溶液や有機溶液などにも分解等しない、耐薬品性が求められる。ポリエチレン、ポリプロピレンなどは耐薬品性の高い素材として電池セパレーターに用いることが知られているが、融点が低く、80℃近辺の温度での連続使用は困難であり、高温下での放電にも耐えるような耐熱性の更なる向上には応えられない。一方、ポリアリーレンスルフィドは耐薬品性に優れる上に、融点が高く(285℃)、電池セパレーター等に好適に適用できることが知られている(特許文献1,2および3参照)。しかしながら、近年、電池性能の更なる向上、例えば、耐熱性の向上や内部抵抗の低減、が求められている。内部抵抗の低減には不織布を薄くすることで対応できなくはないが、製造プロセス上の制限および不織布としての機械的強度を確保できないことから、100μm以下の薄い不織布を製造することは極めて困難であり、また、係る不織布では孔径が大きすぎて、電池セパレータ用途へは展開できていない。更に現行のポリエチレン樹脂やポリプロピレン樹脂を原料とする電池セパレータに耐熱層(HRL)を付与する技術として、無機粒子のコーティングや耐熱樹脂層の積層等が検討されているが(特許文献4)膜状で付与するために多孔性能が低下するなどの問題がある。
【0003】
また、ポリアリーレンスルフィドは他素材との接着性が必ずしも十分に強くはないので、その改良が望まれている。接着性の改良にはコロナ放電処理などの表面処理が挙げられるが、表面を溶かしたりして多孔質膜の性能に影響を及ぼす懸念もあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平1−272899号公報
【特許文献2】特開平9−67786号公報
【特許文献3】特開平10−64502号公報
【特許文献4】特開平18−179432号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記のような問題点を解決し、耐熱性、耐薬品性、難燃性などに優れ、電池セパレータ用途にも好適な孔径を有し、更に他素材との接着性に優れた延伸多孔質膜を提供することを目的とする。
【課題を解決するための手段】
【0006】
すなわち本発明の本旨とするところは、繊維が融着点を形成して相互に融着された網状構造を形成してなる、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜であって、該融着点の全部または一部において、該融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とするポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜であり、また、ガラス転移温度(Tg)が[熱圧着されるポリアリーレンスルフィド繊維を構成するポリアリーレンスルフィドのガラス転移温度(Tg)−10℃]から[熱圧着されるポリアリーレンスルフィド繊維を構成するポリアリーレンスルフィドのガラス転移温度(Tg)+30℃]の熱可塑性樹脂(熱可塑性樹脂B)からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)からなる不織布とを熱圧着する工程、該熱圧着された積層体を二軸延伸する工程、二軸延伸後に前記熱可塑性樹脂Bからなるフィルムを剥離する工程を含む延伸多孔質膜の製造方法である。
【発明の効果】
【0007】
本発明により、耐熱性、耐薬品性、難燃性、接着性などに優れた延伸多孔質膜の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
【図1】ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)からなる不織布の一態様の表面写真である。
【図2】本発明の多孔質膜の一態様の表面写真である。
【発明を実施するための形態】
【0009】
本発明の多孔質膜は、繊維が融着点を形成して相互に融着された網状構造を有している。該融着点は繊維の交絡点や接点において形成されることになる。ここで融着しているとは、繊維が接着剤を介することなく相互に接合していることをいう。また、網状構造とは接合された繊維が二次元的または三次元的な広がりを有し、繊維で囲まれた空間には空隙が存在する状態(なお、某かの媒体が該空隙に満たされて本発明が使用されることを排除するものではない。)をいう。該空隙の全部または一部は好ましく多孔質膜の表面から裏面まで連通している。
【0010】
また、本発明の多孔質膜は、前記融着点の全部または一部において該融着点を形成する繊維にまたがる薄い膜(便宜的に融着点の薄い膜とも称する)を有している。多孔質膜を構成する繊維において繊維同士が、該薄い膜が形成された融着点を持つことにより、多孔質膜の強度が安定するとともに孔径が小さく均一な開孔状態を実現できる。
【0011】
この融着点の薄い膜とは、いわゆる「アヒルの足の水掻き」状あるいは「蛙の足の水掻き」状、または「ひだ」状のものをいい、通常2本以上の繊維にまたがって形成され、その厚さは該薄い膜が形成された融着点を形成する繊維の平均径より薄い。また、該融着点の薄い膜1つあたりの面積は、特に限定されないが、1μm2以上が好ましく、より好ましくは5μm2以上である。上限として特に限定はないが、余りに大きいとセパレーターやフィルターとして十分な性能が発現できないことがあるので、通常は500μm2以下である。
【0012】
ここで、融着点の薄い膜の面積は、多孔質膜のSEM写真から、「2本以上の繊維にまたがって形成された融着部分の面積」から「繊維部分の面積」を差し引いて算出することで求めることができる。面積の測定には、例えばマイクロアナライザー等の一般的な画像解析ソフトを用いることができる。
【0013】
本発明の多孔質膜を構成する繊維の繊度、すなわち前記の繊維径よりも薄い膜が形成されていない部分における繊維の平均太さは、好ましく1μmから500μm、より好ましくは1μmから300μmである。繊維の平均太さが1μmから500μmであれば孔径が小さく、薄い多孔質となる。また、ポリアリーレンスルフィド繊維の平均太さは、ポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維の平均太さと同じであっても異なっていてもよいが、共に前記範囲に含まれていることが望ましい。
【0014】
本発明の多孔質膜の目付は、好ましくは2〜25g/m2、より好ましくは2〜15g/m2である。目付量が2〜25g/m2であれば機械特性に優れた薄い多孔質膜となる。
【0015】
本発明の多孔質膜の厚みは、好ましくは1〜50μm、より好ましくは1〜30μmである。厚みが1〜50μmであればセパレーターとして使用されたときに内部抵抗の低減された多孔質膜となる。
【0016】
本発明の多孔質膜のポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維の重量比率は、好ましくは95:5〜30:70、更に好ましくは、95:5〜50:50、また更に好ましくは80:20〜50:50である。重量比率が95:5〜30:70であれば耐熱性を維持したまま基材との接着性が良好な多孔質膜となる。ここで重量比率とは、2台の押出機でポリアリーレンスルフィド樹脂とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)を溶融押出して未延伸不織布を作製するときの押出機の吐出量の比率を調整することによって設計できる。
【0017】
次に本発明の多孔質膜の製造方法について、例を挙げて説明する。
【0018】
本発明に用いるポリアリーレンスルフィドとは、−(Ar−S)−の繰り返し単位を有するホモポリマ−あるいはコポリマ−である。Arとしては下記の式(A)〜式(K)などで表される構成単位などが挙げられる。
【0019】
【化1】
【0020】
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれた置換基であり、R1とR2は同一でも異なっていてもよい。)
本発明に用いるポリアリ−レンスルフィドの繰り返し単位としては、上記の式(A)で表される構造式が好ましく、これらの代表的なものとして、ポリアリーレンスルフィド、ポリアリーレンスルフィドスルホン、ポリアリーレンスルフィドケトン、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいポリアリ−レンスルフィドとしては、フィルム物性と経済性の観点から、ポリフェニレンスルフィド(以下、PPSと称することがある)が好ましく例示され、ポリマーの主要構成単位として下記構造式で示されるp−フェニレンスルフィド単位を好ましくは80モル%以上、より好ましくは90モル%以上、更に好ましくは95モル%以上含む樹脂である。かかるp−フェニレンスルフィド成分が80モル%未満では、ポリマーの結晶性や熱転移温度などが低く、PPSの特徴である耐熱性、寸法安定性、機械特性および誘電特性などを損なうことがある。
【0021】
【化2】
【0022】
p−フェニレンスルフィド以外の繰り返し単位としては、m−フェニレンスルフィド単位が挙げられるが、他のフェニレンスルフィド単位が共重合されたものであっても良い。
【0023】
また、本発明の目的を阻害しない範囲において、本発明に用いるポリアリーレンスルフィドには、他の芳香族スルフィドや他のポリマーが混合されていても良い。
【0024】
本発明に用いるポリアリーレンスルフィドの重量平均分子量は、30,000〜70,000であることが好ましく、より好ましくは40,000〜60,000である。重量平均分子量を30,000以上とすることで、紡糸工程において糸切れを抑え、紡糸張力も高めに設定できることにより安定した紡糸性を得ることができる。また従って、PPS繊維も力学的特性に優れたものを得ることができる。また重量平均分子量を70,000以下とすることで、溶融紡糸工程におけるポリアリーレンスルフィドの溶融粘度を抑え、紡糸設備を特殊な高耐圧仕様にする必要が無く、製造設備費用を抑えることができる。
【0025】
本発明に用いるポリアリーレンスルフィド以外の熱可塑性樹脂Aとは、例えば、ポリエチレンテレフタレートやポリエチレンナフタレートなどのポリエステル樹脂、ポリエステル系エラストマー、ナイロン6やナイロン66などのポリアミド樹脂、ポリアミド系エラストマー、ポリプロピレンやポリエチレンなどのポリオレフィン樹脂、ポリオレフィン系エラストマー、ポリウレタン、ポリ乳酸などを用いることができる。上記熱可塑性樹脂Aは単一種の高分子からなるものであっても複数種の高分子の混合物であっても、共重合物であってもよい。また、これらに無機添加物や有機添加物を含んでいてもよい。
【0026】
特に電池セパレータ用途に使用する場合などは、基材との接着性やシャットダウン性の観点から、ポリプロピレンやポリエチレンなどのポリオレフィン類、ポリオレフィン系エラストマーなどが好ましく用いることができる。ここでポリオレフィン多孔膜やポリオレフィン不織布、特にポリオレフィン樹脂としてポリプロピレン樹脂を主成分とする多孔膜及び/または不織布からなる電池セパレータと接着して使用する場合は、接着性及び接着加工時の多孔膜及び/または不織布の耐熱性の観点から、接着対象となる多孔膜及び/または不織布と比較して融点の低いポリオレフィン樹脂を用いることが好ましく、より好ましくは、ポリプロピレンにエチレン成分やブテン、ヘキセン、オクテンなどのα−オレフィン成分をランダム共重合せしめたポリプロピレン樹脂を用いることが好ましい。
なお、融点の低いポリオレフィン樹脂としては、接着性と耐熱性、シャットダウン性を有する多孔膜と接着する場合のシャットダウン性への影響の低減の両立の観点から、示差走査熱量計を用いて測定される融解ピーク温度が130℃〜(接着対象となるオレフィン樹脂の融解ピーク温度−5℃)であることが好ましく、接着性の観点から130℃〜(接着対象となるオレフィン樹脂の融解ピーク温度−10℃)が特に好ましい。
融解ピーク温度は具体的な範囲として例示すれば、130〜150℃が好ましい。
また、電気絶縁用途に使用する場合などには、ポリエチレンテレフタレートやポリエチレンナフタレートなどのポリエステル類、ポリエステル系エラストマーなどが特に好ましく用いることができる。
【0027】
本発明に用いるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布は、捲縮したポリアリーレンスルフィド短繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなるウェブを形成し、ニードルパンチなどで交絡させるなどの公知の製造法により製造することができるが、メルトブロー法によって製造することが簡便である。
【0028】
メルトブロー法では、2台の押出機を使用してポリアリーレンスルフィドとポリアリーレンスルフィド以外の熱可塑性樹脂Aを別々の押出機で溶融し、同一の口金に導かれ、異なるノズルから吐出するに際して、口金周辺から熱風を吹き付け、該熱風によって吐出したポリアリーレンスルフィドとポリアリーレンスルフィド以外の熱可塑性樹脂Aの繊維径を細くして吹き出し、ついで、しかるべき位置に配置したネットコンベア上に吹き付けて捕集し、ウェブを形成して製造される。該ウェブは、ネットコンベアに設けた吸引装置によって熱風と一緒に吸引されるので、個々の繊維が完全に固化する前に捕集される。つまり、ウェブの繊維同士は互いに軽く仮止めされた状態で捕集される。口金とネットコンベア間の捕集距離を適宜設定することによって、繊維の固定の度合いを調整することができる。また、ポリマー吐出量、熱風温度、熱風流量、コンベア移動速度等を適宜調整することにより、繊維の配向や繊維径、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の目付を任意に設定することができる。熱風の圧力で細い繊維径とされ、無配向または低配向の状態で固化されたものが特に好ましく用いられる。ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を構成する繊維は実質的に連続したものが好ましい。また、該繊維は、溶融状態から室温雰囲気下に急冷することにより、非晶質に近い、結晶化度の小さい状態で固化させたものが好ましい。
【0029】
本発明に用いるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を構成する繊維の繊度は、好ましくは2〜1000μm、より好ましくは2〜500μmである。繊度が2〜1000μmであれば延伸後の孔径を小さくでき、更に薄い多孔質膜が得られる。
【0030】
本発明に用いるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の繊維目付量は、好ましくは20〜250g/m2、より好ましくは20〜150g/m2である。繊維目付量が20〜250g/m2であれば延伸後の機械特性が優れた、薄い多孔質膜が得られる。
【0031】
ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布は一旦巻き取った後あるいは連続して次に述べる熱可塑性樹脂Bからなる未延伸フィルムに熱圧着され、その後二軸延伸される。参考までに、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の表面写真を図1に示す。
【0032】
本発明に用いる熱可塑性樹脂Bからなる未延伸フィルムは、熱圧着されるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂繊維からなる混繊不織布を構成するポリアリーレンスルフィドのガラス転移温度(Tg)−10℃〜該ポリアリーレンスルフィドのガラス転移温度(Tg)+30℃のガラス転移温度を持つ樹脂(熱可塑性樹脂B)を用いることが共延伸性の点で好ましく、ポリフェニレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を用いる場合は該未延伸フィルムを構成する熱可塑性樹脂Bのガラス転移温度(Tg)が80℃〜120℃の熱可塑性樹脂を用いることが望ましい。熱可塑性樹脂Bのガラス転移温度としてより好ましくは80℃〜100℃である。このガラス転移温度(Tg)を80℃以上とすることでポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布との安定した二軸延伸が可能となる。またガラス転移温度(Tg)を120℃以下にすることにより未延伸ポリアリーレンスルフィド繊維の結晶化を抑え、二軸延伸後の剥離工程において剥離しやすいと共に最終製品において大きな孔が形成されていることもなく、セパレーターとして用いたときの欠陥のないものとできる。
【0033】
熱可塑性樹脂Bとしては、ポリアリーレンスルフィド及びポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)との共延伸が可能な樹脂であれば特に制限はないが、好ましい樹脂としては、例えば、ポリエステル樹脂が挙げられる。ガラス転移温度を本発明で規定する範囲とするためには、用いるモノマーの種類の選択、混合する他の樹脂の選択などにより可能である。一般に芳香環の占める割合が高いモノマーを使用すればガラス転移温度は上昇する傾向があり、混合する樹脂としては芳香族環を有したイミドなどそれ自身ガラス転移温度が高く、かつ、ポリエステルに相溶する樹脂を用いれば、ガラス転移温度は上昇する傾向がある。
【0034】
具体的に例を挙げて説明すると、ポリエステルとしては、例えば、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸などの酸成分やジオール成分を構成単位(重合単位)とするポリマーで構成されたものが一般的である。もちろん、本発明の目的を阻害しないのであればヒドロキシカルボン酸を用いることは差し支えない。
【0035】
芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸等を用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。脂環族ジカルボン酸成分としては、例えば、シクロヘキサンジカルボン酸等を用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸等を用いることができる。これらの酸成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0036】
ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−β−ヒドロキシエトキシフェニル)プロパン等を用いることができ、なかでも、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール等を好ましく用いることができ、特に好ましくは、エチレングリコール等を用いることができる。これらのジオール成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0037】
ポリエステルには、ラウリルアルコール、イソシアン酸フェニル等の単官能化合物が共重合されていてもよいし、トリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、等の3官能化合物などが、過度に分枝や架橋をせずポリマーが実質的に線状である範囲内で共重合されていてもよい。さらに酸成分、ジオール成分以外に、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2,6−ヒドロキシナフトエ酸などの芳香族ヒドロキシカルボン酸およびp−アミノフェノール、p−アミノ安息香酸などを本発明の効果が損なわれない程度の少量であればさらに共重合せしめることができる。これらポリエステルは1種類の繰り返し単位からなるものであっても2種以上の繰り返し単位からなるものであっても良く、この場合、ランダム共重合体であってもブロック共重合体であっても良い。また、2種以上のポリエステルが混合されたものであっても良い。
【0038】
最も好ましいポリエステルとしては、ポリエチレンテレフタレート、ポリシクロヘキサンテレフタレート、ポリエチレンナフタレートが挙げられる。
【0039】
また、ポリマーアロイとする場合、上記ポリエステル樹脂とポリイミド系樹脂のポリマーアロイは混合割合によってガラス転移温度の制御が容易であるため、好ましく採用できる。なお、ポリマーアロイとする場合、各樹脂の混合割合はNMR法(核磁気共鳴法)や顕微FT−IR法(フーリエ変換顕微赤外分光法)を用いて確認することができる。
【0040】
ポリイミド系樹脂としては、例えば、下記一般式で示されるような構造単位を含有するものが好ましい。
【0041】
【化3】
【0042】
ここで、式中のR1は、
【0043】
【化4】
【0044】
【化5】
【0045】
などの脂肪族炭化水素基、脂環族炭化水素基、芳香族炭化水素基から選ばれた一種もしくは二種以上の基を表している。また、式中のR2は、
【0046】
【化6】
【0047】
などの脂肪族炭化水素基、脂環族炭化水素基、芳香族炭化水素基から選ばれた一種もしくは二種以上の基を表している。
【0048】
溶融成形性やポリエステルとの親和性などの点から、下記一般式で示されるような、ポリイミド構成成分にエーテル結合を含有するポリエーテルイミドが特に好ましい。
【0049】
【化7】
【0050】
(ただし、上記式中R3は、6〜30個の炭素原子を有する2価の芳香族または脂肪族残基、R4は6〜30個の炭素原子を有する2価の芳香族残基、2〜20個の炭素原子を有するアルキレン基、2〜20個の炭素原子を有するシクロアルキレン基、および2〜8個の炭素原子を有するアルキレン基で連鎖停止されたポリジオルガノシロキサン基からなる群より選択された2価の有機基である。)
上記R3、R4としては、例えば、下記式群に示される芳香族残基を挙げることができる。
【0051】
【化8】
【0052】
本発明では、ポリエステルとの親和性、コスト、溶融成形性等の観点から、2,2−ビス[4−(2,3−ジカルボキシフェノキシ)フェニル]プロパン二無水物とm−フェニレンジアミン、またはp−フェニレンジアミンとの縮合物である、下記式で示される繰り返し単位を有するポリマーが好ましい
【0053】
【化9】
【0054】
または
【0055】
【化10】
【0056】
(nは2以上の整数、好ましくは20〜50の整数)
このポリエーテルイミドは、“ウルテム”(登録商標)の商品名で、サビック・イノベーティブ・プラスチックス社より入手可能である。
【0057】
熱可塑性樹脂Bには、延伸後の剥離工程を容易とするため、ワックス化合物やシリコーン化合物、パラフィンなどの離型剤を含有することが好ましく、特にワックス化合物を含有することが好ましい。ここで、離型剤としては、例えば、ジメチルシリコーン、メチルフェニルシリコーン、メチルハイドロジェンシリコーンなどのストレートシリコーン、側鎖および/または末端にアミノ基、エポキシ基、カルボキシル基、カルビノール基、アルキル基、ポリエーテル基などの有機基を導入した変性シリコーンなどのシリコーン化合物、鯨ロウ、ミツロウ、ラノリン、カルナウバワックス、キャンデリアワックス、モンタンワックス、ライスワックス、ステアリルステアレートなどの天然ワックス、パラフィンワックス、マイクロクリスタリンワックス、酸化ワックス、エステルワックス、低分子量ポリエチレンなどの合成ワックスといったワックス化合物、ポリテトラフルオロエチレン、テトラフルオロエチレン/パーフルオロアルコキシエチレン共重合体、テトラフルオロエチレン/エチレン共重合体などのフッ素系化合物などを挙げることができ、中でも取扱い性や剥離性の点でカルナウバワックス、あるいは、取扱い性、経済性、耐熱性、撥水効果の観点からシリコーン化合物が好ましく用いられる。離型剤の含有量としては、熱可塑性樹脂Bの全量に対して0.2〜2重量%であることが好ましく、より好ましくは0.3〜2重量%含有することが望ましい。離型剤を含有せしめる方法としては、熱可塑性樹脂Bがポリエステルなどの縮合系高分子の場合は、その重合途中に添加する方法や、一般には二軸の溶融押出機において混練して混合する方法などが好ましく用いられる。
【0058】
熱可塑性樹脂Bからなるフィルムと未延伸のポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布との熱圧着の方法は特に限定されるものではないが、加熱ロールによる熱圧着がプロセス性の点から特に好ましい。熱圧着温度は、熱可塑性樹脂Bのガラス転移温度(Tg)と冷結晶化温度(Tcc)との間が好ましく、熱可塑性樹脂Bのガラス転移温度(Tg)〜熱可塑性樹脂Bのガラス転移温度(Tg)+50℃が特に好ましい。
【0059】
本発明においては、熱可塑性樹脂Bからなるフィルムと未延伸のポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布とは熱圧着した状態で共延伸することが肝要である。熱圧着した状態で共延伸することにより、フィルムと不織布が一体で剥離することなく好適に延伸することができる。また、両者を一体で共延伸することにより、フィルムが補強体の役目をなし、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布が破れたりすることなく、繊度や繊維目付量が均質な多孔質膜が得られる。
【0060】
延伸方法は特に限定されないが、多孔質膜の薄膜化および孔径の微細化、機械特性の点で二軸延伸が好ましい。二軸延伸は、逐次二軸延伸法または同時二軸延伸法のいずれの方法であっても良い。逐次二軸延伸法の場合、縦方向、横方向の順に延伸するのが一般的であるが、逆順で延伸しても良い。延伸温度は未延伸の熱可塑性樹脂Bからなるフィルムのガラス転移温度(Tg)と冷結晶化温度(Tcc)との間であるのが好ましい。延伸倍率は特に限定されるものではなく、得られる延伸多孔質膜の要求される厚みや孔径等によって適宜決定されるが、通常は縦、横それぞれ2〜5倍程度が適当である。また、二軸延伸後、縦または横、あるいは縦横に再延伸してもかまわない。
【0061】
さらに、二軸延伸後は熱処理をするのが好ましい。熱処理温度は特に限定されるものではなく、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を構成するポリアリーレンスルフィド樹脂の冷結晶化温度(Tcc)と融点(Tm)との間であるのが好ましい。熱処理時間は0.5〜60秒程度が適当である。
【0062】
本発明の多孔質膜は、上記二軸延伸後に延伸された熱可塑性樹脂Bからなるフィルムから剥離することによって得ることができる。剥離する方法は特に限定されないが二軸延伸後のワインダー工程で連続的に剥離する方法や延伸された熱可塑性樹脂Bからなるフィルムと共に巻き取った後に剥離する方法などが特に好ましい。参考までに、本発明の多孔質膜の表面写真を図2に示す。図1と比較すれば明らかであるが、融着された繊維間にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が多数形成されていることが判る。
【0063】
本発明の多孔質膜は、一般に多孔質膜が用いうる用途に適用することができるが、例えば、電解液が含浸されて電池セパレーターとして、そのまま若しくは絶縁オイルやワニスが含浸されて電気絶縁材として、あるいは、フィルターや抄紙カンバスなどの用途などに、特に好適に用いられる。また、ポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)の選択によっては電解液との親和性の向上を期待できる。
【0064】
かくして得られたポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜の熱可塑性樹脂Aをポリエチレン樹脂やポリプロピレン樹脂などのオレフィン樹脂とした場合、ポリエチレン樹脂やポリプロピレン樹脂からなる電池セパレータフィルムとの熱接着性が良好である。また、熱可塑性樹脂Aをポリエチレンテレフタレート樹脂やポリエチレンナフタレート樹脂などのポリエステル樹脂とした場合、ポリエチレンテレフタレート樹脂やポリエチレンナフタレート樹脂などのポリエステル樹脂からなるフィルムとの熱接着性が良好である。更に熱可塑性樹脂Aをナイロン6樹脂やナイロン66樹脂などのポリアミド樹脂とした場合、ナイロン6樹脂やナイロン66樹脂などのポリアミド樹脂からなるフィルムとの熱接着性が良好である。
【実施例】
【0065】
本発明を実施例、比較例を挙げて更に詳しく説明する。しかし、本発明は係る実施例に限定して解釈されるものではない。なお、PPS以外のポリアリーレンスルフィドからなる繊維を用いた場合であっても本願明細書の記載を参考に熱圧着や延伸温度などの条件を設定すれば、下記実施例等を応用して本発明の延伸多孔質膜を得ることができる。
【0066】
各特性あるいは物性値の測定方法ならびに効果の評価方法は次のとおりである。
(1)ガラス転移温度(Tg)、融解温度(Tm)および溶融結晶化温度(Tmc)
JIS K7121―1987に準じて測定した。示差走査熱量計セイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、試料5mgをアルミニウム製受皿上350℃で5分間溶融保持し、急冷固化した後、室温から昇温速度20℃/分で昇温した。そのとき、観測される融解の吸熱ピークのピーク温度を融解温度(Tm)とした。なお、ガラス転移温度(Tg)は下記式により算出した。
ガラス転移温度=(補外ガラス転移開始温度+補外ガラス転移終了温度)/2
また、試料5mgをアルミニウム製受皿上で室温から350℃まで昇温速度20℃/分で昇温して、35℃で5分間溶融保持し、350℃から室温まで20℃/分で降温した。そのとき観測される発熱ピークのピーク温度を溶融結晶化温度(Tmc)とした。
【0067】
(2)繊度(繊維の平均太さ)
不織布の任意な10箇所を走査電子顕微鏡により倍率2000倍で10枚の画像撮影を行い、1枚の画像につき任意の15本の繊維の直径(但し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜が形成されている部分は測定対象でない)を測定し、これを10枚の画像について行い、合計150本の測定結果から平均繊維径(繊度)を測定した。
【0068】
(3)目付量(g/m2)、厚み
不織布あるいは多孔質膜を20cm×20cmの大きさに切りだし、その重さを測定して1m2当たりの重量に換算して表した。
【0069】
また、厚みは23℃65%RHの雰囲気下でアンリツ(株)製電子マイクロメータ(K−312A型)を用いて、針圧30gにて測定した。
により求めた。
【0070】
(4)剥離強度(g/cm)、剥離性
JIS−K−6854に準拠した180度剥離試験法により測定した。
○:0以上50g/cm未満
△:50以上100g/cm未満
×:100g/cm以上、または、不織布由来部分に破壊が見られる。
【0071】
(5)ワックス濃度の測定
フィルムに含有するワックス濃度は、フーリエ変換赤外線吸収分光法−全反射法により定量した。測定は、分光器としてFTS−60A/896(GIGILAB社製FTIR)を使用し、IREとしてZnSEを使用し、入射角60°で1回反射にて測定した。その際、分解能は4cm−1、積算回数256回とした。定量に際しては、ワックスに由来のC−H伸縮振動バンド2850cm−1付近のピークとポリエステル中のベンゼン環に由来の3050cm−1付近のピークの強度比で求めた。なお、定量は予め検量線を作成しておくことで行なった。
【0072】
(6)融着点の薄い膜の有無
多孔質膜5cm×5cmを実体顕微鏡若しくは電子顕微鏡を用いて多孔質膜表面を観察し、融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径より薄い膜、すなわち融着点の薄い膜の有無を確認し、下記のとおりで評価した。
○:1つ以上の融着点の薄い膜が認められる
×:融着点の薄い膜が形成されていない。
【0073】
(7)他のフィルムとの接着性
表2に示す樹脂で構成された延伸多孔質膜とフィルムをヒートシール機(TP−701S HEAT SEAL TESTER 、TESTER SANGYO CO. LTD )を用いて、2.1kgf/cm2、1秒の滞留時間において、テフロン(登録商標)被覆した加熱式の平面型上部シール固定具およびゴム製でガラスクロス被覆した非加熱式の下部シール固定具とともに行った。所定のシール温度範囲(表2の接着温度)において、シール材側同士でヒートシールし、それぞれの接着強度を大英科学精機製作所製引張り試験機で測定した。ヒートシールしたサンプルを25mm幅の短冊に切り出し、シールされていない二つの端部をインストロン試験機の上部と下部のクランプに取り付け、シールした端部をシールされていない二つの端部に対して90°の角度で支持し、90°のT式剥離試験を行う。接着性を以下の基準にて判断した。
○:接着強度が強固であり延伸多孔質膜またはフィルムが破断してしまう。
×:延伸多孔質膜とフィルムが簡単に剥がれてしまう。
【0074】
[参考例1] ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布(未延伸)の製造。
【0075】
2台の押出機と口金幅1cmあたり7本のオリフィスと0.3mm幅もガス噴射スリット間隙を有するメルトブロー噴射装置を備える装置において、一つの押出機に回転型真空乾燥機で180℃3時間真空乾燥したPPS樹脂ペレットを供給し、もう片方の押出機に表1に示す乾燥条件で乾燥した熱可塑性樹脂Aのペレットを供給し、表1に示す押出機温度で溶融し、口金温度315℃でオリフィスより押し出し、ガス噴射スリットに330℃の加熱空気を噴出し牽引することで表2に記載の繊維径の繊維をメルトブロー噴出装置から14cm離して配した多孔性ベルト上に捕集して表2に記載の重量比率、目付量の混繊不織布を得た。
【0076】
実施例1〜13、実施例16〜20
ポリエチレンテレフタレートのペレット(50重量部)とポリエーテルイミドのペレット(”Ultem”1010(サビック・イノベーティブ・プラスチックス社の登録商標))(50重量部)を、280℃に加熱されたベント式の2軸混練押出機に供給して、剪断速度100sec−1、滞留時間1分にて溶融押出し、ポリエーテルイミドを50重量%含有したポリエーテルイミド含有チップ(I)を得た。
【0077】
得られたポリエーテルイミド含有チップ(I)とカルナウバワックスを0.625重量%含有したポリエチレンテレフタレート(固有粘度0.62)チップを表2に記載するカルナウバワックス含有量となるようにドライブレンドを行って、熱可塑性樹脂Bとした。
【0078】
該熱可塑性樹脂Bを180℃で3時間真空乾燥した後押出機に投入し、設定温度285℃、滞留時間300秒にて溶融押出し、繊維焼結ステンレス金属フィルター(10μmカット)内を剪断速度10秒−1で通過させた後、Tダイよりシート状に吐出した。さらにこのシートを表面温度25℃の冷却ドラム上に、3m/分の速度で密着させて冷却固化し、実質的に無配向状態のフィルムを得た。
【0079】
この得られたフィルムと表2に示す参考例1記載の方法によって得た混繊不織布を熱圧着によって貼り合わせ、表1に示す条件で二軸延伸を行った。すなわち、まず、キャストされた前記実質的に無配向状態のフィルムに参考例1記載の方法で作製した未延伸ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布の先端部分にスプレー糊を吹きつけ、縦延伸の入口でフィルムに軽く密着させて、予熱ロール群に導き、次いでハードクロム、あるいは、セラミック材質の数本のロールが配置された縦延伸機を用いて、予熱後にロールの周速差を利用して熱接着と縦方向への延伸を行い、続いてステンターにより横延伸・熱処理を行い、室温に冷却後、該複合体のエッジを除去して巻きとった。
【0080】
次いで、巻き取った複合体からポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を剥離して、延伸された多孔質膜を得た。剥離性は良好であり、得られた延伸多孔質膜の繊度、平均目付量、厚み、融着点の薄い膜の形状は表2の通りであった。融着点の薄い膜が確認でき、形状の評価は表2の通りであった。
【0081】
実施例1〜13、実施例16〜20で得られた多孔質膜は、耐熱性、耐薬品性、難燃性などに優れ、また好ましい通気性を有しており、各種フィルター、電気絶縁材、抄紙カンバス、電池セパレーターなどの用途に好ましく用いることができた。特に熱可塑性樹脂Aがポリエチレンやポリプロピレンの多孔質膜は、現行のポリエチレン樹脂製(融解ピーク温度(130℃))やポリプロピレン樹脂製(融解ピーク温度(165℃))の電池セパレータフィルムとの接着性が極めて良好であり、セパレータの耐熱層として好ましく用いることができた。特に、実施例3〜6、19,20においては、前記電池セパレータフィルムとの接着性において多の例よりも極めて優れていた。
【0082】
実施例14、15
実施例1において、熱可塑性樹脂Bをカルナウバワックスが0.5重量%含有されたエチレンテレフタレート(80モル%)/エチレン2,6−ナフタレンジカルボキシレート(20モル%)共重合ポリエステルに変更し、表2に示す参考例1記載の方法によって得た混繊不織布と重ね合わせ、表1に示す条件にて貼り合わせ・延伸を行ったこと以外は、実施例1と同様にして不織布−フィルム複合体を巻き取った。巻き取ったフィルムと混繊不織布の複合体からポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布を剥離して、延伸された多孔質膜を得た。剥離性は良好であり、得られた延伸多孔質膜の繊度、平均目付量、厚みは表2の通りであった。
【0083】
実施例14および15で得られた多孔質膜は、耐熱性、耐薬品性、難燃性などに優れ、また好ましい通気性を有しており、各種フィルター、電気絶縁材、抄紙カンバス、電池セパレーターなどの用途に用いることができた。また、得られた延伸多孔質膜は、PETフィルムと接着性が良好なことから電気絶縁材として好ましく用いることができた。
【0084】
比較例1〜16、比較例18〜19
表2に示す参考例1記載の方法によって得た混繊不織布を実施例1で使用した縦延伸機、ステンターにより表1記載の条件で二軸延伸を行った。いずれの混繊不織布も縦延伸は可能であったがステンターによる横延伸で破れが多発し製品としては得られなかった。
【0085】
比較例17
表2に示す参考例1記載の方法によって得た混繊不織布を表1の温度条件に加熱されたロール群に導き、熱プレスを行ったところ繊維は融着し、多孔質膜状となった。得られた熱融着混繊多孔質膜は67μmと厚く、しかし、融着点の薄い膜は形成されておらず、電池セパレーターなどの用途に用いることが困難であった。
【0086】
【表1】
【0087】
【表2】
【0088】
【表3】
【特許請求の範囲】
【請求項1】
繊維が融着点を形成して相互に融着された網状構造を形成してなる、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜であって、該融着点の全部または一部において、該融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔質膜。
【請求項2】
前記繊維径よりも薄い膜が形成されていない部分における繊維の平均太さが1μmから500μmであり、多孔質膜の目付が2〜25g/m2、かつ、厚みが1〜50μmである請求項1記載の多孔質膜。
【請求項3】
前記ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維の割合(重量比率)が95:5〜30:70である請求項1または請求項2に記載の多孔質膜。
【請求項4】
ガラス転移温度(Tg)が[熱圧着されるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂繊維からなる混繊不織布を構成するポリアリーレンスルフィドのガラス転移温度(Tg)−10℃]から[熱圧着されるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる混繊不織布を構成するポリアリーレンスルフィドのガラス転移温度(Tg)+30℃]の熱可塑性樹脂(熱可塑性樹脂B)からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂B)繊維からなる不織布とを熱圧着する工程、該熱圧着された積層体を二軸延伸する工程、二軸延伸後に前記熱可塑性樹脂Bからなるフィルムを剥離する工程を含む延伸多孔質膜の製造方法。
【請求項5】
前記ポリアリーレンスルフィド繊維はポリフェニレンスルフィドからなり、前記熱可塑性樹脂Bのガラス転移温度は80〜120℃である請求項4記載の延伸多孔質膜の製造方法。
【請求項6】
前記ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布は、平均太さが2μmから1000μmの繊維からなる不織布であり、かつ繊維目付量が20〜250g/m2であることを特徴とする請求項4または5に記載の多孔質膜の製造方法。
【請求項7】
前記熱可塑性樹脂Bは離型剤を0.2〜2重量%含むものである請求項4〜6の何れかに記載の延伸多孔質膜の製造方法。
【請求項8】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなる電池セパレーター。
【請求項9】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなる電気絶縁材。
【請求項10】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなるフィルター。
【請求項11】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなる抄紙カンバス。
【請求項1】
繊維が融着点を形成して相互に融着された網状構造を形成してなる、ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる多孔質膜であって、該融着点の全部または一部において、該融着点を形成する繊維にまたがるようにその厚さが該融着点を形成する繊維の繊維径よりも薄い膜が形成されていることを特徴とする多孔質膜。
【請求項2】
前記繊維径よりも薄い膜が形成されていない部分における繊維の平均太さが1μmから500μmであり、多孔質膜の目付が2〜25g/m2、かつ、厚みが1〜50μmである請求項1記載の多孔質膜。
【請求項3】
前記ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維の割合(重量比率)が95:5〜30:70である請求項1または請求項2に記載の多孔質膜。
【請求項4】
ガラス転移温度(Tg)が[熱圧着されるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂繊維からなる混繊不織布を構成するポリアリーレンスルフィドのガラス転移温度(Tg)−10℃]から[熱圧着されるポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる混繊不織布を構成するポリアリーレンスルフィドのガラス転移温度(Tg)+30℃]の熱可塑性樹脂(熱可塑性樹脂B)からなる未延伸樹脂フィルムとポリアリーレンスルフィド繊維と熱可塑性樹脂(熱可塑性樹脂B)繊維からなる不織布とを熱圧着する工程、該熱圧着された積層体を二軸延伸する工程、二軸延伸後に前記熱可塑性樹脂Bからなるフィルムを剥離する工程を含む延伸多孔質膜の製造方法。
【請求項5】
前記ポリアリーレンスルフィド繊維はポリフェニレンスルフィドからなり、前記熱可塑性樹脂Bのガラス転移温度は80〜120℃である請求項4記載の延伸多孔質膜の製造方法。
【請求項6】
前記ポリアリーレンスルフィド繊維とポリアリーレンスルフィド以外の熱可塑性樹脂(熱可塑性樹脂A)繊維からなる不織布は、平均太さが2μmから1000μmの繊維からなる不織布であり、かつ繊維目付量が20〜250g/m2であることを特徴とする請求項4または5に記載の多孔質膜の製造方法。
【請求項7】
前記熱可塑性樹脂Bは離型剤を0.2〜2重量%含むものである請求項4〜6の何れかに記載の延伸多孔質膜の製造方法。
【請求項8】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなる電池セパレーター。
【請求項9】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなる電気絶縁材。
【請求項10】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなるフィルター。
【請求項11】
請求項1〜3の何れかに記載の多孔質膜、または、請求項4〜7の何れか記載の製造方法によって得られた延伸多孔質膜を用いてなる抄紙カンバス。
【図1】

【図2】
【図2】
【公開番号】特開2012−214952(P2012−214952A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−38364(P2012−38364)
【出願日】平成24年2月24日(2012.2.24)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年2月24日(2012.2.24)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]