
多孔質複層フィルター
【課題】精密濾過用のフィルターにおいて濾過層に損傷が生じないように保護を図る。
【解決手段】縦横方向に2軸延伸された多孔質延伸PTFEシートからなる3枚のシートの積層体であり、中間層の濾過層、該濾過層の一面の処理液流入側に積層される保護層、該濾過層の他面に積層される支持層からなり、前記濾過層の両面と前記保護層および支持層の境界が融着されていると共に、該保護層および支持層の空孔と濾過層の空孔が互いに三次元的に連通し、前記濾過層の空孔の平均孔径は上記保護層および支持層の空孔の平均孔径より小さくされている多孔質複層フィルターからなる。
【解決手段】縦横方向に2軸延伸された多孔質延伸PTFEシートからなる3枚のシートの積層体であり、中間層の濾過層、該濾過層の一面の処理液流入側に積層される保護層、該濾過層の他面に積層される支持層からなり、前記濾過層の両面と前記保護層および支持層の境界が融着されていると共に、該保護層および支持層の空孔と濾過層の空孔が互いに三次元的に連通し、前記濾過層の空孔の平均孔径は上記保護層および支持層の空孔の平均孔径より小さくされている多孔質複層フィルターからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔質複層フィルターに関し、特に、超微粒子を高流量で濾過できる精密濾過フィルターにおいて濾過面の保護を図るものである。
【背景技術】
【0002】
ポリテトラフルオロエチレン(以下、PTFEという)多孔質フィルターは、PTFE自体のもつ高い耐熱性、化学安定性、耐候性、不燃性、高強度、非粘着性、低摩擦係数等の特性に加えて、多孔質体のもつ可撓性、液体透過性、粒子捕捉性、低誘電率等の特性を有する。該PTFE多孔質フィルターはその高い化学安定性等の優れた特性により、特に半導体関連分野、液晶関連分野、及び食品・医療関連分野における液体・気体の精密濾過フィルター(メンブランフィルター)として多く使用されている。
【0003】
このような分野では、さらなる技術革新や要求事項の高まりから、より高性能な精密濾過フィルターが要望されている。具体的には、半導体製造においては年々集積度が高まり、0.5μm以下の領域までフォトレジストが微細化されている。液晶製造においても同様に感光性材料による微細加工が施されるため、さらに小さな領域の微細粒子を確実に捕捉できる精密濾過フィルターが必要となってきている。これらの精密濾過フィルターは主にクリーンルームの外気処理用フィルター、薬液の濾過フィルターとして使用され、その性能は製品の歩留まりにも影響する。
また、食品・医療関連分野においては、近年の安全意識の高まりから、微小異物に対する濾過の完全性(絶対除去性)が強く要望されている。
【0004】
そのため、例えば、特開2010−94579号公報(特許文献1)では、膜厚が50μm以下で、径0.1μm未満の微粒子を捕捉できるPTFE多孔質膜からなる濾過膜を、支持体に固定した2層の積層体からなる濾過フィルタが提案されている。
【0005】
しかしながら、微粒子の粒子捕捉性を確保しようとすると濾過層の孔径は小さくなる。該濾過層の表面が外部に露出していると、製造時、加工時、さらに使用時に、微細構造の濾過層の表面に損傷が発生しやすい。濾過層の表面に損傷が生じると、微細粒子の捕捉機能が低下する問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−94579号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、0.1μm未満程度の超微粒子の捕捉性能および処理速度を低下させることなく、濾過層に損傷が生じにくいフィルターを提供することを課題としている。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、縦横方向に2軸延伸された多孔質延伸PTFEシートからなる3枚のシートの積層体であり、
中間層の濾過層、該濾過層の一面の処理液流入側に積層される保護層、該濾過層の他面に積層される支持層からなり、
前記濾過層の両面と前記保護層および支持層の境界が融着されていると共に、該保護層および支持層の空孔と濾過層の空孔が互いに三次元的に連通し、前記濾過層の空孔の平均孔径は上記保護層および支持層の空孔の平均孔径より小さくされていることを特徴とする多孔質複層フィルターを提供している。
【0009】
前記3枚のシートの積層体の縦方向と横方向の引張強度の差異を0〜1500mN以下とすると共に、縦方向引張強度および横方向引張強度の強度範囲を2000〜20000mN、好ましくは4000mN〜13000mNの範囲とし、
該積層体の耐圧強度は200〜2000kPa、好ましくは500〜1500kPaとしていることが好ましい。
【0010】
前記積層される3枚のシートは、それぞれ縦横の2軸方向に延伸されたシートとし、縦方向強度と横方向強度との差異を少なくし、よって、積層体からなる本発明のフィルターも等方的な引張強度を持たせて変形が発生しにくいものとしている。
【0011】
前記のように、濾過層の処理液流入側に保護層を積層し、濾過層の表面が外部に露出しないように保護している。該保護層の空孔は濾過層の空孔より大きくしているため、処理速度の低下を防ぎ、高流量の処理を可能としている。
かつ、保護層、濾過層および支持層は全て縦横方向に延伸する2軸延伸として、縦横の強度を同程度として各層の強度を高めると共に等方性を付与している。また、これら3層を強度を有する多孔質延伸PTFEシートからなる同質材で形成しているため、融着する界面が剥がれにくく、固着強度を高めている。このように、強度を有する保護層と支持層とで濾過層を挟持して強固に一体化して濾過層の保護機能を高めている。
【0012】
本発明では、前記濾過層の平均空孔径は0.01μm〜0.45μm、前記両側の保護層と支持層の平均空孔径は濾過層の平均空孔径の5〜1000倍、前記濾過層の厚さは2〜50μmであることが好ましい。
捕捉粒子の大きさは濾過層の空孔で決定され、前記のように平均空孔径を0.01μm〜0.45μm、好ましくは0.1μm未満とすると、0.1μm未満の超微粒子を捕捉できる。かつ、厚さを2〜50μmと薄くすることで高流量化を図ることができる。このように、濾過層の厚みを薄くしても、濾過層の両側の保護層と支持層とで挟んでいるため、製造時、加工時、処理時における濾過層の損傷の発生、収縮等の変形の発生を防止することができる。
【0013】
前記濾過層、保護層、支持層の平均孔径は、細孔直径分布測定装置パームポロメータ(米国PMI社製 型番CFP−1200A)により測定した。測定液はGALWICK(PMI社)を使用した。
前記パームポロメータによる測定は、測定液に浸した打ち抜きサンプル(φ25mm、測定面積はφ16mm程度)に空気圧を加えていき、湿潤状態の空気流量と乾燥状態の空気流量を測定し、最大、最小、平均孔径を確認した。乾燥状態時と湿潤状態時の空気流量の比により、孔径分布を算出した。
【0014】
従来のこの種のフィルターでは、捕捉できる最小の粒子径は0.1μmである。これに対して、本発明では、前記のように、濾過層の平均空孔径は0.01μm〜0.45μmとし、0.1μm未満の粒子を捕捉できるものとしている。かつ、その際の透過流量を従来の前記0.1μmの粒子を捕捉するフィルターの透過流量程度の高流量で透過することができるものとしている。
【0015】
前記粒子捕捉率は、次の方法により測定している。
フィルターを直径47mmの円形に打ち抜き、ホルダーにセットし、粒子径0.055μmのポリスチレンラテックス均質粒子(JSR社製)を1.4×1010個/cm2の割合で含有する水溶液を調製し、その32cm3をセットしたフィルターにより、41.2kPaの圧力で濾過を行い、濾過前の水溶液と濾液の吸光度を測定し、その比により求めている。吸光度は、紫外可視分光光度計(島津製作所社製UV−160)を用い、波長310nmで測定している(測定精度1/100)。
【0016】
前記保護層および支持層のシートの厚さは、それぞれ前記濾過層の厚さと同等な2〜50μmの範囲、あるいは濾過層より若干厚い5〜60μmの範囲とし、積層体の全体厚さは10〜150μmであることが好ましい。
【0017】
前記濾過層とする多孔質延伸PTFEシートは捕捉ターゲットの粒子の大きさに応じて取り替え、該濾過層と一体化する保護層および支持層は、平均空孔径が前記5〜1000倍、好ましくは10〜30倍となる範囲で設定して共用で用いることができる。
【0018】
前記濾過層の気孔率は40〜90%、前記保護層および支持層の気孔率は前記濾過層の気孔率の1〜2.5倍であることが好ましい。
濾過層の気孔率が40%未満であると流量が低下しすぎ、90%を超えると強度が低下しすぎる恐れがあることに因る。
気孔率は、ASTM−D−792に記載の方法や、膜の体積と真比重より計算して算出している。この数値が高い程透過性に優れていることを示す。
また、前記濾過層は、バブルポイントを70kPa以上550kPa以下、好ましくは200〜500kPaとしている。
【0019】
本発明の3層のシートの積層体からなる多孔質複層フィルターの製造方法は、まず、前記保護層、濾過層、支持層とする2軸延伸された3枚の多孔質延伸PTFEシートを設け、これら3枚のシートを積層し、PTFEの融点以上で焼成して、保護層と濾過層の一面、濾過層の他面と支持層の界面をそれぞれ融着して一体化している。
前記のように、3枚のシートを積層してから焼成して界面を融着する代わりに、保護層または支持層の一方と濾過層を積層した後に焼成して界面を融着し、ついで、該濾過層の他の面に保護層または支持層の他方を積層して焼成して界面を融着してもよい。
【0020】
なお、一体化した積層体に親水性材料を含浸させ、その後、架橋液で処理して前記親水性材料を不溶化して、積層体の表面に親水処理をほどこしてもよい。
前記親水処理で用いる親水性材料としては、ポリビニルアルコール(PVA)、エチレンビニルアルコール共重合体(EVOH)、アクリレート系樹脂等を挙げることができる。この中でも、PVAの水溶液をPTFE多孔質体に含浸させる時に、PTFEの繊維表面に吸着しやすく、繊維に均一に塗布され易いため好適に用いられる。
【0021】
前記濾過層、保護層、支持層の各多孔質延伸PTFEシートは以下の方法で製造している。なお、保護層と支持層とは同一の多孔質延伸PTFEシートから形成すると製造コストの低減を図ることができる。
高分子量PTFE未焼結粉末と液状潤滑剤との混練物をペースト押出によってシートを設ける工程と、
前記シートを縦横方向に2軸延伸して多孔質のフィルムとする工程と、
前記各延伸された多孔質のフィルムを焼結する工程とからなる。
【0022】
前記濾過層と前記支持層および保護層は、その縦横の延伸倍率を同等としている。縦方向の延伸倍率は3倍〜15倍、好ましくは3〜6倍、横方向の延伸倍率は10倍〜50倍、好ましくは15〜25倍である。前記延伸倍率を前記倍率未満とすると開孔率が低くなり、樹脂の塊が残り、空孔の形状も丸くならず、十分な透過性が得られないことに因る。一方、前記倍率を超えると繊維が引き裂かれて、大きな孔が生じるおそれがあることに因る。
【0023】
前記のように、高分子量のPTFE未焼結粉末を用いると共に、縦横二軸方向の延伸倍率を高めることにより、濾過層は微細孔を有しながらも、高い透過性を有する多孔質フィルターを得ることができる。
これは、高分子量のPTFE未焼結粉末を用いると、縦横二軸方向に従来よりも高い倍率の延伸を施しても、1つの空孔が過度に広がったり、フィルムが引き裂かれることを防止しながら、高度に繊維化を進行させ、PTFEの塊である結節も実質的になくなり、細い繊維を骨格とする微小な空孔が緻密に備えられた多孔質フィルターを作製することができることに因る。
【0024】
前記濾過層を形成する高分子量のPTFE未焼結粉末としては、具体的には、数平均分子量が100万〜1500万のものを用いることが好ましい。より好ましくは400万以上、さらに好ましくは1200万以上である。これは現在市販されているPTFE未焼結粉末のうち、分子量のグレードが特に高いものである。
前記した数平均分子量は成形品の比重により求めたものであるが、PTFEの分子量は測定方法によりバラツキが大きく正確な測定が困難であるため、測定方法によっては前記した範囲とはならない場合もある。
前記支持層および保護層については、幅広い範囲のもので製造することができる。
【0025】
また、濾過層では、延伸倍率は面積比で12倍〜150倍とするのが好ましい。延伸倍率が面積比で12未満であると高度に繊維化を進行させることができない。一方、150倍を超えるとフィルムが薄くなり過ぎて強度が低下する。
【0026】
支持層と保護層も、延伸倍率は面積比で12〜150倍とするのが好ましい。
延伸倍率が面積比で12倍未満であると高度に繊維化を進行させることができない。一方、150倍を超えると、残留応力が強くなり過ぎ、支持膜の役割が低下する。
【発明の効果】
【0027】
以上の説明から明らかなように、本発明の多孔質複層フィルターでは、濾過層の一面の処理液流入側に保護層を積層し、該濾過層の他面に支持層を積層し、濾過層を保護層と支持層とで挟持した3層の積層体としていることで、製造時、加工時および使用時に濾過層を保護し、濾過層の損傷による濾過性能の低下を防止できる。
かつ、保護層と支持層の空孔を濾過層の空孔より大としているため、処理液の透過性を損なわない。かつ、濾過層の両面に保護層と支持層とを融着して濾過層の強度を高めているため、濾過層の厚さを薄くして透過流量を高めることができる。
このように、本発明のフィルターは超微粒子を捕捉できるフィルターとしながら、安定した透過性も確保でき高流量で透過することができる。
そのため、特に、超微粒子の捕捉率を高めることと処理速度が要求される半導体、液晶分野および食品・医療分野の製造工程で使用する気体用、液体用の精密濾過フィルターとして好適に用いることができる。
【図面の簡単な説明】
【0028】
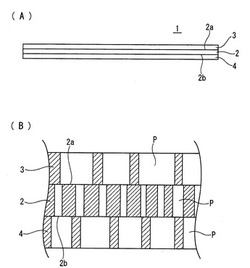
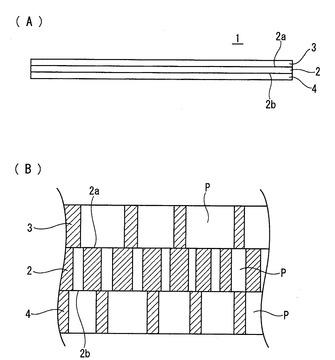
【図1】本発明の多孔質複層フィルターを示し、(A)は概略側面図、(B)は概略拡大断面図である。
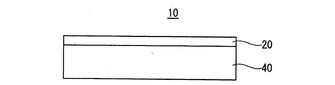
【図2】比較例の概略側面図である。
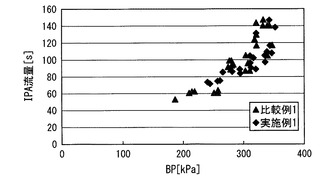
【図3】実施例と比較例のIPA流量とBPとの関係を示すグラフである。
【発明を実施するための形態】
【0029】
以下、本発明の実施形態を図面を参照して説明する。
図1の拡大断面模式図に示すように、本発明の多孔質複層フィルター1は、濾過層2と、該濾過層2の一面の処理液流入側に積層する保護層3と、濾過層2の他面に積層する支持層4との3層の積層体からなる。前記濾過層2、保護層3、支持層4はいずれも縦横方向に2軸延伸した多孔質延伸PTFEシートからなる。
前記保護層3と濾過層2の一面2aの界面およびの濾過層2の他面2bと支持層4の界面はそれぞれ融着して一体化している。
【0030】
前記濾過層2、保護層3、支持層4の厚さはいずれも2〜50μmの範囲とし、本実施形態で前記3層は同等厚さの約10μmとしている。
濾過層2、保護層3、支持層4はいずれも、結節部により柔軟な繊維が三次元網目状に連結されてなる繊維状骨格を備え、該繊維状骨格で略スリット形状の空孔Pを囲み、積層状態で前記3層の空孔Pは三次元で連通されている。
【0031】
前記濾過層2は平均空孔径を0.03〜0.20μmとし、捕捉目的の固体粒子に応じて平均空孔径および気孔率を前記範囲内で調整してバブルポイントを設定している。
本実施形態では、0.05μm未満の超微粒子の捕捉用とし、濾過層2は平均空孔径を0.03μmとしている。バブルポイントを200〜500kPaとし、IPA流量を70〜300sec/100mlとしている。
【0032】
前記保護層3と支持層4は同一の多孔質延伸PTFEシートで形成している。
これら保護層3および支持層4の平均空孔径は濾過層2の平均空孔径の5〜1000倍としている。本実施形態では、保護層3および支持層4の平均空孔径は、濾過層2の平均孔径0.03μmの15倍に相当する約0.45μmとしている。
また、保護層3および支持層4は気孔率を60〜90%とし、IPAバブルポイントを2〜110kPaとしている。
【0033】
保護層3、濾過層2、支持層4をそれぞれ形成する多孔質延伸PTFEシートは、その縦方向と横方向の引張強度が設定値以下で、できるだけ同等となり、等方的な強度を有するように、縦横方向に2軸延伸したシートとしている。
これにより、前記保護層3、濾過層2、支持層4の3層を積層一体化した多孔質複層フィルター1を縦方向と横方向の引張強度の差を1500mN以下で、できるだけ差異を少なくし、等方的な強度を有するものとしている。該3層の積層体とした多孔質複層フィルター1は縦方向および横方向の引張強度とも4000mN〜13000mNの範囲としている。
この縦方向および横方向の引張強度は、積層一体化したシートを、シート幅5mmで打ち抜き、チャック間隔を30mmとし、引張速度100mm/minで引張試験を行って測定した。
【0034】
また、前記保護層3、濾過層2、支持層4の3層を積層一体化した多孔質複層フィルター1の耐圧強度は200kPa〜2000kPaとしている。
【0035】
前記各物性値は下記の方法で測定している。
(1)気孔率:ASTM−D−792に準拠し、水中で求めた比重(見掛け比重)と四弗化エチレン樹脂の比重より求めた値であり、この値が大きいほど透過性に優れている。
(2)平均孔径:PMI社製パームポロメーター(型番 CFP−1200A)により測定している。
(3)バブルポイント:ASTM−F−316−80に準拠した方法により、イソプロピルアルコールを用いて測定した。
(4)縦方向および横方向の引張強度:積層一体化したシートを、シート幅5mmで打ち抜き、チャック間隔を30mmとし、引張速度100mm/minで引張して測定した。(5)耐圧強度:PTFE多孔質シートよりはるかに強度の低いゴムで孔を塞ぎ、φ3mmの範囲に空気圧を加えていき、膜が破れる等して通気した時の圧力を測定した。
【0036】
以下、前記多孔質複層フィルター1の製造方法について説明する。
第一の工程で、濾過層2、保護層3、支持層4を構成する多孔質延伸PTFEシートをそれぞれ別体で製造する。
なお、保護層3と支持層4とは同一シートを用いるため、濾過層2となるシートと、保護層3および支持層4とからなるシートの2種類の多孔質延伸PTFEシートを製造する。
【0037】
第一の工程では、公知のPTFE未焼結粉末のペースト押出法により成形体を製造する。
ペースト押出法では、通常、PTFE未焼結粉末100質量部に対して液状潤滑剤を10〜40質量部、好ましくは16〜25質量部の割合で混合して、押し出し成形する。
【0038】
PTFE未焼結粉末として、数平均分子量400万〜1500万の高分子量のものを用る。
液状潤滑剤としては、従来からペースト押出法で用いられている各種潤滑剤を使用することができる。例えば、ソルベント・ナフサ、ホワイトオイルなどの石油系溶剤、ウンデカン等の炭化水素油、トルオール、キシロールなどの芳香族炭化水素類、アルコール類、ケトン類、エステル類、シリコーンオイル、フルオロクロロカーボンオイル、これらの溶剤にポリイソブチレン、ポリイソプレンなどのポリマーを溶かした溶液、これらの2つ以上の混合物、表面活性剤を含む水または水溶液などが挙げられる。混合物よりも単一成分の方が均一混合することができるため、好ましい。
【0039】
次いで、得られた混合物を圧縮成形機により圧縮成形し、ブロック状の成形体とし(予備成形)、該ブロック状の成形体を、室温から50℃の温度で、速度20mm/minで、シート状に押出成形する。
さらに、得られたシート状成形体をカレンダーロールなどにより圧延し、厚さ300μmのシート状成形体とする。
【0040】
次に、成形体から液状潤滑剤を除去する。液状潤滑剤は焼結する前に除去すればよく、延伸後に除去してもよいが、延伸前に除去することが好ましい。
液状潤滑剤の除去は、加熱、抽出または溶解などにより行っており、加熱により行うことが好ましい。加熱する場合はロール温度130〜220℃の加熱ロールに通している。また、シリコーンオイルやフルオロカーボンなどの比較的沸点が高い液状潤滑剤を使用する場合には、抽出により除去するのが好ましい。
【0041】
なお、液状潤滑剤の他に目的に応じて、他の物質を含ませることもできる。
例えば、着色のための顔料、耐磨耗性の改良、低温流れの防止や気孔の生成を容易にする等のためにカーボンブラック、グラファイト、シリカ粉、ガラス粉、ガラス繊維、けい酸塩類や炭酸塩類などの無機充填剤、金属粉、金属酸化物粉、金属硫化物粉などを添加することができる。また、多孔質構造の生成を助けるために、加熱、抽出、溶解等により除去または分解される物質、例えば塩化アンモニウム、塩化ナトリウム、他のプラスチック、ゴム等を粉末または溶液の状態で配合することもできる。
【0042】
次工程で、得られたペースト押出による成形体を縦横方向に二軸延伸する。
該延伸時に、濾過層2とするシート状成形体と保護層3および支持層4とするシート状成形体とは形成する空孔の平均径を相違させるために、延伸倍率を相違させている。
本実施形態においては、濾過層2、保護層3および支持層4とするいずれのシート状成形体も、縦延伸を先に2回行い、その後、横延伸を行っている。
【0043】
延伸は、融点以下のできるだけ高温で行うのが好ましい。好ましくは室温(もしくは20℃)〜300℃、さらに好ましくは250℃〜280℃である。
低い温度で延伸を行うと、比較的孔径が大きく、気孔率が高い多孔質膜を生じ易く、高い温度で延伸を行うと、孔径の小さい緻密な多孔質膜を生じ易い。
これらの条件を組合わせることにより、孔径や気孔率をコントロールすることができるが、濾過層では孔径の小さい緻密な多孔質膜とするため、比較的高い延伸温度とすることが好ましい。
延伸は、20〜70℃の低温で1段目の縦延伸した後、さらに前記のような高温条件下で2段目の縦延伸を行うことが好ましい。
横延伸は70〜200℃の高温雰囲気下で行うことが好ましい。
さらに、延伸後のシートの収縮を防止するために熱固定を行うことが好ましい。
本発明では、特に延伸倍率を高めているので多孔質構造を消失させないため、熱固定は重要である。前記横方向の延伸を行った直後に行なうことが好ましく、2段以上の延伸を行う場合には各段の延伸後に行うことが好ましい。
熱固定は、通常、延伸フィルムの両端を固定するなど緊張下に保って、雰囲気温度200〜500℃で0.1〜20分間保持して行う。
【0044】
濾過層2において、形成する空孔の平均空孔径に応じて延伸倍率を下記表1のように設定している。
「表1」
平均空孔径(μm) 縦1回目(倍) 縦2回目(倍) 横(倍)
0.03 2 2 15.4
0.05 2 3 21.5
0.10 2 3 21.5
0.20 3.5 21.5
【0045】
なお、濾過層の縦横方向の延伸倍率および延伸面積倍率の最大と最小は下記の表2に示すようにしている。
「表2」
(トータル延伸率)
縦(倍) 横(倍) 面積(倍)
最大 6 21.5 129
最小 3.5 15.4 53.9
【0046】
保護層3および支持層4に形成する空孔の平均空孔径は濾過層2の空孔の平均空孔径の5〜1000倍としているが、保護層3と支持層4の形成材料の樹脂グレードおよび配合助剤部数を予め調節していることで、前記表2の縦横の2軸方向の延伸倍率と同じにしながら空孔径を大きくしている。
【0047】
前記のように、2軸延伸した濾過層2とする延伸シートを間に挟んで保護層3および支持層4とする延伸シートを積層して一体化する。
一体化は、PTFEの転移点である327℃以上の焼結温度とし、数分から数十分程度、場合によってはそれ以上の時間加熱することによって行う。通常は、360〜400℃で0.5〜3分間加熱する。
これにより、保護層3と濾過層2の一面2a、濾過層2の他面2bと支持層4の界面を熱融着して一体化し、多孔質複層フィルター1を製造する。
【0048】
本実施形態では、前記工程で得られた多孔質複層フィルター1を親水処理していない。これは、濾過層2の処理液流入側面に保護層3を積層し、該保護層3の平均空孔径を大きくして、保護層3の空孔に処理液が比較的流入しやすいためである。
【0049】
なお、前記積層一体化した多孔質延伸PTFEシートをPVAで親水処理してもよい。該親水処理は、前記積層一体化した多孔質延伸PTFEシートをイソプロピルアルコール(IPA)に0.25〜2分間浸漬した後、それぞれ、濃度を0.5重量%〜0.8重量%としたPVA水溶液に5〜10分間浸漬する。その後、純水に2〜5分間浸漬した後に架橋を行う。架橋は、グルタルアルデヒド架橋(GA)、テレフタルアルデヒド架橋(TPA)あるいは6Mradの電子線を照射する電子線架橋のいずれかの方法で行う。
前記架橋後に、積層一体化した多孔質延伸PTFEシートを純水で水洗した後、常温〜80℃で乾燥させ、積層一体化された親水性PTFE多孔質膜とする。
【0050】
前記した方法で製造する多孔質複層フィルター1は、図1に示すように、それぞれ多孔質延伸PTFEシートからなる支持層4、濾過層2、保護層3を積層一体化した構造であり、これら積層した3層の空孔は三次元的に連通されている。
該多孔質複層フィルター1は、保護層3の外表面から濾過層2、支持層4に向けて処理液を供給し、固液分離処理を行うものである。
【0051】
多孔質複層フィルター1は、濾過層2の両面に保護層3と支持層4を積層して、濾過層2を挟んでいるため、外部干渉材から濾過層2の保護を図ることができる。その結果、精密な空孔を設けた濾過層2に損傷が生じることを防止でき、精密濾過性能を維持することができる。
特に、濾過層2を保護および支持する保護層3と支持層4とを2軸延伸して形成し、縦横いずれの方向にも同等な引張強度を付与し、1軸延伸材と比較して強度を高めているため、多孔質複層フィルター1の全体としても強度も高まり、耐久性を得ることができる。
さらに、濾過層2の両面に配置する保護層3と支持層4とを同一の多孔質シートを用いるため、コストアップの抑制を図ることができる。
さらにまた、濾過層2の処理液流入側に積層する保護層3の空孔を濾過層の空孔より大きくしているため、処理速度を低下させずに精密濾過を行うことができる。
【0052】
「実施例」
本発明の3層積層体とし、かつ、3層とも2軸延伸したシートからなる実施例を作成した。
比較例のフィルター材10は、図2に示すように、濾過層20に支持層40のみを積層した2層積層とし、かつ、支持層40は縦方向の1軸延伸した比較例を作成し、その縦横方向の引張強度を測定した。
また、実施例1の3層膜と比較例1の2層膜との処理液速度(IPA流量)を測定した。該IPA流量測定は98kPaの減圧質、IPA(イソプロピルアルコール)を100ml濾過するのに要する時間を測定した(膜有効面積:9.6cm2)
【0053】
(実施例1)
PTFEファインパウダー(デュポン社製 PTFE 601A)100質量部に対し、液状潤滑剤(出光石油社製 スーパーゾルFP−25、(成分:ナフサ))18質量部の割合で配合・混合し、成形機に入れて圧縮成形し、ブロック状成形物を得た。
次に、該ブロック状成形物を連続的にシート状に押出したのち、圧延ローラに通し、さらに液状潤滑剤を除去するために加熱ロール(130〜220℃)に通してロールに巻き取り、濾過層とするシート用として300μmのシートを得た。また、支持層および保護層とするシート用として、250μmのシートを得た。
【0054】
次に、濾過層とするシートは、ロール温度250℃〜280℃で縦方向(流れ方向)に2倍延伸したのち、同温度条件でさらに2倍延伸した。すなわち、縦延伸は2段で4倍の延伸倍率とした。
縦延伸後のフィルムの幅方向の両端をチャックで掴み、流れ方向とは垂直な方向に50℃の雰囲気下で15.4倍延伸の横延伸を行った。その後、そのまま285℃で0.25〜1分間保持して熱固定を行った。
この延伸されたシートを360℃の加熱炉を通過させて1.5分間焼結し、実施例1の濾過層シートを得た。厚さは10μmとした。該実施例1の濾過層シートのバブルポイントが350kPaで、捕捉ターゲットの粒子は0.03μmとした。
【0055】
一方、支持層4および保護層3とするシートは温度条件は180〜200℃とし、縦延伸倍率を3.5倍、横延伸倍率を21.5倍として形成した。該支持層4および保護層3の空孔径は濾過層2の6倍とし、厚さは10μmとした。
【0056】
前記濾過層2と支持層4および保護層3の多孔質延伸PTFEシートを重ね、370℃で100秒加熱し、各層の境界を熱融着して一体化した。
【0057】
(実施例2)
濾過層2の空孔の平均空孔径を0.05μmとなるように、濾過層とするシートの縦横延伸倍率を前記表1に示すように、1回目の縦倍率を2、2回目の縦倍率を3、横倍率を21.5とした。他は実施例1と同一とした。
(実施例3)
濾過層2の空孔の平均空孔径を0.10μmとなるように、濾過層とするシートの縦横延伸倍率を前記表1に示すように、1回目の縦倍率を2、2回目の縦倍率を3、横倍率を21.5とした。他は実施例1と同一とした。
(実施例4)
濾過層2の空孔の平均空孔径を0.20μmとなるように、濾過層とするシートの縦横延伸倍率を前記表1に示すように、縦倍率を3.5、横倍率を21.5とした。他は実施例1と同一とした。
【0058】
(比較例1)
比較例1のフィルター材10は、前記のように、濾過層20に支持層40を積層した2層構造とし、濾過層20は実施例1の濾過層2と同様に形成し、平均空孔径が0.03μmの空孔を設け、厚さは10μmとした。
一方、支持層40とするシートは温度条件は180〜200℃とし、縦延伸倍率を18.5倍とし、厚さは30μmとした。
前記濾過層20と支持層40の多孔質延伸PTFEシートを重ね、370℃で100秒加熱し、濾過層20と支持層40の境界を熱融着して一体化した。
(比較例2)
濾過層の平均空孔径を0.05μmとした。他は比較例1と同様とした。
(比較例3)
濾過層の平均空孔径を0.10μmとした。他は比較例1と同様とした。
(比較例4)
濾過層の平均空孔径を0.20μmとした。他は比較例1と同様とした。
【0059】
前記実施例1〜4の3層積層体からなるフィルター、比較例1〜4の2層積層体からなるフィルターの縦方向および横方向の引張強度を測定した。該引張強度の測定は前記したように、積層一体化したシートを、シート幅5mmで打ち抜き、チャック間隔を30mmとし、引張速度100mm/minで引張して測定した。
測定結果を下記の表3に示す。
【0060】
【表3】

【0061】
表3に示すように、実施例2、4では縦強度と横強度は略同等であり、縦強度と横強度の差がある実施例1でも差異は1500mN程度であった。これに対して、比較例1〜4はいずれも縦横方向の引張強度に大きな差があり、比較例2は10000mN程度の差異があった。このように、実施例では引張強度が等方的であるため変形が発生しにくいが、比較例では変形が発生しやすいことが確認できた。
【0062】
図3に実施例1と比較例1のIPA流量とバブルポイント(BP)との相関関係を示す。実施例1と比較例1とはバブルポイントとIPA流量のバランスがほぼ同等であった。これより、本発明の実施例1の3層膜としても、比較例1の2層膜と同様の流量が確保でき、流量を低下させずに層を増加させて強度および耐久性を高めることができることが確認できた。
【符号の説明】
【0063】
1 多孔質複層フィルター
2 濾過層
3 保護層
4 支持層
【技術分野】
【0001】
本発明は、多孔質複層フィルターに関し、特に、超微粒子を高流量で濾過できる精密濾過フィルターにおいて濾過面の保護を図るものである。
【背景技術】
【0002】
ポリテトラフルオロエチレン(以下、PTFEという)多孔質フィルターは、PTFE自体のもつ高い耐熱性、化学安定性、耐候性、不燃性、高強度、非粘着性、低摩擦係数等の特性に加えて、多孔質体のもつ可撓性、液体透過性、粒子捕捉性、低誘電率等の特性を有する。該PTFE多孔質フィルターはその高い化学安定性等の優れた特性により、特に半導体関連分野、液晶関連分野、及び食品・医療関連分野における液体・気体の精密濾過フィルター(メンブランフィルター)として多く使用されている。
【0003】
このような分野では、さらなる技術革新や要求事項の高まりから、より高性能な精密濾過フィルターが要望されている。具体的には、半導体製造においては年々集積度が高まり、0.5μm以下の領域までフォトレジストが微細化されている。液晶製造においても同様に感光性材料による微細加工が施されるため、さらに小さな領域の微細粒子を確実に捕捉できる精密濾過フィルターが必要となってきている。これらの精密濾過フィルターは主にクリーンルームの外気処理用フィルター、薬液の濾過フィルターとして使用され、その性能は製品の歩留まりにも影響する。
また、食品・医療関連分野においては、近年の安全意識の高まりから、微小異物に対する濾過の完全性(絶対除去性)が強く要望されている。
【0004】
そのため、例えば、特開2010−94579号公報(特許文献1)では、膜厚が50μm以下で、径0.1μm未満の微粒子を捕捉できるPTFE多孔質膜からなる濾過膜を、支持体に固定した2層の積層体からなる濾過フィルタが提案されている。
【0005】
しかしながら、微粒子の粒子捕捉性を確保しようとすると濾過層の孔径は小さくなる。該濾過層の表面が外部に露出していると、製造時、加工時、さらに使用時に、微細構造の濾過層の表面に損傷が発生しやすい。濾過層の表面に損傷が生じると、微細粒子の捕捉機能が低下する問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−94579号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、0.1μm未満程度の超微粒子の捕捉性能および処理速度を低下させることなく、濾過層に損傷が生じにくいフィルターを提供することを課題としている。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、縦横方向に2軸延伸された多孔質延伸PTFEシートからなる3枚のシートの積層体であり、
中間層の濾過層、該濾過層の一面の処理液流入側に積層される保護層、該濾過層の他面に積層される支持層からなり、
前記濾過層の両面と前記保護層および支持層の境界が融着されていると共に、該保護層および支持層の空孔と濾過層の空孔が互いに三次元的に連通し、前記濾過層の空孔の平均孔径は上記保護層および支持層の空孔の平均孔径より小さくされていることを特徴とする多孔質複層フィルターを提供している。
【0009】
前記3枚のシートの積層体の縦方向と横方向の引張強度の差異を0〜1500mN以下とすると共に、縦方向引張強度および横方向引張強度の強度範囲を2000〜20000mN、好ましくは4000mN〜13000mNの範囲とし、
該積層体の耐圧強度は200〜2000kPa、好ましくは500〜1500kPaとしていることが好ましい。
【0010】
前記積層される3枚のシートは、それぞれ縦横の2軸方向に延伸されたシートとし、縦方向強度と横方向強度との差異を少なくし、よって、積層体からなる本発明のフィルターも等方的な引張強度を持たせて変形が発生しにくいものとしている。
【0011】
前記のように、濾過層の処理液流入側に保護層を積層し、濾過層の表面が外部に露出しないように保護している。該保護層の空孔は濾過層の空孔より大きくしているため、処理速度の低下を防ぎ、高流量の処理を可能としている。
かつ、保護層、濾過層および支持層は全て縦横方向に延伸する2軸延伸として、縦横の強度を同程度として各層の強度を高めると共に等方性を付与している。また、これら3層を強度を有する多孔質延伸PTFEシートからなる同質材で形成しているため、融着する界面が剥がれにくく、固着強度を高めている。このように、強度を有する保護層と支持層とで濾過層を挟持して強固に一体化して濾過層の保護機能を高めている。
【0012】
本発明では、前記濾過層の平均空孔径は0.01μm〜0.45μm、前記両側の保護層と支持層の平均空孔径は濾過層の平均空孔径の5〜1000倍、前記濾過層の厚さは2〜50μmであることが好ましい。
捕捉粒子の大きさは濾過層の空孔で決定され、前記のように平均空孔径を0.01μm〜0.45μm、好ましくは0.1μm未満とすると、0.1μm未満の超微粒子を捕捉できる。かつ、厚さを2〜50μmと薄くすることで高流量化を図ることができる。このように、濾過層の厚みを薄くしても、濾過層の両側の保護層と支持層とで挟んでいるため、製造時、加工時、処理時における濾過層の損傷の発生、収縮等の変形の発生を防止することができる。
【0013】
前記濾過層、保護層、支持層の平均孔径は、細孔直径分布測定装置パームポロメータ(米国PMI社製 型番CFP−1200A)により測定した。測定液はGALWICK(PMI社)を使用した。
前記パームポロメータによる測定は、測定液に浸した打ち抜きサンプル(φ25mm、測定面積はφ16mm程度)に空気圧を加えていき、湿潤状態の空気流量と乾燥状態の空気流量を測定し、最大、最小、平均孔径を確認した。乾燥状態時と湿潤状態時の空気流量の比により、孔径分布を算出した。
【0014】
従来のこの種のフィルターでは、捕捉できる最小の粒子径は0.1μmである。これに対して、本発明では、前記のように、濾過層の平均空孔径は0.01μm〜0.45μmとし、0.1μm未満の粒子を捕捉できるものとしている。かつ、その際の透過流量を従来の前記0.1μmの粒子を捕捉するフィルターの透過流量程度の高流量で透過することができるものとしている。
【0015】
前記粒子捕捉率は、次の方法により測定している。
フィルターを直径47mmの円形に打ち抜き、ホルダーにセットし、粒子径0.055μmのポリスチレンラテックス均質粒子(JSR社製)を1.4×1010個/cm2の割合で含有する水溶液を調製し、その32cm3をセットしたフィルターにより、41.2kPaの圧力で濾過を行い、濾過前の水溶液と濾液の吸光度を測定し、その比により求めている。吸光度は、紫外可視分光光度計(島津製作所社製UV−160)を用い、波長310nmで測定している(測定精度1/100)。
【0016】
前記保護層および支持層のシートの厚さは、それぞれ前記濾過層の厚さと同等な2〜50μmの範囲、あるいは濾過層より若干厚い5〜60μmの範囲とし、積層体の全体厚さは10〜150μmであることが好ましい。
【0017】
前記濾過層とする多孔質延伸PTFEシートは捕捉ターゲットの粒子の大きさに応じて取り替え、該濾過層と一体化する保護層および支持層は、平均空孔径が前記5〜1000倍、好ましくは10〜30倍となる範囲で設定して共用で用いることができる。
【0018】
前記濾過層の気孔率は40〜90%、前記保護層および支持層の気孔率は前記濾過層の気孔率の1〜2.5倍であることが好ましい。
濾過層の気孔率が40%未満であると流量が低下しすぎ、90%を超えると強度が低下しすぎる恐れがあることに因る。
気孔率は、ASTM−D−792に記載の方法や、膜の体積と真比重より計算して算出している。この数値が高い程透過性に優れていることを示す。
また、前記濾過層は、バブルポイントを70kPa以上550kPa以下、好ましくは200〜500kPaとしている。
【0019】
本発明の3層のシートの積層体からなる多孔質複層フィルターの製造方法は、まず、前記保護層、濾過層、支持層とする2軸延伸された3枚の多孔質延伸PTFEシートを設け、これら3枚のシートを積層し、PTFEの融点以上で焼成して、保護層と濾過層の一面、濾過層の他面と支持層の界面をそれぞれ融着して一体化している。
前記のように、3枚のシートを積層してから焼成して界面を融着する代わりに、保護層または支持層の一方と濾過層を積層した後に焼成して界面を融着し、ついで、該濾過層の他の面に保護層または支持層の他方を積層して焼成して界面を融着してもよい。
【0020】
なお、一体化した積層体に親水性材料を含浸させ、その後、架橋液で処理して前記親水性材料を不溶化して、積層体の表面に親水処理をほどこしてもよい。
前記親水処理で用いる親水性材料としては、ポリビニルアルコール(PVA)、エチレンビニルアルコール共重合体(EVOH)、アクリレート系樹脂等を挙げることができる。この中でも、PVAの水溶液をPTFE多孔質体に含浸させる時に、PTFEの繊維表面に吸着しやすく、繊維に均一に塗布され易いため好適に用いられる。
【0021】
前記濾過層、保護層、支持層の各多孔質延伸PTFEシートは以下の方法で製造している。なお、保護層と支持層とは同一の多孔質延伸PTFEシートから形成すると製造コストの低減を図ることができる。
高分子量PTFE未焼結粉末と液状潤滑剤との混練物をペースト押出によってシートを設ける工程と、
前記シートを縦横方向に2軸延伸して多孔質のフィルムとする工程と、
前記各延伸された多孔質のフィルムを焼結する工程とからなる。
【0022】
前記濾過層と前記支持層および保護層は、その縦横の延伸倍率を同等としている。縦方向の延伸倍率は3倍〜15倍、好ましくは3〜6倍、横方向の延伸倍率は10倍〜50倍、好ましくは15〜25倍である。前記延伸倍率を前記倍率未満とすると開孔率が低くなり、樹脂の塊が残り、空孔の形状も丸くならず、十分な透過性が得られないことに因る。一方、前記倍率を超えると繊維が引き裂かれて、大きな孔が生じるおそれがあることに因る。
【0023】
前記のように、高分子量のPTFE未焼結粉末を用いると共に、縦横二軸方向の延伸倍率を高めることにより、濾過層は微細孔を有しながらも、高い透過性を有する多孔質フィルターを得ることができる。
これは、高分子量のPTFE未焼結粉末を用いると、縦横二軸方向に従来よりも高い倍率の延伸を施しても、1つの空孔が過度に広がったり、フィルムが引き裂かれることを防止しながら、高度に繊維化を進行させ、PTFEの塊である結節も実質的になくなり、細い繊維を骨格とする微小な空孔が緻密に備えられた多孔質フィルターを作製することができることに因る。
【0024】
前記濾過層を形成する高分子量のPTFE未焼結粉末としては、具体的には、数平均分子量が100万〜1500万のものを用いることが好ましい。より好ましくは400万以上、さらに好ましくは1200万以上である。これは現在市販されているPTFE未焼結粉末のうち、分子量のグレードが特に高いものである。
前記した数平均分子量は成形品の比重により求めたものであるが、PTFEの分子量は測定方法によりバラツキが大きく正確な測定が困難であるため、測定方法によっては前記した範囲とはならない場合もある。
前記支持層および保護層については、幅広い範囲のもので製造することができる。
【0025】
また、濾過層では、延伸倍率は面積比で12倍〜150倍とするのが好ましい。延伸倍率が面積比で12未満であると高度に繊維化を進行させることができない。一方、150倍を超えるとフィルムが薄くなり過ぎて強度が低下する。
【0026】
支持層と保護層も、延伸倍率は面積比で12〜150倍とするのが好ましい。
延伸倍率が面積比で12倍未満であると高度に繊維化を進行させることができない。一方、150倍を超えると、残留応力が強くなり過ぎ、支持膜の役割が低下する。
【発明の効果】
【0027】
以上の説明から明らかなように、本発明の多孔質複層フィルターでは、濾過層の一面の処理液流入側に保護層を積層し、該濾過層の他面に支持層を積層し、濾過層を保護層と支持層とで挟持した3層の積層体としていることで、製造時、加工時および使用時に濾過層を保護し、濾過層の損傷による濾過性能の低下を防止できる。
かつ、保護層と支持層の空孔を濾過層の空孔より大としているため、処理液の透過性を損なわない。かつ、濾過層の両面に保護層と支持層とを融着して濾過層の強度を高めているため、濾過層の厚さを薄くして透過流量を高めることができる。
このように、本発明のフィルターは超微粒子を捕捉できるフィルターとしながら、安定した透過性も確保でき高流量で透過することができる。
そのため、特に、超微粒子の捕捉率を高めることと処理速度が要求される半導体、液晶分野および食品・医療分野の製造工程で使用する気体用、液体用の精密濾過フィルターとして好適に用いることができる。
【図面の簡単な説明】
【0028】
【図1】本発明の多孔質複層フィルターを示し、(A)は概略側面図、(B)は概略拡大断面図である。
【図2】比較例の概略側面図である。
【図3】実施例と比較例のIPA流量とBPとの関係を示すグラフである。
【発明を実施するための形態】
【0029】
以下、本発明の実施形態を図面を参照して説明する。
図1の拡大断面模式図に示すように、本発明の多孔質複層フィルター1は、濾過層2と、該濾過層2の一面の処理液流入側に積層する保護層3と、濾過層2の他面に積層する支持層4との3層の積層体からなる。前記濾過層2、保護層3、支持層4はいずれも縦横方向に2軸延伸した多孔質延伸PTFEシートからなる。
前記保護層3と濾過層2の一面2aの界面およびの濾過層2の他面2bと支持層4の界面はそれぞれ融着して一体化している。
【0030】
前記濾過層2、保護層3、支持層4の厚さはいずれも2〜50μmの範囲とし、本実施形態で前記3層は同等厚さの約10μmとしている。
濾過層2、保護層3、支持層4はいずれも、結節部により柔軟な繊維が三次元網目状に連結されてなる繊維状骨格を備え、該繊維状骨格で略スリット形状の空孔Pを囲み、積層状態で前記3層の空孔Pは三次元で連通されている。
【0031】
前記濾過層2は平均空孔径を0.03〜0.20μmとし、捕捉目的の固体粒子に応じて平均空孔径および気孔率を前記範囲内で調整してバブルポイントを設定している。
本実施形態では、0.05μm未満の超微粒子の捕捉用とし、濾過層2は平均空孔径を0.03μmとしている。バブルポイントを200〜500kPaとし、IPA流量を70〜300sec/100mlとしている。
【0032】
前記保護層3と支持層4は同一の多孔質延伸PTFEシートで形成している。
これら保護層3および支持層4の平均空孔径は濾過層2の平均空孔径の5〜1000倍としている。本実施形態では、保護層3および支持層4の平均空孔径は、濾過層2の平均孔径0.03μmの15倍に相当する約0.45μmとしている。
また、保護層3および支持層4は気孔率を60〜90%とし、IPAバブルポイントを2〜110kPaとしている。
【0033】
保護層3、濾過層2、支持層4をそれぞれ形成する多孔質延伸PTFEシートは、その縦方向と横方向の引張強度が設定値以下で、できるだけ同等となり、等方的な強度を有するように、縦横方向に2軸延伸したシートとしている。
これにより、前記保護層3、濾過層2、支持層4の3層を積層一体化した多孔質複層フィルター1を縦方向と横方向の引張強度の差を1500mN以下で、できるだけ差異を少なくし、等方的な強度を有するものとしている。該3層の積層体とした多孔質複層フィルター1は縦方向および横方向の引張強度とも4000mN〜13000mNの範囲としている。
この縦方向および横方向の引張強度は、積層一体化したシートを、シート幅5mmで打ち抜き、チャック間隔を30mmとし、引張速度100mm/minで引張試験を行って測定した。
【0034】
また、前記保護層3、濾過層2、支持層4の3層を積層一体化した多孔質複層フィルター1の耐圧強度は200kPa〜2000kPaとしている。
【0035】
前記各物性値は下記の方法で測定している。
(1)気孔率:ASTM−D−792に準拠し、水中で求めた比重(見掛け比重)と四弗化エチレン樹脂の比重より求めた値であり、この値が大きいほど透過性に優れている。
(2)平均孔径:PMI社製パームポロメーター(型番 CFP−1200A)により測定している。
(3)バブルポイント:ASTM−F−316−80に準拠した方法により、イソプロピルアルコールを用いて測定した。
(4)縦方向および横方向の引張強度:積層一体化したシートを、シート幅5mmで打ち抜き、チャック間隔を30mmとし、引張速度100mm/minで引張して測定した。(5)耐圧強度:PTFE多孔質シートよりはるかに強度の低いゴムで孔を塞ぎ、φ3mmの範囲に空気圧を加えていき、膜が破れる等して通気した時の圧力を測定した。
【0036】
以下、前記多孔質複層フィルター1の製造方法について説明する。
第一の工程で、濾過層2、保護層3、支持層4を構成する多孔質延伸PTFEシートをそれぞれ別体で製造する。
なお、保護層3と支持層4とは同一シートを用いるため、濾過層2となるシートと、保護層3および支持層4とからなるシートの2種類の多孔質延伸PTFEシートを製造する。
【0037】
第一の工程では、公知のPTFE未焼結粉末のペースト押出法により成形体を製造する。
ペースト押出法では、通常、PTFE未焼結粉末100質量部に対して液状潤滑剤を10〜40質量部、好ましくは16〜25質量部の割合で混合して、押し出し成形する。
【0038】
PTFE未焼結粉末として、数平均分子量400万〜1500万の高分子量のものを用る。
液状潤滑剤としては、従来からペースト押出法で用いられている各種潤滑剤を使用することができる。例えば、ソルベント・ナフサ、ホワイトオイルなどの石油系溶剤、ウンデカン等の炭化水素油、トルオール、キシロールなどの芳香族炭化水素類、アルコール類、ケトン類、エステル類、シリコーンオイル、フルオロクロロカーボンオイル、これらの溶剤にポリイソブチレン、ポリイソプレンなどのポリマーを溶かした溶液、これらの2つ以上の混合物、表面活性剤を含む水または水溶液などが挙げられる。混合物よりも単一成分の方が均一混合することができるため、好ましい。
【0039】
次いで、得られた混合物を圧縮成形機により圧縮成形し、ブロック状の成形体とし(予備成形)、該ブロック状の成形体を、室温から50℃の温度で、速度20mm/minで、シート状に押出成形する。
さらに、得られたシート状成形体をカレンダーロールなどにより圧延し、厚さ300μmのシート状成形体とする。
【0040】
次に、成形体から液状潤滑剤を除去する。液状潤滑剤は焼結する前に除去すればよく、延伸後に除去してもよいが、延伸前に除去することが好ましい。
液状潤滑剤の除去は、加熱、抽出または溶解などにより行っており、加熱により行うことが好ましい。加熱する場合はロール温度130〜220℃の加熱ロールに通している。また、シリコーンオイルやフルオロカーボンなどの比較的沸点が高い液状潤滑剤を使用する場合には、抽出により除去するのが好ましい。
【0041】
なお、液状潤滑剤の他に目的に応じて、他の物質を含ませることもできる。
例えば、着色のための顔料、耐磨耗性の改良、低温流れの防止や気孔の生成を容易にする等のためにカーボンブラック、グラファイト、シリカ粉、ガラス粉、ガラス繊維、けい酸塩類や炭酸塩類などの無機充填剤、金属粉、金属酸化物粉、金属硫化物粉などを添加することができる。また、多孔質構造の生成を助けるために、加熱、抽出、溶解等により除去または分解される物質、例えば塩化アンモニウム、塩化ナトリウム、他のプラスチック、ゴム等を粉末または溶液の状態で配合することもできる。
【0042】
次工程で、得られたペースト押出による成形体を縦横方向に二軸延伸する。
該延伸時に、濾過層2とするシート状成形体と保護層3および支持層4とするシート状成形体とは形成する空孔の平均径を相違させるために、延伸倍率を相違させている。
本実施形態においては、濾過層2、保護層3および支持層4とするいずれのシート状成形体も、縦延伸を先に2回行い、その後、横延伸を行っている。
【0043】
延伸は、融点以下のできるだけ高温で行うのが好ましい。好ましくは室温(もしくは20℃)〜300℃、さらに好ましくは250℃〜280℃である。
低い温度で延伸を行うと、比較的孔径が大きく、気孔率が高い多孔質膜を生じ易く、高い温度で延伸を行うと、孔径の小さい緻密な多孔質膜を生じ易い。
これらの条件を組合わせることにより、孔径や気孔率をコントロールすることができるが、濾過層では孔径の小さい緻密な多孔質膜とするため、比較的高い延伸温度とすることが好ましい。
延伸は、20〜70℃の低温で1段目の縦延伸した後、さらに前記のような高温条件下で2段目の縦延伸を行うことが好ましい。
横延伸は70〜200℃の高温雰囲気下で行うことが好ましい。
さらに、延伸後のシートの収縮を防止するために熱固定を行うことが好ましい。
本発明では、特に延伸倍率を高めているので多孔質構造を消失させないため、熱固定は重要である。前記横方向の延伸を行った直後に行なうことが好ましく、2段以上の延伸を行う場合には各段の延伸後に行うことが好ましい。
熱固定は、通常、延伸フィルムの両端を固定するなど緊張下に保って、雰囲気温度200〜500℃で0.1〜20分間保持して行う。
【0044】
濾過層2において、形成する空孔の平均空孔径に応じて延伸倍率を下記表1のように設定している。
「表1」
平均空孔径(μm) 縦1回目(倍) 縦2回目(倍) 横(倍)
0.03 2 2 15.4
0.05 2 3 21.5
0.10 2 3 21.5
0.20 3.5 21.5
【0045】
なお、濾過層の縦横方向の延伸倍率および延伸面積倍率の最大と最小は下記の表2に示すようにしている。
「表2」
(トータル延伸率)
縦(倍) 横(倍) 面積(倍)
最大 6 21.5 129
最小 3.5 15.4 53.9
【0046】
保護層3および支持層4に形成する空孔の平均空孔径は濾過層2の空孔の平均空孔径の5〜1000倍としているが、保護層3と支持層4の形成材料の樹脂グレードおよび配合助剤部数を予め調節していることで、前記表2の縦横の2軸方向の延伸倍率と同じにしながら空孔径を大きくしている。
【0047】
前記のように、2軸延伸した濾過層2とする延伸シートを間に挟んで保護層3および支持層4とする延伸シートを積層して一体化する。
一体化は、PTFEの転移点である327℃以上の焼結温度とし、数分から数十分程度、場合によってはそれ以上の時間加熱することによって行う。通常は、360〜400℃で0.5〜3分間加熱する。
これにより、保護層3と濾過層2の一面2a、濾過層2の他面2bと支持層4の界面を熱融着して一体化し、多孔質複層フィルター1を製造する。
【0048】
本実施形態では、前記工程で得られた多孔質複層フィルター1を親水処理していない。これは、濾過層2の処理液流入側面に保護層3を積層し、該保護層3の平均空孔径を大きくして、保護層3の空孔に処理液が比較的流入しやすいためである。
【0049】
なお、前記積層一体化した多孔質延伸PTFEシートをPVAで親水処理してもよい。該親水処理は、前記積層一体化した多孔質延伸PTFEシートをイソプロピルアルコール(IPA)に0.25〜2分間浸漬した後、それぞれ、濃度を0.5重量%〜0.8重量%としたPVA水溶液に5〜10分間浸漬する。その後、純水に2〜5分間浸漬した後に架橋を行う。架橋は、グルタルアルデヒド架橋(GA)、テレフタルアルデヒド架橋(TPA)あるいは6Mradの電子線を照射する電子線架橋のいずれかの方法で行う。
前記架橋後に、積層一体化した多孔質延伸PTFEシートを純水で水洗した後、常温〜80℃で乾燥させ、積層一体化された親水性PTFE多孔質膜とする。
【0050】
前記した方法で製造する多孔質複層フィルター1は、図1に示すように、それぞれ多孔質延伸PTFEシートからなる支持層4、濾過層2、保護層3を積層一体化した構造であり、これら積層した3層の空孔は三次元的に連通されている。
該多孔質複層フィルター1は、保護層3の外表面から濾過層2、支持層4に向けて処理液を供給し、固液分離処理を行うものである。
【0051】
多孔質複層フィルター1は、濾過層2の両面に保護層3と支持層4を積層して、濾過層2を挟んでいるため、外部干渉材から濾過層2の保護を図ることができる。その結果、精密な空孔を設けた濾過層2に損傷が生じることを防止でき、精密濾過性能を維持することができる。
特に、濾過層2を保護および支持する保護層3と支持層4とを2軸延伸して形成し、縦横いずれの方向にも同等な引張強度を付与し、1軸延伸材と比較して強度を高めているため、多孔質複層フィルター1の全体としても強度も高まり、耐久性を得ることができる。
さらに、濾過層2の両面に配置する保護層3と支持層4とを同一の多孔質シートを用いるため、コストアップの抑制を図ることができる。
さらにまた、濾過層2の処理液流入側に積層する保護層3の空孔を濾過層の空孔より大きくしているため、処理速度を低下させずに精密濾過を行うことができる。
【0052】
「実施例」
本発明の3層積層体とし、かつ、3層とも2軸延伸したシートからなる実施例を作成した。
比較例のフィルター材10は、図2に示すように、濾過層20に支持層40のみを積層した2層積層とし、かつ、支持層40は縦方向の1軸延伸した比較例を作成し、その縦横方向の引張強度を測定した。
また、実施例1の3層膜と比較例1の2層膜との処理液速度(IPA流量)を測定した。該IPA流量測定は98kPaの減圧質、IPA(イソプロピルアルコール)を100ml濾過するのに要する時間を測定した(膜有効面積:9.6cm2)
【0053】
(実施例1)
PTFEファインパウダー(デュポン社製 PTFE 601A)100質量部に対し、液状潤滑剤(出光石油社製 スーパーゾルFP−25、(成分:ナフサ))18質量部の割合で配合・混合し、成形機に入れて圧縮成形し、ブロック状成形物を得た。
次に、該ブロック状成形物を連続的にシート状に押出したのち、圧延ローラに通し、さらに液状潤滑剤を除去するために加熱ロール(130〜220℃)に通してロールに巻き取り、濾過層とするシート用として300μmのシートを得た。また、支持層および保護層とするシート用として、250μmのシートを得た。
【0054】
次に、濾過層とするシートは、ロール温度250℃〜280℃で縦方向(流れ方向)に2倍延伸したのち、同温度条件でさらに2倍延伸した。すなわち、縦延伸は2段で4倍の延伸倍率とした。
縦延伸後のフィルムの幅方向の両端をチャックで掴み、流れ方向とは垂直な方向に50℃の雰囲気下で15.4倍延伸の横延伸を行った。その後、そのまま285℃で0.25〜1分間保持して熱固定を行った。
この延伸されたシートを360℃の加熱炉を通過させて1.5分間焼結し、実施例1の濾過層シートを得た。厚さは10μmとした。該実施例1の濾過層シートのバブルポイントが350kPaで、捕捉ターゲットの粒子は0.03μmとした。
【0055】
一方、支持層4および保護層3とするシートは温度条件は180〜200℃とし、縦延伸倍率を3.5倍、横延伸倍率を21.5倍として形成した。該支持層4および保護層3の空孔径は濾過層2の6倍とし、厚さは10μmとした。
【0056】
前記濾過層2と支持層4および保護層3の多孔質延伸PTFEシートを重ね、370℃で100秒加熱し、各層の境界を熱融着して一体化した。
【0057】
(実施例2)
濾過層2の空孔の平均空孔径を0.05μmとなるように、濾過層とするシートの縦横延伸倍率を前記表1に示すように、1回目の縦倍率を2、2回目の縦倍率を3、横倍率を21.5とした。他は実施例1と同一とした。
(実施例3)
濾過層2の空孔の平均空孔径を0.10μmとなるように、濾過層とするシートの縦横延伸倍率を前記表1に示すように、1回目の縦倍率を2、2回目の縦倍率を3、横倍率を21.5とした。他は実施例1と同一とした。
(実施例4)
濾過層2の空孔の平均空孔径を0.20μmとなるように、濾過層とするシートの縦横延伸倍率を前記表1に示すように、縦倍率を3.5、横倍率を21.5とした。他は実施例1と同一とした。
【0058】
(比較例1)
比較例1のフィルター材10は、前記のように、濾過層20に支持層40を積層した2層構造とし、濾過層20は実施例1の濾過層2と同様に形成し、平均空孔径が0.03μmの空孔を設け、厚さは10μmとした。
一方、支持層40とするシートは温度条件は180〜200℃とし、縦延伸倍率を18.5倍とし、厚さは30μmとした。
前記濾過層20と支持層40の多孔質延伸PTFEシートを重ね、370℃で100秒加熱し、濾過層20と支持層40の境界を熱融着して一体化した。
(比較例2)
濾過層の平均空孔径を0.05μmとした。他は比較例1と同様とした。
(比較例3)
濾過層の平均空孔径を0.10μmとした。他は比較例1と同様とした。
(比較例4)
濾過層の平均空孔径を0.20μmとした。他は比較例1と同様とした。
【0059】
前記実施例1〜4の3層積層体からなるフィルター、比較例1〜4の2層積層体からなるフィルターの縦方向および横方向の引張強度を測定した。該引張強度の測定は前記したように、積層一体化したシートを、シート幅5mmで打ち抜き、チャック間隔を30mmとし、引張速度100mm/minで引張して測定した。
測定結果を下記の表3に示す。
【0060】
【表3】
【0061】
表3に示すように、実施例2、4では縦強度と横強度は略同等であり、縦強度と横強度の差がある実施例1でも差異は1500mN程度であった。これに対して、比較例1〜4はいずれも縦横方向の引張強度に大きな差があり、比較例2は10000mN程度の差異があった。このように、実施例では引張強度が等方的であるため変形が発生しにくいが、比較例では変形が発生しやすいことが確認できた。
【0062】
図3に実施例1と比較例1のIPA流量とバブルポイント(BP)との相関関係を示す。実施例1と比較例1とはバブルポイントとIPA流量のバランスがほぼ同等であった。これより、本発明の実施例1の3層膜としても、比較例1の2層膜と同様の流量が確保でき、流量を低下させずに層を増加させて強度および耐久性を高めることができることが確認できた。
【符号の説明】
【0063】
1 多孔質複層フィルター
2 濾過層
3 保護層
4 支持層
【特許請求の範囲】
【請求項1】
縦横方向に2軸延伸された多孔質延伸PTFEシートからなる3枚のシートの積層体であり、
中間層の濾過層、該濾過層の一面の処理液流入側に積層される保護層、該濾過層の他面に積層される支持層からなり、
前記濾過層の両面と前記保護層および支持層の境界が融着されていると共に、該保護層および支持層の空孔と濾過層の空孔が互いに三次元的に連通し、前記濾過層の空孔の平均孔径は上記保護層および支持層の空孔の平均孔径より小さくされている多孔質複層フィルター。
【請求項2】
前記3枚のシートの積層体の縦方向と横方向の引張強度の差異が0〜1500mN以下であると共に、縦方向引張強度および横方向引張強度の強度範囲は2000mN〜20000mNの範囲であり、該積層体の耐圧強度は200kPa〜2000kPaである請求項1に記載の多孔質複層フィルター。
【請求項3】
前記積層体とされる3枚の各シートの厚さは、それぞれ2〜50μmの範囲とされ、 かつ、前記3枚のシートの厚さは同等、または前記保護層と支持層の厚さは同等とされると共に該保護層と支持層の厚さは前記濾過層の厚さ以上とされる請求項1または請求項2に記載の多孔質複層フィルター。
【請求項4】
前記濾過層の平均空孔径は0.01〜0.45μm、前記両側の保護層と支持層の平均空孔径は濾過層の平均空孔径の5〜1000倍、
前記濾過層の気孔率は40〜90%、前記保護層と支持層の気孔率は前記濾過層の気孔率の1〜2.5倍である請求項1乃至請求項3のいずれか1項に記載の多孔質複層フィルター。
【請求項1】
縦横方向に2軸延伸された多孔質延伸PTFEシートからなる3枚のシートの積層体であり、
中間層の濾過層、該濾過層の一面の処理液流入側に積層される保護層、該濾過層の他面に積層される支持層からなり、
前記濾過層の両面と前記保護層および支持層の境界が融着されていると共に、該保護層および支持層の空孔と濾過層の空孔が互いに三次元的に連通し、前記濾過層の空孔の平均孔径は上記保護層および支持層の空孔の平均孔径より小さくされている多孔質複層フィルター。
【請求項2】
前記3枚のシートの積層体の縦方向と横方向の引張強度の差異が0〜1500mN以下であると共に、縦方向引張強度および横方向引張強度の強度範囲は2000mN〜20000mNの範囲であり、該積層体の耐圧強度は200kPa〜2000kPaである請求項1に記載の多孔質複層フィルター。
【請求項3】
前記積層体とされる3枚の各シートの厚さは、それぞれ2〜50μmの範囲とされ、 かつ、前記3枚のシートの厚さは同等、または前記保護層と支持層の厚さは同等とされると共に該保護層と支持層の厚さは前記濾過層の厚さ以上とされる請求項1または請求項2に記載の多孔質複層フィルター。
【請求項4】
前記濾過層の平均空孔径は0.01〜0.45μm、前記両側の保護層と支持層の平均空孔径は濾過層の平均空孔径の5〜1000倍、
前記濾過層の気孔率は40〜90%、前記保護層と支持層の気孔率は前記濾過層の気孔率の1〜2.5倍である請求項1乃至請求項3のいずれか1項に記載の多孔質複層フィルター。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−176361(P2012−176361A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2011−40642(P2011−40642)
【出願日】平成23年2月25日(2011.2.25)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成23年2月25日(2011.2.25)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
[ Back to top ]