
多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構
【課題】 ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、巻取り工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供する。
【解決手段】 ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。ダイ前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームを移動、固定できるようアウターディッケルフレーム断面を略ダイ断面形状とし、ダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設ける。
【解決手段】 ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。ダイ前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームを移動、固定できるようアウターディッケルフレーム断面を略ダイ断面形状とし、ダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多層または単層ダイ幅を変更、調節するアウターディッケルを備えたTダイに関し、詳しくはダイリップにアウターディッケルを押圧固定し、前記ディッケルをヒータ及び熱電対にて温度調節し、ディッケル先端への樹脂付着を確実に防止し得る様に改良されたフィルム成形用の押出ダイに関するものである。
【背景技術】
【0002】
プラスチックは、軽量、透明、フレキシブル、ヒートシール性、耐熱性、耐寒性、耐油性、耐水性などの特性を生かし食品包装をはじめとする各種包装材料、絶縁材料・コンデンサ誘電体などの電気電子材料、気体分離・ガスバリアー、装飾・印刷材料、ディスプレイなどの保護膜、金属などとの複合膜、やハイテク分野等に幅広く使用され、求められる機能が高度化するに伴い、フィルムは複数の層を重ねた形状に加工される場合が多くなっている。
例えば、近年用いられている包装用フィルムおよび包装用成形体は複数の層を積層させた複合体となっているものが多く、ポリエチレン系樹脂からなる層は柔軟性・他の層との接着性・耐水性(耐水蒸気バリア性)などに優れており、またポリプロピレン系樹脂からなる層は耐熱性・良好なヒートシール特性・耐油性・透明性などに優れていることからこれらの樹脂からなる層はさまざまな用途に用いられている。
【0003】
多層フィルムの作り方として、複数の押出機を使用し積層しながら押出す共押出法、フィルムを貼り合わせるラミネート法、熱で溶着するヒートシール法があり、ラミネート法の中にも既存のフィルムに押出機から樹脂を押出す押出ラミと、接着剤を使って貼り合わせる方法がある。現在、多層フィルムは単体フィルムからラミネート法で作られることが多いが、ハンドリング可能な厚みのフィルムを使う必要があり、必要以上の厚みの過剰包装になりがちである。共押出法の場合は、最適厚みに抑えることができ、工程も減って、最も経済的な方法である。
共押出法は、インフレーション法とTダイ法に大別され、前者は、比較的簡便な設備で共押出しが可能であるが樹脂の種類が限定され、層間接着性に劣る組み合わせには使用できないことから後者のTダイ法が主流となっている。
Tダイ法は、異なる樹脂を合わせる位置によりシングルマニホールド法とマルチマニホールド法の2種類に分類される。シングルマニホールド法は、ダイの直前にフィードブロックを設置し、そこにアダプターを介して複数の押出機を接続し、フィードブロック内で樹脂接触させてからダイを通してフィルムを成型する。層の数はアダプターを交換することで設定でき、比較的簡単に多層のフィルムを得ることができる。フィードブロックの特徴は、2種3層や3種3層、単層など切り替え弁を入れ替えすることで、いろいろなフィルムやシートを生産できる。
一方、マルチマニホールド法は、内部に複数のマニホールドを持つTダイを使用し、複数の押出機から供給された樹脂をリップ部の直前で接触させ積層する。各層を各マニホールド内で広げて、Tダイ中でのリップ出口付近で合流させるので合流後の成形時間が短いため厚みバラつきが少なくなる。
【0004】
単層フィルムや共押出による多層フィルムは、用途により要求されるフィルム幅が異なり、それらの要求に合わせて作らなければならない。また、押出成形によるフィルムは、ネックインし、エッジビードと呼ばれるフィルムの端部が中央部に比べて厚みが厚くなってしまう現象が生じるため、それを考慮して要求されるフィルム幅としている。Tダイ法では、リップ幅が異なるTダイを多数準備して、フィルム幅に合わせてそれを取り替える作業は、効率性や経済的でないため、フィルム幅は、Tダイのリップから押出される幅を調整して行われる。このリップ幅の調整は、ディッケルを用いて行われている。このディッケルを用いることでトリミング量を減らすことができる。
ディッケルには、Tダイのマニホールドの両端に丸棒などを入れて溶融樹脂の流路を狭めてリップから押出されるフィルム幅を調整するインナーディッケルとリップ出口の両端に邪魔板を設けて溶融樹脂の流れを規制してフィルム幅を調整するアウターディッケルがある。
【0005】
フィルムの製造において、アウターディッケルを用いたダイのリップ幅を調整する方法としては、例えば、以下に示す方法がある。
【0006】
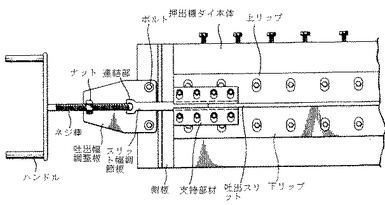
(1)図6は、Tダイをフィルムが押出されて出てくる方向から見た図であり、上リップと下リップに支持部材を固定し、ネジ棒に連結部を介して取り付けたスリット幅調節板を、ハンドルを回すことにより摺動させ吐出スリットを閉塞させて溶融樹脂の流出幅を調整するものである。これをTダイのスリット両端に設けている(特許文献1参照)。
【0007】
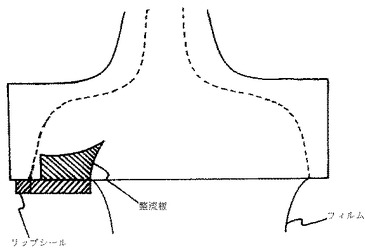
(2)図7は、リップ幅を調整するアウターディッケルのリップシール、更に端部厚化防止の為の整流板を設けリップランド内に挿入する方法である(例えば、特許文献2参照)。リップシールは、シリコン、ポリ四フッ化エチレン樹脂などの高温に耐え、シール性に優れたものを溶融樹脂の漏れがないように取り付け、ステンレス製の整流板を5mm以上挿入することなどが開示されている。
【0008】
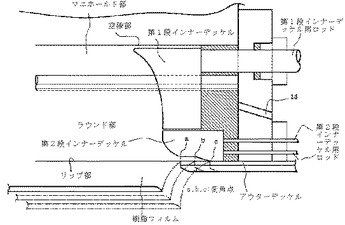
(3)図8は、溶融樹脂が流れるマニホールド部、ラウンド部、リップ部を有し、インナーディッケルとアウターディッケルの両方を用いてフィルム幅を規制するTダイである(例えば、特許文献3参照)。インナーディッケルがマニホールド部からリップ部出口まで位置し、リップ部出口に位置するインナーディッケル下端が1以上の変角点(図8では、a,b,cの3つ)を有し、その変角点とリップ部出口に接するアウターディッケル先端上部でフィルム幅の微調整を行う。
【0009】
いずれの方式においても、ダイ内部及び外部にて樹脂の流れを規制する方法でリップ幅の調整を行っている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭51−145566号公報
【特許文献2】特開昭52−147662号公報
【特許文献3】特開平08−52783号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上記の従来のアウターディッケルは、リップの下面に支持部材を固定するスペースが必要であるが、リップ下面にスペースを設けた場合、ダイ下面が広くなり、溶融樹脂フィルムを冷却ロールに導く距離が長くなりネックインが大きくなったり、急冷できず結晶性の大きなフィルムになったりする。
また、上記の従来のアウターディッケルは、リップ下面の溶融樹脂の流出を規制し、ダイのリップ下面付近から熱を受けるためリップ面より温度が低く溶融樹脂と温度差が生じてしまう。
また、アウターディッケルは、ダイから熱をもらうため、ダイの温度調整をしても相対的にアウターディッケルを設けた部分の温度が、設けていない部分より低い温度となる傾向があり、アウターディッケルを設けたダイ両端部の溶融樹脂の流動性が、設けていない部分よりさらに低下してしまう傾向にあった。
上記のように溶融して出てきた樹脂と接触する、アウターディッケル本体は温度差があり、アウターディッケル端部で接触した溶融樹脂が冷却され、ディッケル先端に樹脂が付着し、時間の経過と共に冷却し固くなった樹脂がフィルム端部に付着して、冷却ロール等に流れ込み、ロールで圧延しようにも固化状態で十分に圧延できずフィルム端部からフィルムが切れてしまい工程内トラブルを発生してしまう。特に高速生産時には大きな障害となってしまう。
【0012】
本発明は、上記問題点を解決するためになされたものであって、ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供するものである。
【課題を解決するための手段】
【0013】
本発明は、ディッケルの構造を種々検討の結果なされたものであり、ディッケル先端への樹脂付着防止を図るためアウターディッケルに温度調節機能を持たせることにより解決を図り、また、ダイ幅方向の前後面の長手方向にスライド溝を設け、この一方のスライド溝からリップ先端を経由し他方のスライド溝に達する略ダイ断面形状のアウターディッケルフレームを設け、スライド溝にアウターディッケルフレーム端部を嵌合させることで、アウターディッケルフレームをスライド可能とし、アウターディッケルフレームの下面内側にリップ面を閉塞させ温度調節機能を有するディッケルバーを設ける。
本発明に係るアウターディッケルは、ダイより支持されるリップ面と平行して移動するフレームと、前記ダイのリップ面に密着してシールするディッケル及びシールパッキン更にディッケルを温調するヒータと温度測定装置(熱電対)を有し、前記ディッケルを温度調整する指示計を外部に設置する事で、ディッケル先端温度を一定温度に調節する事を特徴とする。
【0014】
すなわち、本発明によれば、ディッケル本体を温度調節する事により、押出された樹脂が、前記ディッケル先端に付着しても、固体化せず付着しにくい為、工程内トラブル発生を抑えることは明らかである。
本発明は、[1]ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイに関する。
また、本発明は、[2]前記ダイはアウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する上記[1]記載のダイに関する。
また、本発明は、[3]前記ダイはアウターディッケルとリップ下面のシール材として金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を使用する上記[1]又は[2]記載のダイに関する。
【0015】
さらに、本発明は、[4]マニホールド、リップを有するダイであって、ダイ幅方向の前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームが移動され、固定できるようアウターディッケルフレームの断面が略ダイ断面形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受入部とし、ディッケルバー受入部に温度調節機能を有するディッケルバーを設けたダイへのアウターディッケルフレーム取付け機構に関する。
また、本発明は、[5]アウターディッケルフレームの断面が、V字形状である上記[4]に記載のダイへのアウターディッケルフレーム取付け機構に関する。
また、本発明は、[6]温度調節機能が、アウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する上記[4]または[5]に記載のダイへのアウターディッケルフレーム取付け機構に関する。
また、本発明は、[7]ディッケルバーとダイのリップ間に、金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を設けた上記[4]から[6]のいずれかに記載のダイへのアウターディッケルフレーム取付け機構に関する。
【発明の効果】
【0016】
本発明によれば、ディッケル本体を温度調節する事により、押出された樹脂が、ディッケル先端に付着しても、ディッケルが加熱されており固体化せず付着しにくい為、固体化された樹脂がフィルム端部に付着することがなくなり工程内トラブル発生を抑えることができる。ディッケルが加熱されているため溶融樹脂の付着が少なく、ディッケル本体をリップ温度より高めた場合、溶融樹脂の流動性が増し温度が高いのでネックインが少なく、さらに、ディッケル端部に溶融樹脂が付着しても、ディッケルの温度が高いため溶融状態を保ち、これが例えフィルム端部に付着した場合でも、樹脂温度の高さから容易にロール等で圧延できフィルム端部の厚みが厚くなることに起因するトラブルを解消できる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るダイの実施形態の概略を示す平面図である。
【図2】本発明に係るダイの実施形態の横断面図である。
【図3】本発明によるアウターディッケルのダイへの取付けを説明する拡大横断面図である。
【図4】本発明に係るアウターディッケルの要部の分解斜視図である。
【図5】本発明に係るシール材の組み合わせ側面図である。
【図6】従来のダイリップ幅変更装置の概略平面図である。
【図7】従来のダイリップ幅変更装置の正面断面図である。
【図8】従来のダイリップ幅変更装置の正面断面図である。
【発明を実施するための形態】
【0018】
本発明に係る多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構について、添付図面を参照しながら以下詳細に説明する。
【0019】
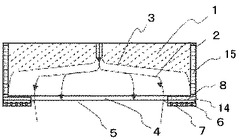
図1〜5は本発明による多層または単層ダイ用アウターディッケルの一実施例を示す。図1は、本発明で用いるTダイの樹脂の流路に沿った概略平面図である。Tダイ1は、側板15をダイ幅方向の左右に有し、溶融樹脂は、図の上からマニホールド3により押し広げられ、リップを通りリップ面5の開口部4からフィルム状に押出される。この際、フィルムの幅を変更し又は調節するためアウターディッケル6をダイ両端に設けることで、樹脂流を閉塞させ、溶融樹脂が流路2のように押出される。アウターディッケル6をダイ中心方向に移動することで樹脂流の閉塞部分が広がり、フィルム幅を狭くし、逆に、その反対方向に移動させることでフィルム幅を広くすることができる。
【0020】
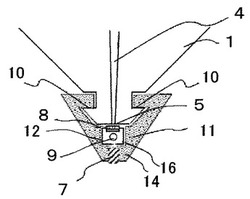
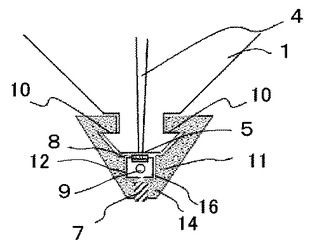
図2は、Tダイをダイの幅方向に対して横から(側板側から)見た横断面の概略図であり、アウターディッケルフレーム取付け機構を説明する図である。図3に、図2のアウターディッケルフレーム取付け機構の部分を拡大して示し、図4に、本発明に係るアウターディッケルの要部の分解斜視図を示した。
図3に示すように、マニホールド、リップを有するダイのダイ幅方向のダイ前後面にダイ先端のリップ面5に平行となるようスライド溝10を設け、このスライド溝10にアウターディッケルフレーム14が移動され、固定できるようアウターディッケルフレーム14の断面が略ダイ断面形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側にディッケルバー用溝を設けてディッケルバー受入部13とし、ディッケルバー受入部(溝)に温度調節機能を有するディッケルバー16を嵌め込む。
【0021】
ダイの側板側から見て、リップ先端のリップ面の面積が小さく、ダイ先端が断面V字型のダイでは、冷却ロールとの距離を短くすることができ、また、リップ面に溶融樹脂が付着することも防止できるのでダイは、V字型が好ましい。この場合、ディッケルバーのアウターディッケルフレームは、このV字型に沿うようにアウターディッケルフレームの断面が、V字形状であると好ましい。ダイの幅方向(フィルム幅方向)の前後面のダイ面にリップの開口部4の開口間隙を調整するための押し引きボルトがある場合、そのボルトにアウターディッケルフレーム当たらないよう、フレームに少し余裕を持つ凹溝とボルト調整用の穴を設け、スライド溝を移動させた際に押し引きボルトに接触せず、フレームに設けた穴を通して押し引きボルトを調整できるようにしても良い。アウターディッケルフレームを取り付ける前に、押し引きボルトでリップ間隙を予め調整しておくことで、ボルト調整用の穴が不要となることもある。また、ボルト調整用の穴は、横長の長円形や長方形とすることで押し引きボルトを調整でき、押し引きボルトがフレームに当たる場合、フレームをスライドさせて押し引きボルトを調整してから元の場所に戻す方法をとっても良い。アウターディッケルフレームは、ダイに設けた溝によりその質量や負荷が支えられており、剛性の高い金属で加工した場合、フレームの両端付近と中央付近の3点で支えるよう穴加工して、穴加工部分をボルト調整用の穴とすることができる。
【0022】
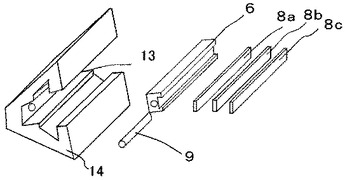
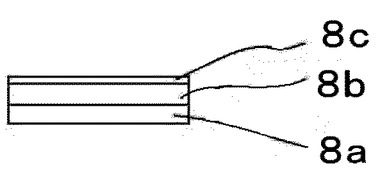
図4は、アウターディッケルの要部の分解斜視図でアウターディッケルフレーム14は、断面がV字形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合するようになっている。そして、内側には、押し引きボルトに当たらないよう内側に凹溝を設けている。押し引きボルト調整用の穴は、予め調整しておけばよいので設けていないが、設けることはできる。さらに、断面がV字形状でダイ断面形状の下部(閉塞部)内側をディッケルバー受入部13とし、そこにディッケルバー16を設置する。ディッケルバーには、パッキン8(8a、8b、8c)を置くための溝が設けられ、また、温度調節機能を付与させるためヒータ9用と熱電対用の穴が設けられ、その穴にヒータと熱電対を挿入しダイの温調(温度調節)とは別に単独で温度調節できるようにしている。パッキン8は、ディッケルバー側から、断熱パッキン8a、耐熱パッキン8b、金属材8cを積層し(図5参照)、金属材がダイのリップ面5に接触し、溶融樹脂の流出を抑えるようにしている。
【0023】
断熱パッキン8aは、厚み0.5〜2.5mmで、アルミナ、シリカなどのセラミックファイバーなどを用い、耐熱パッキン8bは、耐熱温度が180〜250℃の耐熱性で、厚み0.5〜2.5mmの膨張黒鉛、ポリ四フッ化エチレン樹脂、ポリイミド樹脂などを用い、金属材8cは、厚み0.1〜0.5mmの、鉄板、銅板、真鍮板、アルミ板、ステンレス板などの金属板を用いることが好ましい。リップ面に金属板を接触させ溶融樹脂の流出を抑え、ディッケルバーの加熱は、ディッケル端部の溶融樹脂フィルムが接する部分の冷却を抑制し溶融状態を保つため、リップ面温度より高い温度に設定しているので、この熱がリップ面に伝わり、リップ面温度を上昇させリップでの溶融樹脂の流動性を変化させないため主として断熱パッキンで熱の移動を抑え、断熱パッキンと耐熱パッキンで、金属板が均一にリップ面に当接するようにする。アウターディッケルフレーム14のダイ断面形状の下部(閉塞部)外側には、ボルト穴が内側に達するよう設けられボルト穴にはネジ溝を設け、ボルト7によりディッケルバー16を押し上げ、ダイの溝10に沿ってアウターディッケルを移動し、ダイリップ幅を変更または調整したディッケルを固定する。また、固定と同時にパッキン8をリップ面に強く押し付けて溶融樹脂の流出を抑制する。ボルトは、必要に応じて設ければよく、なくても良く、1本以上設けてもよい。
ダイに側板15がある場合は、側板にも、ダイ幅方向前後面と同様にスライド溝を設けることが好ましい。
【0024】
ディッケルバーに設けるヒータ9は、前記のようにディッケルバーに穴を開け丸棒状のヒータを挿入しても良く、板状のヒータを設けても良い。このヒータでの温度設定は、溶融樹脂フィルムがディッケル端部に接する部分の温度がリップ面から押出される溶融樹脂の温度と同等以上とすることが好ましく、10℃以上高いことが好ましい。温度調節によりリップ面の温度上昇に悪影響を及ぼさない点から50℃以下とすることが好ましい。
上記では、温度調節機能をディッケルバーに設けた例で、説明したが、アウターディッケルフレーム側面、端面などのアウターディッケル本体のいずれかに設けることができる。
アウターディッケルの幅は、フィルム厚み精度から、ダイ幅の1/4以下が好ましく、1/8以下がより好ましい。本発明のアウターディッケルは、インナーディッケルと組合わせて用いることができる。
【実施例】
【0025】
メルトフローレート(MFR)2g/10min(190℃)、密度0.922g/cm3のポリエチレン(住友化学株式会社製スミカセンF235P;F1)とメルトフローレート(MFR)19g/10min(230℃)、密度0.900g/cm3のポリプロピレン(株式会社プライムポリマ製プライムポリプロY−2000GP;G1)を用い、F1/G1/F1構成で、厚み比1/2/1の40μmの多層フィルムを実験用の3種3層共押出Tダイ成形機を用いて押出成形した。ダイ幅600mm、リップ開度0.9mm、片側リップ面幅2mm、成形温度200℃、引取り速度60m/min、吐出量71kg/hr、チルロール温度80℃、チルロール径500mmの条件で行った。Tダイの幅方向両端に幅50mm、深さ5mmのスライド溝を設け、図3、4に示す形状のアウターディッケル(幅25mm)を取り付け、V字両側面に板状のヒータを取り付けTダイと同様に200℃に設定した。そして、V字形状の下部(閉塞部)内側のディッケルバー受入部にディッケルバーを設け、ヒータと熱電対を設け、溶融樹脂フィルムが接するディッケル端面が210℃となるようにした。パッキンは、金属材として0.3mmのステンレス板、耐熱パッキンとして厚み0.5mmのポリ四フッ化エチレン樹脂シート、断熱パッキンとして厚み0.5mmのアルミナ・シリカ系セラミックファイバーを用いた。アウターディッケルにより、幅約550mmの3層フィルムが得られ、ディッケルと接する樹脂は溶融しており、付着し長く滞留することがなく溶融フィルムと共に押出され均一な厚みのフィルムが得られた。
【0026】
比較例として、アウターディッケルのディッケルバーの全てのヒータをオフにして前記と同様に押出したところ、溶融樹脂フィルムが接するディッケル端面の温度は165℃であったが、Tダイから離れたディッケル端部での樹脂は白化しており、これが時々、剥がれて溶融フィルムと共に流れ出し、それがきっかけで、フィルムが切れて製膜することができなかった。
【0027】
本発明のようにアウターディッケルに温度調節できる機能を設けることにより、ディッケル先端への樹脂付着防止を図ることができ、これにより、工程内トラブルを解消し、高速生産することができる。また、ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にできるアウターディッケルフレーム取付け機構を提供することができる。
【符号の説明】
【0028】
1 ダイ
2 流路
3 マニホールド
4 開口部
5 リップ面
6 アウターディッケル
7 ボルト
8a 断熱パッキン
8b 耐熱パッキン
8c 金属板
9 ヒータ
10 スライド溝
11 ホルダー
12 ディッケルバー用溝
13 ディッケルバー受入部
14 アウターディッケルフレーム
15 側板
16 ディッケルバー
【技術分野】
【0001】
本発明は、多層または単層ダイ幅を変更、調節するアウターディッケルを備えたTダイに関し、詳しくはダイリップにアウターディッケルを押圧固定し、前記ディッケルをヒータ及び熱電対にて温度調節し、ディッケル先端への樹脂付着を確実に防止し得る様に改良されたフィルム成形用の押出ダイに関するものである。
【背景技術】
【0002】
プラスチックは、軽量、透明、フレキシブル、ヒートシール性、耐熱性、耐寒性、耐油性、耐水性などの特性を生かし食品包装をはじめとする各種包装材料、絶縁材料・コンデンサ誘電体などの電気電子材料、気体分離・ガスバリアー、装飾・印刷材料、ディスプレイなどの保護膜、金属などとの複合膜、やハイテク分野等に幅広く使用され、求められる機能が高度化するに伴い、フィルムは複数の層を重ねた形状に加工される場合が多くなっている。
例えば、近年用いられている包装用フィルムおよび包装用成形体は複数の層を積層させた複合体となっているものが多く、ポリエチレン系樹脂からなる層は柔軟性・他の層との接着性・耐水性(耐水蒸気バリア性)などに優れており、またポリプロピレン系樹脂からなる層は耐熱性・良好なヒートシール特性・耐油性・透明性などに優れていることからこれらの樹脂からなる層はさまざまな用途に用いられている。
【0003】
多層フィルムの作り方として、複数の押出機を使用し積層しながら押出す共押出法、フィルムを貼り合わせるラミネート法、熱で溶着するヒートシール法があり、ラミネート法の中にも既存のフィルムに押出機から樹脂を押出す押出ラミと、接着剤を使って貼り合わせる方法がある。現在、多層フィルムは単体フィルムからラミネート法で作られることが多いが、ハンドリング可能な厚みのフィルムを使う必要があり、必要以上の厚みの過剰包装になりがちである。共押出法の場合は、最適厚みに抑えることができ、工程も減って、最も経済的な方法である。
共押出法は、インフレーション法とTダイ法に大別され、前者は、比較的簡便な設備で共押出しが可能であるが樹脂の種類が限定され、層間接着性に劣る組み合わせには使用できないことから後者のTダイ法が主流となっている。
Tダイ法は、異なる樹脂を合わせる位置によりシングルマニホールド法とマルチマニホールド法の2種類に分類される。シングルマニホールド法は、ダイの直前にフィードブロックを設置し、そこにアダプターを介して複数の押出機を接続し、フィードブロック内で樹脂接触させてからダイを通してフィルムを成型する。層の数はアダプターを交換することで設定でき、比較的簡単に多層のフィルムを得ることができる。フィードブロックの特徴は、2種3層や3種3層、単層など切り替え弁を入れ替えすることで、いろいろなフィルムやシートを生産できる。
一方、マルチマニホールド法は、内部に複数のマニホールドを持つTダイを使用し、複数の押出機から供給された樹脂をリップ部の直前で接触させ積層する。各層を各マニホールド内で広げて、Tダイ中でのリップ出口付近で合流させるので合流後の成形時間が短いため厚みバラつきが少なくなる。
【0004】
単層フィルムや共押出による多層フィルムは、用途により要求されるフィルム幅が異なり、それらの要求に合わせて作らなければならない。また、押出成形によるフィルムは、ネックインし、エッジビードと呼ばれるフィルムの端部が中央部に比べて厚みが厚くなってしまう現象が生じるため、それを考慮して要求されるフィルム幅としている。Tダイ法では、リップ幅が異なるTダイを多数準備して、フィルム幅に合わせてそれを取り替える作業は、効率性や経済的でないため、フィルム幅は、Tダイのリップから押出される幅を調整して行われる。このリップ幅の調整は、ディッケルを用いて行われている。このディッケルを用いることでトリミング量を減らすことができる。
ディッケルには、Tダイのマニホールドの両端に丸棒などを入れて溶融樹脂の流路を狭めてリップから押出されるフィルム幅を調整するインナーディッケルとリップ出口の両端に邪魔板を設けて溶融樹脂の流れを規制してフィルム幅を調整するアウターディッケルがある。
【0005】
フィルムの製造において、アウターディッケルを用いたダイのリップ幅を調整する方法としては、例えば、以下に示す方法がある。
【0006】
(1)図6は、Tダイをフィルムが押出されて出てくる方向から見た図であり、上リップと下リップに支持部材を固定し、ネジ棒に連結部を介して取り付けたスリット幅調節板を、ハンドルを回すことにより摺動させ吐出スリットを閉塞させて溶融樹脂の流出幅を調整するものである。これをTダイのスリット両端に設けている(特許文献1参照)。
【0007】
(2)図7は、リップ幅を調整するアウターディッケルのリップシール、更に端部厚化防止の為の整流板を設けリップランド内に挿入する方法である(例えば、特許文献2参照)。リップシールは、シリコン、ポリ四フッ化エチレン樹脂などの高温に耐え、シール性に優れたものを溶融樹脂の漏れがないように取り付け、ステンレス製の整流板を5mm以上挿入することなどが開示されている。
【0008】
(3)図8は、溶融樹脂が流れるマニホールド部、ラウンド部、リップ部を有し、インナーディッケルとアウターディッケルの両方を用いてフィルム幅を規制するTダイである(例えば、特許文献3参照)。インナーディッケルがマニホールド部からリップ部出口まで位置し、リップ部出口に位置するインナーディッケル下端が1以上の変角点(図8では、a,b,cの3つ)を有し、その変角点とリップ部出口に接するアウターディッケル先端上部でフィルム幅の微調整を行う。
【0009】
いずれの方式においても、ダイ内部及び外部にて樹脂の流れを規制する方法でリップ幅の調整を行っている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭51−145566号公報
【特許文献2】特開昭52−147662号公報
【特許文献3】特開平08−52783号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上記の従来のアウターディッケルは、リップの下面に支持部材を固定するスペースが必要であるが、リップ下面にスペースを設けた場合、ダイ下面が広くなり、溶融樹脂フィルムを冷却ロールに導く距離が長くなりネックインが大きくなったり、急冷できず結晶性の大きなフィルムになったりする。
また、上記の従来のアウターディッケルは、リップ下面の溶融樹脂の流出を規制し、ダイのリップ下面付近から熱を受けるためリップ面より温度が低く溶融樹脂と温度差が生じてしまう。
また、アウターディッケルは、ダイから熱をもらうため、ダイの温度調整をしても相対的にアウターディッケルを設けた部分の温度が、設けていない部分より低い温度となる傾向があり、アウターディッケルを設けたダイ両端部の溶融樹脂の流動性が、設けていない部分よりさらに低下してしまう傾向にあった。
上記のように溶融して出てきた樹脂と接触する、アウターディッケル本体は温度差があり、アウターディッケル端部で接触した溶融樹脂が冷却され、ディッケル先端に樹脂が付着し、時間の経過と共に冷却し固くなった樹脂がフィルム端部に付着して、冷却ロール等に流れ込み、ロールで圧延しようにも固化状態で十分に圧延できずフィルム端部からフィルムが切れてしまい工程内トラブルを発生してしまう。特に高速生産時には大きな障害となってしまう。
【0012】
本発明は、上記問題点を解決するためになされたものであって、ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供するものである。
【課題を解決するための手段】
【0013】
本発明は、ディッケルの構造を種々検討の結果なされたものであり、ディッケル先端への樹脂付着防止を図るためアウターディッケルに温度調節機能を持たせることにより解決を図り、また、ダイ幅方向の前後面の長手方向にスライド溝を設け、この一方のスライド溝からリップ先端を経由し他方のスライド溝に達する略ダイ断面形状のアウターディッケルフレームを設け、スライド溝にアウターディッケルフレーム端部を嵌合させることで、アウターディッケルフレームをスライド可能とし、アウターディッケルフレームの下面内側にリップ面を閉塞させ温度調節機能を有するディッケルバーを設ける。
本発明に係るアウターディッケルは、ダイより支持されるリップ面と平行して移動するフレームと、前記ダイのリップ面に密着してシールするディッケル及びシールパッキン更にディッケルを温調するヒータと温度測定装置(熱電対)を有し、前記ディッケルを温度調整する指示計を外部に設置する事で、ディッケル先端温度を一定温度に調節する事を特徴とする。
【0014】
すなわち、本発明によれば、ディッケル本体を温度調節する事により、押出された樹脂が、前記ディッケル先端に付着しても、固体化せず付着しにくい為、工程内トラブル発生を抑えることは明らかである。
本発明は、[1]ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイに関する。
また、本発明は、[2]前記ダイはアウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する上記[1]記載のダイに関する。
また、本発明は、[3]前記ダイはアウターディッケルとリップ下面のシール材として金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を使用する上記[1]又は[2]記載のダイに関する。
【0015】
さらに、本発明は、[4]マニホールド、リップを有するダイであって、ダイ幅方向の前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームが移動され、固定できるようアウターディッケルフレームの断面が略ダイ断面形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受入部とし、ディッケルバー受入部に温度調節機能を有するディッケルバーを設けたダイへのアウターディッケルフレーム取付け機構に関する。
また、本発明は、[5]アウターディッケルフレームの断面が、V字形状である上記[4]に記載のダイへのアウターディッケルフレーム取付け機構に関する。
また、本発明は、[6]温度調節機能が、アウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する上記[4]または[5]に記載のダイへのアウターディッケルフレーム取付け機構に関する。
また、本発明は、[7]ディッケルバーとダイのリップ間に、金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を設けた上記[4]から[6]のいずれかに記載のダイへのアウターディッケルフレーム取付け機構に関する。
【発明の効果】
【0016】
本発明によれば、ディッケル本体を温度調節する事により、押出された樹脂が、ディッケル先端に付着しても、ディッケルが加熱されており固体化せず付着しにくい為、固体化された樹脂がフィルム端部に付着することがなくなり工程内トラブル発生を抑えることができる。ディッケルが加熱されているため溶融樹脂の付着が少なく、ディッケル本体をリップ温度より高めた場合、溶融樹脂の流動性が増し温度が高いのでネックインが少なく、さらに、ディッケル端部に溶融樹脂が付着しても、ディッケルの温度が高いため溶融状態を保ち、これが例えフィルム端部に付着した場合でも、樹脂温度の高さから容易にロール等で圧延できフィルム端部の厚みが厚くなることに起因するトラブルを解消できる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るダイの実施形態の概略を示す平面図である。
【図2】本発明に係るダイの実施形態の横断面図である。
【図3】本発明によるアウターディッケルのダイへの取付けを説明する拡大横断面図である。
【図4】本発明に係るアウターディッケルの要部の分解斜視図である。
【図5】本発明に係るシール材の組み合わせ側面図である。
【図6】従来のダイリップ幅変更装置の概略平面図である。
【図7】従来のダイリップ幅変更装置の正面断面図である。
【図8】従来のダイリップ幅変更装置の正面断面図である。
【発明を実施するための形態】
【0018】
本発明に係る多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構について、添付図面を参照しながら以下詳細に説明する。
【0019】
図1〜5は本発明による多層または単層ダイ用アウターディッケルの一実施例を示す。図1は、本発明で用いるTダイの樹脂の流路に沿った概略平面図である。Tダイ1は、側板15をダイ幅方向の左右に有し、溶融樹脂は、図の上からマニホールド3により押し広げられ、リップを通りリップ面5の開口部4からフィルム状に押出される。この際、フィルムの幅を変更し又は調節するためアウターディッケル6をダイ両端に設けることで、樹脂流を閉塞させ、溶融樹脂が流路2のように押出される。アウターディッケル6をダイ中心方向に移動することで樹脂流の閉塞部分が広がり、フィルム幅を狭くし、逆に、その反対方向に移動させることでフィルム幅を広くすることができる。
【0020】
図2は、Tダイをダイの幅方向に対して横から(側板側から)見た横断面の概略図であり、アウターディッケルフレーム取付け機構を説明する図である。図3に、図2のアウターディッケルフレーム取付け機構の部分を拡大して示し、図4に、本発明に係るアウターディッケルの要部の分解斜視図を示した。
図3に示すように、マニホールド、リップを有するダイのダイ幅方向のダイ前後面にダイ先端のリップ面5に平行となるようスライド溝10を設け、このスライド溝10にアウターディッケルフレーム14が移動され、固定できるようアウターディッケルフレーム14の断面が略ダイ断面形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側にディッケルバー用溝を設けてディッケルバー受入部13とし、ディッケルバー受入部(溝)に温度調節機能を有するディッケルバー16を嵌め込む。
【0021】
ダイの側板側から見て、リップ先端のリップ面の面積が小さく、ダイ先端が断面V字型のダイでは、冷却ロールとの距離を短くすることができ、また、リップ面に溶融樹脂が付着することも防止できるのでダイは、V字型が好ましい。この場合、ディッケルバーのアウターディッケルフレームは、このV字型に沿うようにアウターディッケルフレームの断面が、V字形状であると好ましい。ダイの幅方向(フィルム幅方向)の前後面のダイ面にリップの開口部4の開口間隙を調整するための押し引きボルトがある場合、そのボルトにアウターディッケルフレーム当たらないよう、フレームに少し余裕を持つ凹溝とボルト調整用の穴を設け、スライド溝を移動させた際に押し引きボルトに接触せず、フレームに設けた穴を通して押し引きボルトを調整できるようにしても良い。アウターディッケルフレームを取り付ける前に、押し引きボルトでリップ間隙を予め調整しておくことで、ボルト調整用の穴が不要となることもある。また、ボルト調整用の穴は、横長の長円形や長方形とすることで押し引きボルトを調整でき、押し引きボルトがフレームに当たる場合、フレームをスライドさせて押し引きボルトを調整してから元の場所に戻す方法をとっても良い。アウターディッケルフレームは、ダイに設けた溝によりその質量や負荷が支えられており、剛性の高い金属で加工した場合、フレームの両端付近と中央付近の3点で支えるよう穴加工して、穴加工部分をボルト調整用の穴とすることができる。
【0022】
図4は、アウターディッケルの要部の分解斜視図でアウターディッケルフレーム14は、断面がV字形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合するようになっている。そして、内側には、押し引きボルトに当たらないよう内側に凹溝を設けている。押し引きボルト調整用の穴は、予め調整しておけばよいので設けていないが、設けることはできる。さらに、断面がV字形状でダイ断面形状の下部(閉塞部)内側をディッケルバー受入部13とし、そこにディッケルバー16を設置する。ディッケルバーには、パッキン8(8a、8b、8c)を置くための溝が設けられ、また、温度調節機能を付与させるためヒータ9用と熱電対用の穴が設けられ、その穴にヒータと熱電対を挿入しダイの温調(温度調節)とは別に単独で温度調節できるようにしている。パッキン8は、ディッケルバー側から、断熱パッキン8a、耐熱パッキン8b、金属材8cを積層し(図5参照)、金属材がダイのリップ面5に接触し、溶融樹脂の流出を抑えるようにしている。
【0023】
断熱パッキン8aは、厚み0.5〜2.5mmで、アルミナ、シリカなどのセラミックファイバーなどを用い、耐熱パッキン8bは、耐熱温度が180〜250℃の耐熱性で、厚み0.5〜2.5mmの膨張黒鉛、ポリ四フッ化エチレン樹脂、ポリイミド樹脂などを用い、金属材8cは、厚み0.1〜0.5mmの、鉄板、銅板、真鍮板、アルミ板、ステンレス板などの金属板を用いることが好ましい。リップ面に金属板を接触させ溶融樹脂の流出を抑え、ディッケルバーの加熱は、ディッケル端部の溶融樹脂フィルムが接する部分の冷却を抑制し溶融状態を保つため、リップ面温度より高い温度に設定しているので、この熱がリップ面に伝わり、リップ面温度を上昇させリップでの溶融樹脂の流動性を変化させないため主として断熱パッキンで熱の移動を抑え、断熱パッキンと耐熱パッキンで、金属板が均一にリップ面に当接するようにする。アウターディッケルフレーム14のダイ断面形状の下部(閉塞部)外側には、ボルト穴が内側に達するよう設けられボルト穴にはネジ溝を設け、ボルト7によりディッケルバー16を押し上げ、ダイの溝10に沿ってアウターディッケルを移動し、ダイリップ幅を変更または調整したディッケルを固定する。また、固定と同時にパッキン8をリップ面に強く押し付けて溶融樹脂の流出を抑制する。ボルトは、必要に応じて設ければよく、なくても良く、1本以上設けてもよい。
ダイに側板15がある場合は、側板にも、ダイ幅方向前後面と同様にスライド溝を設けることが好ましい。
【0024】
ディッケルバーに設けるヒータ9は、前記のようにディッケルバーに穴を開け丸棒状のヒータを挿入しても良く、板状のヒータを設けても良い。このヒータでの温度設定は、溶融樹脂フィルムがディッケル端部に接する部分の温度がリップ面から押出される溶融樹脂の温度と同等以上とすることが好ましく、10℃以上高いことが好ましい。温度調節によりリップ面の温度上昇に悪影響を及ぼさない点から50℃以下とすることが好ましい。
上記では、温度調節機能をディッケルバーに設けた例で、説明したが、アウターディッケルフレーム側面、端面などのアウターディッケル本体のいずれかに設けることができる。
アウターディッケルの幅は、フィルム厚み精度から、ダイ幅の1/4以下が好ましく、1/8以下がより好ましい。本発明のアウターディッケルは、インナーディッケルと組合わせて用いることができる。
【実施例】
【0025】
メルトフローレート(MFR)2g/10min(190℃)、密度0.922g/cm3のポリエチレン(住友化学株式会社製スミカセンF235P;F1)とメルトフローレート(MFR)19g/10min(230℃)、密度0.900g/cm3のポリプロピレン(株式会社プライムポリマ製プライムポリプロY−2000GP;G1)を用い、F1/G1/F1構成で、厚み比1/2/1の40μmの多層フィルムを実験用の3種3層共押出Tダイ成形機を用いて押出成形した。ダイ幅600mm、リップ開度0.9mm、片側リップ面幅2mm、成形温度200℃、引取り速度60m/min、吐出量71kg/hr、チルロール温度80℃、チルロール径500mmの条件で行った。Tダイの幅方向両端に幅50mm、深さ5mmのスライド溝を設け、図3、4に示す形状のアウターディッケル(幅25mm)を取り付け、V字両側面に板状のヒータを取り付けTダイと同様に200℃に設定した。そして、V字形状の下部(閉塞部)内側のディッケルバー受入部にディッケルバーを設け、ヒータと熱電対を設け、溶融樹脂フィルムが接するディッケル端面が210℃となるようにした。パッキンは、金属材として0.3mmのステンレス板、耐熱パッキンとして厚み0.5mmのポリ四フッ化エチレン樹脂シート、断熱パッキンとして厚み0.5mmのアルミナ・シリカ系セラミックファイバーを用いた。アウターディッケルにより、幅約550mmの3層フィルムが得られ、ディッケルと接する樹脂は溶融しており、付着し長く滞留することがなく溶融フィルムと共に押出され均一な厚みのフィルムが得られた。
【0026】
比較例として、アウターディッケルのディッケルバーの全てのヒータをオフにして前記と同様に押出したところ、溶融樹脂フィルムが接するディッケル端面の温度は165℃であったが、Tダイから離れたディッケル端部での樹脂は白化しており、これが時々、剥がれて溶融フィルムと共に流れ出し、それがきっかけで、フィルムが切れて製膜することができなかった。
【0027】
本発明のようにアウターディッケルに温度調節できる機能を設けることにより、ディッケル先端への樹脂付着防止を図ることができ、これにより、工程内トラブルを解消し、高速生産することができる。また、ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にできるアウターディッケルフレーム取付け機構を提供することができる。
【符号の説明】
【0028】
1 ダイ
2 流路
3 マニホールド
4 開口部
5 リップ面
6 アウターディッケル
7 ボルト
8a 断熱パッキン
8b 耐熱パッキン
8c 金属板
9 ヒータ
10 スライド溝
11 ホルダー
12 ディッケルバー用溝
13 ディッケルバー受入部
14 アウターディッケルフレーム
15 側板
16 ディッケルバー
【特許請求の範囲】
【請求項1】
ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。
【請求項2】
前記ダイはアウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する請求項1記載のダイ。
【請求項3】
前記ダイはアウターディッケルとリップ下面のシール材として金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を使用する請求項1又は2記載のダイ。
【請求項4】
マニホールド、リップを有するダイであって、ダイ幅方向の前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームが移動され、固定できるようアウターディッケルフレームの断面が略ダイ断面形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設けたダイへのアウターディッケルフレーム取付け機構。
【請求項5】
アウターディッケルフレームの断面が、V字形状である請求項4に記載のダイへのアウターディッケルフレーム取付け機構。
【請求項6】
温度調節機能が、アウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する請求項4または請求項5に記載のダイへのアウターディッケルフレーム取付け機構。
【請求項7】
ディッケルバーとダイのリップ間に、金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を設けた請求項4から6のいずれかに記載のダイへのアウターディッケルフレーム取付け機構。
【請求項1】
ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。
【請求項2】
前記ダイはアウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する請求項1記載のダイ。
【請求項3】
前記ダイはアウターディッケルとリップ下面のシール材として金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を使用する請求項1又は2記載のダイ。
【請求項4】
マニホールド、リップを有するダイであって、ダイ幅方向の前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームが移動され、固定できるようアウターディッケルフレームの断面が略ダイ断面形状でダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設けたダイへのアウターディッケルフレーム取付け機構。
【請求項5】
アウターディッケルフレームの断面が、V字形状である請求項4に記載のダイへのアウターディッケルフレーム取付け機構。
【請求項6】
温度調節機能が、アウターディッケル本体にヒータ及び熱電対を有し、ダイ温調とは別に単独で温度調節する請求項4または請求項5に記載のダイへのアウターディッケルフレーム取付け機構。
【請求項7】
ディッケルバーとダイのリップ間に、金属材(厚み0.1〜0.5mm)、耐熱パッキン(耐熱180〜250℃、厚み0.5〜2.5mm)及び断熱パッキン(厚み0.5〜2.5mm)を組み合わせた構造を有する、シール材を設けた請求項4から6のいずれかに記載のダイへのアウターディッケルフレーム取付け機構。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−82166(P2013−82166A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−224808(P2011−224808)
【出願日】平成23年10月12日(2011.10.12)
【出願人】(000004455)日立化成株式会社 (4,649)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月12日(2011.10.12)
【出願人】(000004455)日立化成株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]