
多層シート、加飾シートおよび加飾成形体
【課題】表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れ、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを備えた加飾シートおよび加飾成形体を提供する。
【解決手段】ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなることを特徴とする多層シート。
【解決手段】ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなることを特徴とする多層シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを用いた加飾シートおよび加飾成形体に関する。
【背景技術】
【0002】
自動車内装や家電、OA機器、パーソナルコンピュータ、小型携帯機器などの筐体には、樹脂製の成形体と、金属調、木目調などの意匠が形成された加飾シートとが一体化された加飾成形体が用いられている。
成形体と加飾シートとを一体化させる方法としては、加飾シートを予備成形することなく射出成形金型内に挿入し、そこに溶融樹脂を射出して射出成形体を形成すると同時にその成形体に加飾シートを貼り合わせる方法(インモールド成形)、加飾シートを熱成形(真空成形、圧空成形、真空圧空成形等)により予備成形した後、これを射出成形金型内にセットし、そこに溶融樹脂を射出して、射出成形体を形成すると同時に予備成形された加飾シートと一体化させる方法(インサートモールド法)等が用いられている。また、成形体表面に被覆を施す方法(三次元表面加飾成形)も提案されており、たとえば特許文献1には中空芯材を表皮材で減圧被覆する方法が開示されている。
加飾シートとしては、たとえばアクリル系樹脂などの透明樹脂シートの裏面に意匠層を設け、該意匠層上に熱可塑性樹脂シートを積層したものが用いられている。たとえば特許文献2には、クリアー層、意匠層、塩化ビニル樹脂(PVC樹脂)にアクリロニトリル・ブタジエン・スチレン共重合樹脂(ABS樹脂)を混合してなる接着層を順次積層した加飾部材が提案され、特許文献3には、表面側から順に、透明アクリル系樹脂シート層、絵柄印刷インキ層、ABS樹脂シート層、ABS樹脂バッカー層が積層された化粧シートが開示されている。また、特許文献4には、ポリカーボネート樹脂層の表面にメタクリル樹脂およびアクリルゴム粒子からなる層が積層されてなる多層フィルムの一方の面に加飾を施し、その加飾面に熱可塑性樹脂シートを積層した加飾シートが開示されている。
このような加飾シートは、熱可塑性樹脂シート側にて射出成形体と一体化され、加飾成形体とされる。該加飾成形体においては、透明樹脂シートが表面に配置され、該透明樹脂シートを通して意匠層を視認できるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−7422号公報
【特許文献2】登録実用新案第3015173号公報
【特許文献3】特開2001−334609号公報
【特許文献4】特開2009−234184号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のように、加飾シートの表面を構成する透明樹脂シートとしては、アクリル系樹脂シートが広く用いられている。しかし、アクリル系樹脂シートは靭性が低いため、スリット加工や折り曲げ加工の際に割れやすく、また、スリットやトリミング加工の際に生じる粉バリが製品表面を汚染することがある。機械的強度の向上のためにアクリル系のゴム粒子を配合したアクリル系樹脂シートもあるが、上記のような問題は完全には解決されず、また、耐熱性や表面硬度の低下、応力白化等を招いてしまう。
所定のメタクリル樹脂層とポリカーボネート樹脂層とを組み合わせた特許文献4に記載の多層フィルムは、機械的強度や耐熱性は良好であるものの、熱成形性が不良で、熱可塑性樹脂シートと積層して加飾シートとする際、あるいは該加飾シートを射出成形品とする際に、多層フィルムにシワが生じたり、その表面がゆず肌になったり、多層フィルムが充分に伸びない等、仕上がり具合が悪くなることがある。
本発明は、上記事情に鑑みてなされたものであって、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れ、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを備えた加飾シートおよび加飾成形体を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決する本発明は以下の態様を有する。
[1]ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなることを特徴とする多層シート。
[2]前記脂肪族・芳香族ポリエステル樹脂が、ポリブチレンアジペート−テレフタレート共重合樹脂である、[1]に記載の多層シート。
[3]前記基材層のガラス転移温度が145℃以下である、[1]または[2]に記載の多層シート。
[4][1]〜[3]のいずれか一項に記載の多層シートを備える加飾シート。
[5][1]〜[3]のいずれか一項に記載の多層シートを備える加飾成形体。
【発明の効果】
【0006】
本発明によれば、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れ、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを備えた加飾シートおよび加飾成形体を提供できる。
【図面の簡単な説明】
【0007】
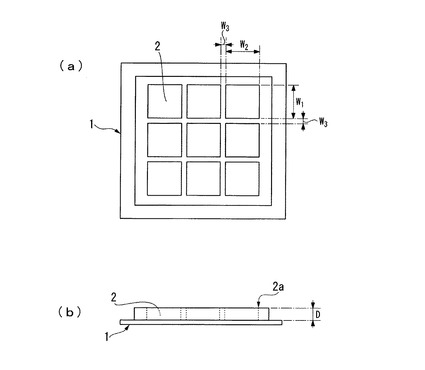
【図1】実施例にて真空成形性の評価に用いた金型の上面図(図1(a))および側面図(図1(b))である。
【発明を実施するための形態】
【0008】
<多層シート>
本発明の多層シートは、ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなる。
【0009】
(基材層)
基材層を構成するポリカーボネート樹脂としては、特に限定されず、たとえば従来、シート基材に用いられているポリカーボネート樹脂を使用できる。具体的には、ジヒドロキシ化合物とホスゲンとを反応させるホスゲン法によって得られる重合体、ジヒドロキシ化合物とジフェニルカーボネートなどの炭酸エステルとを反応させるエステル交換法によって得られる重合体等が挙げられる。
本発明においては、特に、芳香族ポリカーボネート樹脂が好ましい。芳香族ポリカーボネート樹脂としては、たとえば、前記ホスゲン法において、ジヒドロキシ化合物としてジヒドロキシジアリール化合物を用いて得られる重合体、前記エステル交換法において、ジヒドロキシ化合物としてジヒドロキシジアリール化合物を用いて得られる重合体等が挙げられる。
【0010】
前記ジヒドロキシジアリール化合物としては、たとえば、
ビスフェノールA[2,2−ビス(p−ヒドロキシフェニル)プロパン]、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)オクタン、ビス(4−ヒドロキシフェニル)フェニルメタン、2,2−ビス(4−ヒドロキシフェニル−3−メチルフェニル)プロパン、1,1−ビス(4−ヒドロキシ−3−tert−ブチルフェニル)プロパン等のビス(ヒドロキシアリール)アルカン類;
1,1−ビス(4−ヒドロキシフェニル)シクロペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン等のビス(ヒドロキシアリール)シクロアルカン類;
4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルエーテル等のジヒドロキシジアリールエーテル類;
4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルフィド等のジヒドロキシジアリールスルフィド類;
4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホキシド等のジヒドロキシジアリールスルホキシド類;
4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホン等のジヒドロキシジアリールスルホン類;
等が挙げられる。これらはいずれか1種を単独で用いてもよく、2種類以上を混合して使用してもよい。
上記の中でも、ビス(ヒドロキシアリール)アルカン類が好ましく、ビスフェノールAが特に好ましい。
【0011】
ポリカーボネート樹脂の粘度平均分子量(Mv)は、特に制限はないが、成形加工性、機械的強度の点から、10000〜100000が好ましく、15000〜35000がより好ましい。
ここで、本明細書において、ポリカーボネート樹脂のMvは、塩化メチレン100mlにポリカーボネート樹脂0.7gを20℃で溶解した溶液から求めた比粘度(ηsp)を次式に挿入して求めたものである。
【0012】
【数1】

【0013】
本発明において、ポリカーボネート樹脂としては、前記ジヒドロキシジアリール化合物がビスフェノールAであるビスフェノールA型のポリカーボネート樹脂が、安価で容易に入手できることから特に好ましく用いられる。ビスフェノールA型ポリカーボネート樹脂のガラス転移温度は146〜170℃が好ましく、147〜160℃がより好ましい。該ポリカーボネート樹脂のガラス転移温度が170℃以下であると、基材層のガラス転移温度を145℃以下に調整しやすい。基材層のガラス転移温度が145℃以下であると、後述するように、熱成形性、成形品の外観が良好となる。該ポリカーボネート樹脂のガラス転移温度が146℃以上であると、得られる基材層の耐熱性が良好である。
ポリカーボネート樹脂は、前記ホスゲン法、エステル交換法等、公知の方法により製造できる。ポリカーボネート樹脂の製造に際し、分子量調整剤、触媒等を必要に応じて添加してもよい。
【0014】
脂肪族・芳香族ポリエステル樹脂は、脂肪族ジカルボン酸と芳香族ジカルボン酸と脂肪族ジオールとの重縮合により得られる重合体(重縮合体)であり、脂肪族ジカルボン酸単位、芳香族ジカルボン酸単位および脂肪族ジオール単位から構成される。
ここで「単位」は、ポリマーを構成する繰り返し単位を意味する。
該脂肪族・芳香族ポリエステル樹脂を前記ポリカーボネート樹脂とともに基材層に配合することにより、ポリカーボネート樹脂単独の場合に比べて基材層のガラス転移温度が低下し、優れた熱成形性が得られる。
【0015】
前記脂肪族ジカルボン酸としては、HOOC−R1−COOH[式中、R1はアルキレン基である。]で表されるものが好ましい。R1のアルキレン基は、直鎖状、分岐鎖状、環状のいずれであってもよく、それらの組み合わせであってもよい。特に直鎖状であることが好ましい。R1の炭素数は2〜10が好ましい。該脂肪族ジカルボン酸として具体的には、たとえばコハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等が挙げられる。
脂肪族・芳香族ポリエステル樹脂に含まれる脂肪族ジカルボン酸単位は、1種でも2種以上であってもよい。
【0016】
前記芳香族ジカルボン酸としては、HOOC−R2−COOH[式中、R2は芳香族環式化合物から水素原子を2つ除いた基である。]で表されるものが好ましい。該芳香族環式化合物としては、ベンゼン環、ナフタレン環等が挙げられる。該芳香族ジカルボン酸として具体的には、たとえばイソフタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸等が挙げられる。
脂肪族・芳香族ポリエステル樹脂に含まれる芳香族ジカルボン酸単位は、1種でも2種以上であってもよい。
脂肪族・芳香族ポリエステル樹脂中、芳香族ジカルボン酸単位の含有量は、脂肪族・芳香族ポリエステル樹脂を構成する全単位の合計に対し、20〜70モル%が好ましく、30〜60モル%がより好ましい。芳香族ジカルボン酸単位の含有量が上記範囲の下限値未満であると、基材層の耐熱性が損なわれるおそれがあり、上限値を超えると、基材層のガラス転移温度を145℃以下に調整することが困難になる。
【0017】
前記脂肪族ジオールとしては、HO−R3−OH[式中、R3はアルキレン基である。]で表されるものが好ましい。R3のアルキレン基は、直鎖状、分岐鎖状、環状のいずれであってもよく、それらの組み合わせであってもよい。R3の炭素数は2〜10が好ましい。該脂肪族ジオールとして具体的には、たとえばエチレングリコール、1,4−ブタンジオール、1,3−プロパンジオール、1,4−シクロヘキサンジメタノール等が挙げられる。
脂肪族・芳香族ポリエステル樹脂に含まれる脂肪族ジオール単位は、1種でも2種以上であってもよい。
【0018】
脂肪族・芳香族ポリエステル樹脂としては、本発明の効果に優れることから、ポリブチレンアジペート−テレフタレート共重合樹脂が好ましい。ポリブチレンアジペート−テレフタレート共重合樹脂は、アジピン酸とテレフタル酸と1,4−ブタンジオールとの重縮合体である。
脂肪族・芳香族ポリエステル樹脂は、公知の方法により製造できる。また、市販のものを用いてもよい。
【0019】
基材層に配合する脂肪族・芳香族ポリエステル樹脂は、1種でも2種以上でもよい。
脂肪族・芳香族ポリエステル樹脂の配合量は、ポリカーボネート樹脂100質量部に対して1〜30質量部が好ましく、2〜25質量部がより好ましく、3〜20質量部がさらに好ましい。配合量が該範囲の下限値未満の場合、得られる多層シートの真空成形などの熱成形性が充分に向上しないおそれがある。一方、脂肪族・芳香族ポリエステル樹脂の配合量が該範囲の上限を超える場合、基材層の耐熱性が損なわれるおそれがある。耐熱性が低下すると、該多層シートに意匠層を印刷により形成した後の加熱乾燥時に基材層が変形したり、射出成形体と一体化して加飾成形体とする際に、射出樹脂の熱によって基材層が溶けるおそれがある。
【0020】
相溶化剤は、上記ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂との相溶性を向上させる作用を有するものであり、それらの混合物に透明性を付与し、基材層の透明性を向上させるために配合される。
相溶化剤としては、上記作用を有するものであれば特に限定されず、公知の相溶化剤のなかから適宜選択できる。
好ましい相溶化剤として、カルボジイミド化合物、オキサゾリン化合物、エポキシ化合物等が挙げられ、いずれか1種を用いても2種以上を併用してもよい。これらの中でも、カルボジイミド化合物が好ましい。
【0021】
カルボジイミド化合物は、分子内に少なくとも1つのカルボジイミド基を有する化合物である。
カルボジイミド化合物として具体的には、たとえば、分子内に1個のカルボジイミド基を有するカルボジイミド化合物として、イソプロピルカルボジイミド、ジシクロヘキシルカルボジイミド、ジオクチルカルボジイミド等が挙げられる。また、分子内に2個以上のカルボジイミド基を有するカルボジイミド化合物として、1,3−フェニレンジイソシアナート、1,4−フェニレンジイソシアナート、2,4−トリレンジイソシアナート、2,6−トリレンジイソシアナート、テトラメチルキシリレンジイソシアナート、4,4’−ジフェニルメタンジイソシアナート、4,4’−ジフェニルジメチルメタンジイソシアナート、1,4−シクロヘキサンジイソシアナート、1−メチル−2,4−シクロヘキサンジイソシアナート、1−メチル−2,6−シクロヘキサンジイソシアナート、イソホロンジイソシアナート、4,4’−ジシクロヘキシルメタンジイソシアナート、ヘキサメチレンジイソシアナート等が挙げられる。これらの中でも、ジシクロヘキシルカルボジイミドが特に好ましい。
【0022】
オキサゾリン化合物は、分子内に少なくとも1つのオキサゾリン基を有する化合物であり、該オキサゾリン基は、アルキル基等の置換基を有していてもよい。
オキサゾリン化合物として具体的には、たとえば、分子内に2個のオキサゾリン基を有するオキサゾリン化合物として、2,2’−o−フェニレンビス(2−オキサゾリン)、2,2’−m−フェニレンビス(2−オキサゾリン)、2,2’−p−フェニレンビス(2−オキサゾリン)、2,2’−p−フェニレンビス(4−メチル−2−オキサゾリン)、2,2’−m−フェニレンビス(4−メチル−2−オキサゾリン)、2,2’−m−フェニレンビス(4,4’−ジメチル−2−オキサゾリン)、2,2’−ジフェニレンビス(2−オキサゾリン)等の、芳香族炭化水素に置換基を有していてもよいオキサゾリン基が2個結合した化合物;2,2’−エチレンビス(2−オキサゾリン)、2,2’−テトラメチレンビス(2−オキサゾリン)、2,2’−ヘキサメチレンビス(2−オキサゾリン)、2,2’−オクタメチレンビス(2−オキサゾリン)、2,2’−エチレンビス(4−メチル−2−オキサゾリン)、2,2’−ジフェニレンビス(2−オキサゾリン)等の、飽和炭化水素に置換基を有していてもよいオキサゾリン基が2個結合した化合物;等が挙げられる。
オキサゾリン化合物は、置換基を有していてもよいオキサゾリン基を分子内に有する樹脂であってもよい。該樹脂の具体例として、たとえば日本触媒社製「エポクロス」等のオキサゾリン変性樹脂が挙げられる。
【0023】
エポキシ化合物は、分子内に少なくとも1つのエポキシ基を有する化合物である。
エポキシ化合物として具体的には、たとえば、エポキシ化大豆油、エポキシ化アマニ油、エポキシブチルステアレート、エポキシオクチルステアレート、フェニルグリシジルエーテル、アリルグリシジルエーテル、p−ブチルフェニルグリシジルエーテル、スチレンオキシド、ネオヘキセンオキシド、アジピン酸ジグリシジルエステル、セバシン酸ジグリシジルエステル、フタル酸ジグリシジルエステル、ビス−エポキシジシクロペンタジエニルエーテル、エチレングリコールジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ブタジエンジエポキシド、テトラフェニルエチレンエポキシド、エポキシ化ポリブタジエン、エポキシ化スチレン−ブタジエン系共重合体、エポキシ化水素化スチレン−ブタジエン系共重合体、ビスフェノール−A型エポキシ化合物、ビスフェノール−S型エポキシ化合物、フェノールノボラック型エポキシ化合物、レゾルシノール型エポキシ化合物、3,4−エポキシシクロヘキサメチル−3,4−エポキシシクロヘキシルカルボキシレート、3,4−エポキシシクロヘキシルグリシジルエーテル等が挙げられる。
【0024】
基材層に配合する相溶化剤は、1種でも2種以上でもよい。
相溶化剤の配合量は、ポリカーボネート樹脂100質量部に対して0.1〜8質量部が好ましく、0.2〜5質量部がより好ましい。相溶化剤の配合量が少なすぎると、基材層の透明性が不足するおそれがある。一方、相溶化剤の配合量が多すぎると、多層シートに異物欠点を発生させるおそれがある。
【0025】
基材層は、本発明の効果を損なわない範囲で、必要に応じて、上記ポリカーボネート樹脂、脂肪族・芳香族ポリエステル樹脂、相溶化剤以外の他の成分を含有してもよい。該他の成分としては、たとえば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤等が挙げられる。
【0026】
基材層のガラス転移温度は、145℃以下であることが好ましく、140℃以下がより好ましい。基材層のガラス転移温度が145℃以下であると、真空成形等の熱成形における温度の調整範囲が広く、熱成形性、成形品の外観が良好となる。
また、基材層のガラス転移温度は、80℃以上であることが好ましく、100℃以上がより好ましい。基材層のガラス転移温度が低すぎると、多層シートに意匠層を印刷して加熱乾燥する際に、多層シートが変形したり、射出成形の際に、射出樹脂の熱によって基材層が溶けてしまうおそれがある。
脂肪族・芳香族ポリエステル樹脂の配合によりポリカーボネート樹脂のガラス転移温度が低下し、これが基材層のガラス転移温度となる。そのため、基材層のガラス転移温度は、使用するポリカーボネート樹脂のガラス転移温度、該ポリカーボネート樹脂に対する脂肪族・芳香族ポリエステル樹脂の配合比率により調整できる。
【0027】
(表面層)
表面層は、加飾シートの少なくとも一方の最表面、または加飾成形体の少なくとも一部の最表面に配置されて、その内側(たとえば加飾シートにおける意匠層、加飾成形体における意匠層や射出成形体)の傷つきを防止する保護層として機能する。
表面層を構成するアクリル系樹脂としては、特に限定されず、たとえば従来、加飾シートの表面を構成する透明樹脂シートに用いられているアクリル系樹脂のなかから適宜選択できる。具体例として、たとえばポリメタクリル酸アルキル、メタクリル酸アルキルとアクリル酸アルキルとの共重合体等が挙げられる。
メタクリル酸アルキルにおけるアルキル基は、直鎖状、分岐鎖状および環状のいずれであってもよく、直鎖状または分岐鎖状が好ましい。該アルキル基の炭素数は通常1〜8の範囲内であり、1〜4が好ましい。メタクリル酸アルキルの具体例としては、例えばメタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシル等が挙げられる。これらの中でもメタクリル酸メチルが好ましい。
アクリル酸アルキルにおけるアルキル基は、前記メタクリル酸アルキルにおけるアルキル基と同様のものが挙げられる。アクリル酸アルキルの具体例としては、例えばアクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル等が挙げられる。
メタクリル酸アルキルとアクリル酸アルキルとの共重合体におけるメタクリル酸アルキル単位の含有量は、耐光性に優れることから、該共重合体を構成する全単位の合計に対し、50質量%以上が好ましく、50〜99質量%がより好ましい。また、アクリル酸アルキル単位の含有量は、該共重合体を構成する全単位の合計に対し、50質量%以下が好ましく、50〜1質量%がより好ましい。
アクリル系樹脂のガラス転移温度は80〜145℃が好ましく、90〜130℃がより好ましい。アクリル系樹脂のガラス転移温度がこの範囲内であれば、多層シートの耐熱性や成形性を損なうおそれがない。
【0028】
表面層は、本発明の効果を損なわない範囲で、必要に応じて、上記アクリル系樹脂以外の他の成分を含有してもよい。該他の成分としては、たとえばアクリルゴム粒子、酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤等が挙げられる。
【0029】
本発明の多層シートの製造方法としては、共押出成形法、押出ラミネート法、熱ラミネート法、ドライラミネート法等が挙げられ、いずれの成形法を用いてもよい。生産性に優れる点から、共押出成形法が好ましい。
共押出成形法のよる多層シートの製造方法としては、例えば、表面層、基材層の各層を構成する材料(アクリル系樹脂、ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤との混合物)をそれぞれ押出機で溶融混練し、それらを、多層フィードブロックを有するTダイ、マルチマニーホールドTダイ、多層インフレーション円形ダイなどを用いて合流させ、積層化する、といった方法が挙げられる。
表面層は、基材層の片面に設けてもよく、両面に設けてもよい。
【0030】
本発明の多層シートの全体厚みは、加飾成形体の形状やデザインによって適宜設定される。通常、50〜800μmの範囲内であり、60〜600μmが好ましい。
該多層シートにおける表面層の厚みは、全体厚みや、所望の表面硬度、機械的強度等を考慮して適宜設定すればよく、特に限定されないが、表面層が薄すぎると、表面硬度が低くなり、傷や圧痕がつきやすくなることから、表面層の厚みは、5μm以上が好ましく、10μm以上がより好ましい。また、表面層が厚すぎると、機械的強度が低下し、多層シートに対してスリット、トリミング、折り曲げ等の加工を施した際に割れが生じたり、スリッやトリミングの際に粉状のバリが発生し、加飾成形体の表面を汚染するおそれがあることから、表面層の厚みは、100μm以下が好ましく、80μm以下がより好ましい。
該多層シートにおける基材層の厚みは、全体厚みおよび表面層の厚みを考慮して適宜設定すればよい。
【0031】
上記本発明の多層シートは、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れたものであることから、加飾シート用または加飾成形体用として有用である。すなわち、加飾シートの少なくとも一方の表面を構成する透明樹脂シート、または加飾成形体の少なくとも一部の表面を構成する透明樹脂シートとして有用である。
本発明の多層シートは、JIS K7361−1に従って測定される全光線透過率として80%以上の透明性を有することが好ましい。該全光線透過率は、83%以上がより好ましい。該全光線透過率は、高いほど好ましいため上限は特に限定されないが、89%程度あれば実用上充分である。
また、本発明の多層シートは、傷付き防止の点で、表面層側の面が、JIS K5600−5−4に従い、荷重750gで各シート表面の鉛筆硬度としてHB以上の表面硬度を有することが好ましい。該鉛筆硬度は2H以上がより好ましい。
また、本発明の多層シートは、スリット、トリミング、折り曲げの際の割れやバリの発生の防止の観点で、JIS K7128−3に従い、試験速度200mm/分で測定される流れ方向および幅方向の引裂強度が、それぞれ、50N/mm以上であることが好ましく、80N/mm以上であることが好ましい。該引裂強度の上限は特に限定されないが、110N/mm程度あれば実用上充分である。
【0032】
<加飾シート>
本発明の加飾シートは、前記本発明の多層シートを備えるものである。
該加飾シートの構成は、公知の加飾シートにおける透明樹脂シートの代わりに本発明の多層シートを用いる以外は、該公知の加飾シートと同様の構成であってよい。具体例として、該多層シートと、該多層シートの片面上に設けられた意匠層と、を備えるものが挙げられる。
多層シートが、片面に前記表面層を有する場合、該意匠層は、該多層シートの基材層側の表面に設けられる。多層シートが、両面に前記表面層を有する場合、該意匠層は、該多層シートの表面のどちら側に設けてもよい。
意匠層は、例えば多層シート上に直接、グラビア印刷、フレキソ印刷等により所望の意匠を印刷し、加熱乾燥することにより形成してもよく、2軸延伸PETフィルム等の転写シートに印刷により形成された意匠層を、加熱転写等の方法により多層シートに転写することにより形成してもよい。
意匠としては、たとえば金属調、木目調、幾何模様、立体模様等が挙げられる。
意匠層は、前記多層シート上に、直接積層されていてもよく、多層シートとの密着性の向上のために、プライマー層を介して積層されていてもよい。プライマー層は、多層シート上に公知のプライマー剤を塗布することにより形成できる。
【0033】
本発明の加飾シートは、加飾成形体とする際の加工性、デザイン性等の向上のために、前記意匠層上に、さらに、熱可塑性樹脂シートが積層されていてもよい。
熱可塑性樹脂シートの材質としては、当該加飾シートが一体化される成形体の材質に応じて適宜選択できる。たとえばポリカーボネート樹脂、ABS樹脂、PVC樹脂、耐衝撃ポリスチレン等のポリスチレン(PS)系樹脂、ポリプロピレン(PP)系樹脂、アクリル樹脂、ウレタン樹脂、ポリエステル系樹脂、シリコーン樹脂、それらのいずれか2種以上の混合物、等が挙げられる。
熱可塑性樹脂シートの厚みは、加工性等を考慮して適宜設定できる、通常、50〜1000μmの範囲内であり、70〜800μmが好ましい。
【0034】
前記熱可塑性樹脂シートは、前記意匠層上に、直接積層されていてもよく、接着剤層を介して積層されていてもよい。
接着剤層としては、接着剤を塗布してなるものや、熱融着可能な熱可塑性樹脂からなるシートなどが利用できる。接着剤としては、アクリル系、酢酸ビニル系、ウレタン系、アクリル−ウレタン系、アイオノマー系などの接着剤が挙げられる。熱融着可能な熱可塑性樹脂としてはエチレン−酢酸ビニル共重合樹脂、ポリエチレン系樹脂、マレイン酸変性オレフィン系樹脂、アイオノマー系樹脂などが挙げられる。アイオノマー樹脂としては、エチレン−(メタ)アクリル酸共重合体を亜鉛、ナトリウム、リチウム、マグネシウムなどの金属イオンで部分中和したものが挙げられる。
【0035】
本発明の加飾シートは、前記多層シートを備えることから、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れたものである。そのため、射出成形等により成形される成形体と一体化されて加飾成形体を構成する加飾シートとして有用である。
【0036】
<加飾成形体>
本発明の加飾成形体は、前記本発明の多層シートを備えるものである。該加飾成形体において、多層シートは、その表面層が当該該加飾成形体の最外層となるように配置される。
該加飾成形体の構成は、公知の加飾成形体において樹脂製の成形体と一体化されて用いられている加飾シートにおける透明樹脂シートの代わりに本発明の多層シートを用いる以外は、該公知の加飾成形体と同様の構成であってよい。
加飾成形体の具体例として、たとえば、前記本発明の加飾シートを真空成形等により熱成形した成形体が挙げられる。また、前記本発明の加飾シートと、該加飾シートの表面層側と反対側の面にて一体化された樹脂製の成形体と、を備えるものも挙げられる。前記本発明の加飾シートは、少なくとも片面の最表層は前記表面層であるため、該加飾シートの表面層側と反対側の面にて成形体と一体化することで、該表面層が当該該加飾成形体の最外層となるように配置される。
成形体の材質としては、公知の熱可塑性樹脂の中から適宜選択でき、たとえばポリカーボネート樹脂、ABS樹脂、PVC樹脂、PS系樹脂、PP系樹脂、アクリル樹脂、ウレタン樹脂、ポリエステル系樹脂、シリコーン樹脂、それらのいずれか2種以上の混合物、等が挙げられる。
加飾シートと成形体とを一体化させる方法としては、加飾シートを予備成形することなく射出成形金型内に挿入し、そこに溶融樹脂を射出して射出成形体を形成すると同時にその成形体に加飾シートを貼り合わせる方法(インモールド成形)、加飾シートを熱成形(真空成形、圧空成形、真空圧空成形等)により予備成形した後、これを射出成形金型内にセットし、そこに溶融樹脂を射出して、射出成形体を形成すると同時に予備成形された加飾シートと一体化させる方法(インサートモールド法)等、成形体表面を加飾シートで被覆し、一体化させる三次元表面加飾成形法等が挙げられ、いずれの方法を用いてもよい。
本発明の加飾成形体は、自動車の内外装部品や、家電機器、OA機器、パーソナルコンピュータ、小型携帯機器等を構成する筐体など、種々の用途に使用できる。
【実施例】
【0037】
以下、本発明について実施例を挙げて具体的に説明する。
[実施例1〜5、比較例1〜5]
(1.多層シートの材料)
以下の各例で用いた、多層シートの材料は以下のとおりである。なお、成分A、成分Dおよび基材層のガラス転移温度は、JIS K7121に従い、加熱速度10℃/分で示差走査熱量測定により求めた値(補外ガラス転移開始温度)である。
成分A:「ポリカーボネート樹脂」:出光興産社製、タフロン#2500、ビスフェノールA型ポリカーボネート、粘度平均分子量=25000、ガラス転移温度149℃。
成分B:「ポリブチレンアジペート−テレフタレート共重合樹脂」:ビーエーエスエフ社製、エコフレックス、融点115℃。
成分C:「ジシクロヘキシルカルボジイミド」:日清紡ケミカル社製、カルボジライトLA−1。
成分D:「メタクリル酸メチル−アクリル酸メチル共重合樹脂」:三菱レイヨン社製、アクリペットVH、ガラス転移温度111℃。
【0038】
(2.実施例1〜5、比較例1、5の基材層を構成する材料の調製)
基材層に使用する材料(成分A、B、C)を、表1〜2に示す配合量(質量部)で配合してヘンシェルミキサーで均一に混合し、樹脂組成物を調製した。該樹脂組成物を、37mm径同方向二軸押出機(L/D=42)に供給し、シリンダー温度240〜280℃で溶融混練し、その溶融樹脂をひも状に吐出させ、水槽で冷却し、ペレタイザーを通してペレット状にした。得られたペレットを、100〜110℃の乾燥機で3〜24時間乾燥した。
得られたペレットについて、JIS K7121に従い、加熱速度10℃/分で示差走査熱量測定により求めたガラス転移温度(補外ガラス転移開始温度)を「基材層のガラス転移温度」として表1〜2に示す。
【0039】
(3.多層シートの製造)
基材層用の材料(上記で調製した基材層用のペレットまたは成分A)を、直径40mm単軸押出機に投入し、シリンダー温度240〜270℃で溶融混練し、一方、表面層用の材料(材料D)を、直径30mm単軸押出機に投入し、シリンダー温度220〜250℃で溶融混練し、それぞれの溶融樹脂を、得られる多層シートにおける基材層、表面層それぞれの厚みが表1〜2に示す厚みとなるように、2層用フィードブロックを有するTダイで合流させて吐出させ、ピンチロールで引き取りつつ100〜130℃に冷却することで、幅500mmの2層シート(実施例1〜5、比較例4〜5)を製造した。
各例で製造した多層シートの基材層および表面層の厚み(μm)を表1〜2に示す。これらの値は、基材層および表面層の各々の吐出量から換算した値である。
なお、表1〜2中、成分Dの100質量部は、表面層を構成する材料が成分Dのみであることを示すものであり、成分Aに対する配合量の比率を示すものではない。
【0040】
(4.単層シート(比較例1〜3)の製造)
基材層用の材料、表面層用の材料のいずれか一方を用いず、基材層用の材料または表面層用の材料として表2に示すものを用いた以外は上記(3.多層シートの製造)と同様にして、幅500mmの単層シートを製造した。
各例で製造した単層シートの基材層または表面層の厚み(μm)を、厚みゲージを用いて測定した。その結果を表2に示す。
【0041】
(5.多層シートおよび単層シートの評価)
得られた各シート(実施例1〜5、比較例4〜5の多層シートおよび比較例1〜3の単層シート)について、以下の評価を行った。
・全光線透過率:JIS K7361−1に従い、各シート1枚の全光線透過率を測定した。結果を表1〜2に示す。
・表面硬度:JIS K5600−5−4に従い、荷重750gで各シート表面の鉛筆硬度を測定した。実施例1〜5、比較例4〜5の多層シートについては、表面層側の面で測定した。結果を表1〜2に示す。
・引裂強度:JIS K7128−3に従い、試験速度200mm/分で各シートの流れ方向および幅方向の引裂強度[N/mm]を測定した。結果を表1〜2に示す。
・折り曲げ試験:各シートから20mm×100mmの短冊状試験片を切り取り、該試験片を二つ折りにしたときに、割れなかった場合を○、割れた場合を×と評価した。
・真空成形性:真空成形機に、図1に示す真空成形評価用の金型1を取り付けた。図1(a)は金型1の上面図であり、図1(b)は金型1の側面図である。金型1は、等間隔に配置された3個×3個のポケット2を有し、各ポケット2の寸法は、縦W1:20mm×横W2:20mm×深さD:12mmであり、各ポケット2のコーナーエッジの曲率Rは0.8mmであり、ポケット間の間隔W3は5mmである。
実施例および比較例の各シートを、表面層を上にして真空成形機内にセットし、上側ヒーターでシートの表面温度を測定しながら加熱した。シート表面が所定温度になった時点で、下側から金型1を上昇させてシートに押し当てながら真空引きし、20秒間保持した。その後、40℃に冷却し、得られた成形品を取り出した。
成形時のシート表面温度(成形温度)は120℃から200℃まで10℃毎に9点とし、各成形温度における成形品の外観、形状を観察し、以下の判定基準で評価した。結果を表1〜2に示す。
[判定基準]
良好:ポケット部分が充分に成形され、全体にシワや弛みが無い。
不良:ポケット部分が充分に成形されていない。または成形品にシワや弛みがある。
また、このとき良好な成形品が得られた成形温度を表1〜2に示す。良好な成形品が得られず、全て不良であったものについては、その不良の理由を表2に示す。
【0042】
(6.加飾シートおよび加飾成形体の製造および評価)
実施例2の多層シートの基材層側に、黒インキでスクリーン印刷し、90℃で乾燥して加飾シートを得た。
得られた加飾シートの外観を観察したところ、変形、収縮、カール等の不具合は見られなかった。
該加飾シートを、上記真空成形性の評価で用いたのと同じ金型1を用い、成形温度140℃で真空成形して加飾成形体を得た。
得られた加飾成形体の外観を観察したところ、ポケット部分が充分に成形され、全体にシワや弛みは見られなかった。
【0043】
【表1】
【0044】
【表2】
【0045】
上記結果に示すとおり、実施例1〜5の多層シートは、90%以上の高い全光線透過率を有しており、表面硬度も高く、機械的強度(引裂強度、折り曲げ試験)や真空成形性にも優れていた。
一方、表面層を設けなかった比較例1〜2の単層シートは表面硬度が低く、特に成分B〜Cを配合しなかった比較例2は、真空成形性も悪かった。基材層を設けなかった比較例3の単層シートは、機械的強度(引裂強度、折り曲げ試験)が悪かった。成分B〜Cを配合しなかった比較例4の多層シートは、真空成形性が悪かった。成分Cを配合しなかった比較例5の多層シートは、透明性が低く不良であった。
【符号の説明】
【0046】
1…真空成形用の金型、2…ポケット
【技術分野】
【0001】
本発明は、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを用いた加飾シートおよび加飾成形体に関する。
【背景技術】
【0002】
自動車内装や家電、OA機器、パーソナルコンピュータ、小型携帯機器などの筐体には、樹脂製の成形体と、金属調、木目調などの意匠が形成された加飾シートとが一体化された加飾成形体が用いられている。
成形体と加飾シートとを一体化させる方法としては、加飾シートを予備成形することなく射出成形金型内に挿入し、そこに溶融樹脂を射出して射出成形体を形成すると同時にその成形体に加飾シートを貼り合わせる方法(インモールド成形)、加飾シートを熱成形(真空成形、圧空成形、真空圧空成形等)により予備成形した後、これを射出成形金型内にセットし、そこに溶融樹脂を射出して、射出成形体を形成すると同時に予備成形された加飾シートと一体化させる方法(インサートモールド法)等が用いられている。また、成形体表面に被覆を施す方法(三次元表面加飾成形)も提案されており、たとえば特許文献1には中空芯材を表皮材で減圧被覆する方法が開示されている。
加飾シートとしては、たとえばアクリル系樹脂などの透明樹脂シートの裏面に意匠層を設け、該意匠層上に熱可塑性樹脂シートを積層したものが用いられている。たとえば特許文献2には、クリアー層、意匠層、塩化ビニル樹脂(PVC樹脂)にアクリロニトリル・ブタジエン・スチレン共重合樹脂(ABS樹脂)を混合してなる接着層を順次積層した加飾部材が提案され、特許文献3には、表面側から順に、透明アクリル系樹脂シート層、絵柄印刷インキ層、ABS樹脂シート層、ABS樹脂バッカー層が積層された化粧シートが開示されている。また、特許文献4には、ポリカーボネート樹脂層の表面にメタクリル樹脂およびアクリルゴム粒子からなる層が積層されてなる多層フィルムの一方の面に加飾を施し、その加飾面に熱可塑性樹脂シートを積層した加飾シートが開示されている。
このような加飾シートは、熱可塑性樹脂シート側にて射出成形体と一体化され、加飾成形体とされる。該加飾成形体においては、透明樹脂シートが表面に配置され、該透明樹脂シートを通して意匠層を視認できるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−7422号公報
【特許文献2】登録実用新案第3015173号公報
【特許文献3】特開2001−334609号公報
【特許文献4】特開2009−234184号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のように、加飾シートの表面を構成する透明樹脂シートとしては、アクリル系樹脂シートが広く用いられている。しかし、アクリル系樹脂シートは靭性が低いため、スリット加工や折り曲げ加工の際に割れやすく、また、スリットやトリミング加工の際に生じる粉バリが製品表面を汚染することがある。機械的強度の向上のためにアクリル系のゴム粒子を配合したアクリル系樹脂シートもあるが、上記のような問題は完全には解決されず、また、耐熱性や表面硬度の低下、応力白化等を招いてしまう。
所定のメタクリル樹脂層とポリカーボネート樹脂層とを組み合わせた特許文献4に記載の多層フィルムは、機械的強度や耐熱性は良好であるものの、熱成形性が不良で、熱可塑性樹脂シートと積層して加飾シートとする際、あるいは該加飾シートを射出成形品とする際に、多層フィルムにシワが生じたり、その表面がゆず肌になったり、多層フィルムが充分に伸びない等、仕上がり具合が悪くなることがある。
本発明は、上記事情に鑑みてなされたものであって、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れ、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを備えた加飾シートおよび加飾成形体を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決する本発明は以下の態様を有する。
[1]ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなることを特徴とする多層シート。
[2]前記脂肪族・芳香族ポリエステル樹脂が、ポリブチレンアジペート−テレフタレート共重合樹脂である、[1]に記載の多層シート。
[3]前記基材層のガラス転移温度が145℃以下である、[1]または[2]に記載の多層シート。
[4][1]〜[3]のいずれか一項に記載の多層シートを備える加飾シート。
[5][1]〜[3]のいずれか一項に記載の多層シートを備える加飾成形体。
【発明の効果】
【0006】
本発明によれば、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れ、加飾シートまたは加飾成形体を構成する透明樹脂シートとして有用な多層シート、ならびに該多層シートを備えた加飾シートおよび加飾成形体を提供できる。
【図面の簡単な説明】
【0007】
【図1】実施例にて真空成形性の評価に用いた金型の上面図(図1(a))および側面図(図1(b))である。
【発明を実施するための形態】
【0008】
<多層シート>
本発明の多層シートは、ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなる。
【0009】
(基材層)
基材層を構成するポリカーボネート樹脂としては、特に限定されず、たとえば従来、シート基材に用いられているポリカーボネート樹脂を使用できる。具体的には、ジヒドロキシ化合物とホスゲンとを反応させるホスゲン法によって得られる重合体、ジヒドロキシ化合物とジフェニルカーボネートなどの炭酸エステルとを反応させるエステル交換法によって得られる重合体等が挙げられる。
本発明においては、特に、芳香族ポリカーボネート樹脂が好ましい。芳香族ポリカーボネート樹脂としては、たとえば、前記ホスゲン法において、ジヒドロキシ化合物としてジヒドロキシジアリール化合物を用いて得られる重合体、前記エステル交換法において、ジヒドロキシ化合物としてジヒドロキシジアリール化合物を用いて得られる重合体等が挙げられる。
【0010】
前記ジヒドロキシジアリール化合物としては、たとえば、
ビスフェノールA[2,2−ビス(p−ヒドロキシフェニル)プロパン]、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)オクタン、ビス(4−ヒドロキシフェニル)フェニルメタン、2,2−ビス(4−ヒドロキシフェニル−3−メチルフェニル)プロパン、1,1−ビス(4−ヒドロキシ−3−tert−ブチルフェニル)プロパン等のビス(ヒドロキシアリール)アルカン類;
1,1−ビス(4−ヒドロキシフェニル)シクロペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン等のビス(ヒドロキシアリール)シクロアルカン類;
4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルエーテル等のジヒドロキシジアリールエーテル類;
4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルフィド等のジヒドロキシジアリールスルフィド類;
4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホキシド等のジヒドロキシジアリールスルホキシド類;
4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホン等のジヒドロキシジアリールスルホン類;
等が挙げられる。これらはいずれか1種を単独で用いてもよく、2種類以上を混合して使用してもよい。
上記の中でも、ビス(ヒドロキシアリール)アルカン類が好ましく、ビスフェノールAが特に好ましい。
【0011】
ポリカーボネート樹脂の粘度平均分子量(Mv)は、特に制限はないが、成形加工性、機械的強度の点から、10000〜100000が好ましく、15000〜35000がより好ましい。
ここで、本明細書において、ポリカーボネート樹脂のMvは、塩化メチレン100mlにポリカーボネート樹脂0.7gを20℃で溶解した溶液から求めた比粘度(ηsp)を次式に挿入して求めたものである。
【0012】
【数1】
【0013】
本発明において、ポリカーボネート樹脂としては、前記ジヒドロキシジアリール化合物がビスフェノールAであるビスフェノールA型のポリカーボネート樹脂が、安価で容易に入手できることから特に好ましく用いられる。ビスフェノールA型ポリカーボネート樹脂のガラス転移温度は146〜170℃が好ましく、147〜160℃がより好ましい。該ポリカーボネート樹脂のガラス転移温度が170℃以下であると、基材層のガラス転移温度を145℃以下に調整しやすい。基材層のガラス転移温度が145℃以下であると、後述するように、熱成形性、成形品の外観が良好となる。該ポリカーボネート樹脂のガラス転移温度が146℃以上であると、得られる基材層の耐熱性が良好である。
ポリカーボネート樹脂は、前記ホスゲン法、エステル交換法等、公知の方法により製造できる。ポリカーボネート樹脂の製造に際し、分子量調整剤、触媒等を必要に応じて添加してもよい。
【0014】
脂肪族・芳香族ポリエステル樹脂は、脂肪族ジカルボン酸と芳香族ジカルボン酸と脂肪族ジオールとの重縮合により得られる重合体(重縮合体)であり、脂肪族ジカルボン酸単位、芳香族ジカルボン酸単位および脂肪族ジオール単位から構成される。
ここで「単位」は、ポリマーを構成する繰り返し単位を意味する。
該脂肪族・芳香族ポリエステル樹脂を前記ポリカーボネート樹脂とともに基材層に配合することにより、ポリカーボネート樹脂単独の場合に比べて基材層のガラス転移温度が低下し、優れた熱成形性が得られる。
【0015】
前記脂肪族ジカルボン酸としては、HOOC−R1−COOH[式中、R1はアルキレン基である。]で表されるものが好ましい。R1のアルキレン基は、直鎖状、分岐鎖状、環状のいずれであってもよく、それらの組み合わせであってもよい。特に直鎖状であることが好ましい。R1の炭素数は2〜10が好ましい。該脂肪族ジカルボン酸として具体的には、たとえばコハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等が挙げられる。
脂肪族・芳香族ポリエステル樹脂に含まれる脂肪族ジカルボン酸単位は、1種でも2種以上であってもよい。
【0016】
前記芳香族ジカルボン酸としては、HOOC−R2−COOH[式中、R2は芳香族環式化合物から水素原子を2つ除いた基である。]で表されるものが好ましい。該芳香族環式化合物としては、ベンゼン環、ナフタレン環等が挙げられる。該芳香族ジカルボン酸として具体的には、たとえばイソフタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸等が挙げられる。
脂肪族・芳香族ポリエステル樹脂に含まれる芳香族ジカルボン酸単位は、1種でも2種以上であってもよい。
脂肪族・芳香族ポリエステル樹脂中、芳香族ジカルボン酸単位の含有量は、脂肪族・芳香族ポリエステル樹脂を構成する全単位の合計に対し、20〜70モル%が好ましく、30〜60モル%がより好ましい。芳香族ジカルボン酸単位の含有量が上記範囲の下限値未満であると、基材層の耐熱性が損なわれるおそれがあり、上限値を超えると、基材層のガラス転移温度を145℃以下に調整することが困難になる。
【0017】
前記脂肪族ジオールとしては、HO−R3−OH[式中、R3はアルキレン基である。]で表されるものが好ましい。R3のアルキレン基は、直鎖状、分岐鎖状、環状のいずれであってもよく、それらの組み合わせであってもよい。R3の炭素数は2〜10が好ましい。該脂肪族ジオールとして具体的には、たとえばエチレングリコール、1,4−ブタンジオール、1,3−プロパンジオール、1,4−シクロヘキサンジメタノール等が挙げられる。
脂肪族・芳香族ポリエステル樹脂に含まれる脂肪族ジオール単位は、1種でも2種以上であってもよい。
【0018】
脂肪族・芳香族ポリエステル樹脂としては、本発明の効果に優れることから、ポリブチレンアジペート−テレフタレート共重合樹脂が好ましい。ポリブチレンアジペート−テレフタレート共重合樹脂は、アジピン酸とテレフタル酸と1,4−ブタンジオールとの重縮合体である。
脂肪族・芳香族ポリエステル樹脂は、公知の方法により製造できる。また、市販のものを用いてもよい。
【0019】
基材層に配合する脂肪族・芳香族ポリエステル樹脂は、1種でも2種以上でもよい。
脂肪族・芳香族ポリエステル樹脂の配合量は、ポリカーボネート樹脂100質量部に対して1〜30質量部が好ましく、2〜25質量部がより好ましく、3〜20質量部がさらに好ましい。配合量が該範囲の下限値未満の場合、得られる多層シートの真空成形などの熱成形性が充分に向上しないおそれがある。一方、脂肪族・芳香族ポリエステル樹脂の配合量が該範囲の上限を超える場合、基材層の耐熱性が損なわれるおそれがある。耐熱性が低下すると、該多層シートに意匠層を印刷により形成した後の加熱乾燥時に基材層が変形したり、射出成形体と一体化して加飾成形体とする際に、射出樹脂の熱によって基材層が溶けるおそれがある。
【0020】
相溶化剤は、上記ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂との相溶性を向上させる作用を有するものであり、それらの混合物に透明性を付与し、基材層の透明性を向上させるために配合される。
相溶化剤としては、上記作用を有するものであれば特に限定されず、公知の相溶化剤のなかから適宜選択できる。
好ましい相溶化剤として、カルボジイミド化合物、オキサゾリン化合物、エポキシ化合物等が挙げられ、いずれか1種を用いても2種以上を併用してもよい。これらの中でも、カルボジイミド化合物が好ましい。
【0021】
カルボジイミド化合物は、分子内に少なくとも1つのカルボジイミド基を有する化合物である。
カルボジイミド化合物として具体的には、たとえば、分子内に1個のカルボジイミド基を有するカルボジイミド化合物として、イソプロピルカルボジイミド、ジシクロヘキシルカルボジイミド、ジオクチルカルボジイミド等が挙げられる。また、分子内に2個以上のカルボジイミド基を有するカルボジイミド化合物として、1,3−フェニレンジイソシアナート、1,4−フェニレンジイソシアナート、2,4−トリレンジイソシアナート、2,6−トリレンジイソシアナート、テトラメチルキシリレンジイソシアナート、4,4’−ジフェニルメタンジイソシアナート、4,4’−ジフェニルジメチルメタンジイソシアナート、1,4−シクロヘキサンジイソシアナート、1−メチル−2,4−シクロヘキサンジイソシアナート、1−メチル−2,6−シクロヘキサンジイソシアナート、イソホロンジイソシアナート、4,4’−ジシクロヘキシルメタンジイソシアナート、ヘキサメチレンジイソシアナート等が挙げられる。これらの中でも、ジシクロヘキシルカルボジイミドが特に好ましい。
【0022】
オキサゾリン化合物は、分子内に少なくとも1つのオキサゾリン基を有する化合物であり、該オキサゾリン基は、アルキル基等の置換基を有していてもよい。
オキサゾリン化合物として具体的には、たとえば、分子内に2個のオキサゾリン基を有するオキサゾリン化合物として、2,2’−o−フェニレンビス(2−オキサゾリン)、2,2’−m−フェニレンビス(2−オキサゾリン)、2,2’−p−フェニレンビス(2−オキサゾリン)、2,2’−p−フェニレンビス(4−メチル−2−オキサゾリン)、2,2’−m−フェニレンビス(4−メチル−2−オキサゾリン)、2,2’−m−フェニレンビス(4,4’−ジメチル−2−オキサゾリン)、2,2’−ジフェニレンビス(2−オキサゾリン)等の、芳香族炭化水素に置換基を有していてもよいオキサゾリン基が2個結合した化合物;2,2’−エチレンビス(2−オキサゾリン)、2,2’−テトラメチレンビス(2−オキサゾリン)、2,2’−ヘキサメチレンビス(2−オキサゾリン)、2,2’−オクタメチレンビス(2−オキサゾリン)、2,2’−エチレンビス(4−メチル−2−オキサゾリン)、2,2’−ジフェニレンビス(2−オキサゾリン)等の、飽和炭化水素に置換基を有していてもよいオキサゾリン基が2個結合した化合物;等が挙げられる。
オキサゾリン化合物は、置換基を有していてもよいオキサゾリン基を分子内に有する樹脂であってもよい。該樹脂の具体例として、たとえば日本触媒社製「エポクロス」等のオキサゾリン変性樹脂が挙げられる。
【0023】
エポキシ化合物は、分子内に少なくとも1つのエポキシ基を有する化合物である。
エポキシ化合物として具体的には、たとえば、エポキシ化大豆油、エポキシ化アマニ油、エポキシブチルステアレート、エポキシオクチルステアレート、フェニルグリシジルエーテル、アリルグリシジルエーテル、p−ブチルフェニルグリシジルエーテル、スチレンオキシド、ネオヘキセンオキシド、アジピン酸ジグリシジルエステル、セバシン酸ジグリシジルエステル、フタル酸ジグリシジルエステル、ビス−エポキシジシクロペンタジエニルエーテル、エチレングリコールジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ブタジエンジエポキシド、テトラフェニルエチレンエポキシド、エポキシ化ポリブタジエン、エポキシ化スチレン−ブタジエン系共重合体、エポキシ化水素化スチレン−ブタジエン系共重合体、ビスフェノール−A型エポキシ化合物、ビスフェノール−S型エポキシ化合物、フェノールノボラック型エポキシ化合物、レゾルシノール型エポキシ化合物、3,4−エポキシシクロヘキサメチル−3,4−エポキシシクロヘキシルカルボキシレート、3,4−エポキシシクロヘキシルグリシジルエーテル等が挙げられる。
【0024】
基材層に配合する相溶化剤は、1種でも2種以上でもよい。
相溶化剤の配合量は、ポリカーボネート樹脂100質量部に対して0.1〜8質量部が好ましく、0.2〜5質量部がより好ましい。相溶化剤の配合量が少なすぎると、基材層の透明性が不足するおそれがある。一方、相溶化剤の配合量が多すぎると、多層シートに異物欠点を発生させるおそれがある。
【0025】
基材層は、本発明の効果を損なわない範囲で、必要に応じて、上記ポリカーボネート樹脂、脂肪族・芳香族ポリエステル樹脂、相溶化剤以外の他の成分を含有してもよい。該他の成分としては、たとえば酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤等が挙げられる。
【0026】
基材層のガラス転移温度は、145℃以下であることが好ましく、140℃以下がより好ましい。基材層のガラス転移温度が145℃以下であると、真空成形等の熱成形における温度の調整範囲が広く、熱成形性、成形品の外観が良好となる。
また、基材層のガラス転移温度は、80℃以上であることが好ましく、100℃以上がより好ましい。基材層のガラス転移温度が低すぎると、多層シートに意匠層を印刷して加熱乾燥する際に、多層シートが変形したり、射出成形の際に、射出樹脂の熱によって基材層が溶けてしまうおそれがある。
脂肪族・芳香族ポリエステル樹脂の配合によりポリカーボネート樹脂のガラス転移温度が低下し、これが基材層のガラス転移温度となる。そのため、基材層のガラス転移温度は、使用するポリカーボネート樹脂のガラス転移温度、該ポリカーボネート樹脂に対する脂肪族・芳香族ポリエステル樹脂の配合比率により調整できる。
【0027】
(表面層)
表面層は、加飾シートの少なくとも一方の最表面、または加飾成形体の少なくとも一部の最表面に配置されて、その内側(たとえば加飾シートにおける意匠層、加飾成形体における意匠層や射出成形体)の傷つきを防止する保護層として機能する。
表面層を構成するアクリル系樹脂としては、特に限定されず、たとえば従来、加飾シートの表面を構成する透明樹脂シートに用いられているアクリル系樹脂のなかから適宜選択できる。具体例として、たとえばポリメタクリル酸アルキル、メタクリル酸アルキルとアクリル酸アルキルとの共重合体等が挙げられる。
メタクリル酸アルキルにおけるアルキル基は、直鎖状、分岐鎖状および環状のいずれであってもよく、直鎖状または分岐鎖状が好ましい。該アルキル基の炭素数は通常1〜8の範囲内であり、1〜4が好ましい。メタクリル酸アルキルの具体例としては、例えばメタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシル等が挙げられる。これらの中でもメタクリル酸メチルが好ましい。
アクリル酸アルキルにおけるアルキル基は、前記メタクリル酸アルキルにおけるアルキル基と同様のものが挙げられる。アクリル酸アルキルの具体例としては、例えばアクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル等が挙げられる。
メタクリル酸アルキルとアクリル酸アルキルとの共重合体におけるメタクリル酸アルキル単位の含有量は、耐光性に優れることから、該共重合体を構成する全単位の合計に対し、50質量%以上が好ましく、50〜99質量%がより好ましい。また、アクリル酸アルキル単位の含有量は、該共重合体を構成する全単位の合計に対し、50質量%以下が好ましく、50〜1質量%がより好ましい。
アクリル系樹脂のガラス転移温度は80〜145℃が好ましく、90〜130℃がより好ましい。アクリル系樹脂のガラス転移温度がこの範囲内であれば、多層シートの耐熱性や成形性を損なうおそれがない。
【0028】
表面層は、本発明の効果を損なわない範囲で、必要に応じて、上記アクリル系樹脂以外の他の成分を含有してもよい。該他の成分としては、たとえばアクリルゴム粒子、酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤等が挙げられる。
【0029】
本発明の多層シートの製造方法としては、共押出成形法、押出ラミネート法、熱ラミネート法、ドライラミネート法等が挙げられ、いずれの成形法を用いてもよい。生産性に優れる点から、共押出成形法が好ましい。
共押出成形法のよる多層シートの製造方法としては、例えば、表面層、基材層の各層を構成する材料(アクリル系樹脂、ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤との混合物)をそれぞれ押出機で溶融混練し、それらを、多層フィードブロックを有するTダイ、マルチマニーホールドTダイ、多層インフレーション円形ダイなどを用いて合流させ、積層化する、といった方法が挙げられる。
表面層は、基材層の片面に設けてもよく、両面に設けてもよい。
【0030】
本発明の多層シートの全体厚みは、加飾成形体の形状やデザインによって適宜設定される。通常、50〜800μmの範囲内であり、60〜600μmが好ましい。
該多層シートにおける表面層の厚みは、全体厚みや、所望の表面硬度、機械的強度等を考慮して適宜設定すればよく、特に限定されないが、表面層が薄すぎると、表面硬度が低くなり、傷や圧痕がつきやすくなることから、表面層の厚みは、5μm以上が好ましく、10μm以上がより好ましい。また、表面層が厚すぎると、機械的強度が低下し、多層シートに対してスリット、トリミング、折り曲げ等の加工を施した際に割れが生じたり、スリッやトリミングの際に粉状のバリが発生し、加飾成形体の表面を汚染するおそれがあることから、表面層の厚みは、100μm以下が好ましく、80μm以下がより好ましい。
該多層シートにおける基材層の厚みは、全体厚みおよび表面層の厚みを考慮して適宜設定すればよい。
【0031】
上記本発明の多層シートは、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れたものであることから、加飾シート用または加飾成形体用として有用である。すなわち、加飾シートの少なくとも一方の表面を構成する透明樹脂シート、または加飾成形体の少なくとも一部の表面を構成する透明樹脂シートとして有用である。
本発明の多層シートは、JIS K7361−1に従って測定される全光線透過率として80%以上の透明性を有することが好ましい。該全光線透過率は、83%以上がより好ましい。該全光線透過率は、高いほど好ましいため上限は特に限定されないが、89%程度あれば実用上充分である。
また、本発明の多層シートは、傷付き防止の点で、表面層側の面が、JIS K5600−5−4に従い、荷重750gで各シート表面の鉛筆硬度としてHB以上の表面硬度を有することが好ましい。該鉛筆硬度は2H以上がより好ましい。
また、本発明の多層シートは、スリット、トリミング、折り曲げの際の割れやバリの発生の防止の観点で、JIS K7128−3に従い、試験速度200mm/分で測定される流れ方向および幅方向の引裂強度が、それぞれ、50N/mm以上であることが好ましく、80N/mm以上であることが好ましい。該引裂強度の上限は特に限定されないが、110N/mm程度あれば実用上充分である。
【0032】
<加飾シート>
本発明の加飾シートは、前記本発明の多層シートを備えるものである。
該加飾シートの構成は、公知の加飾シートにおける透明樹脂シートの代わりに本発明の多層シートを用いる以外は、該公知の加飾シートと同様の構成であってよい。具体例として、該多層シートと、該多層シートの片面上に設けられた意匠層と、を備えるものが挙げられる。
多層シートが、片面に前記表面層を有する場合、該意匠層は、該多層シートの基材層側の表面に設けられる。多層シートが、両面に前記表面層を有する場合、該意匠層は、該多層シートの表面のどちら側に設けてもよい。
意匠層は、例えば多層シート上に直接、グラビア印刷、フレキソ印刷等により所望の意匠を印刷し、加熱乾燥することにより形成してもよく、2軸延伸PETフィルム等の転写シートに印刷により形成された意匠層を、加熱転写等の方法により多層シートに転写することにより形成してもよい。
意匠としては、たとえば金属調、木目調、幾何模様、立体模様等が挙げられる。
意匠層は、前記多層シート上に、直接積層されていてもよく、多層シートとの密着性の向上のために、プライマー層を介して積層されていてもよい。プライマー層は、多層シート上に公知のプライマー剤を塗布することにより形成できる。
【0033】
本発明の加飾シートは、加飾成形体とする際の加工性、デザイン性等の向上のために、前記意匠層上に、さらに、熱可塑性樹脂シートが積層されていてもよい。
熱可塑性樹脂シートの材質としては、当該加飾シートが一体化される成形体の材質に応じて適宜選択できる。たとえばポリカーボネート樹脂、ABS樹脂、PVC樹脂、耐衝撃ポリスチレン等のポリスチレン(PS)系樹脂、ポリプロピレン(PP)系樹脂、アクリル樹脂、ウレタン樹脂、ポリエステル系樹脂、シリコーン樹脂、それらのいずれか2種以上の混合物、等が挙げられる。
熱可塑性樹脂シートの厚みは、加工性等を考慮して適宜設定できる、通常、50〜1000μmの範囲内であり、70〜800μmが好ましい。
【0034】
前記熱可塑性樹脂シートは、前記意匠層上に、直接積層されていてもよく、接着剤層を介して積層されていてもよい。
接着剤層としては、接着剤を塗布してなるものや、熱融着可能な熱可塑性樹脂からなるシートなどが利用できる。接着剤としては、アクリル系、酢酸ビニル系、ウレタン系、アクリル−ウレタン系、アイオノマー系などの接着剤が挙げられる。熱融着可能な熱可塑性樹脂としてはエチレン−酢酸ビニル共重合樹脂、ポリエチレン系樹脂、マレイン酸変性オレフィン系樹脂、アイオノマー系樹脂などが挙げられる。アイオノマー樹脂としては、エチレン−(メタ)アクリル酸共重合体を亜鉛、ナトリウム、リチウム、マグネシウムなどの金属イオンで部分中和したものが挙げられる。
【0035】
本発明の加飾シートは、前記多層シートを備えることから、表面硬度、透明性、耐熱性、機械的強度、熱成形性に優れたものである。そのため、射出成形等により成形される成形体と一体化されて加飾成形体を構成する加飾シートとして有用である。
【0036】
<加飾成形体>
本発明の加飾成形体は、前記本発明の多層シートを備えるものである。該加飾成形体において、多層シートは、その表面層が当該該加飾成形体の最外層となるように配置される。
該加飾成形体の構成は、公知の加飾成形体において樹脂製の成形体と一体化されて用いられている加飾シートにおける透明樹脂シートの代わりに本発明の多層シートを用いる以外は、該公知の加飾成形体と同様の構成であってよい。
加飾成形体の具体例として、たとえば、前記本発明の加飾シートを真空成形等により熱成形した成形体が挙げられる。また、前記本発明の加飾シートと、該加飾シートの表面層側と反対側の面にて一体化された樹脂製の成形体と、を備えるものも挙げられる。前記本発明の加飾シートは、少なくとも片面の最表層は前記表面層であるため、該加飾シートの表面層側と反対側の面にて成形体と一体化することで、該表面層が当該該加飾成形体の最外層となるように配置される。
成形体の材質としては、公知の熱可塑性樹脂の中から適宜選択でき、たとえばポリカーボネート樹脂、ABS樹脂、PVC樹脂、PS系樹脂、PP系樹脂、アクリル樹脂、ウレタン樹脂、ポリエステル系樹脂、シリコーン樹脂、それらのいずれか2種以上の混合物、等が挙げられる。
加飾シートと成形体とを一体化させる方法としては、加飾シートを予備成形することなく射出成形金型内に挿入し、そこに溶融樹脂を射出して射出成形体を形成すると同時にその成形体に加飾シートを貼り合わせる方法(インモールド成形)、加飾シートを熱成形(真空成形、圧空成形、真空圧空成形等)により予備成形した後、これを射出成形金型内にセットし、そこに溶融樹脂を射出して、射出成形体を形成すると同時に予備成形された加飾シートと一体化させる方法(インサートモールド法)等、成形体表面を加飾シートで被覆し、一体化させる三次元表面加飾成形法等が挙げられ、いずれの方法を用いてもよい。
本発明の加飾成形体は、自動車の内外装部品や、家電機器、OA機器、パーソナルコンピュータ、小型携帯機器等を構成する筐体など、種々の用途に使用できる。
【実施例】
【0037】
以下、本発明について実施例を挙げて具体的に説明する。
[実施例1〜5、比較例1〜5]
(1.多層シートの材料)
以下の各例で用いた、多層シートの材料は以下のとおりである。なお、成分A、成分Dおよび基材層のガラス転移温度は、JIS K7121に従い、加熱速度10℃/分で示差走査熱量測定により求めた値(補外ガラス転移開始温度)である。
成分A:「ポリカーボネート樹脂」:出光興産社製、タフロン#2500、ビスフェノールA型ポリカーボネート、粘度平均分子量=25000、ガラス転移温度149℃。
成分B:「ポリブチレンアジペート−テレフタレート共重合樹脂」:ビーエーエスエフ社製、エコフレックス、融点115℃。
成分C:「ジシクロヘキシルカルボジイミド」:日清紡ケミカル社製、カルボジライトLA−1。
成分D:「メタクリル酸メチル−アクリル酸メチル共重合樹脂」:三菱レイヨン社製、アクリペットVH、ガラス転移温度111℃。
【0038】
(2.実施例1〜5、比較例1、5の基材層を構成する材料の調製)
基材層に使用する材料(成分A、B、C)を、表1〜2に示す配合量(質量部)で配合してヘンシェルミキサーで均一に混合し、樹脂組成物を調製した。該樹脂組成物を、37mm径同方向二軸押出機(L/D=42)に供給し、シリンダー温度240〜280℃で溶融混練し、その溶融樹脂をひも状に吐出させ、水槽で冷却し、ペレタイザーを通してペレット状にした。得られたペレットを、100〜110℃の乾燥機で3〜24時間乾燥した。
得られたペレットについて、JIS K7121に従い、加熱速度10℃/分で示差走査熱量測定により求めたガラス転移温度(補外ガラス転移開始温度)を「基材層のガラス転移温度」として表1〜2に示す。
【0039】
(3.多層シートの製造)
基材層用の材料(上記で調製した基材層用のペレットまたは成分A)を、直径40mm単軸押出機に投入し、シリンダー温度240〜270℃で溶融混練し、一方、表面層用の材料(材料D)を、直径30mm単軸押出機に投入し、シリンダー温度220〜250℃で溶融混練し、それぞれの溶融樹脂を、得られる多層シートにおける基材層、表面層それぞれの厚みが表1〜2に示す厚みとなるように、2層用フィードブロックを有するTダイで合流させて吐出させ、ピンチロールで引き取りつつ100〜130℃に冷却することで、幅500mmの2層シート(実施例1〜5、比較例4〜5)を製造した。
各例で製造した多層シートの基材層および表面層の厚み(μm)を表1〜2に示す。これらの値は、基材層および表面層の各々の吐出量から換算した値である。
なお、表1〜2中、成分Dの100質量部は、表面層を構成する材料が成分Dのみであることを示すものであり、成分Aに対する配合量の比率を示すものではない。
【0040】
(4.単層シート(比較例1〜3)の製造)
基材層用の材料、表面層用の材料のいずれか一方を用いず、基材層用の材料または表面層用の材料として表2に示すものを用いた以外は上記(3.多層シートの製造)と同様にして、幅500mmの単層シートを製造した。
各例で製造した単層シートの基材層または表面層の厚み(μm)を、厚みゲージを用いて測定した。その結果を表2に示す。
【0041】
(5.多層シートおよび単層シートの評価)
得られた各シート(実施例1〜5、比較例4〜5の多層シートおよび比較例1〜3の単層シート)について、以下の評価を行った。
・全光線透過率:JIS K7361−1に従い、各シート1枚の全光線透過率を測定した。結果を表1〜2に示す。
・表面硬度:JIS K5600−5−4に従い、荷重750gで各シート表面の鉛筆硬度を測定した。実施例1〜5、比較例4〜5の多層シートについては、表面層側の面で測定した。結果を表1〜2に示す。
・引裂強度:JIS K7128−3に従い、試験速度200mm/分で各シートの流れ方向および幅方向の引裂強度[N/mm]を測定した。結果を表1〜2に示す。
・折り曲げ試験:各シートから20mm×100mmの短冊状試験片を切り取り、該試験片を二つ折りにしたときに、割れなかった場合を○、割れた場合を×と評価した。
・真空成形性:真空成形機に、図1に示す真空成形評価用の金型1を取り付けた。図1(a)は金型1の上面図であり、図1(b)は金型1の側面図である。金型1は、等間隔に配置された3個×3個のポケット2を有し、各ポケット2の寸法は、縦W1:20mm×横W2:20mm×深さD:12mmであり、各ポケット2のコーナーエッジの曲率Rは0.8mmであり、ポケット間の間隔W3は5mmである。
実施例および比較例の各シートを、表面層を上にして真空成形機内にセットし、上側ヒーターでシートの表面温度を測定しながら加熱した。シート表面が所定温度になった時点で、下側から金型1を上昇させてシートに押し当てながら真空引きし、20秒間保持した。その後、40℃に冷却し、得られた成形品を取り出した。
成形時のシート表面温度(成形温度)は120℃から200℃まで10℃毎に9点とし、各成形温度における成形品の外観、形状を観察し、以下の判定基準で評価した。結果を表1〜2に示す。
[判定基準]
良好:ポケット部分が充分に成形され、全体にシワや弛みが無い。
不良:ポケット部分が充分に成形されていない。または成形品にシワや弛みがある。
また、このとき良好な成形品が得られた成形温度を表1〜2に示す。良好な成形品が得られず、全て不良であったものについては、その不良の理由を表2に示す。
【0042】
(6.加飾シートおよび加飾成形体の製造および評価)
実施例2の多層シートの基材層側に、黒インキでスクリーン印刷し、90℃で乾燥して加飾シートを得た。
得られた加飾シートの外観を観察したところ、変形、収縮、カール等の不具合は見られなかった。
該加飾シートを、上記真空成形性の評価で用いたのと同じ金型1を用い、成形温度140℃で真空成形して加飾成形体を得た。
得られた加飾成形体の外観を観察したところ、ポケット部分が充分に成形され、全体にシワや弛みは見られなかった。
【0043】
【表1】
【0044】
【表2】
【0045】
上記結果に示すとおり、実施例1〜5の多層シートは、90%以上の高い全光線透過率を有しており、表面硬度も高く、機械的強度(引裂強度、折り曲げ試験)や真空成形性にも優れていた。
一方、表面層を設けなかった比較例1〜2の単層シートは表面硬度が低く、特に成分B〜Cを配合しなかった比較例2は、真空成形性も悪かった。基材層を設けなかった比較例3の単層シートは、機械的強度(引裂強度、折り曲げ試験)が悪かった。成分B〜Cを配合しなかった比較例4の多層シートは、真空成形性が悪かった。成分Cを配合しなかった比較例5の多層シートは、透明性が低く不良であった。
【符号の説明】
【0046】
1…真空成形用の金型、2…ポケット
【特許請求の範囲】
【請求項1】
ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなることを特徴とする多層シート。
【請求項2】
前記脂肪族・芳香族ポリエステル樹脂が、ポリブチレンアジペート−テレフタレート共重合樹脂である、請求項1に記載の多層シート。
【請求項3】
前記基材層のガラス転移温度が145℃以下である、請求項1または2に記載の多層シート。
【請求項4】
請求項1〜3のいずれか一項に記載の多層シートを備える加飾シート。
【請求項5】
請求項1〜3のいずれか一項に記載の多層シートを備える加飾成形体。
【請求項1】
ポリカーボネート樹脂と脂肪族・芳香族ポリエステル樹脂と相溶化剤とからなる基材層の少なくとも片面に、アクリル系樹脂からなる表面層が積層されてなることを特徴とする多層シート。
【請求項2】
前記脂肪族・芳香族ポリエステル樹脂が、ポリブチレンアジペート−テレフタレート共重合樹脂である、請求項1に記載の多層シート。
【請求項3】
前記基材層のガラス転移温度が145℃以下である、請求項1または2に記載の多層シート。
【請求項4】
請求項1〜3のいずれか一項に記載の多層シートを備える加飾シート。
【請求項5】
請求項1〜3のいずれか一項に記載の多層シートを備える加飾成形体。
【図1】

【公開番号】特開2011−201039(P2011−201039A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−68087(P2010−68087)
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]