
多層フィルム
【課題】機械特性、透明性、及び光学異方性に優れた多層フィルムを提供する。
【解決手段】第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、前記第2の熱可塑性樹脂層は、無機フィラーを含有し、前記第1の熱可塑性樹脂層、及び、前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、前記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向していることを特徴とする多層フィルム。
【解決手段】第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、前記第2の熱可塑性樹脂層は、無機フィラーを含有し、前記第1の熱可塑性樹脂層、及び、前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、前記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向していることを特徴とする多層フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械特性及び光学特性に優れた多層フィルムに関する。
【背景技術】
【0002】
熱可塑性樹脂は一般に成形加工性に優れ、かつ多様な実用性能や経済性の観点から、フィルム、シート、パイプ、繊維等、用途に応じて幅広く利用されている。熱可塑性樹脂フィルムの用途として、近年特に光学用途が注目されている。
【0003】
従来、偏光素子の保護膜等に、ポリビニルアルコール等の熱可塑性樹脂を用いた光学フィルムが用いられている。しかしながら、光学フィルムに対する要求性能は高く、光学特性に加え、機械特性や寸法安定性、更に、経時使用に当っての各種品質の耐久性が要求される。上述のような熱可塑性樹脂を用いたフィルムは、これらの要求を十分に満たすものではない。
【0004】
熱可塑性樹脂の中でも、特定の樹脂、例えば、ポリプロピレン樹脂は生産性がよく安価であり、フィルム素材として極めて汎用性の高い熱可塑性樹脂である。しかしながら、常温以上の使用環境下では比較的柔らかく、外力負荷や加熱により寸法変化や材料変形が起こりやすいという問題がある。また、上記ポリプロピレン樹脂は、結晶性を有しており、結晶化を促進することにより機械特性の向上が可能であるが、結晶化の促進により透明性が低下してしまい、光学用途に適するものではない。
【0005】
上記問題点を改善するために、ポリプロピレン樹脂は、他の樹脂や充填材を添加した複合材として用いられることがある。このような複合材は、充填材の添加量を増加させると、剛性などの機械特性が向上する。例えば、特許文献1では、特定の立体規則構造を有するポリプロピレン樹脂に、オレフィン系エラストマーおよび無機材料を配合し、曲げ剛性や耐衝撃性を向上させたポリプロピレン樹脂組成物が提案されている。また特許文献2では、各種の耐衝撃性樹脂をベースとし、これに針状無機フィラーを添加することにより、耐熱性、耐衝撃性、曲げ剛性、難燃性が改良された樹脂組成物及びその成形体が提案されている。また特許文献3では、プロピレン単独重合体、特定のプロピレン系共重合体及び特定の無機充填材を使用することにより、耐擦傷性、耐衝撃性に優れ、表面光沢が小さくかつ表面平滑性に優れたポリプロピレン系樹脂組成物と、当該樹脂組成物をポリプロピレン基材の表皮材として用いた成形体が提案されている。更に、特許文献4では、樹脂層が厚み方向に5〜3000層積層され、少なくとも1層が結晶性樹脂層であり、且つ、少なくとも1層が非晶性樹脂層である積層フィルムが記載されている。
【0006】
しかしながら、特許文献1に記載されたポリプロピレン樹脂組成物は、樹脂構成成分としてオレフィン系エラストマーを使用している為、ポリプロピレン単体よりも耐熱性に劣り、また特に表面の耐擦傷性が低下するという問題がある。また、特許文献2に記載された樹脂組成物及び成形体は、無機物充填材の種類や形状によって、機械特性が十分に向上せず、且つ、透明性、光学異方性等の光学特性が低下するという問題がある。また、特許文献3に記載されたポリプロピレン系樹脂組成物及び成形体は、透明性が十分に検討されておらず、樹脂成分としてプロピレン系共重合体を使用しているので、得られる成形体の剛性が不十分であるという問題がある。更に、特許文献4に記載された積層フィルムは、無機フィラーを用いることは記載されておらず、剛性、強靭性、寸法安定性が不十分である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−33920号公報
【特許文献2】特開2006−169447号公報
【特許文献3】特開2004−91701号公報
【特許文献4】特開2004−130761号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記の問題に鑑みてなされたものであり、機械特性、透明性、及び光学異方性に優れた多層フィルムを提供すること目的とする。
【課題を解決するための手段】
【0009】
本発明者等は、上記目的を達成すべく鋭意研究を重ねた結果、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、第2の熱可塑性樹脂層が、無機フィラーを含有し、第1の熱可塑性樹脂層及び前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、上記無機フィラーが、針状及び板状から選択される少なくとも1種の形状であり、多層フィルムの面方向に対して略平行に配向している構成とする多層フィルムによって上記目的を達成できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明は、下記の多層フィルムに関する。
1.第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、
前記第2の熱可塑性樹脂層は、無機フィラーを含有し、
前記第1の熱可塑性樹脂層、及び、前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、
前記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している
ことを特徴とする多層フィルム。
2.前記無機フィラーは、アスペクト比が10以上である、上記項1に記載の多層フィルム。
3.前記第1の熱可塑性樹脂層が、ポリプロピレン樹脂を含む、上記項1又は2に記載の多層フィルム。
4.前記無機フィラーが、チタン酸塩を含む、上記項1〜3のいずれかに記載の多層フィルム。
【0011】
以下、本発明の多層フィルムについて詳細に説明する。
【0012】
本発明の多層フィルムは、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなり、上記第2の熱可塑性樹脂層は、無機フィラーを含有し、当該無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向しており、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計が、10以上であることを特徴とする。
【0013】
上記特徴を有する本発明の多層フィルムは、針状及び板状から選択される少なくとも1種の形状である無機フィラーを含有する第2の熱可塑性樹脂層が、第1の熱可塑性樹脂層と交互に積層され、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計を10以上とすることで、第2の熱可塑性樹脂に含有される無機フィラーが特定の層平面内に存在することにより厚み方向への配向が抑制され、面配向性が向上する。このため、剛性や表面硬度等の機械特性に優れ、フィルム走行安定性が増し、且つ、透明性や面内光学異方性等の光学特性に優れる。このような本発明の多層フィルムを、例えば液晶表示装置に用いると、液晶パネルの画像表示を長期間にわたって安定させることが可能となる。
【0014】
以下、本発明の多層フィルムの詳細を説明する。
【0015】
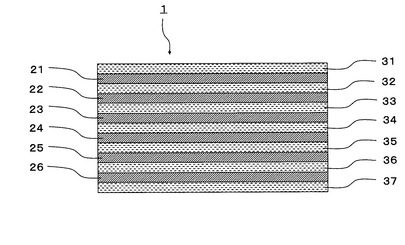
図1は、本発明の多層フィルムの一実施形態を示す断面図である。図1に示す多層フィルム1は、第1の熱可塑性樹脂層21〜26と、第2の熱可塑性樹脂層31〜37とを有する。第1の熱可塑性樹脂層21〜26と、第2の熱可塑性樹脂層31〜37とは交互に、多層フィルム1の厚み方向に積層されている。また、第1の熱可塑性樹脂層21〜26、及び第2の熱可塑性樹脂層31〜37の積層数の合計は、10以上となっている。
【0016】
(第1の熱可塑性樹脂層)
上記第1の熱可塑性樹脂層を形成する熱可塑性樹脂は、特に限定されず、従来公知の熱可塑性樹脂を用いることができる。透明性が高く、固有複屈折が低く、光弾性係数が小さい等の光学用途に必要とされる特性を発現することができ、且つ、高い機械特性を示す点で、ポリプロピレン樹脂を含むことが好ましい。上記ポリプロピレン樹脂は、上述の特性の他に、更に、ラジカル付加重合により得られるため、外観欠点となり得る架橋物や劣化物が発生し難く、疎水性を適度に有するため、高湿環境下でも各特性が損なわれ難く、また、安価で容易に製造入手することが可能である。
【0017】
上記ポリプロピレン樹脂のメルトフローレート(以下、適宜「MFR」と表す。)は、5〜30g/10分であることが好ましく、10〜20g/10分であることがより好ましい。このようなMFRを示すポリプロピレン樹脂を用いることにより、第1の熱可塑性樹脂層の成形性及び延伸性等の多層フィルムとしての品質を向上させることができる。
【0018】
上記MFRは、JISK6760で用いられるプラストメータを用い、JISK7120に準拠して測定した値である。
【0019】
上記ポリプロピレン樹脂の含有量は、上記第1の熱可塑性樹脂層の形成に用いられる樹脂組成物100重量%中、60〜95重量%であることが好ましい。上記ポリプロピレン樹脂の含有量が少な過ぎると、フィルムの透明性及び機械的強靭性が低下するおそれがある。
【0020】
上記ポリプロピレン樹脂は、ホモポリプロピレン樹脂を主成分とすることが好ましい。ホモポリプロピレン樹脂は、ブロックポリプロピレンコポリマーやランダムポリプロピレンコポリマーに比べて立体規則性が高い。立体規則性の高い材料は結晶化度及び同一分子間の親和性が高く、力学的特性を得ることができ、更に、一定の熱可塑性を示すので、多層フィルムに高い剛性を付与することができる。上記ホモポリプロピレン樹脂は、より立体規則性が高く結晶化し易い点で、アイソタクチックホモポリプロピレン樹脂であることがより好ましい。
【0021】
上記ホモポリプロピレン樹脂は、ヘプタン不溶分が90%以上であることが好ましく、99%以上であることがより好ましい。このようなホモポリプロピレン樹脂を用いることで、熱可塑性が高く、延伸後の分子配向が緻密な熱可塑性樹脂層を得ることができる。
【0022】
なお、上記ヘプタン不溶分は、ホモポリプロピレン樹脂の立体規則性の指標であり、ヘプタン不溶分が多いほど立体規則性が高いことを示す。上記ヘプタン不溶分は、具体的には、ホモポリプロピレン樹脂中の、ヘプタンにより溶解されない、ヘプタン不溶分の割合である。上記ヘプタン不溶分は、ヘプタンにより溶解されないアイソタクチックポリプロピレン樹脂の含有量の指標ともなる。上記ヘプタン不溶分は、例えば、特開平10−330706号公報に記載の方法に準じて測定することができる。
【0023】
上記アイソタクチックホモポリプロピレン樹脂は、メソペンタッド分率(mmmm)が、95%以上であることが好ましく、98%以上であることがより好ましい。このようなアイソタクチックホモポリプロピレン樹脂を用いることで、熱可塑性が高く、延伸後の分子配向が緻密な熱可塑性樹脂層を得ることができる。
【0024】
なお、上記メソペンタッド分率は、ポリプロピレン樹脂の立体規則性の指標であり、ポリプロピレン樹脂中のプロピレンモノマー単位中に含まれるメチル基が、互いに同方向に5つ連続している割合を示す。上記メソペンタッド分率が高いほど、高い立体規則性を有する。上記メソペンタッド分率は、例えば、特開平3−14851号公報に記載の方法に準じて測定することができる。
【0025】
上記第1の熱可塑性樹脂層を形成する熱可塑性樹脂は、本発明の目的を阻害しない範囲で、必要に応じて、他の成分を含有していてもよい。上記他の成分としては、2,6−ジ−t−ブチル−4−メチルフェノール、2−(1−メチルシクロヘキシル)−4,6−ジメチルフェノール、2,2−メチレン−ビス−(4−エチル−6−t−ブチルフェノール)、及びトリス(ジ−ノニルフェニルホスファイト)等の酸化防止剤;p−t−ブチルフェニルサリシレート、2,2’−ジヒドロキシ−4−メトキシ−ベンゾフェノン、及び2−(2’−ジヒドロキシ−4’−m−オクトキシフェニル)ベンゾトリアゾール等の紫外線吸収剤;トリメチロールプロパン等の架橋剤;パラフィンフェノス、硬化油等の滑剤;ステアロアジトプロピルジメチル−β−ヒドロキシエチルアンモニウムトレート等の帯電防止剤等が挙げられる。
【0026】
上記第1の熱可塑性樹脂層は、厚みが2〜800μmであることが好ましく、10〜150μmであることがより好ましい。第1の熱可塑性樹脂層の厚みを上記範囲とすることで、機械特性、光学特性、製膜性、フィルム外観、及びフィルム走行安定性に優れた多層フィルムを得ることができる。
【0027】
(第2の熱可塑性樹脂層)
本発明の多層フィルムは、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる。
【0028】
上記第2の熱可塑性樹脂層を形成する熱可塑性樹脂は、上記第1の熱可塑性樹脂層を形成する熱可塑性樹脂と同一のものを用いることができる。
【0029】
上記第2の熱可塑性樹脂層は、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している無機フィラーを含有する。第2の熱可塑性樹脂層が、上記無機フィラーを含有することにより、多層フィルムの機械特性、光学特性、及び耐熱性が向上する。
【0030】
上記無機フィラーとしてはチタン酸塩を用いることが好ましい。上記チタン酸塩は、例えばチタン化合物、又は、アルカリ金属塩、若しくはアルカリ土類金属塩を含有する化合物等を混合して焼成することにより得ることができる。
【0031】
上記チタン化合物は、加熱によりチタン酸化物を生成するものであれば特に限定されず、二酸化チタン、オルトチタン酸、メタチタン酸塩、オルトチタン酸塩、塩化チタン、硫酸チタン、水酸化チタン等を挙げることができる。上記チタン化合物は、単独で使用してもよいし、2種以上を併用してもよい。
【0032】
上記アルカリ金属塩、又はアルカリ土類金属塩を含有する化合物としては、加熱によりアルカリ金属酸化物、又はアルカリ土類金属酸化物を生成するものであれば特に制限されず、例えばアルカリ金属、又はアルカリ土類金属の酸化物、水酸化物、炭酸塩、硝酸塩、炭酸水素塩、シュウ酸塩等を挙げることができる。中でも、アルカリ金属であるカリウム系化合物が好ましい。アルカリ金属塩、又はアルカリ土類塩を含有する化合物は、単独で使用してもよいし、2種以上を併用してもよい。
【0033】
上記無機フィラーは、単結晶体であってもよいし、多結晶体であってもよいし、非晶質体であってもよい。
【0034】
上記無機フィラーは、アスペクト比が10以上であることが好ましい。上記アスペクト比が10未満であると、機械特性が劣るおそれがある。上記アスペクト比は10〜100であることがより好ましい。上記アスペクト比が大き過ぎると、光学特性、製膜性、フィルム外観が劣るおそれがある。
【0035】
上記無機フィラーの平均径は0.1〜20μmであることが好ましい。また、上記無機フィラーの平均長さは1μm〜15mmであることが好ましい。
【0036】
なお、本発明における無機フィラーの平均径、平均長さ、及びアスペクト比の測定方法は以下の通りである。即ち、フロー式粒子像分析装置(マルバーンインダストリイズ社製、型番「FPIA−3000」)により、個数平均短軸径、個数平均長軸径を測定し、個数平均短軸径を平均径、個数平均長軸径を平均長さとする。更に平均径で平均長さを除した値をアスペクト比とする。なお個数平均短軸径、及び個数平均長軸径の定義は、無機フィラーを長方形で囲んだ時の、最小長方形(外接長方形)の短辺長さの観察対象フィラー数での平均値を、個数平均短軸径とし、同じく長辺長さ平均値を、個数平均長軸径とする。
【0037】
上記無機フィラーは、多層フィルムの面方向に対して略平行に配向するものである。無機フィラーが多層フィルムの面方向に対して略平行に配向することにより、多層フィルムが剛性や表面硬度等の機械特性に優れ、加工時の伸び、傷や打痕等の外観欠点が発生し難くなる。
【0038】
上記無機フィラーは、多層フィルムの面方向に対して略平行であり、且つ長手方向に配向するものであることが好ましい。無機フィラーがこのような方向に配向する多層フィルムは、後述するように、製造工程においてドロー比を調整することにより容易に製造することができ、フィラー及び樹脂分子の配向効果が発現することにより、機械特性、曇度、正面レターデーションの値等を向上させることができる。
【0039】
上記無機フィラーの表面は、酸、アルカリ、カップリング剤、界面活性剤等の薬剤によって処理されていることが好ましい。上記薬剤によって処理することで、無機フィラーと第2の熱可塑性樹脂層を形成する熱可塑性樹脂との相溶性を向上させることができる。また、上記無機フィラーの表面は、アンチモン、インジウムおよびニオブ等により形成される金属層で被覆されていることが好ましい。上記金属層で被覆することで、無機フィラーに導電性を付与することができる。
【0040】
上記第2の熱可塑性樹脂層中の無機フィラーの含有量は、用いる無機フィラーの種類、形状、比重等によって適宜決定されるが、第2の熱可塑性樹脂層の形成に用いられる熱可塑性樹脂組成物100重量%に対して、1〜50重量%であることが好ましい。上記無機フィラーの含有量が1重量%未満であると、機械特性および光学特性が不十分となるおそれがある。上記無機フィラーの含有量が50重量%を超えると、熱可塑性樹脂組成物中に無機フィラーを均一に分散させることが困難となるおそれがあり、製膜性が低下し、上記多層フィルムの透明性が低下し、脆くなるおそれがある。
【0041】
上記第2の熱可塑性樹脂層は、厚みが2〜800μmであることが好ましく、10〜150μmであることがより好ましい。第2の熱可塑性樹脂層の厚みを上記範囲とすることで、機械特性、光学特性、製膜性、フィルム外観、及びフィルム走行安定性に優れた多層フィルムを得ることができる。
【0042】
(多層フィルム)
本発明の多層フィルムは、上記第1の熱可塑性樹脂層と、上記第2の熱可塑性樹脂層とが交互に積層されてなる。また、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計が、10以上である。上記積層数の合計が10未満であると、多層フィルムが機械特性を十分に発揮できない。
【0043】
また、上記積層数の合計は、2000以下であることが好ましく、1000以下であることがより好ましい。上記積層数の合計が多すぎると、多層フィルムの透明性及び光学異方性が劣るおそれがある。
【0044】
上記多層フィルムの平均厚みは特に制限されないが、5〜1000μmであることが好ましく、20〜200μmであることがより好ましい。多層フィルムの平均厚みが薄過ぎると、機械的強度が不十分となったり、耐久性が不十分となって、経時的に反り等の不具合を起こしたりするおそれがある。多層フィルムの平均厚みが厚過ぎると、透明性が不十分となったり、接着性が低下したりするおそれがある。多層フィルムの平均厚みが上記範囲内にあると、複屈折発現性を損なわず、一定の機械的強度を有し、更に、液晶表示装置へ積層される際に重視される部材の軽量化を図ることができる。上記多層フィルムの各層の平均厚みは、積層数に応じて適宜設定される。
【0045】
なお、本発明における多層フィルムの平均厚みの測定方法は以下の通りである。即ち、フィルム幅方向を基準軸とし、その基準軸に対して長手方向は50mm、幅方向は全幅で帯状フィルム片を採取する。上記帯状フィルム片の厚さを、フィルム厚さ測定器(セイコーEM社製、商品名「Millitron1240」を用いて、採取した帯状フィルム片の長手方向に平行に10mm間隔で測定し、測定値の平均を算出し、多層フィルムの平均厚み(μm)とする。
【0046】
上記多層フィルムの引張弾性率は、1000MPa以上であることが好ましく、1500〜3000MPaであることがより好ましい。多層フィルムの引張弾性率が上記範囲内にあると、剛性に優れ、このため、外力に対する変形耐性が高く、塗工、表面処理、ラミネートなどの加工性が安定する。また他の部材と積層し複合材として使用する場合には、複合素材に反りなどの変形が起こり難く、寸法安定性に優れる。
【0047】
上記多層フィルムの曇度は、10%以下であることが好ましい。5%以下であることがより好ましく、3%以下であることが更に好ましい。上記曇度が高過ぎると、特に光学フィルム等の用途に用いた場合に、光の透過性低下の原因となるおそれがある。
【0048】
上記多層フィルムの正面レターデーションR0(nm)は、20〜300nmであることが好ましく、80〜280nmであることがより好ましい。上記正面レターデーションR0が上記範囲内であると、多層フィルムを液晶パネルに積層した際に、安定した高品位の画像表示を得ることができる。上記レターデーションR0の値が上記範囲外であると、液晶を通過する際の複屈折を補償しきれないおそれがあり、特に光学フィルムとしての商品価値が低下するおそれがある。なおR0は下記式(1)により算出される値である。
R0(nm)=(nx−ny)×d・・・式(1)
(式中、nx:フィルム面内最大屈折率、ny:フィルム面内のnx方向と直交する方向の屈折率、d:位相差補償フィルムの平均厚み(nm))
【0049】
上記多層フィルムは、フィルムの幅方向に対する分子主鎖配向角(°)が1.0°以内であることが好ましく、0.5以内であることがより好ましい。分子主鎖配向角を上記範囲内とすることにより、分子主鎖が均一に配向して光軸が安定するので、液晶パネルに積層すると表示ムラがなく、安定した画像表示を得ることができる。
【0050】
上記多層フィルムは、鉛筆硬度で示される表面硬度が、HB以上であることが好ましい。H以上であることがより好ましく、2H以上であることが更に好ましい。鉛筆硬度がHBより低いと、加工の際のフィルム走行時や巻物保管時に多層フィルム表面に傷が入り外観品位が損なわれるおそれがあり、特に液晶パネルに積層して使用する場合には耐傷性に劣り、擦り傷などにより安定した高品位の画像表示を得ることができなくなるおそれがある。
【0051】
上記多層フィルムは、静摩擦係数が0.2〜0.5であることが好ましい。多層フィルムの静摩擦係数が上記範囲内にあると、表面保護フィルムを使用しなくても、巻物内部でのフィルムブロッキングの発生を抑制することができる。上記静摩擦係数が0.5を超えると、表面保護フィルムを使用しない単体フィルムが巻物状態でフィルムブロッキングを生じ、多層フィルムとしての商品価値を著しく損なうおそれがある。上記摩擦係数が0.2より小さいと、フィルム表面滑性が過剰となるにつれてフィルム蛇行が顕著となり、いわゆるテレスコープやタケノコといわれる、巻物形状が崩れる現象が発生して商品価値を損なうおそれがある。
【0052】
上記多層フィルムは、特に液晶表示装置の部品として好適に用いられる。上記多層フィルムは、単独で用いられても、偏光板と積層一体化させて複合偏光板として用いられてもよい。また、偏光板の液晶セル側に、保護フィルムの代替として、接着剤層を介して多層フィルムを積層一体化させて、偏光板として用いられてもよい。液晶表示装置の薄型化および製造効率を向上させることができる点で、偏光板の液晶セル側に、保護フィルムの代替として、接着剤層を介して多層フィルムを積層一体化させて、偏光板として用いられることが好ましい。
【0053】
上記多層フィルムを他の部材と接合して使用する場合には、表面改質処理を行うことが好ましい。表面改質処理の方法としては通常の方法を用いることができ、化学的処理方法として、接着剤分子と反応しうるような官能基をもつモノマーあるいはポリマーを表面に付ける表面グラフト化手法、表面に別のポリマーもしくはモノマーをコーティングする方法、カップリング剤処理、酸化力の強い薬品による処理、表面層を除去する薬品処理、表面層を強化するCASING処理、表面粗化手法としての薬品処理等が挙げられる。物理的処理方法として、紫外線照射処理、グロー放電処理、コロナ放電処理、プラズマ処理、表面粗化手法としてのスパッタ処理等が挙げられる。さらに、多層フィルムの表面に、塗布加工又は蒸着による各種の機能コーティング、ラミネート等を行うことにより諸性能を付加し、利用価値を向上させることもできる。
【0054】
(多層フィルムの製造方法)
本発明の多層フィルムの製造方法は特に限定されず、従来公知の方法を用いることができる。例えば、原料樹脂を押出機に供給して溶融混練し、押出機の先端に取り付けられた金型からフィルム状に押出した後、静電印荷キャスト法、タッチロール法、又はエアーナイフキャスト法により、冷却ロール上で冷却固化し、長尺状のフィルムに成膜する溶融押出法、又は上記熱可塑性樹脂を有機溶媒に溶解した溶液を、ドラム、若しくは無端ベルト等の上に流延した後、有機溶媒を蒸発させて、長尺状のフィルムに成膜する溶液流延法等の成形法を用いることができる。製造が容易であり、製造コストが低い点で、溶融押出法を用いることが好ましい。
【0055】
上記多層フィルムの製造方法としては、例えば、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなり、上記第2の熱可塑性樹脂層は、無機フィラーを含有し、上記第1の熱可塑性樹脂層、及び、上記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、上記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している多層フィルムの製造方法であって、熱可塑性樹脂組成物及び無機フィラー含有熱可塑性樹脂組成物を、溶融押出法により積層してフィルム状に成形し、樹脂積層体を得る工程(1)と、上記樹脂積層体を積層し、ダイリップ開口部から吐出して多層樹脂積層体を得る工程(2)と、上記多層樹脂積層体を冷却ロールにより冷却して多層フィルムを得る工程(3)とを有し、上記工程(2)に用いられるダイリップの開口面積(s1)と、上記工程(3)で得られる多層フィルムの断面積(s2)とで表されるドロー比((s1)/(s2))が3.0〜30.0である製造方法が挙げられる。
【0056】
上記製造方法によると、上記多層フィルムを容易に製造することができる。また、無機フィラーが多層フィルムの面方向に対して、略平行に配向し、且つ多層フィルムの長手方向に配向している多層フィルムを容易に製造することができる。
【0057】
上記工程(1)は、熱可塑性樹脂組成物及び無機フィラー含有熱可塑性樹脂組成物を、溶融押出法により積層してフィルム状に成形し、樹脂積層体を得る工程である。
【0058】
上記熱可塑性樹脂組成物は、上述した第1の熱可塑性樹脂層を形成する熱可塑性樹脂を含む熱可塑性樹脂組成物を用いることができる。また、上記無機フィラー含有熱可塑性樹脂組成物としては、上述した第2の熱可塑性樹脂層を形成する熱可塑性樹脂及び無機フィラーを含む、無機フィラー含有熱可塑性樹脂組成物を用いることができる。
【0059】
上記溶融押出法としては、フィルムを成形するために、ダイリップ開口部を細長い形状とする必要があるので、フラットダイ(Tダイ)成形法が用いられることが好ましい。上記Tダイ成形法において、上記Tダイには、樹脂流入部およびマニホールドが設けられる。マニホールドは樹脂流入部よりも幅方向に長く、樹脂流入部に接続した構造となっている。上記、樹脂流入部から供給された樹脂はマニホールド内で幅方向に拡大するように流れた後、ダイリップ開口部から吐出される。
【0060】
上記溶融押出法としては、また、複数の熱可塑性樹脂組成物をフィルム状に成形して積層し、樹脂積層体を形成する溶融押出方法として、共押出法が挙げられる。上記共押出法は、複数の熱可塑性樹脂組成物を個別の成形機より溶融状態で押出した後、金型に導入し、金型内外で溶融状態のまま積層する方法である。上記共押出は、押出された熱可塑性樹脂組成物を積層するタイミングによって、フィードブロック方式、マルチマニホールド方式などの数種類の方式に大別される。
【0061】
上記フィードブロック方式は、樹脂流入部で2種類以上の熱可塑性樹脂組成物を積層状態としてマニホールドに供給し、マニホールド内で積層状態を維持しながら幅方向を拡大させて、ダイリップ開口部から積層状態で吐出する方式である。上記フィードブロック方式は、積層される熱可塑性樹脂組成物ごとにマニホールドを設ける必要が無いので、他の方式に比べてフラットダイの構造を簡単にすることが可能であり、従って操業性やメンテナンス性に優れる。
【0062】
上記マルチマニホールド方式は、それぞれの熱可塑性樹脂組成物に対して樹脂流入部およびマニホールドを設け、各熱可塑性樹脂組成物が幅方向に拡がった状態で、ダイリップ開口部手前で積層する方式である。上記マルチマニホールド方式は、各層を形成する熱可塑性樹脂組成物が合流積層する前に、個別にマニホールド内を幅方向へ流動し、拡幅した後に積層されるため、フィルム厚み分布の幅方向不均一や、廻り込み現象の発生を抑制し、厚み分布を所望の分布とすることができ、熱可塑性樹脂組成物の流動特性の影響を抑えることが可能である。
【0063】
上記共押出成形を実施する際には、熱可塑性樹脂組成物に含まれる樹脂の種類や組成等、目的とする層厚み及びフィルム幅並びに成形環境や操業性等を考慮して、適宜その設備仕様、手法および条件を選択できる。
【0064】
上記工程(1)において、熱可塑性樹脂組成物を溶融混練する温度は、上記熱可塑性樹脂が結晶性樹脂の場合、その融点をTm(℃)として、(Tm)〜(Tm+200)℃であることが好ましい。また非晶性樹脂の場合、そのガラス転移温度をTgとして、(Tg+50)〜(Tg+200)℃であることが好ましい。上記温度で溶融混練することにより、フィルム押出成形時の樹脂流動性に優れ、厚みや長さなどの寸法精度に優れたフィルムを得ることが可能となる。⇒「熱可塑性樹脂組成物を溶融混練する温度は、上記熱可塑性樹脂が結晶性樹脂の場合、その融点をTm(℃)として、(Tm)〜(Tm+200)℃であることが好ましい。また非晶性樹脂の場合、そのガラス転移温度をTgとして、(Tg+50)〜(Tg+200)℃であることが好ましい。上記温度で溶融混練することにより、フィルム押出成形時の樹脂流動性に優れ、厚みや長さなどの寸法精度に優れたフィルムを得ることが可能となる。
【0065】
以上に説明した工程(1)により、樹脂積層体が形成される。
【0066】
上記工程(2)は、上記樹脂積層体を積層し、ダイリップ開口部から吐出して多層樹脂積層体を得る工程である。上記樹脂積層体を積層する方法としては、樹脂積層体を厚み方向に積層することがきれば特に限定されないが、多層用ブロックを用いる方法が挙げられる。上記多層用ブロックとしては、樹脂積層体の表面と垂直方向であり、且つ、製造時の樹脂積層体の流れ方向と平行方向に樹脂積層体を分割し、分割された樹脂積層体を積層してダイリップ開口部から吐出することにより多層樹脂積層体を得る多層用ブロックを用いることができる。
【0067】
以上に説明した工程(2)により、多層樹脂積層体が形成される。
【0068】
上記工程(3)は、上記多層樹脂積層体を冷却ロールにより冷却して多層フィルムを得る工程である。上記冷却ロールにより冷却する方法としては、特に限定されないが、静電印荷キャスト法、タッチロール法又はエアーナイフキャスト法が挙げられる。上記工程(3)では、上記樹脂積層体が冷却ロール上で冷却固化され、長尺状の多層フィルムに成形される。
【0069】
上記工程(3)では、樹脂積層体を急冷することにより、多層フィルムが成形され、多層フィルムの結晶相及び分子配向が固定される。上記冷却ロールの表面温度は、上記熱可塑性樹脂が結晶性樹脂の場合、その融点をTm(℃)として、(Tm−100)〜(Tm−50)℃であることが好ましい。また非晶性樹脂の場合、そのガラス転移温度をTgとして、(Tg−150)〜(Tg)℃であることが好ましい。
【0070】
上記製造方法においては、上記工程(2)に用いられるダイリップの開口面積(s1)と、上記工程(3)で得られる多層フィルムの断面積(s2)とで表されるドロー比((s1)/(s2))が3.0〜30.0であることが好ましく、5.0〜25.0であることがより好ましい。上記ドロー比((s1)/(s2))が小さ過ぎると、弾性率、破断強度および表面硬度などの機械特性は低下し、曇度は高くなり透明性が得られる多層フィルムの品質が不十分となるおそれがある。
【0071】
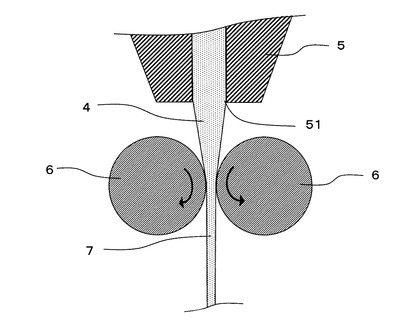
上記ドロー比について、図2を用いて説明する。図2は、上記多層フィルムの製造方法における、ダイリップと冷却ロール間の工程を示す摸式図である。図2において、樹脂積層体4及び多層フィルム7は、上から下に向かって吐出されており、冷却ロール6は、それぞれ矢印の方向に回転している。熱可塑性樹脂組成物及び無機フィラー含有熱可塑性樹脂組成物は、ダイリップ5の開口部51から吐出されて、フィルム状に成形され、樹脂積層体4となる。上記樹脂積層体4を、冷却ロール6によって冷却することにより多層フィルム7が得られる。上記ドロー比((s1)/(s2))において、s1は、ダイリップ5の開口部51の開口面積であり、s2は、多層フィルム7の断面積である。
【0072】
上記ドロー比((s1)/(s2))は、具体的には、下記式(2)により算出される値である。
η=(s1)/(s2)=(W1×d1)/(W2×d2) ・・・式(2)
η:ドロー比
s1:工程(2)に用いられるダイリップの開口部面積
s2:工程(3)で得られる多層フィルムの断面積
W1:ダイリップ開口部の長手幅(mm)
d1:ダイリップ開口部の長手方向に対し垂直方向の幅(mm)
W2:冷却後の多層フィルムのフィルム幅(mm)
d2:冷却後の多層フィルムの幅方向の平均厚み(mm)
【0073】
上記製造方法は、上記工程(3)の後に、更に、上記多層フィルムを、該フィルムの長手方向、又は、幅方向へ一軸延伸した後、熱処理する工程(4a)を有することが好ましい。上記工程(4a)を有する場合、更に、上記多層フィルムを一方向へ加熱延伸することで、光学補償部材として必要なレターデーションを得ることができ、更に機械特性を向上させることができる。
【0074】
上記工程(4a)は、上記多層フィルムを加熱しながら、多層フィルムの長手方向、又は、幅方向に延伸させる工程であり、これにより、多層フィルム構成分子の特定方向への分子配向を向上させることができる。上記分子配向によって多層フィルムとしての機械特性及び接着性をより向上させることができる。
【0075】
長手方向への縦一軸延伸方法として、従来公知の方法が採用できる。上記縦一軸延伸方法としては、ロール間延伸法及びクリップテンター法等が挙げられる。操作性を高め、設備費を低くする観点から、ロール間延伸法がより好ましい。上記ロール間延伸法は、上流側設置ロールを低速度、下流側設置ロールを高速度として、異なる回転速度で回転される複数のロールが長手方向に任意の間隔で配置されており、ロールの間隙を介して、加熱しながら多層フィルムを走行させることで、ロール速度差に応じて多層フィルムを延伸する手法である。ロールの配置距離である延伸距離が、多層フィルムの幅よりも短いと、長手方向への分子配向が不十分となるおそれがある。上記延伸距離が長すぎると、多層フィルムの折れ、多層フィルムのしわ、加熱炉パーツ等への接触傷等が発生し易くなるおそれがある。上記延伸距離は、多層フィルムの走行性に応じて適宣設定できる。ロールに対するフィルムの保持力を高め、グリップを良くし、さらに加熱延伸工程における応力の影響を前後の工程に波及させないため、上記ロールは、ニップ機構を備えることが好ましい。
【0076】
幅方向への横一軸延伸方法として、従来公知の任意のテンター延伸法を採用できる。横一軸延伸方法としては、例えば、無配向フィルムの幅方向の両端部をテンタークリップで把持し、テンタークリップの幅方向の間隔を次第に離間させ、フィルムを幅方向に拡幅し、延伸する方法が挙げられる。
【0077】
上記製造方法は、また、上記工程(3)の後に、更に、上記多層フィルムを、該フィルムの長手方向及び幅方向へ二軸延伸した後、熱処理する工程(4b)を有することが好ましい。上記工程(4b)を有する場合、更に、上記多層フィルムを二方向へ加熱延伸することで、光学補償部材として必要なレターデーションを得ることができ、更に機械特性が向上する。
【0078】
上記工程(4b)は、上記多層フィルムを加熱しながら、多層フィルムの長手方向及び幅方向に延伸させる工程であり、これにより、多層フィルム構成分子の特定方向への分子配向を向上させることができる。上記分子配向によって多層フィルムとしての機械特性及び接着性をより向上させることができる。
【0079】
上記長手方向及び幅方向に延伸させる方法としては、二軸延伸法が挙げられる。上記二軸延伸法としては、多層フィルムを長手方向又は幅方向に延伸した後、前段の延伸方向と直交する方向に延伸する逐次二軸延伸法、又は長手方向及び幅方向に同時に延伸する同時二軸延伸法が挙げられる。二軸延伸法は、光学補償性能や生産性を考慮して、適宣選択できる。設備費を低くし、かつ操作性及び光学補償性能を高める観点からは、逐次二軸延伸法が好ましく、多層フィルム面内物性の等方性を高める観点からは、同時二軸延伸法が好ましい。
【0080】
上記二軸延伸方法として、従来公知の任意のテンター延伸法を採用できる。例えば、上記同時二軸延伸方法としては、無配向の多層フィルムの幅方向の両端部をテンタークリップで把持し、テンタークリップの幅方向の間隔を次第に離間させ、多層フィルムを幅方向に拡幅し、延伸する方法が挙げられる。また、上記幅方向延伸手法に加え、パンタグラフ構造、スクリュー構造又はリニアモータ方式によるクリップリンク機構を利用して、長手方向に互いに隣接するクリップを次第に離間させ、多層フィルムを長手方向に延伸する方法も挙げられる。
【0081】
上記工程(4a)及び(4b)において、多層フィルムの延伸の際には、予熱工程と、多層フィルムを加熱しながら延伸する加熱延伸工程とが行われることが好ましい。また、上記工程(4a)及び(4b)においては、延伸された多層フィルムを熱処理する熱処理工程が行われることが好ましい。各工程における多層フィルムの加熱方法としては、熱ロール接触加熱法及びエアーフローティング加熱方式を利用した空気対流加熱法等が挙げられる。これらの加熱方法を併用してもよい。多層フィルムの加熱方法は、延伸形態に応じて適宣選択される。
【0082】
上記予熱工程は、多層フィルムを延伸可能なフィルム温度まで加熱する工程であり、これにより、テンタークリップ方式の延伸形態において発生する分子配向の湾曲パターン(いわゆるボーイング)を低減し、配向を揃えることができる。
【0083】
上記予熱工程では、無配向の多層フィルムが延伸可能な温度付近まで加熱される。予熱工程における上記多層フィルムの予熱温度は、多層フィルムを形成する熱可塑性樹脂層に含まれる熱可塑性樹脂の融点をTm(℃)としたとき、(Tm−50)〜(Tm)℃であることが好ましい。予熱温度が低すぎると、延伸工程において延伸応力が大きくなりすぎて、多層フィルムが切断し易くなるおそれがある。予熱温度が高すぎると、多層フィルムの延伸応力が不足し、延伸効果を十分に得ることができないおそれがあり、また、結晶化が進行することで、延伸切断の原因となるおそれがある。
【0084】
上記加熱延伸工程における長手方向および幅方向の延伸倍率は、1.10〜15.00倍であることが好ましく、1.50〜10.00倍であることがより好ましい。上記延伸倍率が低過ぎると、所望の分子配向効果が得られないおそれある。また、上記延伸倍率が高過ぎると、過大な延伸応力により延伸時に多層フィルムが切断するおそれがあり、テンター式延伸機を利用した場合には、テンタークリップが外れたりするなど、加熱延伸工程におけるフィルム走行安定性を損なうおそれがある。上記延伸倍率は、分子配向の度合いに影響し、延伸効果を量的に制御するものであり、多層フィルムの光学特性、強靭性および接着性を得る為に適宜決定できる。
【0085】
上記加熱延伸工程における延伸の際の歪み速度は、50〜2000%/分であることが好ましく、100〜2000%/分であることがより好ましい。上記歪み速度が遅すぎると、延伸による分子配向に追従して配向緩和が生じ、十分な分子配向効果が得られないおそれがある。上記歪み速度が速すぎると、多層フィルムが切断したり、テンタークリップが外れたりするおそれがある。また、高い歪み速度で延伸することにより、特にテンタークリップ方式による延伸では、クリップレール開き角度を大きく取り、延伸ゾーンの炉長を極力短くすることができる。
【0086】
上記加熱延伸工程における加熱温度Tsは、上記多層フィルムを形成する熱可塑性樹脂層に含まれる熱可塑性樹脂の融点をTm(℃)として、(Tm−30)〜(Tm)℃であることが好ましい。上記温度範囲で加熱して延伸することにより、多層フィルムの変形が、無配向フィルムの厚み極小部で選択的に進行するのを抑制することができるため、原反の厚み不良の影響を受け難くなる。
【0087】
上記加熱温度Tsが高過ぎると、延伸応力が不足し、延伸による分子配向効果を十分に得ることができず、配向緩和が優先して、所望の機械物性および接着性を得られないおそれがある。上記加熱延伸温度Tsが低過ぎると、延伸ムラによる不均一変形が原因となって、厚み不良を伴った多層フィルムとなり、光学フィルムとしての商品価値が低下するおそれがある。また、液晶パネルの画像表示品位が低下するおそれがあり、このため、多層フィルムとしての商品価値が低下するおそれがある。
【0088】
上記加熱延伸工程における延伸時間は、10〜100秒であることが好ましく、20〜60秒であることがより好ましい。上記延伸時間が長過ぎると、加熱による配向緩和により、延伸による分子配向効果を得ることができないおそれがある。上記延伸時間が短過ぎると、顕著なボーイングにより分子配向が不均一となり、加熱収縮率等の寸法安定性や、破断強度、伸度等の引張特性の異方性が発現するおそれがあり、光学フィルムとして使用する場合に、光学軸の精度が悪くなるおそれがある。また、過大な延伸応力により延伸時に多層フィルムが切断したり、テンタークリップが外れたりして、フィルム走行安定性を損なうおそれがある。
【0089】
上記熱処理工程は、延伸後の多層フィルムの残留歪みを除去又は低減し、アニール処理するための工程である。上記熱処理工程により、延伸された多層フィルムのボーイングを低減し、配向を揃えることができる。従って、機械物性の異方性を低減し、寸法安定特性を付与し、厚みを揃えることができる。
【0090】
上記熱処理工程における加熱温度は、上記多層フィルムを形成する熱可塑性樹脂層に含まれる熱可塑性樹脂の融点をTm(℃)として、(Tm−100)〜(Tm−10)℃であることが好ましい。上記加熱温度を上記範囲内とすることにより、ボーイングを制御し、分子配向精度を高めることが可能となり、更に熱可塑性を高めることによって、多層フィルムのフィルム剛性を向上させることができる。上記加熱温度が高過ぎると、延伸により得られた分子配向が緩和し、機械強度が低下するおそれがある。
【0091】
上記熱処理工程における加熱時間は、連続生産性に基づいて決定されるフィルム走行速度に応じて適宣設定できる。上記加熱時間は、5〜60秒であることが好ましく、10〜30秒であることがより好ましい。上記加熱時間を上記範囲とすることにより、ボーイングを抑制し、分子配向精度を高めることが可能となる。上記加熱時間が短過ぎると、十分なアニール効果が得られず、結果として多層フィルム流れの下流側に配向がせり出し、逆ボーイングを助長するおそれがある。上記加熱時間が長過ぎると、フィルム流れの上流側に配向がせり出し、正ボーイングを助長するおそれがある。このため、多層フィルムの寸法安定性を損ない、液晶パネルの画像表示品位が低下して、多層フィルムとしての商品価値が低下するおそれがある。
【発明の効果】
【0092】
本発明の多層フィルムは、無機フィラーを含有する第2の熱可塑性樹脂層が、第1の熱可塑性樹脂層と交互に積層され、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計が10以上であり、上記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向しているので、機械特性に優れ、加工時の伸び、傷や打痕等の外観欠点が発生し難く、且つ、透明性や光学異方性に優れる。
【図面の簡単な説明】
【0093】
【図1】本発明の一実施形態に係る光学フィルムの断面図である。
【図2】多層フィルムの製造方法における、ダイリップと冷却ロール間の工程を示す模式図である。
【発明を実施するための形態】
【0094】
(実施例)
以下、本発明の実施例について説明する。本発明は、下記の実施例に限定されない。
【0095】
(製造例1)
ポリプロピレン樹脂(プライムポリマー社製、商品名:S136、融点165℃、密度0.90g/cm3、MFR20g/10分(測定条件:温度230℃、荷重20N))95重量部、および6チタン酸カリウムを主成分とする針状無機フィラー(大塚化学社製、商品名:ティスモ(登録商標)D、アスペクト比:33)5重量部を混合して、シリンダー温度210℃に設定した二軸押出機に供給充填し、押出されたストランドをペレタイザーにてカットして無機フィラー含有ポリプロピレン樹脂(1)のペレットを作製した。
【0096】
(製造例2)
上記針状無機フィラーを、8チタン酸カリウムを主成分とする針状無機フィラー(大塚化学社製、商品名:ティスモ(登録商標)N、アスペクト比:33)に変更した以外は、製造例1と同様にして無機フィラー含有ポリプロピレン樹脂(2)のペレットを得た。
【0097】
(製造例3)
上記針状無機フィラーを、6チタン酸カリウムを主成分とする板状無機フィラー(大塚化学社製、商品名:テラセス(登録商標)PS、アスペクト比:3)に変更した以外は、製造例1と同様にして無機フィラー含有ポリプロピレン樹脂(3)のペレットを得た。
【0098】
(製造例4)
上記ポリプロピレン樹脂の配合率を90重量部とし、上記針状無機フィラーの配合率を10重量部とした以外は、製造例1と同様にして無機フィラー含有ポリプロピレン樹脂(4)のペレットを得た。
【0099】
(製造例5)
上記ポリプロピレン樹脂の配合率を100重量部とし、針状無機フィラーを配合しなかった以外は、製造例1と同様にしてポリプロピレン樹脂(5)のペレットを得た。
【0100】
(実施例1)
ポリプロピレン樹脂(プライムポリマー社製、商品名:S136、融点165℃、密度0.90g/cm3、MFR20g/10分(測定条件:温度230℃、荷重20N))100重量部を、シリンダー径90mmの単軸押出機I(フルフライト型スクリュー、L/D=28、圧縮比2.5)に供給し、シリンダー温度230℃の条件下で溶融混練して、熱可塑性樹脂組成物を得た。
【0101】
同時に上記無機フィラー含有ポリプロピレン樹脂(1)のペレット100重量部を、単軸押出機Iに併設したシリンダー径40mmの単軸押出機II(フルフライト型スクリュー、L/D=35、圧縮比2.3)に供給し、シリンダー温度220℃の条件下で溶融混練して、無機フィラー含有熱可塑性樹脂組成物を得た。
【0102】
上記熱可塑性樹脂組成物及び上記無機フィラー含有熱可塑性樹脂組成物を、それぞれの溶融樹脂量が同一になるようにして、それぞれを、フィードパイプを介して固定ベイン式フィードブロック(以下適宜「FB」と称す)に輸送した。上記単軸押出機Iより溶融押出されたフィルム状の熱可塑性樹脂組成物の両面に、上記単軸押出機IIより溶融押出されたフィルム状の無機フィラー含有熱可塑性樹脂組成物が積層されるように、FB内でこれらを合流させて樹脂積層体を得た。更に、上記FBの下流部に、分割積層可能な多層用ブロックを4セット取り付け、上記3層の樹脂積層体を、16個積層することにより積層数の合計を48として、Tダイに導入して拡幅し、ダイリップ開口部から吐出させて多層樹脂積層体を得た。Tダイは、ストレート型マニホールドを備え、かつダイリップ開口部が長方形であり、その長手幅が1000mmで、かつ長手方向に対する垂直方向の幅が2.5mmであった。多層樹脂積層体を、Tダイのダイリップ開口部から、クロムメッキを施した冷却ロール上に、引取速度10m/分で溶融押出し、冷却固化させてシート状に連続成膜し、幅700mmかつ幅方向平均厚み500μmの多層フィルムを製造した。Tダイのダイリップの開口面積(s1)と、得られた多層フィルムの断面積(s2)とで表されるドロー比((s1)/(s2))は、7.2であった。
【0103】
上記多層フィルムを予熱ゾーン、延伸ゾーン、熱処理ゾーンおよび冷却ゾーンを有するロール式延伸機に供給した。多層フィルムの搬送速度は、予熱ゾーン入口において、10m/分であった。該多層フィルムを予熱ゾーンで115℃に加温した。延伸ゾーンの、多層フィルムの流れ方向に対して上流側と下流側とに、上流側ニップロールと下流側ニップロールとを設け、下流側ニップロール速度(va)の上流側ニップロール速度(vb)に対する回転速度比(va)/(vb)を3.0とした。歪み速度は、300%/分であった。延伸ゾーンにおいて、長手方向に115℃で加熱延伸した後、直ちに冷却ゾーンで80℃に冷却して配向固定し、長手方向に一軸延伸された多層フィルムを得た。
【0104】
上記一軸延伸された多層フィルムを、予熱ゾーン、延伸ゾーン、熱処理ゾーンおよび冷却ゾーンを有する横一軸テンター延伸機に供給した。上記一軸延伸された多層フィルムの端部をテンタークリップで把持し、予熱ゾーンで多層フィルムを140℃に加温した後、続く延伸ゾーンに搬送し、延伸倍率4.5倍、歪み速度300%/分で、幅方向に155℃で加熱延伸し、直ちに、続く熱処理ゾーンにおいて130℃でアニール処理した。更に、冷却ゾーンで80℃に冷却して配向固定した後、延伸機出口において、多層フィルム端部をクリップ把持より解放した。次いで、スリット工程でクリップ掴み痕の残存する多層フィルム端部を、多層フィルムの中心から左右対称に設置したシェア刃でスリットして除去した。巻取張力100N/m幅で塩化ビニル樹脂製コアにロール状に巻取った。
【0105】
得られた多層フィルムの針状無機フィラーは、多層フィルムの面方向に対して略平行に配向しており、且つ多層フィルムの長手方向に配向していた。また、得られた多層フィルムの幅は、テンタークリップ掴み痕を含む両端部を除いて1500mmであり、幅方向の平均厚みは、約60μmであった。得られた多層フィルムの引張弾性率、曇度、正面レターデーション値R0、表面硬度、及び引裂強力を評価した。
【0106】
(実施例2〜4)
無機フィラー含有ポリプロピレン樹脂を、表1に記載の樹脂に変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0107】
(実施例5及び6)
多層用ブロックのセット数を変更し、多層フィルムの積層数の合計を、表1のように変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0108】
(比較例1)
無機フィラー含有ポリプロピレン樹脂を、表1記載の樹脂に変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0109】
(比較例2)
多層用ブロックを使用せず、多層フィルムの積層数の合計を、表1のように変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0110】
(比較例3)
多層用ブロックのセット数を変更し、多層フィルムの積層数の合計を、表1のように変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0111】
(評価)
実施例1〜6及び比較例1〜3で製造した多層フィルムの積層数の合計、引張弾性率、曇度、正面レターデーション値R0、表面硬度、静摩擦係数を、以下の評価方法によって評価した。
【0112】
(1)積層数の合計
多層フィルムの幅方向中央部分を、鋭利なレザー刃で長手方向と平行に切断した。断面をデジタルマイクロスコープ(キーエンス社製、型番「VHX−200」)で目視観察し、厚み方向の積層数の合計を計数した。
【0113】
(2)引張弾性率
JISK−7127及びJISK−7161記載の引張試験方法に準拠して測定した。なお測定は、上記多層フィルムの長手方向および幅方向について行い、その平均値を引張弾性率とした。また測定雰囲気は、温度23℃、相対湿度50%RHの条件下で行った。
【0114】
(3)曇度
JISK−7105記載のプラスチックの光学的特性試験方法に準拠して測定した。曇度計(東京電色社製、型番「TC−H3DPK」)を用いて、多層フィルムの幅方向に50mm間隔で測定し、平均値を算出して、多層フィルムの曇度とした。
【0115】
(4)正面レターデーション値R0
自動複屈折測定装置(王子計測機器社製、型番「KOBRA−WR」)を用いて測定した。測定光の波長を550nmとして、多層フィルムの長手方向に直交する軸を基準軸とし、多層フィルムの幅方向に50mm間隔で測定してその総平均値を算出し、多層フィルムの正面レターデーション値R0とした。
【0116】
(5)表面硬度
JISK−5400の鉛筆引っかき試験方法に準拠して測定した。荷重0.98Nで、多層フィルム表面に鉛筆による引っかき傷が入る、最も低い鉛筆硬度を多層フィルムの表面硬度とした。
【0117】
(6)引裂強力
JISK−7128−1記載の引裂強さ試験方法(トラウザー法)に準拠して測定した。なお測定は、多層フィルムの長手方向に沿って行った。測定は、温度23℃、相対湿度50%RHの環境条件下で行った。
【0118】
結果を下記の表1に示す。
【0119】
【表1】

【0120】
(考察)
表1の結果から、実施例1〜6の多層フィルムは、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなり、第2の熱可塑性樹脂層は、針状無機フィラーを含有し、第1の熱可塑性樹脂層及び第2の熱可塑性樹脂層の積層数の合計が10以上であり、針状無機フィラーが多層フィルムの面方向に対して略平行に配向しているので、引張弾性率、鉛筆硬度、及び引裂強力が高く、機械特性に優れていた。また、曇度が低く、正面レターデーションR0の値が適切であるので、光学特性に優れていた。
【0121】
比較例1の多層フィルムは、第2の熱可塑性樹脂層が無機フィラーを含有していないため機械特性に劣り、引張弾性率、鉛筆硬度、及び引裂強力が低かった。また、正面レターデーションR0の値が高く、光学特性に劣っていた。
【0122】
比較例2及び3の多層フィルムは、積層数の合計が少ないため、機械特性に劣り、引張弾性率、鉛筆硬度、及び引裂強力が低かった。また、正面レターデーションR0の値が高く、光学特性に劣っていた。
【符号の説明】
【0123】
1…多層フィルム
21,22,23,24,25,26…第1の熱可塑性樹脂層
31,32,33,34,35,36,37…第2の熱可塑性樹脂層
4…樹脂積層体
5…ダイリップ
51…ダイリップ開口部
6…冷却ロール
7…多層フィルム
【技術分野】
【0001】
本発明は、機械特性及び光学特性に優れた多層フィルムに関する。
【背景技術】
【0002】
熱可塑性樹脂は一般に成形加工性に優れ、かつ多様な実用性能や経済性の観点から、フィルム、シート、パイプ、繊維等、用途に応じて幅広く利用されている。熱可塑性樹脂フィルムの用途として、近年特に光学用途が注目されている。
【0003】
従来、偏光素子の保護膜等に、ポリビニルアルコール等の熱可塑性樹脂を用いた光学フィルムが用いられている。しかしながら、光学フィルムに対する要求性能は高く、光学特性に加え、機械特性や寸法安定性、更に、経時使用に当っての各種品質の耐久性が要求される。上述のような熱可塑性樹脂を用いたフィルムは、これらの要求を十分に満たすものではない。
【0004】
熱可塑性樹脂の中でも、特定の樹脂、例えば、ポリプロピレン樹脂は生産性がよく安価であり、フィルム素材として極めて汎用性の高い熱可塑性樹脂である。しかしながら、常温以上の使用環境下では比較的柔らかく、外力負荷や加熱により寸法変化や材料変形が起こりやすいという問題がある。また、上記ポリプロピレン樹脂は、結晶性を有しており、結晶化を促進することにより機械特性の向上が可能であるが、結晶化の促進により透明性が低下してしまい、光学用途に適するものではない。
【0005】
上記問題点を改善するために、ポリプロピレン樹脂は、他の樹脂や充填材を添加した複合材として用いられることがある。このような複合材は、充填材の添加量を増加させると、剛性などの機械特性が向上する。例えば、特許文献1では、特定の立体規則構造を有するポリプロピレン樹脂に、オレフィン系エラストマーおよび無機材料を配合し、曲げ剛性や耐衝撃性を向上させたポリプロピレン樹脂組成物が提案されている。また特許文献2では、各種の耐衝撃性樹脂をベースとし、これに針状無機フィラーを添加することにより、耐熱性、耐衝撃性、曲げ剛性、難燃性が改良された樹脂組成物及びその成形体が提案されている。また特許文献3では、プロピレン単独重合体、特定のプロピレン系共重合体及び特定の無機充填材を使用することにより、耐擦傷性、耐衝撃性に優れ、表面光沢が小さくかつ表面平滑性に優れたポリプロピレン系樹脂組成物と、当該樹脂組成物をポリプロピレン基材の表皮材として用いた成形体が提案されている。更に、特許文献4では、樹脂層が厚み方向に5〜3000層積層され、少なくとも1層が結晶性樹脂層であり、且つ、少なくとも1層が非晶性樹脂層である積層フィルムが記載されている。
【0006】
しかしながら、特許文献1に記載されたポリプロピレン樹脂組成物は、樹脂構成成分としてオレフィン系エラストマーを使用している為、ポリプロピレン単体よりも耐熱性に劣り、また特に表面の耐擦傷性が低下するという問題がある。また、特許文献2に記載された樹脂組成物及び成形体は、無機物充填材の種類や形状によって、機械特性が十分に向上せず、且つ、透明性、光学異方性等の光学特性が低下するという問題がある。また、特許文献3に記載されたポリプロピレン系樹脂組成物及び成形体は、透明性が十分に検討されておらず、樹脂成分としてプロピレン系共重合体を使用しているので、得られる成形体の剛性が不十分であるという問題がある。更に、特許文献4に記載された積層フィルムは、無機フィラーを用いることは記載されておらず、剛性、強靭性、寸法安定性が不十分である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−33920号公報
【特許文献2】特開2006−169447号公報
【特許文献3】特開2004−91701号公報
【特許文献4】特開2004−130761号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記の問題に鑑みてなされたものであり、機械特性、透明性、及び光学異方性に優れた多層フィルムを提供すること目的とする。
【課題を解決するための手段】
【0009】
本発明者等は、上記目的を達成すべく鋭意研究を重ねた結果、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、第2の熱可塑性樹脂層が、無機フィラーを含有し、第1の熱可塑性樹脂層及び前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、上記無機フィラーが、針状及び板状から選択される少なくとも1種の形状であり、多層フィルムの面方向に対して略平行に配向している構成とする多層フィルムによって上記目的を達成できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明は、下記の多層フィルムに関する。
1.第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、
前記第2の熱可塑性樹脂層は、無機フィラーを含有し、
前記第1の熱可塑性樹脂層、及び、前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、
前記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している
ことを特徴とする多層フィルム。
2.前記無機フィラーは、アスペクト比が10以上である、上記項1に記載の多層フィルム。
3.前記第1の熱可塑性樹脂層が、ポリプロピレン樹脂を含む、上記項1又は2に記載の多層フィルム。
4.前記無機フィラーが、チタン酸塩を含む、上記項1〜3のいずれかに記載の多層フィルム。
【0011】
以下、本発明の多層フィルムについて詳細に説明する。
【0012】
本発明の多層フィルムは、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなり、上記第2の熱可塑性樹脂層は、無機フィラーを含有し、当該無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向しており、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計が、10以上であることを特徴とする。
【0013】
上記特徴を有する本発明の多層フィルムは、針状及び板状から選択される少なくとも1種の形状である無機フィラーを含有する第2の熱可塑性樹脂層が、第1の熱可塑性樹脂層と交互に積層され、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計を10以上とすることで、第2の熱可塑性樹脂に含有される無機フィラーが特定の層平面内に存在することにより厚み方向への配向が抑制され、面配向性が向上する。このため、剛性や表面硬度等の機械特性に優れ、フィルム走行安定性が増し、且つ、透明性や面内光学異方性等の光学特性に優れる。このような本発明の多層フィルムを、例えば液晶表示装置に用いると、液晶パネルの画像表示を長期間にわたって安定させることが可能となる。
【0014】
以下、本発明の多層フィルムの詳細を説明する。
【0015】
図1は、本発明の多層フィルムの一実施形態を示す断面図である。図1に示す多層フィルム1は、第1の熱可塑性樹脂層21〜26と、第2の熱可塑性樹脂層31〜37とを有する。第1の熱可塑性樹脂層21〜26と、第2の熱可塑性樹脂層31〜37とは交互に、多層フィルム1の厚み方向に積層されている。また、第1の熱可塑性樹脂層21〜26、及び第2の熱可塑性樹脂層31〜37の積層数の合計は、10以上となっている。
【0016】
(第1の熱可塑性樹脂層)
上記第1の熱可塑性樹脂層を形成する熱可塑性樹脂は、特に限定されず、従来公知の熱可塑性樹脂を用いることができる。透明性が高く、固有複屈折が低く、光弾性係数が小さい等の光学用途に必要とされる特性を発現することができ、且つ、高い機械特性を示す点で、ポリプロピレン樹脂を含むことが好ましい。上記ポリプロピレン樹脂は、上述の特性の他に、更に、ラジカル付加重合により得られるため、外観欠点となり得る架橋物や劣化物が発生し難く、疎水性を適度に有するため、高湿環境下でも各特性が損なわれ難く、また、安価で容易に製造入手することが可能である。
【0017】
上記ポリプロピレン樹脂のメルトフローレート(以下、適宜「MFR」と表す。)は、5〜30g/10分であることが好ましく、10〜20g/10分であることがより好ましい。このようなMFRを示すポリプロピレン樹脂を用いることにより、第1の熱可塑性樹脂層の成形性及び延伸性等の多層フィルムとしての品質を向上させることができる。
【0018】
上記MFRは、JISK6760で用いられるプラストメータを用い、JISK7120に準拠して測定した値である。
【0019】
上記ポリプロピレン樹脂の含有量は、上記第1の熱可塑性樹脂層の形成に用いられる樹脂組成物100重量%中、60〜95重量%であることが好ましい。上記ポリプロピレン樹脂の含有量が少な過ぎると、フィルムの透明性及び機械的強靭性が低下するおそれがある。
【0020】
上記ポリプロピレン樹脂は、ホモポリプロピレン樹脂を主成分とすることが好ましい。ホモポリプロピレン樹脂は、ブロックポリプロピレンコポリマーやランダムポリプロピレンコポリマーに比べて立体規則性が高い。立体規則性の高い材料は結晶化度及び同一分子間の親和性が高く、力学的特性を得ることができ、更に、一定の熱可塑性を示すので、多層フィルムに高い剛性を付与することができる。上記ホモポリプロピレン樹脂は、より立体規則性が高く結晶化し易い点で、アイソタクチックホモポリプロピレン樹脂であることがより好ましい。
【0021】
上記ホモポリプロピレン樹脂は、ヘプタン不溶分が90%以上であることが好ましく、99%以上であることがより好ましい。このようなホモポリプロピレン樹脂を用いることで、熱可塑性が高く、延伸後の分子配向が緻密な熱可塑性樹脂層を得ることができる。
【0022】
なお、上記ヘプタン不溶分は、ホモポリプロピレン樹脂の立体規則性の指標であり、ヘプタン不溶分が多いほど立体規則性が高いことを示す。上記ヘプタン不溶分は、具体的には、ホモポリプロピレン樹脂中の、ヘプタンにより溶解されない、ヘプタン不溶分の割合である。上記ヘプタン不溶分は、ヘプタンにより溶解されないアイソタクチックポリプロピレン樹脂の含有量の指標ともなる。上記ヘプタン不溶分は、例えば、特開平10−330706号公報に記載の方法に準じて測定することができる。
【0023】
上記アイソタクチックホモポリプロピレン樹脂は、メソペンタッド分率(mmmm)が、95%以上であることが好ましく、98%以上であることがより好ましい。このようなアイソタクチックホモポリプロピレン樹脂を用いることで、熱可塑性が高く、延伸後の分子配向が緻密な熱可塑性樹脂層を得ることができる。
【0024】
なお、上記メソペンタッド分率は、ポリプロピレン樹脂の立体規則性の指標であり、ポリプロピレン樹脂中のプロピレンモノマー単位中に含まれるメチル基が、互いに同方向に5つ連続している割合を示す。上記メソペンタッド分率が高いほど、高い立体規則性を有する。上記メソペンタッド分率は、例えば、特開平3−14851号公報に記載の方法に準じて測定することができる。
【0025】
上記第1の熱可塑性樹脂層を形成する熱可塑性樹脂は、本発明の目的を阻害しない範囲で、必要に応じて、他の成分を含有していてもよい。上記他の成分としては、2,6−ジ−t−ブチル−4−メチルフェノール、2−(1−メチルシクロヘキシル)−4,6−ジメチルフェノール、2,2−メチレン−ビス−(4−エチル−6−t−ブチルフェノール)、及びトリス(ジ−ノニルフェニルホスファイト)等の酸化防止剤;p−t−ブチルフェニルサリシレート、2,2’−ジヒドロキシ−4−メトキシ−ベンゾフェノン、及び2−(2’−ジヒドロキシ−4’−m−オクトキシフェニル)ベンゾトリアゾール等の紫外線吸収剤;トリメチロールプロパン等の架橋剤;パラフィンフェノス、硬化油等の滑剤;ステアロアジトプロピルジメチル−β−ヒドロキシエチルアンモニウムトレート等の帯電防止剤等が挙げられる。
【0026】
上記第1の熱可塑性樹脂層は、厚みが2〜800μmであることが好ましく、10〜150μmであることがより好ましい。第1の熱可塑性樹脂層の厚みを上記範囲とすることで、機械特性、光学特性、製膜性、フィルム外観、及びフィルム走行安定性に優れた多層フィルムを得ることができる。
【0027】
(第2の熱可塑性樹脂層)
本発明の多層フィルムは、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる。
【0028】
上記第2の熱可塑性樹脂層を形成する熱可塑性樹脂は、上記第1の熱可塑性樹脂層を形成する熱可塑性樹脂と同一のものを用いることができる。
【0029】
上記第2の熱可塑性樹脂層は、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している無機フィラーを含有する。第2の熱可塑性樹脂層が、上記無機フィラーを含有することにより、多層フィルムの機械特性、光学特性、及び耐熱性が向上する。
【0030】
上記無機フィラーとしてはチタン酸塩を用いることが好ましい。上記チタン酸塩は、例えばチタン化合物、又は、アルカリ金属塩、若しくはアルカリ土類金属塩を含有する化合物等を混合して焼成することにより得ることができる。
【0031】
上記チタン化合物は、加熱によりチタン酸化物を生成するものであれば特に限定されず、二酸化チタン、オルトチタン酸、メタチタン酸塩、オルトチタン酸塩、塩化チタン、硫酸チタン、水酸化チタン等を挙げることができる。上記チタン化合物は、単独で使用してもよいし、2種以上を併用してもよい。
【0032】
上記アルカリ金属塩、又はアルカリ土類金属塩を含有する化合物としては、加熱によりアルカリ金属酸化物、又はアルカリ土類金属酸化物を生成するものであれば特に制限されず、例えばアルカリ金属、又はアルカリ土類金属の酸化物、水酸化物、炭酸塩、硝酸塩、炭酸水素塩、シュウ酸塩等を挙げることができる。中でも、アルカリ金属であるカリウム系化合物が好ましい。アルカリ金属塩、又はアルカリ土類塩を含有する化合物は、単独で使用してもよいし、2種以上を併用してもよい。
【0033】
上記無機フィラーは、単結晶体であってもよいし、多結晶体であってもよいし、非晶質体であってもよい。
【0034】
上記無機フィラーは、アスペクト比が10以上であることが好ましい。上記アスペクト比が10未満であると、機械特性が劣るおそれがある。上記アスペクト比は10〜100であることがより好ましい。上記アスペクト比が大き過ぎると、光学特性、製膜性、フィルム外観が劣るおそれがある。
【0035】
上記無機フィラーの平均径は0.1〜20μmであることが好ましい。また、上記無機フィラーの平均長さは1μm〜15mmであることが好ましい。
【0036】
なお、本発明における無機フィラーの平均径、平均長さ、及びアスペクト比の測定方法は以下の通りである。即ち、フロー式粒子像分析装置(マルバーンインダストリイズ社製、型番「FPIA−3000」)により、個数平均短軸径、個数平均長軸径を測定し、個数平均短軸径を平均径、個数平均長軸径を平均長さとする。更に平均径で平均長さを除した値をアスペクト比とする。なお個数平均短軸径、及び個数平均長軸径の定義は、無機フィラーを長方形で囲んだ時の、最小長方形(外接長方形)の短辺長さの観察対象フィラー数での平均値を、個数平均短軸径とし、同じく長辺長さ平均値を、個数平均長軸径とする。
【0037】
上記無機フィラーは、多層フィルムの面方向に対して略平行に配向するものである。無機フィラーが多層フィルムの面方向に対して略平行に配向することにより、多層フィルムが剛性や表面硬度等の機械特性に優れ、加工時の伸び、傷や打痕等の外観欠点が発生し難くなる。
【0038】
上記無機フィラーは、多層フィルムの面方向に対して略平行であり、且つ長手方向に配向するものであることが好ましい。無機フィラーがこのような方向に配向する多層フィルムは、後述するように、製造工程においてドロー比を調整することにより容易に製造することができ、フィラー及び樹脂分子の配向効果が発現することにより、機械特性、曇度、正面レターデーションの値等を向上させることができる。
【0039】
上記無機フィラーの表面は、酸、アルカリ、カップリング剤、界面活性剤等の薬剤によって処理されていることが好ましい。上記薬剤によって処理することで、無機フィラーと第2の熱可塑性樹脂層を形成する熱可塑性樹脂との相溶性を向上させることができる。また、上記無機フィラーの表面は、アンチモン、インジウムおよびニオブ等により形成される金属層で被覆されていることが好ましい。上記金属層で被覆することで、無機フィラーに導電性を付与することができる。
【0040】
上記第2の熱可塑性樹脂層中の無機フィラーの含有量は、用いる無機フィラーの種類、形状、比重等によって適宜決定されるが、第2の熱可塑性樹脂層の形成に用いられる熱可塑性樹脂組成物100重量%に対して、1〜50重量%であることが好ましい。上記無機フィラーの含有量が1重量%未満であると、機械特性および光学特性が不十分となるおそれがある。上記無機フィラーの含有量が50重量%を超えると、熱可塑性樹脂組成物中に無機フィラーを均一に分散させることが困難となるおそれがあり、製膜性が低下し、上記多層フィルムの透明性が低下し、脆くなるおそれがある。
【0041】
上記第2の熱可塑性樹脂層は、厚みが2〜800μmであることが好ましく、10〜150μmであることがより好ましい。第2の熱可塑性樹脂層の厚みを上記範囲とすることで、機械特性、光学特性、製膜性、フィルム外観、及びフィルム走行安定性に優れた多層フィルムを得ることができる。
【0042】
(多層フィルム)
本発明の多層フィルムは、上記第1の熱可塑性樹脂層と、上記第2の熱可塑性樹脂層とが交互に積層されてなる。また、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計が、10以上である。上記積層数の合計が10未満であると、多層フィルムが機械特性を十分に発揮できない。
【0043】
また、上記積層数の合計は、2000以下であることが好ましく、1000以下であることがより好ましい。上記積層数の合計が多すぎると、多層フィルムの透明性及び光学異方性が劣るおそれがある。
【0044】
上記多層フィルムの平均厚みは特に制限されないが、5〜1000μmであることが好ましく、20〜200μmであることがより好ましい。多層フィルムの平均厚みが薄過ぎると、機械的強度が不十分となったり、耐久性が不十分となって、経時的に反り等の不具合を起こしたりするおそれがある。多層フィルムの平均厚みが厚過ぎると、透明性が不十分となったり、接着性が低下したりするおそれがある。多層フィルムの平均厚みが上記範囲内にあると、複屈折発現性を損なわず、一定の機械的強度を有し、更に、液晶表示装置へ積層される際に重視される部材の軽量化を図ることができる。上記多層フィルムの各層の平均厚みは、積層数に応じて適宜設定される。
【0045】
なお、本発明における多層フィルムの平均厚みの測定方法は以下の通りである。即ち、フィルム幅方向を基準軸とし、その基準軸に対して長手方向は50mm、幅方向は全幅で帯状フィルム片を採取する。上記帯状フィルム片の厚さを、フィルム厚さ測定器(セイコーEM社製、商品名「Millitron1240」を用いて、採取した帯状フィルム片の長手方向に平行に10mm間隔で測定し、測定値の平均を算出し、多層フィルムの平均厚み(μm)とする。
【0046】
上記多層フィルムの引張弾性率は、1000MPa以上であることが好ましく、1500〜3000MPaであることがより好ましい。多層フィルムの引張弾性率が上記範囲内にあると、剛性に優れ、このため、外力に対する変形耐性が高く、塗工、表面処理、ラミネートなどの加工性が安定する。また他の部材と積層し複合材として使用する場合には、複合素材に反りなどの変形が起こり難く、寸法安定性に優れる。
【0047】
上記多層フィルムの曇度は、10%以下であることが好ましい。5%以下であることがより好ましく、3%以下であることが更に好ましい。上記曇度が高過ぎると、特に光学フィルム等の用途に用いた場合に、光の透過性低下の原因となるおそれがある。
【0048】
上記多層フィルムの正面レターデーションR0(nm)は、20〜300nmであることが好ましく、80〜280nmであることがより好ましい。上記正面レターデーションR0が上記範囲内であると、多層フィルムを液晶パネルに積層した際に、安定した高品位の画像表示を得ることができる。上記レターデーションR0の値が上記範囲外であると、液晶を通過する際の複屈折を補償しきれないおそれがあり、特に光学フィルムとしての商品価値が低下するおそれがある。なおR0は下記式(1)により算出される値である。
R0(nm)=(nx−ny)×d・・・式(1)
(式中、nx:フィルム面内最大屈折率、ny:フィルム面内のnx方向と直交する方向の屈折率、d:位相差補償フィルムの平均厚み(nm))
【0049】
上記多層フィルムは、フィルムの幅方向に対する分子主鎖配向角(°)が1.0°以内であることが好ましく、0.5以内であることがより好ましい。分子主鎖配向角を上記範囲内とすることにより、分子主鎖が均一に配向して光軸が安定するので、液晶パネルに積層すると表示ムラがなく、安定した画像表示を得ることができる。
【0050】
上記多層フィルムは、鉛筆硬度で示される表面硬度が、HB以上であることが好ましい。H以上であることがより好ましく、2H以上であることが更に好ましい。鉛筆硬度がHBより低いと、加工の際のフィルム走行時や巻物保管時に多層フィルム表面に傷が入り外観品位が損なわれるおそれがあり、特に液晶パネルに積層して使用する場合には耐傷性に劣り、擦り傷などにより安定した高品位の画像表示を得ることができなくなるおそれがある。
【0051】
上記多層フィルムは、静摩擦係数が0.2〜0.5であることが好ましい。多層フィルムの静摩擦係数が上記範囲内にあると、表面保護フィルムを使用しなくても、巻物内部でのフィルムブロッキングの発生を抑制することができる。上記静摩擦係数が0.5を超えると、表面保護フィルムを使用しない単体フィルムが巻物状態でフィルムブロッキングを生じ、多層フィルムとしての商品価値を著しく損なうおそれがある。上記摩擦係数が0.2より小さいと、フィルム表面滑性が過剰となるにつれてフィルム蛇行が顕著となり、いわゆるテレスコープやタケノコといわれる、巻物形状が崩れる現象が発生して商品価値を損なうおそれがある。
【0052】
上記多層フィルムは、特に液晶表示装置の部品として好適に用いられる。上記多層フィルムは、単独で用いられても、偏光板と積層一体化させて複合偏光板として用いられてもよい。また、偏光板の液晶セル側に、保護フィルムの代替として、接着剤層を介して多層フィルムを積層一体化させて、偏光板として用いられてもよい。液晶表示装置の薄型化および製造効率を向上させることができる点で、偏光板の液晶セル側に、保護フィルムの代替として、接着剤層を介して多層フィルムを積層一体化させて、偏光板として用いられることが好ましい。
【0053】
上記多層フィルムを他の部材と接合して使用する場合には、表面改質処理を行うことが好ましい。表面改質処理の方法としては通常の方法を用いることができ、化学的処理方法として、接着剤分子と反応しうるような官能基をもつモノマーあるいはポリマーを表面に付ける表面グラフト化手法、表面に別のポリマーもしくはモノマーをコーティングする方法、カップリング剤処理、酸化力の強い薬品による処理、表面層を除去する薬品処理、表面層を強化するCASING処理、表面粗化手法としての薬品処理等が挙げられる。物理的処理方法として、紫外線照射処理、グロー放電処理、コロナ放電処理、プラズマ処理、表面粗化手法としてのスパッタ処理等が挙げられる。さらに、多層フィルムの表面に、塗布加工又は蒸着による各種の機能コーティング、ラミネート等を行うことにより諸性能を付加し、利用価値を向上させることもできる。
【0054】
(多層フィルムの製造方法)
本発明の多層フィルムの製造方法は特に限定されず、従来公知の方法を用いることができる。例えば、原料樹脂を押出機に供給して溶融混練し、押出機の先端に取り付けられた金型からフィルム状に押出した後、静電印荷キャスト法、タッチロール法、又はエアーナイフキャスト法により、冷却ロール上で冷却固化し、長尺状のフィルムに成膜する溶融押出法、又は上記熱可塑性樹脂を有機溶媒に溶解した溶液を、ドラム、若しくは無端ベルト等の上に流延した後、有機溶媒を蒸発させて、長尺状のフィルムに成膜する溶液流延法等の成形法を用いることができる。製造が容易であり、製造コストが低い点で、溶融押出法を用いることが好ましい。
【0055】
上記多層フィルムの製造方法としては、例えば、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなり、上記第2の熱可塑性樹脂層は、無機フィラーを含有し、上記第1の熱可塑性樹脂層、及び、上記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、上記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している多層フィルムの製造方法であって、熱可塑性樹脂組成物及び無機フィラー含有熱可塑性樹脂組成物を、溶融押出法により積層してフィルム状に成形し、樹脂積層体を得る工程(1)と、上記樹脂積層体を積層し、ダイリップ開口部から吐出して多層樹脂積層体を得る工程(2)と、上記多層樹脂積層体を冷却ロールにより冷却して多層フィルムを得る工程(3)とを有し、上記工程(2)に用いられるダイリップの開口面積(s1)と、上記工程(3)で得られる多層フィルムの断面積(s2)とで表されるドロー比((s1)/(s2))が3.0〜30.0である製造方法が挙げられる。
【0056】
上記製造方法によると、上記多層フィルムを容易に製造することができる。また、無機フィラーが多層フィルムの面方向に対して、略平行に配向し、且つ多層フィルムの長手方向に配向している多層フィルムを容易に製造することができる。
【0057】
上記工程(1)は、熱可塑性樹脂組成物及び無機フィラー含有熱可塑性樹脂組成物を、溶融押出法により積層してフィルム状に成形し、樹脂積層体を得る工程である。
【0058】
上記熱可塑性樹脂組成物は、上述した第1の熱可塑性樹脂層を形成する熱可塑性樹脂を含む熱可塑性樹脂組成物を用いることができる。また、上記無機フィラー含有熱可塑性樹脂組成物としては、上述した第2の熱可塑性樹脂層を形成する熱可塑性樹脂及び無機フィラーを含む、無機フィラー含有熱可塑性樹脂組成物を用いることができる。
【0059】
上記溶融押出法としては、フィルムを成形するために、ダイリップ開口部を細長い形状とする必要があるので、フラットダイ(Tダイ)成形法が用いられることが好ましい。上記Tダイ成形法において、上記Tダイには、樹脂流入部およびマニホールドが設けられる。マニホールドは樹脂流入部よりも幅方向に長く、樹脂流入部に接続した構造となっている。上記、樹脂流入部から供給された樹脂はマニホールド内で幅方向に拡大するように流れた後、ダイリップ開口部から吐出される。
【0060】
上記溶融押出法としては、また、複数の熱可塑性樹脂組成物をフィルム状に成形して積層し、樹脂積層体を形成する溶融押出方法として、共押出法が挙げられる。上記共押出法は、複数の熱可塑性樹脂組成物を個別の成形機より溶融状態で押出した後、金型に導入し、金型内外で溶融状態のまま積層する方法である。上記共押出は、押出された熱可塑性樹脂組成物を積層するタイミングによって、フィードブロック方式、マルチマニホールド方式などの数種類の方式に大別される。
【0061】
上記フィードブロック方式は、樹脂流入部で2種類以上の熱可塑性樹脂組成物を積層状態としてマニホールドに供給し、マニホールド内で積層状態を維持しながら幅方向を拡大させて、ダイリップ開口部から積層状態で吐出する方式である。上記フィードブロック方式は、積層される熱可塑性樹脂組成物ごとにマニホールドを設ける必要が無いので、他の方式に比べてフラットダイの構造を簡単にすることが可能であり、従って操業性やメンテナンス性に優れる。
【0062】
上記マルチマニホールド方式は、それぞれの熱可塑性樹脂組成物に対して樹脂流入部およびマニホールドを設け、各熱可塑性樹脂組成物が幅方向に拡がった状態で、ダイリップ開口部手前で積層する方式である。上記マルチマニホールド方式は、各層を形成する熱可塑性樹脂組成物が合流積層する前に、個別にマニホールド内を幅方向へ流動し、拡幅した後に積層されるため、フィルム厚み分布の幅方向不均一や、廻り込み現象の発生を抑制し、厚み分布を所望の分布とすることができ、熱可塑性樹脂組成物の流動特性の影響を抑えることが可能である。
【0063】
上記共押出成形を実施する際には、熱可塑性樹脂組成物に含まれる樹脂の種類や組成等、目的とする層厚み及びフィルム幅並びに成形環境や操業性等を考慮して、適宜その設備仕様、手法および条件を選択できる。
【0064】
上記工程(1)において、熱可塑性樹脂組成物を溶融混練する温度は、上記熱可塑性樹脂が結晶性樹脂の場合、その融点をTm(℃)として、(Tm)〜(Tm+200)℃であることが好ましい。また非晶性樹脂の場合、そのガラス転移温度をTgとして、(Tg+50)〜(Tg+200)℃であることが好ましい。上記温度で溶融混練することにより、フィルム押出成形時の樹脂流動性に優れ、厚みや長さなどの寸法精度に優れたフィルムを得ることが可能となる。⇒「熱可塑性樹脂組成物を溶融混練する温度は、上記熱可塑性樹脂が結晶性樹脂の場合、その融点をTm(℃)として、(Tm)〜(Tm+200)℃であることが好ましい。また非晶性樹脂の場合、そのガラス転移温度をTgとして、(Tg+50)〜(Tg+200)℃であることが好ましい。上記温度で溶融混練することにより、フィルム押出成形時の樹脂流動性に優れ、厚みや長さなどの寸法精度に優れたフィルムを得ることが可能となる。
【0065】
以上に説明した工程(1)により、樹脂積層体が形成される。
【0066】
上記工程(2)は、上記樹脂積層体を積層し、ダイリップ開口部から吐出して多層樹脂積層体を得る工程である。上記樹脂積層体を積層する方法としては、樹脂積層体を厚み方向に積層することがきれば特に限定されないが、多層用ブロックを用いる方法が挙げられる。上記多層用ブロックとしては、樹脂積層体の表面と垂直方向であり、且つ、製造時の樹脂積層体の流れ方向と平行方向に樹脂積層体を分割し、分割された樹脂積層体を積層してダイリップ開口部から吐出することにより多層樹脂積層体を得る多層用ブロックを用いることができる。
【0067】
以上に説明した工程(2)により、多層樹脂積層体が形成される。
【0068】
上記工程(3)は、上記多層樹脂積層体を冷却ロールにより冷却して多層フィルムを得る工程である。上記冷却ロールにより冷却する方法としては、特に限定されないが、静電印荷キャスト法、タッチロール法又はエアーナイフキャスト法が挙げられる。上記工程(3)では、上記樹脂積層体が冷却ロール上で冷却固化され、長尺状の多層フィルムに成形される。
【0069】
上記工程(3)では、樹脂積層体を急冷することにより、多層フィルムが成形され、多層フィルムの結晶相及び分子配向が固定される。上記冷却ロールの表面温度は、上記熱可塑性樹脂が結晶性樹脂の場合、その融点をTm(℃)として、(Tm−100)〜(Tm−50)℃であることが好ましい。また非晶性樹脂の場合、そのガラス転移温度をTgとして、(Tg−150)〜(Tg)℃であることが好ましい。
【0070】
上記製造方法においては、上記工程(2)に用いられるダイリップの開口面積(s1)と、上記工程(3)で得られる多層フィルムの断面積(s2)とで表されるドロー比((s1)/(s2))が3.0〜30.0であることが好ましく、5.0〜25.0であることがより好ましい。上記ドロー比((s1)/(s2))が小さ過ぎると、弾性率、破断強度および表面硬度などの機械特性は低下し、曇度は高くなり透明性が得られる多層フィルムの品質が不十分となるおそれがある。
【0071】
上記ドロー比について、図2を用いて説明する。図2は、上記多層フィルムの製造方法における、ダイリップと冷却ロール間の工程を示す摸式図である。図2において、樹脂積層体4及び多層フィルム7は、上から下に向かって吐出されており、冷却ロール6は、それぞれ矢印の方向に回転している。熱可塑性樹脂組成物及び無機フィラー含有熱可塑性樹脂組成物は、ダイリップ5の開口部51から吐出されて、フィルム状に成形され、樹脂積層体4となる。上記樹脂積層体4を、冷却ロール6によって冷却することにより多層フィルム7が得られる。上記ドロー比((s1)/(s2))において、s1は、ダイリップ5の開口部51の開口面積であり、s2は、多層フィルム7の断面積である。
【0072】
上記ドロー比((s1)/(s2))は、具体的には、下記式(2)により算出される値である。
η=(s1)/(s2)=(W1×d1)/(W2×d2) ・・・式(2)
η:ドロー比
s1:工程(2)に用いられるダイリップの開口部面積
s2:工程(3)で得られる多層フィルムの断面積
W1:ダイリップ開口部の長手幅(mm)
d1:ダイリップ開口部の長手方向に対し垂直方向の幅(mm)
W2:冷却後の多層フィルムのフィルム幅(mm)
d2:冷却後の多層フィルムの幅方向の平均厚み(mm)
【0073】
上記製造方法は、上記工程(3)の後に、更に、上記多層フィルムを、該フィルムの長手方向、又は、幅方向へ一軸延伸した後、熱処理する工程(4a)を有することが好ましい。上記工程(4a)を有する場合、更に、上記多層フィルムを一方向へ加熱延伸することで、光学補償部材として必要なレターデーションを得ることができ、更に機械特性を向上させることができる。
【0074】
上記工程(4a)は、上記多層フィルムを加熱しながら、多層フィルムの長手方向、又は、幅方向に延伸させる工程であり、これにより、多層フィルム構成分子の特定方向への分子配向を向上させることができる。上記分子配向によって多層フィルムとしての機械特性及び接着性をより向上させることができる。
【0075】
長手方向への縦一軸延伸方法として、従来公知の方法が採用できる。上記縦一軸延伸方法としては、ロール間延伸法及びクリップテンター法等が挙げられる。操作性を高め、設備費を低くする観点から、ロール間延伸法がより好ましい。上記ロール間延伸法は、上流側設置ロールを低速度、下流側設置ロールを高速度として、異なる回転速度で回転される複数のロールが長手方向に任意の間隔で配置されており、ロールの間隙を介して、加熱しながら多層フィルムを走行させることで、ロール速度差に応じて多層フィルムを延伸する手法である。ロールの配置距離である延伸距離が、多層フィルムの幅よりも短いと、長手方向への分子配向が不十分となるおそれがある。上記延伸距離が長すぎると、多層フィルムの折れ、多層フィルムのしわ、加熱炉パーツ等への接触傷等が発生し易くなるおそれがある。上記延伸距離は、多層フィルムの走行性に応じて適宣設定できる。ロールに対するフィルムの保持力を高め、グリップを良くし、さらに加熱延伸工程における応力の影響を前後の工程に波及させないため、上記ロールは、ニップ機構を備えることが好ましい。
【0076】
幅方向への横一軸延伸方法として、従来公知の任意のテンター延伸法を採用できる。横一軸延伸方法としては、例えば、無配向フィルムの幅方向の両端部をテンタークリップで把持し、テンタークリップの幅方向の間隔を次第に離間させ、フィルムを幅方向に拡幅し、延伸する方法が挙げられる。
【0077】
上記製造方法は、また、上記工程(3)の後に、更に、上記多層フィルムを、該フィルムの長手方向及び幅方向へ二軸延伸した後、熱処理する工程(4b)を有することが好ましい。上記工程(4b)を有する場合、更に、上記多層フィルムを二方向へ加熱延伸することで、光学補償部材として必要なレターデーションを得ることができ、更に機械特性が向上する。
【0078】
上記工程(4b)は、上記多層フィルムを加熱しながら、多層フィルムの長手方向及び幅方向に延伸させる工程であり、これにより、多層フィルム構成分子の特定方向への分子配向を向上させることができる。上記分子配向によって多層フィルムとしての機械特性及び接着性をより向上させることができる。
【0079】
上記長手方向及び幅方向に延伸させる方法としては、二軸延伸法が挙げられる。上記二軸延伸法としては、多層フィルムを長手方向又は幅方向に延伸した後、前段の延伸方向と直交する方向に延伸する逐次二軸延伸法、又は長手方向及び幅方向に同時に延伸する同時二軸延伸法が挙げられる。二軸延伸法は、光学補償性能や生産性を考慮して、適宣選択できる。設備費を低くし、かつ操作性及び光学補償性能を高める観点からは、逐次二軸延伸法が好ましく、多層フィルム面内物性の等方性を高める観点からは、同時二軸延伸法が好ましい。
【0080】
上記二軸延伸方法として、従来公知の任意のテンター延伸法を採用できる。例えば、上記同時二軸延伸方法としては、無配向の多層フィルムの幅方向の両端部をテンタークリップで把持し、テンタークリップの幅方向の間隔を次第に離間させ、多層フィルムを幅方向に拡幅し、延伸する方法が挙げられる。また、上記幅方向延伸手法に加え、パンタグラフ構造、スクリュー構造又はリニアモータ方式によるクリップリンク機構を利用して、長手方向に互いに隣接するクリップを次第に離間させ、多層フィルムを長手方向に延伸する方法も挙げられる。
【0081】
上記工程(4a)及び(4b)において、多層フィルムの延伸の際には、予熱工程と、多層フィルムを加熱しながら延伸する加熱延伸工程とが行われることが好ましい。また、上記工程(4a)及び(4b)においては、延伸された多層フィルムを熱処理する熱処理工程が行われることが好ましい。各工程における多層フィルムの加熱方法としては、熱ロール接触加熱法及びエアーフローティング加熱方式を利用した空気対流加熱法等が挙げられる。これらの加熱方法を併用してもよい。多層フィルムの加熱方法は、延伸形態に応じて適宣選択される。
【0082】
上記予熱工程は、多層フィルムを延伸可能なフィルム温度まで加熱する工程であり、これにより、テンタークリップ方式の延伸形態において発生する分子配向の湾曲パターン(いわゆるボーイング)を低減し、配向を揃えることができる。
【0083】
上記予熱工程では、無配向の多層フィルムが延伸可能な温度付近まで加熱される。予熱工程における上記多層フィルムの予熱温度は、多層フィルムを形成する熱可塑性樹脂層に含まれる熱可塑性樹脂の融点をTm(℃)としたとき、(Tm−50)〜(Tm)℃であることが好ましい。予熱温度が低すぎると、延伸工程において延伸応力が大きくなりすぎて、多層フィルムが切断し易くなるおそれがある。予熱温度が高すぎると、多層フィルムの延伸応力が不足し、延伸効果を十分に得ることができないおそれがあり、また、結晶化が進行することで、延伸切断の原因となるおそれがある。
【0084】
上記加熱延伸工程における長手方向および幅方向の延伸倍率は、1.10〜15.00倍であることが好ましく、1.50〜10.00倍であることがより好ましい。上記延伸倍率が低過ぎると、所望の分子配向効果が得られないおそれある。また、上記延伸倍率が高過ぎると、過大な延伸応力により延伸時に多層フィルムが切断するおそれがあり、テンター式延伸機を利用した場合には、テンタークリップが外れたりするなど、加熱延伸工程におけるフィルム走行安定性を損なうおそれがある。上記延伸倍率は、分子配向の度合いに影響し、延伸効果を量的に制御するものであり、多層フィルムの光学特性、強靭性および接着性を得る為に適宜決定できる。
【0085】
上記加熱延伸工程における延伸の際の歪み速度は、50〜2000%/分であることが好ましく、100〜2000%/分であることがより好ましい。上記歪み速度が遅すぎると、延伸による分子配向に追従して配向緩和が生じ、十分な分子配向効果が得られないおそれがある。上記歪み速度が速すぎると、多層フィルムが切断したり、テンタークリップが外れたりするおそれがある。また、高い歪み速度で延伸することにより、特にテンタークリップ方式による延伸では、クリップレール開き角度を大きく取り、延伸ゾーンの炉長を極力短くすることができる。
【0086】
上記加熱延伸工程における加熱温度Tsは、上記多層フィルムを形成する熱可塑性樹脂層に含まれる熱可塑性樹脂の融点をTm(℃)として、(Tm−30)〜(Tm)℃であることが好ましい。上記温度範囲で加熱して延伸することにより、多層フィルムの変形が、無配向フィルムの厚み極小部で選択的に進行するのを抑制することができるため、原反の厚み不良の影響を受け難くなる。
【0087】
上記加熱温度Tsが高過ぎると、延伸応力が不足し、延伸による分子配向効果を十分に得ることができず、配向緩和が優先して、所望の機械物性および接着性を得られないおそれがある。上記加熱延伸温度Tsが低過ぎると、延伸ムラによる不均一変形が原因となって、厚み不良を伴った多層フィルムとなり、光学フィルムとしての商品価値が低下するおそれがある。また、液晶パネルの画像表示品位が低下するおそれがあり、このため、多層フィルムとしての商品価値が低下するおそれがある。
【0088】
上記加熱延伸工程における延伸時間は、10〜100秒であることが好ましく、20〜60秒であることがより好ましい。上記延伸時間が長過ぎると、加熱による配向緩和により、延伸による分子配向効果を得ることができないおそれがある。上記延伸時間が短過ぎると、顕著なボーイングにより分子配向が不均一となり、加熱収縮率等の寸法安定性や、破断強度、伸度等の引張特性の異方性が発現するおそれがあり、光学フィルムとして使用する場合に、光学軸の精度が悪くなるおそれがある。また、過大な延伸応力により延伸時に多層フィルムが切断したり、テンタークリップが外れたりして、フィルム走行安定性を損なうおそれがある。
【0089】
上記熱処理工程は、延伸後の多層フィルムの残留歪みを除去又は低減し、アニール処理するための工程である。上記熱処理工程により、延伸された多層フィルムのボーイングを低減し、配向を揃えることができる。従って、機械物性の異方性を低減し、寸法安定特性を付与し、厚みを揃えることができる。
【0090】
上記熱処理工程における加熱温度は、上記多層フィルムを形成する熱可塑性樹脂層に含まれる熱可塑性樹脂の融点をTm(℃)として、(Tm−100)〜(Tm−10)℃であることが好ましい。上記加熱温度を上記範囲内とすることにより、ボーイングを制御し、分子配向精度を高めることが可能となり、更に熱可塑性を高めることによって、多層フィルムのフィルム剛性を向上させることができる。上記加熱温度が高過ぎると、延伸により得られた分子配向が緩和し、機械強度が低下するおそれがある。
【0091】
上記熱処理工程における加熱時間は、連続生産性に基づいて決定されるフィルム走行速度に応じて適宣設定できる。上記加熱時間は、5〜60秒であることが好ましく、10〜30秒であることがより好ましい。上記加熱時間を上記範囲とすることにより、ボーイングを抑制し、分子配向精度を高めることが可能となる。上記加熱時間が短過ぎると、十分なアニール効果が得られず、結果として多層フィルム流れの下流側に配向がせり出し、逆ボーイングを助長するおそれがある。上記加熱時間が長過ぎると、フィルム流れの上流側に配向がせり出し、正ボーイングを助長するおそれがある。このため、多層フィルムの寸法安定性を損ない、液晶パネルの画像表示品位が低下して、多層フィルムとしての商品価値が低下するおそれがある。
【発明の効果】
【0092】
本発明の多層フィルムは、無機フィラーを含有する第2の熱可塑性樹脂層が、第1の熱可塑性樹脂層と交互に積層され、上記第1の熱可塑性樹脂層及び上記第2の熱可塑性樹脂層の積層数の合計が10以上であり、上記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向しているので、機械特性に優れ、加工時の伸び、傷や打痕等の外観欠点が発生し難く、且つ、透明性や光学異方性に優れる。
【図面の簡単な説明】
【0093】
【図1】本発明の一実施形態に係る光学フィルムの断面図である。
【図2】多層フィルムの製造方法における、ダイリップと冷却ロール間の工程を示す模式図である。
【発明を実施するための形態】
【0094】
(実施例)
以下、本発明の実施例について説明する。本発明は、下記の実施例に限定されない。
【0095】
(製造例1)
ポリプロピレン樹脂(プライムポリマー社製、商品名:S136、融点165℃、密度0.90g/cm3、MFR20g/10分(測定条件:温度230℃、荷重20N))95重量部、および6チタン酸カリウムを主成分とする針状無機フィラー(大塚化学社製、商品名:ティスモ(登録商標)D、アスペクト比:33)5重量部を混合して、シリンダー温度210℃に設定した二軸押出機に供給充填し、押出されたストランドをペレタイザーにてカットして無機フィラー含有ポリプロピレン樹脂(1)のペレットを作製した。
【0096】
(製造例2)
上記針状無機フィラーを、8チタン酸カリウムを主成分とする針状無機フィラー(大塚化学社製、商品名:ティスモ(登録商標)N、アスペクト比:33)に変更した以外は、製造例1と同様にして無機フィラー含有ポリプロピレン樹脂(2)のペレットを得た。
【0097】
(製造例3)
上記針状無機フィラーを、6チタン酸カリウムを主成分とする板状無機フィラー(大塚化学社製、商品名:テラセス(登録商標)PS、アスペクト比:3)に変更した以外は、製造例1と同様にして無機フィラー含有ポリプロピレン樹脂(3)のペレットを得た。
【0098】
(製造例4)
上記ポリプロピレン樹脂の配合率を90重量部とし、上記針状無機フィラーの配合率を10重量部とした以外は、製造例1と同様にして無機フィラー含有ポリプロピレン樹脂(4)のペレットを得た。
【0099】
(製造例5)
上記ポリプロピレン樹脂の配合率を100重量部とし、針状無機フィラーを配合しなかった以外は、製造例1と同様にしてポリプロピレン樹脂(5)のペレットを得た。
【0100】
(実施例1)
ポリプロピレン樹脂(プライムポリマー社製、商品名:S136、融点165℃、密度0.90g/cm3、MFR20g/10分(測定条件:温度230℃、荷重20N))100重量部を、シリンダー径90mmの単軸押出機I(フルフライト型スクリュー、L/D=28、圧縮比2.5)に供給し、シリンダー温度230℃の条件下で溶融混練して、熱可塑性樹脂組成物を得た。
【0101】
同時に上記無機フィラー含有ポリプロピレン樹脂(1)のペレット100重量部を、単軸押出機Iに併設したシリンダー径40mmの単軸押出機II(フルフライト型スクリュー、L/D=35、圧縮比2.3)に供給し、シリンダー温度220℃の条件下で溶融混練して、無機フィラー含有熱可塑性樹脂組成物を得た。
【0102】
上記熱可塑性樹脂組成物及び上記無機フィラー含有熱可塑性樹脂組成物を、それぞれの溶融樹脂量が同一になるようにして、それぞれを、フィードパイプを介して固定ベイン式フィードブロック(以下適宜「FB」と称す)に輸送した。上記単軸押出機Iより溶融押出されたフィルム状の熱可塑性樹脂組成物の両面に、上記単軸押出機IIより溶融押出されたフィルム状の無機フィラー含有熱可塑性樹脂組成物が積層されるように、FB内でこれらを合流させて樹脂積層体を得た。更に、上記FBの下流部に、分割積層可能な多層用ブロックを4セット取り付け、上記3層の樹脂積層体を、16個積層することにより積層数の合計を48として、Tダイに導入して拡幅し、ダイリップ開口部から吐出させて多層樹脂積層体を得た。Tダイは、ストレート型マニホールドを備え、かつダイリップ開口部が長方形であり、その長手幅が1000mmで、かつ長手方向に対する垂直方向の幅が2.5mmであった。多層樹脂積層体を、Tダイのダイリップ開口部から、クロムメッキを施した冷却ロール上に、引取速度10m/分で溶融押出し、冷却固化させてシート状に連続成膜し、幅700mmかつ幅方向平均厚み500μmの多層フィルムを製造した。Tダイのダイリップの開口面積(s1)と、得られた多層フィルムの断面積(s2)とで表されるドロー比((s1)/(s2))は、7.2であった。
【0103】
上記多層フィルムを予熱ゾーン、延伸ゾーン、熱処理ゾーンおよび冷却ゾーンを有するロール式延伸機に供給した。多層フィルムの搬送速度は、予熱ゾーン入口において、10m/分であった。該多層フィルムを予熱ゾーンで115℃に加温した。延伸ゾーンの、多層フィルムの流れ方向に対して上流側と下流側とに、上流側ニップロールと下流側ニップロールとを設け、下流側ニップロール速度(va)の上流側ニップロール速度(vb)に対する回転速度比(va)/(vb)を3.0とした。歪み速度は、300%/分であった。延伸ゾーンにおいて、長手方向に115℃で加熱延伸した後、直ちに冷却ゾーンで80℃に冷却して配向固定し、長手方向に一軸延伸された多層フィルムを得た。
【0104】
上記一軸延伸された多層フィルムを、予熱ゾーン、延伸ゾーン、熱処理ゾーンおよび冷却ゾーンを有する横一軸テンター延伸機に供給した。上記一軸延伸された多層フィルムの端部をテンタークリップで把持し、予熱ゾーンで多層フィルムを140℃に加温した後、続く延伸ゾーンに搬送し、延伸倍率4.5倍、歪み速度300%/分で、幅方向に155℃で加熱延伸し、直ちに、続く熱処理ゾーンにおいて130℃でアニール処理した。更に、冷却ゾーンで80℃に冷却して配向固定した後、延伸機出口において、多層フィルム端部をクリップ把持より解放した。次いで、スリット工程でクリップ掴み痕の残存する多層フィルム端部を、多層フィルムの中心から左右対称に設置したシェア刃でスリットして除去した。巻取張力100N/m幅で塩化ビニル樹脂製コアにロール状に巻取った。
【0105】
得られた多層フィルムの針状無機フィラーは、多層フィルムの面方向に対して略平行に配向しており、且つ多層フィルムの長手方向に配向していた。また、得られた多層フィルムの幅は、テンタークリップ掴み痕を含む両端部を除いて1500mmであり、幅方向の平均厚みは、約60μmであった。得られた多層フィルムの引張弾性率、曇度、正面レターデーション値R0、表面硬度、及び引裂強力を評価した。
【0106】
(実施例2〜4)
無機フィラー含有ポリプロピレン樹脂を、表1に記載の樹脂に変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0107】
(実施例5及び6)
多層用ブロックのセット数を変更し、多層フィルムの積層数の合計を、表1のように変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0108】
(比較例1)
無機フィラー含有ポリプロピレン樹脂を、表1記載の樹脂に変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0109】
(比較例2)
多層用ブロックを使用せず、多層フィルムの積層数の合計を、表1のように変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0110】
(比較例3)
多層用ブロックのセット数を変更し、多層フィルムの積層数の合計を、表1のように変更した以外は、実施例1と同様にして、多層フィルムを製造した。
【0111】
(評価)
実施例1〜6及び比較例1〜3で製造した多層フィルムの積層数の合計、引張弾性率、曇度、正面レターデーション値R0、表面硬度、静摩擦係数を、以下の評価方法によって評価した。
【0112】
(1)積層数の合計
多層フィルムの幅方向中央部分を、鋭利なレザー刃で長手方向と平行に切断した。断面をデジタルマイクロスコープ(キーエンス社製、型番「VHX−200」)で目視観察し、厚み方向の積層数の合計を計数した。
【0113】
(2)引張弾性率
JISK−7127及びJISK−7161記載の引張試験方法に準拠して測定した。なお測定は、上記多層フィルムの長手方向および幅方向について行い、その平均値を引張弾性率とした。また測定雰囲気は、温度23℃、相対湿度50%RHの条件下で行った。
【0114】
(3)曇度
JISK−7105記載のプラスチックの光学的特性試験方法に準拠して測定した。曇度計(東京電色社製、型番「TC−H3DPK」)を用いて、多層フィルムの幅方向に50mm間隔で測定し、平均値を算出して、多層フィルムの曇度とした。
【0115】
(4)正面レターデーション値R0
自動複屈折測定装置(王子計測機器社製、型番「KOBRA−WR」)を用いて測定した。測定光の波長を550nmとして、多層フィルムの長手方向に直交する軸を基準軸とし、多層フィルムの幅方向に50mm間隔で測定してその総平均値を算出し、多層フィルムの正面レターデーション値R0とした。
【0116】
(5)表面硬度
JISK−5400の鉛筆引っかき試験方法に準拠して測定した。荷重0.98Nで、多層フィルム表面に鉛筆による引っかき傷が入る、最も低い鉛筆硬度を多層フィルムの表面硬度とした。
【0117】
(6)引裂強力
JISK−7128−1記載の引裂強さ試験方法(トラウザー法)に準拠して測定した。なお測定は、多層フィルムの長手方向に沿って行った。測定は、温度23℃、相対湿度50%RHの環境条件下で行った。
【0118】
結果を下記の表1に示す。
【0119】
【表1】
【0120】
(考察)
表1の結果から、実施例1〜6の多層フィルムは、第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなり、第2の熱可塑性樹脂層は、針状無機フィラーを含有し、第1の熱可塑性樹脂層及び第2の熱可塑性樹脂層の積層数の合計が10以上であり、針状無機フィラーが多層フィルムの面方向に対して略平行に配向しているので、引張弾性率、鉛筆硬度、及び引裂強力が高く、機械特性に優れていた。また、曇度が低く、正面レターデーションR0の値が適切であるので、光学特性に優れていた。
【0121】
比較例1の多層フィルムは、第2の熱可塑性樹脂層が無機フィラーを含有していないため機械特性に劣り、引張弾性率、鉛筆硬度、及び引裂強力が低かった。また、正面レターデーションR0の値が高く、光学特性に劣っていた。
【0122】
比較例2及び3の多層フィルムは、積層数の合計が少ないため、機械特性に劣り、引張弾性率、鉛筆硬度、及び引裂強力が低かった。また、正面レターデーションR0の値が高く、光学特性に劣っていた。
【符号の説明】
【0123】
1…多層フィルム
21,22,23,24,25,26…第1の熱可塑性樹脂層
31,32,33,34,35,36,37…第2の熱可塑性樹脂層
4…樹脂積層体
5…ダイリップ
51…ダイリップ開口部
6…冷却ロール
7…多層フィルム
【特許請求の範囲】
【請求項1】
第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、
前記第2の熱可塑性樹脂層は、無機フィラーを含有し、
前記第1の熱可塑性樹脂層、及び、前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、
前記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している
ことを特徴とする多層フィルム。
【請求項2】
前記無機フィラーは、アスペクト比が10以上である、請求項1に記載の多層フィルム。
【請求項3】
前記第1の熱可塑性樹脂層が、ポリプロピレン樹脂を含む、請求項1又は2に記載の多層フィルム。
【請求項4】
前記無機フィラーが、チタン酸塩を含む、請求項1〜3のいずれかに記載の多層フィルム。
【請求項1】
第1の熱可塑性樹脂層と、第2の熱可塑性樹脂層とが交互に積層されてなる多層フィルムであって、
前記第2の熱可塑性樹脂層は、無機フィラーを含有し、
前記第1の熱可塑性樹脂層、及び、前記第2の熱可塑性樹脂層の積層数の合計が、10以上であり、
前記無機フィラーは、針状及び板状から選択される少なくとも1種の形状であり、且つ多層フィルムの面方向に対して略平行に配向している
ことを特徴とする多層フィルム。
【請求項2】
前記無機フィラーは、アスペクト比が10以上である、請求項1に記載の多層フィルム。
【請求項3】
前記第1の熱可塑性樹脂層が、ポリプロピレン樹脂を含む、請求項1又は2に記載の多層フィルム。
【請求項4】
前記無機フィラーが、チタン酸塩を含む、請求項1〜3のいずれかに記載の多層フィルム。
【図1】

【図2】
【図2】
【公開番号】特開2013−103369(P2013−103369A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247333(P2011−247333)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]