
多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物
【課題】めっき導体層の密着強度が高く、絶縁信頼性に優れた層間絶縁層を形成できる熱硬化性樹脂組成物、それを用いたドライフィルム、これらにより層間絶縁層が形成された多層プリント配線板を提供する。
【解決手段】多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物は、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂、(D)エポキシ硬化剤、及び(E)フィラーを必須成分として含有し、上記3種のエポキシ樹脂を、質量比で(A):(B+C)=1:1〜1:10、(B):(C)=1:0.5〜1:2の割合で含有する。好ましくは、(A)成分と(B)成分を、質量比で(A):(B)=1:0.5〜1:5の割合で含有する。
【解決手段】多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物は、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂、(D)エポキシ硬化剤、及び(E)フィラーを必須成分として含有し、上記3種のエポキシ樹脂を、質量比で(A):(B+C)=1:1〜1:10、(B):(C)=1:0.5〜1:2の割合で含有する。好ましくは、(A)成分と(B)成分を、質量比で(A):(B)=1:0.5〜1:5の割合で含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板において、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示すと共に、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、高耐熱性と粗化処理による粗化性を併せ有する層間絶縁材用の熱硬化性樹脂組成物、それを用いたドライフィルム並びにそれらを用いて層間絶縁層が形成された多層プリント配線板に関する。
【背景技術】
【0002】
近年、多層プリント配線板の製造方法として、内層回路板の導体層上に有機絶縁層と導体層を交互に積み上げていくビルドアップ方式の製造技術が注目されている。例えば、回路形成された内層回路板にエポキシ樹脂組成物を塗布し、加熱硬化した後、粗化剤により表面に凸凹状の粗化面を形成し、導体層をめっきにより形成する多層プリント配線板の製造法が提案されている(特許文献1及び特許文献2参照)。また、回路形成された内層回路板にエポキシ樹脂組成物の接着シートをラミネートし、加熱硬化した後、粗化剤により表面に凸凹状の粗化面を形成し、導体層をめっきにより形成する多層プリント配線板の製造法が提案されている(特許文献3参照)。
【0003】
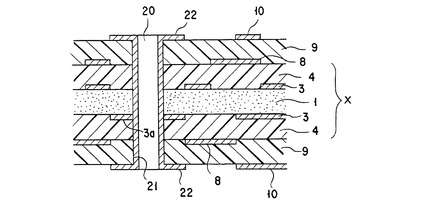
従来のビルドアップ法による多層プリント配線板の製造方法の一例について、図1を参照しながら説明すると、まず、絶縁基板1の両面に予め内層導体パターン3と樹脂絶縁層4が形成された積層基板Xの両面に外層導体パターン8を形成し、その上に、スクリーン印刷法やスプレーコーティング法、カーテンコーティング法等の適当な方法によりエポキシ樹脂組成物を塗布した後、加熱硬化させ、樹脂絶縁層9を形成する。(ドライフィルム又はプリプレグを用いる場合には、ラミネートもしくは熱板プレスして加熱硬化させ、樹脂絶縁層9を形成する。)
【0004】
次いで、樹脂絶縁層9及び積層基板Xを貫通するようなスルーホール孔21や、各導体層のコネクション部間を電気的に接続するためのバイアホール(図示せず)を形成する。孔明けはドリル、金型パンチ、レーザー光など適当な手段によって行なうことができる。その後、粗化剤を用いて各樹脂絶縁層9の粗面化及び孔部のデスミヤを行なう。一般に、内層回路板上のエポキシ樹脂組成物の硬化皮膜の粗面化処理は、硬化した組成物の表面全体を、N−メチル−2−ピロリドン、N,N−ジメチルホルムアミド、メトキシプロパノール等の有機溶剤、又は苛性ソーダ、苛性カリ等のアルカリ性水溶液等で膨潤させ、重クロム酸塩、過マンガン酸塩、オゾン、過酸化水素/硫酸、硝酸等の酸化剤を用いて粗化することにより行われる。
【0005】
次に、樹脂絶縁層9の表面に無電解めっきや電解めっき、無電解めっきと電解めっきの組合せ等により導体層を形成する。無電解めっきにより導体層を形成する工程は、硬化した組成物の表面全体をめっき用触媒を含む水溶液に浸漬し、触媒の吸着を行った後、めっき液に浸漬してめっきを析出させるという工程である。このとき導体層は、樹脂絶縁層9の表面だけでなく、スルーホール孔21やブラインド孔内の全面に被覆される。次いで、常法(サブトラクティブ法、セミアデティブ法等)に従って、樹脂絶縁層9の表面の導体層に所定の回路パターンを形成し、図1に示すように、両側に最外層導体パターン10を形成する。この時、上記のようにスルーホール孔21にもめっき層が形成されており、その結果、上記多層プリント配線板の最外層導体パターン10のコネクション部22と内層導体パターン3のコネクション部3aとの間は電気的に接続されることになり、スルーホール20が形成される。さらに多層のプリント配線板を製造する場合には、上記樹脂絶縁層と導体層をさらに交互にビルドアップすればよい。なお、上記ビルドアップにおいては、積層基板上に樹脂絶縁層及び導体層を形成する例について説明したが、積層基板の代わりに片面基板、あるいは両面基板を用いてもよい。
【0006】
前記したように、多層プリント配線板の層間絶縁層を形成するために用いる組成物としては、一般にエポキシ樹脂組成物が用いられている。しかしながら、従来のエポキシ樹脂組成物の硬化皮膜では、粗化処理により良好な凸凹状の粗化面を形成し難いため、導体層との密着強度が低いという問題があった。
また、電子機器の小型化、高性能化の進展に伴い、多層プリント配線板のビルドアップ層が複層化され、ビアホールが複数のビルドアップ絶縁層にまたがって接続されたスタッガードビア、スタックトビアと呼ばれる多段ビア構造を有する多層プリント配線板の需要が高まっている。このような多段ビア構造を有する多層プリント配線板では、ビアホールを接続する銅配線と絶縁層との熱膨張係数が大きく異なるため、サーマルサイクル等の信頼性試験を行うと、銅配線又は絶縁層にクラックが入る等の問題が発生していた。
【0007】
そこで、絶縁層を構成する樹脂組成物の熱膨張率を低く抑え、めっきにより形成される導体層のピール強度(引き剥がし強度)を高めるために、(a)1分子中に2以上のエポキシ基を有し、温度20℃で液状であるエポキシ樹脂、(b)1分子中に3以上のエポキシ基を有し、エポキシ当量が200以下である芳香族系の固形エポキシ樹脂、(c)フェノール系硬化剤、(d)ガラス転移温度が100℃以上である、フェノキシ樹脂、ポリビニルアセタール樹脂、ポリアミド樹脂及びポリアミドイミド樹脂からなる群より選ばれる一種以上の樹脂を含み、成分(a)と成分(b)のエポキシ樹脂の割合が重量比で1:0.3〜1:2であり、樹脂組成物中のエポキシ基と成分(c)のフェノール系硬化剤のフェノール性水酸基の割合が1:0.5〜1:1.5であり、成分(d)の樹脂の含有割合が樹脂組成物の2乃至20重量%である多層プリント配線板の層間絶縁用樹脂組成物が提案されている(特許文献4参照)。
【0008】
上記層間絶縁用樹脂組成物のように、液状エポキシ樹脂と固形エポキシ樹脂の2種類のエポキシ樹脂を含有し、またガラス転移温度が100℃以上であるフェノキシ樹脂等を含有することにより、得られる熱硬化性樹脂組成物の熱膨張率を低く抑えることができる。しかしながら、硬化前の状態(乾燥塗膜やドライフィルムやプレプレグ)において、エリクセン試験機による測定値が試験速度が遅い場合には比較的高い値を示すが、固形エポキシ樹脂の配合割合が低いため、試験速度が速い場合には低い値を示し、基板加工時のハンドリング面で未だ改善すべき点が残されていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平7−304931号公報(特許請求の範囲)
【特許文献2】特開平7−304933号公報(特許請求の範囲)
【特許文献3】特開平11−87927号公報(特許請求の範囲)
【特許文献4】特開2005−154727号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、本発明の目的は、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示すと共に、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、絶縁信頼性に優れた多層プリント配線板の層間絶縁層を形成でき、更にハンドリング面で優れた熱硬化性樹脂組成物、及びそれを用いたドライフィルムを提供することにある。
本発明の他の目的は、これらを用いることにより、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板において、めっき導体層のピール強度が高く、サーマルサイクル等の信頼性試験でクラックが生じることもなく、耐熱性や電気絶縁性等に優れた層間絶縁層が形成された多層プリント配線板を提供することにある。
【課題を解決するための手段】
【0011】
前記目的を達成するために、本発明によれば、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ、(C)樹脂1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂、(D)エポキシ硬化剤、及び(E)フィラーを必須成分として含有し、上記3種のエポキシ樹脂を、質量比で(A):(B+C)=1:1〜1:10、(B):(C)=1:0.5〜1:2の割合で含有することを特徴とする多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物が提供される。
【0012】
好適な態様においては、前記液状エポキシ樹脂(A)と固形エポキシ樹脂(B)を、質量比で(A):(B)=1:0.5〜1:5の割合で含有する。さらに別の好適な態様においては、さらに(F)ガラス転移温度が100℃以上の熱可塑性樹脂、好ましくはフルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂を含有する。
【0013】
さらに本発明によれば、前記熱硬化性樹脂組成物の薄膜を支持ベースフィルム上に形成してなることを特徴とするドライフィルムも提供される。
さらにまた、本発明によれば、内層回路基板上に樹脂絶縁層及び回路パターンの導体層が順次形成されてなる多層プリント配線板において、上記樹脂絶縁層が、前記熱硬化性樹脂組成物の硬化皮膜又はドライフィルムから成り、かつその表面の導体層との界面が粗化処理によって微細凹凸状の粗化面に形成されており、上記導体層は該粗化面を介して樹脂絶縁層と接合されてなることを特徴とする多層プリント配線板が提供される。
【発明の効果】
【0014】
本発明の熱硬化性樹脂組成物は、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂を、前記した特定の配合比率で組み合わせて含有するため、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示し、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、絶縁信頼性に優れた層間絶縁層を形成できる。そのため、多層プリント配線板の層間絶縁層として最適である。
従って、本発明の熱硬化性樹脂組成物又はそのドライフィルムを、導体回路層と絶縁層とを交互に積み上げるビルドアップ方式に用いることにより、めっき導体層のピール強度が高く、サーマルサイクル等の信頼性試験でクラックが生じることもなく、耐熱性や電気絶縁性等に優れた層間絶縁層が形成された多層プリント配線板を製造することができる。
【図面の簡単な説明】
【0015】
【図1】従来のビルドアップ法により作製した多層プリント配線板の概略構成を示す部分断面図である。
【図2】エポキシ樹脂の液状判定に用いた2本の試験管を示す概略側面図である。
【発明を実施するための形態】
【0016】
本発明者らは、前記した課題を解決すべく鋭意研究した結果、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂を、前記した特定の配合比率で組み合わせて含有する場合、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示し、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、高耐熱性と粗化処理による粗化性を併せ有する多層プリント配線板の層間絶縁層として最適であることを見出し、本発明を完成するに至ったものである。即ち、2官能の液状エポキシ樹脂(A)と3官能以上の固形エポキシ樹脂(B)の組み合わせの場合、液状エポキシ樹脂(A)の配合割合が高いと、樹脂組成物を基材に塗布する際の粘着性が高くなり、またドライフィルムとして基材にラミネートする際に樹脂の滲み出しが多くなる。逆に固形エポキシ樹脂(B)の配合割合が高いと、乾燥皮膜の充分な可撓性が得られなくなり、乾燥皮膜にクラックや粉落ちが発生したり、エリクセン試験による密着強度測定の際に剥がれや割れを生じてしまう。また、回路基板へのラミネートの際に、ビアホールやスルーホール内を充填するだけの樹脂組成物の充分な流動性が得られない傾向にある。本発明者らの研究によれば、これら2官能の液状エポキシ樹脂(A)と3官能以上の固形エポキシ樹脂(B)に、さらに1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂(C)を前記した特定の配合比率で組み合わせて用いれば、上記のような問題もなく、得られる熱硬化性樹脂組成物は基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を維持し、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、絶縁信頼性に優れた層間絶縁層を形成できることが見出された。また、熱可塑性樹脂(F)が混在することにより、粗面化処理の際のフィラーの脱離が容易となり、安定した粗化面を形成できると共に、そのアンカー効果によりめっき導体層のピール強度が高く、耐熱性や電気絶縁性等に優れた層間絶縁層が形成された多層プリント配線板を製造することができる。
【0017】
以下、本発明の熱硬化性樹脂組成物の各構成成分について詳細に説明する。
まず、エポキシ樹脂としては、前記したように、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂を、組み合わせて用いる必要がある。ここで、本明細書でいう「液状」の判定方法について説明する。
【0018】
液状の判定は、危険物の試験及び性状に関する省令(平成元年自治省令第1号)の別紙第2の「液状の確認方法」に準じて行う。
(1)装置
恒温水槽:攪拌機、ヒーター、温度計、自動温度調節器(±0.1℃で温度制御が可能なもの)を備えたもので深さ150mm以上のものを用いる。
尚、後述する実施例で用いたエポキシ樹脂の判定では、いずれもヤマト科学(株)製の低温恒温水槽(型式BU300)と投入式恒温装置サーモメイト(型式BF500)の組み合わせを用い、水道水約22リットルを低温恒温水槽(型式BU300)に入れ、これに組み付けられたサーモメイト(型式BF500)の電源を入れて設定温度(20℃又は40℃)に設定し、水温を設定温度±0.1℃にサーモメイト(型式BF500)で微調整したが、同様の調整が可能な装置であればいずれも使用できる。
【0019】
試験管:
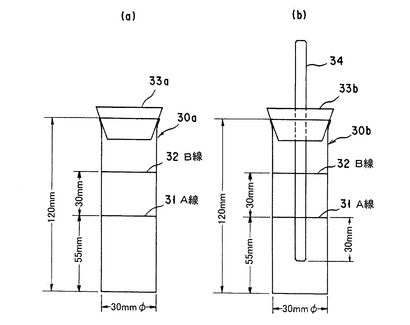
試験官としては、図2に示すように、内径30mm、高さ120mmの平底円筒型透明ガラス製のもので、管底から55mm及び85mmの高さのところにそれぞれ標線31,32が付され、試験管の口をゴム栓33aで密閉した液状判定用試験管30aと、同じサイズで同様に標線が付され、中央に温度計を挿入・支持するための孔があけられたゴム栓33bで試験管の口を密閉し、ゴム栓33bに温度計34を挿入した温度測定用試験管30bを用いる。以下、管底から55mmの高さの標線を「A線」、管底から85mmの高さの標線を「B線」という。
温度計34としては、JIS B7410(1982)「石油類試験用ガラス製温度計」に規定する凝固点測定用のもの(SOP−58目盛範囲20〜50℃)を用いるが、0〜50℃の温度範囲が測定できるものであればよい。
【0020】
(2)試験の実施手順
温度20±5℃の大気圧下で24時間以上放置した試料を、図2(a)に示す液状判定用試験管30aと図2(b)に示す温度測定用試験管30bにそれぞれA線まで入れる。2本の試験管30a,30bを低温恒温水槽にB線が水面下になるように直立させて静置する。温度計は、その下端がA線よりも30mm下となるようにする。
試料温度が設定温度±0.1℃に達してから10分間そのままの状態を保持する。10分後、液状判断用試験管30aを低温恒温水槽から取り出し、直ちに水平な試験台の上に水平に倒し、試験管内の液面の先端がA線からB線まで移動した時間をストップウォッチで測定し、記録する。試料は、設定温度において、測定された時聞が90秒以内のものを液状、90秒を超えるものを固体状と判定する。
【0021】
前記1分子中に2以上のエポキシ基を有し、温度20℃で液状であるエポキシ樹脂(A)としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、tert−ブチル−カテコール型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、アミノフェノール型エポキシ樹脂、脂環式エポキシ樹脂などが挙げられる。尚、成分(A)のエポキシ樹脂は温度20℃未満で液状であってもよいことは勿論である。また、エポキシ樹脂としては硬化物の好ましい物性等の観点から芳香族系エポキシ樹脂が好ましい。尚、本明細書において、芳香族系エポキシ樹脂とは、その分子内に芳香環骨格を有するエポキシ樹脂を意味する。従って成分(A)としては「1分子中に2以上のエポキシ基を有し、温度20℃で液状である芳香族系エポキシ樹脂」がより好ましい。これらのエポキシ樹脂は、単独で用いてもよく、あるいは2種以上を組み合わせて用いてもよい。
【0022】
前記1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂(B)としては、DIC(株)製EXA4700(4官能ナフタレン型エポキシ樹脂)、日本化薬(株)製NC−7000(ナフタレン骨格含有多官能固形エポキシ樹脂)等のナフタレン型エポキシ樹脂;日本化薬(株)EPPN−502H(トリスフェノールエポキシ樹脂)等のフェノール類とフェノール性水酸基を有する芳香族アルデヒドとの縮合物のエポキシ化物(トリスフェノール型エポキシ樹脂);DIC(株)製エピクロンHP−7200H(ジシクロペンタジエン骨格含有多官能固形エポキシ樹脂)等のジシクロペンタジエンアラルキル型エポキシ樹脂;日本化薬(株)製NC−3000H(ビフェニル骨格含有多官能固形エポキシ樹脂)等のビフェニルアラルキル型エポキシ樹脂;DIC(株)製エピクロンN660、エピクロンN690、日本化薬(株)製EOCN−104S等のノボラック型エポキシ樹脂;日産化学工業(株)製TEPIC等のトリス(2,3−エポキシプロピル)イソシアヌレートなどが挙げられる。これらのエポキシ樹脂は各々単独で用いてもよく、2種以上を組み合わせて用いてもよい。特に低い熱膨張性を付与するためには、ナフタレン骨格を含有するエポキシ樹脂を用いることが好ましい。
【0023】
前記1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂(C)としては、DIC(株)製エピクロン860、エピクロン900−IM、エピクロンEXA―4816、エピクロンEXA−4822、旭チバ(株)製アラルダイトAER280、東都化成(株)製エポトートYD−134、ジャパンエポキシレジン(株)製JER834、JER872、住友化学工業(株)製ELA−134等のビスフェノールA型エポキシ樹脂;DIC(株)製エピクロンHP−4032等のナフタレン型エポキシ樹脂;DIC(株)製エピクロンN−740等のフェノールノボラック型エポキシ樹脂などが挙げられる。これらのエポキシ樹脂は各々単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0024】
本発明に用いる前記した(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、及び(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂の3種のエポキシ樹脂の組成物中の配合割合は、質量比で(A):(B+C)=1:1〜1:10、好ましくは1:2〜1:10、(B):(C)=1:0.5〜1:2の割合が望ましい。また、前記液状エポキシ樹脂(A)と固形エポキシ樹脂(B)の配合割合は、質量比で(A):(B)=1:0.5〜1:5の割合が望ましい。液状エポキシ樹脂(A)が上記割合を超えて多すぎると、樹脂組成物の粘着性が高くなり、またドライフィルムとして基材にラミネートする際に樹脂の滲み出しが多くなる。一方、固形エポキシ樹脂(B)が上記割合超えて多すぎると、乾燥皮膜の充分な可撓性が得られなくなり、乾燥皮膜にクラックや粉落ちが発生したり、エリクセン試験による密着強度測定の際に剥がれや割れを生じてしまう。また、半固形エポキシ樹脂(C)が上記割合を外れると、液状エポキシ樹脂(A)や固形エポキシ樹脂(B)使用による問題が生じやすくなる。尚、液状エポキシ樹脂(A)は、得られる硬化皮膜の密着性向上に寄与し、固形エポキシ樹脂(B)は、ガラス転移点を上昇させるのに寄与するので、これらの比率を調整することにより上記特性のバランスを調整することが可能となる。
【0025】
前記エポキシ硬化剤(D)としては、従来公知の各種エポキシ樹脂硬化剤もしくはエポキシ樹脂硬化促進剤を配合することができる。例えば、フェノール樹脂、イミダゾール化合物、酸無水物、脂肪族アミン、脂環族ポリアミン、芳香族ポリアミン、第3級アミン、ジシアンジアミド、グアニジン類、又はこれらのエポキシアダクトやマイクロカプセル化したもののほか、トリフェニルホスフィン、テトラフェニルホスフォニウム、テトラフェニルボレート等の有機ホスフィン系化合物、DBUもしくはその誘導体など、硬化剤もしくは硬化促進剤の如何に拘らず、公知慣用のものを単独であるいは2種以上組み合わせて使用することができる。これらのエポキシ硬化剤は、前記エポキシ樹脂(A)〜(C)の合計量100質量部に対して、0.1〜50質量部の範囲で配合することが好ましい。その配合量が上記範囲よりも少ないと硬化不足となり、一方、上記範囲を超えて多量に配合しても硬化促進効果を増大させることはなく、却って耐熱性や機械強度を損なう問題が生じ易いので好ましくない。
【0026】
前記したエポキシ硬化剤の中でも、フェノール樹脂やイミダゾール化合物が好ましい。フェノール樹脂としては、フェノールノボラック樹脂、アルキルフェノールボラック樹脂、ビスフェノールAノボラック樹脂、ジシクロペンタジエン型フェノール樹脂、Xylok型フェノール樹脂、テルペン変性フェノール樹脂、ポリビニルフェノール類など公知慣用のものを、単独であるいは2種以上組み合わせて使用することができる。
【0027】
また、イミダゾール化合物は、組成物中の溶剤を乾燥するときの温度域(80℃〜130℃)では反応が緩やかで、硬化時の温度域(150℃〜200℃)では充分に反応を進めることができ、硬化物の物性を充分発現させる点で好ましい。また、イミダゾール化合物は、銅回路及び銅箔との密着性に優れている点でも好ましい。特に好ましいものの具体例としては、2−エチル4−メチルイミダゾール、2−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、ビス(2−エチル−4−メチル−イミダゾール)、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、トリアジン付加型イミダゾール等が挙げられ、単独であるいは2種以上組み合わせて使用することができる。
【0028】
次に、前記フィラー(E)としては従来公知の全ての無機充填剤及び有機充填剤が使用でき、特定のものに限定されないが、粗化処理により硬化皮膜表面に微細凹凸状の粗化面を形成する作用は、主として粗化液が硬化皮膜とフィラーの界面に浸透し、硬化皮膜表面のフィラーが抜け落ちることによるものであるため、粗化液との親和性が良好な無機フィラーが好ましい。無機フィラーとしては、例えば、硫酸バリウム、チタン酸バリウム、無定形シリカ、結晶性シリカ、溶融シリカ、球状シリカ、タルク、クレー、炭酸マグネシウム、炭酸カルシウム、酸化アルミニウム、水酸化アルミニウム、窒化ケイ素、窒化アルミニウム等の体質顔料や、銅、錫、亜鉛、ニッケル、銀、パラジウム、アルミニウム、鉄、コバルト、金、白金等の金属粉体が挙げられる。これらの無機フィラーは、粗化処理による微細凹凸状の粗化面の形成作用の他に、塗膜の硬化収縮を抑制し、密着性、硬度などの特性を向上させるのにも寄与する。これらの無機フィラーの中でも、粗化液により侵され難いシリカや硫酸バリウムが好ましく、特に組成物中に高い割合で配合可能な点から、球状シリカが好ましい。フィラーの平均粒径は3μm以下であることが好ましく、更に好ましくは1μm以下が望ましい。
【0029】
フィラー(E)の配合量は、前記エポキシ樹脂(A)〜(C)の合計量100質量部に対して、40〜200質量部、好ましくは50〜150質量部の割合が適当である。フィラーの配合量が上記範囲よりも少なくなると、良好な微細凹凸状の粗化面の形成が困難となり、一方、上記範囲を超えると、組成物の流動性が悪くなるので好ましくない。
【0030】
本発明の熱硬化性樹脂組成物は、得られる硬化皮膜の機械的強度を向上させるために、さらにガラス転移温度が100℃以上の熱可塑性樹脂(F)、例えば後述する熱可塑性ポリヒドロキシポリエーテル樹脂や、エピクロルヒドリンと各種2官能フェノール化合物の縮合物であるフェノキシ樹脂或いはその骨格に存在するヒドロキシエーテル部の水酸基を各種酸無水物や酸クロリドを使用してエステル化したフェノキシ樹脂、ポリビニルアセタール樹脂、ポリアミド樹脂、ポリアミドイミド樹脂等を単独で、又は2種以上を組み合わせて含有することができる。熱可塑性樹脂(F)のガラス転移温度が100℃未満であると、硬化物の機械強度が充分でなく、粗化後の硬化物表面に無機充填材が析出しやすく、充分なめっき導体層のピール強度を得ることが困難となる。ガラス転移温度は、JIS(日本工業規格) K7197に記載の方法に従って決定される。なお、ガラス転移温度が分解温度よりも高いため、実際にはガラス転移温度が観測されない場合も本発明に言う「ガラス転移温度が100℃以上である」の定義内に含まれる。なお、分解温度とは、JIS K7120に記載の方法に従って測定したときの質量減少率が5%となる温度で定義される。
【0031】
フェノキシ樹脂の具体例としては東都化成(株)製FX280、FX293、ジャパンエポキシレジン(株)製YX8100、YL6954、YL6974等が挙げられる。ポリビニルアセタール樹脂の具体例としては、積水化学工業(株)製エスレックKSシリーズ、ポリアミド樹脂としては日立化成工業(株)製KS5000シリーズ、日本化薬(株)製BPシリーズ、さらにポリアミドイミド樹脂としては日立化成工業(株)製KS9000シリーズ等が挙げられる。
【0032】
前記した熱可塑性樹脂の中でも、フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂が好ましい。熱可塑性ポリヒドロキシポリエーテル樹脂は、フルオレン骨格を有することにより高いガラス転移点を有し、耐熱性に優れるため、エポキシ樹脂(A)〜(C)による低い熱膨張率を維持すると共にそのガラス転移点を維持し、得られる硬化皮膜は低い熱膨張率と高いガラス転移点をバランス良く併せ有するものとなる。また、熱可塑性ポリヒドロキシポリエーテル樹脂は水酸基を有するため、基材及び導体に対して良好な密着性を示すと共に、得られる硬化皮膜は粗化剤により侵され難いが、水溶液の形態の粗化液は硬化皮膜とフィラーの界面に浸透し易いので、粗化処理により硬化皮膜表面のフィラーが抜け落ち易くなり、良好な粗化面を形成し易くなる。
【0033】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂としては、例えば下記一般式(1)で示される熱可塑性ポリヒドロキシポリエーテル樹脂を好適に用いることができる。
【化1】

上記一般式(1)において、Xは下記一般式(2)又は(3)で示されるものであり、一般式(1)における全Xに対する一般式(3)の割合は8%以上であり、Zは水素原子又はグリシジル基であり、nは21以上の整数である。
【0034】
【化2】
上記一般式(2)において、R1、R2は水素原子、炭素数1〜5のアルキル基、ハロゲン原子から選ばれるものであり、Yは−SO2−、−CH2−、−C(CH3)2−、又は−O−のいずれかであり、mは0又は1である。R1とR2は同一であってもよいし、異なっていてもよい。
【0035】
【化3】
【0036】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂の分子量は、5,000〜100,000(ゲルパーミエーションクロマトグラフィー(GPC)で測定した標準ポリスチレン換算による重量平均分子量である。)の範囲内にあることが好ましい。分子量が5,000未満では、熱可塑性が失われ、一方、分子量が100,000を超えると、溶剤で溶解したときの溶液粘度が高過ぎ、またフィラーを多量に添加することが困難になるので好ましくない。
【0037】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂には、難燃性の付与のためにハロゲンを導入しても良い。ハロゲンにより難燃性を付与する場合、ハロゲン含有量が5質量%未満では充分な難燃性を付与することは困難であり、一方、40質量%を超える濃度にしても難燃性の更なる向上は認められないことから、ハロゲン含有量は5〜40質量%の範囲に制御するのが実用的である。ハロゲン元素の種類はいずれのものでもよいが、商業生産の観点からは市販されている臭素化合物、塩素化合物、フッ素化合物を利用するのがよい。
【0038】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂の製造方法としては、二価フェノール類とエピクロルヒドリンの直接反応による方法、二価フェノール類のジグリシジルエーテルと二価フェノール類の付加重合反応による方法が知られているが、いずれの製法により得られるものであってもよい。尚、前記熱可塑性ポリヒドロキシポリエーテル樹脂の製造方法については、特開平11−269264号公報に詳しく記載されているので参照されたい。
【0039】
本発明の熱硬化性樹脂組成物中の前記熱可塑性樹脂(F)の配合量は、前記エポキシ樹脂(A)〜(C)の合計量100質量部に対して、5〜50質量部、好ましくは10〜40質量部の割合が好ましい。熱可塑性樹脂(F)の配合量が上記範囲外になると、均一な粗化面状態を得られ難くなる。
【0040】
また、本発明の熱硬化性樹脂組成物には、本発明の効果を損なわない量的割合で、ポリイミド樹脂、ポリフェノール樹脂、ポリシアネート樹脂、ポリエステル樹脂、熱硬化型ポリフェニレンエーテル樹脂などを添加することもできる。
【0041】
さらに、本発明の熱硬化性樹脂組成物は、必要に応じて、有機溶剤を含有することができる。有機溶剤としては、通常溶剤、例えばアセトン、メチルエチルケトン、シクロヘキサノン等のケトン類、酢酸エチル、酢酸ブチル、セロソルブアセテート、プロピレングリコールモノメチルエーテルアセテート、カルビトールアセテート等の酢酸エステル類、セロソルブ、ブチルセロソルブ等のセロソルブ類、カルビトール、ブチルカルビトール等のカルビトール類、トルエン、キシレン等の芳香族炭化水素の他、ジメチルホルムアミド、ジメチルアセトアミドなどを、単独で又は2種以上組み合わせて使用することができる。
【0042】
本発明の熱硬化性樹脂組成物は、さらに必要に応じて、フタロシアニン・ブルー、フタロシアニン・グリーン、アイオジン・グリーン、ジスアゾイエロー、クリスタルバイオレット、酸化チタン、カーボンブラック、ナフタレンブラック等の公知慣用の着色剤、アスベスト、オルベン、ベントン、微紛シリカ等の公知慣用の増粘剤、シリコーン系、フッ素系、高分子系等の消泡剤及び/又はレベリング剤、チアゾール系、トリアゾール系、シランカップリング剤等の密着性付与剤、チタネート系、アルミニウム系の公知慣用の添加剤類を用いることができる。
【0043】
本発明の熱硬化性樹脂組成物は、フィラー(E)を含有させることにより粗化面を形成し易くしているが、その反面、表面平滑性等の劣化が発生し易くなる。この点、本発明では、上記添加剤のなかでも特に消泡剤及び/又はレベリング剤(G)を配合することにより、表面平滑性の劣化を防止し、ボイドやピンホールによる層間絶縁性の劣化も防止することができる。
消泡剤及び/又はレベリング剤(G)の具体例としては、市販されている非シリコーン系の破泡性ポリマー溶液からなる消泡剤としてビックケミー・ジャパン(株)製のBYK(登録商標)−054、−055、−057、−1790などが挙げられ、シリコーン系の消泡剤としてはビックケミー・ジャパン(株)製のBYK(登録商標)−063、−065、−066N、−067A、−077及び信越化学(株)製のKS−66(商品名)などが挙げられる。
このような消泡剤及び/又はレベリング剤(G)の配合量は、前記エポキシ樹脂(A)〜(C)と熱可塑性樹脂(F)の合計100質量部に対して、5重量部以下、好ましくは0.01〜5重量部が適当である。
【0044】
本発明の熱硬化性樹脂組成物の形態は、適度に粘度調整されたコーティング材料として提供されてもよいし、支持ベースフィルム上に熱硬化性樹脂組成物を塗布し、溶剤を乾燥させたドライフィルムとしてもよい。さらにはガラスクロス、ガラス及びアラミド不織布等のシート状繊維質基材に塗工及び/叉は含浸させて半硬化させたプリプレグシートとしてもよい。支持ベースフィルムとしては、ポリエチレン、ポリ塩化ビニル等のポリオレフィン、ポリエチレンテレフタレート等のポリエステル、ポリカーボネート、ポリイミド、さらには離型紙や銅箔、アルミニウム箔の如き金属箔などが挙げられる。尚、支持ベースフィルムにはマッド処理、コロナ処理の他、離型処理を施してあってもよい。
【0045】
前記熱硬化性樹脂組成物を用いたコーティング材料、ドライフィルム、又はプリプレグは、回路が形成された内層回路基板に直接コーティングし、乾燥、硬化を行なうか、又はドライフィルムを加熱ラミネートして一体成形し、その後オーブン中で硬化、もしくは熱板プレスで硬化させてもよい。プリプレグの場合には、内層回路基板に重ね、離型フィルムを介して金属板で挟み、加圧・加熱してプレスする。
【0046】
上記工程のうち、ラミネートもしくは熱板プレスする方法は、内層回路による微細凹凸が加熱溶融する際に解消され、そのまま硬化するので、最終的にはフラットな表面状態の多層板が得られるので好ましい。また、内層回路が形成された基材と本発明の熱硬化性樹脂組成物のフィルム又はプリプレグをラミネートもしくは熱板プレスする際に、銅箔もしくは回路形成された基材を同時に積層することもできる。
【0047】
このようにして得られた基板に、CO2レーザーやUV−YAGレーザー等の半導体レーザー又はドリルにて穴をあける。穴は、基板の表と裏を導通させることを目的とする貫通穴(スルーホール)でも、内層の回路と層間絶縁層表面の回路を導通させることを目的とする部分穴(コンフォーマルビア)のどちらでもよい。
【0048】
穴明け後、穴の内壁や底部に存在する残渣(スミヤ)を除去することと、導体層(その後に形成する金属めっき層)とのアンカー効果を発現させるために、表面に微細凹凸状の粗化面を形成することを目的として、市販のデスミヤ液(粗化剤)又は過マンガン酸塩、重クロム酸塩、オゾン、過酸化水素/硫酸、硝酸等の酸化剤を含有する粗化液で同時に行なう。
【0049】
次に、デスミヤ液で残渣を除去した穴や、微細凹凸状粗化面を生じた皮膜表面を形成後に、サブトラクティブ法やセミアディティブ法等により回路を形成する。いずれの方法においても、無電解めっき又は電解めっき後、あるいは両方のめっきを施した後に、金属のストレス除去、強度向上の目的で、約80〜180℃で10〜60分程度のアニールと呼ばれる熱処理を施してもよい。
【0050】
ここで用いる金属めっきとしては、銅、スズ、はんだ、ニッケル等、特に制限は無く、複数組み合わせて使用することもできる。また、ここで用いるめっきの代りに金属のスパッタ等で代用することも可能である。
【実施例】
【0051】
以下、本発明の実施例、比較例及び試験例を示して本発明について具体的に説明するが、本発明が下記実施例に限定されるものでないことはもとよりである。なお、以下において「部」及び「%」とあるのは、特に断りのない限り全て質量基準である。
【0052】
実施例1〜6及び比較例1〜3
下記表1に示す処方にて各成分を配合し、3本ロールミルにて混練分散し、粘度20dPa・s±10dPa・s(回転粘度計5rpm、25℃)に調整した熱硬化性樹脂組成物を得た。
【0053】
接着フィルムの作製:
前記のようにして得られた熱硬化性樹脂組成物をそれぞれ、バーコーターを用いて、フィルムの膜厚が乾燥後63μmになるようにPETフィルム(東レ株式会社製、ルミラー38R75:38μm)に塗布し、110℃で15分間乾燥して接着フィルムを得た。
【0054】
試験例:
前記接着フィルムを、バフ研磨した0.8mm厚の銅板に真空ラミネーター(MEIKI社製、MVLP−500)を用いて5kgf/cm2、120℃、1分、1Torrの条件にて加熱ラミネートし、次いで熱板プレス機で10kgf/cm2、130℃、1分の条件にてレベリングした後、熱風循環式乾燥機で150℃×30分の条件で硬化させた。
得られたサンプルについて、密着強度を測定し、以下の基準で判定した。また、得られたサンプルについて、樹脂の滲み出しについて観察し、以下の基準で判定した。その結果を、表1に併せて示す。
【0055】
密着強度:
エリクセン試験機(エリクセン社製、型式202−C)を用い、試験速度7mm/分で試験した時に、剥離もしくは割れを生じる際の押出ピンの押出長さが3mm以下のものを×、それを超えるものを○とした。
樹脂の滲み出し:
滲み出しが5mm未満のものを○、それ以上のものを×とした。
【0056】
【表1】
【0057】
上記表1に示される結果から明らかなように、本発明の熱可塑性樹脂組成物を用いた各実施例では、樹脂の滲み出しもなく、高い密着強度を示した。これに対して、半固形エポキシ樹脂を含有しない熱硬化性樹脂組成物を用いた比較例1の場合、密着強度に劣っていた。また、固形エポキシ樹脂と半固形エポキシ樹脂の配合比率が本発明で規定する範囲を外れている熱硬化性樹脂組成物を用いた比較例2の場合、及び液状エポキシ樹脂に対する固形エポキシ樹脂+半固形エポキシ樹脂の配合比率及び液状エポキシ樹脂に対する固形エポキシ樹脂の配合比率が本発明で規定する範囲を外れている熱硬化性樹脂組成物を用いた比較例3の場合、いずれも半固形エポキシ樹脂を含有するため密着強度の点ではそれほど問題はなかったが、液状エポキシ樹脂の配合割合が高いために、樹脂の滲み出しが生じた。
【産業上の利用可能性】
【0058】
本発明の熱硬化性樹脂組成物は、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示すと共に、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、高耐熱性と粗化処理による粗化性を併せ有するため、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板の層間絶縁層の形成に有用であると共に、層間絶縁材用のドライフィルムやプリプレグの作製に有用である。
【符号の説明】
【0059】
1 絶縁基板
3 内層導体パターン
4,9 樹脂絶縁層
8 外層導体パターン
10 最外層導体パターン
20 スルーホール
30a 液状判定用試験管
30b 温度測定用試験管
31 標線(A線)
32 標線(B線)
33a,33b ゴム栓
34 温度計
X 積層基板
【技術分野】
【0001】
本発明は、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板において、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示すと共に、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、高耐熱性と粗化処理による粗化性を併せ有する層間絶縁材用の熱硬化性樹脂組成物、それを用いたドライフィルム並びにそれらを用いて層間絶縁層が形成された多層プリント配線板に関する。
【背景技術】
【0002】
近年、多層プリント配線板の製造方法として、内層回路板の導体層上に有機絶縁層と導体層を交互に積み上げていくビルドアップ方式の製造技術が注目されている。例えば、回路形成された内層回路板にエポキシ樹脂組成物を塗布し、加熱硬化した後、粗化剤により表面に凸凹状の粗化面を形成し、導体層をめっきにより形成する多層プリント配線板の製造法が提案されている(特許文献1及び特許文献2参照)。また、回路形成された内層回路板にエポキシ樹脂組成物の接着シートをラミネートし、加熱硬化した後、粗化剤により表面に凸凹状の粗化面を形成し、導体層をめっきにより形成する多層プリント配線板の製造法が提案されている(特許文献3参照)。
【0003】
従来のビルドアップ法による多層プリント配線板の製造方法の一例について、図1を参照しながら説明すると、まず、絶縁基板1の両面に予め内層導体パターン3と樹脂絶縁層4が形成された積層基板Xの両面に外層導体パターン8を形成し、その上に、スクリーン印刷法やスプレーコーティング法、カーテンコーティング法等の適当な方法によりエポキシ樹脂組成物を塗布した後、加熱硬化させ、樹脂絶縁層9を形成する。(ドライフィルム又はプリプレグを用いる場合には、ラミネートもしくは熱板プレスして加熱硬化させ、樹脂絶縁層9を形成する。)
【0004】
次いで、樹脂絶縁層9及び積層基板Xを貫通するようなスルーホール孔21や、各導体層のコネクション部間を電気的に接続するためのバイアホール(図示せず)を形成する。孔明けはドリル、金型パンチ、レーザー光など適当な手段によって行なうことができる。その後、粗化剤を用いて各樹脂絶縁層9の粗面化及び孔部のデスミヤを行なう。一般に、内層回路板上のエポキシ樹脂組成物の硬化皮膜の粗面化処理は、硬化した組成物の表面全体を、N−メチル−2−ピロリドン、N,N−ジメチルホルムアミド、メトキシプロパノール等の有機溶剤、又は苛性ソーダ、苛性カリ等のアルカリ性水溶液等で膨潤させ、重クロム酸塩、過マンガン酸塩、オゾン、過酸化水素/硫酸、硝酸等の酸化剤を用いて粗化することにより行われる。
【0005】
次に、樹脂絶縁層9の表面に無電解めっきや電解めっき、無電解めっきと電解めっきの組合せ等により導体層を形成する。無電解めっきにより導体層を形成する工程は、硬化した組成物の表面全体をめっき用触媒を含む水溶液に浸漬し、触媒の吸着を行った後、めっき液に浸漬してめっきを析出させるという工程である。このとき導体層は、樹脂絶縁層9の表面だけでなく、スルーホール孔21やブラインド孔内の全面に被覆される。次いで、常法(サブトラクティブ法、セミアデティブ法等)に従って、樹脂絶縁層9の表面の導体層に所定の回路パターンを形成し、図1に示すように、両側に最外層導体パターン10を形成する。この時、上記のようにスルーホール孔21にもめっき層が形成されており、その結果、上記多層プリント配線板の最外層導体パターン10のコネクション部22と内層導体パターン3のコネクション部3aとの間は電気的に接続されることになり、スルーホール20が形成される。さらに多層のプリント配線板を製造する場合には、上記樹脂絶縁層と導体層をさらに交互にビルドアップすればよい。なお、上記ビルドアップにおいては、積層基板上に樹脂絶縁層及び導体層を形成する例について説明したが、積層基板の代わりに片面基板、あるいは両面基板を用いてもよい。
【0006】
前記したように、多層プリント配線板の層間絶縁層を形成するために用いる組成物としては、一般にエポキシ樹脂組成物が用いられている。しかしながら、従来のエポキシ樹脂組成物の硬化皮膜では、粗化処理により良好な凸凹状の粗化面を形成し難いため、導体層との密着強度が低いという問題があった。
また、電子機器の小型化、高性能化の進展に伴い、多層プリント配線板のビルドアップ層が複層化され、ビアホールが複数のビルドアップ絶縁層にまたがって接続されたスタッガードビア、スタックトビアと呼ばれる多段ビア構造を有する多層プリント配線板の需要が高まっている。このような多段ビア構造を有する多層プリント配線板では、ビアホールを接続する銅配線と絶縁層との熱膨張係数が大きく異なるため、サーマルサイクル等の信頼性試験を行うと、銅配線又は絶縁層にクラックが入る等の問題が発生していた。
【0007】
そこで、絶縁層を構成する樹脂組成物の熱膨張率を低く抑え、めっきにより形成される導体層のピール強度(引き剥がし強度)を高めるために、(a)1分子中に2以上のエポキシ基を有し、温度20℃で液状であるエポキシ樹脂、(b)1分子中に3以上のエポキシ基を有し、エポキシ当量が200以下である芳香族系の固形エポキシ樹脂、(c)フェノール系硬化剤、(d)ガラス転移温度が100℃以上である、フェノキシ樹脂、ポリビニルアセタール樹脂、ポリアミド樹脂及びポリアミドイミド樹脂からなる群より選ばれる一種以上の樹脂を含み、成分(a)と成分(b)のエポキシ樹脂の割合が重量比で1:0.3〜1:2であり、樹脂組成物中のエポキシ基と成分(c)のフェノール系硬化剤のフェノール性水酸基の割合が1:0.5〜1:1.5であり、成分(d)の樹脂の含有割合が樹脂組成物の2乃至20重量%である多層プリント配線板の層間絶縁用樹脂組成物が提案されている(特許文献4参照)。
【0008】
上記層間絶縁用樹脂組成物のように、液状エポキシ樹脂と固形エポキシ樹脂の2種類のエポキシ樹脂を含有し、またガラス転移温度が100℃以上であるフェノキシ樹脂等を含有することにより、得られる熱硬化性樹脂組成物の熱膨張率を低く抑えることができる。しかしながら、硬化前の状態(乾燥塗膜やドライフィルムやプレプレグ)において、エリクセン試験機による測定値が試験速度が遅い場合には比較的高い値を示すが、固形エポキシ樹脂の配合割合が低いため、試験速度が速い場合には低い値を示し、基板加工時のハンドリング面で未だ改善すべき点が残されていた。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平7−304931号公報(特許請求の範囲)
【特許文献2】特開平7−304933号公報(特許請求の範囲)
【特許文献3】特開平11−87927号公報(特許請求の範囲)
【特許文献4】特開2005−154727号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、本発明の目的は、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示すと共に、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、絶縁信頼性に優れた多層プリント配線板の層間絶縁層を形成でき、更にハンドリング面で優れた熱硬化性樹脂組成物、及びそれを用いたドライフィルムを提供することにある。
本発明の他の目的は、これらを用いることにより、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板において、めっき導体層のピール強度が高く、サーマルサイクル等の信頼性試験でクラックが生じることもなく、耐熱性や電気絶縁性等に優れた層間絶縁層が形成された多層プリント配線板を提供することにある。
【課題を解決するための手段】
【0011】
前記目的を達成するために、本発明によれば、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ、(C)樹脂1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂、(D)エポキシ硬化剤、及び(E)フィラーを必須成分として含有し、上記3種のエポキシ樹脂を、質量比で(A):(B+C)=1:1〜1:10、(B):(C)=1:0.5〜1:2の割合で含有することを特徴とする多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物が提供される。
【0012】
好適な態様においては、前記液状エポキシ樹脂(A)と固形エポキシ樹脂(B)を、質量比で(A):(B)=1:0.5〜1:5の割合で含有する。さらに別の好適な態様においては、さらに(F)ガラス転移温度が100℃以上の熱可塑性樹脂、好ましくはフルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂を含有する。
【0013】
さらに本発明によれば、前記熱硬化性樹脂組成物の薄膜を支持ベースフィルム上に形成してなることを特徴とするドライフィルムも提供される。
さらにまた、本発明によれば、内層回路基板上に樹脂絶縁層及び回路パターンの導体層が順次形成されてなる多層プリント配線板において、上記樹脂絶縁層が、前記熱硬化性樹脂組成物の硬化皮膜又はドライフィルムから成り、かつその表面の導体層との界面が粗化処理によって微細凹凸状の粗化面に形成されており、上記導体層は該粗化面を介して樹脂絶縁層と接合されてなることを特徴とする多層プリント配線板が提供される。
【発明の効果】
【0014】
本発明の熱硬化性樹脂組成物は、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂を、前記した特定の配合比率で組み合わせて含有するため、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示し、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、絶縁信頼性に優れた層間絶縁層を形成できる。そのため、多層プリント配線板の層間絶縁層として最適である。
従って、本発明の熱硬化性樹脂組成物又はそのドライフィルムを、導体回路層と絶縁層とを交互に積み上げるビルドアップ方式に用いることにより、めっき導体層のピール強度が高く、サーマルサイクル等の信頼性試験でクラックが生じることもなく、耐熱性や電気絶縁性等に優れた層間絶縁層が形成された多層プリント配線板を製造することができる。
【図面の簡単な説明】
【0015】
【図1】従来のビルドアップ法により作製した多層プリント配線板の概略構成を示す部分断面図である。
【図2】エポキシ樹脂の液状判定に用いた2本の試験管を示す概略側面図である。
【発明を実施するための形態】
【0016】
本発明者らは、前記した課題を解決すべく鋭意研究した結果、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂を、前記した特定の配合比率で組み合わせて含有する場合、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示し、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、高耐熱性と粗化処理による粗化性を併せ有する多層プリント配線板の層間絶縁層として最適であることを見出し、本発明を完成するに至ったものである。即ち、2官能の液状エポキシ樹脂(A)と3官能以上の固形エポキシ樹脂(B)の組み合わせの場合、液状エポキシ樹脂(A)の配合割合が高いと、樹脂組成物を基材に塗布する際の粘着性が高くなり、またドライフィルムとして基材にラミネートする際に樹脂の滲み出しが多くなる。逆に固形エポキシ樹脂(B)の配合割合が高いと、乾燥皮膜の充分な可撓性が得られなくなり、乾燥皮膜にクラックや粉落ちが発生したり、エリクセン試験による密着強度測定の際に剥がれや割れを生じてしまう。また、回路基板へのラミネートの際に、ビアホールやスルーホール内を充填するだけの樹脂組成物の充分な流動性が得られない傾向にある。本発明者らの研究によれば、これら2官能の液状エポキシ樹脂(A)と3官能以上の固形エポキシ樹脂(B)に、さらに1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂(C)を前記した特定の配合比率で組み合わせて用いれば、上記のような問題もなく、得られる熱硬化性樹脂組成物は基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を維持し、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、絶縁信頼性に優れた層間絶縁層を形成できることが見出された。また、熱可塑性樹脂(F)が混在することにより、粗面化処理の際のフィラーの脱離が容易となり、安定した粗化面を形成できると共に、そのアンカー効果によりめっき導体層のピール強度が高く、耐熱性や電気絶縁性等に優れた層間絶縁層が形成された多層プリント配線板を製造することができる。
【0017】
以下、本発明の熱硬化性樹脂組成物の各構成成分について詳細に説明する。
まず、エポキシ樹脂としては、前記したように、(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂を、組み合わせて用いる必要がある。ここで、本明細書でいう「液状」の判定方法について説明する。
【0018】
液状の判定は、危険物の試験及び性状に関する省令(平成元年自治省令第1号)の別紙第2の「液状の確認方法」に準じて行う。
(1)装置
恒温水槽:攪拌機、ヒーター、温度計、自動温度調節器(±0.1℃で温度制御が可能なもの)を備えたもので深さ150mm以上のものを用いる。
尚、後述する実施例で用いたエポキシ樹脂の判定では、いずれもヤマト科学(株)製の低温恒温水槽(型式BU300)と投入式恒温装置サーモメイト(型式BF500)の組み合わせを用い、水道水約22リットルを低温恒温水槽(型式BU300)に入れ、これに組み付けられたサーモメイト(型式BF500)の電源を入れて設定温度(20℃又は40℃)に設定し、水温を設定温度±0.1℃にサーモメイト(型式BF500)で微調整したが、同様の調整が可能な装置であればいずれも使用できる。
【0019】
試験管:
試験官としては、図2に示すように、内径30mm、高さ120mmの平底円筒型透明ガラス製のもので、管底から55mm及び85mmの高さのところにそれぞれ標線31,32が付され、試験管の口をゴム栓33aで密閉した液状判定用試験管30aと、同じサイズで同様に標線が付され、中央に温度計を挿入・支持するための孔があけられたゴム栓33bで試験管の口を密閉し、ゴム栓33bに温度計34を挿入した温度測定用試験管30bを用いる。以下、管底から55mmの高さの標線を「A線」、管底から85mmの高さの標線を「B線」という。
温度計34としては、JIS B7410(1982)「石油類試験用ガラス製温度計」に規定する凝固点測定用のもの(SOP−58目盛範囲20〜50℃)を用いるが、0〜50℃の温度範囲が測定できるものであればよい。
【0020】
(2)試験の実施手順
温度20±5℃の大気圧下で24時間以上放置した試料を、図2(a)に示す液状判定用試験管30aと図2(b)に示す温度測定用試験管30bにそれぞれA線まで入れる。2本の試験管30a,30bを低温恒温水槽にB線が水面下になるように直立させて静置する。温度計は、その下端がA線よりも30mm下となるようにする。
試料温度が設定温度±0.1℃に達してから10分間そのままの状態を保持する。10分後、液状判断用試験管30aを低温恒温水槽から取り出し、直ちに水平な試験台の上に水平に倒し、試験管内の液面の先端がA線からB線まで移動した時間をストップウォッチで測定し、記録する。試料は、設定温度において、測定された時聞が90秒以内のものを液状、90秒を超えるものを固体状と判定する。
【0021】
前記1分子中に2以上のエポキシ基を有し、温度20℃で液状であるエポキシ樹脂(A)としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、tert−ブチル−カテコール型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、アミノフェノール型エポキシ樹脂、脂環式エポキシ樹脂などが挙げられる。尚、成分(A)のエポキシ樹脂は温度20℃未満で液状であってもよいことは勿論である。また、エポキシ樹脂としては硬化物の好ましい物性等の観点から芳香族系エポキシ樹脂が好ましい。尚、本明細書において、芳香族系エポキシ樹脂とは、その分子内に芳香環骨格を有するエポキシ樹脂を意味する。従って成分(A)としては「1分子中に2以上のエポキシ基を有し、温度20℃で液状である芳香族系エポキシ樹脂」がより好ましい。これらのエポキシ樹脂は、単独で用いてもよく、あるいは2種以上を組み合わせて用いてもよい。
【0022】
前記1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂(B)としては、DIC(株)製EXA4700(4官能ナフタレン型エポキシ樹脂)、日本化薬(株)製NC−7000(ナフタレン骨格含有多官能固形エポキシ樹脂)等のナフタレン型エポキシ樹脂;日本化薬(株)EPPN−502H(トリスフェノールエポキシ樹脂)等のフェノール類とフェノール性水酸基を有する芳香族アルデヒドとの縮合物のエポキシ化物(トリスフェノール型エポキシ樹脂);DIC(株)製エピクロンHP−7200H(ジシクロペンタジエン骨格含有多官能固形エポキシ樹脂)等のジシクロペンタジエンアラルキル型エポキシ樹脂;日本化薬(株)製NC−3000H(ビフェニル骨格含有多官能固形エポキシ樹脂)等のビフェニルアラルキル型エポキシ樹脂;DIC(株)製エピクロンN660、エピクロンN690、日本化薬(株)製EOCN−104S等のノボラック型エポキシ樹脂;日産化学工業(株)製TEPIC等のトリス(2,3−エポキシプロピル)イソシアヌレートなどが挙げられる。これらのエポキシ樹脂は各々単独で用いてもよく、2種以上を組み合わせて用いてもよい。特に低い熱膨張性を付与するためには、ナフタレン骨格を含有するエポキシ樹脂を用いることが好ましい。
【0023】
前記1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂(C)としては、DIC(株)製エピクロン860、エピクロン900−IM、エピクロンEXA―4816、エピクロンEXA−4822、旭チバ(株)製アラルダイトAER280、東都化成(株)製エポトートYD−134、ジャパンエポキシレジン(株)製JER834、JER872、住友化学工業(株)製ELA−134等のビスフェノールA型エポキシ樹脂;DIC(株)製エピクロンHP−4032等のナフタレン型エポキシ樹脂;DIC(株)製エピクロンN−740等のフェノールノボラック型エポキシ樹脂などが挙げられる。これらのエポキシ樹脂は各々単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0024】
本発明に用いる前記した(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、及び(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂の3種のエポキシ樹脂の組成物中の配合割合は、質量比で(A):(B+C)=1:1〜1:10、好ましくは1:2〜1:10、(B):(C)=1:0.5〜1:2の割合が望ましい。また、前記液状エポキシ樹脂(A)と固形エポキシ樹脂(B)の配合割合は、質量比で(A):(B)=1:0.5〜1:5の割合が望ましい。液状エポキシ樹脂(A)が上記割合を超えて多すぎると、樹脂組成物の粘着性が高くなり、またドライフィルムとして基材にラミネートする際に樹脂の滲み出しが多くなる。一方、固形エポキシ樹脂(B)が上記割合超えて多すぎると、乾燥皮膜の充分な可撓性が得られなくなり、乾燥皮膜にクラックや粉落ちが発生したり、エリクセン試験による密着強度測定の際に剥がれや割れを生じてしまう。また、半固形エポキシ樹脂(C)が上記割合を外れると、液状エポキシ樹脂(A)や固形エポキシ樹脂(B)使用による問題が生じやすくなる。尚、液状エポキシ樹脂(A)は、得られる硬化皮膜の密着性向上に寄与し、固形エポキシ樹脂(B)は、ガラス転移点を上昇させるのに寄与するので、これらの比率を調整することにより上記特性のバランスを調整することが可能となる。
【0025】
前記エポキシ硬化剤(D)としては、従来公知の各種エポキシ樹脂硬化剤もしくはエポキシ樹脂硬化促進剤を配合することができる。例えば、フェノール樹脂、イミダゾール化合物、酸無水物、脂肪族アミン、脂環族ポリアミン、芳香族ポリアミン、第3級アミン、ジシアンジアミド、グアニジン類、又はこれらのエポキシアダクトやマイクロカプセル化したもののほか、トリフェニルホスフィン、テトラフェニルホスフォニウム、テトラフェニルボレート等の有機ホスフィン系化合物、DBUもしくはその誘導体など、硬化剤もしくは硬化促進剤の如何に拘らず、公知慣用のものを単独であるいは2種以上組み合わせて使用することができる。これらのエポキシ硬化剤は、前記エポキシ樹脂(A)〜(C)の合計量100質量部に対して、0.1〜50質量部の範囲で配合することが好ましい。その配合量が上記範囲よりも少ないと硬化不足となり、一方、上記範囲を超えて多量に配合しても硬化促進効果を増大させることはなく、却って耐熱性や機械強度を損なう問題が生じ易いので好ましくない。
【0026】
前記したエポキシ硬化剤の中でも、フェノール樹脂やイミダゾール化合物が好ましい。フェノール樹脂としては、フェノールノボラック樹脂、アルキルフェノールボラック樹脂、ビスフェノールAノボラック樹脂、ジシクロペンタジエン型フェノール樹脂、Xylok型フェノール樹脂、テルペン変性フェノール樹脂、ポリビニルフェノール類など公知慣用のものを、単独であるいは2種以上組み合わせて使用することができる。
【0027】
また、イミダゾール化合物は、組成物中の溶剤を乾燥するときの温度域(80℃〜130℃)では反応が緩やかで、硬化時の温度域(150℃〜200℃)では充分に反応を進めることができ、硬化物の物性を充分発現させる点で好ましい。また、イミダゾール化合物は、銅回路及び銅箔との密着性に優れている点でも好ましい。特に好ましいものの具体例としては、2−エチル4−メチルイミダゾール、2−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、ビス(2−エチル−4−メチル−イミダゾール)、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、トリアジン付加型イミダゾール等が挙げられ、単独であるいは2種以上組み合わせて使用することができる。
【0028】
次に、前記フィラー(E)としては従来公知の全ての無機充填剤及び有機充填剤が使用でき、特定のものに限定されないが、粗化処理により硬化皮膜表面に微細凹凸状の粗化面を形成する作用は、主として粗化液が硬化皮膜とフィラーの界面に浸透し、硬化皮膜表面のフィラーが抜け落ちることによるものであるため、粗化液との親和性が良好な無機フィラーが好ましい。無機フィラーとしては、例えば、硫酸バリウム、チタン酸バリウム、無定形シリカ、結晶性シリカ、溶融シリカ、球状シリカ、タルク、クレー、炭酸マグネシウム、炭酸カルシウム、酸化アルミニウム、水酸化アルミニウム、窒化ケイ素、窒化アルミニウム等の体質顔料や、銅、錫、亜鉛、ニッケル、銀、パラジウム、アルミニウム、鉄、コバルト、金、白金等の金属粉体が挙げられる。これらの無機フィラーは、粗化処理による微細凹凸状の粗化面の形成作用の他に、塗膜の硬化収縮を抑制し、密着性、硬度などの特性を向上させるのにも寄与する。これらの無機フィラーの中でも、粗化液により侵され難いシリカや硫酸バリウムが好ましく、特に組成物中に高い割合で配合可能な点から、球状シリカが好ましい。フィラーの平均粒径は3μm以下であることが好ましく、更に好ましくは1μm以下が望ましい。
【0029】
フィラー(E)の配合量は、前記エポキシ樹脂(A)〜(C)の合計量100質量部に対して、40〜200質量部、好ましくは50〜150質量部の割合が適当である。フィラーの配合量が上記範囲よりも少なくなると、良好な微細凹凸状の粗化面の形成が困難となり、一方、上記範囲を超えると、組成物の流動性が悪くなるので好ましくない。
【0030】
本発明の熱硬化性樹脂組成物は、得られる硬化皮膜の機械的強度を向上させるために、さらにガラス転移温度が100℃以上の熱可塑性樹脂(F)、例えば後述する熱可塑性ポリヒドロキシポリエーテル樹脂や、エピクロルヒドリンと各種2官能フェノール化合物の縮合物であるフェノキシ樹脂或いはその骨格に存在するヒドロキシエーテル部の水酸基を各種酸無水物や酸クロリドを使用してエステル化したフェノキシ樹脂、ポリビニルアセタール樹脂、ポリアミド樹脂、ポリアミドイミド樹脂等を単独で、又は2種以上を組み合わせて含有することができる。熱可塑性樹脂(F)のガラス転移温度が100℃未満であると、硬化物の機械強度が充分でなく、粗化後の硬化物表面に無機充填材が析出しやすく、充分なめっき導体層のピール強度を得ることが困難となる。ガラス転移温度は、JIS(日本工業規格) K7197に記載の方法に従って決定される。なお、ガラス転移温度が分解温度よりも高いため、実際にはガラス転移温度が観測されない場合も本発明に言う「ガラス転移温度が100℃以上である」の定義内に含まれる。なお、分解温度とは、JIS K7120に記載の方法に従って測定したときの質量減少率が5%となる温度で定義される。
【0031】
フェノキシ樹脂の具体例としては東都化成(株)製FX280、FX293、ジャパンエポキシレジン(株)製YX8100、YL6954、YL6974等が挙げられる。ポリビニルアセタール樹脂の具体例としては、積水化学工業(株)製エスレックKSシリーズ、ポリアミド樹脂としては日立化成工業(株)製KS5000シリーズ、日本化薬(株)製BPシリーズ、さらにポリアミドイミド樹脂としては日立化成工業(株)製KS9000シリーズ等が挙げられる。
【0032】
前記した熱可塑性樹脂の中でも、フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂が好ましい。熱可塑性ポリヒドロキシポリエーテル樹脂は、フルオレン骨格を有することにより高いガラス転移点を有し、耐熱性に優れるため、エポキシ樹脂(A)〜(C)による低い熱膨張率を維持すると共にそのガラス転移点を維持し、得られる硬化皮膜は低い熱膨張率と高いガラス転移点をバランス良く併せ有するものとなる。また、熱可塑性ポリヒドロキシポリエーテル樹脂は水酸基を有するため、基材及び導体に対して良好な密着性を示すと共に、得られる硬化皮膜は粗化剤により侵され難いが、水溶液の形態の粗化液は硬化皮膜とフィラーの界面に浸透し易いので、粗化処理により硬化皮膜表面のフィラーが抜け落ち易くなり、良好な粗化面を形成し易くなる。
【0033】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂としては、例えば下記一般式(1)で示される熱可塑性ポリヒドロキシポリエーテル樹脂を好適に用いることができる。
【化1】
上記一般式(1)において、Xは下記一般式(2)又は(3)で示されるものであり、一般式(1)における全Xに対する一般式(3)の割合は8%以上であり、Zは水素原子又はグリシジル基であり、nは21以上の整数である。
【0034】
【化2】
上記一般式(2)において、R1、R2は水素原子、炭素数1〜5のアルキル基、ハロゲン原子から選ばれるものであり、Yは−SO2−、−CH2−、−C(CH3)2−、又は−O−のいずれかであり、mは0又は1である。R1とR2は同一であってもよいし、異なっていてもよい。
【0035】
【化3】
【0036】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂の分子量は、5,000〜100,000(ゲルパーミエーションクロマトグラフィー(GPC)で測定した標準ポリスチレン換算による重量平均分子量である。)の範囲内にあることが好ましい。分子量が5,000未満では、熱可塑性が失われ、一方、分子量が100,000を超えると、溶剤で溶解したときの溶液粘度が高過ぎ、またフィラーを多量に添加することが困難になるので好ましくない。
【0037】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂には、難燃性の付与のためにハロゲンを導入しても良い。ハロゲンにより難燃性を付与する場合、ハロゲン含有量が5質量%未満では充分な難燃性を付与することは困難であり、一方、40質量%を超える濃度にしても難燃性の更なる向上は認められないことから、ハロゲン含有量は5〜40質量%の範囲に制御するのが実用的である。ハロゲン元素の種類はいずれのものでもよいが、商業生産の観点からは市販されている臭素化合物、塩素化合物、フッ素化合物を利用するのがよい。
【0038】
前記フルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂の製造方法としては、二価フェノール類とエピクロルヒドリンの直接反応による方法、二価フェノール類のジグリシジルエーテルと二価フェノール類の付加重合反応による方法が知られているが、いずれの製法により得られるものであってもよい。尚、前記熱可塑性ポリヒドロキシポリエーテル樹脂の製造方法については、特開平11−269264号公報に詳しく記載されているので参照されたい。
【0039】
本発明の熱硬化性樹脂組成物中の前記熱可塑性樹脂(F)の配合量は、前記エポキシ樹脂(A)〜(C)の合計量100質量部に対して、5〜50質量部、好ましくは10〜40質量部の割合が好ましい。熱可塑性樹脂(F)の配合量が上記範囲外になると、均一な粗化面状態を得られ難くなる。
【0040】
また、本発明の熱硬化性樹脂組成物には、本発明の効果を損なわない量的割合で、ポリイミド樹脂、ポリフェノール樹脂、ポリシアネート樹脂、ポリエステル樹脂、熱硬化型ポリフェニレンエーテル樹脂などを添加することもできる。
【0041】
さらに、本発明の熱硬化性樹脂組成物は、必要に応じて、有機溶剤を含有することができる。有機溶剤としては、通常溶剤、例えばアセトン、メチルエチルケトン、シクロヘキサノン等のケトン類、酢酸エチル、酢酸ブチル、セロソルブアセテート、プロピレングリコールモノメチルエーテルアセテート、カルビトールアセテート等の酢酸エステル類、セロソルブ、ブチルセロソルブ等のセロソルブ類、カルビトール、ブチルカルビトール等のカルビトール類、トルエン、キシレン等の芳香族炭化水素の他、ジメチルホルムアミド、ジメチルアセトアミドなどを、単独で又は2種以上組み合わせて使用することができる。
【0042】
本発明の熱硬化性樹脂組成物は、さらに必要に応じて、フタロシアニン・ブルー、フタロシアニン・グリーン、アイオジン・グリーン、ジスアゾイエロー、クリスタルバイオレット、酸化チタン、カーボンブラック、ナフタレンブラック等の公知慣用の着色剤、アスベスト、オルベン、ベントン、微紛シリカ等の公知慣用の増粘剤、シリコーン系、フッ素系、高分子系等の消泡剤及び/又はレベリング剤、チアゾール系、トリアゾール系、シランカップリング剤等の密着性付与剤、チタネート系、アルミニウム系の公知慣用の添加剤類を用いることができる。
【0043】
本発明の熱硬化性樹脂組成物は、フィラー(E)を含有させることにより粗化面を形成し易くしているが、その反面、表面平滑性等の劣化が発生し易くなる。この点、本発明では、上記添加剤のなかでも特に消泡剤及び/又はレベリング剤(G)を配合することにより、表面平滑性の劣化を防止し、ボイドやピンホールによる層間絶縁性の劣化も防止することができる。
消泡剤及び/又はレベリング剤(G)の具体例としては、市販されている非シリコーン系の破泡性ポリマー溶液からなる消泡剤としてビックケミー・ジャパン(株)製のBYK(登録商標)−054、−055、−057、−1790などが挙げられ、シリコーン系の消泡剤としてはビックケミー・ジャパン(株)製のBYK(登録商標)−063、−065、−066N、−067A、−077及び信越化学(株)製のKS−66(商品名)などが挙げられる。
このような消泡剤及び/又はレベリング剤(G)の配合量は、前記エポキシ樹脂(A)〜(C)と熱可塑性樹脂(F)の合計100質量部に対して、5重量部以下、好ましくは0.01〜5重量部が適当である。
【0044】
本発明の熱硬化性樹脂組成物の形態は、適度に粘度調整されたコーティング材料として提供されてもよいし、支持ベースフィルム上に熱硬化性樹脂組成物を塗布し、溶剤を乾燥させたドライフィルムとしてもよい。さらにはガラスクロス、ガラス及びアラミド不織布等のシート状繊維質基材に塗工及び/叉は含浸させて半硬化させたプリプレグシートとしてもよい。支持ベースフィルムとしては、ポリエチレン、ポリ塩化ビニル等のポリオレフィン、ポリエチレンテレフタレート等のポリエステル、ポリカーボネート、ポリイミド、さらには離型紙や銅箔、アルミニウム箔の如き金属箔などが挙げられる。尚、支持ベースフィルムにはマッド処理、コロナ処理の他、離型処理を施してあってもよい。
【0045】
前記熱硬化性樹脂組成物を用いたコーティング材料、ドライフィルム、又はプリプレグは、回路が形成された内層回路基板に直接コーティングし、乾燥、硬化を行なうか、又はドライフィルムを加熱ラミネートして一体成形し、その後オーブン中で硬化、もしくは熱板プレスで硬化させてもよい。プリプレグの場合には、内層回路基板に重ね、離型フィルムを介して金属板で挟み、加圧・加熱してプレスする。
【0046】
上記工程のうち、ラミネートもしくは熱板プレスする方法は、内層回路による微細凹凸が加熱溶融する際に解消され、そのまま硬化するので、最終的にはフラットな表面状態の多層板が得られるので好ましい。また、内層回路が形成された基材と本発明の熱硬化性樹脂組成物のフィルム又はプリプレグをラミネートもしくは熱板プレスする際に、銅箔もしくは回路形成された基材を同時に積層することもできる。
【0047】
このようにして得られた基板に、CO2レーザーやUV−YAGレーザー等の半導体レーザー又はドリルにて穴をあける。穴は、基板の表と裏を導通させることを目的とする貫通穴(スルーホール)でも、内層の回路と層間絶縁層表面の回路を導通させることを目的とする部分穴(コンフォーマルビア)のどちらでもよい。
【0048】
穴明け後、穴の内壁や底部に存在する残渣(スミヤ)を除去することと、導体層(その後に形成する金属めっき層)とのアンカー効果を発現させるために、表面に微細凹凸状の粗化面を形成することを目的として、市販のデスミヤ液(粗化剤)又は過マンガン酸塩、重クロム酸塩、オゾン、過酸化水素/硫酸、硝酸等の酸化剤を含有する粗化液で同時に行なう。
【0049】
次に、デスミヤ液で残渣を除去した穴や、微細凹凸状粗化面を生じた皮膜表面を形成後に、サブトラクティブ法やセミアディティブ法等により回路を形成する。いずれの方法においても、無電解めっき又は電解めっき後、あるいは両方のめっきを施した後に、金属のストレス除去、強度向上の目的で、約80〜180℃で10〜60分程度のアニールと呼ばれる熱処理を施してもよい。
【0050】
ここで用いる金属めっきとしては、銅、スズ、はんだ、ニッケル等、特に制限は無く、複数組み合わせて使用することもできる。また、ここで用いるめっきの代りに金属のスパッタ等で代用することも可能である。
【実施例】
【0051】
以下、本発明の実施例、比較例及び試験例を示して本発明について具体的に説明するが、本発明が下記実施例に限定されるものでないことはもとよりである。なお、以下において「部」及び「%」とあるのは、特に断りのない限り全て質量基準である。
【0052】
実施例1〜6及び比較例1〜3
下記表1に示す処方にて各成分を配合し、3本ロールミルにて混練分散し、粘度20dPa・s±10dPa・s(回転粘度計5rpm、25℃)に調整した熱硬化性樹脂組成物を得た。
【0053】
接着フィルムの作製:
前記のようにして得られた熱硬化性樹脂組成物をそれぞれ、バーコーターを用いて、フィルムの膜厚が乾燥後63μmになるようにPETフィルム(東レ株式会社製、ルミラー38R75:38μm)に塗布し、110℃で15分間乾燥して接着フィルムを得た。
【0054】
試験例:
前記接着フィルムを、バフ研磨した0.8mm厚の銅板に真空ラミネーター(MEIKI社製、MVLP−500)を用いて5kgf/cm2、120℃、1分、1Torrの条件にて加熱ラミネートし、次いで熱板プレス機で10kgf/cm2、130℃、1分の条件にてレベリングした後、熱風循環式乾燥機で150℃×30分の条件で硬化させた。
得られたサンプルについて、密着強度を測定し、以下の基準で判定した。また、得られたサンプルについて、樹脂の滲み出しについて観察し、以下の基準で判定した。その結果を、表1に併せて示す。
【0055】
密着強度:
エリクセン試験機(エリクセン社製、型式202−C)を用い、試験速度7mm/分で試験した時に、剥離もしくは割れを生じる際の押出ピンの押出長さが3mm以下のものを×、それを超えるものを○とした。
樹脂の滲み出し:
滲み出しが5mm未満のものを○、それ以上のものを×とした。
【0056】
【表1】
【0057】
上記表1に示される結果から明らかなように、本発明の熱可塑性樹脂組成物を用いた各実施例では、樹脂の滲み出しもなく、高い密着強度を示した。これに対して、半固形エポキシ樹脂を含有しない熱硬化性樹脂組成物を用いた比較例1の場合、密着強度に劣っていた。また、固形エポキシ樹脂と半固形エポキシ樹脂の配合比率が本発明で規定する範囲を外れている熱硬化性樹脂組成物を用いた比較例2の場合、及び液状エポキシ樹脂に対する固形エポキシ樹脂+半固形エポキシ樹脂の配合比率及び液状エポキシ樹脂に対する固形エポキシ樹脂の配合比率が本発明で規定する範囲を外れている熱硬化性樹脂組成物を用いた比較例3の場合、いずれも半固形エポキシ樹脂を含有するため密着強度の点ではそれほど問題はなかったが、液状エポキシ樹脂の配合割合が高いために、樹脂の滲み出しが生じた。
【産業上の利用可能性】
【0058】
本発明の熱硬化性樹脂組成物は、基材及び導体に対して優れた密着性を示し、その硬化皮膜は比較的低い熱膨張率を示すと共に、めっきにより形成される導体層のピール強度(引き剥がし強度)が高く、高耐熱性と粗化処理による粗化性を併せ有するため、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板の層間絶縁層の形成に有用であると共に、層間絶縁材用のドライフィルムやプリプレグの作製に有用である。
【符号の説明】
【0059】
1 絶縁基板
3 内層導体パターン
4,9 樹脂絶縁層
8 外層導体パターン
10 最外層導体パターン
20 スルーホール
30a 液状判定用試験管
30b 温度測定用試験管
31 標線(A線)
32 標線(B線)
33a,33b ゴム栓
34 温度計
X 積層基板
【特許請求の範囲】
【請求項1】
(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂、(D)エポキシ硬化剤、及び(E)フィラーを必須成分として含有し、上記3種のエポキシ樹脂を、質量比で(A):(B+C)=1:1〜1:10、(B):(C)=1:0.5〜1:2の割合で含有することを特徴とする多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項2】
前記液状エポキシ樹脂(A)と固形エポキシ樹脂(B)を、質量比で(A):(B)=1:0.5〜1:5の割合で含有することを特徴とする請求項1に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項3】
さらに(F)ガラス転移温度が100℃以上の熱可塑性樹脂を含有することを特徴とする請求項1に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項4】
前記熱可塑性樹脂(F)がフルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂であることを特徴とする請求項3に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項5】
前記請求項1乃至4のいずれか一項に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物の薄膜を支持ベースフィルム上に形成してなることを特徴とするドライフィルム。
【請求項6】
内層回路基板上に樹脂絶縁層及び回路パターンの導体層が順次形成されてなる多層プリント配線板において、上記樹脂絶縁層が、請求項1乃至4のいずれか一項に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物の硬化塗膜から成り、かつその表面の導体層との界面が粗化処理によって微細凹凸状の粗化面に形成されており、上記導体層は該粗化面を介して樹脂絶縁層と接合されてなることを特徴とする多層プリント配線板。
【請求項7】
内層回路基板上に樹脂絶縁層及び回路パターンの導体層が順次形成されてなる多層プリント配線板において、上記樹脂絶縁層が、請求項5に記載のドライフィルムから成り、かつその表面の導体層との界面が粗化処理によって微細凹凸状の粗化面に形成されており、上記導体層は該粗化面を介して樹脂絶縁層と接合されてなることを特徴とする多層プリント配線板。
【請求項1】
(A)1分子中に2以上のエポキシ基を有し、20℃で液状であるエポキシ樹脂、(B)1分子中に3以上のエポキシ基を有し、40℃で固体状である固形エポキシ樹脂、(C)1分子中に2以上のエポキシ基を有し、20℃で固体状であり、40℃で液状である半固形エポキシ樹脂、(D)エポキシ硬化剤、及び(E)フィラーを必須成分として含有し、上記3種のエポキシ樹脂を、質量比で(A):(B+C)=1:1〜1:10、(B):(C)=1:0.5〜1:2の割合で含有することを特徴とする多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項2】
前記液状エポキシ樹脂(A)と固形エポキシ樹脂(B)を、質量比で(A):(B)=1:0.5〜1:5の割合で含有することを特徴とする請求項1に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項3】
さらに(F)ガラス転移温度が100℃以上の熱可塑性樹脂を含有することを特徴とする請求項1に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項4】
前記熱可塑性樹脂(F)がフルオレン骨格を有する熱可塑性ポリヒドロキシポリエーテル樹脂であることを特徴とする請求項3に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物。
【請求項5】
前記請求項1乃至4のいずれか一項に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物の薄膜を支持ベースフィルム上に形成してなることを特徴とするドライフィルム。
【請求項6】
内層回路基板上に樹脂絶縁層及び回路パターンの導体層が順次形成されてなる多層プリント配線板において、上記樹脂絶縁層が、請求項1乃至4のいずれか一項に記載の多層プリント配線板の層間絶縁材用熱硬化性樹脂組成物の硬化塗膜から成り、かつその表面の導体層との界面が粗化処理によって微細凹凸状の粗化面に形成されており、上記導体層は該粗化面を介して樹脂絶縁層と接合されてなることを特徴とする多層プリント配線板。
【請求項7】
内層回路基板上に樹脂絶縁層及び回路パターンの導体層が順次形成されてなる多層プリント配線板において、上記樹脂絶縁層が、請求項5に記載のドライフィルムから成り、かつその表面の導体層との界面が粗化処理によって微細凹凸状の粗化面に形成されており、上記導体層は該粗化面を介して樹脂絶縁層と接合されてなることを特徴とする多層プリント配線板。
【図1】

【図2】
【図2】
【公開番号】特開2013−36042(P2013−36042A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2012−204812(P2012−204812)
【出願日】平成24年9月18日(2012.9.18)
【分割の表示】特願2008−162215(P2008−162215)の分割
【原出願日】平成20年6月20日(2008.6.20)
【出願人】(591021305)太陽ホールディングス株式会社 (327)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成24年9月18日(2012.9.18)
【分割の表示】特願2008−162215(P2008−162215)の分割
【原出願日】平成20年6月20日(2008.6.20)
【出願人】(591021305)太陽ホールディングス株式会社 (327)
【Fターム(参考)】
[ Back to top ]