
多層プリント配線板の製造方法

【課題】 スルーホール導体の信頼性を低下させない多層プリント配線板の製造方法を提供する。
【解決手段】 第1開口28A、第3開口28Cと、該第1、第2開口部に続いて形成する第2開口28B、第4開口28Dとを比較した場合、第2、第4開口の方が小径であるため、第1、第3開口に対して第2、第4開口の形成位置にマージンができ、第2、第4開口の形成位置が多少ずれても、貫通孔28の形成に支障を来さないため、スルーホール導体の信頼性が向上する。
【解決手段】 第1開口28A、第3開口28Cと、該第1、第2開口部に続いて形成する第2開口28B、第4開口28Dとを比較した場合、第2、第4開口の方が小径であるため、第1、第3開口に対して第2、第4開口の形成位置にマージンができ、第2、第4開口の形成位置が多少ずれても、貫通孔28の形成に支障を来さないため、スルーホール導体の信頼性が向上する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、貫通孔を有するコア基板と、そのコア基板上に形成されている第1導体及び第2導体と、貫通孔に形成されて第1導体と第2導体とを接続するスルーホール導体と、を有するプリント配線板の製造方法に関するものである。
【背景技術】
【0002】
特許文献1においては、コア基板の表側(第1面側)からレーザで第1開口部を形成し、裏側(第2面側)から同じくレーザで第2開口部を形成することで貫通孔を設けている。第1開口部は第2面に向かうに連れてテーパしており、第2開口部は第1面に向かうに連れてテーパしている。そして、貫通孔の内部をめっきで充填することで、コア基板の表裏を接続し得る小径のスルーホール導体が形成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−41463号
【発明の概要】
【発明が解決しようとする課題】
【0004】
このように、レーザにより形成される小径の貫通孔の内部にめっきを充填する際はめっき膜にボイドが入り易く、電気特性が低下する可能性がある。このため、直径が極めて小さい貫通孔においても、ボイドを生じさせることなくめっきを充填することが求められる。
【0005】
本発明は、上述した課題を解決するためになされたものであり、その目的とするところは、電気特性を極力低下させることのないスルーホール導体を形成することが可能なプリント配線板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本願発明は、第1面と該第1面とは反対側の第2面を有するコア基板を準備することと、前記コア基板の第1面側に第1開口部を形成することと、前記第1開口部の底部から前記第2面に向けて第2開口部を形成することと、前記コア基板の第2面側に第3開口部を形成することと、前記第3開口部の底部から前記第1面に向けて第4開口部を形成することとにより前記コア基板に貫通孔を形成することと、前記コア基板の第1面に第1導体を形成することと、前記コア基板の第2面に第2導体を形成することと、前記貫通孔内に導電性物質を充填することで前記第1導体と前記第2導体とを接続するスルーホール導体を形成することと、を含むプリント配線板の製造方法において、前記第2開口部の径は前記第1開口部の径よりも小さく、前記第4開口部の径は前記第3開口部の径よりも小さい。ことを技術的特徴とする。
【発明の効果】
【0007】
本願発明では、まず、コア基板の第1面側に第1開口部を形成し、第1開口部の底部に更に第2開口部を形成する。次いで、コア基板の第2面側に第3開口部を形成し、第3開口部の底部に第4開口部を形成する。この第4開口部と第2開口部とが繋げることで、貫通孔が設けられる。
その際、第2開口部は第1開口部よりも径が小さく、第4開口部は第3開口部よりも径が小さい。このため、第1開口部に対して第2開口部を形成する際、その形成位置にマージンができ、位置ずれが許容される。さらに、第3開口部に対して第4開口部を形成する際にも、その形成位置にマージンができ、位置ずれが許容される。すなわち、第2開口部及び第4開口部の形成位置が多少ずれたとしても、貫通孔の形成に支障を来さず、小径の貫通孔を容易に形成することが可能であると推測される。
また、本願発明によれば、コア基板の第1面側に位置する第1開口部及び第2面側に位置する第3開口部の径が相対的に大きく形成される。すなわち、コア基板に設けられる貫通孔のうち、両方の開口部の径が相対的に大きく形成されている。このため、貫通孔の内部に電解めっき等の導電性物質を充填することでスルーホール導体を形成する際、貫通孔内の導電性物質の入れ替わりが促進される。つまり、貫通孔内において導電性物質が循環しやすくなる。その結果、貫通孔にボイドを発生させることなく導電性物質を好適に充填でき、電気特性に優れるスルーホール導体を形成することが可能となる。
【図面の簡単な説明】
【0008】
【図1】本発明の第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図2】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図3】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図4】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図5】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図6】ICチップを搭載する前の多層プリント配線板の断面図である。
【図7】図7(A)は貫通孔を設けたコア基板の断面図であり、図7(B)は貫通孔の断面図である。
【図8】開口部の平面図である。
【図9】貫通孔を設けたコア基板の断面図である。
【図10】第1実施例に係る貫通孔の説明図である。
【図11】第1実施例に係る貫通孔の説明図である。
【図12】第1実施例に係る貫通孔の説明図である。
【発明を実施するための形態】
【0009】
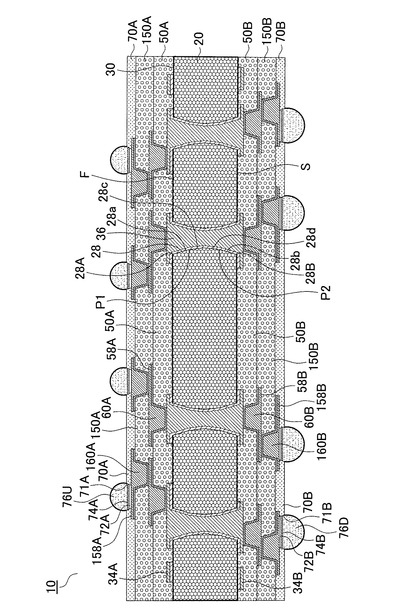
本願発明の実施形態に係る製造方法で製造された多層プリント配線板について、図6の断面図を参照して説明する。
図6は、ICチップを搭載する前の多層プリント配線板10を示す。
【0010】
本実施形態の多層プリント配線板10では、コア基板30の第1面F上に第1導体34Aが形成され、第2面S上に第2導体34Bが形成されている。第1導体34Aと第2導体34Bとは、スルーホール導体36を介して電気的に接続されている。
【0011】
コア基板30の第1面F上と第1導体34A上には、層間樹脂絶縁層50Aが形成されている。この層間樹脂絶縁層50A上には第3導体58Aが形成されている。第3導体58Aと第1導体34Aとは、層間樹脂絶縁層50Aを貫通するビア導体60Aで接続されている。層間樹脂絶縁層50A上及び第3導体58A上には、層間樹脂絶縁層150Aが形成されている。この層間樹脂絶縁層150A上には第4導体158Aが形成されている。第4導体158Aと第3導体58Aとは、層間樹脂絶縁層150Aを貫通するビア導体160Aで接続されている。
【0012】
一方、コア基板30の第2面S上と第2導体34B上とには、層間樹脂絶縁層50Bが形成されている。この層間樹脂絶縁層50B上には第3導体58Bが形成されている。第3導体58Bと第1導体34Aとは、層間樹脂絶縁層50Bを貫通するビア導体60Bで接続されている。層間樹脂絶縁層50B上及び第3導体58B上には、層間樹脂絶縁層150Bが形成されている。この層間樹脂絶縁層150B上には第4導体158Bが形成されている。第4導体158Bと第3導体58Bとは、層間樹脂絶縁層150Bを貫通するビア導体160Bで接続されている。
【0013】
層間樹脂絶縁層150A上にはソルダーレジスト層70Aが形成され、層間樹脂絶縁層150B上にはソルダーレジスト層70Bが形成されている。ソルダーレジスト層70A,70Bは、それぞれ第4導体158A,158Bの少なくとも一部を露出させる開口71A,71Bを有する。開口71A,71Bの内部には、それぞれ半田バンプ76U,76Dが設けられている。
【0014】
次いで、図6中のスルーホール導体36について説明する。
コア基板30は、第1面Fと、第1面Fとは反対側の第2面Sとを有する絶縁基板である。該コア基板30は、貫通孔28を有している。スルーホール導体36は、貫通孔28をめっきで充填している金属からなる。
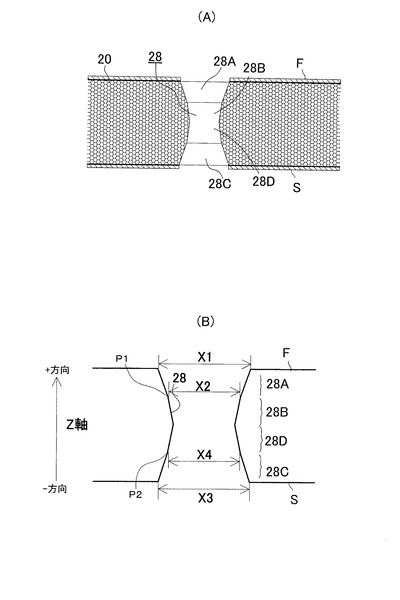
【0015】
貫通孔28の拡大図を図7(A)に示す。貫通孔28は、コア基板30の第1面F側に設けられている第1開口部28Aと、第1開口部28Aの底部から第2面Sに向けて設けられる第2開口部28Bと、コア基板30の第2面S側に設けられている第3開口部28Cと、第3開口部28Bの底部から第1面Fに向けて設けられる第4開口部28Dとからなる。
【0016】
第1開口部28A及び第2開口部28Bは、コア基板30の第1面F側からレーザを照射することで形成される。第3開口部28C及び第4開口部28Dは、コア基板30の第2面S側からレーザを照射することで形成される。
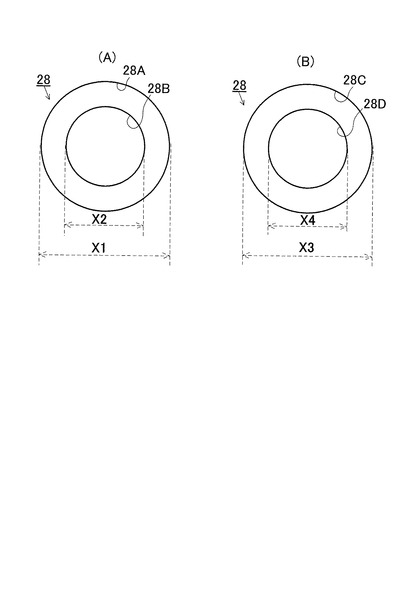
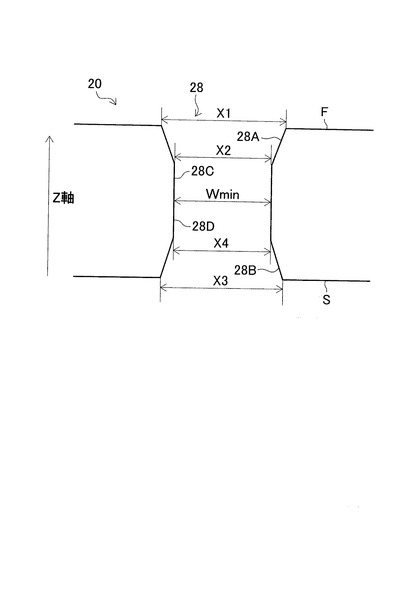
図7(B)及び図8に示すように、第2開口部28Bの径X2は第1開口部28Aの径X1より小さく、第4開口部28Dの径X4は第3開口部28Bの径X3よりも小さい。
第1開口部28A及び第2開口部28Bは、コア基板30の第1面Fから第2面Sに向かって径が細くなっている。第3開口部28C及び第4開口部28Dは、第2面Sから第1面Fに向かって径が細くなっている。
【0017】
なお、ここでいう各開口部28A〜28Dの径X1〜X4とは、各開口部の内径であり、各開口部における任意の箇所において向かい合う開口部の内壁間の距離のうち、最大の値を意味する。
【0018】
コア基板20の第1面Fから第2面Sの方向に第1開口部28Aの内径が細くなる割合をΔW1とし、コア基板20の第1面Fから第2面Sの方向に第2開口部28Bの内径が細くなる割合をΔW2としたとき、ΔW1>ΔW2となる。また、コア基板20の第2面Sから第1面Fの方向に第3開口部28Cの内径が細くなる割合をΔW3とし、コア基板20の第2面Sから第1面Fの方向に第4開口部28Dの内径が細くなる割合をΔW4としたとき、ΔW3>ΔW4となる。これにより、貫通孔28は、第1開口部28Aと第2開口部28Bとの接合部分で屈曲することで、屈曲部P1を有している。また、貫通孔28は、第3開口部28Cと第4開口部28Dとの接合部分で屈曲することで、屈曲部P2を有している。
【0019】
本発明では、内径が細くなる割合が相対的に小さい開口部28B,28D同士を両側から繋げるため、その接合部分では内径が大きくなりやすい。すなわち、仮に、第1開口部28Aと第3開口部28Cとを直接繋げて貫通孔を形成する場合と比較して、本実施形態では貫通孔の最小径Wmin(第3開口部と第4開口部との接合部分の径)は大きくなりやすい。このため、接合部分でスルーホール導体にクラックが入りにくくなる。ひいては、小径化によるスルーホール導体の信頼性の低下を抑制しつつ、スルーホール導体を高密度に設けることが可能になると推測される。
【0020】
また、本発明では、スルーホール導体36に生じる応力が、第1開口部28Aと第2開口部28Bとの接合部分(屈曲部P1)と、第3開口部28Cと第4開口部28Dとの接合部分(屈曲部P2)との少なくとも2箇所に応力が分散する。このため、クラックが発生し難くなると推測される。
更に、スルーホール導体に生じる応力は屈曲部P1、P2で分散されるため、スルーホール導体の端部側へ加わる応力も低減され、スルーホール導体36とスルーホール導体36の直上のビア導体60との剥離が生じ難くなり、双方の接続信頼性が向上する。
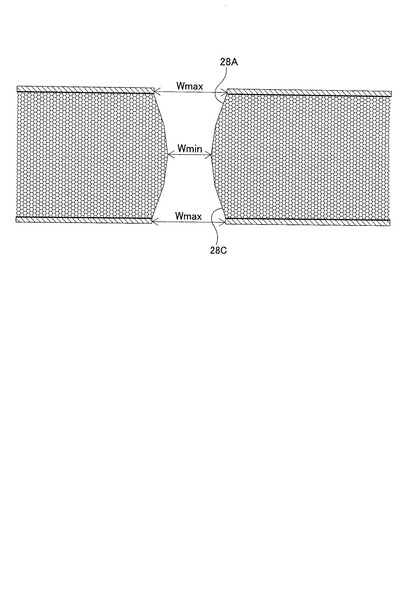
【0021】
本発明では、図9に示すように、貫通孔28の最大径をWmaxとしたとき、0.6≦Wmin/Wmax≦0.8を満たす。このとき、コア基板20の両側から開口部を繋げて貫通孔を設ける際の位置精度を高めることができる。さらに、熱収縮によるコア基板20の反りなどに対しても、スルーホール導体36の好適な信頼性を確保することが可能になる。
なお、ここでいう貫通孔28の最大径をWmaxとは、第1開口部28Aの径X1又は第3開口部の28C径X3を意味する。
【0022】
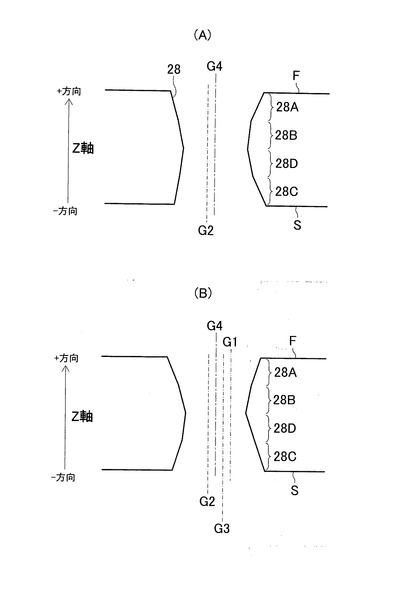
また、図10(A)に示すように、第2開口部28Bの重心を通りコア基板20の第1面Sに垂直な直線G2と、第4開口部28Dの重心を通りコア基板20の第1面Fに垂直な直線G4とは、オフセットしてもよい。この場合、第2開口部28Bと第4開口部28Dとが接続する部分の面積が増える。その結果、スルーホール導体36の接続信頼性が向上すると推測される。
また、図10(B)に示すように、第1開口部28Aの重心を通りコア基板20の第1面Fに垂直な直線G1、第3開口部28Cの重心を通りコア基板20の第1面Fに垂直な直線G3としたとき、G1〜G4は全てオフセットしてもよい。このとき、上記と同様の効果が得られると推測される。
【0023】
引き続き、多層プリント配線板10の製造方法について図1〜図5を参照して説明する。
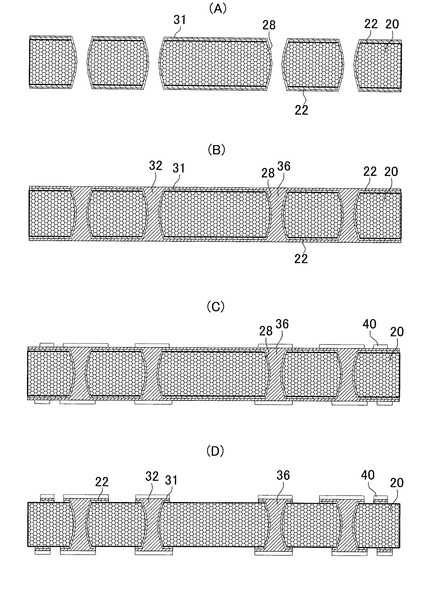
(1)補強材と樹脂とからなるコア基板20を用意する(図1(A))。コア基板20の第1面F上及び第2面S上には銅箔22がラミネートされている。なお、コア基板20の厚みは、0.4〜0.7mmである。補強材としては、例えばガラスクロス、アラミド繊維、ガラス繊維などが挙げられる。樹脂としては、エポキシ樹脂、BT(ビスマレイミドトリアジン)樹脂などが挙げられる。さらに、樹脂中には、水酸化物からなる粒子が含有されている。水酸化物としては、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム、水酸化バリウム等の金属水酸化物が挙げられる。水酸化物は熱で分解されることで水が生成する。このため、水酸化物は、コア基板を構成する材料から熱を奪うことが可能であると考えられる。すなわち、コア基板が水酸化物を含むことで、レーザでの加工性が向上すると推測される。
次に、銅箔22の表面に、NaOH(10g/l)、NaClO2 (40g/l)、Na3 PO4 (6g/l)を含む水溶液を黒化浴(酸化浴)とする黒化処理を施す。
【0024】
(2)コア基板20の第1面F(上面)側からCO2レーザにて、レーザを照射してコア基板20の第1面F側に第1開口部28Aを形成する(図1(B))。
コア基板20の第1面F(上面)側からCO2レーザにて、レーザを照射して第1開口部28Aの底部から第2面Sに向けて第2開口部28Bを形成する(図1(C))。
【0025】
次いで、コア基板20の第2面S(上面)側からCO2レーザにて、レーザを照射してコア基板の第2面S側に第3開口部28Cを形成する(図1(D))。コア基板20の第2面S(上面)側からCO2レーザにて、レーザを照射して第3開口部28Cの底部から第1面Fに向けて第4開口部28Dを形成する。
第3開口部28Cと第4開口部28Dとがコア基板内で連結することで、貫通孔28が形成される(図1(E))。
【0026】
このとき、図7(B)に示すように、第2開口部28Bの径X2は第1開口部28Aの径X1より小さく、第4開口部28Dの径X4は第2開口部28Bの径R2よりも小さい。このため、第1開口部28Aに対して第2開口部28Bを形成する際、その形成位置にマージンができ、位置ずれが許容される。さらに、第3開口部28Cに対して第4開口部28Dを形成する際にも、その形成位置にマージンができ、位置ずれが許容される。すなわち、第2開口部28B及び第4開口部28Dの形成位置がそれぞれ多少ずれても、貫通孔の形成に支障を来さないと推測される。
また、第1開口部28Aの径及び第2開口部28Bの内径は、Z軸のマイナス方向に向けて小さくなる。第3開口部28Cの径及び第4開口部28Dの径は、Z軸のプラス方向に向けて小さくなる。
【0027】
コア基板20の第1面Fから第2面Sの方向に第1開口部28Aの径が細くなる割合をΔW1とし、コア基板20の第1面Fから第2面Sの方向に第2開口部28Bの径が細くなる割合をΔW2としたとき、ΔW1>ΔW2となる。また、コア基板20の第2面Sから第1面Fの方向に第3開口部28Cの径が細くなる割合をΔW3とし、コア基板20の第2面Sから第1面Fの方向に第4開口部28Dの径が細くなる割合をΔW4としたとき、ΔW3>ΔW4となる。このように、径が細くなる割合が相対的に小さい開口部28B,28D同士を両側から繋げるため、開口部の位置ずれが生じにくくなる。
【0028】
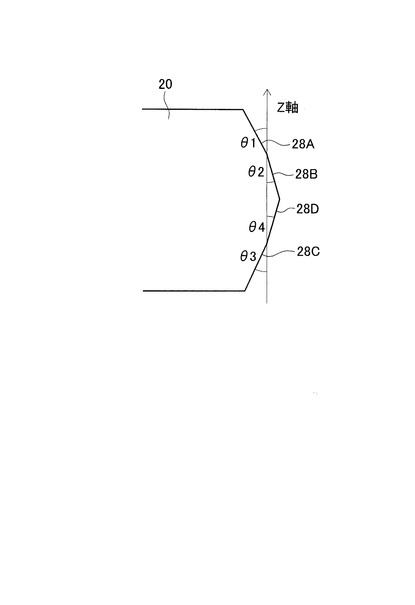
図11に示すように、第1開口部28AのZ軸に対する傾きをθ1、第2開口部28BのZ軸に対する傾きをθ2、第3開口部28CのZ軸に対する傾きをθ3、第4開口部28DのZ軸に対する傾きをθ4として示す。このとき、θ1>θ2、θ4>θ3となる。
【0029】
以下に、貫通孔28の形成方法について詳しく説明する。
コア基板20の第1面F側の所定位置に、CO2ガスレーザにて1ショットにより第1開口部28Aを設ける。次いで、コア基板20の第1面F(上面)側からCO2レーザにて、レーザを照射して第1開口部28Aの底部から第2面Sに向けて複数回のショットにより第2開口部28Bを形成する。第2開口部28Bの径は第1開口部28Aの径よりも小さい。
【0030】
次に、コア基板20の第2面S側の所定位置に、CO2ガスレーザにて1ショットにより第3開口部28Cを設ける。第1開口部28A及び第3開口部28Bを形成する際のレーザ条件は同一である。次いで、コア基板20の第2面S(上面)側からCO2レーザにて、レーザを照射して第3開口部28Cの底部から第1面Fに向けて複数回のショットにより第4開口部28Dを形成する。第4開口部28Dの径は第3開口部28Cの径よりも小さい。
【0031】
第2開口部28Bを形成する際のレーザの径(アパーチャの開口径)は、第1開口部28Aを形成する際のレーザの径(アパーチャの開口径)よりも小さい。第2開口部28Bを形成する際のレーザのパルス幅は、第1開口部28Aを形成する際のレーザのパルス幅よりも大きい。
【0032】
また、第4開口部28Dを形成する際のレーザの径(アパーチャの開口径)は、第3開口部28Cを形成する際のレーザの径よりも小さい。第4開口部28Dを形成する際のレーザのパルス幅は、第3開口部28Cを形成する際のレーザのパルス幅よりも大きい。
【0033】
第2開口部28B及び第4開口部28Dを形成する際のレーザのパルス幅をA、第1開口部28A及び第3開口部28Cを形成する際のレーザのパルス幅をBとしたとき、1.5≦A/B≦3を満たすことが望ましい。
【0034】
これにより、小径の貫通孔を効率良く(最小ショット数で)形成することが可能になる。なお、A/Bが1.5未満の場合、開口形成が進まずショット数を増大させる必要があり、製造効率が低下する可能性がある。他方、A/Bが3を越えると、横方向に過剰に熱拡散し、開口の深さに対して開口径が過剰に大きくなる可能性がある。
【0035】
なお、コア基板20の厚みが0.4mm以上のとき、第2開口部28B及び第4開口部28Dを形成する際のレーザのショット数は2以上であることが好ましい。この場合、小径の貫通孔を効率良く形成することが可能となる。
【0036】
なお、本発明においては、図12に示すように、第2開口部28B、第4開口部28Dの内壁が直線状、即ち、X3、X4及びWminがほぼ同じであってもよい。このとき、上記θ2及びθ4は、ほぼゼロとなる。
【0037】
(3)次いで、貫通孔28を有するコア基板20は、所定濃度の過マンガン酸を含む溶液に浸漬され、デスミア処理が行われる。このとき、コア基板20の重量減少度が1.0wt%以下、更に好適には0.5wt%以下であることが望ましい。コア基板は、ガラスクロス等の強化材に樹脂を含浸させて成り、デスミヤ処理で樹脂を溶解すると、貫通孔内にはガラスクロスが突き出すことになる、コア基材の重量減少度が上記範囲の場合、ガラスクロスの突き出しを抑制でき、貫通孔内にめっきを充填する際にボイドが残ることがほとんどない。
【0038】
コア基板20の表面に、パラジウム触媒を付与する。その後、無電解めっき液にコア基板20を浸漬し、コア基板20の第1面F上、第2面S上及び貫通孔28の内壁に無電解めっき膜31を形成する(図2(A))。無電解めっき膜31を形成する材料としては、銅、ニッケルなどが挙げられる。無電解めっき膜をシード層として、無電解めっき膜31上に電解めっき膜32を形成する。貫通孔28は、電解めっき膜で充填される(図2(B))。
【0039】
このとき、貫通孔28は、第1面F側に位置する第1開口部28A及び第2面S側に位置する第3開口部28Cの径が相対的に大きく形成されている。すなわち、コア基板20に設けられる貫通孔のうち、両端の開口部28A,28Cの径が相対的に大きく形成されている。このため、貫通孔の内部に電解めっきを充填する際、貫通孔内の電解めっき液の入れ替わりが促進される。つまり、貫通孔28内において電解めっきが循環しやすくなる。その結果、貫通孔28にボイドを発生させることなく電解めっきを好適に充填でき、電気特性に優れるスルーホール導体を形成することが可能となる。
【0040】
(4)基板表面の電解めっき膜32に所定パターンのエッチングレジスト40を形成する(図2(C))。
【0041】
(5)エッチングレジスト40の非形成部の無電解めっき膜31、電解めっき膜32、及び銅箔を除去する(図2(D))。
【0042】
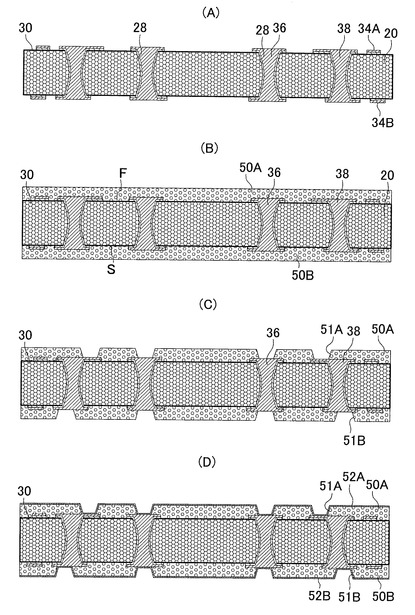
(6)エッチングレジスト40を除去する。これにより、コア基板20の第1面F上に第1導体34Aが、コア基板20の第2面S上に第2導体34Bが形成される。これら第1導体34Aと第2導体34Bとは、貫通孔28内のスルーホール導体36により接続される(図3(A)参照)。
【0043】
(7)コア基板20の両面F,S上に、層間樹脂絶縁層用樹脂フィルム(味の素社製:商品名;ABF−45SH)を積層し、層間樹脂絶縁層50A,50Bを設ける(図3(B)参照)。
【0044】
(8)次に、CO2ガスレーザにて層間樹脂絶縁層50A,50Bにそれぞれバイアホール用開口51A,51Bを設ける(図3(C)参照)。過マンガン酸塩などの酸化剤等に基板を浸漬し、デスミア処理を行う(図示せず)。
【0045】
(9)層間樹脂絶縁層50A,50Bの表面にパラジウムなどの触媒を付与し、無電解めっき液に基板を浸漬させることにより、無電解めっき膜52A,52Bを設ける(図3(D))。
【0046】
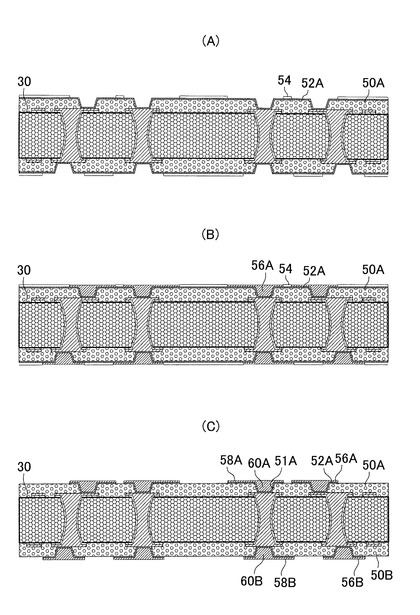
(10)無電解めっき膜52上にめっきレジスト54を設ける(図4(A))。
【0047】
(11)めっきレジスト54から露出する無電解めっき膜52上に、電解めっき膜56A,56Bを形成する(図4(B)参照)。
【0048】
(12)モノエタノールアミンを含む溶液を用いてめっきレジスト54を除去する。電解めっき膜間の無電解めっき膜をエッチングで除去することで、第3導体58A,58B及びビア導体60A,60Bを形成する。次いで、第3導体58A,58Bの表面にSnめっきを施し、SnCu層を形成する。このSnCu層上にシランカップリング剤を塗布する(図4(C))。
【0049】
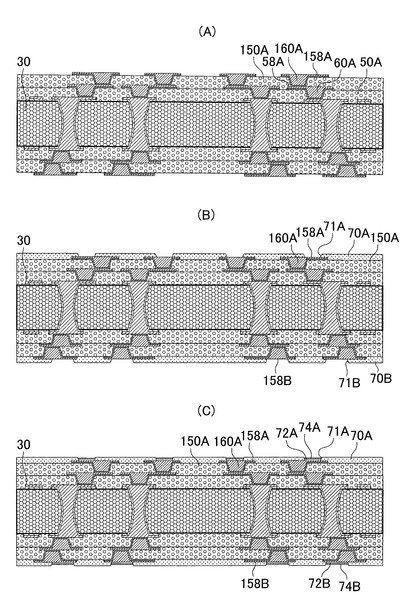
(13)次に上記(7)〜(12)の工程を繰り返す(図5(A))。
そして、基板の両面に、開口71A,71Bを有するソルダーレジスト層70A,70Bを形成する(図5(B))。開口71A,71Bから露出される第3導体158A,158Bの上面が半田パッドとして機能する。
半田パッド上にニッケルめっき層72A,72Bを形成し、さらにニッケルめっき層72上に金めっき層74A,74Bを形成する(図5(C))。ニッケル−金層以外にも、ニッケル−パラジウム−金層を形成してもよい。
【0050】
(14)この後、開口71A,71B内に半田ボールを搭載し、リフローを行うことで、第1面(上面)側に半田バンプ76Uを、第2面(裏面)側に半田バンプ76Dを形成し、多層プリント配線板10を完成する(図6)。
【0051】
[第1実施例]
本発明の第1実施例に係る多層プリント配線板の製造方法について説明する。
まず、ガラスクロスとエポキシ樹脂と水酸化マグネシウムとからなり、コア基板を用意する。コア基板の厚みは約0.4mmである。コア基板の第1面上及び第2面上には、それぞれ銅箔が形成されている。
【0052】
コア基板の第1面側からCO2レーザにて、レーザを照射してコア基板の第1面側に第1開口部を形成する。ここで照射されるレーザのショット数は1である。この第1開口部は、少なくとも銅箔を貫通する開口部である。
【0053】
次いで、コア基板の第1面側からCO2レーザにて、レーザを照射して第1開口部の底部から第2面に向けて第2開口部を形成する。ここで照射されるレーザのショット数は2である。第2開口部を形成する際のレーザの径(アパーチャの開口径)は、第1開口部を形成する際のレーザの径(アパーチャの開口径)よりも小さい。第2開口部を形成する際のレーザのパルス幅は、第1開口部を形成する際のレーザのパルス幅よりも大きい。そして、第1開口部と第2開口部との境界部分に、屈曲部P1が形成される。
【0054】
コア基板の第2面側からCO2レーザにて、レーザを照射してコア基板の第2面側に第3開口部を形成する。ここで照射されるレーザのショット数は1である。この第3開口部は、少なくとも銅箔を貫通する開口部である。
【0055】
次いで、コア基板の第2面側からCO2レーザにて、レーザを照射して第2開口部の底部から第1面に向けて第4開口部を形成する。ここで照射されるレーザのショット数は2である。第4開口部を形成する際のレーザの径(アパーチャの開口径)は、第3開口部を形成する際のレーザの径(アパーチャの開口径)よりも小さい。第4開口部を形成する際のレーザのパルス幅は、第3開口部を形成する際のレーザのパルス幅よりも大きい。第3開口部と第4開口部との境界部分に、屈曲部が形成される。
【0056】
貫通孔を有するコア基板を、所定濃度の過マンガン酸を含む溶液に浸漬し、デスミア処理を行う。
コア基板の表面に、パラジウム触媒を付与する。その後、無電解めっき液にコア基板を浸漬し、コア基板の第1面上、第2面上及び貫通孔の内壁に無電解めっき膜を形成する。無電解めっき膜をシード層として、無電解めっき膜上に電解めっき膜を形成する。貫通孔は電解めっき膜で充填される。
基板表面の電解めっき膜に所定パターンのエッチングレジストを形成する。
【0057】
エッチングレジストの非形成部の無電解めっき膜31、電解めっき膜32、及び銅箔を除去する。
【0058】
エッチングレジストを除去する。これにより、コア基板の第1面上に第1導体が、コア基板の第2面上に第2導体が形成される。これら第1導体と第2導体とは、貫通孔内のスルーホール導体により接続される。以上により、第1実施例のプリント配線板のスルーホール導体が完成する。
【0059】
[第2実施例]
第2実施例のプリント配線板の製造方法は第1実施例の変更例である。
第2実施例のコア基板は、第1実施例とは厚みが異なる。第2実施例のコア基板の厚みは、約0.7mmである。
コア基板の内部に貫通孔を設ける際、まず、コア基板の第1面側からCO2レーザにて、レーザを照射してコア基板の第1面側に第1開口部を形成する。ここで照射されるレーザのショット数は1である。この第1開口部は、少なくとも銅箔を貫通する開口部である。
【0060】
次いで、コア基板の第1面側からCO2レーザにて、レーザを照射して第1開口部の底部から第2面に向けて第2開口部を形成する。ここで照射されるレーザのショット数は5である。第2開口部を形成する際のレーザの径(アパーチャの開口径)は、第1開口部を形成する際のレーザの径(アパーチャの開口径)よりも小さい。第2開口部を形成する際のレーザのパルス幅は、第1開口部を形成する際のレーザのパルス幅よりも大きい。そして、第1開口部と第2開口部との境界部分に、屈曲部が形成される。
【0061】
コア基板の第2面側からCO2レーザにて、レーザを照射してコア基板の第2面側に第3開口部を形成する。ここで照射されるレーザのショット数は1である。この第3開口部は、少なくとも銅箔を貫通する開口部である。
【0062】
次いで、コア基板の第2面側からCO2レーザにて、レーザを照射して第3開口部の底部から第1面に向けて第4開口部を形成する。ここで照射されるレーザのショット数は5である。第4開口部を形成する際のレーザの径(アパーチャの開口径)は、第3開口部を形成する際のレーザの径よりも小さい。第4開口部を形成する際のレーザのパルス幅は、第3開口部を形成する際のレーザのパルス幅よりも大きい。そして、第3開口部と第4開口部との境界部分に、屈曲部が形成される。
これにより、コア基板30の内部に貫通孔28が形成される。
【符号の説明】
【0063】
10 プリント配線板
28 貫通孔
28A 第1開口部
28B 第2開口部
28C 第3開口部
28D 第4開口部
20 コア基板
34A 第1導体
34B 第2導体
36 スルーホール導体
X1 第1開口部の径
X2 第2開口部の径
X3 第3開口部の径
X4 第4開口部の径
【技術分野】
【0001】
この発明は、貫通孔を有するコア基板と、そのコア基板上に形成されている第1導体及び第2導体と、貫通孔に形成されて第1導体と第2導体とを接続するスルーホール導体と、を有するプリント配線板の製造方法に関するものである。
【背景技術】
【0002】
特許文献1においては、コア基板の表側(第1面側)からレーザで第1開口部を形成し、裏側(第2面側)から同じくレーザで第2開口部を形成することで貫通孔を設けている。第1開口部は第2面に向かうに連れてテーパしており、第2開口部は第1面に向かうに連れてテーパしている。そして、貫通孔の内部をめっきで充填することで、コア基板の表裏を接続し得る小径のスルーホール導体が形成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−41463号
【発明の概要】
【発明が解決しようとする課題】
【0004】
このように、レーザにより形成される小径の貫通孔の内部にめっきを充填する際はめっき膜にボイドが入り易く、電気特性が低下する可能性がある。このため、直径が極めて小さい貫通孔においても、ボイドを生じさせることなくめっきを充填することが求められる。
【0005】
本発明は、上述した課題を解決するためになされたものであり、その目的とするところは、電気特性を極力低下させることのないスルーホール導体を形成することが可能なプリント配線板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本願発明は、第1面と該第1面とは反対側の第2面を有するコア基板を準備することと、前記コア基板の第1面側に第1開口部を形成することと、前記第1開口部の底部から前記第2面に向けて第2開口部を形成することと、前記コア基板の第2面側に第3開口部を形成することと、前記第3開口部の底部から前記第1面に向けて第4開口部を形成することとにより前記コア基板に貫通孔を形成することと、前記コア基板の第1面に第1導体を形成することと、前記コア基板の第2面に第2導体を形成することと、前記貫通孔内に導電性物質を充填することで前記第1導体と前記第2導体とを接続するスルーホール導体を形成することと、を含むプリント配線板の製造方法において、前記第2開口部の径は前記第1開口部の径よりも小さく、前記第4開口部の径は前記第3開口部の径よりも小さい。ことを技術的特徴とする。
【発明の効果】
【0007】
本願発明では、まず、コア基板の第1面側に第1開口部を形成し、第1開口部の底部に更に第2開口部を形成する。次いで、コア基板の第2面側に第3開口部を形成し、第3開口部の底部に第4開口部を形成する。この第4開口部と第2開口部とが繋げることで、貫通孔が設けられる。
その際、第2開口部は第1開口部よりも径が小さく、第4開口部は第3開口部よりも径が小さい。このため、第1開口部に対して第2開口部を形成する際、その形成位置にマージンができ、位置ずれが許容される。さらに、第3開口部に対して第4開口部を形成する際にも、その形成位置にマージンができ、位置ずれが許容される。すなわち、第2開口部及び第4開口部の形成位置が多少ずれたとしても、貫通孔の形成に支障を来さず、小径の貫通孔を容易に形成することが可能であると推測される。
また、本願発明によれば、コア基板の第1面側に位置する第1開口部及び第2面側に位置する第3開口部の径が相対的に大きく形成される。すなわち、コア基板に設けられる貫通孔のうち、両方の開口部の径が相対的に大きく形成されている。このため、貫通孔の内部に電解めっき等の導電性物質を充填することでスルーホール導体を形成する際、貫通孔内の導電性物質の入れ替わりが促進される。つまり、貫通孔内において導電性物質が循環しやすくなる。その結果、貫通孔にボイドを発生させることなく導電性物質を好適に充填でき、電気特性に優れるスルーホール導体を形成することが可能となる。
【図面の簡単な説明】
【0008】
【図1】本発明の第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図2】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図3】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図4】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図5】第1実施例の多層プリント配線板の製造方法を示す工程図である。
【図6】ICチップを搭載する前の多層プリント配線板の断面図である。
【図7】図7(A)は貫通孔を設けたコア基板の断面図であり、図7(B)は貫通孔の断面図である。
【図8】開口部の平面図である。
【図9】貫通孔を設けたコア基板の断面図である。
【図10】第1実施例に係る貫通孔の説明図である。
【図11】第1実施例に係る貫通孔の説明図である。
【図12】第1実施例に係る貫通孔の説明図である。
【発明を実施するための形態】
【0009】
本願発明の実施形態に係る製造方法で製造された多層プリント配線板について、図6の断面図を参照して説明する。
図6は、ICチップを搭載する前の多層プリント配線板10を示す。
【0010】
本実施形態の多層プリント配線板10では、コア基板30の第1面F上に第1導体34Aが形成され、第2面S上に第2導体34Bが形成されている。第1導体34Aと第2導体34Bとは、スルーホール導体36を介して電気的に接続されている。
【0011】
コア基板30の第1面F上と第1導体34A上には、層間樹脂絶縁層50Aが形成されている。この層間樹脂絶縁層50A上には第3導体58Aが形成されている。第3導体58Aと第1導体34Aとは、層間樹脂絶縁層50Aを貫通するビア導体60Aで接続されている。層間樹脂絶縁層50A上及び第3導体58A上には、層間樹脂絶縁層150Aが形成されている。この層間樹脂絶縁層150A上には第4導体158Aが形成されている。第4導体158Aと第3導体58Aとは、層間樹脂絶縁層150Aを貫通するビア導体160Aで接続されている。
【0012】
一方、コア基板30の第2面S上と第2導体34B上とには、層間樹脂絶縁層50Bが形成されている。この層間樹脂絶縁層50B上には第3導体58Bが形成されている。第3導体58Bと第1導体34Aとは、層間樹脂絶縁層50Bを貫通するビア導体60Bで接続されている。層間樹脂絶縁層50B上及び第3導体58B上には、層間樹脂絶縁層150Bが形成されている。この層間樹脂絶縁層150B上には第4導体158Bが形成されている。第4導体158Bと第3導体58Bとは、層間樹脂絶縁層150Bを貫通するビア導体160Bで接続されている。
【0013】
層間樹脂絶縁層150A上にはソルダーレジスト層70Aが形成され、層間樹脂絶縁層150B上にはソルダーレジスト層70Bが形成されている。ソルダーレジスト層70A,70Bは、それぞれ第4導体158A,158Bの少なくとも一部を露出させる開口71A,71Bを有する。開口71A,71Bの内部には、それぞれ半田バンプ76U,76Dが設けられている。
【0014】
次いで、図6中のスルーホール導体36について説明する。
コア基板30は、第1面Fと、第1面Fとは反対側の第2面Sとを有する絶縁基板である。該コア基板30は、貫通孔28を有している。スルーホール導体36は、貫通孔28をめっきで充填している金属からなる。
【0015】
貫通孔28の拡大図を図7(A)に示す。貫通孔28は、コア基板30の第1面F側に設けられている第1開口部28Aと、第1開口部28Aの底部から第2面Sに向けて設けられる第2開口部28Bと、コア基板30の第2面S側に設けられている第3開口部28Cと、第3開口部28Bの底部から第1面Fに向けて設けられる第4開口部28Dとからなる。
【0016】
第1開口部28A及び第2開口部28Bは、コア基板30の第1面F側からレーザを照射することで形成される。第3開口部28C及び第4開口部28Dは、コア基板30の第2面S側からレーザを照射することで形成される。
図7(B)及び図8に示すように、第2開口部28Bの径X2は第1開口部28Aの径X1より小さく、第4開口部28Dの径X4は第3開口部28Bの径X3よりも小さい。
第1開口部28A及び第2開口部28Bは、コア基板30の第1面Fから第2面Sに向かって径が細くなっている。第3開口部28C及び第4開口部28Dは、第2面Sから第1面Fに向かって径が細くなっている。
【0017】
なお、ここでいう各開口部28A〜28Dの径X1〜X4とは、各開口部の内径であり、各開口部における任意の箇所において向かい合う開口部の内壁間の距離のうち、最大の値を意味する。
【0018】
コア基板20の第1面Fから第2面Sの方向に第1開口部28Aの内径が細くなる割合をΔW1とし、コア基板20の第1面Fから第2面Sの方向に第2開口部28Bの内径が細くなる割合をΔW2としたとき、ΔW1>ΔW2となる。また、コア基板20の第2面Sから第1面Fの方向に第3開口部28Cの内径が細くなる割合をΔW3とし、コア基板20の第2面Sから第1面Fの方向に第4開口部28Dの内径が細くなる割合をΔW4としたとき、ΔW3>ΔW4となる。これにより、貫通孔28は、第1開口部28Aと第2開口部28Bとの接合部分で屈曲することで、屈曲部P1を有している。また、貫通孔28は、第3開口部28Cと第4開口部28Dとの接合部分で屈曲することで、屈曲部P2を有している。
【0019】
本発明では、内径が細くなる割合が相対的に小さい開口部28B,28D同士を両側から繋げるため、その接合部分では内径が大きくなりやすい。すなわち、仮に、第1開口部28Aと第3開口部28Cとを直接繋げて貫通孔を形成する場合と比較して、本実施形態では貫通孔の最小径Wmin(第3開口部と第4開口部との接合部分の径)は大きくなりやすい。このため、接合部分でスルーホール導体にクラックが入りにくくなる。ひいては、小径化によるスルーホール導体の信頼性の低下を抑制しつつ、スルーホール導体を高密度に設けることが可能になると推測される。
【0020】
また、本発明では、スルーホール導体36に生じる応力が、第1開口部28Aと第2開口部28Bとの接合部分(屈曲部P1)と、第3開口部28Cと第4開口部28Dとの接合部分(屈曲部P2)との少なくとも2箇所に応力が分散する。このため、クラックが発生し難くなると推測される。
更に、スルーホール導体に生じる応力は屈曲部P1、P2で分散されるため、スルーホール導体の端部側へ加わる応力も低減され、スルーホール導体36とスルーホール導体36の直上のビア導体60との剥離が生じ難くなり、双方の接続信頼性が向上する。
【0021】
本発明では、図9に示すように、貫通孔28の最大径をWmaxとしたとき、0.6≦Wmin/Wmax≦0.8を満たす。このとき、コア基板20の両側から開口部を繋げて貫通孔を設ける際の位置精度を高めることができる。さらに、熱収縮によるコア基板20の反りなどに対しても、スルーホール導体36の好適な信頼性を確保することが可能になる。
なお、ここでいう貫通孔28の最大径をWmaxとは、第1開口部28Aの径X1又は第3開口部の28C径X3を意味する。
【0022】
また、図10(A)に示すように、第2開口部28Bの重心を通りコア基板20の第1面Sに垂直な直線G2と、第4開口部28Dの重心を通りコア基板20の第1面Fに垂直な直線G4とは、オフセットしてもよい。この場合、第2開口部28Bと第4開口部28Dとが接続する部分の面積が増える。その結果、スルーホール導体36の接続信頼性が向上すると推測される。
また、図10(B)に示すように、第1開口部28Aの重心を通りコア基板20の第1面Fに垂直な直線G1、第3開口部28Cの重心を通りコア基板20の第1面Fに垂直な直線G3としたとき、G1〜G4は全てオフセットしてもよい。このとき、上記と同様の効果が得られると推測される。
【0023】
引き続き、多層プリント配線板10の製造方法について図1〜図5を参照して説明する。
(1)補強材と樹脂とからなるコア基板20を用意する(図1(A))。コア基板20の第1面F上及び第2面S上には銅箔22がラミネートされている。なお、コア基板20の厚みは、0.4〜0.7mmである。補強材としては、例えばガラスクロス、アラミド繊維、ガラス繊維などが挙げられる。樹脂としては、エポキシ樹脂、BT(ビスマレイミドトリアジン)樹脂などが挙げられる。さらに、樹脂中には、水酸化物からなる粒子が含有されている。水酸化物としては、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム、水酸化バリウム等の金属水酸化物が挙げられる。水酸化物は熱で分解されることで水が生成する。このため、水酸化物は、コア基板を構成する材料から熱を奪うことが可能であると考えられる。すなわち、コア基板が水酸化物を含むことで、レーザでの加工性が向上すると推測される。
次に、銅箔22の表面に、NaOH(10g/l)、NaClO2 (40g/l)、Na3 PO4 (6g/l)を含む水溶液を黒化浴(酸化浴)とする黒化処理を施す。
【0024】
(2)コア基板20の第1面F(上面)側からCO2レーザにて、レーザを照射してコア基板20の第1面F側に第1開口部28Aを形成する(図1(B))。
コア基板20の第1面F(上面)側からCO2レーザにて、レーザを照射して第1開口部28Aの底部から第2面Sに向けて第2開口部28Bを形成する(図1(C))。
【0025】
次いで、コア基板20の第2面S(上面)側からCO2レーザにて、レーザを照射してコア基板の第2面S側に第3開口部28Cを形成する(図1(D))。コア基板20の第2面S(上面)側からCO2レーザにて、レーザを照射して第3開口部28Cの底部から第1面Fに向けて第4開口部28Dを形成する。
第3開口部28Cと第4開口部28Dとがコア基板内で連結することで、貫通孔28が形成される(図1(E))。
【0026】
このとき、図7(B)に示すように、第2開口部28Bの径X2は第1開口部28Aの径X1より小さく、第4開口部28Dの径X4は第2開口部28Bの径R2よりも小さい。このため、第1開口部28Aに対して第2開口部28Bを形成する際、その形成位置にマージンができ、位置ずれが許容される。さらに、第3開口部28Cに対して第4開口部28Dを形成する際にも、その形成位置にマージンができ、位置ずれが許容される。すなわち、第2開口部28B及び第4開口部28Dの形成位置がそれぞれ多少ずれても、貫通孔の形成に支障を来さないと推測される。
また、第1開口部28Aの径及び第2開口部28Bの内径は、Z軸のマイナス方向に向けて小さくなる。第3開口部28Cの径及び第4開口部28Dの径は、Z軸のプラス方向に向けて小さくなる。
【0027】
コア基板20の第1面Fから第2面Sの方向に第1開口部28Aの径が細くなる割合をΔW1とし、コア基板20の第1面Fから第2面Sの方向に第2開口部28Bの径が細くなる割合をΔW2としたとき、ΔW1>ΔW2となる。また、コア基板20の第2面Sから第1面Fの方向に第3開口部28Cの径が細くなる割合をΔW3とし、コア基板20の第2面Sから第1面Fの方向に第4開口部28Dの径が細くなる割合をΔW4としたとき、ΔW3>ΔW4となる。このように、径が細くなる割合が相対的に小さい開口部28B,28D同士を両側から繋げるため、開口部の位置ずれが生じにくくなる。
【0028】
図11に示すように、第1開口部28AのZ軸に対する傾きをθ1、第2開口部28BのZ軸に対する傾きをθ2、第3開口部28CのZ軸に対する傾きをθ3、第4開口部28DのZ軸に対する傾きをθ4として示す。このとき、θ1>θ2、θ4>θ3となる。
【0029】
以下に、貫通孔28の形成方法について詳しく説明する。
コア基板20の第1面F側の所定位置に、CO2ガスレーザにて1ショットにより第1開口部28Aを設ける。次いで、コア基板20の第1面F(上面)側からCO2レーザにて、レーザを照射して第1開口部28Aの底部から第2面Sに向けて複数回のショットにより第2開口部28Bを形成する。第2開口部28Bの径は第1開口部28Aの径よりも小さい。
【0030】
次に、コア基板20の第2面S側の所定位置に、CO2ガスレーザにて1ショットにより第3開口部28Cを設ける。第1開口部28A及び第3開口部28Bを形成する際のレーザ条件は同一である。次いで、コア基板20の第2面S(上面)側からCO2レーザにて、レーザを照射して第3開口部28Cの底部から第1面Fに向けて複数回のショットにより第4開口部28Dを形成する。第4開口部28Dの径は第3開口部28Cの径よりも小さい。
【0031】
第2開口部28Bを形成する際のレーザの径(アパーチャの開口径)は、第1開口部28Aを形成する際のレーザの径(アパーチャの開口径)よりも小さい。第2開口部28Bを形成する際のレーザのパルス幅は、第1開口部28Aを形成する際のレーザのパルス幅よりも大きい。
【0032】
また、第4開口部28Dを形成する際のレーザの径(アパーチャの開口径)は、第3開口部28Cを形成する際のレーザの径よりも小さい。第4開口部28Dを形成する際のレーザのパルス幅は、第3開口部28Cを形成する際のレーザのパルス幅よりも大きい。
【0033】
第2開口部28B及び第4開口部28Dを形成する際のレーザのパルス幅をA、第1開口部28A及び第3開口部28Cを形成する際のレーザのパルス幅をBとしたとき、1.5≦A/B≦3を満たすことが望ましい。
【0034】
これにより、小径の貫通孔を効率良く(最小ショット数で)形成することが可能になる。なお、A/Bが1.5未満の場合、開口形成が進まずショット数を増大させる必要があり、製造効率が低下する可能性がある。他方、A/Bが3を越えると、横方向に過剰に熱拡散し、開口の深さに対して開口径が過剰に大きくなる可能性がある。
【0035】
なお、コア基板20の厚みが0.4mm以上のとき、第2開口部28B及び第4開口部28Dを形成する際のレーザのショット数は2以上であることが好ましい。この場合、小径の貫通孔を効率良く形成することが可能となる。
【0036】
なお、本発明においては、図12に示すように、第2開口部28B、第4開口部28Dの内壁が直線状、即ち、X3、X4及びWminがほぼ同じであってもよい。このとき、上記θ2及びθ4は、ほぼゼロとなる。
【0037】
(3)次いで、貫通孔28を有するコア基板20は、所定濃度の過マンガン酸を含む溶液に浸漬され、デスミア処理が行われる。このとき、コア基板20の重量減少度が1.0wt%以下、更に好適には0.5wt%以下であることが望ましい。コア基板は、ガラスクロス等の強化材に樹脂を含浸させて成り、デスミヤ処理で樹脂を溶解すると、貫通孔内にはガラスクロスが突き出すことになる、コア基材の重量減少度が上記範囲の場合、ガラスクロスの突き出しを抑制でき、貫通孔内にめっきを充填する際にボイドが残ることがほとんどない。
【0038】
コア基板20の表面に、パラジウム触媒を付与する。その後、無電解めっき液にコア基板20を浸漬し、コア基板20の第1面F上、第2面S上及び貫通孔28の内壁に無電解めっき膜31を形成する(図2(A))。無電解めっき膜31を形成する材料としては、銅、ニッケルなどが挙げられる。無電解めっき膜をシード層として、無電解めっき膜31上に電解めっき膜32を形成する。貫通孔28は、電解めっき膜で充填される(図2(B))。
【0039】
このとき、貫通孔28は、第1面F側に位置する第1開口部28A及び第2面S側に位置する第3開口部28Cの径が相対的に大きく形成されている。すなわち、コア基板20に設けられる貫通孔のうち、両端の開口部28A,28Cの径が相対的に大きく形成されている。このため、貫通孔の内部に電解めっきを充填する際、貫通孔内の電解めっき液の入れ替わりが促進される。つまり、貫通孔28内において電解めっきが循環しやすくなる。その結果、貫通孔28にボイドを発生させることなく電解めっきを好適に充填でき、電気特性に優れるスルーホール導体を形成することが可能となる。
【0040】
(4)基板表面の電解めっき膜32に所定パターンのエッチングレジスト40を形成する(図2(C))。
【0041】
(5)エッチングレジスト40の非形成部の無電解めっき膜31、電解めっき膜32、及び銅箔を除去する(図2(D))。
【0042】
(6)エッチングレジスト40を除去する。これにより、コア基板20の第1面F上に第1導体34Aが、コア基板20の第2面S上に第2導体34Bが形成される。これら第1導体34Aと第2導体34Bとは、貫通孔28内のスルーホール導体36により接続される(図3(A)参照)。
【0043】
(7)コア基板20の両面F,S上に、層間樹脂絶縁層用樹脂フィルム(味の素社製:商品名;ABF−45SH)を積層し、層間樹脂絶縁層50A,50Bを設ける(図3(B)参照)。
【0044】
(8)次に、CO2ガスレーザにて層間樹脂絶縁層50A,50Bにそれぞれバイアホール用開口51A,51Bを設ける(図3(C)参照)。過マンガン酸塩などの酸化剤等に基板を浸漬し、デスミア処理を行う(図示せず)。
【0045】
(9)層間樹脂絶縁層50A,50Bの表面にパラジウムなどの触媒を付与し、無電解めっき液に基板を浸漬させることにより、無電解めっき膜52A,52Bを設ける(図3(D))。
【0046】
(10)無電解めっき膜52上にめっきレジスト54を設ける(図4(A))。
【0047】
(11)めっきレジスト54から露出する無電解めっき膜52上に、電解めっき膜56A,56Bを形成する(図4(B)参照)。
【0048】
(12)モノエタノールアミンを含む溶液を用いてめっきレジスト54を除去する。電解めっき膜間の無電解めっき膜をエッチングで除去することで、第3導体58A,58B及びビア導体60A,60Bを形成する。次いで、第3導体58A,58Bの表面にSnめっきを施し、SnCu層を形成する。このSnCu層上にシランカップリング剤を塗布する(図4(C))。
【0049】
(13)次に上記(7)〜(12)の工程を繰り返す(図5(A))。
そして、基板の両面に、開口71A,71Bを有するソルダーレジスト層70A,70Bを形成する(図5(B))。開口71A,71Bから露出される第3導体158A,158Bの上面が半田パッドとして機能する。
半田パッド上にニッケルめっき層72A,72Bを形成し、さらにニッケルめっき層72上に金めっき層74A,74Bを形成する(図5(C))。ニッケル−金層以外にも、ニッケル−パラジウム−金層を形成してもよい。
【0050】
(14)この後、開口71A,71B内に半田ボールを搭載し、リフローを行うことで、第1面(上面)側に半田バンプ76Uを、第2面(裏面)側に半田バンプ76Dを形成し、多層プリント配線板10を完成する(図6)。
【0051】
[第1実施例]
本発明の第1実施例に係る多層プリント配線板の製造方法について説明する。
まず、ガラスクロスとエポキシ樹脂と水酸化マグネシウムとからなり、コア基板を用意する。コア基板の厚みは約0.4mmである。コア基板の第1面上及び第2面上には、それぞれ銅箔が形成されている。
【0052】
コア基板の第1面側からCO2レーザにて、レーザを照射してコア基板の第1面側に第1開口部を形成する。ここで照射されるレーザのショット数は1である。この第1開口部は、少なくとも銅箔を貫通する開口部である。
【0053】
次いで、コア基板の第1面側からCO2レーザにて、レーザを照射して第1開口部の底部から第2面に向けて第2開口部を形成する。ここで照射されるレーザのショット数は2である。第2開口部を形成する際のレーザの径(アパーチャの開口径)は、第1開口部を形成する際のレーザの径(アパーチャの開口径)よりも小さい。第2開口部を形成する際のレーザのパルス幅は、第1開口部を形成する際のレーザのパルス幅よりも大きい。そして、第1開口部と第2開口部との境界部分に、屈曲部P1が形成される。
【0054】
コア基板の第2面側からCO2レーザにて、レーザを照射してコア基板の第2面側に第3開口部を形成する。ここで照射されるレーザのショット数は1である。この第3開口部は、少なくとも銅箔を貫通する開口部である。
【0055】
次いで、コア基板の第2面側からCO2レーザにて、レーザを照射して第2開口部の底部から第1面に向けて第4開口部を形成する。ここで照射されるレーザのショット数は2である。第4開口部を形成する際のレーザの径(アパーチャの開口径)は、第3開口部を形成する際のレーザの径(アパーチャの開口径)よりも小さい。第4開口部を形成する際のレーザのパルス幅は、第3開口部を形成する際のレーザのパルス幅よりも大きい。第3開口部と第4開口部との境界部分に、屈曲部が形成される。
【0056】
貫通孔を有するコア基板を、所定濃度の過マンガン酸を含む溶液に浸漬し、デスミア処理を行う。
コア基板の表面に、パラジウム触媒を付与する。その後、無電解めっき液にコア基板を浸漬し、コア基板の第1面上、第2面上及び貫通孔の内壁に無電解めっき膜を形成する。無電解めっき膜をシード層として、無電解めっき膜上に電解めっき膜を形成する。貫通孔は電解めっき膜で充填される。
基板表面の電解めっき膜に所定パターンのエッチングレジストを形成する。
【0057】
エッチングレジストの非形成部の無電解めっき膜31、電解めっき膜32、及び銅箔を除去する。
【0058】
エッチングレジストを除去する。これにより、コア基板の第1面上に第1導体が、コア基板の第2面上に第2導体が形成される。これら第1導体と第2導体とは、貫通孔内のスルーホール導体により接続される。以上により、第1実施例のプリント配線板のスルーホール導体が完成する。
【0059】
[第2実施例]
第2実施例のプリント配線板の製造方法は第1実施例の変更例である。
第2実施例のコア基板は、第1実施例とは厚みが異なる。第2実施例のコア基板の厚みは、約0.7mmである。
コア基板の内部に貫通孔を設ける際、まず、コア基板の第1面側からCO2レーザにて、レーザを照射してコア基板の第1面側に第1開口部を形成する。ここで照射されるレーザのショット数は1である。この第1開口部は、少なくとも銅箔を貫通する開口部である。
【0060】
次いで、コア基板の第1面側からCO2レーザにて、レーザを照射して第1開口部の底部から第2面に向けて第2開口部を形成する。ここで照射されるレーザのショット数は5である。第2開口部を形成する際のレーザの径(アパーチャの開口径)は、第1開口部を形成する際のレーザの径(アパーチャの開口径)よりも小さい。第2開口部を形成する際のレーザのパルス幅は、第1開口部を形成する際のレーザのパルス幅よりも大きい。そして、第1開口部と第2開口部との境界部分に、屈曲部が形成される。
【0061】
コア基板の第2面側からCO2レーザにて、レーザを照射してコア基板の第2面側に第3開口部を形成する。ここで照射されるレーザのショット数は1である。この第3開口部は、少なくとも銅箔を貫通する開口部である。
【0062】
次いで、コア基板の第2面側からCO2レーザにて、レーザを照射して第3開口部の底部から第1面に向けて第4開口部を形成する。ここで照射されるレーザのショット数は5である。第4開口部を形成する際のレーザの径(アパーチャの開口径)は、第3開口部を形成する際のレーザの径よりも小さい。第4開口部を形成する際のレーザのパルス幅は、第3開口部を形成する際のレーザのパルス幅よりも大きい。そして、第3開口部と第4開口部との境界部分に、屈曲部が形成される。
これにより、コア基板30の内部に貫通孔28が形成される。
【符号の説明】
【0063】
10 プリント配線板
28 貫通孔
28A 第1開口部
28B 第2開口部
28C 第3開口部
28D 第4開口部
20 コア基板
34A 第1導体
34B 第2導体
36 スルーホール導体
X1 第1開口部の径
X2 第2開口部の径
X3 第3開口部の径
X4 第4開口部の径
【特許請求の範囲】
【請求項1】
第1面と該第1面とは反対側の第2面を有するコア基板を準備することと、
前記コア基板の第1面側に第1開口部を形成することと、前記第1開口部の底部から前記第2面に向けて第2開口部を形成することと、前記コア基板の第2面側に第3開口部を形成することと、前記第3開口部の底部から前記第1面に向けて第4開口部を形成することとにより前記コア基板に貫通孔を形成することと、
前記コア基板の第1面に第1導体を形成することと、
前記コア基板の第2面に第2導体を形成することと、
前記貫通孔内に導電性物質を充填することで前記第1導体と前記第2導体とを接続するスルーホール導体を形成することと、
を含むプリント配線板の製造方法において、
前記第2開口部の径は前記第1開口部の径よりも小さく、前記第4開口部の径は前記第3開口部の径よりも小さい。
【請求項2】
前記第1開口部及び前記第2開口部は前記コア基板の第1面から第2面に向けて細くなり、前記第3開口部及び前記第4開口部は前記コア基板の第2面から第1面に向けて細くなる請求項1の多層プリント配線板の製造方法。
【請求項3】
前記コア基板の第1面から第2面の方向に前記第1開口部の径が細くなる割合をΔW1とし、前記コア基板の第1面から第2面の方向に前記第2開口部の径が細くなる割合をΔW2としたとき、ΔW1>ΔW2であり、前記コア基板の第2面から第1面の方向に前記第3開口部の径が細くなる割合をΔW3、前記コア基板の第2面から第1面の方向に前記第4開口部の径が細くなる割合をΔW4としたとき、ΔW3>ΔW4である請求項2の多層プリント配線板の製造方法。
【請求項4】
前記貫通孔はレーザにより形成される請求項1の多層プリント配線板の製造方法。
【請求項5】
前記第2開口部を設ける際のアパーチャの開口径は前記第1開口部を設ける際のアパーチャの開口径よりも小さく、前記第4開口部を設ける際のアパーチャの開口径は前記第3開口部を設ける際のアパーチャの開口径よりも小さい請求項4の多層プリント配線板の製造方法。
【請求項6】
前記第2開口部を設ける際のレーザのパルス幅を前記第1開口部を設ける際のレーザのパルス幅よりも長くし、前記第4開口部を設ける際のレーザのパルス幅を前記第3開口部を設ける際のレーザのパルス幅よりも長くする請求項4の多層プリント配線板の製造方法。
【請求項7】
前記第1開口部及び前記第3開口部を形成する際のレーザのパルス幅をA、前記第2開口部及び前記第4開口部を形成する際のレーザのパルス幅をBとしたとき、
1.5≦B/A≦3を満たす請求項4の多層プリント配線板の製造方法。
【請求項8】
前記第2開口部及び前記第4開口部を形成する際のレーザのショット数は2以上である請求項4に記載の多層プリント配線板の製造方法。
【請求項9】
前記第2開口部及び前記第4開口部を形成する際のレーザのショット数が2以上のとき、各ショットにおけるレーザ条件は同一である請求項8に記載の多層プリント配線板の製造方法。
【請求項10】
前記第2開口部の重心を通り前記コア基板の第1面に垂直な直線と、前記第4開口部の重心を通り前記コア基板の第2面に垂直な直線とはオフセットしている請求項1の多層プリント配線板の製造方法。
【請求項11】
前記コア基板の厚みは0.4mm以上である請求項1の多層プリント配線板の製造方法。
【請求項12】
前記貫通孔の最大径をWmaxとし、前記貫通孔の最小径をWminとしたとき、0.6≦Wmin/Wmax≦0.8を満たす請求項1の多層プリント配線板の製造方法。
【請求項1】
第1面と該第1面とは反対側の第2面を有するコア基板を準備することと、
前記コア基板の第1面側に第1開口部を形成することと、前記第1開口部の底部から前記第2面に向けて第2開口部を形成することと、前記コア基板の第2面側に第3開口部を形成することと、前記第3開口部の底部から前記第1面に向けて第4開口部を形成することとにより前記コア基板に貫通孔を形成することと、
前記コア基板の第1面に第1導体を形成することと、
前記コア基板の第2面に第2導体を形成することと、
前記貫通孔内に導電性物質を充填することで前記第1導体と前記第2導体とを接続するスルーホール導体を形成することと、
を含むプリント配線板の製造方法において、
前記第2開口部の径は前記第1開口部の径よりも小さく、前記第4開口部の径は前記第3開口部の径よりも小さい。
【請求項2】
前記第1開口部及び前記第2開口部は前記コア基板の第1面から第2面に向けて細くなり、前記第3開口部及び前記第4開口部は前記コア基板の第2面から第1面に向けて細くなる請求項1の多層プリント配線板の製造方法。
【請求項3】
前記コア基板の第1面から第2面の方向に前記第1開口部の径が細くなる割合をΔW1とし、前記コア基板の第1面から第2面の方向に前記第2開口部の径が細くなる割合をΔW2としたとき、ΔW1>ΔW2であり、前記コア基板の第2面から第1面の方向に前記第3開口部の径が細くなる割合をΔW3、前記コア基板の第2面から第1面の方向に前記第4開口部の径が細くなる割合をΔW4としたとき、ΔW3>ΔW4である請求項2の多層プリント配線板の製造方法。
【請求項4】
前記貫通孔はレーザにより形成される請求項1の多層プリント配線板の製造方法。
【請求項5】
前記第2開口部を設ける際のアパーチャの開口径は前記第1開口部を設ける際のアパーチャの開口径よりも小さく、前記第4開口部を設ける際のアパーチャの開口径は前記第3開口部を設ける際のアパーチャの開口径よりも小さい請求項4の多層プリント配線板の製造方法。
【請求項6】
前記第2開口部を設ける際のレーザのパルス幅を前記第1開口部を設ける際のレーザのパルス幅よりも長くし、前記第4開口部を設ける際のレーザのパルス幅を前記第3開口部を設ける際のレーザのパルス幅よりも長くする請求項4の多層プリント配線板の製造方法。
【請求項7】
前記第1開口部及び前記第3開口部を形成する際のレーザのパルス幅をA、前記第2開口部及び前記第4開口部を形成する際のレーザのパルス幅をBとしたとき、
1.5≦B/A≦3を満たす請求項4の多層プリント配線板の製造方法。
【請求項8】
前記第2開口部及び前記第4開口部を形成する際のレーザのショット数は2以上である請求項4に記載の多層プリント配線板の製造方法。
【請求項9】
前記第2開口部及び前記第4開口部を形成する際のレーザのショット数が2以上のとき、各ショットにおけるレーザ条件は同一である請求項8に記載の多層プリント配線板の製造方法。
【請求項10】
前記第2開口部の重心を通り前記コア基板の第1面に垂直な直線と、前記第4開口部の重心を通り前記コア基板の第2面に垂直な直線とはオフセットしている請求項1の多層プリント配線板の製造方法。
【請求項11】
前記コア基板の厚みは0.4mm以上である請求項1の多層プリント配線板の製造方法。
【請求項12】
前記貫通孔の最大径をWmaxとし、前記貫通孔の最小径をWminとしたとき、0.6≦Wmin/Wmax≦0.8を満たす請求項1の多層プリント配線板の製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−175100(P2012−175100A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2012−1392(P2012−1392)
【出願日】平成24年1月6日(2012.1.6)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成24年1月6日(2012.1.6)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
[ Back to top ]