
多層プリーツ支持体を備えたろ材を有するフィルタ要素
ろ材(18)と、上流プリーツ支持体(16)と、多層下流プリーツ支持体とを備えるフィルタ要素(12)が開示される。この多層下流プリーツ支持体は第1の下流支持層(19)および第2の下流支持層(22)を備える。第1の下流支持層はろ材と接しており、ろ材と第2の下流支持層との間に介装され、第1の下流支持層はろ材との面接触点を最小にするように製作され、それによって、ろ材から下流への流体流動を高める。第2の下流支持層は第1の下流支持層と接しており、多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作される。開示されるフィルタ要素は、たとえばろ材面積を増加し、流量/処理量を増加する方法によってろ過性能を向上するために多様な設計のフィルタ・カートリッジに利用される。

【発明の詳細な説明】
【背景技術】
【0001】
(関連出願)
本出願は2002年9月26日に出願された仮特許出願番号第60/413,990号に対する優先権を請求する。この明細書の開示は参照によってここに取り入れられる。
【0002】
(開示の背景)
1.技術分野
本開示は流体ろ過装置に係り、特に、少なくとも2個の下流支持層を有し、それによってろ過性能を高め、流量/処理量を向上するようにしたプリーツ・フィルタに関する。
【0003】
2.関連技術の背景
ろ過とは流体(液体または気体)から微粒子、すなわち不純物を分離する方法のことで、微粒子を留めまたは捕獲し、流体を通過させる多孔性ろ材を流体が通過することによってなし遂げられる。このような流体ろ過方法はポリマー製品、医薬品の製造、鉱物および冶金生産、石油精製、水浄化、排出調整ならびに飲料および食品調合で広く使用されている。
【0004】
筒状プリーツ・フィルタ・カートリッジ設計は、多年にわたって流量またはフィルタ寿命に逆効果をもたらさないである与えられた外径を有するフィルタ・カートリッジに適合するろ材の量をまたは有効表面積を最大に増加するために努力を傾けてきた。プリーツ・フィルタ要素は予め決められたフィルタ筒体内に収容されるろ材の最大量と関係する流量限界と処理量限界とを有する。フィルタ性能の向上は設計寸法の共通したフィルタ・ハウジングを利用する、予め詳細に定められ、正しく標準化された顧客の基部と特定サイズのただ1個あるいはより多くのフィルタ要素を受け入れるという、フィルタ要素が収容される配置のために困難がある。フィルタ設計者のより重要な挑戦はフィルタ要素のろ過容量と、フィルタ要素が現存するフィルタ・ハウジングで利用できるように、その外側部分の寸法とを変えることなく、使用可能な表面積を増加することである。
【0005】
プリーツ・フィルタ要素のフィルタ流量および処理量性能を向上する1つの方法はフィルタ要素内に存在するろ材の量を増加することである。これはろ材およびプリーツ支持体の双方の厚さと排出媒体または原料とを減少させることで、なし遂げることができる。しかしながら、ろ材の厚さを減少させることはろ過装置の保持特性、すなわち、ろ材内でのろ過ないし捕獲による微粒子の除去に妥協を強いることになる。さらに、ますます薄くなる支持体の使用により十分な流域が与えられず、流量および処理量性能に悪影響が及ぶ可能性がある。
【0006】
ろ過性能を最大にする設計上の成果は多様なプリーツ設計、たとえば“ら旋”または“マルチ・プリーツ”構成のような改良されたプリーツの配置を通じてろ過面積の増加を目指すプリーツ配置を生じた。しかしながら、ら旋プリーツおよびマルチ・プリーツ設計を使用する場合には望ましい利点を実現するためにコアをより小さくする必要がある。コアを小さくすることは液体用途の場合には常に厳しい制限があるとは限らないが、小さいコアの通過により流量の減少が著しくなる気体用途の場合には厳しい制限がある。
【0007】
従来技術によるプリーツ設計を参照すると、ミラー・ジュニアらに付与された米国特許第3,692,184号明細書に開示されるように、放射状標準プリーツ・フィルタ・カートリッジではフィルタ・カートリッジ内に収容されるろ材の量はカートリッジ・コアの周りに収容されるプリーツの数によって制限される。それゆえ、フィルタ要素の外周部にある隣接するプリーツ間には一定の空間がある。したがって、典型的な筒状プリーツ・フィルタ・カートリッジではコア中心からの距離が増したとき、隣接するプリーツ間に使用されない大きい量の空間が存在する。さらに、このプリーツは支持体の圧縮のために内周部で流動が妨げられる程、強く圧縮される。
【0008】
バックマンらに付与された米国特許第3,799,354号明細書に開示されるように、放射状W−プリーツ配置を有する筒状フィルタ要素は放射状に延びる標準プリーツ・フィルタ要素に代わる手段を表わす。この放射状W−プリーツ配置はプリーツ間隔を最小の値にすると共に、標準高さの2つのプリーツ間にフィルタの外周部から半径方向内側に延びる、比較的短いプリーツによってフィルタ要素の外周部周りに追加の表面積を与える。短いプリーツは同じ高さであり、フィルタも周囲に同一頻度、すなわち、各々全長の長い2個のプリーツ間に1個のプリーツを配置して現われる。これらの短いプリーツはフィルタ要素の外周部に近い空き空間を占有するが、プリーツ間に幾分かの空き空間が残ったままであるので、フィルタ・カートリッジの内部に配置されるフィルタ要素の量を最大化しない。W−プリーツ構造と関係する1つの問題はプリーツ密度が最適プリーツ密度よりも小さいことである。この放射状W−プリーツ構造はまた短く詰めたプリーツが半径方向にフィルタ中心軸に向かって内側に動く傾向があるという、プリーツ移動効果に苦しめられる。このプリーツ移動は故障、流路閉塞、フィルタ前後の圧力損失の増加、フィルタ媒体の寿命および能力の低下を引き起こすので、好ましくない。
【0009】
ポールに付与された米国特許第4,033,881号明細書は比較的剛性のある微小孔を有する支持体と、ろ紙製ろ材よりも大きい剛性を有する排出部材とを備えた、異なる小孔サイズからなる複数の層形ろ紙フィルタ・シートを具備するフィルタ・カートリッジを開示する。ポールの'881号特許によれば、適する微小孔外側および内側支持体は、たとえばプラスチック繊維または押出し加工の多孔シートあるいはプラスチックまたは製織ないし不織もしくは押出し加工のネット金属またはプラスチック・フィラメント又は押出し品から製作される[第3欄、第63−67行]。ポールの'881号特許に説明されるように、押出し加工のプラスチック・ネットは両方向が等しい直径の目を備える、または同類のものと比べて1方向だけ幅をより広くした目を備える製織模様を有する、またはネットの縦に、あるいは十字に、もしくは周縁に延びるリブを形成している、多様な形態を備えることができる[米国特許第4,033,881号明細書第3欄および第4欄参照]。
【0010】
ら旋プリーツ・フィルタ要素は筒状形態で配置される、縦方向の複数のプリーツを備える点が標準プリーツ・フィルタと対比できる。しかし、このら旋プリーツ・フィルタではプリーツ両端を同じ直径のフィルタ内にフィルタ表面積がより多くなるように、フィルタの外径近くを隣接するプリーツ表面間の間隔を最小にするべく、ローラ状に巻いている。
【0011】
従来のら旋プリーツ・フィルタ要素はストイエルらに付与された米国特許第5,543,047号明細書に開示される。ストイエルの'047号特許のら旋プリーツ・フィルタ要素はろ材からなる3層の複合体と、ろ材に対して上流側に配置される上流排液層と、ろ材に対して下流側に配置される下流排液層とを備える。ストイエルの'047号特許に開示される排液層は“メッシュまたはスクリーンあるいは多孔性製織ないし不織シートの形である”[第5欄、第52−53行]。ストイエルの'047号特許は排液層を開示する。これは隣接するプリーツの相対する表面がフィルタ要素の長さの実質的部分を超えて互いに密に接するように向けられ、配置されるポリマー製のメッシュの形を取る。
【0012】
ら旋プリーツ・フィルタ装置に向けられるこれ以外の特許はブリッグスに付与された米国特許第2,395,449号明細書およびストイエルらに付与された米国特許第6,113,784号明細書を含む。
【0013】
W−プリーツ設計はオルセンに付与された米国特許第6,315,130号明細書に開示される。
【0014】
ら旋プリーツ設計およびW−プリーツ設計の双方がフィルタ表面積を増加する表面形フィルタを提供しながら、なおかつら旋プリーツ設計はW−プリーツ設計と関係するプリーツの移動問題を持たない。しかしながら、W−プリーツ・フィルタと比べると、ら旋プリーツ・フィルタの巻かれたプリーツはフィルタの外径に近い箇所で放射状の流域に近づけることが、多かれ少なかれ困難であり、フィルタ前後の圧力損失をさらに大きくする。これに加えて、ら旋プリーツ・フィルタの巻かれたプリーツは流域が長くなり、それゆえ、高負荷または粒子径の大きい汚染物質用途では流域が閉塞状態に陥る機会が一段と大きくなる。
【0015】
今日までの努力にもかかわらず、ある与えられたフィルタ・カートリッジ・サイズおよび設計に合うフィルタ面積の増加ならびに流量/処理量を向上させる、筒状カートリッジ内に挿入するのに役立ち、プリーツ移動を阻止する、フィルタ設計を得る努力を継続する必要がある。
【0016】
(開示の要約)
本開示に従って有利なフィルタ要素はある与えられたフィルタ・カートリッジ・サイズ/設計に適合する流体流動の向上を含む、優れたろ過性能を示すことを提供する。ここで、流体流量を向上することは全流量を増すために協働して働く支持材料の選択を通じて達成される。
【0017】
本発明に従って構成されるフィルタ要素はろ材と、このろ材の上流側に位置決めされ、ろ材と接している上流プリーツ支持体と、ろ材から下流側に位置決めされる、第1の下流支持層および第2の下流支持層を有する多層下流プリーツ支持体とを備え、
(a)上記第1の下流支持層はろ材と接しており、ろ材と第2の下流支持層との間に介装され、ろ材との面接触点を最小にするように製作され、
(b)上記第2の下流支持層は第1の下流支持層と接しており、多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作される。
【0018】
特に、多層下流プリーツ支持体は第1の下流支持層と第2の下流支持層とを備える。第1の下流支持層はろ材と第2の下流支持層との間に介装され、ろ材との面接触点を最小にするように製作され、それによって、ろ材から下流への流体流動を高める。第1の下流支持層は液体か、気体かのいずれかである流体がろ材から流出し、その直ぐ後に置かれた第2の下流支持層に入るように、可能な限り少数の箇所で膜と接する材料から製作される。第1の下流支持層を製作する際に使用するのに適する材料としてはろ材の摩耗を防ぐために高い通気性、薄い膜厚、高強度、細い繊維径および/または比較的柔らかい触感によって特徴づけられる不織材がある。第1の下流支持層を製作するために好ましい材料の例はポリプロピレンまたはポリエステルである。代替的実施例において、第1の下流支持層はろ材に積層される不織材で製作してもよい。しかしながら、一般にはろ材に積層することなく、並置して第1の下流支持層を与えることは好ましく、それによって、第1の下流支持層とろ材とを通じて流量を、たとえば3〜5%も増加することができる。
【0019】
本開示に従って第2の下流支持層は第1の下流支持層と接しており、横方向の流体流動を促進するように製作される。好ましくは、第2の下流支持層は押出し加工された開口フィルム材料、好ましくは片面に形成されるリブを有する開口フィルム材料から製作される。このリブはプリーツろ材がそれ自身と接するように重ねられたとき、隙間を有利に保持し、これによって、横方向の流体流動を大きく向上する。
【0020】
発明者はここに第1または第2の下流支持層のいずれかを省略することがフィルタ性能を低下することを(後に)証明する。典型的には不織材で製作される第1の下流支持層は最適の横方向の流動を与えない。さらに、押出し加工された開口フィルムは、仮に開口フィルムをろ材に直接配置するならば、ろ材と不利益をもたらす気密状態に接触し、ろ材から開口部分への流体流出を制限する。フィルタ設計に支持層を加えることにより追加支持層が厚みを実際に増加する事実があるにもかかわらず、異なるプリーツ設計、より大きい配置あるいはこれまでよりも薄い支持体に頼ることなく、ろ材面積の増加が可能になる。比較的薄いろ材は共に密着してプリーツを圧縮することで、より多く収容することができる。これに対し、従来の装置では支持材料が共に密着して締付けられるので、ろ材をいっぱいに収容したことに伴って増大した面積が流量の増加には結びつかない。多層下流支持層が利用されるとき、本開示に説明されるように、ろ過面積の増加は下流支持層からコアへの流体の移動が妨げられないので、流量を有利に、直接的に増加することができる。しかし、フィルタ要素がろ過面積の少ない状態で構成されるときですら、本発明に従う構成は流量を増加し、流束、すなわち単位面積あたりの流量を増大する。
【0021】
ろ材は、この技術分野で知られるように、多様な形を取ることができる。縦方向に延びる複数のプリーツを有するプリーツろ材は本開示に従ってフィルタ要素に有利に組み込まれる。特定のプリーツ配置は本開示に従って達成される優れた性能を得るのに重要ではない。放射状プリーツ、W−プリーツおよびら旋プリーツはここで使用するために予め見通される、模範的なプリーツ配置である。
【0022】
開示されるフィルタ要素はフィルタ・カートリッジ、好ましくは筒状カートリッジに利用される。それにもかかわらずフィルタ要素は同様な利点を得ることを目的に、たとえばろ材面積を増大し、流動を向上する方法でフィルタ性能を向上するために非筒状ろ過装置(平面形ろ過装置)および非放射状プリーツ構成(ら旋プリーツ)と共に使用される。本開示に従う模範的なフィルタ・カートリッジは縦方向中心軸、外周部および内周部を有するフィルタ要素を備える。このフィルタ要素は典型的にはここに開示されるようにろ材と、ろ材から上流側に位置決めされ、ろ材と接している上流プリーツ支持体と、ろ材から下流側に位置決めされる多層下流プリーツ支持体とを備える。本開示に従う模範的なフィルタ・カートリッジは典型的にはフィルタ要素の外周部を取り囲む多孔、好ましくは筒状のケージと、それとケージとの間に同心に設けられるフィルタ要素の内周部によって囲われる多孔、好ましくは筒状のコアとを備える。このカートリッジ組立て体はケージの内側に同心に位置決めされる。流体がプリーツ端を巡り、バイパスするのを防ぐためにプリーツ要素の両端部を密封する必要がある。この技術分野でよく知られるように、これはエンド・キャップを使用することでなし遂げられる。エンド・キャップは初めにプリーツ構造の端部を覆うことができる流動状態にあり、その後完全な密封を形成するために硬化する材料から製作するべきである。この密封作用をもたらす典型的な1つの手段は加熱により溶融状態を作り、それを冷却して硬化する、ポリプロピレン、ポリエチレンまたはポリエステルのような熱溶融性材料を使用することである。これに代わる方法は最初流動状態にあり、その後時間を経たとき、硬化する、エポキシのような熱硬化性プラスチックまたはサントプレーン(santoprene)のような熱可塑性プラスチックを使用することである。この明細書で使用されるとき、用語“硬い”とは弾性材料であるサントプレーンと比較した場合の相対値である。フィルタに剛性と強度とを持たせるためにケージとコアとに埋め込むエンド・キャップを使用することは一段と好ましい。
【0023】
本発明の一実施例に従ってエンド・キャップはフィルタを独立した工程で異なるハウジングと適合するためにアダプタ要素と結合される。しかしながら、エンド・キャップとアダプタ機能とを1つの部分として組み合わせることはよく知られている。
【0024】
本発明の一実施例に従ってエンド・キャップはフィルタ要素を独立した工程でフィルタ・ハウジングにより容易に組み込む、単一の部分を形成するためにアダプタ要素と組み合わせることができる。
【0025】
非筒状ろ過装置は非放射状構成も同様に上流側または外周部プリーツの大きな圧縮作用で上流および下流側の双方で本発明の多層支持体から恩恵を受ける。縦方向に延びる複数のプリーツを有するら旋プリーツ・フィルタ要素としては、これに限られないが、これらのフィルタ要素が含まれる。1つは、ポア・サイズを相違させた複数のろ紙シートがポア・サイズの減少する向きに順番を追って流体流動を保つように配置される場合、ら旋プリーツ多層ろ紙シート・フィルタ・カートリッジを形成するべく、隣接するプリーツを互いに重ねるように設計されるフィルタ要素であり、別のフィルタ要素は、ら旋設計で、また多層シート設計において破断を生じることなく、高い圧力差に耐えるのに相対的な弱さと、無力さとが想定される中で上流側または外周部プリーツの大きな圧縮作用によって上流および下流側の双方で多層支持体から恩恵を受けるように、一方の面から他方の面にかけての流体流動に適する同心の波形管状配列で形成されるものである。
【0026】
本開示のこれらの様相および他の様相は以下に説明される図面と関連して取り上げた模範的な実施例の詳細な記述から当業者にはより明らかになる。
【0027】
(好ましい実施例の詳細な説明)
本発明に従って有利なフィルタ要素は流動を大きく向上するように協働して働く支持層を選択することで、優れたろ過性能を示すことを提供する。本開示に従う模範的なフィルタ要素はろ材と、上流プリーツ支持体と、多層下流プリーツ支持体とを備える。ろ材はこの技術分野で知られ、従来技術である多様な形を取る。縦方向に延びる複数のプリーツを有するプリーツろ材は本発明に従ってフィルタ要素に有利に組み込まれる。特定のプリーツ配置は本発明に従って達成される優れた性能を得るのに重要ではない。放射状プリーツ、W−プリーツおよびら旋プリーツはここで使用するために予め見通される模範的なプリーツ配置である。
【0028】
ろ材は典型的には約1μmから約10μmのポア・サイズを有する微孔性ろ過膜から製作される。このポア・サイズは典型的にはこの技術分野で知られるようなバブル・ポイント法によって特徴づけられる。ろ材はテフロン(登録商標)、ナイロン、ポリエーテルスルホン、二フッ化ポリビニリデンおよびそれと同様な材料のような従来技術によるろ材から製作される。
【0029】
本開示に従う上流プリーツ支持体の選択はろ過性能には重要でなく、その選択は一般には幾つかの要因、たとえばダート負荷、上流支持体の求められる耐化学性および/または上流支持体によって引き起こされるろ材の潜在的な損傷と関係する問題のもとで流動を維持するための上流支持体の能力と関係する条件に懸かっている。
【0030】
多層下流プリーツ支持体は第1の下流支持層と、第2の下流支持層とを備える。この第1の下流支持層はろ材と第2の下流支持層との間に介装される。本開示の模範的な実施例において、第1の下流支持層は従来技術のスパンボンド、スパンレース、エア・レイまたはウエット・レイ技術によって作られた材料を用いて製作される。第1の下流支持層はろ材との面接触点を最小にし、それによって、ろ材から下流への流体流動を高めるように製作される。特に、第1の下流支持層は液体か気体かのいずれかである流体がろ材から流出し、その直ぐ後に置かれた第2の下流支持層に入るように、可能な限り少数箇所で膜と接する材料から製作される。
【0031】
好ましい第1の下流支持層はポリアミド、ポリプロピレンあるいはポリエステル、たとえばポリ(エチレン・テレフタレート)(PET)、ポリ(ブチレン・テレフタレート)(PBT)PTTまたはポリアラミドのような材料から製作される。第1の下流支持層を製作する際に使用するのに好ましい材料はBBA不織タイパー(Typar)3091Lであるが、ろ材の面接触点を最小にする、他の不織材もまた本発明に従い使用するのに適する。
【0032】
不織材は熱接合技術または化学的結合剤を用いて製作される。第1の下流支持層を製作する際に使用するのに適する材料はろ材の摩耗を防ぐために高い通気性、薄い膜厚、高強度、細い繊維径および/または比較的柔らかい触感によって特徴づけられる。幾つかの用途では当業者には明らかなように意図したろ過用途に基づいて第1の下流支持層に耐化学性または耐酸化性を与えることが望ましい。
【0033】
本発明の代替的実施例において、第1の下流支持層はろ材に積層される不織材である。積層はこの技術分野でよく知られるような従来技術による積層技術に従って実施される。しかしながら、上述したように、一般にはろ材に積層することなく、並置して第1の下流支持層を与えることは好ましく、それによって、第1の下流支持層とろ材とを通じて流量を、たとえば3〜5%も向上することができる。
【0034】
本発明に従って第2の下流支持層は第1の下流支持層と接しており、横方向の流体流動を促進するように製作される。好ましい実施例に従って第2の下流支持層は押出し加工された開口フィルム、好ましくは片面に形成されるリブを有する開口フィルム材料から製作される。このリブはプリーツろ材がそれ自身と接するように重ねられたとき、隙間を有利に保持し、それによって、横方向の流体流動を大きく向上する。第2の下流支持層を製作する際に使用するのに好ましい材料はデルスター・デルネット(Delster Delnet)RC−0707−24Pである。
【0035】
本発明に従って第1または第2の下流支持層のいずれかを省略することがフィルタ性能を低下させることを見出した。上述したように、典型的には不織材から製作される第1の下流支持層は最適な横方向の流動を与えない。これに対し、押出し加工された開口フィルムは、仮に開口フィルムをろ材に直接配置するならば、ろ材と望ましくない気密状態に接触し、ろ材から孔部分への流体流出を制限する。
【0036】
フィルタ設計において第1および第2の下流支持層の双方の利用が空気量を増して性能を向上することを証明するために発明者は各3グループが次の3グループの1つに該当する9個のカートリッジを構成した。
【0037】
グループ1 (本発明に従って)第1の下流支持層および第2の
下流支持層の双方を含む。
【0038】
グループ2 第1の下流支持層(不織材)が省略される。
【0039】
グループ3 第2の下流支持層(押出し加工された開口フィルム)が省略される。
【0040】
全てのプリーツ・パックは1パックあたりのプリーツ数を一定に保つのではなく、一定した長さ14.60cm(5.75in)に切断した。これはプリーツ・パック内においてプリーツ圧縮を一定した値に保つのに役立ち、エンド・キャップの故障につながるプリーツ離脱条件を取り除いた。
【0041】
各3グループを構成する3種類のカートリッジに従来技術手順を用いて空気流量および水流量テストを実施した。テスト完了後、カートリッジのそれぞれについて有効ろ過面積(EFA)を測定した。テスト成績の分析は下記のとおりである。流量性能成績もEFAに合わせて標準化した。
【0042】
空気流量
空気流量テストは空気抜き条件で、ゲージ圧力207kPa(30psig)で実施した。グループ2およびグループ3のカートリッジは両条件であるとき、平均値で照査標準グループと比べて30%流量性能上の損失が生じた。表1は空気抜き条件での空気流量を示し、表2はゲージ圧力207kPa(30psig)での空気流量を示す。
【0043】
【表1】
【0044】
【表2】
水流量
水流量テストはグループ2およびグループ3の双方が水流量効率に関し平均36%減少することが判明した。
【0045】
【表3】
本発明に従ってフィルタ設計に支持層を加えることにより追加支持層が厚みを実際に増加する事実があるにもかかわらず、異なるプリーツ設計、より大きい配置あるいはこれまでよりも薄い支持体に頼ることなく、ろ材面積の増加が可能になる。比較的薄いろ材は共に密着してプリーツを圧縮することで、より多く収容することができる。これに対し、従来の装置では、支持材料が共に密着して締め付けられるので、ろ材をいっぱいに収容したことに伴って増大した面積が流量の増加に結びつかない。しかし、多層下流支持層が利用されるとき、本発明に説明されるように、ろ過性能の向上を観察でき、すなわち流量を増加し、流束(単位面積あたりの流量)を増大することができる。
【0046】
開示されるフィルタ要素はろ過性能を向上するために、たとえばろ材面積を増加し、流動を向上する方法によってフィルタ・カートリッジに利用される。
【0047】
本発明に従う模範的なフィルタ・カートリッジは縦軸、外周部および内周部を有するフィルタ要素を備える。このフィルタ要素は典型的にはろ材と、ろ材から上流側に位置決めされ、ろ材と接している上流プリーツ支持体と、ろ材から下流側に位置決めされる多層下流プリーツ支持体とを備える。この多層下流ろ材支持体は第1の下流支持層と第2の下流支持層とを備える。上流プリーツ支持体を備えることは好ましいが、この存在が本発明に従って実現される有利な結果には本質的でないことが見出された。
【0048】
第1の支持層はろ材と接しており、ろ材と第2の下流支持層との間に介装され、これはろ材との面接触点を最小にするように製作される。
【0049】
第2の下流支持層は第1の下流支持層と接しており、多層下流プリーツ支持体の横方向の流体流動を促進するように製作される。
【0050】
本発明に従うフィルタ・カートリッジはまた典型的にはフィルタ要素の外周部を取り囲む多孔ケージと、このケージの内側に同心に位置決めされる、フィルタ要素の内周部によって囲われる多孔コアと、多孔ケージの両端を覆うエンド・キャップとを備える。
【0051】
(図面の詳細な説明)
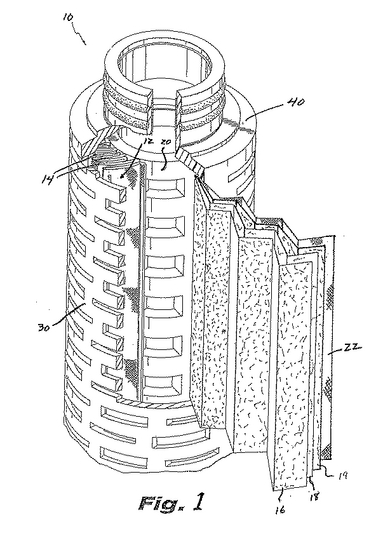
さて、同じ参照符号が本開示の類似する構成要素とみなされる図面を参照すると、図1には参照符号10で示される、本発明に従って構成されたプリーツ・フィルタ・カートリッジが示される。
【0052】
フィルタ・カートリッジ10はプリーツ・フィルタ要素12を備える。このフィルタ要素12はフィルタ要素の内側に同心に配置される中心多孔コア20と、フィルタ要素に接して同心に配置される外側多孔ケージ30とを有する。コア20は半径方向に働く力に対してフィルタ要素12の内周部を支持し、フィルタ軸方向の強度と曲げに対する剛性を与えるのに力を貸す。ケージ30はフィルタ要素12の、好ましくは放射状プリーツ配置をもって並ぶプリーツを保持する。フィルタ要素12の外周部周りにプリーツを保持するために、たとえばポリマーネットまたはメッシュ材料が利用される場合にはプリーツを保持するケージ30以外の手段を利用することが可能である。通常、カートリッジ組立て体10はその両端にエンド・キャップが装着される。このエンド・キャップ40は密閉または開放エンド・キャップのいずれかであり、キャップが形成される材料と形状とはろ過条件とキャップが結合される部材の材料によって選択される。
【0053】
流体がフィル要素を半径方向内側に、すなわちケージ30からコア20の方向に流動する条件でフィルタ要素12が使用されるとき、プリーツ脚の内面はフィルタ要素12の下流表面を形成し、一方、プリーツ脚の外面はフィルタ要素の12の上流表面を形成する。これと反対に、流体がフィル要素を半径方向外側に、すなわちコア20からケージ30の方向に流動する条件でフィルタ要素12が使用されるとき、プリーツ脚の内面はフィルタ要素12の上流表面について境界を定め、一方、プリーツ脚の外面はフィルタ要素12の下流表面について境界を定める。特に、この明細書で使用されるとき、上流と下流とはフィルタ要素が半径方向外側に流体流動を受け入れているときのフィルタ要素12の外面と内面とを称する。
【0054】
フィルタ要素12は上流プリーツ支持体16と、ろ材18と、第1のの下流支持層19および第2の下流支持層22を有する多層下流支持体とを備える。上流プリーツ支持体16の選択はろ過性能に重要でなく、その選択は一般には幾つかの要因、たとえばダート負荷、上流支持体の求められる耐化学性および/または上流支持体によって引き起こされるろ材の潜在的な損傷と関係する条件のもとで流動を維持するための上流支持体の能力と関係する条件に懸かっている。
【0055】
ろ材18は多様なプリーツの形を取ることが可能で、ろ材18は放射状プリーツ、W−プリーツまたはら旋プリーツを形成する。
【0056】
フィルタ要素12で使用されるろ材18の種類についての特定の制限はなく、ろ材18はろ過される流体と望ましいろ過条件とに従って選択することができる。ろ材18は液体、気体または気液混合体のようなろ過流体を使用することができる。ろ材は多孔性フィルム、繊維性シートまたは繊維塊あるいはその組み合わせを備え、均一なまたは等級づけされた多孔構造と有効ポア・サイズを有し、単一または多層構造を備え、いずれかの適する天然材、合成ポリマー、ガラスまたは金属から形成される。
【0057】
本開示の好ましい実施例に従ってろ材は熱可塑性不織プラスチック繊維からなる1枚またはそれ以上のシートで構成される。熱可塑性不織繊維は、たとえばメルト・ブローン法、スパンボンド法、スパンレース法、カーディング法およびハイドロエンタングル法で製作される。また、ろ材はさらに多孔性を修正するためにキャレンダー工程あるいは圧縮工程を行う。低温ろ過用途、(すなわち82.2°C(180°F)未満)の場合、熱可塑性プラスチックは、たとえばポリプロピレンで構成し、一方高温用途、(すなわち82.2°C(180°F)以上)あるいは他の流体との化学的相容性を持つ場合、熱可塑性プラスチックは、たとえばポリアラミド、ナイロン、ポリエステルまたは溶融加工が可能なフルオロポリマーで構成する。
【0058】
ろ材18は典型的には約1μmから約10μmのポア・サイズを有する微孔性ろ材であり、一般には海綿状テフロン(登録商標)、ナイロン、ポリエーテルスルホン、二フッ化ポリビニリデンおよびその類似材料のような従来のろ材から製作される。
【0059】
ろ材18のポア・サイズは一般にはバブル・ポイント・テストによって特徴づけられる。このテストは完全に液相下にある相反転膜から最初の気泡が出る圧力(初期バブル・ポイント値あるいは“IBP”)および相反転膜全体にわたってポアの大部分から空気を押し出すより高圧(終期バブルポイント値あるいは“FAOP”)のいずれかの押し出し圧力を測定することを伴う。初期バブル・ポイント値を導く手順は米国特許第4,645,602号明細書において議論される。明細書の開示は参照によってここに取り入れられる。初期バブル・ポイント値・テストのための手順およびより一般的に普及しているミーン・フロー・ポア・テストは参照によってここに取り入れられる、たとえばASTM F316−70およびANS/ASTM F316−70(1976年再承認)に詳しく説明される。微孔性相反転膜のバブル・ポイント値は一般にゲージ圧34.5kPa(5psig)から690kPa(100psig)の範囲にあり、ポア・サイズと湿潤する流体に左右される。これ以外のポア測定技術はASTM E129489に記述される。これは膜内にあるポアから出る流体を除去し、そのとき得られる流量を測定することでポア・サイズを決定する方法を記述する。この方法はミーン・フロー・ポア測定するために使用され、バブル・ポイント値を測定するために使用される方法に類似し、最大ポア・サイズのような初期バブル・ポイント値を記録する。
【0060】
図1ないし図3に示されるように、第1の下流支持層19はろ材18と第2の下流支持層22との間に介装される。本開示の模範的な実施例において第1の下流支持層19はスパンボンド、スパンレース、エア・レイ、又はウエット・レイ技術を用いて製作され、ろ材18の面接触点を最小にし、それによって、ろ材18から下流への流体流動を高めるように製作される。特に、第1の下流支持層19は一般に液体か気体かのいずれかである流体がろ材18から流出し、第2の下流支持層22に入るように、可能な限り少数箇所でろ材18と接する材料から製作される。
【0061】
本開示に従ってろ材を通過する流体流動は図式的に図3に示される。水平矢印“H”は第1の下流支持層19を通り、ろ材18から流出して第2の下流支持層22に向かう流動状態を示す。縦矢印“V”は第2の下流支持層22の物理的特性によって促進される横方向の流体流動を示す。第2の下流支持層22と関係する横方向の流体流動は模範的なフィルタ要素12と関係する出口ポイントの方向、たとえばコア20の方向にろ過された流体を送る。
【0062】
好ましくは、第1の下流支持層はポリアミド、ポリプロピレンあるいはポリエステル、たとえばポリ(エチレンテレフタレート)(PET)、ポリ(ブチレンテレフタレート)(PBT)、PTTまたはポリアラミドのような材料から製作される。第1の下流支持層を製作する際に使用するのに好ましい材料はBBA不織タイパー(Typer)3091Lであるが、ろ材と接する点を最小にする他の不織材も本開示に従って使用するのに適する。本開示に従って第1の下流支持層を製作する際に使用する不織材に有益な特質はデニールが小さく(すなわち繊維径が細い)、坪量が低く(決められた適当なウェブ強度が維持される)および厚さが薄いことである。しかしながら、上述したように、下流支持層の製作のために適当な材料を選択する際の根本方針は適当な強度を与えながら、ろ材と最小の接触点を持ち、不織層を通る流れを高く保つことである。
【0063】
不織材を形成している繊維は熱結合剤または化学的結合剤と共に接合される。第1の下流支持層を製作する際に使用するのに好ましい材料は一般にはろ材の摩耗を防ぐために高い通気性、薄い膜厚、高強度、細い繊維径および/または比較的柔らかい触感によって特徴づけられる。幾つかの用途では当業者には明らかなように意図したろ過用途に基づいて第1の下流支持層に対して耐化学性または耐酸化性を与えることが望ましい。本開示の模範的な実施例において第1の下流支持層はろ材に積層される不織材である。この積層はこの技術分野でよく知られるように、従来技術による積層技術に従って実施される。
【0064】
本開示に従って第2の下流支持層は第1の下流支持層と接し、横方向の流体流動を促進するように製作される。それゆえ、本開示の好ましい実施例では、第2の下流支持層は押出し加工された開口フィルム材料、好ましくは片面に形成されるリブを有する開口フィルム材料から製作される。このリブはプリーツろ材がそれ自身と接するように重ねられたとき、隙間を有利に保持し、それによって、横方向の流体流動を大きく向上する。本開示に従って第2の下流支持層を製作する際に使用するのに好ましい材料はデルスター・デルネット(Delstar Delnet)RC−0707−24Pである。
【0065】
異なる多くのろ過装置がここに開示されるような優れた性能上の特質から恩恵を受ける。たとえば開示される多層下流支持体は空気用途で使用されるテフロン(登録商標)ろ材および空気用途で使用される疎水性PVDFろ材に特に有利である。特に、テフロン(登録商標)膜は製造工程の一部として不織支持体に積層される。
【0066】
開示される多層下流支持体が非筒状ろ過装置に有利に組み込まれることは予め見通される。たとえば、ここに開示されるような多層下流支持体を備え、内外末端部が実質的に互いに平行である配置を有するろ過装置がろ材面積を増加し、流量/処理量を向上することで、高いろ過性能を呈することを予め見通す。実質的に平面的なろ過装置内に開示される多層下流支持体を組み込むことで、内部にプリーツを接近して詰めているにもかかわらず(ろ過装置を通りろ過装置に対して横方向に)流体流動を有利に維持することが期待される。
【0067】
本開示のフィルタ・カートリッジが好ましい実施例について説明されたが、添付の請求の範囲によって定義されるような発明の精神および範囲から離れることなく変更および変形がなし得ることを当業者は容易に理解することができる。
【図面の簡単な説明】
【0068】
本開示と関係する当業者が、開示されるフィルタ要素をどのように製作し、使用するかを容易に理解できるように模範的な実施例は図面を参照して詳細に説明される。
【図1】図1は内側コアと外側ケージとの間に収容される、本開示の模範的な実施例に従って構成されるプリーツ・フィルタ要素を有する、部分的に切断される、フィルタ要素の一部を示すカートリッジ組立て体の斜視図である。
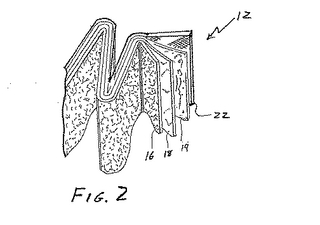
【図2】図2は多層構造を示す、模範的なフィルタ要素の一部についての部分的に拡大される斜視図である。
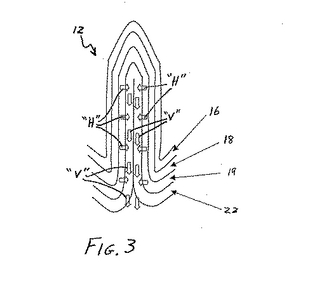
【図3】図3は本開示に従う模範的なフィルタ要素に合わせて流体流動を示す図式的横断面図である。
【背景技術】
【0001】
(関連出願)
本出願は2002年9月26日に出願された仮特許出願番号第60/413,990号に対する優先権を請求する。この明細書の開示は参照によってここに取り入れられる。
【0002】
(開示の背景)
1.技術分野
本開示は流体ろ過装置に係り、特に、少なくとも2個の下流支持層を有し、それによってろ過性能を高め、流量/処理量を向上するようにしたプリーツ・フィルタに関する。
【0003】
2.関連技術の背景
ろ過とは流体(液体または気体)から微粒子、すなわち不純物を分離する方法のことで、微粒子を留めまたは捕獲し、流体を通過させる多孔性ろ材を流体が通過することによってなし遂げられる。このような流体ろ過方法はポリマー製品、医薬品の製造、鉱物および冶金生産、石油精製、水浄化、排出調整ならびに飲料および食品調合で広く使用されている。
【0004】
筒状プリーツ・フィルタ・カートリッジ設計は、多年にわたって流量またはフィルタ寿命に逆効果をもたらさないである与えられた外径を有するフィルタ・カートリッジに適合するろ材の量をまたは有効表面積を最大に増加するために努力を傾けてきた。プリーツ・フィルタ要素は予め決められたフィルタ筒体内に収容されるろ材の最大量と関係する流量限界と処理量限界とを有する。フィルタ性能の向上は設計寸法の共通したフィルタ・ハウジングを利用する、予め詳細に定められ、正しく標準化された顧客の基部と特定サイズのただ1個あるいはより多くのフィルタ要素を受け入れるという、フィルタ要素が収容される配置のために困難がある。フィルタ設計者のより重要な挑戦はフィルタ要素のろ過容量と、フィルタ要素が現存するフィルタ・ハウジングで利用できるように、その外側部分の寸法とを変えることなく、使用可能な表面積を増加することである。
【0005】
プリーツ・フィルタ要素のフィルタ流量および処理量性能を向上する1つの方法はフィルタ要素内に存在するろ材の量を増加することである。これはろ材およびプリーツ支持体の双方の厚さと排出媒体または原料とを減少させることで、なし遂げることができる。しかしながら、ろ材の厚さを減少させることはろ過装置の保持特性、すなわち、ろ材内でのろ過ないし捕獲による微粒子の除去に妥協を強いることになる。さらに、ますます薄くなる支持体の使用により十分な流域が与えられず、流量および処理量性能に悪影響が及ぶ可能性がある。
【0006】
ろ過性能を最大にする設計上の成果は多様なプリーツ設計、たとえば“ら旋”または“マルチ・プリーツ”構成のような改良されたプリーツの配置を通じてろ過面積の増加を目指すプリーツ配置を生じた。しかしながら、ら旋プリーツおよびマルチ・プリーツ設計を使用する場合には望ましい利点を実現するためにコアをより小さくする必要がある。コアを小さくすることは液体用途の場合には常に厳しい制限があるとは限らないが、小さいコアの通過により流量の減少が著しくなる気体用途の場合には厳しい制限がある。
【0007】
従来技術によるプリーツ設計を参照すると、ミラー・ジュニアらに付与された米国特許第3,692,184号明細書に開示されるように、放射状標準プリーツ・フィルタ・カートリッジではフィルタ・カートリッジ内に収容されるろ材の量はカートリッジ・コアの周りに収容されるプリーツの数によって制限される。それゆえ、フィルタ要素の外周部にある隣接するプリーツ間には一定の空間がある。したがって、典型的な筒状プリーツ・フィルタ・カートリッジではコア中心からの距離が増したとき、隣接するプリーツ間に使用されない大きい量の空間が存在する。さらに、このプリーツは支持体の圧縮のために内周部で流動が妨げられる程、強く圧縮される。
【0008】
バックマンらに付与された米国特許第3,799,354号明細書に開示されるように、放射状W−プリーツ配置を有する筒状フィルタ要素は放射状に延びる標準プリーツ・フィルタ要素に代わる手段を表わす。この放射状W−プリーツ配置はプリーツ間隔を最小の値にすると共に、標準高さの2つのプリーツ間にフィルタの外周部から半径方向内側に延びる、比較的短いプリーツによってフィルタ要素の外周部周りに追加の表面積を与える。短いプリーツは同じ高さであり、フィルタも周囲に同一頻度、すなわち、各々全長の長い2個のプリーツ間に1個のプリーツを配置して現われる。これらの短いプリーツはフィルタ要素の外周部に近い空き空間を占有するが、プリーツ間に幾分かの空き空間が残ったままであるので、フィルタ・カートリッジの内部に配置されるフィルタ要素の量を最大化しない。W−プリーツ構造と関係する1つの問題はプリーツ密度が最適プリーツ密度よりも小さいことである。この放射状W−プリーツ構造はまた短く詰めたプリーツが半径方向にフィルタ中心軸に向かって内側に動く傾向があるという、プリーツ移動効果に苦しめられる。このプリーツ移動は故障、流路閉塞、フィルタ前後の圧力損失の増加、フィルタ媒体の寿命および能力の低下を引き起こすので、好ましくない。
【0009】
ポールに付与された米国特許第4,033,881号明細書は比較的剛性のある微小孔を有する支持体と、ろ紙製ろ材よりも大きい剛性を有する排出部材とを備えた、異なる小孔サイズからなる複数の層形ろ紙フィルタ・シートを具備するフィルタ・カートリッジを開示する。ポールの'881号特許によれば、適する微小孔外側および内側支持体は、たとえばプラスチック繊維または押出し加工の多孔シートあるいはプラスチックまたは製織ないし不織もしくは押出し加工のネット金属またはプラスチック・フィラメント又は押出し品から製作される[第3欄、第63−67行]。ポールの'881号特許に説明されるように、押出し加工のプラスチック・ネットは両方向が等しい直径の目を備える、または同類のものと比べて1方向だけ幅をより広くした目を備える製織模様を有する、またはネットの縦に、あるいは十字に、もしくは周縁に延びるリブを形成している、多様な形態を備えることができる[米国特許第4,033,881号明細書第3欄および第4欄参照]。
【0010】
ら旋プリーツ・フィルタ要素は筒状形態で配置される、縦方向の複数のプリーツを備える点が標準プリーツ・フィルタと対比できる。しかし、このら旋プリーツ・フィルタではプリーツ両端を同じ直径のフィルタ内にフィルタ表面積がより多くなるように、フィルタの外径近くを隣接するプリーツ表面間の間隔を最小にするべく、ローラ状に巻いている。
【0011】
従来のら旋プリーツ・フィルタ要素はストイエルらに付与された米国特許第5,543,047号明細書に開示される。ストイエルの'047号特許のら旋プリーツ・フィルタ要素はろ材からなる3層の複合体と、ろ材に対して上流側に配置される上流排液層と、ろ材に対して下流側に配置される下流排液層とを備える。ストイエルの'047号特許に開示される排液層は“メッシュまたはスクリーンあるいは多孔性製織ないし不織シートの形である”[第5欄、第52−53行]。ストイエルの'047号特許は排液層を開示する。これは隣接するプリーツの相対する表面がフィルタ要素の長さの実質的部分を超えて互いに密に接するように向けられ、配置されるポリマー製のメッシュの形を取る。
【0012】
ら旋プリーツ・フィルタ装置に向けられるこれ以外の特許はブリッグスに付与された米国特許第2,395,449号明細書およびストイエルらに付与された米国特許第6,113,784号明細書を含む。
【0013】
W−プリーツ設計はオルセンに付与された米国特許第6,315,130号明細書に開示される。
【0014】
ら旋プリーツ設計およびW−プリーツ設計の双方がフィルタ表面積を増加する表面形フィルタを提供しながら、なおかつら旋プリーツ設計はW−プリーツ設計と関係するプリーツの移動問題を持たない。しかしながら、W−プリーツ・フィルタと比べると、ら旋プリーツ・フィルタの巻かれたプリーツはフィルタの外径に近い箇所で放射状の流域に近づけることが、多かれ少なかれ困難であり、フィルタ前後の圧力損失をさらに大きくする。これに加えて、ら旋プリーツ・フィルタの巻かれたプリーツは流域が長くなり、それゆえ、高負荷または粒子径の大きい汚染物質用途では流域が閉塞状態に陥る機会が一段と大きくなる。
【0015】
今日までの努力にもかかわらず、ある与えられたフィルタ・カートリッジ・サイズおよび設計に合うフィルタ面積の増加ならびに流量/処理量を向上させる、筒状カートリッジ内に挿入するのに役立ち、プリーツ移動を阻止する、フィルタ設計を得る努力を継続する必要がある。
【0016】
(開示の要約)
本開示に従って有利なフィルタ要素はある与えられたフィルタ・カートリッジ・サイズ/設計に適合する流体流動の向上を含む、優れたろ過性能を示すことを提供する。ここで、流体流量を向上することは全流量を増すために協働して働く支持材料の選択を通じて達成される。
【0017】
本発明に従って構成されるフィルタ要素はろ材と、このろ材の上流側に位置決めされ、ろ材と接している上流プリーツ支持体と、ろ材から下流側に位置決めされる、第1の下流支持層および第2の下流支持層を有する多層下流プリーツ支持体とを備え、
(a)上記第1の下流支持層はろ材と接しており、ろ材と第2の下流支持層との間に介装され、ろ材との面接触点を最小にするように製作され、
(b)上記第2の下流支持層は第1の下流支持層と接しており、多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作される。
【0018】
特に、多層下流プリーツ支持体は第1の下流支持層と第2の下流支持層とを備える。第1の下流支持層はろ材と第2の下流支持層との間に介装され、ろ材との面接触点を最小にするように製作され、それによって、ろ材から下流への流体流動を高める。第1の下流支持層は液体か、気体かのいずれかである流体がろ材から流出し、その直ぐ後に置かれた第2の下流支持層に入るように、可能な限り少数の箇所で膜と接する材料から製作される。第1の下流支持層を製作する際に使用するのに適する材料としてはろ材の摩耗を防ぐために高い通気性、薄い膜厚、高強度、細い繊維径および/または比較的柔らかい触感によって特徴づけられる不織材がある。第1の下流支持層を製作するために好ましい材料の例はポリプロピレンまたはポリエステルである。代替的実施例において、第1の下流支持層はろ材に積層される不織材で製作してもよい。しかしながら、一般にはろ材に積層することなく、並置して第1の下流支持層を与えることは好ましく、それによって、第1の下流支持層とろ材とを通じて流量を、たとえば3〜5%も増加することができる。
【0019】
本開示に従って第2の下流支持層は第1の下流支持層と接しており、横方向の流体流動を促進するように製作される。好ましくは、第2の下流支持層は押出し加工された開口フィルム材料、好ましくは片面に形成されるリブを有する開口フィルム材料から製作される。このリブはプリーツろ材がそれ自身と接するように重ねられたとき、隙間を有利に保持し、これによって、横方向の流体流動を大きく向上する。
【0020】
発明者はここに第1または第2の下流支持層のいずれかを省略することがフィルタ性能を低下することを(後に)証明する。典型的には不織材で製作される第1の下流支持層は最適の横方向の流動を与えない。さらに、押出し加工された開口フィルムは、仮に開口フィルムをろ材に直接配置するならば、ろ材と不利益をもたらす気密状態に接触し、ろ材から開口部分への流体流出を制限する。フィルタ設計に支持層を加えることにより追加支持層が厚みを実際に増加する事実があるにもかかわらず、異なるプリーツ設計、より大きい配置あるいはこれまでよりも薄い支持体に頼ることなく、ろ材面積の増加が可能になる。比較的薄いろ材は共に密着してプリーツを圧縮することで、より多く収容することができる。これに対し、従来の装置では支持材料が共に密着して締付けられるので、ろ材をいっぱいに収容したことに伴って増大した面積が流量の増加には結びつかない。多層下流支持層が利用されるとき、本開示に説明されるように、ろ過面積の増加は下流支持層からコアへの流体の移動が妨げられないので、流量を有利に、直接的に増加することができる。しかし、フィルタ要素がろ過面積の少ない状態で構成されるときですら、本発明に従う構成は流量を増加し、流束、すなわち単位面積あたりの流量を増大する。
【0021】
ろ材は、この技術分野で知られるように、多様な形を取ることができる。縦方向に延びる複数のプリーツを有するプリーツろ材は本開示に従ってフィルタ要素に有利に組み込まれる。特定のプリーツ配置は本開示に従って達成される優れた性能を得るのに重要ではない。放射状プリーツ、W−プリーツおよびら旋プリーツはここで使用するために予め見通される、模範的なプリーツ配置である。
【0022】
開示されるフィルタ要素はフィルタ・カートリッジ、好ましくは筒状カートリッジに利用される。それにもかかわらずフィルタ要素は同様な利点を得ることを目的に、たとえばろ材面積を増大し、流動を向上する方法でフィルタ性能を向上するために非筒状ろ過装置(平面形ろ過装置)および非放射状プリーツ構成(ら旋プリーツ)と共に使用される。本開示に従う模範的なフィルタ・カートリッジは縦方向中心軸、外周部および内周部を有するフィルタ要素を備える。このフィルタ要素は典型的にはここに開示されるようにろ材と、ろ材から上流側に位置決めされ、ろ材と接している上流プリーツ支持体と、ろ材から下流側に位置決めされる多層下流プリーツ支持体とを備える。本開示に従う模範的なフィルタ・カートリッジは典型的にはフィルタ要素の外周部を取り囲む多孔、好ましくは筒状のケージと、それとケージとの間に同心に設けられるフィルタ要素の内周部によって囲われる多孔、好ましくは筒状のコアとを備える。このカートリッジ組立て体はケージの内側に同心に位置決めされる。流体がプリーツ端を巡り、バイパスするのを防ぐためにプリーツ要素の両端部を密封する必要がある。この技術分野でよく知られるように、これはエンド・キャップを使用することでなし遂げられる。エンド・キャップは初めにプリーツ構造の端部を覆うことができる流動状態にあり、その後完全な密封を形成するために硬化する材料から製作するべきである。この密封作用をもたらす典型的な1つの手段は加熱により溶融状態を作り、それを冷却して硬化する、ポリプロピレン、ポリエチレンまたはポリエステルのような熱溶融性材料を使用することである。これに代わる方法は最初流動状態にあり、その後時間を経たとき、硬化する、エポキシのような熱硬化性プラスチックまたはサントプレーン(santoprene)のような熱可塑性プラスチックを使用することである。この明細書で使用されるとき、用語“硬い”とは弾性材料であるサントプレーンと比較した場合の相対値である。フィルタに剛性と強度とを持たせるためにケージとコアとに埋め込むエンド・キャップを使用することは一段と好ましい。
【0023】
本発明の一実施例に従ってエンド・キャップはフィルタを独立した工程で異なるハウジングと適合するためにアダプタ要素と結合される。しかしながら、エンド・キャップとアダプタ機能とを1つの部分として組み合わせることはよく知られている。
【0024】
本発明の一実施例に従ってエンド・キャップはフィルタ要素を独立した工程でフィルタ・ハウジングにより容易に組み込む、単一の部分を形成するためにアダプタ要素と組み合わせることができる。
【0025】
非筒状ろ過装置は非放射状構成も同様に上流側または外周部プリーツの大きな圧縮作用で上流および下流側の双方で本発明の多層支持体から恩恵を受ける。縦方向に延びる複数のプリーツを有するら旋プリーツ・フィルタ要素としては、これに限られないが、これらのフィルタ要素が含まれる。1つは、ポア・サイズを相違させた複数のろ紙シートがポア・サイズの減少する向きに順番を追って流体流動を保つように配置される場合、ら旋プリーツ多層ろ紙シート・フィルタ・カートリッジを形成するべく、隣接するプリーツを互いに重ねるように設計されるフィルタ要素であり、別のフィルタ要素は、ら旋設計で、また多層シート設計において破断を生じることなく、高い圧力差に耐えるのに相対的な弱さと、無力さとが想定される中で上流側または外周部プリーツの大きな圧縮作用によって上流および下流側の双方で多層支持体から恩恵を受けるように、一方の面から他方の面にかけての流体流動に適する同心の波形管状配列で形成されるものである。
【0026】
本開示のこれらの様相および他の様相は以下に説明される図面と関連して取り上げた模範的な実施例の詳細な記述から当業者にはより明らかになる。
【0027】
(好ましい実施例の詳細な説明)
本発明に従って有利なフィルタ要素は流動を大きく向上するように協働して働く支持層を選択することで、優れたろ過性能を示すことを提供する。本開示に従う模範的なフィルタ要素はろ材と、上流プリーツ支持体と、多層下流プリーツ支持体とを備える。ろ材はこの技術分野で知られ、従来技術である多様な形を取る。縦方向に延びる複数のプリーツを有するプリーツろ材は本発明に従ってフィルタ要素に有利に組み込まれる。特定のプリーツ配置は本発明に従って達成される優れた性能を得るのに重要ではない。放射状プリーツ、W−プリーツおよびら旋プリーツはここで使用するために予め見通される模範的なプリーツ配置である。
【0028】
ろ材は典型的には約1μmから約10μmのポア・サイズを有する微孔性ろ過膜から製作される。このポア・サイズは典型的にはこの技術分野で知られるようなバブル・ポイント法によって特徴づけられる。ろ材はテフロン(登録商標)、ナイロン、ポリエーテルスルホン、二フッ化ポリビニリデンおよびそれと同様な材料のような従来技術によるろ材から製作される。
【0029】
本開示に従う上流プリーツ支持体の選択はろ過性能には重要でなく、その選択は一般には幾つかの要因、たとえばダート負荷、上流支持体の求められる耐化学性および/または上流支持体によって引き起こされるろ材の潜在的な損傷と関係する問題のもとで流動を維持するための上流支持体の能力と関係する条件に懸かっている。
【0030】
多層下流プリーツ支持体は第1の下流支持層と、第2の下流支持層とを備える。この第1の下流支持層はろ材と第2の下流支持層との間に介装される。本開示の模範的な実施例において、第1の下流支持層は従来技術のスパンボンド、スパンレース、エア・レイまたはウエット・レイ技術によって作られた材料を用いて製作される。第1の下流支持層はろ材との面接触点を最小にし、それによって、ろ材から下流への流体流動を高めるように製作される。特に、第1の下流支持層は液体か気体かのいずれかである流体がろ材から流出し、その直ぐ後に置かれた第2の下流支持層に入るように、可能な限り少数箇所で膜と接する材料から製作される。
【0031】
好ましい第1の下流支持層はポリアミド、ポリプロピレンあるいはポリエステル、たとえばポリ(エチレン・テレフタレート)(PET)、ポリ(ブチレン・テレフタレート)(PBT)PTTまたはポリアラミドのような材料から製作される。第1の下流支持層を製作する際に使用するのに好ましい材料はBBA不織タイパー(Typar)3091Lであるが、ろ材の面接触点を最小にする、他の不織材もまた本発明に従い使用するのに適する。
【0032】
不織材は熱接合技術または化学的結合剤を用いて製作される。第1の下流支持層を製作する際に使用するのに適する材料はろ材の摩耗を防ぐために高い通気性、薄い膜厚、高強度、細い繊維径および/または比較的柔らかい触感によって特徴づけられる。幾つかの用途では当業者には明らかなように意図したろ過用途に基づいて第1の下流支持層に耐化学性または耐酸化性を与えることが望ましい。
【0033】
本発明の代替的実施例において、第1の下流支持層はろ材に積層される不織材である。積層はこの技術分野でよく知られるような従来技術による積層技術に従って実施される。しかしながら、上述したように、一般にはろ材に積層することなく、並置して第1の下流支持層を与えることは好ましく、それによって、第1の下流支持層とろ材とを通じて流量を、たとえば3〜5%も向上することができる。
【0034】
本発明に従って第2の下流支持層は第1の下流支持層と接しており、横方向の流体流動を促進するように製作される。好ましい実施例に従って第2の下流支持層は押出し加工された開口フィルム、好ましくは片面に形成されるリブを有する開口フィルム材料から製作される。このリブはプリーツろ材がそれ自身と接するように重ねられたとき、隙間を有利に保持し、それによって、横方向の流体流動を大きく向上する。第2の下流支持層を製作する際に使用するのに好ましい材料はデルスター・デルネット(Delster Delnet)RC−0707−24Pである。
【0035】
本発明に従って第1または第2の下流支持層のいずれかを省略することがフィルタ性能を低下させることを見出した。上述したように、典型的には不織材から製作される第1の下流支持層は最適な横方向の流動を与えない。これに対し、押出し加工された開口フィルムは、仮に開口フィルムをろ材に直接配置するならば、ろ材と望ましくない気密状態に接触し、ろ材から孔部分への流体流出を制限する。
【0036】
フィルタ設計において第1および第2の下流支持層の双方の利用が空気量を増して性能を向上することを証明するために発明者は各3グループが次の3グループの1つに該当する9個のカートリッジを構成した。
【0037】
グループ1 (本発明に従って)第1の下流支持層および第2の
下流支持層の双方を含む。
【0038】
グループ2 第1の下流支持層(不織材)が省略される。
【0039】
グループ3 第2の下流支持層(押出し加工された開口フィルム)が省略される。
【0040】
全てのプリーツ・パックは1パックあたりのプリーツ数を一定に保つのではなく、一定した長さ14.60cm(5.75in)に切断した。これはプリーツ・パック内においてプリーツ圧縮を一定した値に保つのに役立ち、エンド・キャップの故障につながるプリーツ離脱条件を取り除いた。
【0041】
各3グループを構成する3種類のカートリッジに従来技術手順を用いて空気流量および水流量テストを実施した。テスト完了後、カートリッジのそれぞれについて有効ろ過面積(EFA)を測定した。テスト成績の分析は下記のとおりである。流量性能成績もEFAに合わせて標準化した。
【0042】
空気流量
空気流量テストは空気抜き条件で、ゲージ圧力207kPa(30psig)で実施した。グループ2およびグループ3のカートリッジは両条件であるとき、平均値で照査標準グループと比べて30%流量性能上の損失が生じた。表1は空気抜き条件での空気流量を示し、表2はゲージ圧力207kPa(30psig)での空気流量を示す。
【0043】
【表1】
【0044】
【表2】
水流量
水流量テストはグループ2およびグループ3の双方が水流量効率に関し平均36%減少することが判明した。
【0045】
【表3】
本発明に従ってフィルタ設計に支持層を加えることにより追加支持層が厚みを実際に増加する事実があるにもかかわらず、異なるプリーツ設計、より大きい配置あるいはこれまでよりも薄い支持体に頼ることなく、ろ材面積の増加が可能になる。比較的薄いろ材は共に密着してプリーツを圧縮することで、より多く収容することができる。これに対し、従来の装置では、支持材料が共に密着して締め付けられるので、ろ材をいっぱいに収容したことに伴って増大した面積が流量の増加に結びつかない。しかし、多層下流支持層が利用されるとき、本発明に説明されるように、ろ過性能の向上を観察でき、すなわち流量を増加し、流束(単位面積あたりの流量)を増大することができる。
【0046】
開示されるフィルタ要素はろ過性能を向上するために、たとえばろ材面積を増加し、流動を向上する方法によってフィルタ・カートリッジに利用される。
【0047】
本発明に従う模範的なフィルタ・カートリッジは縦軸、外周部および内周部を有するフィルタ要素を備える。このフィルタ要素は典型的にはろ材と、ろ材から上流側に位置決めされ、ろ材と接している上流プリーツ支持体と、ろ材から下流側に位置決めされる多層下流プリーツ支持体とを備える。この多層下流ろ材支持体は第1の下流支持層と第2の下流支持層とを備える。上流プリーツ支持体を備えることは好ましいが、この存在が本発明に従って実現される有利な結果には本質的でないことが見出された。
【0048】
第1の支持層はろ材と接しており、ろ材と第2の下流支持層との間に介装され、これはろ材との面接触点を最小にするように製作される。
【0049】
第2の下流支持層は第1の下流支持層と接しており、多層下流プリーツ支持体の横方向の流体流動を促進するように製作される。
【0050】
本発明に従うフィルタ・カートリッジはまた典型的にはフィルタ要素の外周部を取り囲む多孔ケージと、このケージの内側に同心に位置決めされる、フィルタ要素の内周部によって囲われる多孔コアと、多孔ケージの両端を覆うエンド・キャップとを備える。
【0051】
(図面の詳細な説明)
さて、同じ参照符号が本開示の類似する構成要素とみなされる図面を参照すると、図1には参照符号10で示される、本発明に従って構成されたプリーツ・フィルタ・カートリッジが示される。
【0052】
フィルタ・カートリッジ10はプリーツ・フィルタ要素12を備える。このフィルタ要素12はフィルタ要素の内側に同心に配置される中心多孔コア20と、フィルタ要素に接して同心に配置される外側多孔ケージ30とを有する。コア20は半径方向に働く力に対してフィルタ要素12の内周部を支持し、フィルタ軸方向の強度と曲げに対する剛性を与えるのに力を貸す。ケージ30はフィルタ要素12の、好ましくは放射状プリーツ配置をもって並ぶプリーツを保持する。フィルタ要素12の外周部周りにプリーツを保持するために、たとえばポリマーネットまたはメッシュ材料が利用される場合にはプリーツを保持するケージ30以外の手段を利用することが可能である。通常、カートリッジ組立て体10はその両端にエンド・キャップが装着される。このエンド・キャップ40は密閉または開放エンド・キャップのいずれかであり、キャップが形成される材料と形状とはろ過条件とキャップが結合される部材の材料によって選択される。
【0053】
流体がフィル要素を半径方向内側に、すなわちケージ30からコア20の方向に流動する条件でフィルタ要素12が使用されるとき、プリーツ脚の内面はフィルタ要素12の下流表面を形成し、一方、プリーツ脚の外面はフィルタ要素の12の上流表面を形成する。これと反対に、流体がフィル要素を半径方向外側に、すなわちコア20からケージ30の方向に流動する条件でフィルタ要素12が使用されるとき、プリーツ脚の内面はフィルタ要素12の上流表面について境界を定め、一方、プリーツ脚の外面はフィルタ要素12の下流表面について境界を定める。特に、この明細書で使用されるとき、上流と下流とはフィルタ要素が半径方向外側に流体流動を受け入れているときのフィルタ要素12の外面と内面とを称する。
【0054】
フィルタ要素12は上流プリーツ支持体16と、ろ材18と、第1のの下流支持層19および第2の下流支持層22を有する多層下流支持体とを備える。上流プリーツ支持体16の選択はろ過性能に重要でなく、その選択は一般には幾つかの要因、たとえばダート負荷、上流支持体の求められる耐化学性および/または上流支持体によって引き起こされるろ材の潜在的な損傷と関係する条件のもとで流動を維持するための上流支持体の能力と関係する条件に懸かっている。
【0055】
ろ材18は多様なプリーツの形を取ることが可能で、ろ材18は放射状プリーツ、W−プリーツまたはら旋プリーツを形成する。
【0056】
フィルタ要素12で使用されるろ材18の種類についての特定の制限はなく、ろ材18はろ過される流体と望ましいろ過条件とに従って選択することができる。ろ材18は液体、気体または気液混合体のようなろ過流体を使用することができる。ろ材は多孔性フィルム、繊維性シートまたは繊維塊あるいはその組み合わせを備え、均一なまたは等級づけされた多孔構造と有効ポア・サイズを有し、単一または多層構造を備え、いずれかの適する天然材、合成ポリマー、ガラスまたは金属から形成される。
【0057】
本開示の好ましい実施例に従ってろ材は熱可塑性不織プラスチック繊維からなる1枚またはそれ以上のシートで構成される。熱可塑性不織繊維は、たとえばメルト・ブローン法、スパンボンド法、スパンレース法、カーディング法およびハイドロエンタングル法で製作される。また、ろ材はさらに多孔性を修正するためにキャレンダー工程あるいは圧縮工程を行う。低温ろ過用途、(すなわち82.2°C(180°F)未満)の場合、熱可塑性プラスチックは、たとえばポリプロピレンで構成し、一方高温用途、(すなわち82.2°C(180°F)以上)あるいは他の流体との化学的相容性を持つ場合、熱可塑性プラスチックは、たとえばポリアラミド、ナイロン、ポリエステルまたは溶融加工が可能なフルオロポリマーで構成する。
【0058】
ろ材18は典型的には約1μmから約10μmのポア・サイズを有する微孔性ろ材であり、一般には海綿状テフロン(登録商標)、ナイロン、ポリエーテルスルホン、二フッ化ポリビニリデンおよびその類似材料のような従来のろ材から製作される。
【0059】
ろ材18のポア・サイズは一般にはバブル・ポイント・テストによって特徴づけられる。このテストは完全に液相下にある相反転膜から最初の気泡が出る圧力(初期バブル・ポイント値あるいは“IBP”)および相反転膜全体にわたってポアの大部分から空気を押し出すより高圧(終期バブルポイント値あるいは“FAOP”)のいずれかの押し出し圧力を測定することを伴う。初期バブル・ポイント値を導く手順は米国特許第4,645,602号明細書において議論される。明細書の開示は参照によってここに取り入れられる。初期バブル・ポイント値・テストのための手順およびより一般的に普及しているミーン・フロー・ポア・テストは参照によってここに取り入れられる、たとえばASTM F316−70およびANS/ASTM F316−70(1976年再承認)に詳しく説明される。微孔性相反転膜のバブル・ポイント値は一般にゲージ圧34.5kPa(5psig)から690kPa(100psig)の範囲にあり、ポア・サイズと湿潤する流体に左右される。これ以外のポア測定技術はASTM E129489に記述される。これは膜内にあるポアから出る流体を除去し、そのとき得られる流量を測定することでポア・サイズを決定する方法を記述する。この方法はミーン・フロー・ポア測定するために使用され、バブル・ポイント値を測定するために使用される方法に類似し、最大ポア・サイズのような初期バブル・ポイント値を記録する。
【0060】
図1ないし図3に示されるように、第1の下流支持層19はろ材18と第2の下流支持層22との間に介装される。本開示の模範的な実施例において第1の下流支持層19はスパンボンド、スパンレース、エア・レイ、又はウエット・レイ技術を用いて製作され、ろ材18の面接触点を最小にし、それによって、ろ材18から下流への流体流動を高めるように製作される。特に、第1の下流支持層19は一般に液体か気体かのいずれかである流体がろ材18から流出し、第2の下流支持層22に入るように、可能な限り少数箇所でろ材18と接する材料から製作される。
【0061】
本開示に従ってろ材を通過する流体流動は図式的に図3に示される。水平矢印“H”は第1の下流支持層19を通り、ろ材18から流出して第2の下流支持層22に向かう流動状態を示す。縦矢印“V”は第2の下流支持層22の物理的特性によって促進される横方向の流体流動を示す。第2の下流支持層22と関係する横方向の流体流動は模範的なフィルタ要素12と関係する出口ポイントの方向、たとえばコア20の方向にろ過された流体を送る。
【0062】
好ましくは、第1の下流支持層はポリアミド、ポリプロピレンあるいはポリエステル、たとえばポリ(エチレンテレフタレート)(PET)、ポリ(ブチレンテレフタレート)(PBT)、PTTまたはポリアラミドのような材料から製作される。第1の下流支持層を製作する際に使用するのに好ましい材料はBBA不織タイパー(Typer)3091Lであるが、ろ材と接する点を最小にする他の不織材も本開示に従って使用するのに適する。本開示に従って第1の下流支持層を製作する際に使用する不織材に有益な特質はデニールが小さく(すなわち繊維径が細い)、坪量が低く(決められた適当なウェブ強度が維持される)および厚さが薄いことである。しかしながら、上述したように、下流支持層の製作のために適当な材料を選択する際の根本方針は適当な強度を与えながら、ろ材と最小の接触点を持ち、不織層を通る流れを高く保つことである。
【0063】
不織材を形成している繊維は熱結合剤または化学的結合剤と共に接合される。第1の下流支持層を製作する際に使用するのに好ましい材料は一般にはろ材の摩耗を防ぐために高い通気性、薄い膜厚、高強度、細い繊維径および/または比較的柔らかい触感によって特徴づけられる。幾つかの用途では当業者には明らかなように意図したろ過用途に基づいて第1の下流支持層に対して耐化学性または耐酸化性を与えることが望ましい。本開示の模範的な実施例において第1の下流支持層はろ材に積層される不織材である。この積層はこの技術分野でよく知られるように、従来技術による積層技術に従って実施される。
【0064】
本開示に従って第2の下流支持層は第1の下流支持層と接し、横方向の流体流動を促進するように製作される。それゆえ、本開示の好ましい実施例では、第2の下流支持層は押出し加工された開口フィルム材料、好ましくは片面に形成されるリブを有する開口フィルム材料から製作される。このリブはプリーツろ材がそれ自身と接するように重ねられたとき、隙間を有利に保持し、それによって、横方向の流体流動を大きく向上する。本開示に従って第2の下流支持層を製作する際に使用するのに好ましい材料はデルスター・デルネット(Delstar Delnet)RC−0707−24Pである。
【0065】
異なる多くのろ過装置がここに開示されるような優れた性能上の特質から恩恵を受ける。たとえば開示される多層下流支持体は空気用途で使用されるテフロン(登録商標)ろ材および空気用途で使用される疎水性PVDFろ材に特に有利である。特に、テフロン(登録商標)膜は製造工程の一部として不織支持体に積層される。
【0066】
開示される多層下流支持体が非筒状ろ過装置に有利に組み込まれることは予め見通される。たとえば、ここに開示されるような多層下流支持体を備え、内外末端部が実質的に互いに平行である配置を有するろ過装置がろ材面積を増加し、流量/処理量を向上することで、高いろ過性能を呈することを予め見通す。実質的に平面的なろ過装置内に開示される多層下流支持体を組み込むことで、内部にプリーツを接近して詰めているにもかかわらず(ろ過装置を通りろ過装置に対して横方向に)流体流動を有利に維持することが期待される。
【0067】
本開示のフィルタ・カートリッジが好ましい実施例について説明されたが、添付の請求の範囲によって定義されるような発明の精神および範囲から離れることなく変更および変形がなし得ることを当業者は容易に理解することができる。
【図面の簡単な説明】
【0068】
本開示と関係する当業者が、開示されるフィルタ要素をどのように製作し、使用するかを容易に理解できるように模範的な実施例は図面を参照して詳細に説明される。
【図1】図1は内側コアと外側ケージとの間に収容される、本開示の模範的な実施例に従って構成されるプリーツ・フィルタ要素を有する、部分的に切断される、フィルタ要素の一部を示すカートリッジ組立て体の斜視図である。
【図2】図2は多層構造を示す、模範的なフィルタ要素の一部についての部分的に拡大される斜視図である。
【図3】図3は本開示に従う模範的なフィルタ要素に合わせて流体流動を示す図式的横断面図である。
【特許請求の範囲】
【請求項1】
ろ材と、
前記ろ材から上流側に位置決めされ、前記ろ材と接している上流ろ材支持体と、
前記ろ材から下流側に位置決めされる多層下流側ろ材支持体と、前記多層下流側支持体が、第1の下流支持層および第2の下流支持層を有し、
を備え、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備える、
フィルタ要素。
【請求項2】
前記ろ材が、縦方向に延びる複数のプリーツを有するプリーツろ材である、請求項1記載のフィルタ要素。
【請求項3】
前記プリーツろ材の縦方向に延びるプリーツが、放射状プリーツ、W−プリーツ、ら旋プリーツからなる群から選択される、請求項2記載のフィルタ要素。
【請求項4】
前記ろ材が、0.1μmから10μmまでのポア・サイズを有する微孔性ろ過膜である、請求項1記載のフィルタ要素。
【請求項5】
前記ろ材がテフロン(登録商標)、ナイロン、ポリアラミド、二フッ化ポリビニリデン、ポリエーテルスルホンおよびそれらの組み合わせからなる群から選ばれた材料から製作される、請求項1記載のフィルタ要素。
【請求項6】
前記多層下流支持体が、前記第1の下流支持層と前記第2の下流支持層とからなる、請求項1記載のフィルタ要素。
【請求項7】
前記第1の下流支持層が、不織材から製作される、請求項1記載のフィルタ要素。
【請求項8】
前記不織材が、前記ろ材に積層される、請求項7記載のフィルタ要素。
【請求項9】
前記不織材が、スパンボンド、スパンレース、エア・レイ、又はウエット・レイ材として製作される、請求項7記載のフィルタ要素。
【請求項10】
前記不織材が、ポリプロピレン、ポリエステルまたはポリアミドから製作される、請求項7記載のフィルタ要素。
【請求項11】
前記押出し加工された開口要素が、片面にリブを有する、請求項1記載のフィルタ要素。
【請求項12】
ろ材と、
前記ろ材の上流側に位置決めされ、前記ろ材と接している上流プリーツ支持体と、
前記ろ材から下流側に位置決めされ、第1の下流支持層および第2の下流支持層を有する多層下流プリーツ支持体と、
を備え、ここで、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備える、
フィルタ要素。
【請求項13】
縦軸、外周部および内周部を有すると共に、ろ材を備えるフィルタ要素と、上流ろ材支持体が、前記ろ材から上流側に位置決めされると共に前記ろ材と接し、多層下流ろ材支持体が、前記ろ材から下流側に位置決めされ、第1の下流支持層および第2の下流支持層を有し、ここで、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、且つ前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流ろ材支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備え;
前記フィルタ要素の前記外周部を取り囲む多孔ケージと;
前記フィルタ要素の内周部によって囲われた多孔コアと;
前記多孔ケージの両端部を覆うエンド・キャップと;
を備えるフィルタ・カートリッジ。
【請求項14】
前記第1の下流支持層が、不織材から製作される、請求項13記載のフィルタ・カートリッジ。
【請求項15】
前記不織材が、前記ろ材に積層される、請求項14記載のフィルタ・カートリッジ。
【請求項16】
前記不織材が、スパンボンド、スパンレース、エア・レイ、又はウエット・レイ材として製作される、請求項14記載のフィルタ・カートリッジ。
【請求項17】
前記不織材が、ポリプロピレン、ポリエステルまたはポリアミドから製作される、請求項14記載のフィルタ・カートリッジ。
【請求項18】
前記第2の下流支持層が、リブを有し押出し加工された開口要素である、請求項13記載のフィルタ・カートリッジ。
【請求項19】
前記第2の下流支持層が、片面に形成されるリブを有する、押出し加工された開口要素である、請求項13記載のフィルタ・カートリッジ。
【請求項20】
前記多孔ケージが、前記多孔ケージの両端部にエンド・キャップを具備する、請求項13記載のフィルタ・カートリッジ。
【請求項21】
前記多孔コアが、筒状コアであり、筒状フィルタ要素である前記フィルタ要素の内側に同心に位置決めされ、同様に前記ケージが、筒状であり、前記筒状フィルタ要素周りに同心に位置決めされる、請求項13記載のフィルタ・カートリッジ。
【請求項22】
縦軸、外周部および内周部を有すると共にろ材を備えるフィルタ要素と、多層下流プリーツ支持体が、前記ろ材から下流側に位置決めされ、第1の下流支持層および第2の下流支持層を有し、ここで、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、且つ前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備え;
前記フィルタ要素の前記外周部を取り囲む多孔ケージと;
前記フィルタ要素の内周部によって囲われた多孔コアと;
前記多孔ケージの両端部を覆うエンド・キャップと;
を備えるフィルタ・カートリッジ。
【特許請求の範囲】
【請求項1】
ろ材(18)と、
前記ろ材から上流側に位置決めされ、前記ろ材と接している上流ろ材支持体(16)と、
前記ろ材から下流側に位置決めされる多層下流ろ材支持体(19、22)と、前記多層下流ろ材支持体が第1の下流支持層(19)および第2の下流支持層(22)を有し、
を備え、ここで、
(a)前記第1の下流支持層(19)が、前記ろ材(18)と接しており、前記ろ材と前記第2の下流支持層(22)との間に介装され、前記ろ材(18)との面接触点を最小にするように製作され、
(b)前記第2の下流支持層(22)が、前記第1の下流支持層(19)と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工されたれ開口フィルムを備える、
フィルタ要素(12)。
【請求項2】
前記ろ材(18)が、縦方向に延びる複数のプリーツ(14)を有するプリーツろ材である、請求項1記載のフィルタ要素。
【請求項3】
前記プリーツろ材(18)の縦方向に延びるプリーツ(14)が、放射状プリーツ、W−プリーツ、ら旋プリーツからなる群から選択される、請求項2記載のフィルタ要素。
【請求項4】
前記ろ材(18)が、0.1μmから約10μmまでのポア・サイズを有する微孔性ろ過膜である、請求項1記載のフィルタ要素。
【請求項5】
前記ろ材(18)がテフロン(登録商標)、ナイロン、ポリアラミド、二フッ化ポリビニリデン、ポリエーテルスルホンおよびそれらの組み合わせからなる群から選ばれた材料から製作される、請求項1記載のフィルタ要素。
【請求項6】
前記多層下流支持体(19、22)が、前記第1の下流支持層と前記第2の下流支持層とからなる、請求項1記載のフィルタ要素。
【請求項7】
前記第1の下流支持層(19)が、不織材から製作される、請求項1記載のフィルタ要素。
【請求項8】
前記不織材が、前記ろ材(18)に積層される、請求項7記載のフィルタ要素。
【請求項9】
前記不織材が、スパンボンド、スパンレース、エア・レイ、又はウエット・レイ材として製作される、請求項7記載のフィルタ要素。
【請求項10】
前記不織材が、ポリプロピレン、ポリエステルまたはポリアミドから製作される、請求項7記載のフィルタ要素。
【請求項11】
前記押出し加工された開口フィルム(22)が、片面にリブを有する、請求項1記載のフィルタ要素。
【請求項12】
請求項1ないし11のいずれか1項に記載のフィルタ要素と、
前記フィルタ要素(12)が、縦軸、外周部および内周部を有し;
フィルタ・カートリッジ(10)と、
前記フィルタ・カートリッジが、前記フィルタ要素の前記外周部を取り囲む多孔ケージ(30)と、前記フィルタ要素の前記内周部を取り囲む多孔コア(20)と、前記多孔ケージ(30)の両端部を覆うエンド・キャップ(40)とを備え;
を有するフィルタ・カートリッジ。
【請求項13】
前記多孔コア(20)が、筒状コアであり、筒状フィルタ要素である前記フィルタ要素の内側に同心に位置決めされ、且つ同様に前記ケージ(30)が、筒状であり、前記筒状フィルタ要素周りに同心に位置決めされる、請求項12記載のフィルタ・カートリッジ。
【請求項1】
ろ材と、
前記ろ材から上流側に位置決めされ、前記ろ材と接している上流ろ材支持体と、
前記ろ材から下流側に位置決めされる多層下流側ろ材支持体と、前記多層下流側支持体が、第1の下流支持層および第2の下流支持層を有し、
を備え、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備える、
フィルタ要素。
【請求項2】
前記ろ材が、縦方向に延びる複数のプリーツを有するプリーツろ材である、請求項1記載のフィルタ要素。
【請求項3】
前記プリーツろ材の縦方向に延びるプリーツが、放射状プリーツ、W−プリーツ、ら旋プリーツからなる群から選択される、請求項2記載のフィルタ要素。
【請求項4】
前記ろ材が、0.1μmから10μmまでのポア・サイズを有する微孔性ろ過膜である、請求項1記載のフィルタ要素。
【請求項5】
前記ろ材がテフロン(登録商標)、ナイロン、ポリアラミド、二フッ化ポリビニリデン、ポリエーテルスルホンおよびそれらの組み合わせからなる群から選ばれた材料から製作される、請求項1記載のフィルタ要素。
【請求項6】
前記多層下流支持体が、前記第1の下流支持層と前記第2の下流支持層とからなる、請求項1記載のフィルタ要素。
【請求項7】
前記第1の下流支持層が、不織材から製作される、請求項1記載のフィルタ要素。
【請求項8】
前記不織材が、前記ろ材に積層される、請求項7記載のフィルタ要素。
【請求項9】
前記不織材が、スパンボンド、スパンレース、エア・レイ、又はウエット・レイ材として製作される、請求項7記載のフィルタ要素。
【請求項10】
前記不織材が、ポリプロピレン、ポリエステルまたはポリアミドから製作される、請求項7記載のフィルタ要素。
【請求項11】
前記押出し加工された開口要素が、片面にリブを有する、請求項1記載のフィルタ要素。
【請求項12】
ろ材と、
前記ろ材の上流側に位置決めされ、前記ろ材と接している上流プリーツ支持体と、
前記ろ材から下流側に位置決めされ、第1の下流支持層および第2の下流支持層を有する多層下流プリーツ支持体と、
を備え、ここで、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備える、
フィルタ要素。
【請求項13】
縦軸、外周部および内周部を有すると共に、ろ材を備えるフィルタ要素と、上流ろ材支持体が、前記ろ材から上流側に位置決めされると共に前記ろ材と接し、多層下流ろ材支持体が、前記ろ材から下流側に位置決めされ、第1の下流支持層および第2の下流支持層を有し、ここで、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、且つ前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流ろ材支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備え;
前記フィルタ要素の前記外周部を取り囲む多孔ケージと;
前記フィルタ要素の内周部によって囲われた多孔コアと;
前記多孔ケージの両端部を覆うエンド・キャップと;
を備えるフィルタ・カートリッジ。
【請求項14】
前記第1の下流支持層が、不織材から製作される、請求項13記載のフィルタ・カートリッジ。
【請求項15】
前記不織材が、前記ろ材に積層される、請求項14記載のフィルタ・カートリッジ。
【請求項16】
前記不織材が、スパンボンド、スパンレース、エア・レイ、又はウエット・レイ材として製作される、請求項14記載のフィルタ・カートリッジ。
【請求項17】
前記不織材が、ポリプロピレン、ポリエステルまたはポリアミドから製作される、請求項14記載のフィルタ・カートリッジ。
【請求項18】
前記第2の下流支持層が、リブを有し押出し加工された開口要素である、請求項13記載のフィルタ・カートリッジ。
【請求項19】
前記第2の下流支持層が、片面に形成されるリブを有する、押出し加工された開口要素である、請求項13記載のフィルタ・カートリッジ。
【請求項20】
前記多孔ケージが、前記多孔ケージの両端部にエンド・キャップを具備する、請求項13記載のフィルタ・カートリッジ。
【請求項21】
前記多孔コアが、筒状コアであり、筒状フィルタ要素である前記フィルタ要素の内側に同心に位置決めされ、同様に前記ケージが、筒状であり、前記筒状フィルタ要素周りに同心に位置決めされる、請求項13記載のフィルタ・カートリッジ。
【請求項22】
縦軸、外周部および内周部を有すると共にろ材を備えるフィルタ要素と、多層下流プリーツ支持体が、前記ろ材から下流側に位置決めされ、第1の下流支持層および第2の下流支持層を有し、ここで、
(a)前記第1の下流支持層が、前記ろ材と接しており、前記ろ材と前記第2の下流支持層との間に介装され、且つ前記ろ材との面接触点を最小にするように製作され、
(b)前記第2の下流支持層が、前記第1の下流支持層と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工された開口要素を備え;
前記フィルタ要素の前記外周部を取り囲む多孔ケージと;
前記フィルタ要素の内周部によって囲われた多孔コアと;
前記多孔ケージの両端部を覆うエンド・キャップと;
を備えるフィルタ・カートリッジ。
【特許請求の範囲】
【請求項1】
ろ材(18)と、
前記ろ材から上流側に位置決めされ、前記ろ材と接している上流ろ材支持体(16)と、
前記ろ材から下流側に位置決めされる多層下流ろ材支持体(19、22)と、前記多層下流ろ材支持体が第1の下流支持層(19)および第2の下流支持層(22)を有し、
を備え、ここで、
(a)前記第1の下流支持層(19)が、前記ろ材(18)と接しており、前記ろ材と前記第2の下流支持層(22)との間に介装され、前記ろ材(18)との面接触点を最小にするように製作され、
(b)前記第2の下流支持層(22)が、前記第1の下流支持層(19)と接しており、前記多層下流プリーツ支持体に対して横方向の流体流動を促進するように製作され、リブを有し押出し加工されたれ開口フィルムを備える、
フィルタ要素(12)。
【請求項2】
前記ろ材(18)が、縦方向に延びる複数のプリーツ(14)を有するプリーツろ材である、請求項1記載のフィルタ要素。
【請求項3】
前記プリーツろ材(18)の縦方向に延びるプリーツ(14)が、放射状プリーツ、W−プリーツ、ら旋プリーツからなる群から選択される、請求項2記載のフィルタ要素。
【請求項4】
前記ろ材(18)が、0.1μmから約10μmまでのポア・サイズを有する微孔性ろ過膜である、請求項1記載のフィルタ要素。
【請求項5】
前記ろ材(18)がテフロン(登録商標)、ナイロン、ポリアラミド、二フッ化ポリビニリデン、ポリエーテルスルホンおよびそれらの組み合わせからなる群から選ばれた材料から製作される、請求項1記載のフィルタ要素。
【請求項6】
前記多層下流支持体(19、22)が、前記第1の下流支持層と前記第2の下流支持層とからなる、請求項1記載のフィルタ要素。
【請求項7】
前記第1の下流支持層(19)が、不織材から製作される、請求項1記載のフィルタ要素。
【請求項8】
前記不織材が、前記ろ材(18)に積層される、請求項7記載のフィルタ要素。
【請求項9】
前記不織材が、スパンボンド、スパンレース、エア・レイ、又はウエット・レイ材として製作される、請求項7記載のフィルタ要素。
【請求項10】
前記不織材が、ポリプロピレン、ポリエステルまたはポリアミドから製作される、請求項7記載のフィルタ要素。
【請求項11】
前記押出し加工された開口フィルム(22)が、片面にリブを有する、請求項1記載のフィルタ要素。
【請求項12】
請求項1ないし11のいずれか1項に記載のフィルタ要素と、
前記フィルタ要素(12)が、縦軸、外周部および内周部を有し;
フィルタ・カートリッジ(10)と、
前記フィルタ・カートリッジが、前記フィルタ要素の前記外周部を取り囲む多孔ケージ(30)と、前記フィルタ要素の前記内周部を取り囲む多孔コア(20)と、前記多孔ケージ(30)の両端部を覆うエンド・キャップ(40)とを備え;
を有するフィルタ・カートリッジ。
【請求項13】
前記多孔コア(20)が、筒状コアであり、筒状フィルタ要素である前記フィルタ要素の内側に同心に位置決めされ、且つ同様に前記ケージ(30)が、筒状であり、前記筒状フィルタ要素周りに同心に位置決めされる、請求項12記載のフィルタ・カートリッジ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2006−501058(P2006−501058A)
【公表日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2004−540196(P2004−540196)
【出願日】平成15年9月24日(2003.9.24)
【国際出願番号】PCT/US2003/029987
【国際公開番号】WO2004/028660
【国際公開日】平成16年4月8日(2004.4.8)
【出願人】(399044506)キュノ、インコーポレーテッド (14)
【氏名又は名称原語表記】CUNO INCORPORATED
【Fターム(参考)】
【公表日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成15年9月24日(2003.9.24)
【国際出願番号】PCT/US2003/029987
【国際公開番号】WO2004/028660
【国際公開日】平成16年4月8日(2004.4.8)
【出願人】(399044506)キュノ、インコーポレーテッド (14)
【氏名又は名称原語表記】CUNO INCORPORATED
【Fターム(参考)】
[ Back to top ]