
多層ボトル製品の製造方法および該製造方法により製造された多層ボトル製品
【課題】内容物を液密に充填しやすく、新しい多層ボトル製品の製造方法を提供する。
【解決手段】有底筒状の外ボトル11と、外ボトル11の内面と略同一の形状を有し、外ボトル11に収容される可撓性を有する内ボトル12と、内ボトル12の口部および外ボトル11の口部を閉じる蓋体13と、外ボトル11と内ボトル12との間に充填される内容物Aと、内ボトル11内に充填される噴射剤Bとを備えた多層ボトル製品10の製造方法。外ボトル11内に内ボトル12が挿入された状態で外ボトル11と内ボトル12との間に、内ボトル12を変形させながら内容物を充填する。
【解決手段】有底筒状の外ボトル11と、外ボトル11の内面と略同一の形状を有し、外ボトル11に収容される可撓性を有する内ボトル12と、内ボトル12の口部および外ボトル11の口部を閉じる蓋体13と、外ボトル11と内ボトル12との間に充填される内容物Aと、内ボトル11内に充填される噴射剤Bとを備えた多層ボトル製品10の製造方法。外ボトル11内に内ボトル12が挿入された状態で外ボトル11と内ボトル12との間に、内ボトル12を変形させながら内容物を充填する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は多層ボトル製品の製造方法および該製造方法により製造された多層ボトル製品に関する。
【背景技術】
【0002】
一般的にエアゾール製品には、内容物と噴射剤とを同じ空間に収容し、それらを同時に噴射するものと、内容物と噴射剤とをそれぞれ独立した別の空間に収容し、噴射剤によって内容物が収容された空間を収縮させて内容物を噴射するものとがある。後者のエアゾール製品は、耐圧容器と、その耐圧容器内に収納され、可撓性を有する内袋と、耐圧容器および内袋を閉じるエアゾールバルブとを備えた二重エアゾール容器として知られている。この二重エアゾール容器は、耐圧容器と内袋との間の空間に噴射剤または内容物を充填し、内袋内に内容物または噴射剤を充填することによって、内容物と噴射部材とを独立して格納している。そして、バルブを開くことにより、噴射剤が内袋を押圧し、内容物のみが噴射される。
【0003】
二重エアゾール容器の内容物の充填方法として、空間(内袋あるいは耐圧容器と内袋との間の空間)内に内容物を充填してからエアゾールバルブを取り付ける方法、あるいは、エアゾールバルブを耐圧容器および内袋に取り付けた後、空間内の空気を排出して空間内を負圧にし、エアゾールバルブを介して内容物を空間内に充填する方法が知られている(特許文献1、2、3)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許3965236号
【特許文献2】特許4090579号
【特許文献3】特開平11−100083号公報
【発明の概要】
【0005】
しかし、先に空間内に内容物を充填してからエアゾールバルブを取り付ける場合、空間内には内容物以外に空気等が残りやすく、空気が残ると初期操作のときに内容物が飛び散ることがある。また、先に充填剤を充填してから空間内を負圧にし、エアゾールバルブを介して内容物を充填する場合、充填速度が限られてしまい生産性が落ちる。特に、粘性の高い内容物を充填する場合顕著である。また、内容物を充填後、エアゾールバルブのステム等の洗浄も行わなければならない。
【発明が解決しようとする課題】
【0006】
本発明は、内容物を液密に充填しやすく、新しい多層ボトル製品の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明の多層ボトル製品の製造方法は、有底筒状の外ボトルと、前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する内ボトルと、前記内ボトルの口部および外ボトルの口部を閉じる蓋体と、前記外ボトルと内ボトルとの間に充填される第1流体と、前記内ボトル内に充填される第2流体とを備えた多層ボトル製品の製造方法であって、前記外ボトル内に内ボトルが挿入された状態で前記外ボトルと内ボトルとの間に、内ボトルを変形させながら第1流体を充填することを特徴としている。
【0008】
このような多層ボトル製品の製造方法であって、前記内ボトル用のプリフォームを形成し、前記プリフォームをブロー成形することにより、前記内ボトルの外面を外ボトルの内面と当接させた状態をつくる方法が好ましい。
このようなプリフォームを形成する製造方法であって、プリフォームを外ボトル内でブロー成形する方法が挙げられる。また、外ボトルおよび内ボトル用の二層プリフォームを形成し、前記二層プリフォームをブロー成形し、前記外ボトルおよび前記内ボトルを同時に成形してもよい。
【0009】
本発明の多層ボトル製品の製造方法であって、蓋体が、内ボトルを遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、前記第1流体として内容物を充填し、前記第2流体として噴射剤を充填し、前記蓋体を外ボトルおよび内ボトルに装着する方法が好ましい。
【0010】
また本発明の製造方法であって、蓋体が、内ボトルと外ボトルとの間の空間を遮断し、内ボトルと大気とを連通/遮断する弁機構を備えており、前記第2流体として内容物を充填し、前記第1流体として噴射剤を充填し、前記蓋体を外ボトルおよび内ボトルに装着する方法も挙げられる。
【0011】
さらに本発明の製造方法であって、蓋体が、内ボトルと大気とを連通/遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、前記第1流体として第1内容物および前記第2流体として第2内容物を任意の順番で充填し、前記蓋体を外ボトルおよび内ボトルに装着する方法でもよい。
【0012】
本発明の多層ボトル製品の製造方法であって、蓋体に前記内ボトル内に収容される最内ボトルを取り付けて装着することによって三層以上の多層ボトル製品が製造される。
【0013】
本発明の多層ボトル製品の製造方法の第2の態様は、有底筒状の外ボトルと、前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する中ボトルと、前記中ボトルの内面と略同一の形状を有し、中ボトルに収容される可撓性を有する内ボトルと、前記内ボトルの口部、中ボトルの口部および外ボトルの口部を閉じる蓋体と、前記外ボトルと中ボトルとの間に充填される第1流体と、前記中ボトルと内ボトルとの間に充填される第2流体と、前記内ボトル内に充填される第3流体とを備えた多層ボトル製品の製造方法であって、前記外ボトル内に中ボトルが、中ボトル内に内ボトルが挿入された状態で中ボトルを変形させながら第1流体を充填することを特徴としている。
【発明の効果】
【0014】
本発明の多層ボトル製品の製造方法は、外ボトル内に外ボトルと略同一の形状を有した内ボトルが挿入された状態で、前記外ボトルと内ボトルとの間に、内ボトルを変形(収縮)させながら第1流体を充填するため、つまり、外ボトルと内ボトルとの間の空間を形成しながら第1流体を充填するため、その形成される空間に第1流体を液密に充填することができる。また、この製造方法によって製造される多層ボトル製品において、第1流体を吐出する場合、内ボトルは外ボトルの内面と接するように拡がるため、第1流体の残量を少なくして使い切ることができる。
【0015】
本発明の多層ボトル製品の製造方法であって、前記内ボトル用のプリフォームを形成し、前記プリフォームをブロー成形することにより、前記内ボトルの外面を外ボトルの内面と当接させる場合、内ボトルの成形が正確で、簡単にできる。特に、プリフォームを外ボトル内でブロー成形する場合や、外ボトルおよび内ボトル用の二層プリフォームを形成し、前記二層プリフォームをブロー成形し、前記外ボトルおよび前記内ボトルを同時に成形
する場合、正確に成形できる。
【0016】
本発明の多層ボトル製品の製造方法であって、蓋体に前記内ボトル内に収容される最内ボトルを取り付けて装着する場合、三層以上の多層ボトル製品が容易に製造できる。
【0017】
本発明の多層ボトル製品の製造方法の第2の態様は、三層以上の多層ボトル製品の製造方法であって、外ボトルに収容される中ボトルが外ボトルの内面と略同一の形状を呈しており、その中ボトルに収容される内ボトルが中ボトルの内面と略同一の形状を呈しており、前記外ボトル内に中ボトルが、中ボトル内に内ボトルが挿入された状態で中ボトルを変形させながら外ボトルと中ボトルとの間に第1流体を充填するため、外ボトルと中ボトルとの間に形成される空間に第1流体を液密に充填することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の二層ボトル製品の一実施形態を示す側面断面図である。
【図2】図2aは図1における内容物を充填する前の外ボトルおよび内ボトルの側面断面図であり、図2bは図1の蓋体の側面断面図である。
【図3】図3a〜図3dは、図1の二層ボトル製品の製造方法を示す工程図である。
【図4】図4a、図4bは、本発明の二層ボトル製品の噴射剤の充填方法を示す工程図である。
【図5】本発明の二層ボトル製品の他の実施形態を示す側面断面図である。
【図6】図6a〜図6dは、図5の二層ボトル製品の製造方法を示す工程図である。
【図7】本発明の二層ボトル製品のさらに他の実施形態を示す側面断面図である。
【図8】本発明の三層ボトル製品の一実施形態を示す側面断面図である。
【図9】図9a〜図9dは、図8の三層ボトル製品の製造方法を示す工程図である。
【図10】本発明の三層ボトル製品の他の実施形態を示す側面断面図である。
【図11】図10a〜図10dは、図9の三層ボトル製品の製造方法を示す工程図である。
【図12】本発明の三層ボトル製品の噴射剤の充填方法を示す工程図である。
【発明を実施するための形態】
【0019】
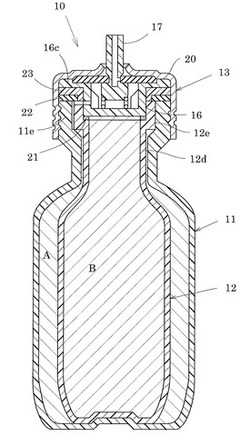
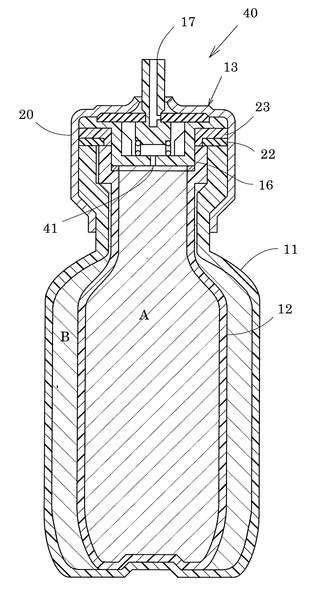
図1の二層ボトル製品10は、合成樹脂製の外ボトル11と、その中に収容される可撓性を有する合成樹脂製の内ボトル12と、内ボトルの口部および外ボトルの口部を閉じる蓋体13と、外ボトル11と内ボトル12との間に充填される内容物Aと、内ボトル12内に充填される噴射剤Bとを備えている。
【0020】
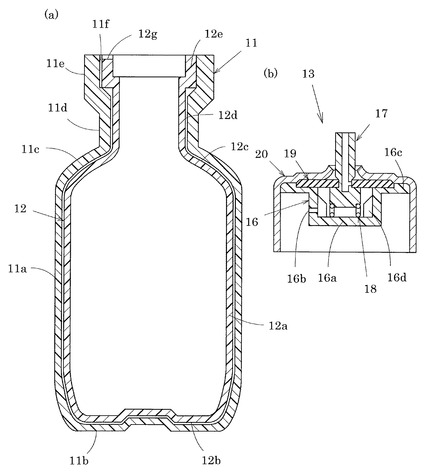
外ボトル11は、図2aに示すように、耐圧性を有する有底筒状のものであり、円筒状の胴部11aと、その下端を閉じる底部11bと、胴部の上端からテーパー状に縮径する肩部11cと、その上端から延びる円筒状の首部11dと、その上端から延びる若干拡径した口部11eとからなる。また、口部11eの内面には上下に延びる溝11fが形成されている。さらに、外ボトル11の口部11eの外周には、二層ボトル製品10の製造工程において雌ネジが形成される(図1参照)。
このような外ボトル11は、例えば、ポリエチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレートなどのポリエステル、ナイロンなどのポリアミド等の合成樹脂により成形される。特に、合成樹脂製とする場合、透光性を有する外ボトル11とすることにより内容物残量の確認ができる。しかし、アルミニウム、ブリキ、ステンレススチール等の金属より成形してもよい。
【0021】
内ボトル12は、内容物Aを充填する前の状態では外ボトル11の内面と当接する形状、つまり、外ボトルの内面と実質的に同一形状(略同一の形状)を呈している。そして、内容物Aが充填されることにより内ボトル12は圧縮される。内容物Aを充填する前の内
ボトル12は、円筒状の胴部12aと、その下端を閉じる底部12bと、胴部の上端からテーパー状に縮径する肩部12cと、その上端から延びる円筒状の首部12dと、その上端から延びる若干拡径した口部12eとからなる。内ボトル12の口部12eの上端には、上記外ボトルの溝11fと連通するように切欠き12gが形成されている。また内ボトルの口部12eは、後述する蓋体のハウジング16の外周と密に嵌合するように構成されている。このような可撓性を有する内ボトル12は、例えば、ポリエチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレートなどのポリエステル、ナイロンなどのポリアミド等の合成樹脂より成形される。
【0022】
蓋体13は、図2bに示すように、内ボトル12の口部12eに挿入される有底筒状のハウジング16と、そのハウジング内に上下移動自在に収容されるステム17と、そのステム17を常時上向きに付勢するバネ18と、ステム17のステム孔を塞ぐステムラバー19と、ハウジング16を覆い外ボトル11に固定されるキャップ20とからなる。
ハウジング16は、底部16aを有する円筒状のものであり、側面には連通孔16bが形成されており、上端には外方に延びる環状のフランジ部16cが形成されている。また、内面には、ステム17の上下動をガイドするようにリブ16dが放射状に形成されている。また、キャップ20の下部内面には、二層ボトル製品10の製造工程において雄ネジが形成される(図1参照)。
【0023】
蓋体13は、内ボトル12を遮断し、内ボトル12と外ボトル11との間の空間と大気とを連通/遮断する弁機構を備えている。つまり、ステム17のステム孔がステムラバー19によって塞がれた状態が遮断状態であり、ステム17のステム孔が開放された状態が連通状態である。この連通状態とは、外ボトル11の溝11f、内ボトル12の切欠き12gおよびバルブのハウジング16の連通孔16bによって、外ボトル11と内ボトル12の間とハウジング16内とが連通している状態を言う。
【0024】
図1に戻って、この二層ボトル製品10は、蓋体13のハウジング16が内ボトル12の口部12eおよび外ボトル11の口部11eに挿入され、その上から蓋体のキャップ20が外ボトル11に螺合して閉じられている。つまり、内ボトル12の口部12eは、蓋体13のハウジング16と外ボトル11の間に狭持されている。そのため、蓋体13を閉じることにより、外ボトル11および内ボトル12の両方を同時に閉じることができる。また、蓋体13のハウジング16と内ボトル12とのシール性を高めるべく、内ボトルの首部12dと口部12eの境界近辺の段部内面にリング状の第1シール材21が設けられている。さらに、外ボトル11と内ボトル12の間のシール性を高めるべく、外ボトル11の口部11eと内ボトル12の口部12eの上面の境界を塞ぐようにリング状の第2シール材22が設けられている。さらに、その第2シール材22を支持するべく円筒状の固定部材23が第2シール材22の上に設けられている。そして、ハウジング16のフランジ16cがこの固定部材23を下方に押圧するように固着される。つまり、内ボトル12と外ボトル11の上面に、第2シール材22、固定部材23、ハウジング16のフランジ部16cが積み重ねられ、それらはキャップ20に押圧されながら閉じられている。
【0025】
内容物Aとしては、例えば、化粧水、日焼け止め、ほてり止め、クレンジングなどのスキンケア、スタイリング剤、トリートメント剤、染毛剤などのヘアケア、殺菌消毒剤、水虫薬、消炎鎮痛剤、鎮痒剤、育毛剤、点鼻薬、点耳薬などの医薬品や医薬部外品、ホィップクリーム、ダイエット飲料、スポーツ飲料、清涼飲料などの食品、歯磨き、洗口液などの口腔用品、などに用いられる液状物、クリーム、ゲルなどが充填される。なお内容物Aとして、後述する噴射剤が混入することによりフォーム状を呈して吐出するものであってもよい。この場合、後述する噴射剤が内ボトルを透過するように構成する。
噴射剤Bとしては、例えば、二酸化炭素、亜酸化窒素、窒素、酸素、空気およびこれらの混合ガスなどの圧縮ガス、液化石油ガス、ジメチルエーテル、およびこれらの混合ガス
などの液化ガスなどが挙げられる。圧縮ガスを用いる場合、多層ボトル製品の圧力が0.1〜1.0MPa、特に0.2〜0.8MPaとなるように充填すると内容物Aが高粘度であっても、全量を吐出することができる。
【0026】
このように構成されているため、二層ボトル製品10は、ステム17に装着した噴射部材(図示せず)を押し下げるとステム17が下方に移動して連通状態になる。そのため、内ボトル12内の噴射剤Bの圧力によって、外ボトル11と内ボトル12の間に充填された内容物Aが、溝11f、切欠き12gおよび連通孔16bを介してバルブのハウジング16に導入され、そして、ステム17を通り噴射部材から吐出される。特に、内ボトル12は、外ボトル11の内面と当接する形状、つまり、外ボトルの内面と実質的に同一形状を有する合成樹脂製のボトルであるため、内容物Aが吐出されると同時に内ボトル12が拡がるとき、外ボトル11の内面と確実に当接するように拡がるため、二重ボトル製品10は内容物の残量を少なくして使い切ることができる。なお、耐圧性にした合成樹脂製の外ボトル11は、窒素、亜酸化窒素、二酸化炭素などの圧縮ガスを前述の圧力で充填し長期間保管すると、ガスが透過して内容物の吐出状態や安定性が変化しやすいが、内ボトル12に噴射剤を充填することにより、外ボトルと内ボトルの間の空間に充填した内容物Aにより透過が抑制されて安定した製品とすることができる。
【0027】
また、噴射剤として分子量の小さい気体からなる圧縮ガスを用いる場合、仮に内ボトル内の噴射剤が漏れても、内ボトル12の復帰力による内容物の吐出が期待でき、さらに、噴射剤が漏れて二重ボトル製品10が使用できなくなっても、外ボトル11に螺合された蓋体13を取り外して内容物を取り出し使用することができる。
一方、外ボトル11が透光性を有する場合、外ボトル11と内ボトル12の間の空間の肉厚が薄くなるようにして内容物Aは吐出されていくため、内容物Aが残っている間は内容物Aが外ボトル11の外観から見ることができる。また、内容物Aがなくなると内ボトル12が外ボトル11の内面と当接あるいは近接する。そのため、内容物が無くなると同時に外ボトル11の外観が変わり、外観から内容物Aが消えて内ボトル12が現れる。
【0028】
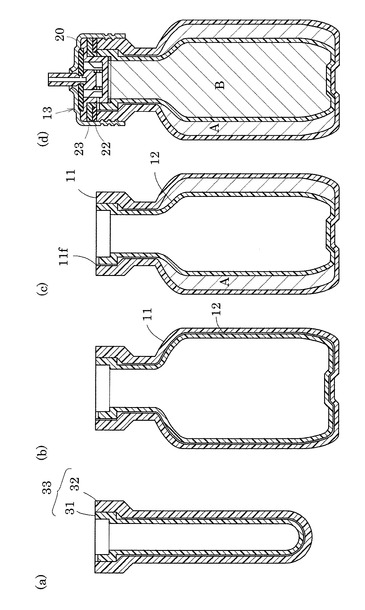
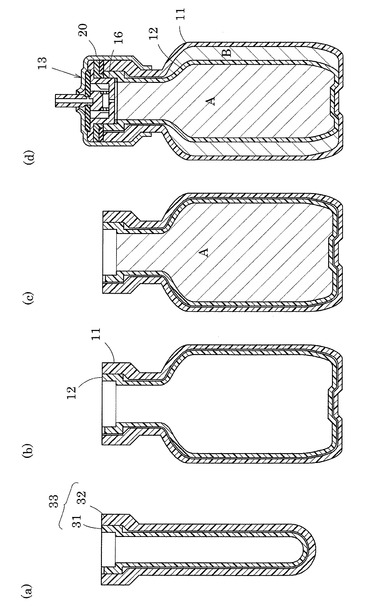
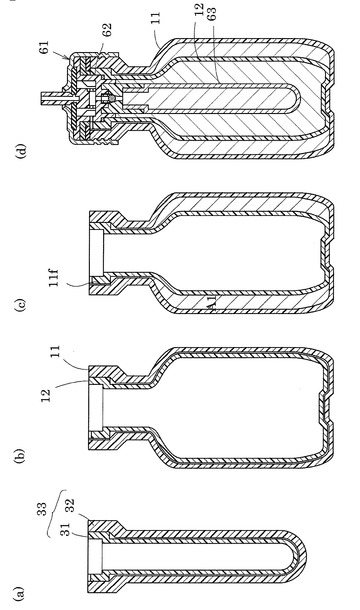
次に図3を用いて本発明の一実施形態である二層ボトル製品10の製造方法について説明する。内ボトル用のプリフォーム31および外ボトル用のプリフォーム32を射出成型などにより個別に成型し、内ボトル用のプリフォーム31を外ボトル用のプリフォーム32に挿入し、二層プリフォーム33を準備する。しかし、この二層プリフォーム33は、射出成型によって一体に成形してもよい。
次に、この二層プリフォーム33を2軸延伸ブローなどで外ボトル11および内ボトル12を同時に成型する。これにより、内ボトル12の外形は、外ボトル11の内面と当接する形状、つまり、外ボトルの内面と実質的に同一形状となる(図3b参照)。この図3bでは、外ボトル11の胴部、底部、肩部と、内ボトル12の胴部、底部、肩部との間には、説明上隙間を設けたが、実際は、ほぼ当接、あるいは、当接している。
【0029】
このように外ボトル11の内面に内ボトル12の外面が当接している状態で、内容物Aを外ボトル11と内ボトル12の間に、外ボトル11の溝11fから内ボトル12を圧縮変形させながら充填する(図3c参照)。そのため、内容物Aを外ボトル11と内ボトル12の間に液密に充填することができ、残留空気による内容物Aの酸化を抑制することができる。さらに使用開始時に内容物が飛び散る問題も解消できる。
その後、外ボトル11および内ボトル12の上端に第1シール材22および固定部材23を載せ、噴射剤Bをキャップ20と外ボトル11の外面の隙間から内ボトル12内に充填する。例えば、内ボトル内への噴射剤の充填を瞬間的に行って蓋体を閉じる方法、あるいは、低温環境にして液化ガスを充填する方法などが挙げられる。
そして、蓋体13のハウジング16を内ボトル12内に深く押し込み、強く挿入嵌合すると、第1シール材21および第2シール材22がそれぞれ内ボトル12および外ボトル
11と内ボトル12の間をシールする。それとほぼ同時に、蓋体13のキャップ20の外周から外ボトル11の口部近辺に螺子を形成して固着する。しかし、予め蓋体13および口部11eの外周に螺子を形成して、螺合しながら固着してもよい。
なお、キャップの側面に噴射剤の充填圧力で開く程度のスリットを入れておき、キャップの側面から噴射剤を充填してキャップを外ボトルに螺着し、その後、スリットを熱溶着してシールすることもできる。
【0030】
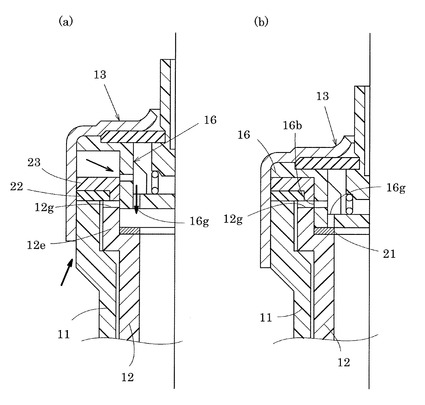
図4に噴射剤の他の充填方法を示す。この方法では、蓋体13のハウジング16の下端側縁に導入孔16gが形成されている。他の構成は、図1、2の二層ボトル製品10と実質的に同じである。つまり、内容物Aを充填した後、外ボトル11および内ボトル12の上端に第2シール材22および固定部材23を載せて内容物が充填されている外ボトル11と内ボトル12の間の空間に噴射剤が充填されないように外ボトル11の溝11fを閉じ、また、ハウジングの側面で内ボトルの切欠き12gを閉じる。この状態で、噴射剤Bをキャップ20と外ボトル11の外面の隙間からハウジングの連通孔16b、ハウジングの導入孔16gを通して内ボトル12内に充填する(矢印方向)。そして、蓋体13のハウジング16を内ボトル12内に深く押し込み、強く挿入嵌合させてハウジングの連通孔16bと内ボトルの切欠き12gとを連通させると同時に、ハウジングの導入孔16gを第1シール材21で閉じて内ボトルを遮断する(図4b参照)。
【0031】
今まで説明してきた実施形態では、二層プリフォーム33を用いたが、内ボトル用プリフォーム31を用意し、予め成形した外ボトル11内でそのプリフォーム31をブロー成型して、外ボトル11の内面に当接する形状の内ボトル12を成形してもよい。この場合も、図3cのように、内容物Aは、外ボトル11の内面に内ボトル12の外面が当接している状態で内ボトル12を圧縮変形させながら充填できる(図3c参照)ため、内容物Aを液密状態で充填することができる。
【0032】
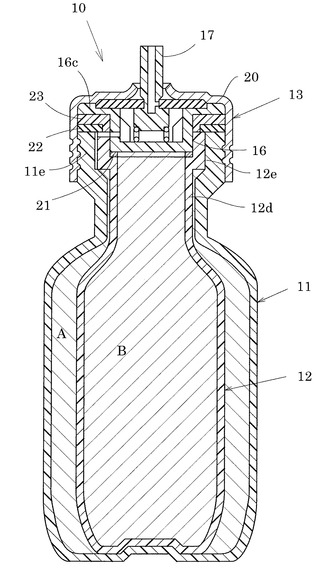
図5の二層ボトル製品40は、内ボトル12に内容物Aが充填され、外ボトル11と内ボトル12の間に噴射剤Bが充填されたものである。蓋体13のハウジング16には、外ボトル11と内ボトル12との間と連通する連通孔ではなく、内ボトル12内と連通する連通孔41が形成されている。つまり、前記蓋体13は、内ボトル12と外ボトル11との間の空間を遮断し、内ボトル12と大気とを連通/遮断する弁機構を備えている。また、蓋体13と外ボトル11とは、螺子ではなく蓋体13のキャップ20の下端を外ボトル11に対してカシメて固着している。さらに、内ボトル上端の切欠き12gがない。他の構成は、図1の二層ボトル製品10と実質的に同じものである。
このように構成されているため、二層ボトル製品40のステム17を押し下げて連通状態にすると、噴射剤Bによって内ボトル12が圧縮され、内ボトル12内に充填された内容物Aが連通孔41を通ってハウジング17に押し出され、ステム17から吐出される。
【0033】
この二層ボトル製品40の製造方法も、二層プリフォーム33を準備し(図6a参照)、2軸延伸ブローなどで外ボトル11および内ボトル12を同時に成形する(図6b参照)。そして、次に内容物Aを内ボトル12内に充填する。このとき内容物Aを内ボトル12内に多少の空間が残るようにして充填する。また、このとき、外ボトル11の内面と内ボトル12の外面とは当接している(図6c参照)。
その後、内ボトルの口部12eに蓋体のハウジング16を軽く載せて、この状態で噴射剤Bを、キャップ20と外ボトル11の間から外ボトルの溝11fを介して外ボトル11と内ボトル12の間へ、内ボトル12を圧縮変形させながら充填する(図6d参照)。このとき内ボトル12は圧縮変形するため、内ボトル12内の空間も狭められ、内ボトル内に残っている空気を排出する。それにより内容物の空気による酸化等を抑制すると共に使用開始時の飛び散りを防止される。
最後に、蓋体13のハウジング16を内ボトル12内に深く挿入して嵌合させ、蓋体1
3のキャップ20を外ボトル11の口部または首部外周近辺にカシメて固着させる。
【0034】
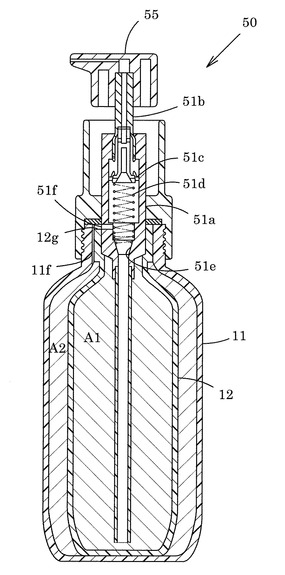
図7の二層ボトル製品50は、内ボトル12および外ボトル11と内ボトル12の間にそれぞれ異なる第1内容物A1、第2内容物A2が充填されており、蓋体13に両内容物A1、A2を吸上げるポンプ弁が備え付けられているものである。
外ボトル11および内ボトル12は、図1の外ボトル11および内ボトル12と実質的に同じものであり、外ボトル11には溝11fが形成されており、内ボトル12には切欠き12gが形成されている。
蓋体13は、ハウジング51aと、そのハウジング内に収容され、上下移動するステム51bと、ステムの下端と連結した逆止弁作用を奏するピストン51cと、そのピストンを常時上向きに付勢するバネ51dと、ハウジングの下端に設けられている内ボトル連通孔51eと、ハウジングの下部外周に設けられている側面連通孔51fとから構成されている。
【0035】
このように構成されているため、ステム51bに取り付けられた吐出部材55を押し下げることにより、ピストン51cも押し下げられる。そして、ピストン51cがバネ51dによって押し上げられるとき、ハウジング51a内が負圧となり、連通孔51eを介して内ボトル内の内容物A1が、連通孔51fを介して外ボトルと内ボトルの間の内容物A2が吸上げられ、ステム51bに取り付けられた吐出部材55から吐出される。
【0036】
この二層ボトル製品50の製造方法も、二層プリフォーム33を準備し(図6a参照)、2軸延伸ブローなどにより外ボトル11および内ボトル12を同時に成形する。そして、次に内容物A1を内ボトル12内に充填し、内容物A2を外ボトル11と内ボトル12の間に内ボトル12を圧縮変形させながら充填する。そのため、内ボトル内、外ボトルと内ボトルの間の空間に内容物をそれぞれ液密状態で充填することができる。しかし、内容物A2を先に充填し、その後、内容物A1を充填してもよい。この場合でも少なくとも内容物A2は液密に充填できる。内容物を充填後、最後に蓋体13を螺合させる。
【0037】
これまでの実施形態では二層ボトル製品を開示してきたが、次の実施形態では三層ボトル製品を開示する。
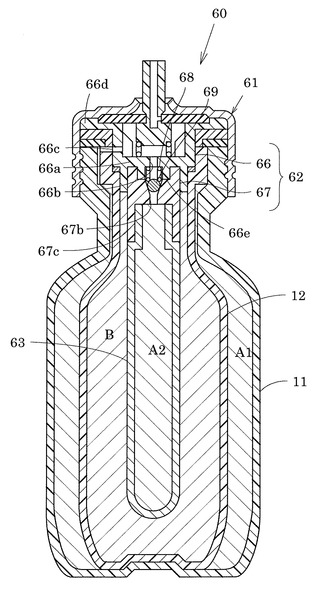
図8の三層ボトル製品60は、蓋体61のハウジング62の下端に内ボトル12に収容される最内ボトル63が取り付けられたものである。そして、外ボトル11と内ボトル12との間に第1内容物A1が充填され、内ボトル12と最内ボトル63の間に噴射剤Bが充填され、最内ボトル63内に第2内容物A2が充填されている。三層ボトル製品60は、第1内容物A1と第2内容物A2を同時に吐出するものである。
【0038】
ハウジング62は、円筒状の本体66と、その下端に取り付けられる逆止弁部材67とからなる。本体66は、底部66aを有する円筒状のものであり、底部中央に形成された最内ボトル63と連通する第1連通孔66bと、側面に形成された第2連通孔66cと、上端に形成された外方に延びる環状のフランジ部66dとを有している。また、下端には、逆止弁部材67と連結する係合部66eが形成されている。逆止弁部材67は、下端が縮径した中心孔67bを備えた柱状のものであり、下端側縁から下方に延びる円筒部67cが設けられている。中心孔67bにはバネ68によって下方に付勢されるボール69が設けられている。ボール69は、本体66と逆止弁部材67とを連結することによって、中心孔67bの下端と第1連通孔66bとの間の空間に収容される。つまり、ハウジング62は最内ボトル63からハウジング62内への流体の流れは許すが、ハウジング62から最内ボトル63への流体の流れを止める逆止弁を構成する。また、円筒部67cに最内ボトル63の上端が挿入されて、ハウジング62に最内ボトル63は連結される。つまり、蓋体61は、最内ボトル63と大気とを連通/遮断し、内ボトル12と外ボトル11との間の空間と大気とを連通/遮断し、内ボトル12と最内ボトル63との間を遮断する弁
機構を備えている。
【0039】
最内ボトル63は、内ボトル12内に収容されることができれば、その形状は任意である。特に、最内ボトル63にアルミニウム箔層を設けることにより、2液式染毛剤などのように反応性の高い内容物を安定して保管することができる。しかし、その材料は特に限定されるものではなく、内容物等によって任意に選択してよい。
【0040】
このように構成されているため、三層ボトル製品60は、ステム17を押し下げ連通状態とすることにより、内ボトル12と最内ボトル63の間の噴射剤Bが、最内ボトル63および外ボトル11と内ボトル12の間の空間を圧縮し、第1内容物A1および第2内容物A2の両方を押し出すものである。この場合、図1の二層ボトル製品10と同様に、内ボトル12の形状が外ボトル11の内面形状と実質的に同じであるため、残量を少なくして使用することができる。また、噴射剤を内ボトル12と最内ボトル63の間に収容することができるため、第1内容物A1および第2内容物A2の接触を防止し、さらに噴射剤の透過が抑えられ、安定した製品とすることができる。また、この場合も外ボトル11を透光性とすることにより、内容物が無くなったとき、外観が瞬間に変化する。
【0041】
この三層ボトル製品60の製造方法は、図1の二層ボトル製品10と同様に、この二層プリフォーム33(図9a参照)から2軸延伸ブローなどで外ボトル11および内ボトル12を同時に成型し(図9b参照)、外ボトル11の内面に内ボトル12の外面が当接している状態で、第1内容物A1を外ボトル11と内ボトル12の間に、外ボトル11の溝11fから内ボトル12を圧縮変形させながら充填する(図9c参照)。そのため、第1内容物A1を外ボトル11と内ボトル12の間に液密に充填することができ、残留空気による第1内容物Aの酸化を抑制することができる。さらに使用開始時に内容物が飛び散る問題も解消できる。
さらに、図1の二層ボトル製品10と同様にして、最内ボトル63を取り付けた蓋体61のハウジング62を内ボトル12内に浅く挿入し、外ボトル11と内ボトル12の間に噴射剤が充填されないように遮断して内ボトル12内に噴射剤を充填する。その後、ハウジング62を内ボトル12内に深く押し込んで蓋体61を固着する(図9d参照)。なお、噴射剤を充填する工程において、逆止弁により最内ボトル内へ噴射剤が充填されないように遮断される。最内ボトル63の第2内容物A2は、予め充填して蓋体61に取り付ける。
【0042】
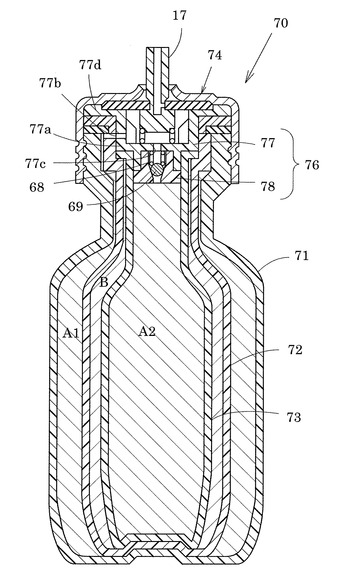
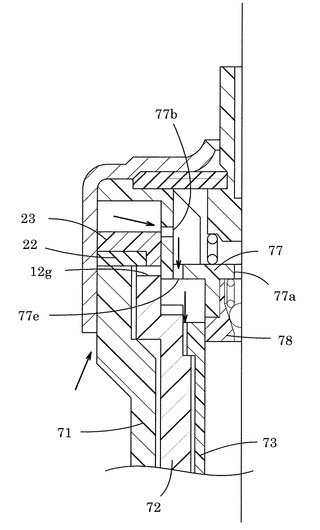
図10の三層ボトル製品70は、合成樹脂製の外ボトル71と、その中に収容される可撓性を有する合成樹脂製の中ボトル72と、その中ボトルに収容される可撓性を有する合成樹脂製の内ボトル73と、内ボトルの口部、中ボトルの口部および外ボトルの口部を閉じる蓋体74と、外ボトル71と中ボトル72との間に充填される内容物A1と、中ボトル72と内ボトル73との間に充填される噴射剤Bと、内ボトル73内に充填される内容物A2とを備えている。外ボトル71は、図1の外ボトル11と実質的に同じものであり、中ボトル72は、図1の内ボトル12と実質的に同じものである。
この三層ボトル製品70も、外ボトル71と中ボトル72との間に第1内容物A1が充填されており、中ボトル72と内ボトル73の間に噴射剤Bが充填されており、内ボトル73内に第2内容物A2が充填されており、第1内容物A1と第2内容物A2を同時に吐出するものである。
【0043】
内ボトル73は、内容物を充填する前の状態では中ボトル72の内面と当接する形状、つまり、中ボトル72あるいは外ボトル71の内面と実質的に同一形状を呈する。そのため、外ボトル71と中ボトル72の間に内容物A1が充填されることにより内ボトル73は圧縮される。その充填前の内ボトル73は、図11bに示すように、円筒状の胴部73aと、その下端を閉じる底部73bと、胴部の上端からテーパー状に縮径する肩部73c
と、その上端から延びる円筒状の首部73dと、その上端から延びる若干拡径したフランジ状の口部73eとからなる。そして、口部73eおよび/または首部73dは、蓋体のハウジング76と密に嵌合するように構成されている(図11d参照)。口部73eの上端は、中ボトル72の上端より若干低くなるように構成されている。このような可撓性を有する内ボトル73は、図1の内ボトル11と同様の合成樹脂より成形される。
【0044】
図10に戻って、蓋体74は、ハウジング76の構造が若干異なるだけで、ステム17、バネ18、ステムラバー19およびキャップ20等の他の構成は図2bの蓋体13と同様である。そして、蓋体74は、内ボトル73と大気とを連通/遮断し、中ボトル72と外ボトル71との間の空間と大気とを連通/遮断し、中ボトル72と内ボトル71との間を遮断する弁機構を備えている。
【0045】
ハウジング76は、図12aに示すように、円筒状の本体77と、その下端に取り付けられる逆止弁部材78とからなる。本体77には、底部77aを有する円筒状のものであり、側面には第1連通孔77bが形成されており、下端には第2連通孔77cが形成されており、上端には外方に延びる環状のフランジ部77dが形成されている。逆止弁部材78は、図9の逆止弁部材67と実質的に同じものであり、バネ68、ボール69を備えている。つまり、ハウジング76は、ハウジング76から内ボトル73方向の流れを遮断し、内ボトル73からハウジング76方向の流れを許す逆止弁を備えている。
また、ハウジング76は、中ボトル72および内ボトル73を外ボトル71との間で狭持する働きを有している。そのため、蓋体74を外ボトル71に固着することにより、内ボトル71、中ボトル72、外ボトル73を同時に閉じることができる。
【0046】
このように構成されているため、三層ボトル製品70もステム17を押し下げ連通状態とすることにより、図9の三層ボトル製品60と同様に第1内容物A1および第2内容物A2を吐出する。また、図9の三層ボトル製品60と同様の効果が得られる。
【0047】
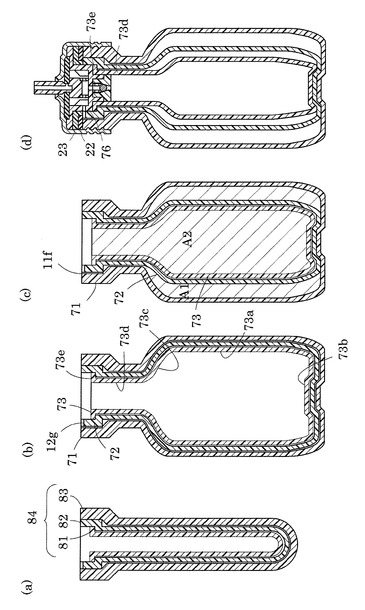
この三層ボトル製品70の製造方法は、図11aに示すように、内ボトル用のプリフォーム81、中ボトル用のプリフォーム82および外ボトル用のプリフォーム83を用意し、それぞれ内ボトル用のプリフォーム81を中ボトル用のプリフォーム82に挿入し、その中ボトル用プリフォーム82を外ボトル用のプリフォーム83に挿入し、三層プリフォーム84を準備する。この三層プリフォーム84も射出成型等によって一体成形してもよい。
次に、この三層プリフォーム84から2軸延伸ブローなどで外ボトル71、中ボトル72および内ボトル73を同時に成型する(図11b参照)。これにより、内ボトル73の外形が中ボトル72の内面と当接し、中ボトル72の外形が外ボトル71の内面と当接した状態となる。つまり、中ボトル72および内ボトル73が外ボトルの内面と実質的に同一形状となる。
【0048】
このように外ボトル71の内面に中ボトル72の外面が当接している状態で、第1内容物A1を外ボトル71と中ボトル72の間に、外ボトル71の溝11fから中ボトル72および内ボトル73を圧縮変形させながら充填する(図11c参照)。そのため、第1内容物A1を外ボトル71と中ボトル72の間に液密に充填することができ、残留空気による第1内容物Aの酸化を抑制することができる。さらに使用開始時に内容物が飛び散る問題も解消できる。また、それと同時または前後して第2内容物A2を内ボトル73に充填する。
その後、図11dに示すように、外ボトル71および中ボトル72の上端に第2シール材22および固定部材23を載せ、中ボトル72と内ボトル73の間に噴射剤Bを充填し、ハウジング76を下降させ、蓋体74を固定する。
【0049】
また、図12に示すように、ハウジング77の下端側縁に導入孔77eを形成したものを用いて噴射剤を充填してもよい。この場合、内容物A1、A2を充填した後、外ボトル71および中ボトル72の上端に第2シール材22および固定部材23を載せて溝11fを閉じ、さらに、内ボトル73の口部が閉じられるように蓋体のハウジング76の逆止弁部材78を浅く挿入し、噴射剤Bをキャップ20と外ボトル71の外面の隙間からハウジングの連通孔77b、ハウジングの導入孔77dを通して中ボトル72と内ボトル73の間に充填する(矢印方向)。
そして、蓋体74のハウジング76を中ボトル72および内ボトル73内に深く押し込み、強く挿入し嵌合させると同時に、ハウジングの導入孔77dを第1シール材21で閉じる。それとほぼ同時に、蓋体74のキャップ20を外ボトル71の外周に螺子を形成または外周を外ボトル71にカシメて固着する。
【0050】
この三層ボトル製品70では、噴射剤Bを中ボトル72と内ボトル73の間に充填しているが、外ボトル71と中ボトル72の間に充填しても、内ボトル73に充填してもよい。特に、内ボトル73に充填する場合、外ボトル71と中ボトル72の間の空間、および、中ボトル72と内ボトル73の間の空間を無くすようにして第1および第2内容物を吐出させることができるため、残量を残さないことで考えると好ましい。しかし、図10の三層ボトル製品70のように、噴射剤Bを第1内容物A1と第2内容物A2の間に設けることにより、第1内容物と第2内容物との距離を空けることができ、両内容物の中ボトルの透過を防止することができ、両内容物あるいは一方の内容物の反応性が高い場合、好ましい。
【符号の説明】
【0051】
A 内容物
A1 第1内容物
A2 第2内容物
B 噴射剤
10 二層ボトル製品
11 外ボトル
11a 胴部
11b 底部
11c 肩部
11d 首部
11e 口部
11f 溝
12 内ボトル
12a 胴部
12b 底部
12c 肩部
12d 首部
12e 口部
12g 切欠き
13 蓋体
16 ハウジング
16a 底部
16b 連通孔
16c フランジ部
16d リブ
16g 導入孔
17 ステム
18 バネ
19 ステムラバー
20 キャップ
21 第1シール材
22 第2シール材
23 固定部材
31 内ボトル用のプリフォーム
32 外ボトル用のプリフォーム
33 二層プリフォーム
40 二層ボトル製品
41 連通孔
50 二層ボトル製品
51a ハウジング
51b ステム
51c ピストン
51d バネ
51e 連通孔
51f 側面連通孔
55 吐出部材
60 三層ボトル製品
61 蓋体
62 ハウジング
63 最内ボトル
66 本体
66a 底部
66b 第1連通孔
66c 第2連通孔
66d フランジ部
66e 係合部
67 逆止弁部材
67b 中心孔
67c 円筒部
68 バネ
69 ボール
70 三層ボトル製品
71 外ボトル
72 中ボトル
73 内ボトル
73a 胴部
73b 底部
73c 肩部
73d 首部
73e 口部
74 蓋体
76 ハウジング
77 本体
77a 底部
77b 第1連通孔
77c 第2連通孔
77d フランジ部
77e 導入孔
78 逆止弁部材
81 内ボトル用のプリフォーム
82 中ボトル用のプリフォーム
83 外ボトル用のプリフォーム
84 三層プリフォーム
【技術分野】
【0001】
本発明は多層ボトル製品の製造方法および該製造方法により製造された多層ボトル製品に関する。
【背景技術】
【0002】
一般的にエアゾール製品には、内容物と噴射剤とを同じ空間に収容し、それらを同時に噴射するものと、内容物と噴射剤とをそれぞれ独立した別の空間に収容し、噴射剤によって内容物が収容された空間を収縮させて内容物を噴射するものとがある。後者のエアゾール製品は、耐圧容器と、その耐圧容器内に収納され、可撓性を有する内袋と、耐圧容器および内袋を閉じるエアゾールバルブとを備えた二重エアゾール容器として知られている。この二重エアゾール容器は、耐圧容器と内袋との間の空間に噴射剤または内容物を充填し、内袋内に内容物または噴射剤を充填することによって、内容物と噴射部材とを独立して格納している。そして、バルブを開くことにより、噴射剤が内袋を押圧し、内容物のみが噴射される。
【0003】
二重エアゾール容器の内容物の充填方法として、空間(内袋あるいは耐圧容器と内袋との間の空間)内に内容物を充填してからエアゾールバルブを取り付ける方法、あるいは、エアゾールバルブを耐圧容器および内袋に取り付けた後、空間内の空気を排出して空間内を負圧にし、エアゾールバルブを介して内容物を空間内に充填する方法が知られている(特許文献1、2、3)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許3965236号
【特許文献2】特許4090579号
【特許文献3】特開平11−100083号公報
【発明の概要】
【0005】
しかし、先に空間内に内容物を充填してからエアゾールバルブを取り付ける場合、空間内には内容物以外に空気等が残りやすく、空気が残ると初期操作のときに内容物が飛び散ることがある。また、先に充填剤を充填してから空間内を負圧にし、エアゾールバルブを介して内容物を充填する場合、充填速度が限られてしまい生産性が落ちる。特に、粘性の高い内容物を充填する場合顕著である。また、内容物を充填後、エアゾールバルブのステム等の洗浄も行わなければならない。
【発明が解決しようとする課題】
【0006】
本発明は、内容物を液密に充填しやすく、新しい多層ボトル製品の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明の多層ボトル製品の製造方法は、有底筒状の外ボトルと、前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する内ボトルと、前記内ボトルの口部および外ボトルの口部を閉じる蓋体と、前記外ボトルと内ボトルとの間に充填される第1流体と、前記内ボトル内に充填される第2流体とを備えた多層ボトル製品の製造方法であって、前記外ボトル内に内ボトルが挿入された状態で前記外ボトルと内ボトルとの間に、内ボトルを変形させながら第1流体を充填することを特徴としている。
【0008】
このような多層ボトル製品の製造方法であって、前記内ボトル用のプリフォームを形成し、前記プリフォームをブロー成形することにより、前記内ボトルの外面を外ボトルの内面と当接させた状態をつくる方法が好ましい。
このようなプリフォームを形成する製造方法であって、プリフォームを外ボトル内でブロー成形する方法が挙げられる。また、外ボトルおよび内ボトル用の二層プリフォームを形成し、前記二層プリフォームをブロー成形し、前記外ボトルおよび前記内ボトルを同時に成形してもよい。
【0009】
本発明の多層ボトル製品の製造方法であって、蓋体が、内ボトルを遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、前記第1流体として内容物を充填し、前記第2流体として噴射剤を充填し、前記蓋体を外ボトルおよび内ボトルに装着する方法が好ましい。
【0010】
また本発明の製造方法であって、蓋体が、内ボトルと外ボトルとの間の空間を遮断し、内ボトルと大気とを連通/遮断する弁機構を備えており、前記第2流体として内容物を充填し、前記第1流体として噴射剤を充填し、前記蓋体を外ボトルおよび内ボトルに装着する方法も挙げられる。
【0011】
さらに本発明の製造方法であって、蓋体が、内ボトルと大気とを連通/遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、前記第1流体として第1内容物および前記第2流体として第2内容物を任意の順番で充填し、前記蓋体を外ボトルおよび内ボトルに装着する方法でもよい。
【0012】
本発明の多層ボトル製品の製造方法であって、蓋体に前記内ボトル内に収容される最内ボトルを取り付けて装着することによって三層以上の多層ボトル製品が製造される。
【0013】
本発明の多層ボトル製品の製造方法の第2の態様は、有底筒状の外ボトルと、前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する中ボトルと、前記中ボトルの内面と略同一の形状を有し、中ボトルに収容される可撓性を有する内ボトルと、前記内ボトルの口部、中ボトルの口部および外ボトルの口部を閉じる蓋体と、前記外ボトルと中ボトルとの間に充填される第1流体と、前記中ボトルと内ボトルとの間に充填される第2流体と、前記内ボトル内に充填される第3流体とを備えた多層ボトル製品の製造方法であって、前記外ボトル内に中ボトルが、中ボトル内に内ボトルが挿入された状態で中ボトルを変形させながら第1流体を充填することを特徴としている。
【発明の効果】
【0014】
本発明の多層ボトル製品の製造方法は、外ボトル内に外ボトルと略同一の形状を有した内ボトルが挿入された状態で、前記外ボトルと内ボトルとの間に、内ボトルを変形(収縮)させながら第1流体を充填するため、つまり、外ボトルと内ボトルとの間の空間を形成しながら第1流体を充填するため、その形成される空間に第1流体を液密に充填することができる。また、この製造方法によって製造される多層ボトル製品において、第1流体を吐出する場合、内ボトルは外ボトルの内面と接するように拡がるため、第1流体の残量を少なくして使い切ることができる。
【0015】
本発明の多層ボトル製品の製造方法であって、前記内ボトル用のプリフォームを形成し、前記プリフォームをブロー成形することにより、前記内ボトルの外面を外ボトルの内面と当接させる場合、内ボトルの成形が正確で、簡単にできる。特に、プリフォームを外ボトル内でブロー成形する場合や、外ボトルおよび内ボトル用の二層プリフォームを形成し、前記二層プリフォームをブロー成形し、前記外ボトルおよび前記内ボトルを同時に成形
する場合、正確に成形できる。
【0016】
本発明の多層ボトル製品の製造方法であって、蓋体に前記内ボトル内に収容される最内ボトルを取り付けて装着する場合、三層以上の多層ボトル製品が容易に製造できる。
【0017】
本発明の多層ボトル製品の製造方法の第2の態様は、三層以上の多層ボトル製品の製造方法であって、外ボトルに収容される中ボトルが外ボトルの内面と略同一の形状を呈しており、その中ボトルに収容される内ボトルが中ボトルの内面と略同一の形状を呈しており、前記外ボトル内に中ボトルが、中ボトル内に内ボトルが挿入された状態で中ボトルを変形させながら外ボトルと中ボトルとの間に第1流体を充填するため、外ボトルと中ボトルとの間に形成される空間に第1流体を液密に充填することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の二層ボトル製品の一実施形態を示す側面断面図である。
【図2】図2aは図1における内容物を充填する前の外ボトルおよび内ボトルの側面断面図であり、図2bは図1の蓋体の側面断面図である。
【図3】図3a〜図3dは、図1の二層ボトル製品の製造方法を示す工程図である。
【図4】図4a、図4bは、本発明の二層ボトル製品の噴射剤の充填方法を示す工程図である。
【図5】本発明の二層ボトル製品の他の実施形態を示す側面断面図である。
【図6】図6a〜図6dは、図5の二層ボトル製品の製造方法を示す工程図である。
【図7】本発明の二層ボトル製品のさらに他の実施形態を示す側面断面図である。
【図8】本発明の三層ボトル製品の一実施形態を示す側面断面図である。
【図9】図9a〜図9dは、図8の三層ボトル製品の製造方法を示す工程図である。
【図10】本発明の三層ボトル製品の他の実施形態を示す側面断面図である。
【図11】図10a〜図10dは、図9の三層ボトル製品の製造方法を示す工程図である。
【図12】本発明の三層ボトル製品の噴射剤の充填方法を示す工程図である。
【発明を実施するための形態】
【0019】
図1の二層ボトル製品10は、合成樹脂製の外ボトル11と、その中に収容される可撓性を有する合成樹脂製の内ボトル12と、内ボトルの口部および外ボトルの口部を閉じる蓋体13と、外ボトル11と内ボトル12との間に充填される内容物Aと、内ボトル12内に充填される噴射剤Bとを備えている。
【0020】
外ボトル11は、図2aに示すように、耐圧性を有する有底筒状のものであり、円筒状の胴部11aと、その下端を閉じる底部11bと、胴部の上端からテーパー状に縮径する肩部11cと、その上端から延びる円筒状の首部11dと、その上端から延びる若干拡径した口部11eとからなる。また、口部11eの内面には上下に延びる溝11fが形成されている。さらに、外ボトル11の口部11eの外周には、二層ボトル製品10の製造工程において雌ネジが形成される(図1参照)。
このような外ボトル11は、例えば、ポリエチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレートなどのポリエステル、ナイロンなどのポリアミド等の合成樹脂により成形される。特に、合成樹脂製とする場合、透光性を有する外ボトル11とすることにより内容物残量の確認ができる。しかし、アルミニウム、ブリキ、ステンレススチール等の金属より成形してもよい。
【0021】
内ボトル12は、内容物Aを充填する前の状態では外ボトル11の内面と当接する形状、つまり、外ボトルの内面と実質的に同一形状(略同一の形状)を呈している。そして、内容物Aが充填されることにより内ボトル12は圧縮される。内容物Aを充填する前の内
ボトル12は、円筒状の胴部12aと、その下端を閉じる底部12bと、胴部の上端からテーパー状に縮径する肩部12cと、その上端から延びる円筒状の首部12dと、その上端から延びる若干拡径した口部12eとからなる。内ボトル12の口部12eの上端には、上記外ボトルの溝11fと連通するように切欠き12gが形成されている。また内ボトルの口部12eは、後述する蓋体のハウジング16の外周と密に嵌合するように構成されている。このような可撓性を有する内ボトル12は、例えば、ポリエチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレートなどのポリエステル、ナイロンなどのポリアミド等の合成樹脂より成形される。
【0022】
蓋体13は、図2bに示すように、内ボトル12の口部12eに挿入される有底筒状のハウジング16と、そのハウジング内に上下移動自在に収容されるステム17と、そのステム17を常時上向きに付勢するバネ18と、ステム17のステム孔を塞ぐステムラバー19と、ハウジング16を覆い外ボトル11に固定されるキャップ20とからなる。
ハウジング16は、底部16aを有する円筒状のものであり、側面には連通孔16bが形成されており、上端には外方に延びる環状のフランジ部16cが形成されている。また、内面には、ステム17の上下動をガイドするようにリブ16dが放射状に形成されている。また、キャップ20の下部内面には、二層ボトル製品10の製造工程において雄ネジが形成される(図1参照)。
【0023】
蓋体13は、内ボトル12を遮断し、内ボトル12と外ボトル11との間の空間と大気とを連通/遮断する弁機構を備えている。つまり、ステム17のステム孔がステムラバー19によって塞がれた状態が遮断状態であり、ステム17のステム孔が開放された状態が連通状態である。この連通状態とは、外ボトル11の溝11f、内ボトル12の切欠き12gおよびバルブのハウジング16の連通孔16bによって、外ボトル11と内ボトル12の間とハウジング16内とが連通している状態を言う。
【0024】
図1に戻って、この二層ボトル製品10は、蓋体13のハウジング16が内ボトル12の口部12eおよび外ボトル11の口部11eに挿入され、その上から蓋体のキャップ20が外ボトル11に螺合して閉じられている。つまり、内ボトル12の口部12eは、蓋体13のハウジング16と外ボトル11の間に狭持されている。そのため、蓋体13を閉じることにより、外ボトル11および内ボトル12の両方を同時に閉じることができる。また、蓋体13のハウジング16と内ボトル12とのシール性を高めるべく、内ボトルの首部12dと口部12eの境界近辺の段部内面にリング状の第1シール材21が設けられている。さらに、外ボトル11と内ボトル12の間のシール性を高めるべく、外ボトル11の口部11eと内ボトル12の口部12eの上面の境界を塞ぐようにリング状の第2シール材22が設けられている。さらに、その第2シール材22を支持するべく円筒状の固定部材23が第2シール材22の上に設けられている。そして、ハウジング16のフランジ16cがこの固定部材23を下方に押圧するように固着される。つまり、内ボトル12と外ボトル11の上面に、第2シール材22、固定部材23、ハウジング16のフランジ部16cが積み重ねられ、それらはキャップ20に押圧されながら閉じられている。
【0025】
内容物Aとしては、例えば、化粧水、日焼け止め、ほてり止め、クレンジングなどのスキンケア、スタイリング剤、トリートメント剤、染毛剤などのヘアケア、殺菌消毒剤、水虫薬、消炎鎮痛剤、鎮痒剤、育毛剤、点鼻薬、点耳薬などの医薬品や医薬部外品、ホィップクリーム、ダイエット飲料、スポーツ飲料、清涼飲料などの食品、歯磨き、洗口液などの口腔用品、などに用いられる液状物、クリーム、ゲルなどが充填される。なお内容物Aとして、後述する噴射剤が混入することによりフォーム状を呈して吐出するものであってもよい。この場合、後述する噴射剤が内ボトルを透過するように構成する。
噴射剤Bとしては、例えば、二酸化炭素、亜酸化窒素、窒素、酸素、空気およびこれらの混合ガスなどの圧縮ガス、液化石油ガス、ジメチルエーテル、およびこれらの混合ガス
などの液化ガスなどが挙げられる。圧縮ガスを用いる場合、多層ボトル製品の圧力が0.1〜1.0MPa、特に0.2〜0.8MPaとなるように充填すると内容物Aが高粘度であっても、全量を吐出することができる。
【0026】
このように構成されているため、二層ボトル製品10は、ステム17に装着した噴射部材(図示せず)を押し下げるとステム17が下方に移動して連通状態になる。そのため、内ボトル12内の噴射剤Bの圧力によって、外ボトル11と内ボトル12の間に充填された内容物Aが、溝11f、切欠き12gおよび連通孔16bを介してバルブのハウジング16に導入され、そして、ステム17を通り噴射部材から吐出される。特に、内ボトル12は、外ボトル11の内面と当接する形状、つまり、外ボトルの内面と実質的に同一形状を有する合成樹脂製のボトルであるため、内容物Aが吐出されると同時に内ボトル12が拡がるとき、外ボトル11の内面と確実に当接するように拡がるため、二重ボトル製品10は内容物の残量を少なくして使い切ることができる。なお、耐圧性にした合成樹脂製の外ボトル11は、窒素、亜酸化窒素、二酸化炭素などの圧縮ガスを前述の圧力で充填し長期間保管すると、ガスが透過して内容物の吐出状態や安定性が変化しやすいが、内ボトル12に噴射剤を充填することにより、外ボトルと内ボトルの間の空間に充填した内容物Aにより透過が抑制されて安定した製品とすることができる。
【0027】
また、噴射剤として分子量の小さい気体からなる圧縮ガスを用いる場合、仮に内ボトル内の噴射剤が漏れても、内ボトル12の復帰力による内容物の吐出が期待でき、さらに、噴射剤が漏れて二重ボトル製品10が使用できなくなっても、外ボトル11に螺合された蓋体13を取り外して内容物を取り出し使用することができる。
一方、外ボトル11が透光性を有する場合、外ボトル11と内ボトル12の間の空間の肉厚が薄くなるようにして内容物Aは吐出されていくため、内容物Aが残っている間は内容物Aが外ボトル11の外観から見ることができる。また、内容物Aがなくなると内ボトル12が外ボトル11の内面と当接あるいは近接する。そのため、内容物が無くなると同時に外ボトル11の外観が変わり、外観から内容物Aが消えて内ボトル12が現れる。
【0028】
次に図3を用いて本発明の一実施形態である二層ボトル製品10の製造方法について説明する。内ボトル用のプリフォーム31および外ボトル用のプリフォーム32を射出成型などにより個別に成型し、内ボトル用のプリフォーム31を外ボトル用のプリフォーム32に挿入し、二層プリフォーム33を準備する。しかし、この二層プリフォーム33は、射出成型によって一体に成形してもよい。
次に、この二層プリフォーム33を2軸延伸ブローなどで外ボトル11および内ボトル12を同時に成型する。これにより、内ボトル12の外形は、外ボトル11の内面と当接する形状、つまり、外ボトルの内面と実質的に同一形状となる(図3b参照)。この図3bでは、外ボトル11の胴部、底部、肩部と、内ボトル12の胴部、底部、肩部との間には、説明上隙間を設けたが、実際は、ほぼ当接、あるいは、当接している。
【0029】
このように外ボトル11の内面に内ボトル12の外面が当接している状態で、内容物Aを外ボトル11と内ボトル12の間に、外ボトル11の溝11fから内ボトル12を圧縮変形させながら充填する(図3c参照)。そのため、内容物Aを外ボトル11と内ボトル12の間に液密に充填することができ、残留空気による内容物Aの酸化を抑制することができる。さらに使用開始時に内容物が飛び散る問題も解消できる。
その後、外ボトル11および内ボトル12の上端に第1シール材22および固定部材23を載せ、噴射剤Bをキャップ20と外ボトル11の外面の隙間から内ボトル12内に充填する。例えば、内ボトル内への噴射剤の充填を瞬間的に行って蓋体を閉じる方法、あるいは、低温環境にして液化ガスを充填する方法などが挙げられる。
そして、蓋体13のハウジング16を内ボトル12内に深く押し込み、強く挿入嵌合すると、第1シール材21および第2シール材22がそれぞれ内ボトル12および外ボトル
11と内ボトル12の間をシールする。それとほぼ同時に、蓋体13のキャップ20の外周から外ボトル11の口部近辺に螺子を形成して固着する。しかし、予め蓋体13および口部11eの外周に螺子を形成して、螺合しながら固着してもよい。
なお、キャップの側面に噴射剤の充填圧力で開く程度のスリットを入れておき、キャップの側面から噴射剤を充填してキャップを外ボトルに螺着し、その後、スリットを熱溶着してシールすることもできる。
【0030】
図4に噴射剤の他の充填方法を示す。この方法では、蓋体13のハウジング16の下端側縁に導入孔16gが形成されている。他の構成は、図1、2の二層ボトル製品10と実質的に同じである。つまり、内容物Aを充填した後、外ボトル11および内ボトル12の上端に第2シール材22および固定部材23を載せて内容物が充填されている外ボトル11と内ボトル12の間の空間に噴射剤が充填されないように外ボトル11の溝11fを閉じ、また、ハウジングの側面で内ボトルの切欠き12gを閉じる。この状態で、噴射剤Bをキャップ20と外ボトル11の外面の隙間からハウジングの連通孔16b、ハウジングの導入孔16gを通して内ボトル12内に充填する(矢印方向)。そして、蓋体13のハウジング16を内ボトル12内に深く押し込み、強く挿入嵌合させてハウジングの連通孔16bと内ボトルの切欠き12gとを連通させると同時に、ハウジングの導入孔16gを第1シール材21で閉じて内ボトルを遮断する(図4b参照)。
【0031】
今まで説明してきた実施形態では、二層プリフォーム33を用いたが、内ボトル用プリフォーム31を用意し、予め成形した外ボトル11内でそのプリフォーム31をブロー成型して、外ボトル11の内面に当接する形状の内ボトル12を成形してもよい。この場合も、図3cのように、内容物Aは、外ボトル11の内面に内ボトル12の外面が当接している状態で内ボトル12を圧縮変形させながら充填できる(図3c参照)ため、内容物Aを液密状態で充填することができる。
【0032】
図5の二層ボトル製品40は、内ボトル12に内容物Aが充填され、外ボトル11と内ボトル12の間に噴射剤Bが充填されたものである。蓋体13のハウジング16には、外ボトル11と内ボトル12との間と連通する連通孔ではなく、内ボトル12内と連通する連通孔41が形成されている。つまり、前記蓋体13は、内ボトル12と外ボトル11との間の空間を遮断し、内ボトル12と大気とを連通/遮断する弁機構を備えている。また、蓋体13と外ボトル11とは、螺子ではなく蓋体13のキャップ20の下端を外ボトル11に対してカシメて固着している。さらに、内ボトル上端の切欠き12gがない。他の構成は、図1の二層ボトル製品10と実質的に同じものである。
このように構成されているため、二層ボトル製品40のステム17を押し下げて連通状態にすると、噴射剤Bによって内ボトル12が圧縮され、内ボトル12内に充填された内容物Aが連通孔41を通ってハウジング17に押し出され、ステム17から吐出される。
【0033】
この二層ボトル製品40の製造方法も、二層プリフォーム33を準備し(図6a参照)、2軸延伸ブローなどで外ボトル11および内ボトル12を同時に成形する(図6b参照)。そして、次に内容物Aを内ボトル12内に充填する。このとき内容物Aを内ボトル12内に多少の空間が残るようにして充填する。また、このとき、外ボトル11の内面と内ボトル12の外面とは当接している(図6c参照)。
その後、内ボトルの口部12eに蓋体のハウジング16を軽く載せて、この状態で噴射剤Bを、キャップ20と外ボトル11の間から外ボトルの溝11fを介して外ボトル11と内ボトル12の間へ、内ボトル12を圧縮変形させながら充填する(図6d参照)。このとき内ボトル12は圧縮変形するため、内ボトル12内の空間も狭められ、内ボトル内に残っている空気を排出する。それにより内容物の空気による酸化等を抑制すると共に使用開始時の飛び散りを防止される。
最後に、蓋体13のハウジング16を内ボトル12内に深く挿入して嵌合させ、蓋体1
3のキャップ20を外ボトル11の口部または首部外周近辺にカシメて固着させる。
【0034】
図7の二層ボトル製品50は、内ボトル12および外ボトル11と内ボトル12の間にそれぞれ異なる第1内容物A1、第2内容物A2が充填されており、蓋体13に両内容物A1、A2を吸上げるポンプ弁が備え付けられているものである。
外ボトル11および内ボトル12は、図1の外ボトル11および内ボトル12と実質的に同じものであり、外ボトル11には溝11fが形成されており、内ボトル12には切欠き12gが形成されている。
蓋体13は、ハウジング51aと、そのハウジング内に収容され、上下移動するステム51bと、ステムの下端と連結した逆止弁作用を奏するピストン51cと、そのピストンを常時上向きに付勢するバネ51dと、ハウジングの下端に設けられている内ボトル連通孔51eと、ハウジングの下部外周に設けられている側面連通孔51fとから構成されている。
【0035】
このように構成されているため、ステム51bに取り付けられた吐出部材55を押し下げることにより、ピストン51cも押し下げられる。そして、ピストン51cがバネ51dによって押し上げられるとき、ハウジング51a内が負圧となり、連通孔51eを介して内ボトル内の内容物A1が、連通孔51fを介して外ボトルと内ボトルの間の内容物A2が吸上げられ、ステム51bに取り付けられた吐出部材55から吐出される。
【0036】
この二層ボトル製品50の製造方法も、二層プリフォーム33を準備し(図6a参照)、2軸延伸ブローなどにより外ボトル11および内ボトル12を同時に成形する。そして、次に内容物A1を内ボトル12内に充填し、内容物A2を外ボトル11と内ボトル12の間に内ボトル12を圧縮変形させながら充填する。そのため、内ボトル内、外ボトルと内ボトルの間の空間に内容物をそれぞれ液密状態で充填することができる。しかし、内容物A2を先に充填し、その後、内容物A1を充填してもよい。この場合でも少なくとも内容物A2は液密に充填できる。内容物を充填後、最後に蓋体13を螺合させる。
【0037】
これまでの実施形態では二層ボトル製品を開示してきたが、次の実施形態では三層ボトル製品を開示する。
図8の三層ボトル製品60は、蓋体61のハウジング62の下端に内ボトル12に収容される最内ボトル63が取り付けられたものである。そして、外ボトル11と内ボトル12との間に第1内容物A1が充填され、内ボトル12と最内ボトル63の間に噴射剤Bが充填され、最内ボトル63内に第2内容物A2が充填されている。三層ボトル製品60は、第1内容物A1と第2内容物A2を同時に吐出するものである。
【0038】
ハウジング62は、円筒状の本体66と、その下端に取り付けられる逆止弁部材67とからなる。本体66は、底部66aを有する円筒状のものであり、底部中央に形成された最内ボトル63と連通する第1連通孔66bと、側面に形成された第2連通孔66cと、上端に形成された外方に延びる環状のフランジ部66dとを有している。また、下端には、逆止弁部材67と連結する係合部66eが形成されている。逆止弁部材67は、下端が縮径した中心孔67bを備えた柱状のものであり、下端側縁から下方に延びる円筒部67cが設けられている。中心孔67bにはバネ68によって下方に付勢されるボール69が設けられている。ボール69は、本体66と逆止弁部材67とを連結することによって、中心孔67bの下端と第1連通孔66bとの間の空間に収容される。つまり、ハウジング62は最内ボトル63からハウジング62内への流体の流れは許すが、ハウジング62から最内ボトル63への流体の流れを止める逆止弁を構成する。また、円筒部67cに最内ボトル63の上端が挿入されて、ハウジング62に最内ボトル63は連結される。つまり、蓋体61は、最内ボトル63と大気とを連通/遮断し、内ボトル12と外ボトル11との間の空間と大気とを連通/遮断し、内ボトル12と最内ボトル63との間を遮断する弁
機構を備えている。
【0039】
最内ボトル63は、内ボトル12内に収容されることができれば、その形状は任意である。特に、最内ボトル63にアルミニウム箔層を設けることにより、2液式染毛剤などのように反応性の高い内容物を安定して保管することができる。しかし、その材料は特に限定されるものではなく、内容物等によって任意に選択してよい。
【0040】
このように構成されているため、三層ボトル製品60は、ステム17を押し下げ連通状態とすることにより、内ボトル12と最内ボトル63の間の噴射剤Bが、最内ボトル63および外ボトル11と内ボトル12の間の空間を圧縮し、第1内容物A1および第2内容物A2の両方を押し出すものである。この場合、図1の二層ボトル製品10と同様に、内ボトル12の形状が外ボトル11の内面形状と実質的に同じであるため、残量を少なくして使用することができる。また、噴射剤を内ボトル12と最内ボトル63の間に収容することができるため、第1内容物A1および第2内容物A2の接触を防止し、さらに噴射剤の透過が抑えられ、安定した製品とすることができる。また、この場合も外ボトル11を透光性とすることにより、内容物が無くなったとき、外観が瞬間に変化する。
【0041】
この三層ボトル製品60の製造方法は、図1の二層ボトル製品10と同様に、この二層プリフォーム33(図9a参照)から2軸延伸ブローなどで外ボトル11および内ボトル12を同時に成型し(図9b参照)、外ボトル11の内面に内ボトル12の外面が当接している状態で、第1内容物A1を外ボトル11と内ボトル12の間に、外ボトル11の溝11fから内ボトル12を圧縮変形させながら充填する(図9c参照)。そのため、第1内容物A1を外ボトル11と内ボトル12の間に液密に充填することができ、残留空気による第1内容物Aの酸化を抑制することができる。さらに使用開始時に内容物が飛び散る問題も解消できる。
さらに、図1の二層ボトル製品10と同様にして、最内ボトル63を取り付けた蓋体61のハウジング62を内ボトル12内に浅く挿入し、外ボトル11と内ボトル12の間に噴射剤が充填されないように遮断して内ボトル12内に噴射剤を充填する。その後、ハウジング62を内ボトル12内に深く押し込んで蓋体61を固着する(図9d参照)。なお、噴射剤を充填する工程において、逆止弁により最内ボトル内へ噴射剤が充填されないように遮断される。最内ボトル63の第2内容物A2は、予め充填して蓋体61に取り付ける。
【0042】
図10の三層ボトル製品70は、合成樹脂製の外ボトル71と、その中に収容される可撓性を有する合成樹脂製の中ボトル72と、その中ボトルに収容される可撓性を有する合成樹脂製の内ボトル73と、内ボトルの口部、中ボトルの口部および外ボトルの口部を閉じる蓋体74と、外ボトル71と中ボトル72との間に充填される内容物A1と、中ボトル72と内ボトル73との間に充填される噴射剤Bと、内ボトル73内に充填される内容物A2とを備えている。外ボトル71は、図1の外ボトル11と実質的に同じものであり、中ボトル72は、図1の内ボトル12と実質的に同じものである。
この三層ボトル製品70も、外ボトル71と中ボトル72との間に第1内容物A1が充填されており、中ボトル72と内ボトル73の間に噴射剤Bが充填されており、内ボトル73内に第2内容物A2が充填されており、第1内容物A1と第2内容物A2を同時に吐出するものである。
【0043】
内ボトル73は、内容物を充填する前の状態では中ボトル72の内面と当接する形状、つまり、中ボトル72あるいは外ボトル71の内面と実質的に同一形状を呈する。そのため、外ボトル71と中ボトル72の間に内容物A1が充填されることにより内ボトル73は圧縮される。その充填前の内ボトル73は、図11bに示すように、円筒状の胴部73aと、その下端を閉じる底部73bと、胴部の上端からテーパー状に縮径する肩部73c
と、その上端から延びる円筒状の首部73dと、その上端から延びる若干拡径したフランジ状の口部73eとからなる。そして、口部73eおよび/または首部73dは、蓋体のハウジング76と密に嵌合するように構成されている(図11d参照)。口部73eの上端は、中ボトル72の上端より若干低くなるように構成されている。このような可撓性を有する内ボトル73は、図1の内ボトル11と同様の合成樹脂より成形される。
【0044】
図10に戻って、蓋体74は、ハウジング76の構造が若干異なるだけで、ステム17、バネ18、ステムラバー19およびキャップ20等の他の構成は図2bの蓋体13と同様である。そして、蓋体74は、内ボトル73と大気とを連通/遮断し、中ボトル72と外ボトル71との間の空間と大気とを連通/遮断し、中ボトル72と内ボトル71との間を遮断する弁機構を備えている。
【0045】
ハウジング76は、図12aに示すように、円筒状の本体77と、その下端に取り付けられる逆止弁部材78とからなる。本体77には、底部77aを有する円筒状のものであり、側面には第1連通孔77bが形成されており、下端には第2連通孔77cが形成されており、上端には外方に延びる環状のフランジ部77dが形成されている。逆止弁部材78は、図9の逆止弁部材67と実質的に同じものであり、バネ68、ボール69を備えている。つまり、ハウジング76は、ハウジング76から内ボトル73方向の流れを遮断し、内ボトル73からハウジング76方向の流れを許す逆止弁を備えている。
また、ハウジング76は、中ボトル72および内ボトル73を外ボトル71との間で狭持する働きを有している。そのため、蓋体74を外ボトル71に固着することにより、内ボトル71、中ボトル72、外ボトル73を同時に閉じることができる。
【0046】
このように構成されているため、三層ボトル製品70もステム17を押し下げ連通状態とすることにより、図9の三層ボトル製品60と同様に第1内容物A1および第2内容物A2を吐出する。また、図9の三層ボトル製品60と同様の効果が得られる。
【0047】
この三層ボトル製品70の製造方法は、図11aに示すように、内ボトル用のプリフォーム81、中ボトル用のプリフォーム82および外ボトル用のプリフォーム83を用意し、それぞれ内ボトル用のプリフォーム81を中ボトル用のプリフォーム82に挿入し、その中ボトル用プリフォーム82を外ボトル用のプリフォーム83に挿入し、三層プリフォーム84を準備する。この三層プリフォーム84も射出成型等によって一体成形してもよい。
次に、この三層プリフォーム84から2軸延伸ブローなどで外ボトル71、中ボトル72および内ボトル73を同時に成型する(図11b参照)。これにより、内ボトル73の外形が中ボトル72の内面と当接し、中ボトル72の外形が外ボトル71の内面と当接した状態となる。つまり、中ボトル72および内ボトル73が外ボトルの内面と実質的に同一形状となる。
【0048】
このように外ボトル71の内面に中ボトル72の外面が当接している状態で、第1内容物A1を外ボトル71と中ボトル72の間に、外ボトル71の溝11fから中ボトル72および内ボトル73を圧縮変形させながら充填する(図11c参照)。そのため、第1内容物A1を外ボトル71と中ボトル72の間に液密に充填することができ、残留空気による第1内容物Aの酸化を抑制することができる。さらに使用開始時に内容物が飛び散る問題も解消できる。また、それと同時または前後して第2内容物A2を内ボトル73に充填する。
その後、図11dに示すように、外ボトル71および中ボトル72の上端に第2シール材22および固定部材23を載せ、中ボトル72と内ボトル73の間に噴射剤Bを充填し、ハウジング76を下降させ、蓋体74を固定する。
【0049】
また、図12に示すように、ハウジング77の下端側縁に導入孔77eを形成したものを用いて噴射剤を充填してもよい。この場合、内容物A1、A2を充填した後、外ボトル71および中ボトル72の上端に第2シール材22および固定部材23を載せて溝11fを閉じ、さらに、内ボトル73の口部が閉じられるように蓋体のハウジング76の逆止弁部材78を浅く挿入し、噴射剤Bをキャップ20と外ボトル71の外面の隙間からハウジングの連通孔77b、ハウジングの導入孔77dを通して中ボトル72と内ボトル73の間に充填する(矢印方向)。
そして、蓋体74のハウジング76を中ボトル72および内ボトル73内に深く押し込み、強く挿入し嵌合させると同時に、ハウジングの導入孔77dを第1シール材21で閉じる。それとほぼ同時に、蓋体74のキャップ20を外ボトル71の外周に螺子を形成または外周を外ボトル71にカシメて固着する。
【0050】
この三層ボトル製品70では、噴射剤Bを中ボトル72と内ボトル73の間に充填しているが、外ボトル71と中ボトル72の間に充填しても、内ボトル73に充填してもよい。特に、内ボトル73に充填する場合、外ボトル71と中ボトル72の間の空間、および、中ボトル72と内ボトル73の間の空間を無くすようにして第1および第2内容物を吐出させることができるため、残量を残さないことで考えると好ましい。しかし、図10の三層ボトル製品70のように、噴射剤Bを第1内容物A1と第2内容物A2の間に設けることにより、第1内容物と第2内容物との距離を空けることができ、両内容物の中ボトルの透過を防止することができ、両内容物あるいは一方の内容物の反応性が高い場合、好ましい。
【符号の説明】
【0051】
A 内容物
A1 第1内容物
A2 第2内容物
B 噴射剤
10 二層ボトル製品
11 外ボトル
11a 胴部
11b 底部
11c 肩部
11d 首部
11e 口部
11f 溝
12 内ボトル
12a 胴部
12b 底部
12c 肩部
12d 首部
12e 口部
12g 切欠き
13 蓋体
16 ハウジング
16a 底部
16b 連通孔
16c フランジ部
16d リブ
16g 導入孔
17 ステム
18 バネ
19 ステムラバー
20 キャップ
21 第1シール材
22 第2シール材
23 固定部材
31 内ボトル用のプリフォーム
32 外ボトル用のプリフォーム
33 二層プリフォーム
40 二層ボトル製品
41 連通孔
50 二層ボトル製品
51a ハウジング
51b ステム
51c ピストン
51d バネ
51e 連通孔
51f 側面連通孔
55 吐出部材
60 三層ボトル製品
61 蓋体
62 ハウジング
63 最内ボトル
66 本体
66a 底部
66b 第1連通孔
66c 第2連通孔
66d フランジ部
66e 係合部
67 逆止弁部材
67b 中心孔
67c 円筒部
68 バネ
69 ボール
70 三層ボトル製品
71 外ボトル
72 中ボトル
73 内ボトル
73a 胴部
73b 底部
73c 肩部
73d 首部
73e 口部
74 蓋体
76 ハウジング
77 本体
77a 底部
77b 第1連通孔
77c 第2連通孔
77d フランジ部
77e 導入孔
78 逆止弁部材
81 内ボトル用のプリフォーム
82 中ボトル用のプリフォーム
83 外ボトル用のプリフォーム
84 三層プリフォーム
【特許請求の範囲】
【請求項1】
有底筒状の外ボトルと、
前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する内ボトルと、
前記内ボトルの口部および外ボトルの口部を閉じる蓋体と、
前記外ボトルと内ボトルとの間に充填される第1流体と、
前記内ボトル内に充填される第2流体とを備えた多層ボトル製品の製造方法であって、
前記外ボトル内に内ボトルが挿入された状態で前記外ボトルと内ボトルとの間に、内ボトルを変形させながら第1流体を充填する、
多層ボトル製品の製造方法。
【請求項2】
前記内ボトル用のプリフォームを形成し、
前記プリフォームをブロー成形することにより、前記内ボトルの外面を外ボトルの内面と当接させた状態をつくる、
請求項1記載の多層ボトル製品の製造方法。
【請求項3】
前記プリフォームを外ボトル内でブロー成形する、請求項2記載の多層ボトル製品の製造方法。
【請求項4】
前記外ボトルおよび内ボトル用の二層プリフォームを形成し、
前記二層プリフォームをブロー成形し、前記外ボトルおよび前記内ボトルを同時に成形する、請求項2記載の多層ボトル製品の製造方法。
【請求項5】
前記蓋体が、内ボトルを遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、
前記第1流体として内容物を充填し、
前記第2流体として噴射剤を充填し、
前記蓋体を外ボトルおよび内ボトルに装着する、
請求項1記載の多層ボトル製品の製造方法。
【請求項6】
前記蓋体が、内ボトルと外ボトルとの間の空間を遮断し、内ボトルと大気とを連通/遮断する弁機構を備えており、
前記第2流体として内容物を充填し、
前記第1流体として噴射剤を充填し、
前記蓋体を外ボトルおよび内ボトルに装着する、
請求項1記載の多層ボトル製品の製造方法。
【請求項7】
前記蓋体が、内ボトルと大気とを連通/遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、
前記第1流体として第1内容物および前記第2流体として第2内容物を任意の順番で充填し、
前記蓋体を外ボトルおよび内ボトルに装着する、
請求項1記載の多層ボトル製品の製造方法。
【請求項8】
前記蓋体に前記内ボトル内に収容される最内ボトルを取り付けて装着する、請求項5、6、7いずれか記載の多層ボトル製品の製造方法。
【請求項9】
有底筒状の外ボトルと、
前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する中ボト
ルと、
前記中ボトルの内面と略同一の形状を有し、中ボトルに収容される可撓性を有する内ボトルと、
前記内ボトルの口部、中ボトルの口部および外ボトルの口部を閉じる蓋体と、
前記外ボトルと中ボトルとの間に充填される第1流体と、
前記中ボトルと内ボトルとの間に充填される第2流体と、
前記内ボトル内に充填される第3流体とを備えた多層ボトル製品の製造方法であって、
前記外ボトル内に中ボトルが、中ボトル内に内ボトルが挿入された状態で中ボトルを変形させながら第1流体を充填する、
多層ボトル製品の製造方法。
【請求項10】
請求項1〜9の製造方法によって製造された多層ボトル製品。
【請求項1】
有底筒状の外ボトルと、
前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する内ボトルと、
前記内ボトルの口部および外ボトルの口部を閉じる蓋体と、
前記外ボトルと内ボトルとの間に充填される第1流体と、
前記内ボトル内に充填される第2流体とを備えた多層ボトル製品の製造方法であって、
前記外ボトル内に内ボトルが挿入された状態で前記外ボトルと内ボトルとの間に、内ボトルを変形させながら第1流体を充填する、
多層ボトル製品の製造方法。
【請求項2】
前記内ボトル用のプリフォームを形成し、
前記プリフォームをブロー成形することにより、前記内ボトルの外面を外ボトルの内面と当接させた状態をつくる、
請求項1記載の多層ボトル製品の製造方法。
【請求項3】
前記プリフォームを外ボトル内でブロー成形する、請求項2記載の多層ボトル製品の製造方法。
【請求項4】
前記外ボトルおよび内ボトル用の二層プリフォームを形成し、
前記二層プリフォームをブロー成形し、前記外ボトルおよび前記内ボトルを同時に成形する、請求項2記載の多層ボトル製品の製造方法。
【請求項5】
前記蓋体が、内ボトルを遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、
前記第1流体として内容物を充填し、
前記第2流体として噴射剤を充填し、
前記蓋体を外ボトルおよび内ボトルに装着する、
請求項1記載の多層ボトル製品の製造方法。
【請求項6】
前記蓋体が、内ボトルと外ボトルとの間の空間を遮断し、内ボトルと大気とを連通/遮断する弁機構を備えており、
前記第2流体として内容物を充填し、
前記第1流体として噴射剤を充填し、
前記蓋体を外ボトルおよび内ボトルに装着する、
請求項1記載の多層ボトル製品の製造方法。
【請求項7】
前記蓋体が、内ボトルと大気とを連通/遮断し、内ボトルと外ボトルとの間の空間と大気とを連通/遮断する弁機構を備えており、
前記第1流体として第1内容物および前記第2流体として第2内容物を任意の順番で充填し、
前記蓋体を外ボトルおよび内ボトルに装着する、
請求項1記載の多層ボトル製品の製造方法。
【請求項8】
前記蓋体に前記内ボトル内に収容される最内ボトルを取り付けて装着する、請求項5、6、7いずれか記載の多層ボトル製品の製造方法。
【請求項9】
有底筒状の外ボトルと、
前記外ボトルの内面と略同一の形状を有し、外ボトルに収容される可撓性を有する中ボト
ルと、
前記中ボトルの内面と略同一の形状を有し、中ボトルに収容される可撓性を有する内ボトルと、
前記内ボトルの口部、中ボトルの口部および外ボトルの口部を閉じる蓋体と、
前記外ボトルと中ボトルとの間に充填される第1流体と、
前記中ボトルと内ボトルとの間に充填される第2流体と、
前記内ボトル内に充填される第3流体とを備えた多層ボトル製品の製造方法であって、
前記外ボトル内に中ボトルが、中ボトル内に内ボトルが挿入された状態で中ボトルを変形させながら第1流体を充填する、
多層ボトル製品の製造方法。
【請求項10】
請求項1〜9の製造方法によって製造された多層ボトル製品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−251710(P2011−251710A)
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2010−125300(P2010−125300)
【出願日】平成22年5月31日(2010.5.31)
【出願人】(391021031)株式会社ダイゾー (130)
【Fターム(参考)】
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成22年5月31日(2010.5.31)
【出願人】(391021031)株式会社ダイゾー (130)
【Fターム(参考)】
[ Back to top ]