
多層ポリイミドフィルムの製造方法
【課題】 本発明の課題は、共押出法による多層ポリイミドフィルムの製造にあたって、生産時の多層ゲルフィルムの層間の剥離を回避する技術を提供することにある。
【解決手段】 共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し多層ポリイミドフィルムを製造する方法であって、該多層ポリイミドフィルムの厚みが25μ以上であり、該少なくとも2種以上の各ポリイミド前駆体溶液のポットライフにおいて、ポットライフ比=最長のポットライフ/最短のポットライフが1以上4以下であり、該少なくとも2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめることを特徴とする多層ポリイミドフィルムの製造方法により、上記課題を解決しうる。
【解決手段】 共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し多層ポリイミドフィルムを製造する方法であって、該多層ポリイミドフィルムの厚みが25μ以上であり、該少なくとも2種以上の各ポリイミド前駆体溶液のポットライフにおいて、ポットライフ比=最長のポットライフ/最短のポットライフが1以上4以下であり、該少なくとも2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめることを特徴とする多層ポリイミドフィルムの製造方法により、上記課題を解決しうる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリイミド樹脂層を複数有する多層ポリイミドフィルムの製造方法及びフレキシブル金属張積層板の製造方法に関するものである。
【背景技術】
【0002】
近年、エレクトロニクス製品の軽量化、小型化、高密度化にともない、各種プリント基板の需要が伸びているが、中でも、フレキシブル積層板(フレキシブルプリント配線板(FPC)等とも称する)の需要が特に伸びている。フレキシブル積層板は、ポリイミドフィルム等の絶縁性フィルム上に金属層からなる回路が形成された構造を有している。
【0003】
上記フレキシブルプリント配線板の元になるフレキシブル金属張積層板は、一般に、各種絶縁材料により形成され、柔軟性を有する絶縁性フィルムを基板とし、この基板の表面に、各種接着材料を介して金属箔を加熱・圧着することにより貼り合わせる方法により製造される。上記絶縁性フィルムとしては、ポリイミドフィルム等が好ましく用いられる。上記接着材料としては、エポキシ系、アクリル系等の熱硬化性接着剤が一般的に用いられているが、熱硬化性接着剤は、比較的低温での接着が可能であるという利点があるが、耐熱性、屈曲性、電気的信頼性といった要求特性が厳しくなるに従い、熱硬化性接着剤を用いた三層FPCでは対応が困難になると考えられる。このため、絶縁性フィルムに直接金属層を設けたり、接着層に熱可塑性ポリイミドを使用したりする二層FPCが提案されている。この二層FPCは、三層FPCよりも優れた特性を有し、今後需要が伸びていくと期待される。
【0004】
二層FPC用多層ポリイミドフィルムとして、ポリイミドフィルムの表面に、ポリアミド酸溶液を塗布、乾燥(イミド化)させ、多層ポリイミドフィルムを製造する方法が挙げられるが、ポリイミドフィルムを製造する工程、ポリイミドフィルムの表面にポリアミド酸溶液を塗布、乾燥(イミド化)させる工程が必要であり、工程が複数となり、コストアップになることがあった(例えば、特許文献1参照。)。
【0005】
また、二層FPC用多層ポリイミドフィルムとして、ポリアミド酸溶液を複数層同時に支持体上へ流延し、乾燥した後に支持体から剥がし、熱処理して多層ポリイミドフィルムを製造する方法が挙げられる。更に生産性を上げるために化学イミド化法を採用し、ゲル化反応の進行を迅速化すると、反応生成物である水や液膜に含有される溶媒、脱水剤、イミド化触媒等の諸物質が多層ゲルフィルムの層間に蓄積しやすくなる。その結果、多層ゲルフィルムの層間に密着性が低下し、各層を剥離させてしまう問題が生じることがあった(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−116254号公報
【特許文献2】特開2006−239965号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の課題に鑑みてなされたものであって、その目的は、共押出法による多層ポリイミドフィルムの製造にあたって、生産時の多層ゲルフィルムの層間の剥離を回避する技術を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題に鑑み鋭意検討した結果、共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し、厚みが25μ以上である多層ポリイミドフィルムを製造する際の各種ポリイミド前駆体溶液のポットライフを特定の範囲に制御することで有効に解決できることを見出し、本発明に至った。
【0009】
すなわち本発明は、共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し多層ポリイミドフィルムを製造する方法であって、該多層ポリイミドフィルムの厚みが25μ以上であり、該少なくとも2種以上の各ポリイミド前駆体溶液のポットライフにおいて、下記式1で表されるポットライフ比が1以上4以下であり、該少なくとも2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめることを特徴とする多層ポリイミドフィルムの製造方法である。
ポットライフ比=最長のポットライフ/最短のポットライフ (式1)
前記多層ポリイミドフィルムが、耐熱性ポリイミド層の両面に熱可塑性ポリイミド層を設けてなる三層構造であることが好ましい。
【0010】
少なくとも前記三層構造の中央層である耐熱性ポリイミド層を構成するポリイミド前駆体溶液に化学脱水剤及びイミド化触媒を含有せしめることを特徴とすることが好ましい。
【0011】
また、本発明は前記多層ポリイミドフィルムの製造方法を一工程として含み、当該製造方法によって得られる多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むフレキシブル金属張積層板の製造方法に関する。
【発明の効果】
【0012】
本発明により、共押出でポリアミド酸溶液を支持体上に流延した際、多層ゲルフィルムの層間の剥離のない、共押出ポリイミドフィルムの製造方法を提供する。
【図面の簡単な説明】
【0013】
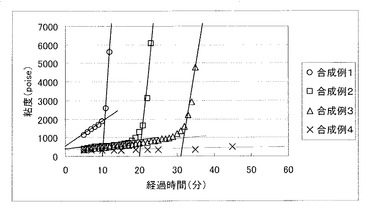
【図1】実施例における各ポリイミド前駆体のポットライフの測定結果を示した図である。
【発明を実施するための形態】
【0014】
以下、本発明にかかる多層ポリイミドフィルムの製造方法及びフレキシブル金属張積層板の製造方法の好適な実施形態について詳細に説明する。ただし、本発明は以下の実施形態に限定されるものではない。
【0015】
本発明にかかる多層ポリイミドフィルムの製造方法は、共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延することが必須である。二層以上の多層ダイを有する押出成形機へポリイミド前駆体溶液2種以上を同時に供給して、前記多層ダイの吐出口から溶液を少なくとも二層以上の薄膜状体として押出すことで2種以上のポリイミド前駆体から構成された複数層が得られる。一般的に用いられる方法について説明すると、二層以上の多層ダイから押出された前記の溶液を、支持体上に連続的に押し出し、次いで、前記支持体上の多層ゲルフィルムの溶媒の少なくとも一部を揮散せしめ、さらに高温で充分に加熱処理することによって、溶媒を実質的に除去すると共にイミド化を進行させることで、目的の多層ポリイミドフィルムが得られる。該支持体の形状は特に問わないが、多層ポリイミドフィルムの生産性を考慮すると、ドラム状若しくはベルト状であることが好ましい。また、該支持体の材質も特に問わず、金属、プラスチック、ガラス、磁器などが挙げられ、好ましくは金属であり、更に好ましくは耐腐食性に優れるSUS材である。また、Cr、Ni、Snなどの金属メッキをしても良い。
【0016】
一般的にポリイミドは、ポリイミドの前駆体、即ちポリアミド酸からの脱水転化反応により得られ、当該転化反応を行う方法としては、熱によってのみ行う熱キュア法と、化学硬化剤を使用する化学キュア法の2法が最も広く知られている。中でも、化学硬化剤を使用する化学キュア法は生産性が向上し、フィルムの機械的強度が確保できることから、本発明では、化学キュア法の採用が必須であり、2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめる。
【0017】
ここで、化学硬化剤とは、脱水剤及びイミド化触媒を含むものである。ここでいう脱水剤とは、ポリアミド酸に対する脱水閉環剤であり、脂肪族酸無水物、芳香族酸無水物、N,N′−ジアルキルカルボジイミド、低級脂肪族ハロゲン化物、ハロゲン化低級脂肪族酸無水物、アリールスルホン酸ジハロゲン化物、チオニルハロゲン化物またはそれら2種以上の混合物を好ましく用いることができる。その中でも特に、脂肪族酸無水物及び芳香族酸無水物が良好に作用する。化学脱水剤の好適な導入量は、化学脱水剤を含有せしめる溶液に含まれるポリアミド酸中のアミド酸ユニット1モルに対して0.5〜4.0モル、好ましくは0.7〜4.0モル、特に好ましくは1.0〜4.0モルである。前記範囲を超えると、導体が腐食することがある。また、前記範囲を下回ると、硬化速度が充分でなく、本発明の効果を発揮できないことがある。
【0018】
また、イミド化触媒とは硬化剤のポリアミド酸に対する脱水閉環作用を促進する効果を有する成分であるが、例えば、脂肪族3級アミン、芳香族3級アミン、複素環式3級アミンを用いることができる。そのうち、イミダゾ−ル、ベンズイミダゾ−ル、イソキノリン、キノリン、またはβ−ピコリンなどの含窒素複素環化合物であることが好ましい。さらに、脱水剤及びイミド化触媒からなる溶液中に、有機極性溶媒を導入することも適宜選択されうる。イミド化触媒の好適な導入量は、イミド化触媒を含有せしめる溶液に含まれるポリアミド酸中のアミド酸ユニット1モルに対して0.05〜2.0モル、好ましくは0.1〜2.0モル、特に好ましくは0.2〜2.0モルである。前記範囲を超えると、ポリイミド層にイミド化触媒が残存し、長期耐熱性に劣る場合がある。また、前記範囲を下回ると、硬化速度が充分でなく、本発明の効果を発揮できないことがある。
【0019】
上記の二層以上の多層ダイとしては各種構造のものが使用できるが、例えば複数層用フィルム作成用のTダイス等が使用できる。また、従来既知のあらゆる構造のものを好適に使用可能であるが、特に好適に使用可能なものとして、フィードブロックTダイやマルチマニホールドTダイが例示される。
【0020】
多層ダイに供給される各ポリイミド前駆体溶液のポットライフにおいて、下記式1で表されるポットライフ比が1以上4以下である必要がある。
ポットライフ比=最長のポットライフ/最短のポットライフ (式1)
更には上記ポットライフ比が1以上3.1以下であることが好ましい。各ポリイミド前駆体溶液のポットライフにおけるポットライフ比が4以上となると、多層ゲルフィルムの層間が剥離しやすくなるという問題が生じる傾向にある。各ポリイミド前駆体溶液に含まれるモノマーの種類と比率が近づく程、ポットライフ比は小さくなる傾向にある。各ポリイミド前駆体溶液に含まれる芳香族ジアミンに同種のモノマーが含まれていてもよく、芳香族テトラカルボン酸二無水物に同種のモノマーが含まれていてもよく、芳香族ジアミンと芳香族テトラカルボン酸二無水物どちらにも同種のモノマーが含まれていてもよい。また、同種のモノマーでなくとも、構造が似たモノマーが同様の効果を与えることもある。具体的には、熱可塑性ポリイミドを構成する酸二無水物単量体及びジアミン単量体の合計モル数の30%以上が耐熱性ポリイミドを構成する酸二無水物単量体とジアミン単量体である場合、ポットライフ比は小さくなる。15%以下であると、ポットライフ比は大きくなる。更には40%以上が好ましく、更には50%以上が好ましく、更には55%以上が好ましい。ここで、熱可塑性ポリイミドを構成する酸二無水物単量体及びジアミン単量体の合計モル数の30%以上が耐熱性ポリイミドを構成する酸二無水物単量体とジアミン単量体であるとは、熱可塑性ポリイミドを構成する酸二無水物単量体及びジアミン単量体の合計モル数(総モル数)を基準にし、熱可塑性ポリイミドで用いる酸二無水物及びジアミンであって、耐熱性ポリイミドで用いる酸二無水物及びジミアンと同じ、酸二無水物単量体とジアミン単量体のモル数(同種モル数)の割合が30%以上ということであり、(同種モル数)/(総モル数)の算出式で算出する。酸二無水物及びジアミンのどちらに同種のモノマーあるいは構造の似たモノマーが含まれていてもよく、両方に含まれていてもよい。酸二無水物については、ピロメリット酸二無水物が共通して含まれていることが好ましい。ジアミンについては、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンが共通して含まれていることが好ましい。
【0021】
脱水剤やイミド化触媒を添加した系ではゲル化反応が迅速化するため、反応生成物である水や、液膜に含有される溶媒、脱水剤、イミド化触媒等の諸物質が多層ゲルフィルムの層間に蓄積しやすくなる。その結果、多層ポリイミドフィルムの種類や製造条件等にもよるが、多層ゲルフィルムでは、層間の密着強度が低下し、各層を剥離させてしまう場合が生じる。形成しようとする多層ポリイミドフィルムの厚みが厚いほど、反応生成物である水や、液膜に含有される溶媒、脱水剤、イミド化触媒等の諸物質の量が増えるため、多層ゲルフィルムの層間は剥離しやすくなる。逆に形成しようとする多層ポリイミドフィルムの膜厚が薄いほど、多層ゲルフィルムの層間の剥離は生じにくくなることから、本発明にかかる製造方法は特に厚い多層ポリイミドフィルムの形成に適する。具体的には、最終的に形成される多層ポリイミドフィルムの厚みが25μ以上である場合に適する。更には50μ以上で有る場合にはより顕著に効果を発現する。更には75μ以上で有る場合にはより顕著に効果を発現する。ポットライフ比=最長のポットライフ÷最短のポットライフが小さいほど、2種以上のポリイミド前駆体のイミド化速度の差が小さくなり、多層ゲルフィルムの各ゲルフィルムの収縮速度の差が縮小されることから、多層ゲルフィルムの層間の剥離が抑制される傾向にあると予想される。
【0022】
本発明にかかる多層ポリイミドフィルムは、何層でもよく、特に銅張積層板に用いられる多層ポリイミドフィルムは銅箔をラミネートできるように最外層が熱可塑性ポリイミドであることが通常である。また、加熱収縮率を抑制するため、多層ポリイミドフィルムの最外層以外の層は耐熱性ポリイミドであることが通常であり、本発明にかかる多層ポリイミドフィルムは、少なくとも耐熱性ポリイミド層を含むことが好ましい。更には、前記多層ポリイミドフィルムが、耐熱性ポリイミド層の両面に熱可塑性ポリイミド層を設けてなる三層構造であることであることが好ましい。
【0023】
本発明では、上記三層ポリイミドフィルムの少なくとも中央層に化学脱水剤及びイミド化触媒を含有する溶液を添加することが好ましいが、複数のポリイミド前駆体溶液に化学脱水剤及びイミド化触媒を含有してもよい。中央層にのみ添加する場合、当該中央層から化学脱水剤及びイミド化触媒が染み出て、当該中央層を挟持ちする上下の各層にまで拡散する。それゆえ、製造装置の構成の複雑化を回避できるために好ましい。化学脱水剤の含有量は、化学脱水剤及びイミド化触媒を含有する溶液を添加するポリイミド前駆体のアミド酸ユニット1モルに対して、0.5〜4.5モルが好ましく、1.0〜4.0モルがさらに好ましい。イミド化触媒の含有量は、化学脱水剤及びイミド化触媒を含有する溶液を添加するポリイミド前駆体のアミド酸ユニット1モルに対して、0.05〜2.0モルが好ましく、0.05〜1.0モル、さらには0.1〜0.8モルが特に好ましい。
【0024】
本発明に係るポットライフ測定に使用される化学脱水剤及びイミド化触媒を含有する溶液の組成は、上記範囲以外には何ら限定されない。なお、ポットライフ測定方法を下記に示すが、下記範囲以外に何ら限定されない。
【0025】
ポットライフの測定は、下記a工程からe工程の手順で測定した。
a.ポリイミド前駆体溶液を0℃に冷却する。
b.各ポリイミド前駆体溶液の組成に合わせて以下の化学脱水剤及びイミド化触媒及び溶媒を含有する溶液(以後、化学イミド化剤溶液と呼ぶ)を作製し、0℃に冷却する。
化学脱水剤:無水酢酸を耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の5倍のモル数
イミド化触媒:ジエチルピリジンを耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の0.6倍のモル数
溶媒:ポリイミド前駆体溶液100gに対して化学イミド化剤溶液が35gとなる量のN,N−ジメチルホルムアミド
c.aで用意したポリイミド前駆体溶液/bで用意した化学イミド化剤溶液の重量比が100/35となるように配合し、0℃以下でミキサーで混合する。
d.cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させて5分経過後から、c工程で得られた溶液をB型粘度計H−7号ローターを用い、回転数40rpmにて0℃雰囲気下で粘度測定開始する。
e.時間と粘度をプロットし、変曲点となるポイントの時間(cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させてからの経過時間)をポットライフとする。
【0026】
また、本発明は上述の多層ポリイミドフィルムの製造方法を一工程として含み、当該製造方法によって得られる多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むフレキシブル金属張積層板の製造方法に関する。すなわち得られた多層ポリイミドフィルムに金属箔を貼り合わせてフレキシブル金属張積層板を得ることも好ましく選択される。本発明に係る金属箔は、その種別を問わないが、銅箔、特に5〜20μmの厚みの銅箔、もしくはキャリア銅箔付きの極薄銅箔であることが好ましい。前記銅箔は、圧延銅箔、電解銅箔の何れでも好適に使用可能であり、また、銅箔の表面処理も、公知の如何なる処理も使用可能である。熱ラミネートの方法も特に限定されず、ダブルベルト法や1対の熱ロールで加圧する熱ロール法などが例示される。また、熱ロール法においても、熱ロールと金属張積層板の間に保護フィルムを挟む方法や、熱ロールをブースで囲い、当該ブース内を不活性ガスで充満させる方法などが挙げられる。
【0027】
<耐熱性ポリイミド>
本発明にかかる耐熱性ポリイミドフィルムは、ポリアミド酸を前駆体として用いて製造される。ポリアミド酸の製造方法としては公知のあらゆる方法を用いることができ、通常、芳香族酸二無水物と芳香族ジアミンを、実質的等モル量を有機溶媒中に溶解させて、得られたポリアミド酸有機溶媒溶液を、制御された温度条件下で、上記酸二無水物とジアミンの重合が完了するまで攪拌することによって製造される。これらのポリアミド酸溶液は通常5〜35重量%、好ましくは10〜30重量%の濃度で得られる。この範囲の濃度である場合に適当な分子量と溶液粘度を得る。
【0028】
重合方法としてはあらゆる公知の方法およびそれらを組み合わせた方法を用いることができる。ポリアミド酸の重合における重合方法の特徴はそのモノマーの添加順序にあり、このモノマー添加順序を制御することにより得られるポリイミドの諸物性を制御することができる。従い、本発明においてポリアミド酸の重合にはいかなるモノマーの添加方法を用いても良い。代表的な重合方法として次のような方法が挙げられる。すなわち、
1)芳香族ジアミンを有機極性溶媒中に溶解し、これと実質的に等モルの芳香族テトラカルボン酸二無水物を反応させて重合する方法、
2)芳香族テトラカルボン酸二無水物とこれに対し過小モル量の芳香族ジアミン化合物とを有機極性溶媒中で反応させ、両末端に酸無水物基を有するプレポリマーを得る。続いて、全工程において芳香族テトラカルボン酸二無水物と芳香族ジアミン化合物が実質的に等モルとなるように芳香族ジアミン化合物を用いて重合させる方法、
3)芳香族テトラカルボン酸二無水物とこれに対し過剰モル量の芳香族ジアミン化合物とを有機極性溶媒中で反応させ、両末端にアミノ基を有するプレポリマーを得る。続いてここに芳香族ジアミン化合物を追加添加後、全工程において芳香族テトラカルボン酸二無水物と芳香族ジアミン化合物が実質的に等モルとなるように芳香族テトラカルボン酸二無水物を用いて重合する方法、
4)芳香族テトラカルボン酸二無水物を有機極性溶媒中に溶解及び/または分散させた後、実質的に等モルとなるように芳香族ジアミン化合物を用いて重合させる方法、
5)実質的に等モルの芳香族テトラカルボン酸二無水物と芳香族ジアミンの混合物を有機極性溶媒中で反応させて重合する方法、
などのような方法である。これら方法を単独で用いても良いし、部分的に組み合わせて用いることもできる。
【0029】
本発明の耐熱性ポリイミドフィルムは、その分子中に熱可塑性ポリイミドブロック成分をポリイミド全体の20〜60モル%含有することが好ましい。この範囲の耐熱性フィルムを用いることで、吸湿半田耐熱性を向上させることが可能となる。その理由は未だ解明してはいないが、以下のように推察している。吸湿半田耐熱性試験での不良、即ち白化や発泡は、ポリイミド層に吸収された水分が、加熱された半田浴に浸漬されることにより、金属箔とポリイミド層の界面で急激に膨張することにより発生する現象である。耐熱性ポリイミド層に熱可塑性ポリイミド層のブロック成分を導入することにより、水蒸気透過速度が著しく向上し、それにより、金属箔とポリイミド層界面での水分の急激な膨張が避けられていると考えている。またさらに熱可塑性ポリイミドブロック成分は、ポリイミド全体の20〜60mol%、好ましくは25〜55mol%、特に好ましくは30〜50mol%含有される。熱可塑性ポリイミドブロック成分がこの範囲を下回ると本発明の優れた接着性を発現することが困難となる傾向があり、この範囲を上回ると最終的に耐熱性ポリイミドフィルムとすることが困難となる傾向がある。理想的にブロック成分を形成する目的で熱可塑性ポリイミド前駆体のブロック成分を形成した後、残りのジアミン及び/又は酸二無水物を用いて非熱可塑性ポリイミド前駆体を形成する方法を用いるのが好ましい。この際、前記1)〜5)の方法を部分的に組み合わせて用いることが好ましい。
【0030】
本発明において熱可塑性ポリイミドブロック成分とは、その高分子量体のフィルムが350℃〜500℃程度に加熱した際に熔融し、フィルムの形状を保持しないようなものを指す。より具体的な熱可塑性ポリイミドブロック成分の判定方法としては、用いるジアミンと酸二無水物のモル比率を、仮想的に100:97〜97:100となるよう適切な溶媒中に添加してポリアミド酸溶液を調製し、次いで、当該ポリアミド酸溶液を平滑な支持体上に、最終厚み10〜30μm、1辺の長さ25cm以上になるよう塗布する。前記平滑な支持体の具体例としては、PETフィルム、アルミ箔、銅箔が挙げられる。最終厚みを10〜30μmになるよう塗布する方法としては、バーコーター、コンマコーター、ドクターブレードなどの方法が挙げられる。さらに、支持体上に塗布したポリアミド酸溶液の塗布膜が自己支持性を発現するまで乾燥させて支持体上から剥離し、金属製の枠に固定してイミド化と乾燥を実質的に終了させてポリイミドの単層シートを作製する。上記の乾燥及びイミド化の方法としては、熱風、遠赤外線などの方法が挙げられ、その温度条件は、溶媒種、ポリアミド酸の分子構造によって適宜選択される。このようにして得られたポリイミドの単層シートを、内辺が各20cmの正方形の金属枠に、ポリイミドの単層シートと金属枠の中心がほぼ一致するよう固定して、350℃〜500℃の雰囲気中に、フィルムが略水平になるよう5分以上封入する。その際、フィルム中央が鉛直下方向に1cm以上熱変形していた場合、当該ポリイミドからなるブロック成分は、熱可塑性であると判定する。
【0031】
ここで、熱可塑性ポリイミドブロック成分のmol%、すなわち、本発明における熱可塑性ポリイミドブロック成分の含有量とは、該熱可塑性ポリイミドブロック成分が、ジアミンを酸成分に対して過剰に用いて合成された場合は下記の計算式(1)により、酸成分をジアミン成分に対して過剰に用いて合成された場合は下記計算式(2)に従って、それぞれ計算される。
(熱可塑性ポリイミドブロック成分含有量) = a/b×100 計算式(1)
a:熱可塑性ポリイミドブロック成分に含まれるジアミン量(mol)
b:全ジアミン量(mol)
(熱可塑性ポリイミドブロック成分含有量) = a/b×100 計算式(2)
a:熱可塑性ポリイミドブロック成分に含まれる酸成分量(mol)
b:全酸成分量(mol)
【0032】
またさらに熱可塑性ポリイミドブロック成分の繰り返し単位nは3〜99が好ましく、4〜90がより好ましい。繰り返し単位nがこの範囲を下回ると優れた接着性が発現しにくく、且つ吸湿膨張係数が大きくなりやすい。また、繰り返し単位nがこの範囲を上回るとポリイミド前駆体溶液の貯蔵安定性が悪くなる傾向にあり、かつ重合の再現性が低下する傾向にあり好ましくない。
【0033】
本発明における熱可塑性ポリイミドブロック成分は、その高分子量体において150〜300℃の範囲にガラス転移温度(Tg)を有していることが好ましい。なお、Tgは動的粘弾性測定装置(DMA)により測定した貯蔵弾性率の変曲点の値等により求めることができる。
【0034】
本発明の熱可塑性ポリイミドブロック成分を形成するモノマーについて説明する。
本発明の熱可塑性ポリイミドブロック成分を構成するジアミン主成分として好ましく用い得る例としては4,4’−ジアミノジフェニルプロパン、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、4,4’−オキシジアニリン、3,3’−オキシジアニリン、3,4’−オキシジアニリン、4,4’−ジアミノジフェニルジエチルシラン、4,4’−ジアミノジフェニルシラン、4,4’−ジアミノジフェニルエチルホスフィンオキシド、4,4’−ジアミノジフェニルN−メチルアミン、4,4’−ジアミノジフェニル N−フェニルアミン、1,4−ジアミノベンゼン(p−フェニレンジアミン)、ビス{4−(4−アミノフェノキシ)フェニル}スルホン、ビス{4−(3−アミノフェノキシ)フェニル}スルホン、4,4’−ビス(4−アミノフェノキシ)ビフェニル、4,4’−ビス(3−アミノフェノキシ)ビフェニル、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン、3,3’−ジアミノベンゾフェノン、4,4'−ジアミノベンゾフェノン、2,2−ビス(4−アミノフェノキシフェニル)プロパン等が挙げられ、これらを単独または複数併用することができる。これらの例は主成分として好適に用いられる例であり、副成分としていかなるジアミンを用いることもできる。これらの中で特に好ましく用い得るジアミンの例として、4,4’−ビス(4−アミノフェノキシ)ビフェニル、4,4’−ビス(3−アミノフェノキシ)ビフェニル、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン、2,2−ビス(4−アミノフェノキシフェニル)プロパンが挙げられる。
【0035】
これらの中でも、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物を用いた場合、接着性を好適な範囲に制御しやすいことから特に好ましい。
【0036】
また、熱可塑性ポリイミドブロック成分を構成する酸成分として好適に用い得る例としてはピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、4,4’−オキシジフタル酸二無水物などが挙げられ、これらを単独または複数併用することができる。本発明においては、少なくとも3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物及び4,4’−オキシジフタル酸二無水物からなる群から選ばれる少なくとも1種の酸二無水物を必須成分として用いることが好ましい。これら酸二無水物を用いることで高い密着性が得られやすくなる。
【0037】
本発明において、熱可塑性ポリイミドブロック成分(この段階では、熱可塑性ポリイミド前駆体ブロック成分)と反応させて耐熱性ポリイミド前駆体を製造する際に用いられるジアミンと酸二無水物の好適な例を挙げる。ジアミンと酸二無水物の組み合わせにより種々特性が変化するため一概に規定することはできないが、最終的には、耐熱性ポリイミドとなるようなジアミン、酸を使用する。このようなジアミンとしては剛直な成分、例えばパラフェニレンジアミンおよびその誘導体、ベンジジン及びその誘導体を主成分として用いるのが好ましい。これら剛直構造を有するジアミンを用いることにより非熱可塑性とし、且つ高い弾性率を達成しやすくなる。また酸成分としてはピロメリット酸二無水物を主成分として用いることが好ましい。ピロメリット酸二無水物はよく知られているようにその構造の剛直性から非熱可塑性ポリイミドを与えやすい傾向にある。
【0038】
ここで、本発明における耐熱性ポリイミドとは、その高分子量体のフィルムが350℃〜500℃程度に加熱した際に熔融し、フィルムの形状を保持するものを指す。より具体的な耐熱性ポリイミドフィルムの判定方法としては、用いるジアミンと酸二無水物のモル比率を、仮想的に100:97〜97:100となるよう適切な溶媒中に添加してポリアミド酸溶液を調製し、次いで、当該ポリアミド酸溶液を平滑な支持体上に、最終厚み10〜30μm、1辺の長さ25cm以上になるよう塗布する。前記平滑な支持体の具体例としては、PETフィルム、アルミ箔、銅箔が挙げられる。最終厚みを10〜30μmになるよう塗布する方法としては、バーコーター、コンマコーター、ドクターブレードなどの方法が挙げられる。さらに、支持体上に塗布したポリアミド酸溶液の塗布膜が自己支持性を発現するまで乾燥させて支持体上から剥離し、金属製の枠に固定してイミド化と乾燥を実質的に終了させてポリイミドの単層シートを作製する。上記の乾燥及びイミド化の方法としては、熱風、遠赤外線などの方法が挙げられ、その温度条件は、溶媒種、ポリアミド酸の分子構造によって適宜選択される。このようにして得られたポリイミドの単層シートを、内辺が各20cmの正方形の金属枠に、ポリイミドの単層シートと金属枠の中心がほぼ一致するよう固定して、350℃〜500℃の雰囲気中に、フィルムが略水平になるよう5分以上封入する。その際、フィルム中央の熱変形が鉛直下方向に1cm未満であった場合、当該ポリイミドからなるフィルムは、耐熱性であると判定する。
【0039】
本発明においては、重合制御のしやすさや装置の利便性から、まず熱可塑性ポリイミド前駆体ブロック成分を合成した後、さらに適宜設計されたモル分率でジアミン及び酸二無水物を加えて耐熱性ポリイミド前駆体とする重合方法を用いることが好ましい。
【0040】
ポリイミド前駆体を合成するための好ましい溶媒は、ポリアミド酸を溶解する溶媒であればいかなるものも用いることができるが、アミド系溶媒すなわちN,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドンなどであり、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミドが特に好ましく用い得る。
【0041】
<熱可塑性ポリイミド>
熱可塑性ポリイミドとは、一般的にDSC(示差走査熱量測定)で、ガラス転移温度を有するポリイミドをいう。本発明での熱可塑性ポリイミドは、前記ガラス転移温度が、150℃〜350℃であるものをいう。
【0042】
多層ポリイミドフィルムの熱可塑性ポリイミド層で用いる芳香族酸二無水物としては、特に限定されないが、ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、3,3´,4,4´−ビフェニルテトラカルボン酸二無水物、1,2,5,6−ナフタレンテトラカルボン酸二無水物、2,2´,3,3´−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、3,4,9,10−ペリレンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)プロパン二無水物、1,1−ビス(2,3−ジカルボキシフェニル)エタン二無水物、1,1−ビス(3,4−ジカルボキシフェニル)エタン二無水物、ビス(2,3−ジカルボキシフェニル)メタン二無水物、ビス(3,4−ジカルボキシフェニル)エタン二無水物、オキシジフタル酸二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、p−フェニレンビス(トリメリット酸モノエステル酸無水物)、エチレンビス(トリメリット酸モノエステル酸無水物)、ビスフェノールAビス(トリメリット酸モノエステル酸無水物)及びそれらの誘導体を含み、これらを単独で、または任意の割合で混合した混合物を好ましく用いることができる。
【0043】
中でも、ピロメリット酸二無水物、3,3´,4,4´−ビフェニルテトラカルボン酸二無水物、3,3´,4,4´−ベンゾフェノンテトラカルボン酸二無水物からなる群より選ばれる少なくとも1種の酸二無水物であることが好ましく、フレキシブル金属張積層板の銅箔引き剥がし強度を高める面で3,3´,4,4´−ビフェニルテトラカルボン酸二無水物を用いることが好ましく、フレキシブル金属張積層板の銅箔引き剥がし強度を高めたままで、半田耐熱性の向上とさせる点で、3,3´,4,4´−ビフェニルテトラカルボン酸二無水物を併用することが好ましい。
【0044】
多層ポリイミドフィルムの熱可塑性ポリイミド層で用いる芳香族ジアミンは特に制限されないが、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、4,4´−ジアミノジフェニルエーテル、3,4´−ジアミノジフェニルエーテル、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、p−フェニレンジアミン、4,4´−ジアミノジフェニルプロパン、4,4´−ジアミノジフェニルメタン、ベンジジン、3,3’−ジクロロベンジジン、4,4´−ジアミノジフェニルスルフィド、3,3´−ジアミノジフェニルスルホン、4,4´−ジアミノジフェニルスルホン、4,4´−ジアミノジフェニルエーテル、3,3´−ジアミノジフェニルエーテル、3,4´−ジアミノジフェニルエーテル、1,5−ジアミノナフタレン、4,4´−ジアミノジフェニルジエチルシラン、4,4’−ジアミノジフェニルシラン、4,4´−ジアミノジフェニルエチルホスフィンオキシド、4,4´−ジアミノジフェニルN−メチルアミン、4,4´−ジアミノジフェニル N−フェニルアミン、1,4−ジアミノベンゼン(p−フェニレンジアミン)、1,3−ジアミノベンゼン、1,2−ジアミノベンゼン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン及びそれらの誘導体などが挙げられ、これらを単独で、または任意の割合で混合した混合物を好ましく用いることができる。
【0045】
中でも、熱可塑性ポリイミドを構成する2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンは、金属箔張積層板の金属箔の引き剥がし強度を向上させる点で好ましい。
<フレキシブル金属張積層板>
本発明にかかるフレキシブル金属張積層板の製造方法について説明すると、以下の通りであるが、これに限定されるものでない。本発明にかかるフレキシブル金属張積層板の製造方法は、上記多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むことが好ましい。フレキシブル金属積層板で用いられる銅箔は、厚みは1〜25μmを用いることができ、圧延銅箔、電解銅箔のどちらを用いても良い。多層ポリイミドフィルムと金属箔の貼り合わせ方法としては、例えば、一対以上の金属ロールを有する熱ロールラミネート装置、またはダブルベルトプレス(DBP)による連続処理を用いることができる。中でも、装置構成が単純であり保守コストの面で有利であるという点から、一対以上の金属ロールを有する熱ロールラミネート装置を用いることが好ましい。ここでいう「一対以上の金属ロールを有する熱ロールラミネート装置」とは、材料を加熱加圧するための金属ロールを有している装置であればよく、その具体的な装置構成は特に限定されるものではない。なお、多層ポリイミドフィルムと金属箔とを熱ラミネートにより貼り合わせる工程を、以下、「熱ラミネート工程」と称する。上記熱ラミネートを実施する手段(以下、「熱ラミネート手段」ともいう)の具体的な構成は特に限定されるものではないが、得られる積層板の外観を良好なものとするために、加圧面と金属箔との間に保護材料を配置することが好ましい。上記保護材料としては、熱ラミネート工程の加熱温度に耐えうる材料、例えば、非熱可塑性ポリイミドフィルム等の耐熱性プラスチック、銅箔、アルミニウム箔、SUS箔等の金属箔等が挙げられる。中でも、耐熱性、再使用性等のバランスが優れる点から、非熱可塑性ポリイミドフィルム、もしくは、ガラス転移温度(Tg)がラミネート温度よりも50℃以上高い熱可塑性ポリイミドからなるフィルムが好ましく用いられる。熱可塑性ポリイミドを使用する場合、上記の条件を満たすものを選択することによって、熱可塑性ポリイミドのロールへの付着を防ぐことができる。また、保護材料の厚みが薄いと、ラミネート時の緩衝並びに保護の役目を十分に果たさなくなるため、非熱可塑性ポリイミドフィルムの厚みは75μm以上であることが好ましい。また、この保護材料は、必ずしも1層である必要はなく、異なる特性を有する2層以上の三層構造でもよい。また、ラミネート温度が高温の場合、保護材料をそのままラミネートに用いると、急激な熱膨張により、得られるフレキシブル金属張積層板の外観や寸法安定性が充分でない場合がある。従って、ラミネート前に、保護材料に予備加熱を施すことが好ましい。このように、保護材料の予備加熱を行った後、ラミネートする場合、保護材料の熱膨張が終了しているため、フレキシブル金属張積層板の外観や寸法特性に影響を与えることが抑制される。
【0046】
予備加熱の手段としては、保護材料を加熱ロールに抱かせるなどして接触させる方法が挙げられる。接触時間としては、1秒間以上が好ましく、3秒間以上がさらに好ましい。接触時間が上記よりも短い場合、保護材料の熱膨張が終了しないままラミネートが行われるため、ラミネート時に保護材料の急激な熱膨張が起こり、得られるフレキシブル金属張積層板の外観や寸法特性が悪化することがある。保護材料を加熱ロールに抱かせる距離については、特に限定されず、加熱ロールの径と上記接触時間から適宜調整すればよい。
【0047】
上記熱ラミネート手段における被積層材料の加熱方式は、特に限定されるものではなく、例えば、熱循環方式、熱風加熱方式、誘導加熱方式等、所定の温度で加熱しうる従来公知の方式を採用した加熱手段を用いることができる。同様に、上記熱ラミネート手段における被積層材料の加圧方式も、特に限定されるものではなく、例えば、油圧方式、空気圧方式、ギャップ間圧力方式等、所定の圧力を加えることができる従来公知の方式を採用した加圧手段を用いることができる。上記熱ラミネート工程における加熱温度、すなわちラミネート温度は、多層ポリイミドフィルムのガラス転移温度(Tg)+50℃以上の温度であることが好ましく、多層ポリイミドフィルムのTg+100℃以上がより好ましい。Tg+50℃以上の温度であれば、多層ポリイミドフィルムと金属箔とを良好に熱ラミネートすることができる。また、Tg+100℃以上であれば、ラミネート速度を上昇させてその生産性をより向上させることができる。特に、本発明の多層ポリイミドフィルムのコアとして使用しているポリイミドフィルムは、Tg+100℃以上でラミネートを行った場合に、熱応力の緩和が有効に作用するように設計しているため、寸法安定性に優れたフレキシブル金属張積層板が、生産性良く得られる。加熱ロールへの接触時間は、0.1秒間以上が好ましく、より好ましくは0.2秒間以上、0.5秒間以上が特に好ましい。接触時間が上記範囲より短い場合、緩和効果が十分に発生しない場合がある。接触時間の上限は、5秒間以下が好ましい。5秒間よりも長く接触させても緩和効果が、より大きくなるわけではなく、ラミネート速度の低下やラインの取り回しに制約が生じるため好ましくない。また、ラミネート後に加熱ロールに接触させて徐冷を行ったとしても、依然としてフレキシブル金属張積層板と室温との差は大きく、また、残留歪みを緩和しきれていない場合もある。そのため、加熱ロールに接触させて徐冷した後のフレキシブル金属張積層板は、保護材料を配したままの状態で、後加熱工程を行うことが好ましい。この際の張力は、1〜10N/cmの範囲とすることが好ましい。また、後加熱の雰囲気温度は(温度−200℃)〜(ラミネート温度+100℃)の範囲とすることが好ましい。ここでいう「雰囲気温度」とは、フレキシブル金属張積層板の両面に密着させている保護材料の外表面温度をいう。実際のフレキシブル金属張積層板の温度は、保護材料の厚みによって多少変化するが、保護材料表面の温度を上記範囲内にすれば、後加熱の効果を発現させることが可能である。保護材料の外表面温度測定は、熱電対や温度計などを用いて行うことができる。
【0048】
上記熱ラミネート工程におけるラミネート速度は、0.5m/分以上であることが好ましく、1.0m/分以上であることがより好ましい。0.5m/分以上であれば、十分な熱ラミネートが可能になり、さらに、1.0m/分以上であれば、生産性をより一層向上することができる。上記熱ラミネート工程における圧力、すなわちラミネート圧力は、高ければ高いほどラミネート温度を低く、かつラミネート速度を速くすることができる利点があるが、一般に、ラミネート圧力が高すぎると、得られる積層板の寸法変化が悪化する傾向がある。逆に、ラミネート圧力が低すぎると、得られる積層板の金属箔の接着強度が低くなる。そのため、ラミネート圧力は、49〜490N/cm(5〜50kgf/cm)の範囲内であることが好ましく、98〜294N/cm(10〜30kgf/cm)の範囲内であることがより好ましい。この範囲内であれば、ラミネート温度、ラミネート速度、およびラミネート圧力の三条件を良好なものにすることができ、生産性をより一層向上することができる。上記ラミネート工程における接着フィルム張力は、0.01〜4N/cmの範囲内であることが好ましく、0.02〜2.5N/cmの範囲内であることがより好ましく、0.05〜1.5N/cmの範囲内であることが特に好ましい。張力が上記範囲を下回ると、ラミネートの搬送時に、たるみや蛇行が生じ、均一に加熱ロールに送り込まれないために、外観の好なフレキシブル金属張積層板を得ることが困難となることがある。逆に、上記範囲を上回ると、接着層のTgと貯蔵弾性率の制御では緩和できないほど張力の影響が強くなり、寸法安定性が劣ることがある。本発明にかかるフレキシブル金属張積層板を得るためには、連続的に被積層材料を加熱しながら圧着する熱ラミネート装置を用いることが好ましい。さらに、この熱ラミネート装置では、熱ラミネート手段の前段に、被積層材料を繰り出す被積層材料繰出手段を設けてもよいし、熱ラミネート手段の後段に、被積層材料を巻き取る被積層材料巻取手段を設けてもよい。これらの手段を設けることで、上記熱ラミネート装置の生産性をより一層向上させることができる。上記被積層材料繰出手段および被積層材料巻取手段の具体的な構成は特に限定されるものではなく、例えば、接着フィルムや金属箔、あるいは得られる積層板を巻き取ることのできる公知のロール状巻取機等を挙げることができる。さらに、保護材料を巻き取ったり繰り出したりする保護材料巻取手段や保護材料繰出手段を設けると、より好ましい。これら保護材料巻取手段・保護材料繰出手段を備えていれば、熱ラミネート工程で、一度使用された保護材料を巻き取って繰り出し側に再度設置することで、保護材料を再使用することができる。
【0049】
また、保護材料を巻き取る際に、保護材料の両端部を揃えるために、端部位置検出手段および巻取位置修正手段を設けてもよい。これによって、精度よく保護材料の端部を揃えて巻き取ることができるので、再使用の効率を高めることができる。なお、これら保護材料巻取手段、保護材料繰出手段、端部位置検出手段および巻取位置修正手段の具体的な構成は特に限定されるものではなく、従来公知の各種装置を用いることができる。
【実施例】
【0050】
以下、実施例及び比較例に基づき、本発明について更に具体的に説明する。なお、本発明は下記実施例に限定されるものではない。
【0051】
〔ポットライフの測定〕
ポットライフの測定は、下記a工程からe工程の手順で測定した。
a.ポリイミド前駆体溶液を0℃に冷却する。
b.各ポリイミド前駆体溶液の組成に合わせて以下の化学脱水剤及びイミド化触媒及び溶媒を含有する溶液(以後、化学イミド化剤溶液と呼ぶ)を作製し、0℃に冷却する。
化学脱水剤:無水酢酸を耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の5倍のモル数
イミド化触媒:ジエチルピリジンを耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の0.6倍のモル数
溶媒:ポリイミド前駆体溶液100gに対して化学イミド化剤溶液が35gとなる量のN,N−ジメチルホルムアミド
c.aで用意したポリイミド前駆体溶液/bで用意した化学イミド化剤溶液の重量比が100/35となるように配合し、0℃以下でミキサーで混合する。
d.cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させて5分経過後から、c工程で得られた溶液をB型粘度計H−7号ローターを用い、回転数40rpmにて0℃雰囲気下で粘度測定開始する。
e.時間と粘度をプロットし、変曲点となるポイントの時間(cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させてからの経過時間)をポットライフとする。
【0052】
以下に、合成例で用いるモノマーの略称を示す。
DMF:N,N−ジメチルホルムアミド
BAPP:2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン
ODA:4,4´−ジアミノジフェニルエーテル
PDA:p−フェニレンジアミン
BPDA:3,3´,4,4´−ビフェニルテトラカルボン酸二無水物物
BTDA:3,3´,4,4´−ベンゾフェノンテトラカルボン酸二無水物
PMDA:ピロメリット酸二無水物
以下に、ポリイミド前駆体の合成例を示す。
【0053】
(合成例1)
容量3000mlのガラス製フラスコにDMFを1587.6g投入し、BAPP131.2g、ODA42.7g、BTDA68.7g、PMDA58.1g、を溶解した。均一撹拌後にPDA57.6g、PMDA123.2を溶解し、別途調製しておいたPMDAのDMF溶液(PMDA:DMF=7.0g:90.0g)を上記反応液に徐々に添加し、粘度が2900ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度18重量%、23℃での回転粘度が2900poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは11分であった。粘度の経時変化を図1に示す。
【0054】
(合成例2)
容量3000mlのガラス製フラスコにDMFを1615.2g投入し、BAPP218.1g、BPDA23.4g、PMDA95.0g、を溶解した。均一撹拌後、別途調製しておいたPMDAのDMF溶液(PMDA:DMF=7.0g:90.0g)を上記反応液に徐々に添加し、粘度が1000ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度17重量%、23℃での回転粘度が1000poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは22分であった。粘度の経時変化を図1に示す。
【0055】
(合成例3)
容量3000mlのガラス製フラスコにDMFを1616.0g投入し、BAPP214.3g、BPDA46.1g、PMDA76.3g、を溶解した。均一撹拌後、別途調製しておいたPMDAのDMF溶液(PMDA:DMF=7.0g:90.0g)を上記反応液に徐々に添加し、粘度が1000ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度17重量%、23℃での回転粘度が1000poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは34分であった。粘度の経時変化を図1に示す。
【0056】
(合成例4)
容量3000mlのガラス製フラスコにDMFを1121.6g投入し、BPDA142.0g、BAPP192.0g、を溶解した。均一撹拌後、別途調製しておいたBAPPのDMF溶液(PMDA:DMF=7.9g:102.1g)を上記反応液に徐々に添加し、粘度が1000ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度17重量%、23℃での回転粘度が1000poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは、粘度上昇が確認されなかったため、計測不可であった。粘度の経時変化を図1に示す。
【0057】
(実施例1)
リップ幅200mmのマルチマニホールド式の三層共押出ダイを用い、合成例2で得られたポリイミド前駆体溶液/合成例1で得られたポリイミド前駆体溶液/合成例2で得られたポリイミド前駆体溶液の順の3層構造でアルミ箔上に押出し流延した。このとき、共押出されるポリイミド前駆体溶液のポットライフ比(最長のポットライフ/最短のポットライフ)は2である。次いで、この三層膜を140℃×100秒で加熱した後、自己支持性を有する三層ゲルフィルムを引き剥がして、金属枠に固定し、250℃×40秒、300℃×60秒、350℃×60秒、370℃×30秒で乾燥・イミド化した。熱可塑性ポリイミド層/耐熱性ポリイミド層/熱可塑性ポリイミド層の厚み構成比、20/60/20となるよう各ポリイミド前駆体溶液の吐出量を調整した。アルミ箔の移動速度を変更することで、ポリイミド前駆体溶液がダイス中に滞留する時間を変化させることなく、20μm〜125μmの様々な厚みの三層ポリイミドフィルムを得た。流延された多層ゲルフィルム及び得られた多層ポリイミドフィルムには層間の剥離は見られず、外観良好な多層ポリイミドフィルムが得られた。結果を表1に示す。なお、表1中の多層ポリイミドフィルム厚み20μmのときは、参考例である。
【0058】
この際、合成例1で得られたポリイミド前駆体溶液は、三層共押出ダイに投入する直前に、以下の化学脱水剤及びイミド化触媒を含有せしめた。
化学脱水剤:無水酢酸を耐熱性ポリイミド前駆体のアミド酸ユニット1モルに対して2.0モル
イミド化触媒:イソキノリンを耐熱性ポリイミド前駆体のアミド酸ユニット1モルに対して0.5モル
上記化学イミド化剤溶液を含有せしめ、ミキサーで混合した。
【0059】
(実施例2)
合成例2で得られたポリイミド前駆体溶液の代わりに合成例3で得られたポリイミド前駆体溶液を使用することを除き、実施例1と同様に実施した。このとき、共押出されるポリイミド前駆体溶液のポットライフ比(最長のポットライフ/最短のポットライフ)は3.1である。流延された多層ゲルフィルム及び得られた多層ポリイミドフィルムには層間の剥離は見られず、外観良好な多層ポリイミドフィルムが得られた。結果を表1に示す。なお、表1中の多層ポリイミドフィルム厚み20μmのときは、参考例である。
【0060】
(比較例1)
合成例2で得られたポリイミド前駆体溶液の代わりに合成例4で得られたポリイミド前駆体溶液を使用することを除き、実施例1と同様に実施した。流延された多層ゲルフィルムにおいて白化し、得られた多層ポリイミドフィルムには層間での剥離が確認され、良好な多層ポリイミドフィルムは得られなかった。結果を表1に示す。なお、表1中の多層ポリイミドフィルム厚み20μmのときは、参考例である。
【0061】
【表1】

【技術分野】
【0001】
本発明は、ポリイミド樹脂層を複数有する多層ポリイミドフィルムの製造方法及びフレキシブル金属張積層板の製造方法に関するものである。
【背景技術】
【0002】
近年、エレクトロニクス製品の軽量化、小型化、高密度化にともない、各種プリント基板の需要が伸びているが、中でも、フレキシブル積層板(フレキシブルプリント配線板(FPC)等とも称する)の需要が特に伸びている。フレキシブル積層板は、ポリイミドフィルム等の絶縁性フィルム上に金属層からなる回路が形成された構造を有している。
【0003】
上記フレキシブルプリント配線板の元になるフレキシブル金属張積層板は、一般に、各種絶縁材料により形成され、柔軟性を有する絶縁性フィルムを基板とし、この基板の表面に、各種接着材料を介して金属箔を加熱・圧着することにより貼り合わせる方法により製造される。上記絶縁性フィルムとしては、ポリイミドフィルム等が好ましく用いられる。上記接着材料としては、エポキシ系、アクリル系等の熱硬化性接着剤が一般的に用いられているが、熱硬化性接着剤は、比較的低温での接着が可能であるという利点があるが、耐熱性、屈曲性、電気的信頼性といった要求特性が厳しくなるに従い、熱硬化性接着剤を用いた三層FPCでは対応が困難になると考えられる。このため、絶縁性フィルムに直接金属層を設けたり、接着層に熱可塑性ポリイミドを使用したりする二層FPCが提案されている。この二層FPCは、三層FPCよりも優れた特性を有し、今後需要が伸びていくと期待される。
【0004】
二層FPC用多層ポリイミドフィルムとして、ポリイミドフィルムの表面に、ポリアミド酸溶液を塗布、乾燥(イミド化)させ、多層ポリイミドフィルムを製造する方法が挙げられるが、ポリイミドフィルムを製造する工程、ポリイミドフィルムの表面にポリアミド酸溶液を塗布、乾燥(イミド化)させる工程が必要であり、工程が複数となり、コストアップになることがあった(例えば、特許文献1参照。)。
【0005】
また、二層FPC用多層ポリイミドフィルムとして、ポリアミド酸溶液を複数層同時に支持体上へ流延し、乾燥した後に支持体から剥がし、熱処理して多層ポリイミドフィルムを製造する方法が挙げられる。更に生産性を上げるために化学イミド化法を採用し、ゲル化反応の進行を迅速化すると、反応生成物である水や液膜に含有される溶媒、脱水剤、イミド化触媒等の諸物質が多層ゲルフィルムの層間に蓄積しやすくなる。その結果、多層ゲルフィルムの層間に密着性が低下し、各層を剥離させてしまう問題が生じることがあった(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−116254号公報
【特許文献2】特開2006−239965号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の課題に鑑みてなされたものであって、その目的は、共押出法による多層ポリイミドフィルムの製造にあたって、生産時の多層ゲルフィルムの層間の剥離を回避する技術を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題に鑑み鋭意検討した結果、共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し、厚みが25μ以上である多層ポリイミドフィルムを製造する際の各種ポリイミド前駆体溶液のポットライフを特定の範囲に制御することで有効に解決できることを見出し、本発明に至った。
【0009】
すなわち本発明は、共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し多層ポリイミドフィルムを製造する方法であって、該多層ポリイミドフィルムの厚みが25μ以上であり、該少なくとも2種以上の各ポリイミド前駆体溶液のポットライフにおいて、下記式1で表されるポットライフ比が1以上4以下であり、該少なくとも2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめることを特徴とする多層ポリイミドフィルムの製造方法である。
ポットライフ比=最長のポットライフ/最短のポットライフ (式1)
前記多層ポリイミドフィルムが、耐熱性ポリイミド層の両面に熱可塑性ポリイミド層を設けてなる三層構造であることが好ましい。
【0010】
少なくとも前記三層構造の中央層である耐熱性ポリイミド層を構成するポリイミド前駆体溶液に化学脱水剤及びイミド化触媒を含有せしめることを特徴とすることが好ましい。
【0011】
また、本発明は前記多層ポリイミドフィルムの製造方法を一工程として含み、当該製造方法によって得られる多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むフレキシブル金属張積層板の製造方法に関する。
【発明の効果】
【0012】
本発明により、共押出でポリアミド酸溶液を支持体上に流延した際、多層ゲルフィルムの層間の剥離のない、共押出ポリイミドフィルムの製造方法を提供する。
【図面の簡単な説明】
【0013】
【図1】実施例における各ポリイミド前駆体のポットライフの測定結果を示した図である。
【発明を実施するための形態】
【0014】
以下、本発明にかかる多層ポリイミドフィルムの製造方法及びフレキシブル金属張積層板の製造方法の好適な実施形態について詳細に説明する。ただし、本発明は以下の実施形態に限定されるものではない。
【0015】
本発明にかかる多層ポリイミドフィルムの製造方法は、共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延することが必須である。二層以上の多層ダイを有する押出成形機へポリイミド前駆体溶液2種以上を同時に供給して、前記多層ダイの吐出口から溶液を少なくとも二層以上の薄膜状体として押出すことで2種以上のポリイミド前駆体から構成された複数層が得られる。一般的に用いられる方法について説明すると、二層以上の多層ダイから押出された前記の溶液を、支持体上に連続的に押し出し、次いで、前記支持体上の多層ゲルフィルムの溶媒の少なくとも一部を揮散せしめ、さらに高温で充分に加熱処理することによって、溶媒を実質的に除去すると共にイミド化を進行させることで、目的の多層ポリイミドフィルムが得られる。該支持体の形状は特に問わないが、多層ポリイミドフィルムの生産性を考慮すると、ドラム状若しくはベルト状であることが好ましい。また、該支持体の材質も特に問わず、金属、プラスチック、ガラス、磁器などが挙げられ、好ましくは金属であり、更に好ましくは耐腐食性に優れるSUS材である。また、Cr、Ni、Snなどの金属メッキをしても良い。
【0016】
一般的にポリイミドは、ポリイミドの前駆体、即ちポリアミド酸からの脱水転化反応により得られ、当該転化反応を行う方法としては、熱によってのみ行う熱キュア法と、化学硬化剤を使用する化学キュア法の2法が最も広く知られている。中でも、化学硬化剤を使用する化学キュア法は生産性が向上し、フィルムの機械的強度が確保できることから、本発明では、化学キュア法の採用が必須であり、2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめる。
【0017】
ここで、化学硬化剤とは、脱水剤及びイミド化触媒を含むものである。ここでいう脱水剤とは、ポリアミド酸に対する脱水閉環剤であり、脂肪族酸無水物、芳香族酸無水物、N,N′−ジアルキルカルボジイミド、低級脂肪族ハロゲン化物、ハロゲン化低級脂肪族酸無水物、アリールスルホン酸ジハロゲン化物、チオニルハロゲン化物またはそれら2種以上の混合物を好ましく用いることができる。その中でも特に、脂肪族酸無水物及び芳香族酸無水物が良好に作用する。化学脱水剤の好適な導入量は、化学脱水剤を含有せしめる溶液に含まれるポリアミド酸中のアミド酸ユニット1モルに対して0.5〜4.0モル、好ましくは0.7〜4.0モル、特に好ましくは1.0〜4.0モルである。前記範囲を超えると、導体が腐食することがある。また、前記範囲を下回ると、硬化速度が充分でなく、本発明の効果を発揮できないことがある。
【0018】
また、イミド化触媒とは硬化剤のポリアミド酸に対する脱水閉環作用を促進する効果を有する成分であるが、例えば、脂肪族3級アミン、芳香族3級アミン、複素環式3級アミンを用いることができる。そのうち、イミダゾ−ル、ベンズイミダゾ−ル、イソキノリン、キノリン、またはβ−ピコリンなどの含窒素複素環化合物であることが好ましい。さらに、脱水剤及びイミド化触媒からなる溶液中に、有機極性溶媒を導入することも適宜選択されうる。イミド化触媒の好適な導入量は、イミド化触媒を含有せしめる溶液に含まれるポリアミド酸中のアミド酸ユニット1モルに対して0.05〜2.0モル、好ましくは0.1〜2.0モル、特に好ましくは0.2〜2.0モルである。前記範囲を超えると、ポリイミド層にイミド化触媒が残存し、長期耐熱性に劣る場合がある。また、前記範囲を下回ると、硬化速度が充分でなく、本発明の効果を発揮できないことがある。
【0019】
上記の二層以上の多層ダイとしては各種構造のものが使用できるが、例えば複数層用フィルム作成用のTダイス等が使用できる。また、従来既知のあらゆる構造のものを好適に使用可能であるが、特に好適に使用可能なものとして、フィードブロックTダイやマルチマニホールドTダイが例示される。
【0020】
多層ダイに供給される各ポリイミド前駆体溶液のポットライフにおいて、下記式1で表されるポットライフ比が1以上4以下である必要がある。
ポットライフ比=最長のポットライフ/最短のポットライフ (式1)
更には上記ポットライフ比が1以上3.1以下であることが好ましい。各ポリイミド前駆体溶液のポットライフにおけるポットライフ比が4以上となると、多層ゲルフィルムの層間が剥離しやすくなるという問題が生じる傾向にある。各ポリイミド前駆体溶液に含まれるモノマーの種類と比率が近づく程、ポットライフ比は小さくなる傾向にある。各ポリイミド前駆体溶液に含まれる芳香族ジアミンに同種のモノマーが含まれていてもよく、芳香族テトラカルボン酸二無水物に同種のモノマーが含まれていてもよく、芳香族ジアミンと芳香族テトラカルボン酸二無水物どちらにも同種のモノマーが含まれていてもよい。また、同種のモノマーでなくとも、構造が似たモノマーが同様の効果を与えることもある。具体的には、熱可塑性ポリイミドを構成する酸二無水物単量体及びジアミン単量体の合計モル数の30%以上が耐熱性ポリイミドを構成する酸二無水物単量体とジアミン単量体である場合、ポットライフ比は小さくなる。15%以下であると、ポットライフ比は大きくなる。更には40%以上が好ましく、更には50%以上が好ましく、更には55%以上が好ましい。ここで、熱可塑性ポリイミドを構成する酸二無水物単量体及びジアミン単量体の合計モル数の30%以上が耐熱性ポリイミドを構成する酸二無水物単量体とジアミン単量体であるとは、熱可塑性ポリイミドを構成する酸二無水物単量体及びジアミン単量体の合計モル数(総モル数)を基準にし、熱可塑性ポリイミドで用いる酸二無水物及びジアミンであって、耐熱性ポリイミドで用いる酸二無水物及びジミアンと同じ、酸二無水物単量体とジアミン単量体のモル数(同種モル数)の割合が30%以上ということであり、(同種モル数)/(総モル数)の算出式で算出する。酸二無水物及びジアミンのどちらに同種のモノマーあるいは構造の似たモノマーが含まれていてもよく、両方に含まれていてもよい。酸二無水物については、ピロメリット酸二無水物が共通して含まれていることが好ましい。ジアミンについては、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンが共通して含まれていることが好ましい。
【0021】
脱水剤やイミド化触媒を添加した系ではゲル化反応が迅速化するため、反応生成物である水や、液膜に含有される溶媒、脱水剤、イミド化触媒等の諸物質が多層ゲルフィルムの層間に蓄積しやすくなる。その結果、多層ポリイミドフィルムの種類や製造条件等にもよるが、多層ゲルフィルムでは、層間の密着強度が低下し、各層を剥離させてしまう場合が生じる。形成しようとする多層ポリイミドフィルムの厚みが厚いほど、反応生成物である水や、液膜に含有される溶媒、脱水剤、イミド化触媒等の諸物質の量が増えるため、多層ゲルフィルムの層間は剥離しやすくなる。逆に形成しようとする多層ポリイミドフィルムの膜厚が薄いほど、多層ゲルフィルムの層間の剥離は生じにくくなることから、本発明にかかる製造方法は特に厚い多層ポリイミドフィルムの形成に適する。具体的には、最終的に形成される多層ポリイミドフィルムの厚みが25μ以上である場合に適する。更には50μ以上で有る場合にはより顕著に効果を発現する。更には75μ以上で有る場合にはより顕著に効果を発現する。ポットライフ比=最長のポットライフ÷最短のポットライフが小さいほど、2種以上のポリイミド前駆体のイミド化速度の差が小さくなり、多層ゲルフィルムの各ゲルフィルムの収縮速度の差が縮小されることから、多層ゲルフィルムの層間の剥離が抑制される傾向にあると予想される。
【0022】
本発明にかかる多層ポリイミドフィルムは、何層でもよく、特に銅張積層板に用いられる多層ポリイミドフィルムは銅箔をラミネートできるように最外層が熱可塑性ポリイミドであることが通常である。また、加熱収縮率を抑制するため、多層ポリイミドフィルムの最外層以外の層は耐熱性ポリイミドであることが通常であり、本発明にかかる多層ポリイミドフィルムは、少なくとも耐熱性ポリイミド層を含むことが好ましい。更には、前記多層ポリイミドフィルムが、耐熱性ポリイミド層の両面に熱可塑性ポリイミド層を設けてなる三層構造であることであることが好ましい。
【0023】
本発明では、上記三層ポリイミドフィルムの少なくとも中央層に化学脱水剤及びイミド化触媒を含有する溶液を添加することが好ましいが、複数のポリイミド前駆体溶液に化学脱水剤及びイミド化触媒を含有してもよい。中央層にのみ添加する場合、当該中央層から化学脱水剤及びイミド化触媒が染み出て、当該中央層を挟持ちする上下の各層にまで拡散する。それゆえ、製造装置の構成の複雑化を回避できるために好ましい。化学脱水剤の含有量は、化学脱水剤及びイミド化触媒を含有する溶液を添加するポリイミド前駆体のアミド酸ユニット1モルに対して、0.5〜4.5モルが好ましく、1.0〜4.0モルがさらに好ましい。イミド化触媒の含有量は、化学脱水剤及びイミド化触媒を含有する溶液を添加するポリイミド前駆体のアミド酸ユニット1モルに対して、0.05〜2.0モルが好ましく、0.05〜1.0モル、さらには0.1〜0.8モルが特に好ましい。
【0024】
本発明に係るポットライフ測定に使用される化学脱水剤及びイミド化触媒を含有する溶液の組成は、上記範囲以外には何ら限定されない。なお、ポットライフ測定方法を下記に示すが、下記範囲以外に何ら限定されない。
【0025】
ポットライフの測定は、下記a工程からe工程の手順で測定した。
a.ポリイミド前駆体溶液を0℃に冷却する。
b.各ポリイミド前駆体溶液の組成に合わせて以下の化学脱水剤及びイミド化触媒及び溶媒を含有する溶液(以後、化学イミド化剤溶液と呼ぶ)を作製し、0℃に冷却する。
化学脱水剤:無水酢酸を耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の5倍のモル数
イミド化触媒:ジエチルピリジンを耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の0.6倍のモル数
溶媒:ポリイミド前駆体溶液100gに対して化学イミド化剤溶液が35gとなる量のN,N−ジメチルホルムアミド
c.aで用意したポリイミド前駆体溶液/bで用意した化学イミド化剤溶液の重量比が100/35となるように配合し、0℃以下でミキサーで混合する。
d.cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させて5分経過後から、c工程で得られた溶液をB型粘度計H−7号ローターを用い、回転数40rpmにて0℃雰囲気下で粘度測定開始する。
e.時間と粘度をプロットし、変曲点となるポイントの時間(cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させてからの経過時間)をポットライフとする。
【0026】
また、本発明は上述の多層ポリイミドフィルムの製造方法を一工程として含み、当該製造方法によって得られる多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むフレキシブル金属張積層板の製造方法に関する。すなわち得られた多層ポリイミドフィルムに金属箔を貼り合わせてフレキシブル金属張積層板を得ることも好ましく選択される。本発明に係る金属箔は、その種別を問わないが、銅箔、特に5〜20μmの厚みの銅箔、もしくはキャリア銅箔付きの極薄銅箔であることが好ましい。前記銅箔は、圧延銅箔、電解銅箔の何れでも好適に使用可能であり、また、銅箔の表面処理も、公知の如何なる処理も使用可能である。熱ラミネートの方法も特に限定されず、ダブルベルト法や1対の熱ロールで加圧する熱ロール法などが例示される。また、熱ロール法においても、熱ロールと金属張積層板の間に保護フィルムを挟む方法や、熱ロールをブースで囲い、当該ブース内を不活性ガスで充満させる方法などが挙げられる。
【0027】
<耐熱性ポリイミド>
本発明にかかる耐熱性ポリイミドフィルムは、ポリアミド酸を前駆体として用いて製造される。ポリアミド酸の製造方法としては公知のあらゆる方法を用いることができ、通常、芳香族酸二無水物と芳香族ジアミンを、実質的等モル量を有機溶媒中に溶解させて、得られたポリアミド酸有機溶媒溶液を、制御された温度条件下で、上記酸二無水物とジアミンの重合が完了するまで攪拌することによって製造される。これらのポリアミド酸溶液は通常5〜35重量%、好ましくは10〜30重量%の濃度で得られる。この範囲の濃度である場合に適当な分子量と溶液粘度を得る。
【0028】
重合方法としてはあらゆる公知の方法およびそれらを組み合わせた方法を用いることができる。ポリアミド酸の重合における重合方法の特徴はそのモノマーの添加順序にあり、このモノマー添加順序を制御することにより得られるポリイミドの諸物性を制御することができる。従い、本発明においてポリアミド酸の重合にはいかなるモノマーの添加方法を用いても良い。代表的な重合方法として次のような方法が挙げられる。すなわち、
1)芳香族ジアミンを有機極性溶媒中に溶解し、これと実質的に等モルの芳香族テトラカルボン酸二無水物を反応させて重合する方法、
2)芳香族テトラカルボン酸二無水物とこれに対し過小モル量の芳香族ジアミン化合物とを有機極性溶媒中で反応させ、両末端に酸無水物基を有するプレポリマーを得る。続いて、全工程において芳香族テトラカルボン酸二無水物と芳香族ジアミン化合物が実質的に等モルとなるように芳香族ジアミン化合物を用いて重合させる方法、
3)芳香族テトラカルボン酸二無水物とこれに対し過剰モル量の芳香族ジアミン化合物とを有機極性溶媒中で反応させ、両末端にアミノ基を有するプレポリマーを得る。続いてここに芳香族ジアミン化合物を追加添加後、全工程において芳香族テトラカルボン酸二無水物と芳香族ジアミン化合物が実質的に等モルとなるように芳香族テトラカルボン酸二無水物を用いて重合する方法、
4)芳香族テトラカルボン酸二無水物を有機極性溶媒中に溶解及び/または分散させた後、実質的に等モルとなるように芳香族ジアミン化合物を用いて重合させる方法、
5)実質的に等モルの芳香族テトラカルボン酸二無水物と芳香族ジアミンの混合物を有機極性溶媒中で反応させて重合する方法、
などのような方法である。これら方法を単独で用いても良いし、部分的に組み合わせて用いることもできる。
【0029】
本発明の耐熱性ポリイミドフィルムは、その分子中に熱可塑性ポリイミドブロック成分をポリイミド全体の20〜60モル%含有することが好ましい。この範囲の耐熱性フィルムを用いることで、吸湿半田耐熱性を向上させることが可能となる。その理由は未だ解明してはいないが、以下のように推察している。吸湿半田耐熱性試験での不良、即ち白化や発泡は、ポリイミド層に吸収された水分が、加熱された半田浴に浸漬されることにより、金属箔とポリイミド層の界面で急激に膨張することにより発生する現象である。耐熱性ポリイミド層に熱可塑性ポリイミド層のブロック成分を導入することにより、水蒸気透過速度が著しく向上し、それにより、金属箔とポリイミド層界面での水分の急激な膨張が避けられていると考えている。またさらに熱可塑性ポリイミドブロック成分は、ポリイミド全体の20〜60mol%、好ましくは25〜55mol%、特に好ましくは30〜50mol%含有される。熱可塑性ポリイミドブロック成分がこの範囲を下回ると本発明の優れた接着性を発現することが困難となる傾向があり、この範囲を上回ると最終的に耐熱性ポリイミドフィルムとすることが困難となる傾向がある。理想的にブロック成分を形成する目的で熱可塑性ポリイミド前駆体のブロック成分を形成した後、残りのジアミン及び/又は酸二無水物を用いて非熱可塑性ポリイミド前駆体を形成する方法を用いるのが好ましい。この際、前記1)〜5)の方法を部分的に組み合わせて用いることが好ましい。
【0030】
本発明において熱可塑性ポリイミドブロック成分とは、その高分子量体のフィルムが350℃〜500℃程度に加熱した際に熔融し、フィルムの形状を保持しないようなものを指す。より具体的な熱可塑性ポリイミドブロック成分の判定方法としては、用いるジアミンと酸二無水物のモル比率を、仮想的に100:97〜97:100となるよう適切な溶媒中に添加してポリアミド酸溶液を調製し、次いで、当該ポリアミド酸溶液を平滑な支持体上に、最終厚み10〜30μm、1辺の長さ25cm以上になるよう塗布する。前記平滑な支持体の具体例としては、PETフィルム、アルミ箔、銅箔が挙げられる。最終厚みを10〜30μmになるよう塗布する方法としては、バーコーター、コンマコーター、ドクターブレードなどの方法が挙げられる。さらに、支持体上に塗布したポリアミド酸溶液の塗布膜が自己支持性を発現するまで乾燥させて支持体上から剥離し、金属製の枠に固定してイミド化と乾燥を実質的に終了させてポリイミドの単層シートを作製する。上記の乾燥及びイミド化の方法としては、熱風、遠赤外線などの方法が挙げられ、その温度条件は、溶媒種、ポリアミド酸の分子構造によって適宜選択される。このようにして得られたポリイミドの単層シートを、内辺が各20cmの正方形の金属枠に、ポリイミドの単層シートと金属枠の中心がほぼ一致するよう固定して、350℃〜500℃の雰囲気中に、フィルムが略水平になるよう5分以上封入する。その際、フィルム中央が鉛直下方向に1cm以上熱変形していた場合、当該ポリイミドからなるブロック成分は、熱可塑性であると判定する。
【0031】
ここで、熱可塑性ポリイミドブロック成分のmol%、すなわち、本発明における熱可塑性ポリイミドブロック成分の含有量とは、該熱可塑性ポリイミドブロック成分が、ジアミンを酸成分に対して過剰に用いて合成された場合は下記の計算式(1)により、酸成分をジアミン成分に対して過剰に用いて合成された場合は下記計算式(2)に従って、それぞれ計算される。
(熱可塑性ポリイミドブロック成分含有量) = a/b×100 計算式(1)
a:熱可塑性ポリイミドブロック成分に含まれるジアミン量(mol)
b:全ジアミン量(mol)
(熱可塑性ポリイミドブロック成分含有量) = a/b×100 計算式(2)
a:熱可塑性ポリイミドブロック成分に含まれる酸成分量(mol)
b:全酸成分量(mol)
【0032】
またさらに熱可塑性ポリイミドブロック成分の繰り返し単位nは3〜99が好ましく、4〜90がより好ましい。繰り返し単位nがこの範囲を下回ると優れた接着性が発現しにくく、且つ吸湿膨張係数が大きくなりやすい。また、繰り返し単位nがこの範囲を上回るとポリイミド前駆体溶液の貯蔵安定性が悪くなる傾向にあり、かつ重合の再現性が低下する傾向にあり好ましくない。
【0033】
本発明における熱可塑性ポリイミドブロック成分は、その高分子量体において150〜300℃の範囲にガラス転移温度(Tg)を有していることが好ましい。なお、Tgは動的粘弾性測定装置(DMA)により測定した貯蔵弾性率の変曲点の値等により求めることができる。
【0034】
本発明の熱可塑性ポリイミドブロック成分を形成するモノマーについて説明する。
本発明の熱可塑性ポリイミドブロック成分を構成するジアミン主成分として好ましく用い得る例としては4,4’−ジアミノジフェニルプロパン、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、4,4’−オキシジアニリン、3,3’−オキシジアニリン、3,4’−オキシジアニリン、4,4’−ジアミノジフェニルジエチルシラン、4,4’−ジアミノジフェニルシラン、4,4’−ジアミノジフェニルエチルホスフィンオキシド、4,4’−ジアミノジフェニルN−メチルアミン、4,4’−ジアミノジフェニル N−フェニルアミン、1,4−ジアミノベンゼン(p−フェニレンジアミン)、ビス{4−(4−アミノフェノキシ)フェニル}スルホン、ビス{4−(3−アミノフェノキシ)フェニル}スルホン、4,4’−ビス(4−アミノフェノキシ)ビフェニル、4,4’−ビス(3−アミノフェノキシ)ビフェニル、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン、3,3’−ジアミノベンゾフェノン、4,4'−ジアミノベンゾフェノン、2,2−ビス(4−アミノフェノキシフェニル)プロパン等が挙げられ、これらを単独または複数併用することができる。これらの例は主成分として好適に用いられる例であり、副成分としていかなるジアミンを用いることもできる。これらの中で特に好ましく用い得るジアミンの例として、4,4’−ビス(4−アミノフェノキシ)ビフェニル、4,4’−ビス(3−アミノフェノキシ)ビフェニル、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)ベンゼン、2,2−ビス(4−アミノフェノキシフェニル)プロパンが挙げられる。
【0035】
これらの中でも、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物を用いた場合、接着性を好適な範囲に制御しやすいことから特に好ましい。
【0036】
また、熱可塑性ポリイミドブロック成分を構成する酸成分として好適に用い得る例としてはピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、4,4’−オキシジフタル酸二無水物などが挙げられ、これらを単独または複数併用することができる。本発明においては、少なくとも3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物及び4,4’−オキシジフタル酸二無水物からなる群から選ばれる少なくとも1種の酸二無水物を必須成分として用いることが好ましい。これら酸二無水物を用いることで高い密着性が得られやすくなる。
【0037】
本発明において、熱可塑性ポリイミドブロック成分(この段階では、熱可塑性ポリイミド前駆体ブロック成分)と反応させて耐熱性ポリイミド前駆体を製造する際に用いられるジアミンと酸二無水物の好適な例を挙げる。ジアミンと酸二無水物の組み合わせにより種々特性が変化するため一概に規定することはできないが、最終的には、耐熱性ポリイミドとなるようなジアミン、酸を使用する。このようなジアミンとしては剛直な成分、例えばパラフェニレンジアミンおよびその誘導体、ベンジジン及びその誘導体を主成分として用いるのが好ましい。これら剛直構造を有するジアミンを用いることにより非熱可塑性とし、且つ高い弾性率を達成しやすくなる。また酸成分としてはピロメリット酸二無水物を主成分として用いることが好ましい。ピロメリット酸二無水物はよく知られているようにその構造の剛直性から非熱可塑性ポリイミドを与えやすい傾向にある。
【0038】
ここで、本発明における耐熱性ポリイミドとは、その高分子量体のフィルムが350℃〜500℃程度に加熱した際に熔融し、フィルムの形状を保持するものを指す。より具体的な耐熱性ポリイミドフィルムの判定方法としては、用いるジアミンと酸二無水物のモル比率を、仮想的に100:97〜97:100となるよう適切な溶媒中に添加してポリアミド酸溶液を調製し、次いで、当該ポリアミド酸溶液を平滑な支持体上に、最終厚み10〜30μm、1辺の長さ25cm以上になるよう塗布する。前記平滑な支持体の具体例としては、PETフィルム、アルミ箔、銅箔が挙げられる。最終厚みを10〜30μmになるよう塗布する方法としては、バーコーター、コンマコーター、ドクターブレードなどの方法が挙げられる。さらに、支持体上に塗布したポリアミド酸溶液の塗布膜が自己支持性を発現するまで乾燥させて支持体上から剥離し、金属製の枠に固定してイミド化と乾燥を実質的に終了させてポリイミドの単層シートを作製する。上記の乾燥及びイミド化の方法としては、熱風、遠赤外線などの方法が挙げられ、その温度条件は、溶媒種、ポリアミド酸の分子構造によって適宜選択される。このようにして得られたポリイミドの単層シートを、内辺が各20cmの正方形の金属枠に、ポリイミドの単層シートと金属枠の中心がほぼ一致するよう固定して、350℃〜500℃の雰囲気中に、フィルムが略水平になるよう5分以上封入する。その際、フィルム中央の熱変形が鉛直下方向に1cm未満であった場合、当該ポリイミドからなるフィルムは、耐熱性であると判定する。
【0039】
本発明においては、重合制御のしやすさや装置の利便性から、まず熱可塑性ポリイミド前駆体ブロック成分を合成した後、さらに適宜設計されたモル分率でジアミン及び酸二無水物を加えて耐熱性ポリイミド前駆体とする重合方法を用いることが好ましい。
【0040】
ポリイミド前駆体を合成するための好ましい溶媒は、ポリアミド酸を溶解する溶媒であればいかなるものも用いることができるが、アミド系溶媒すなわちN,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドンなどであり、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミドが特に好ましく用い得る。
【0041】
<熱可塑性ポリイミド>
熱可塑性ポリイミドとは、一般的にDSC(示差走査熱量測定)で、ガラス転移温度を有するポリイミドをいう。本発明での熱可塑性ポリイミドは、前記ガラス転移温度が、150℃〜350℃であるものをいう。
【0042】
多層ポリイミドフィルムの熱可塑性ポリイミド層で用いる芳香族酸二無水物としては、特に限定されないが、ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、3,3´,4,4´−ビフェニルテトラカルボン酸二無水物、1,2,5,6−ナフタレンテトラカルボン酸二無水物、2,2´,3,3´−ビフェニルテトラカルボン酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、2,2−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、3,4,9,10−ペリレンテトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)プロパン二無水物、1,1−ビス(2,3−ジカルボキシフェニル)エタン二無水物、1,1−ビス(3,4−ジカルボキシフェニル)エタン二無水物、ビス(2,3−ジカルボキシフェニル)メタン二無水物、ビス(3,4−ジカルボキシフェニル)エタン二無水物、オキシジフタル酸二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、p−フェニレンビス(トリメリット酸モノエステル酸無水物)、エチレンビス(トリメリット酸モノエステル酸無水物)、ビスフェノールAビス(トリメリット酸モノエステル酸無水物)及びそれらの誘導体を含み、これらを単独で、または任意の割合で混合した混合物を好ましく用いることができる。
【0043】
中でも、ピロメリット酸二無水物、3,3´,4,4´−ビフェニルテトラカルボン酸二無水物、3,3´,4,4´−ベンゾフェノンテトラカルボン酸二無水物からなる群より選ばれる少なくとも1種の酸二無水物であることが好ましく、フレキシブル金属張積層板の銅箔引き剥がし強度を高める面で3,3´,4,4´−ビフェニルテトラカルボン酸二無水物を用いることが好ましく、フレキシブル金属張積層板の銅箔引き剥がし強度を高めたままで、半田耐熱性の向上とさせる点で、3,3´,4,4´−ビフェニルテトラカルボン酸二無水物を併用することが好ましい。
【0044】
多層ポリイミドフィルムの熱可塑性ポリイミド層で用いる芳香族ジアミンは特に制限されないが、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、4,4´−ジアミノジフェニルエーテル、3,4´−ジアミノジフェニルエーテル、1,3−ビス(4−アミノフェノキシ)ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、p−フェニレンジアミン、4,4´−ジアミノジフェニルプロパン、4,4´−ジアミノジフェニルメタン、ベンジジン、3,3’−ジクロロベンジジン、4,4´−ジアミノジフェニルスルフィド、3,3´−ジアミノジフェニルスルホン、4,4´−ジアミノジフェニルスルホン、4,4´−ジアミノジフェニルエーテル、3,3´−ジアミノジフェニルエーテル、3,4´−ジアミノジフェニルエーテル、1,5−ジアミノナフタレン、4,4´−ジアミノジフェニルジエチルシラン、4,4’−ジアミノジフェニルシラン、4,4´−ジアミノジフェニルエチルホスフィンオキシド、4,4´−ジアミノジフェニルN−メチルアミン、4,4´−ジアミノジフェニル N−フェニルアミン、1,4−ジアミノベンゼン(p−フェニレンジアミン)、1,3−ジアミノベンゼン、1,2−ジアミノベンゼン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン及びそれらの誘導体などが挙げられ、これらを単独で、または任意の割合で混合した混合物を好ましく用いることができる。
【0045】
中でも、熱可塑性ポリイミドを構成する2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパンは、金属箔張積層板の金属箔の引き剥がし強度を向上させる点で好ましい。
<フレキシブル金属張積層板>
本発明にかかるフレキシブル金属張積層板の製造方法について説明すると、以下の通りであるが、これに限定されるものでない。本発明にかかるフレキシブル金属張積層板の製造方法は、上記多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むことが好ましい。フレキシブル金属積層板で用いられる銅箔は、厚みは1〜25μmを用いることができ、圧延銅箔、電解銅箔のどちらを用いても良い。多層ポリイミドフィルムと金属箔の貼り合わせ方法としては、例えば、一対以上の金属ロールを有する熱ロールラミネート装置、またはダブルベルトプレス(DBP)による連続処理を用いることができる。中でも、装置構成が単純であり保守コストの面で有利であるという点から、一対以上の金属ロールを有する熱ロールラミネート装置を用いることが好ましい。ここでいう「一対以上の金属ロールを有する熱ロールラミネート装置」とは、材料を加熱加圧するための金属ロールを有している装置であればよく、その具体的な装置構成は特に限定されるものではない。なお、多層ポリイミドフィルムと金属箔とを熱ラミネートにより貼り合わせる工程を、以下、「熱ラミネート工程」と称する。上記熱ラミネートを実施する手段(以下、「熱ラミネート手段」ともいう)の具体的な構成は特に限定されるものではないが、得られる積層板の外観を良好なものとするために、加圧面と金属箔との間に保護材料を配置することが好ましい。上記保護材料としては、熱ラミネート工程の加熱温度に耐えうる材料、例えば、非熱可塑性ポリイミドフィルム等の耐熱性プラスチック、銅箔、アルミニウム箔、SUS箔等の金属箔等が挙げられる。中でも、耐熱性、再使用性等のバランスが優れる点から、非熱可塑性ポリイミドフィルム、もしくは、ガラス転移温度(Tg)がラミネート温度よりも50℃以上高い熱可塑性ポリイミドからなるフィルムが好ましく用いられる。熱可塑性ポリイミドを使用する場合、上記の条件を満たすものを選択することによって、熱可塑性ポリイミドのロールへの付着を防ぐことができる。また、保護材料の厚みが薄いと、ラミネート時の緩衝並びに保護の役目を十分に果たさなくなるため、非熱可塑性ポリイミドフィルムの厚みは75μm以上であることが好ましい。また、この保護材料は、必ずしも1層である必要はなく、異なる特性を有する2層以上の三層構造でもよい。また、ラミネート温度が高温の場合、保護材料をそのままラミネートに用いると、急激な熱膨張により、得られるフレキシブル金属張積層板の外観や寸法安定性が充分でない場合がある。従って、ラミネート前に、保護材料に予備加熱を施すことが好ましい。このように、保護材料の予備加熱を行った後、ラミネートする場合、保護材料の熱膨張が終了しているため、フレキシブル金属張積層板の外観や寸法特性に影響を与えることが抑制される。
【0046】
予備加熱の手段としては、保護材料を加熱ロールに抱かせるなどして接触させる方法が挙げられる。接触時間としては、1秒間以上が好ましく、3秒間以上がさらに好ましい。接触時間が上記よりも短い場合、保護材料の熱膨張が終了しないままラミネートが行われるため、ラミネート時に保護材料の急激な熱膨張が起こり、得られるフレキシブル金属張積層板の外観や寸法特性が悪化することがある。保護材料を加熱ロールに抱かせる距離については、特に限定されず、加熱ロールの径と上記接触時間から適宜調整すればよい。
【0047】
上記熱ラミネート手段における被積層材料の加熱方式は、特に限定されるものではなく、例えば、熱循環方式、熱風加熱方式、誘導加熱方式等、所定の温度で加熱しうる従来公知の方式を採用した加熱手段を用いることができる。同様に、上記熱ラミネート手段における被積層材料の加圧方式も、特に限定されるものではなく、例えば、油圧方式、空気圧方式、ギャップ間圧力方式等、所定の圧力を加えることができる従来公知の方式を採用した加圧手段を用いることができる。上記熱ラミネート工程における加熱温度、すなわちラミネート温度は、多層ポリイミドフィルムのガラス転移温度(Tg)+50℃以上の温度であることが好ましく、多層ポリイミドフィルムのTg+100℃以上がより好ましい。Tg+50℃以上の温度であれば、多層ポリイミドフィルムと金属箔とを良好に熱ラミネートすることができる。また、Tg+100℃以上であれば、ラミネート速度を上昇させてその生産性をより向上させることができる。特に、本発明の多層ポリイミドフィルムのコアとして使用しているポリイミドフィルムは、Tg+100℃以上でラミネートを行った場合に、熱応力の緩和が有効に作用するように設計しているため、寸法安定性に優れたフレキシブル金属張積層板が、生産性良く得られる。加熱ロールへの接触時間は、0.1秒間以上が好ましく、より好ましくは0.2秒間以上、0.5秒間以上が特に好ましい。接触時間が上記範囲より短い場合、緩和効果が十分に発生しない場合がある。接触時間の上限は、5秒間以下が好ましい。5秒間よりも長く接触させても緩和効果が、より大きくなるわけではなく、ラミネート速度の低下やラインの取り回しに制約が生じるため好ましくない。また、ラミネート後に加熱ロールに接触させて徐冷を行ったとしても、依然としてフレキシブル金属張積層板と室温との差は大きく、また、残留歪みを緩和しきれていない場合もある。そのため、加熱ロールに接触させて徐冷した後のフレキシブル金属張積層板は、保護材料を配したままの状態で、後加熱工程を行うことが好ましい。この際の張力は、1〜10N/cmの範囲とすることが好ましい。また、後加熱の雰囲気温度は(温度−200℃)〜(ラミネート温度+100℃)の範囲とすることが好ましい。ここでいう「雰囲気温度」とは、フレキシブル金属張積層板の両面に密着させている保護材料の外表面温度をいう。実際のフレキシブル金属張積層板の温度は、保護材料の厚みによって多少変化するが、保護材料表面の温度を上記範囲内にすれば、後加熱の効果を発現させることが可能である。保護材料の外表面温度測定は、熱電対や温度計などを用いて行うことができる。
【0048】
上記熱ラミネート工程におけるラミネート速度は、0.5m/分以上であることが好ましく、1.0m/分以上であることがより好ましい。0.5m/分以上であれば、十分な熱ラミネートが可能になり、さらに、1.0m/分以上であれば、生産性をより一層向上することができる。上記熱ラミネート工程における圧力、すなわちラミネート圧力は、高ければ高いほどラミネート温度を低く、かつラミネート速度を速くすることができる利点があるが、一般に、ラミネート圧力が高すぎると、得られる積層板の寸法変化が悪化する傾向がある。逆に、ラミネート圧力が低すぎると、得られる積層板の金属箔の接着強度が低くなる。そのため、ラミネート圧力は、49〜490N/cm(5〜50kgf/cm)の範囲内であることが好ましく、98〜294N/cm(10〜30kgf/cm)の範囲内であることがより好ましい。この範囲内であれば、ラミネート温度、ラミネート速度、およびラミネート圧力の三条件を良好なものにすることができ、生産性をより一層向上することができる。上記ラミネート工程における接着フィルム張力は、0.01〜4N/cmの範囲内であることが好ましく、0.02〜2.5N/cmの範囲内であることがより好ましく、0.05〜1.5N/cmの範囲内であることが特に好ましい。張力が上記範囲を下回ると、ラミネートの搬送時に、たるみや蛇行が生じ、均一に加熱ロールに送り込まれないために、外観の好なフレキシブル金属張積層板を得ることが困難となることがある。逆に、上記範囲を上回ると、接着層のTgと貯蔵弾性率の制御では緩和できないほど張力の影響が強くなり、寸法安定性が劣ることがある。本発明にかかるフレキシブル金属張積層板を得るためには、連続的に被積層材料を加熱しながら圧着する熱ラミネート装置を用いることが好ましい。さらに、この熱ラミネート装置では、熱ラミネート手段の前段に、被積層材料を繰り出す被積層材料繰出手段を設けてもよいし、熱ラミネート手段の後段に、被積層材料を巻き取る被積層材料巻取手段を設けてもよい。これらの手段を設けることで、上記熱ラミネート装置の生産性をより一層向上させることができる。上記被積層材料繰出手段および被積層材料巻取手段の具体的な構成は特に限定されるものではなく、例えば、接着フィルムや金属箔、あるいは得られる積層板を巻き取ることのできる公知のロール状巻取機等を挙げることができる。さらに、保護材料を巻き取ったり繰り出したりする保護材料巻取手段や保護材料繰出手段を設けると、より好ましい。これら保護材料巻取手段・保護材料繰出手段を備えていれば、熱ラミネート工程で、一度使用された保護材料を巻き取って繰り出し側に再度設置することで、保護材料を再使用することができる。
【0049】
また、保護材料を巻き取る際に、保護材料の両端部を揃えるために、端部位置検出手段および巻取位置修正手段を設けてもよい。これによって、精度よく保護材料の端部を揃えて巻き取ることができるので、再使用の効率を高めることができる。なお、これら保護材料巻取手段、保護材料繰出手段、端部位置検出手段および巻取位置修正手段の具体的な構成は特に限定されるものではなく、従来公知の各種装置を用いることができる。
【実施例】
【0050】
以下、実施例及び比較例に基づき、本発明について更に具体的に説明する。なお、本発明は下記実施例に限定されるものではない。
【0051】
〔ポットライフの測定〕
ポットライフの測定は、下記a工程からe工程の手順で測定した。
a.ポリイミド前駆体溶液を0℃に冷却する。
b.各ポリイミド前駆体溶液の組成に合わせて以下の化学脱水剤及びイミド化触媒及び溶媒を含有する溶液(以後、化学イミド化剤溶液と呼ぶ)を作製し、0℃に冷却する。
化学脱水剤:無水酢酸を耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の5倍のモル数
イミド化触媒:ジエチルピリジンを耐熱性ポリイミド前駆体の芳香族酸二無水物と芳香族ジアミンのモル数の少ない方のモル数の0.6倍のモル数
溶媒:ポリイミド前駆体溶液100gに対して化学イミド化剤溶液が35gとなる量のN,N−ジメチルホルムアミド
c.aで用意したポリイミド前駆体溶液/bで用意した化学イミド化剤溶液の重量比が100/35となるように配合し、0℃以下でミキサーで混合する。
d.cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させて5分経過後から、c工程で得られた溶液をB型粘度計H−7号ローターを用い、回転数40rpmにて0℃雰囲気下で粘度測定開始する。
e.時間と粘度をプロットし、変曲点となるポイントの時間(cでaで用意したポリイミド前駆体溶液とbで用意した化学イミド化剤溶液を接触させてからの経過時間)をポットライフとする。
【0052】
以下に、合成例で用いるモノマーの略称を示す。
DMF:N,N−ジメチルホルムアミド
BAPP:2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン
ODA:4,4´−ジアミノジフェニルエーテル
PDA:p−フェニレンジアミン
BPDA:3,3´,4,4´−ビフェニルテトラカルボン酸二無水物物
BTDA:3,3´,4,4´−ベンゾフェノンテトラカルボン酸二無水物
PMDA:ピロメリット酸二無水物
以下に、ポリイミド前駆体の合成例を示す。
【0053】
(合成例1)
容量3000mlのガラス製フラスコにDMFを1587.6g投入し、BAPP131.2g、ODA42.7g、BTDA68.7g、PMDA58.1g、を溶解した。均一撹拌後にPDA57.6g、PMDA123.2を溶解し、別途調製しておいたPMDAのDMF溶液(PMDA:DMF=7.0g:90.0g)を上記反応液に徐々に添加し、粘度が2900ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度18重量%、23℃での回転粘度が2900poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは11分であった。粘度の経時変化を図1に示す。
【0054】
(合成例2)
容量3000mlのガラス製フラスコにDMFを1615.2g投入し、BAPP218.1g、BPDA23.4g、PMDA95.0g、を溶解した。均一撹拌後、別途調製しておいたPMDAのDMF溶液(PMDA:DMF=7.0g:90.0g)を上記反応液に徐々に添加し、粘度が1000ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度17重量%、23℃での回転粘度が1000poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは22分であった。粘度の経時変化を図1に示す。
【0055】
(合成例3)
容量3000mlのガラス製フラスコにDMFを1616.0g投入し、BAPP214.3g、BPDA46.1g、PMDA76.3g、を溶解した。均一撹拌後、別途調製しておいたPMDAのDMF溶液(PMDA:DMF=7.0g:90.0g)を上記反応液に徐々に添加し、粘度が1000ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度17重量%、23℃での回転粘度が1000poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは34分であった。粘度の経時変化を図1に示す。
【0056】
(合成例4)
容量3000mlのガラス製フラスコにDMFを1121.6g投入し、BPDA142.0g、BAPP192.0g、を溶解した。均一撹拌後、別途調製しておいたBAPPのDMF溶液(PMDA:DMF=7.9g:102.1g)を上記反応液に徐々に添加し、粘度が1000ポイズ程度に達したところで添加を止めた。1時間撹拌を行って固形分濃度17重量%、23℃での回転粘度が1000poiseのポリイミド前駆体溶液を得た。
得られたポリイミド前駆体溶液のポットライフは、粘度上昇が確認されなかったため、計測不可であった。粘度の経時変化を図1に示す。
【0057】
(実施例1)
リップ幅200mmのマルチマニホールド式の三層共押出ダイを用い、合成例2で得られたポリイミド前駆体溶液/合成例1で得られたポリイミド前駆体溶液/合成例2で得られたポリイミド前駆体溶液の順の3層構造でアルミ箔上に押出し流延した。このとき、共押出されるポリイミド前駆体溶液のポットライフ比(最長のポットライフ/最短のポットライフ)は2である。次いで、この三層膜を140℃×100秒で加熱した後、自己支持性を有する三層ゲルフィルムを引き剥がして、金属枠に固定し、250℃×40秒、300℃×60秒、350℃×60秒、370℃×30秒で乾燥・イミド化した。熱可塑性ポリイミド層/耐熱性ポリイミド層/熱可塑性ポリイミド層の厚み構成比、20/60/20となるよう各ポリイミド前駆体溶液の吐出量を調整した。アルミ箔の移動速度を変更することで、ポリイミド前駆体溶液がダイス中に滞留する時間を変化させることなく、20μm〜125μmの様々な厚みの三層ポリイミドフィルムを得た。流延された多層ゲルフィルム及び得られた多層ポリイミドフィルムには層間の剥離は見られず、外観良好な多層ポリイミドフィルムが得られた。結果を表1に示す。なお、表1中の多層ポリイミドフィルム厚み20μmのときは、参考例である。
【0058】
この際、合成例1で得られたポリイミド前駆体溶液は、三層共押出ダイに投入する直前に、以下の化学脱水剤及びイミド化触媒を含有せしめた。
化学脱水剤:無水酢酸を耐熱性ポリイミド前駆体のアミド酸ユニット1モルに対して2.0モル
イミド化触媒:イソキノリンを耐熱性ポリイミド前駆体のアミド酸ユニット1モルに対して0.5モル
上記化学イミド化剤溶液を含有せしめ、ミキサーで混合した。
【0059】
(実施例2)
合成例2で得られたポリイミド前駆体溶液の代わりに合成例3で得られたポリイミド前駆体溶液を使用することを除き、実施例1と同様に実施した。このとき、共押出されるポリイミド前駆体溶液のポットライフ比(最長のポットライフ/最短のポットライフ)は3.1である。流延された多層ゲルフィルム及び得られた多層ポリイミドフィルムには層間の剥離は見られず、外観良好な多層ポリイミドフィルムが得られた。結果を表1に示す。なお、表1中の多層ポリイミドフィルム厚み20μmのときは、参考例である。
【0060】
(比較例1)
合成例2で得られたポリイミド前駆体溶液の代わりに合成例4で得られたポリイミド前駆体溶液を使用することを除き、実施例1と同様に実施した。流延された多層ゲルフィルムにおいて白化し、得られた多層ポリイミドフィルムには層間での剥離が確認され、良好な多層ポリイミドフィルムは得られなかった。結果を表1に示す。なお、表1中の多層ポリイミドフィルム厚み20μmのときは、参考例である。
【0061】
【表1】
【特許請求の範囲】
【請求項1】
共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し多層ポリイミドフィルムを製造する方法であって、該多層ポリイミドフィルムの厚みが25μ以上であり、該少なくとも2種以上の各ポリイミド前駆体溶液のポットライフにおいて、下記式1で表されるポットライフ比が1以上4以下であり、該少なくとも2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめることを特徴とする多層ポリイミドフィルムの製造方法。
ポットライフ比=最長のポットライフ/最短のポットライフ (式1)
【請求項2】
前記多層ポリイミドフィルムが、耐熱性ポリイミド層の両面に熱可塑性ポリイミド層を設けてなる三層構造であることを特徴とする請求項1に記載の多層ポリイミドフィルムの製造方法。
【請求項3】
少なくとも前記三層構造の中央層である耐熱性ポリイミド層を構成するポリイミド前駆体溶液に化学脱水剤及びイミド化触媒を含有せしめることを特徴とする請求項2に記載の多層ポリイミドフィルムの製造方法。
【請求項4】
請求項1〜3のいずれか1項に記載の多層ポリイミドフィルムの製造方法を一工程として含み、当該製造方法によって得られる多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むフレキシブル金属張積層板の製造方法。
【請求項1】
共押出で少なくとも2種以上のポリイミド前駆体溶液を支持体上に流延し多層ポリイミドフィルムを製造する方法であって、該多層ポリイミドフィルムの厚みが25μ以上であり、該少なくとも2種以上の各ポリイミド前駆体溶液のポットライフにおいて、下記式1で表されるポットライフ比が1以上4以下であり、該少なくとも2種以上のポリイミド前駆体溶液の中の少なくとも一つのポリイミド前駆体溶液に、化学脱水剤及びイミド化触媒を含有せしめることを特徴とする多層ポリイミドフィルムの製造方法。
ポットライフ比=最長のポットライフ/最短のポットライフ (式1)
【請求項2】
前記多層ポリイミドフィルムが、耐熱性ポリイミド層の両面に熱可塑性ポリイミド層を設けてなる三層構造であることを特徴とする請求項1に記載の多層ポリイミドフィルムの製造方法。
【請求項3】
少なくとも前記三層構造の中央層である耐熱性ポリイミド層を構成するポリイミド前駆体溶液に化学脱水剤及びイミド化触媒を含有せしめることを特徴とする請求項2に記載の多層ポリイミドフィルムの製造方法。
【請求項4】
請求項1〜3のいずれか1項に記載の多層ポリイミドフィルムの製造方法を一工程として含み、当該製造方法によって得られる多層ポリイミドフィルムに金属箔を貼り合わせる工程を含むフレキシブル金属張積層板の製造方法。
【図1】

【公開番号】特開2013−52625(P2013−52625A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−193262(P2011−193262)
【出願日】平成23年9月5日(2011.9.5)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月5日(2011.9.5)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]