
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンビニエンスストア等において食品を収納して販売するための食品容器に関し、更に詳しくは、冷蔵流通温度からレトルト殺菌温度の125℃にも耐えられる耐熱性や、落下耐性、食品の保存性等の機能性に優れた多層容器に関するものである。
【背景技術】
【0002】
コンビニエンスストア、デパート、スーパー等の食品売場においては、トレー、カップ、丼容器等の食品容器に、御飯、惣菜、麺類、サラダ、ハム等の食肉加工品等の食品が詰められて売られている。このような食品容器は、食品を収納する容器本体と、容器本体を密封する蓋体とで構成されており、一般に、容器本体は、ポリプロピレン、発砲ポリプロピレン、フィラー入りポリプロピレン、ポリエチレン、発砲ポリエチレン、発砲ポリスチレン、耐熱発砲ポリスチレン、A−PET(Amorphous PET)等のシートを真空、圧空、真空・圧空成形機で熱成形して製造されている。また、蓋体は、A−PET、二軸延伸ポリスチレン(OPS)、ポリプロピレン(PP)等のシートで形成されている(特許文献1参照)。
【0003】
また近年、一軸延伸されたPET(ポリエチレンテレフタレート)フィルムが高透明で耐熱性があることからIT関連のタッチパネルや液晶表示素子として用いられてきている(特許文献2、3、4参照)。
【0004】
ところで、食品によっては購入した食品を容器に収納したまま電子レンジで温めることが日常的に行なわれているが、食品を容器ごと電子レンジで温めると100℃内外まで温度が上昇し100℃内外までの耐熱性が要求される。また、レトルト食品の場合は殺菌温度の125℃までの耐熱性が要求される。
【0005】
さらに、食品容器においては、中身食品が一目でクリアに認識でき、商品性を向上させるために、高透明性が要求されている。
【0006】
しかしながら、上述した従来使用されている各種シートにおいては、耐熱性、高透明性の2つを同時に満足するものが存在しなかった。すなわち、これら各種シートの内、高透明性を有するものとしては、A−PETシートとOPS(二軸延伸ポリスチレン)シートとがあるが、これらのシートは、70℃くらいで軟化し、高耐熱性を有するものではなかった。また、PPシートは、高耐熱性を有するが、透明性が劣るものであった。
【0007】
なお、タッチパネル等に用いられる一軸延伸されたPETフィルムは、高透明性かつ耐熱性であるが、特許文献2にも記載されているように、TD(横)一軸延伸後220℃で熱固定されており、加熱しても伸びがなく熱成形機で成形することは不可能である。
【0008】
そこで、本出願人は、高耐熱性と高透明性を有する食品容器として、A−PETシートを加熱して一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸A−PETシートを熱成形機の金型で過熱成形し成形による二次延伸後同じ金型内で二次固定する二次延伸熱固定工程とを経て製造される耐熱透明容器を提案した(特許文献5参照)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2005−329972号公報
【特許文献2】特開2000−82335号公報
【特許文献3】特開2000−82336号公報
【特許文献4】特開平5−165035号公報
【特許文献5】特開2007−331831号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、コンビニエンスストアやスーパーの食品売り場では賞味期限が2日以内の日配食品、賞味期限が比較的長い冷蔵食品、長期の賞味期限があるレトルト食品等が販売されており、食品容器にもこれらの賞味期限に対応する食品保存性が求められている。
【0011】
しかしながら、上述した特許文献5で提案されている耐熱透明容器は、高耐熱性と高透明性を有する極めて好ましいものであったが、食品の保存性に関しては十分ではないものであった。また、落下耐性に関しても改善が求められていた。
【0012】
本発明は、以上の問題点に鑑みてなされたもので、高耐熱性と高透明性を有するとともに、食品の保存性も良好で、また落下耐性も向上させることができる多層容器を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上述した課題を解決すべく鋭意検討し、A−PET層に酸素ガスバリヤー性や落下耐性を有する機能性樹脂層及びシーラント層を積層した多層シートを、一次延伸熱固定工程と二次延伸熱固定工程とを経て製造することにより、高耐熱性と高透明性を有するとともに、食品保存性、落下耐性を有することができることを見出し、本発明を完成するに至った。
【0014】
請求項1に係る多層容器は、A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層シートを熱成形機の金型で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造されることを特徴として構成されている。
【0015】
請求項2に係る多層容器は、請求項1記載の多層容器において、機能性樹脂層が、酸素バリヤー樹脂層としてのEVOH樹脂層、PVDC樹脂層、PAN樹脂層及びMXD6−NY樹脂層、落下耐性樹脂層としてのNY樹脂層の1又は2以上の樹脂層からなることを特徴として構成されている。
【0016】
請求項3に係る多層容器は、請求項1又は2記載の多層容器において、一次延伸熱固定工程において、ロールによる延伸装置を用い多層シートを、延伸温度90〜120℃でMD(縦方向)に2〜4倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定することを特徴として構成されている。
【0017】
請求項4に係る多層容器は、請求項1、2又は3記載の多層容器において、一次延伸熱固定工程において作製された一次延伸多層シートのA−PET層の下記の式で示される結晶化度が、20%以上であることを特徴として構成されている。
【0018】
【数1】

【0019】
請求項5に係る多層容器は、請求項1、2、3又は4記載の多層容器において、二次延伸熱固定工程において、多層シートを80〜130℃で加熱成形して二次延伸し、同じ金型内で20〜200℃の二次熱固定することを特徴として構成されている。
【0020】
請求項6に係る多層容器は、請求項1、2、3、4又は5記載の多層容器において、二次延伸熱固定工程を経て製造された容器のA−PET層の下記の式で示される結晶度が25%以上であることを特徴として構成されている。
【0021】
【数1】
【発明の効果】
【0022】
請求項1に係る多層容器においては、一次延伸熱固定工程において、A−PETシートの結晶化度を熱成形出来る範囲内で大きくし、さらに二次延伸熱固定工程において、一軸延伸多層積層シートを容器の形状に成形すると同時に、延伸A−PETシートの結晶化度をさらに大きくして耐熱性を向上させ、その結果、125℃以上の温度にも耐え得るものである。また、機能性樹脂層が積層されているので、機能性樹脂層として、酸素バリヤー性の樹脂層や落下耐性の樹脂層を用いることにより、酸素バリヤー性、落下耐性等を確保することができる。
【0023】
すなわち、本発明の多層容器は、食品保存性を有するとともに、冷蔵〜レトルト食品までの幅広い温度帯に適用力を持った食品容器であり、A−PETの持つ優れた透明性と光沢を維持しながら延伸によって結晶化度を上げて剛性と耐熱性を付与し、さらに二次熱固定する成形金型の温度と時間によって結晶化度を上げ耐熱性を自由にコントロールすることが出来る。
【0024】
請求項2に係る多層容器においては、前記機能性樹脂層が、酸素バリヤー樹脂層としてのEVOH樹脂層、PVDC樹脂層、PAN樹脂層及びMXD6−NY樹脂層、落下耐性樹脂層としてのNY樹脂層の1又は2以上の樹脂層からなるので、極めて高い酸素バリヤー性及び落下耐性を単独又は両者を兼ね備えることができる。
【0025】
請求項3に係る多層容器においては、A−PETシートを延伸温度90〜120℃でMD方向に2〜4倍一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定することにより延伸A−PETシートを形成しているので、透明性を維持しつつ、結晶化度を20%以上30%未満にコントロールできる。また、ロールによる簡単な設備で安く製造することが出来る。
【0026】
請求項4に係る多層容器においては、一次延伸多層シートの延伸A−PETシートの下記の式で示される結晶化度を20%以上とすることにより、熱成形出来る結晶化度であり、次の二次延伸熱固定工程で高耐熱性が得られる結晶化度30%以上にすることが出来る。
【0027】
【数1】
請求項5に係る多層容器においては、一軸延伸多層積層シートを80〜130℃で加熱成形して二次延伸し、同じ金型内で20〜200℃の二次熱固定することにより、透明性を維持しつつ、配向による結晶化と熱固定による結晶化とによって、A−PET層の結晶化度を25%以上とすることが出来る。
【0028】
請求項6に係る多層容器においては、二次延伸熱固定工程を経て製造された容器のA−PET層の下記の式で示される結晶化度を25%以上にすることにより、高透明で125℃以上のの高耐熱性を付与することが出来る。
【0029】
【数1】
【図面の簡単な説明】
【0030】
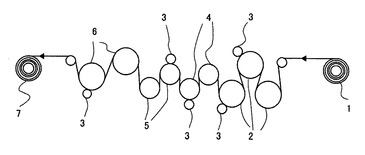
【図1】本発明による多層容器に用いる一次延伸多層シートの製造装置の概略図
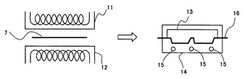
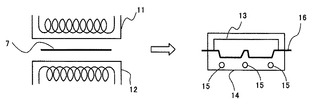
【図2】本発明による多層容器に用いる熱成形装置の概略図
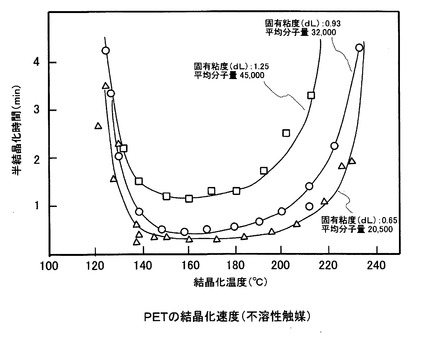
【図3】結晶化温度と半結晶化時間の関係を示す図
【発明を実施するための形態】
【0031】
本発明の多層容器はA−PET層/機能性樹脂層/シーラント層から成る多層シートを加熱して一軸一次延伸後一時熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層シートを熱成形機の金型で加熱成形し、成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程を経て製造されるものである。A−PET層は、主として容器としての形状保持性を担うものであり耐熱性、剛性を付与するものである。
【0032】
機能性樹脂層は、食品容器として必要な機能を付与するためのもので、具体的には、酸素バリヤー性、落下耐性等の機能を付与する。酸素バリヤー性を付与するためには、EVOH樹脂層、PVDC樹脂層、PAN樹脂層、MXD6−NY樹脂層等が好適であり、落下耐性を付与するためには、引き裂きやモミに強いNY樹脂層が好適である。これらの機能性樹脂層は、単層でも多層であっても良く、例えば、落下耐性を付与するNY樹脂層と酸素バリヤー性の樹脂層を積層して用いることも出来る。
【0033】
シーラント層は、蓋材等をヒートシールして容器を密封する役割を担う。また容器の最内層として用いるので食品安全保存性の高いPP、PE、LLDPE樹脂が用いられる。容器がレトルト食品に用いられる場合にはPP樹脂を、冷蔵〜ボイル食品に用いられる場合にはPE、LLDPE樹脂が用いられる。
【0034】
A−PET層/機能性樹脂層/シーラント層から成る多層シートは、夫々のシート又はフィルムをドライラミネートによってA−PET層/接着剤/機能性樹脂層/接着剤/シーラント層のように積層しても良く、また共押出しインフレーション法や共押出しTダイ法によって、A−PET層/接着樹脂/機能性樹脂層/接着樹脂/シーラント層のように積層しても良い。接着樹脂は接着しようとする両方の層に接着する必要があり、無水マレイン酸をグラフト重合したPP樹脂やPE樹脂、EMA(エチレンーアクリル酸メチルコポリマー)、EVA等の接着樹脂から食品容器の用途に合わせて適宜選ぶことが出来る。
【0035】
このようにして積層された多層シートは一次延伸熱固定工程により一軸一次延伸後一次熱固定される。一次延伸の延伸温度は90〜120℃が好ましく、95〜110℃がより好ましい。延伸温度が90℃未満であると、多層シートが延伸される際に張力が掛かりすぎて延伸ムラを起こして、一次延伸多層シートの偏肉が起こり易くなり、また、120℃を超えると、シートが白濁気味となり表面肌あれも発生し、透明で良好な一次延伸多層シートが得られない。
延伸倍率は、2〜4倍が好ましい。延伸倍率が2倍未満であると、A−PET層の示差走査熱量計(DSC)測定から冷結晶化点が観測され、結晶化度が20%未満となってしまう。延伸倍率と結晶化度との関係は、おおよそ表1のような関係になる。
【0036】
【表1】
【0037】
延伸装置としては、例えば、加熱ロールを用いた延伸装置を用いることが出来るが、この加熱ロールの短区間の1段延伸でも、2段延伸以上の多段延伸であっても良い。
【0038】
一次熱固定の温度は、特に限定されないが、アニールによる配向緩和をさせる観点から延伸温度より5〜20℃高い温度が好ましく、熱固定温度が、延伸温度より5℃高くないと、シートの熱収縮率が大きくなる。また、延伸温度より20℃より高いと、A−PET層の表面に肌荒れが起こり白化気味となる。なお、上記熱固定温度の範囲において、一次延伸多層シートの加熱収縮率が小さくなり、熱形成体を製造する際に変形を少なくできるので、高めの熱固定温度とすることがより好ましい。また、熱固定ロールの速度はシートの配向緩和に合わせるため延伸ロール速度より0.5〜10%程度遅めにする。
【0039】
以上のような一次延伸熱固定工程において作製された一次延伸多層シートのA−PET層は下記の式で示される結晶化度が20%以上であることが好ましい。結晶化度が20%未満であれば二次延伸工程を経ても、結晶化度を25%以上にすることが難しくなる。
【0040】
【数1】
次いで、以上のような一次延伸熱固定工程を経て作製された一次延伸多層シートを、二次延伸熱固定工程において80〜130℃に加熱して成形機の金型で成形して二次延伸し、同じ金型内で二次熱固定する。二次熱固定する温度は、耐熱性を必要としない容器の場合は、容器の結晶化度を上げなくても良い20〜70℃で、耐熱性を必要とする容器の場合は、結晶化度を上げる130〜200℃で行なう。
【0041】
図3は、PETの結晶化速度(不溶性触媒)を表したもので、横軸に結晶化温度、縦軸に半結晶化時間を採ったものである。この図より、130〜200℃が最適な結晶化温度であることが判る。すなわち、130℃未満では分子の自由度が小さくなり、また200℃以上では結晶化のドライビングフォースが小さくなるので、結晶化速度が遅くなるものである。
【0042】
成形方法は特に限定されず、真空成形、圧空成形、真空圧空成形のいずれであってもよい。
【0043】
以上のようにして作られた多層容器のA−PET層の下記の式で示される結晶化度は25%以上であることが好ましい。
【0044】
【数1】
【0045】
本発明による多層容器を製造する工程について図面を参照して説明する。
図1は一次延伸多層シートの製造装置の概略図、図2は熱成形機の概略図である。
【0046】
図1において、1は多層シート、2は予熱ロール、3はニップロール、4は加熱ロール、5は延伸ロール、6は熱固定ロール、7は一次延伸多層シートであり、多層シート1を、まず予熱ロール2で70〜90℃に予熱した後、加熱ロール4で90〜120℃に加熱する。そして、この加熱された多層シート1を延伸ロール5により、縦方向に2〜4倍延伸する。さらに、この一軸延伸された多層シート1は熱固定ロール6で、加熱ロール4で加熱した温度より5〜20℃高い温度で加熱されて熱固定され、一次延伸多層シート7が完成する。
【0047】
図2において、11は熱成形上部加熱ヒータ板、12は熱成形下部加熱ヒータ板であり、熱成形する前に一軸延伸積層シートを加熱するためのものである。また、13は熱成形上金型、14は熱成形下金型、15は熱成形下金型埋め込みヒータ、16は熱成形体であり、まず、熱成形上部加熱ヒータ11と熱成形下部加熱ヒータ12との間に一次延伸多層シート7を設置し、一次延伸多層シート7の表面温度が80〜130℃となるように加熱する。次に、この加熱した一次延伸多層シート7を熱成形上金型13と熱成形下金型14とで熱成形し、取り出される。
【実施例1】
【0048】
モダンマシナリー(株)製4種5層の共押出し機(主押出し機90μmΦ、副押出し機50μmΦ、3基)を用い、主押出し機に東洋紡績(株)製PET樹脂、副押出し機の3基に、クラレ(株)製EVOH樹脂「H101」、日本ポリエチレン(株)製LLDPE樹脂「UF945」、日本ポリエチレン(株)製接着樹脂「ADTEX DU8500」を夫々投入し、主押出し機270℃、副押出し機夫々260℃で押出し、PET(250μm)/接着樹脂(10μm)/EVOH(15μm)/接着樹脂(10μm)/LLDPE(75μm)から成る多層シートを作製した。
【0049】
次に、この多層シートを日本製鋼所(株)製T−17型ロール延伸装置で延伸して、一次延伸熱固定して一次延伸多層シートを作製した。すなわち、予熱ロール温度80℃、加熱ロール温度(延伸温度)95℃、延伸ロール温度80℃、熱固定ロール温度100℃に設定し、多層シートを10m/分で繰り出して、加熱ロールと延伸ロールとの間で2.5倍に1段で延伸し、総厚み144μmの一次延伸多層シートを得た。この一次延伸多層シートはシワもなく透明で、A−PET層を剥離してDSC測定で求めた結晶化度は、26.0%で冷結晶化ピークは消えており高結晶化されていた。
【0050】
<結晶化度>
セイコー電子DSC220示差走査熱量計で一次延伸A−PETシートの融解挙動を測定し、下記式に基づいて得た。なお測定サンプルは10mg、窒素50ml/minを流しながら昇温速度10℃/minで20〜300℃まで昇温して測定した。
【0051】
【数1】
【0052】
次いでこの一次延伸多層シートをドイツ製、日本食品機械(株)販売ムルチパック「成形充填機R535」で熱板加熱100℃、金型温度室温で容器(長径15cm×短径11cm×深さ3cm)を成形しながらスライスハムを充填した。蓋材はO−NY(15μm)/LLDPE(40μm)のフィルムを用いてヒートシールしながら行なった。成形は型通り再現されており、成形スピードも10ショット/分で充分満足するものであった。
【0053】
<酸素バリヤー性の評価>
容器をMOCON(登録商標)社製、酸素透過度測定器「OX−TRAN(登録商標)、MODEL2/21」を用い、温度30℃、湿度80%RH下で酸素バリヤー性を測定した。測定結果は、1.3ml/m2.D.atmであり冷蔵、常温における食品保存性は充分であった。
【0054】
<耐熱性の評価>
容器を温水の中に浸し、その変形の有無を観察した。結果85℃まで変形はなく85℃までの耐熱性が確認された。未延伸のA−PETは70℃までしか耐熱性がないが、簡易ボイル殺菌までは耐えられるものであった。また、通常の同じ厚みの未延伸層を含む容器の剛性により硬く剛性があり、PET層の薄肉化も可能である。
【0055】
<結晶化度の測定>
容器のA−PET層を剥離しDSCで結晶化度を測定したところ、26.8%であった。成形金型温度は室温で行ったので、図3で示すPETの最適結晶化温度130〜200℃より低い温度であり、熱による結晶化は殆ど進まず、成形による二次延伸の融向結晶化でわずかに上昇するのみであった。
【実施例2】
【0056】
実施例1と同じ4種5層の共押出し機を用い、主押出し機に実施例1と同じPET樹脂、副押出し機3基に夫々、旭化成(株)製PVDC樹脂、サンアロマー(株)製PP樹脂「PM731M」、三菱化学(株)製接着樹脂「モデイックAP、P565」を投入し、主押出し機270℃、副押出し機夫々260℃で押出し、PET(500μm)/接着樹脂(10μm)/PVDC(25μm)/接着樹脂(10μm)/PP(100μm)から成る多層シートを作製した。
【0057】
この作製した多層シートを実施例と全く同一に2.5倍延伸し、総厚み258μmの一次延伸多層シートを得た。この一次延伸多層シートはシワもなく、透明でA−PET層を剥離してDSCで求めた結晶化度は25%で冷結晶ピークは消えており高結晶化されていた。
【0058】
次いでこの一次延伸多層シートを、加熱ヒーターで表面温度90℃になるように加熱して軟化させた後、(株)浅野研究所製「FKC型」真空・圧空成形機で上部径100mmΦ、底部径80mmΦ、深さ35mmΦの雌型アルミ金型を用い、アルミ金型の温度をPETの最適結晶化温度の範囲である140℃に設定し、0.5MPaの圧空をかけながら真空・圧空成形した。金型を閉じている二次熱固定時間は5秒とした。得られた容器は透明であり、金型通りの成形体であった。
【0059】
<結晶化度の測定>
容器のA−PET層を剥離し、DSC測定を行なって結晶化度を測定したところ、36.5%であり高結晶化されていた。
【0060】
<耐熱性の評価>
容器に水を満注充填した後、PET(12μm)/O−NY(15μm)/イージーピール(35μm)からなる蓋材をヒートシールを行なって密封した。そして、熱水・静置方式のレトルト釜で昇温10分―125℃30分―冷却15分のレトルト殺菌を行った。容器は変形もなく白濁もなく125℃の耐熱性があると言える。
【0061】
<酸素バリヤー性の評価>
レトルト殺菌を行なった容器を開封し、水を抜いて乾燥後、実施例1と同様に酸素バリヤー性を評価した。結果は1.6ml/m2.D.atmであり、充分食品の長期保存性があった。
【符号の説明】
【0062】
1 多層シート
2 予熱ロール
4 加熱ロール
5 延伸ロール
6 熱固定ロール
7 一時延伸多層積層シート
11 熱成形上部加熱ヒータ板
12 熱成形下部加熱ヒータ板
13 熱成形上金型
14 熱成形下金型
15 熱成形下金型埋め込みヒータ
16 多層容器
【技術分野】
【0001】
本発明は、コンビニエンスストア等において食品を収納して販売するための食品容器に関し、更に詳しくは、冷蔵流通温度からレトルト殺菌温度の125℃にも耐えられる耐熱性や、落下耐性、食品の保存性等の機能性に優れた多層容器に関するものである。
【背景技術】
【0002】
コンビニエンスストア、デパート、スーパー等の食品売場においては、トレー、カップ、丼容器等の食品容器に、御飯、惣菜、麺類、サラダ、ハム等の食肉加工品等の食品が詰められて売られている。このような食品容器は、食品を収納する容器本体と、容器本体を密封する蓋体とで構成されており、一般に、容器本体は、ポリプロピレン、発砲ポリプロピレン、フィラー入りポリプロピレン、ポリエチレン、発砲ポリエチレン、発砲ポリスチレン、耐熱発砲ポリスチレン、A−PET(Amorphous PET)等のシートを真空、圧空、真空・圧空成形機で熱成形して製造されている。また、蓋体は、A−PET、二軸延伸ポリスチレン(OPS)、ポリプロピレン(PP)等のシートで形成されている(特許文献1参照)。
【0003】
また近年、一軸延伸されたPET(ポリエチレンテレフタレート)フィルムが高透明で耐熱性があることからIT関連のタッチパネルや液晶表示素子として用いられてきている(特許文献2、3、4参照)。
【0004】
ところで、食品によっては購入した食品を容器に収納したまま電子レンジで温めることが日常的に行なわれているが、食品を容器ごと電子レンジで温めると100℃内外まで温度が上昇し100℃内外までの耐熱性が要求される。また、レトルト食品の場合は殺菌温度の125℃までの耐熱性が要求される。
【0005】
さらに、食品容器においては、中身食品が一目でクリアに認識でき、商品性を向上させるために、高透明性が要求されている。
【0006】
しかしながら、上述した従来使用されている各種シートにおいては、耐熱性、高透明性の2つを同時に満足するものが存在しなかった。すなわち、これら各種シートの内、高透明性を有するものとしては、A−PETシートとOPS(二軸延伸ポリスチレン)シートとがあるが、これらのシートは、70℃くらいで軟化し、高耐熱性を有するものではなかった。また、PPシートは、高耐熱性を有するが、透明性が劣るものであった。
【0007】
なお、タッチパネル等に用いられる一軸延伸されたPETフィルムは、高透明性かつ耐熱性であるが、特許文献2にも記載されているように、TD(横)一軸延伸後220℃で熱固定されており、加熱しても伸びがなく熱成形機で成形することは不可能である。
【0008】
そこで、本出願人は、高耐熱性と高透明性を有する食品容器として、A−PETシートを加熱して一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸A−PETシートを熱成形機の金型で過熱成形し成形による二次延伸後同じ金型内で二次固定する二次延伸熱固定工程とを経て製造される耐熱透明容器を提案した(特許文献5参照)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2005−329972号公報
【特許文献2】特開2000−82335号公報
【特許文献3】特開2000−82336号公報
【特許文献4】特開平5−165035号公報
【特許文献5】特開2007−331831号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、コンビニエンスストアやスーパーの食品売り場では賞味期限が2日以内の日配食品、賞味期限が比較的長い冷蔵食品、長期の賞味期限があるレトルト食品等が販売されており、食品容器にもこれらの賞味期限に対応する食品保存性が求められている。
【0011】
しかしながら、上述した特許文献5で提案されている耐熱透明容器は、高耐熱性と高透明性を有する極めて好ましいものであったが、食品の保存性に関しては十分ではないものであった。また、落下耐性に関しても改善が求められていた。
【0012】
本発明は、以上の問題点に鑑みてなされたもので、高耐熱性と高透明性を有するとともに、食品の保存性も良好で、また落下耐性も向上させることができる多層容器を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上述した課題を解決すべく鋭意検討し、A−PET層に酸素ガスバリヤー性や落下耐性を有する機能性樹脂層及びシーラント層を積層した多層シートを、一次延伸熱固定工程と二次延伸熱固定工程とを経て製造することにより、高耐熱性と高透明性を有するとともに、食品保存性、落下耐性を有することができることを見出し、本発明を完成するに至った。
【0014】
請求項1に係る多層容器は、A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層シートを熱成形機の金型で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造されることを特徴として構成されている。
【0015】
請求項2に係る多層容器は、請求項1記載の多層容器において、機能性樹脂層が、酸素バリヤー樹脂層としてのEVOH樹脂層、PVDC樹脂層、PAN樹脂層及びMXD6−NY樹脂層、落下耐性樹脂層としてのNY樹脂層の1又は2以上の樹脂層からなることを特徴として構成されている。
【0016】
請求項3に係る多層容器は、請求項1又は2記載の多層容器において、一次延伸熱固定工程において、ロールによる延伸装置を用い多層シートを、延伸温度90〜120℃でMD(縦方向)に2〜4倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定することを特徴として構成されている。
【0017】
請求項4に係る多層容器は、請求項1、2又は3記載の多層容器において、一次延伸熱固定工程において作製された一次延伸多層シートのA−PET層の下記の式で示される結晶化度が、20%以上であることを特徴として構成されている。
【0018】
【数1】
【0019】
請求項5に係る多層容器は、請求項1、2、3又は4記載の多層容器において、二次延伸熱固定工程において、多層シートを80〜130℃で加熱成形して二次延伸し、同じ金型内で20〜200℃の二次熱固定することを特徴として構成されている。
【0020】
請求項6に係る多層容器は、請求項1、2、3、4又は5記載の多層容器において、二次延伸熱固定工程を経て製造された容器のA−PET層の下記の式で示される結晶度が25%以上であることを特徴として構成されている。
【0021】
【数1】
【発明の効果】
【0022】
請求項1に係る多層容器においては、一次延伸熱固定工程において、A−PETシートの結晶化度を熱成形出来る範囲内で大きくし、さらに二次延伸熱固定工程において、一軸延伸多層積層シートを容器の形状に成形すると同時に、延伸A−PETシートの結晶化度をさらに大きくして耐熱性を向上させ、その結果、125℃以上の温度にも耐え得るものである。また、機能性樹脂層が積層されているので、機能性樹脂層として、酸素バリヤー性の樹脂層や落下耐性の樹脂層を用いることにより、酸素バリヤー性、落下耐性等を確保することができる。
【0023】
すなわち、本発明の多層容器は、食品保存性を有するとともに、冷蔵〜レトルト食品までの幅広い温度帯に適用力を持った食品容器であり、A−PETの持つ優れた透明性と光沢を維持しながら延伸によって結晶化度を上げて剛性と耐熱性を付与し、さらに二次熱固定する成形金型の温度と時間によって結晶化度を上げ耐熱性を自由にコントロールすることが出来る。
【0024】
請求項2に係る多層容器においては、前記機能性樹脂層が、酸素バリヤー樹脂層としてのEVOH樹脂層、PVDC樹脂層、PAN樹脂層及びMXD6−NY樹脂層、落下耐性樹脂層としてのNY樹脂層の1又は2以上の樹脂層からなるので、極めて高い酸素バリヤー性及び落下耐性を単独又は両者を兼ね備えることができる。
【0025】
請求項3に係る多層容器においては、A−PETシートを延伸温度90〜120℃でMD方向に2〜4倍一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定することにより延伸A−PETシートを形成しているので、透明性を維持しつつ、結晶化度を20%以上30%未満にコントロールできる。また、ロールによる簡単な設備で安く製造することが出来る。
【0026】
請求項4に係る多層容器においては、一次延伸多層シートの延伸A−PETシートの下記の式で示される結晶化度を20%以上とすることにより、熱成形出来る結晶化度であり、次の二次延伸熱固定工程で高耐熱性が得られる結晶化度30%以上にすることが出来る。
【0027】
【数1】
請求項5に係る多層容器においては、一軸延伸多層積層シートを80〜130℃で加熱成形して二次延伸し、同じ金型内で20〜200℃の二次熱固定することにより、透明性を維持しつつ、配向による結晶化と熱固定による結晶化とによって、A−PET層の結晶化度を25%以上とすることが出来る。
【0028】
請求項6に係る多層容器においては、二次延伸熱固定工程を経て製造された容器のA−PET層の下記の式で示される結晶化度を25%以上にすることにより、高透明で125℃以上のの高耐熱性を付与することが出来る。
【0029】
【数1】
【図面の簡単な説明】
【0030】
【図1】本発明による多層容器に用いる一次延伸多層シートの製造装置の概略図
【図2】本発明による多層容器に用いる熱成形装置の概略図
【図3】結晶化温度と半結晶化時間の関係を示す図
【発明を実施するための形態】
【0031】
本発明の多層容器はA−PET層/機能性樹脂層/シーラント層から成る多層シートを加熱して一軸一次延伸後一時熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層シートを熱成形機の金型で加熱成形し、成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程を経て製造されるものである。A−PET層は、主として容器としての形状保持性を担うものであり耐熱性、剛性を付与するものである。
【0032】
機能性樹脂層は、食品容器として必要な機能を付与するためのもので、具体的には、酸素バリヤー性、落下耐性等の機能を付与する。酸素バリヤー性を付与するためには、EVOH樹脂層、PVDC樹脂層、PAN樹脂層、MXD6−NY樹脂層等が好適であり、落下耐性を付与するためには、引き裂きやモミに強いNY樹脂層が好適である。これらの機能性樹脂層は、単層でも多層であっても良く、例えば、落下耐性を付与するNY樹脂層と酸素バリヤー性の樹脂層を積層して用いることも出来る。
【0033】
シーラント層は、蓋材等をヒートシールして容器を密封する役割を担う。また容器の最内層として用いるので食品安全保存性の高いPP、PE、LLDPE樹脂が用いられる。容器がレトルト食品に用いられる場合にはPP樹脂を、冷蔵〜ボイル食品に用いられる場合にはPE、LLDPE樹脂が用いられる。
【0034】
A−PET層/機能性樹脂層/シーラント層から成る多層シートは、夫々のシート又はフィルムをドライラミネートによってA−PET層/接着剤/機能性樹脂層/接着剤/シーラント層のように積層しても良く、また共押出しインフレーション法や共押出しTダイ法によって、A−PET層/接着樹脂/機能性樹脂層/接着樹脂/シーラント層のように積層しても良い。接着樹脂は接着しようとする両方の層に接着する必要があり、無水マレイン酸をグラフト重合したPP樹脂やPE樹脂、EMA(エチレンーアクリル酸メチルコポリマー)、EVA等の接着樹脂から食品容器の用途に合わせて適宜選ぶことが出来る。
【0035】
このようにして積層された多層シートは一次延伸熱固定工程により一軸一次延伸後一次熱固定される。一次延伸の延伸温度は90〜120℃が好ましく、95〜110℃がより好ましい。延伸温度が90℃未満であると、多層シートが延伸される際に張力が掛かりすぎて延伸ムラを起こして、一次延伸多層シートの偏肉が起こり易くなり、また、120℃を超えると、シートが白濁気味となり表面肌あれも発生し、透明で良好な一次延伸多層シートが得られない。
延伸倍率は、2〜4倍が好ましい。延伸倍率が2倍未満であると、A−PET層の示差走査熱量計(DSC)測定から冷結晶化点が観測され、結晶化度が20%未満となってしまう。延伸倍率と結晶化度との関係は、おおよそ表1のような関係になる。
【0036】
【表1】
【0037】
延伸装置としては、例えば、加熱ロールを用いた延伸装置を用いることが出来るが、この加熱ロールの短区間の1段延伸でも、2段延伸以上の多段延伸であっても良い。
【0038】
一次熱固定の温度は、特に限定されないが、アニールによる配向緩和をさせる観点から延伸温度より5〜20℃高い温度が好ましく、熱固定温度が、延伸温度より5℃高くないと、シートの熱収縮率が大きくなる。また、延伸温度より20℃より高いと、A−PET層の表面に肌荒れが起こり白化気味となる。なお、上記熱固定温度の範囲において、一次延伸多層シートの加熱収縮率が小さくなり、熱形成体を製造する際に変形を少なくできるので、高めの熱固定温度とすることがより好ましい。また、熱固定ロールの速度はシートの配向緩和に合わせるため延伸ロール速度より0.5〜10%程度遅めにする。
【0039】
以上のような一次延伸熱固定工程において作製された一次延伸多層シートのA−PET層は下記の式で示される結晶化度が20%以上であることが好ましい。結晶化度が20%未満であれば二次延伸工程を経ても、結晶化度を25%以上にすることが難しくなる。
【0040】
【数1】
次いで、以上のような一次延伸熱固定工程を経て作製された一次延伸多層シートを、二次延伸熱固定工程において80〜130℃に加熱して成形機の金型で成形して二次延伸し、同じ金型内で二次熱固定する。二次熱固定する温度は、耐熱性を必要としない容器の場合は、容器の結晶化度を上げなくても良い20〜70℃で、耐熱性を必要とする容器の場合は、結晶化度を上げる130〜200℃で行なう。
【0041】
図3は、PETの結晶化速度(不溶性触媒)を表したもので、横軸に結晶化温度、縦軸に半結晶化時間を採ったものである。この図より、130〜200℃が最適な結晶化温度であることが判る。すなわち、130℃未満では分子の自由度が小さくなり、また200℃以上では結晶化のドライビングフォースが小さくなるので、結晶化速度が遅くなるものである。
【0042】
成形方法は特に限定されず、真空成形、圧空成形、真空圧空成形のいずれであってもよい。
【0043】
以上のようにして作られた多層容器のA−PET層の下記の式で示される結晶化度は25%以上であることが好ましい。
【0044】
【数1】
【0045】
本発明による多層容器を製造する工程について図面を参照して説明する。
図1は一次延伸多層シートの製造装置の概略図、図2は熱成形機の概略図である。
【0046】
図1において、1は多層シート、2は予熱ロール、3はニップロール、4は加熱ロール、5は延伸ロール、6は熱固定ロール、7は一次延伸多層シートであり、多層シート1を、まず予熱ロール2で70〜90℃に予熱した後、加熱ロール4で90〜120℃に加熱する。そして、この加熱された多層シート1を延伸ロール5により、縦方向に2〜4倍延伸する。さらに、この一軸延伸された多層シート1は熱固定ロール6で、加熱ロール4で加熱した温度より5〜20℃高い温度で加熱されて熱固定され、一次延伸多層シート7が完成する。
【0047】
図2において、11は熱成形上部加熱ヒータ板、12は熱成形下部加熱ヒータ板であり、熱成形する前に一軸延伸積層シートを加熱するためのものである。また、13は熱成形上金型、14は熱成形下金型、15は熱成形下金型埋め込みヒータ、16は熱成形体であり、まず、熱成形上部加熱ヒータ11と熱成形下部加熱ヒータ12との間に一次延伸多層シート7を設置し、一次延伸多層シート7の表面温度が80〜130℃となるように加熱する。次に、この加熱した一次延伸多層シート7を熱成形上金型13と熱成形下金型14とで熱成形し、取り出される。
【実施例1】
【0048】
モダンマシナリー(株)製4種5層の共押出し機(主押出し機90μmΦ、副押出し機50μmΦ、3基)を用い、主押出し機に東洋紡績(株)製PET樹脂、副押出し機の3基に、クラレ(株)製EVOH樹脂「H101」、日本ポリエチレン(株)製LLDPE樹脂「UF945」、日本ポリエチレン(株)製接着樹脂「ADTEX DU8500」を夫々投入し、主押出し機270℃、副押出し機夫々260℃で押出し、PET(250μm)/接着樹脂(10μm)/EVOH(15μm)/接着樹脂(10μm)/LLDPE(75μm)から成る多層シートを作製した。
【0049】
次に、この多層シートを日本製鋼所(株)製T−17型ロール延伸装置で延伸して、一次延伸熱固定して一次延伸多層シートを作製した。すなわち、予熱ロール温度80℃、加熱ロール温度(延伸温度)95℃、延伸ロール温度80℃、熱固定ロール温度100℃に設定し、多層シートを10m/分で繰り出して、加熱ロールと延伸ロールとの間で2.5倍に1段で延伸し、総厚み144μmの一次延伸多層シートを得た。この一次延伸多層シートはシワもなく透明で、A−PET層を剥離してDSC測定で求めた結晶化度は、26.0%で冷結晶化ピークは消えており高結晶化されていた。
【0050】
<結晶化度>
セイコー電子DSC220示差走査熱量計で一次延伸A−PETシートの融解挙動を測定し、下記式に基づいて得た。なお測定サンプルは10mg、窒素50ml/minを流しながら昇温速度10℃/minで20〜300℃まで昇温して測定した。
【0051】
【数1】
【0052】
次いでこの一次延伸多層シートをドイツ製、日本食品機械(株)販売ムルチパック「成形充填機R535」で熱板加熱100℃、金型温度室温で容器(長径15cm×短径11cm×深さ3cm)を成形しながらスライスハムを充填した。蓋材はO−NY(15μm)/LLDPE(40μm)のフィルムを用いてヒートシールしながら行なった。成形は型通り再現されており、成形スピードも10ショット/分で充分満足するものであった。
【0053】
<酸素バリヤー性の評価>
容器をMOCON(登録商標)社製、酸素透過度測定器「OX−TRAN(登録商標)、MODEL2/21」を用い、温度30℃、湿度80%RH下で酸素バリヤー性を測定した。測定結果は、1.3ml/m2.D.atmであり冷蔵、常温における食品保存性は充分であった。
【0054】
<耐熱性の評価>
容器を温水の中に浸し、その変形の有無を観察した。結果85℃まで変形はなく85℃までの耐熱性が確認された。未延伸のA−PETは70℃までしか耐熱性がないが、簡易ボイル殺菌までは耐えられるものであった。また、通常の同じ厚みの未延伸層を含む容器の剛性により硬く剛性があり、PET層の薄肉化も可能である。
【0055】
<結晶化度の測定>
容器のA−PET層を剥離しDSCで結晶化度を測定したところ、26.8%であった。成形金型温度は室温で行ったので、図3で示すPETの最適結晶化温度130〜200℃より低い温度であり、熱による結晶化は殆ど進まず、成形による二次延伸の融向結晶化でわずかに上昇するのみであった。
【実施例2】
【0056】
実施例1と同じ4種5層の共押出し機を用い、主押出し機に実施例1と同じPET樹脂、副押出し機3基に夫々、旭化成(株)製PVDC樹脂、サンアロマー(株)製PP樹脂「PM731M」、三菱化学(株)製接着樹脂「モデイックAP、P565」を投入し、主押出し機270℃、副押出し機夫々260℃で押出し、PET(500μm)/接着樹脂(10μm)/PVDC(25μm)/接着樹脂(10μm)/PP(100μm)から成る多層シートを作製した。
【0057】
この作製した多層シートを実施例と全く同一に2.5倍延伸し、総厚み258μmの一次延伸多層シートを得た。この一次延伸多層シートはシワもなく、透明でA−PET層を剥離してDSCで求めた結晶化度は25%で冷結晶ピークは消えており高結晶化されていた。
【0058】
次いでこの一次延伸多層シートを、加熱ヒーターで表面温度90℃になるように加熱して軟化させた後、(株)浅野研究所製「FKC型」真空・圧空成形機で上部径100mmΦ、底部径80mmΦ、深さ35mmΦの雌型アルミ金型を用い、アルミ金型の温度をPETの最適結晶化温度の範囲である140℃に設定し、0.5MPaの圧空をかけながら真空・圧空成形した。金型を閉じている二次熱固定時間は5秒とした。得られた容器は透明であり、金型通りの成形体であった。
【0059】
<結晶化度の測定>
容器のA−PET層を剥離し、DSC測定を行なって結晶化度を測定したところ、36.5%であり高結晶化されていた。
【0060】
<耐熱性の評価>
容器に水を満注充填した後、PET(12μm)/O−NY(15μm)/イージーピール(35μm)からなる蓋材をヒートシールを行なって密封した。そして、熱水・静置方式のレトルト釜で昇温10分―125℃30分―冷却15分のレトルト殺菌を行った。容器は変形もなく白濁もなく125℃の耐熱性があると言える。
【0061】
<酸素バリヤー性の評価>
レトルト殺菌を行なった容器を開封し、水を抜いて乾燥後、実施例1と同様に酸素バリヤー性を評価した。結果は1.6ml/m2.D.atmであり、充分食品の長期保存性があった。
【符号の説明】
【0062】
1 多層シート
2 予熱ロール
4 加熱ロール
5 延伸ロール
6 熱固定ロール
7 一時延伸多層積層シート
11 熱成形上部加熱ヒータ板
12 熱成形下部加熱ヒータ板
13 熱成形上金型
14 熱成形下金型
15 熱成形下金型埋め込みヒータ
16 多層容器
【特許請求の範囲】
【請求項1】
A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層シートを熱成形機の金型で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造されることを特徴とする多層容器。
【請求項2】
前記機能性樹脂層が、酸素バリヤー樹脂層としてのEVOH樹脂層、PVDC樹脂層、PAN樹脂層及びMXD6−NY樹脂層、落下耐性樹脂層としてのNY樹脂層の1又は2以上の樹脂層からなることを特徴とする請求項1記載の多層容器。
【請求項3】
前記一次延伸熱固定工程において、ロールによる延伸装置を用い多層シートを、延伸温度90〜120℃でMD(縦方向)に2〜4倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定することを特徴とする請求項1又は2記載の多層容器。
【請求項4】
前記一次延伸熱固定工程において作製された一次延伸多層シートのA−PET層の下記の式で示される結晶化度が、20%以上であることを特徴とする請求項1、2又は3記載の多層容器。
【数1】
【請求項5】
前記二次延伸熱固定工程において、多層シートを80〜130℃で加熱成形して二次延伸し、同じ金型内で20〜200℃の二次熱固定することを特徴とする請求項1、2、3又は4記載の多層容器。
【請求項6】
前記二次延伸熱固定工程を経て製造された容器のA−PET層の下記の式で示される結晶度が25%以上であることを特徴とする請求項1、2、3、4又は5記載の多層容器。
【数1】
【請求項1】
A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層シートを熱成形機の金型で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造されることを特徴とする多層容器。
【請求項2】
前記機能性樹脂層が、酸素バリヤー樹脂層としてのEVOH樹脂層、PVDC樹脂層、PAN樹脂層及びMXD6−NY樹脂層、落下耐性樹脂層としてのNY樹脂層の1又は2以上の樹脂層からなることを特徴とする請求項1記載の多層容器。
【請求項3】
前記一次延伸熱固定工程において、ロールによる延伸装置を用い多層シートを、延伸温度90〜120℃でMD(縦方向)に2〜4倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定することを特徴とする請求項1又は2記載の多層容器。
【請求項4】
前記一次延伸熱固定工程において作製された一次延伸多層シートのA−PET層の下記の式で示される結晶化度が、20%以上であることを特徴とする請求項1、2又は3記載の多層容器。
【数1】
【請求項5】
前記二次延伸熱固定工程において、多層シートを80〜130℃で加熱成形して二次延伸し、同じ金型内で20〜200℃の二次熱固定することを特徴とする請求項1、2、3又は4記載の多層容器。
【請求項6】
前記二次延伸熱固定工程を経て製造された容器のA−PET層の下記の式で示される結晶度が25%以上であることを特徴とする請求項1、2、3、4又は5記載の多層容器。
【数1】
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−93102(P2011−93102A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−246204(P2009−246204)
【出願日】平成21年10月27日(2009.10.27)
【出願人】(594146180)中本パックス株式会社 (40)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月27日(2009.10.27)
【出願人】(594146180)中本パックス株式会社 (40)
【Fターム(参考)】
[ Back to top ]