
多層微多孔膜及びその製造方法、並びに電池用セパレータ及び電池

【課題】シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れたポリオレフィン多層微多孔膜を提供する。
【解決手段】主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有し、メルトダウン温度(ただし、メルトダウン温度は、5cm×5cmのポリオレフィン多層微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン多層微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱したときにポリオレフィン多層微多孔膜が溶融して破膜する温度)が170℃以上であることを特徴とする多層微多孔膜。
【解決手段】主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有し、メルトダウン温度(ただし、メルトダウン温度は、5cm×5cmのポリオレフィン多層微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン多層微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱したときにポリオレフィン多層微多孔膜が溶融して破膜する温度)が170℃以上であることを特徴とする多層微多孔膜。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多層微多孔膜に関する。その実施態様において、多層微多孔膜はポリエチレン系樹脂及びポリプロピレンを含み、シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れた層を有してもよい。その他の実施態様は、そのようなポリオレフィン多層微多孔膜からなる電池用セパレータ、及びそのようなセパレータを具備する電池を含む。
【背景技術】
【0002】
ポリオレフィン微多孔膜は、リチウムイオン電池、ニッケル−水素電池、ニッケル−カドミウム電池、ポリマー電池等に用いる電池用セパレータをはじめ、電解コンデンサー用セパレータ、逆浸透濾過膜、限外濾過膜、精密濾過膜等の各種フィルター、透湿防水衣料、医療用材料等に幅広く使用されている。ポリオレフィン微多孔膜を電池用セパレータ、特にリチウムイオン電池用セパレータとして用いる場合、その性能は電池の特性、生産性及び安全性に深く関わる。そのためポリオレフィン微多孔膜は、優れた機械的特性、耐熱性、透過性、寸法安定性、シャットダウン特性、メルトダウン特性等を有するのが好ましい。
【0003】
一般にポリエチレンのみからなる微多孔膜はメルトダウン温度が低いのに対し、ポリプロピレンのみからなる微多孔膜はシャットダウン温度が高い。そのため、電池用セパレータ用にはポリエチレン及びポリプロピレンを主成分とする微多孔膜を製造するのが有利であろう。ここでシャットダウン温度は意味する。ここでメルトダウン温度は意味する。
【0004】
例えば特開平2002-321323号(特許文献1)は、ポリエチレン及びポリプロピレンを必須成分とする微多孔膜Aと、ポリエチレンからなる微多孔膜Bとを積層一体化してなり、膜A/膜B/膜A又は膜B/膜A/膜Bの3層構造を有するポリオレフィン微多孔膜を提案している。
【0005】
WO 2004/089627(特許文献2)は、ポリエチレン及びポリプロピレンを必須成分として含み、二層以上の積層フィルムからなり、少なくとも片側の表層のポリプロピレン混合比率が50質量%超〜95質量%以下であり、かつ膜全体のポリエチレン含有率が50質量%〜95質量%であるポリオレフィン微多孔膜を提案している。
【0006】
しかしこれらの各文献のポリオレフィン微多孔膜は、シャットダウン特性及び突刺強度が必ずしも良くない。従って、ポリエチレンとポリプロピレンとを含み、シャットダウン特性、メルトダウン温度、透過性及び突刺強度のバランスに優れた電池用セパレータ用の微多孔膜、そのようなポリオレフィン多層微多孔膜からなるセパレータ、及びそのようなセパレータを具備する電池を開発することが望まれる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2002-321323号公報
【特許文献2】WO 2004/089627号
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、本発明の目的は、シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れたポリオレフィン多層微多孔膜を提供することである。
【課題を解決するための手段】
【0009】
上記に鑑み鋭意研究の結果、ポリエチレン系樹脂を主成分とする多孔質層と、ポリエチレン系樹脂及び重量平均分子量が6×105以上で、融解熱(走査型示差熱量計により測定)が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む多孔質層とを組合せると、各特性のバランスに優れたポリオレフィン多層微多孔膜が得られることを発見し、本発明に想到した。
【0010】
すなわち、本発明の多層微多孔膜は、主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有し、メルトダウン温度(ただし、メルトダウン温度は、5cm×5cmのポリオレフィン多層微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン多層微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱したときにポリオレフィン多層微多孔膜が溶融して破膜する温度)が170℃以上であることを特徴とする。
【0011】
本発明の多層微多孔膜は、前記第一の多孔質層、前記第二の多孔質層、及び前記第一の多孔質層からなる三層構造を有するのが好ましい。
【0012】
本発明の多層微多孔膜は、シャットダウン温度が120〜132.1℃、及び/又は突刺強度が5056 mN/20μm以上であるのが好ましい。
【0013】
前記第二の多孔質層のポリプロピレン含有量は、前記第二の多孔質層のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として、20〜80質量%であるのが好ましい。
【0014】
本発明の多層微多孔膜は、空孔率が25〜80%、及び/又は透気度が20〜2000秒/100 cc/20μmであるのが好ましい。
【0015】
多層微多孔膜を製造する本発明の方法は、(1) ポリエチレン系樹脂及び希釈剤を混合して第一のポリオレフィン溶液を調製し、(2) 希釈剤、ポリエチレン系樹脂、及び重量平均分子量が6×105以上で、走査型示差熱量計により測定した融解熱が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを混合して第二のポリオレフィン溶液を調製し、(3) 前記第一及び第二のポリオレフィン溶液を少なくとも一つのダイより共に押し出し、(4) 得られた層状共押出し成形体を冷却し、(5) 得られた多層ゲル状シートを少なくとも一方向に延伸し、(6) 延伸後の多層ゲル状シートから少なくとも一部の希釈剤を除去し、(7) 得られた多層微多孔膜を乾燥し、(8) 熱処理する工程を有することを特徴とする。
【0016】
前記第二のポリオレフィン溶液中のポリプロピレン含有量は、前記第二のポリオレフィン溶液中のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として20〜80質量%であるのが好ましい。
【0017】
前記工程(3)で形成する層状共押し出し成形体は、前記第二のゲル状シートの両側に前記第一のゲル状シートを有する層からなるのが好ましい。
【0018】
本発明の電池用セパレータは、前記多層微多孔膜からなることを特徴とする。
【0019】
本発明の電池は、前記電池用セパレータを有することを特徴とする。
【発明の効果】
【0020】
本発明のポリオレフィン多層微多孔膜は、シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れている。
【図面の簡単な説明】
【0021】
【図1】典型的なDSC曲線の例を示すグラフである。
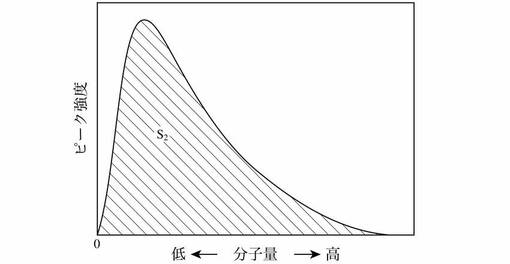
【図2】典型的なGPC曲線の例を示すグラフである。
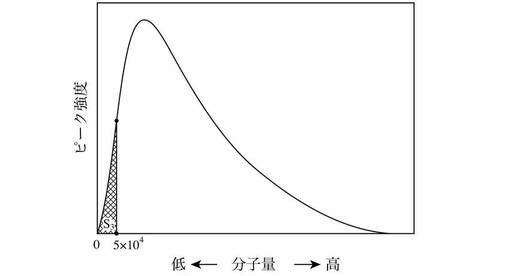
【図3】図2と同じGPC曲線(低分子量部分をハッチングで示す)を示すグラフである。
【図4】典型的なTMA測定の一例を示すグラフであり、シャットダウン温度を矢印で示す。
【発明を実施するための形態】
【0022】
[1] ポリエチレン系樹脂
本発明のポリオレフィン多層微多孔膜(以下単に「多層微多孔膜」とよぶことがある)の第一の多孔質層(A)を形成するポリエチレン系樹脂は、(a) 超高分子量ポリエチレン、(b) 超高分子量ポリエチレン以外のポリエチレン、又は(c) 超高分子量ポリエチレンとそれ以外のポリエチレン、又はポリエチレン及びポリプロピレン以外のポリオレフィンとの混合物(ポリエチレン組成物)である。いずれの場合も、ポリエチレン系樹脂は2×105以上の重量平均分子量("Mw")を有するのが好ましい。重量平均分子量が2×105未満では、ゲル状シート(後述する)の延伸時に破断が起りやすいため、各特性のバランスに優れたポリオレフィン多層微多孔膜を得るのが困難である。一般に樹脂の動的溶融粘弾性は、溶融粘弾性測定により求めた貯蔵弾性率G'−角周波数ω曲線と、損失弾性率G''−ω曲線との交点における角周波数ω0により表される。一実施態様において、溶融粘弾性測定を160〜220℃の範囲内の一定温度で行った場合、ポリエチレン系樹脂のω0は少なくとも約0.01 rad/secであるか、少なくとも約0.03 rad/secである。別の実施態様において、ω0は約0.01 rad/secから約10 rad/secの範囲であるか、約0.03 rad/secから約1rad/secである。一実施態様において、第一の多孔質層は主としてポリエチレン系樹脂を含む。例えば、第一の多孔質層は、その質量を基準として、少なくとも50%のポリエチレン系樹脂、少なくとも75%のポリエチレン系樹脂、少なくとも90%のポリエチレン系樹脂、又は少なくとも95%のポリエチレン系樹脂を含んでもよい。一実施態様において、第一の多孔質層は、本質的にポリエチレン系樹脂からなる(又はポリエチレン系樹脂のみからなる)。
【0023】
(a) 超高分子量ポリエチレンからなる場合
超高分子量ポリエチレンは5×105以上の重量平均分子量を有する。超高分子量ポリエチレンは、エチレンの単独重合体のみならず、他のα-オレフィンを少量含有するエチレン・α-オレフィン共重合体でもよい。エチレン以外のα-オレフィンとしては、プロピレン、ブテン-1、ヘキセン-1、ペンテン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル、及びスチレンが好ましい。超高分子量ポリエチレンの重量平均分子量は1×106〜15×106であるのが好ましく、1×106〜5×106であるのがより好ましい。
【0024】
(b) 超高分子量ポリエチレン以外のポリエチレンからなる場合
超高分子量ポリエチレン以外のポリエチレンは1×104以上〜5×105未満の重量平均分子量を有し、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン及び線状低密度ポリエチレンからなる群から選ばれた少なくとも一種が好ましい。重量平均分子量が1×104以上〜5×105未満のポリエチレンは、エチレンの単独重合体のみならず、プロピレン、ブテン-1、ヘキセン-1、ペンテン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル又はスチレン等の他のα-オレフィンを少量含有する共重合体でも良い。このような共重合体としてシングルサイト触媒により製造されたものが好ましい。
【0025】
(c) ポリエチレン組成物からなる場合
ポリエチレン組成物は、(i) 重量平均分子量が5×105以上の超高分子量ポリエチレンと、超高分子量ポリエチレン以外のポリエチレンとを含有するポリエチレン組成物、又は(ii) 重量平均分子量が5×105以上の超高分子量ポリエチレンと、ポリエチレン及びポリプロピレン以外のポリオレフィンとを含有するポリエチレン組成物である。超高分子量ポリエチレン及びそれ以外のポリエチレンは上記と同じで良い。超高分子量ポリエチレン以外のポリエチレンは1×104以上〜5×105未満の重量平均分子量を有するのが好ましい。ポリエチレン及びポリプロピレン以外のポリオレフィンとしては、重量平均分子量が1×104〜4×106のポリブテン-1、重量平均分子量が1×103〜1×104のポリエチレンワックス、及び重量平均分子量が1×104〜4×106のエチレン・α-オレフィン共重合体からなる群から選ばれた少なくとも一種を用いることができる。ポリエチレン組成物中の超高分子量ポリエチレンの含有量は、ポリエチレン組成物全体を100質量%として、1質量%以上であるのが好ましく、1〜80質量%であるのがより好ましい。
【0026】
ポリエチレン組成物としては、上記超高分子量ポリエチレンと、重量平均分子量が1×104以上〜5×105未満で、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン及び鎖状低密度ポリエチレンからなる群から選ばれた少なくとも一種とからなる組成物が好ましい。このポリエチレン組成物は、用途に応じて分子量分布(Mw/Mn)を容易に制御することができる。特に超高分子量ポリエチレンと高密度ポリエチレンとの組成物が好ましい。
【0027】
(d) 分子量分布Mw/Mn
Mw/Mnは分子量分布の尺度であり、この値が大きいほど分子量分布の幅は大きい。ポリエチレン系樹脂のMw/Mnは特に限定的でないが、ポリエチレン系樹脂が超高分子量ポリエチレンからなる場合又はポリエチレン組成物からなる場合、5〜300が好ましく、10〜100がより好ましい。Mw/Mnが5未満だと高分子量成分が比較的多いので、溶融押出において困難を招くことがある。Mw/Mnが300超だと微多孔膜の強度低下を招くことがある。ポリエチレン(単独重合体及びエチレン・α-オレフィン共重合体)のMw/Mnは、多段重合により適宜調整することができる。多段重合法としては、一段目で高分子量ポリマー成分を生成し、二段目で低分子量ポリマー成分を生成する二段重合が好ましい。ポリエチレン組成物の場合、Mw/Mnが大きいほど超高分子量ポリエチレンとそれ以外のポリエチレン又はポリオレフィンとの重量平均分子量の差が大きく、またその逆も真である。ポリエチレン組成物のMw/Mnは、各成分の分子量及び混合割合により適宜調整することができる。
【0028】
[2] ポリオレフィン組成物
本発明のポリオレフィン多層微多孔膜の第二の多孔質層(層B)を形成するポリオレフィン組成物は、ポリエチレン系樹脂と、重量平均分子量が6×105以上で、5×104以下の分子量を有する部分の割合が5質量%以下で、走査型示差熱量計により測定した融解熱が90 J/g以上のポリプロピレンとを必須成分とするのが好ましい。
【0029】
(a) ポリエチレン系樹脂
第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層について記載したポリエチレン系樹脂の中から選択する。第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層に対して選択するポリエチレン系樹脂から独立的に選択する。上記ポリエチレン系樹脂は、第二の多孔質層(B)に使用してもよく、その組成は、第一の多孔質層(A)のポリエチレン系樹脂の組成と同じであっても、異なっていてもよい。例えば、第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層について記載したポリエチレン系樹脂の中から選択することができる。第二の多孔質層のポリエチレン系樹脂は、一般的に第一の多孔質層に対して選択するポリエチレン系樹脂から独立的に選択する。換言すると、必須ではないが、第一の多孔質層について記載したポリエチレン系樹脂は、第二の多孔質層に使用することができ、その組成は、第一の多孔質層のポリエチレン系樹脂の組成と同じであっても、異なっていてもよい。
【0030】
(b) ポリプロピレン
ポリプロピレンは6×105以上の重量平均分子量を有し、5×104以下の分子量を有する部分の割合(分子量分布から求める)が5質量%以下であり、JIS K7122に基づき走査型示差熱量計(DSC)により測定した融解熱ΔHmが90 J/g以上であるのが好ましい。融解熱測定時の昇温速度は3〜20℃/分とするのが好ましく、通常は10℃/分である。重量平均分子量が6×105未満のポリプロピレンはポリエチレン系樹脂に対して分散性が悪いので、これを用いると延伸が困難となる。しかも得られる第二の多孔質層表面の微視的な凹凸が大きくなり、多層微多孔膜の厚さの変動が大きくなる。ポリプロピレンのうち5×104以下の分子量を有する部分の割合が5質量%超であると、多層微多孔膜が不当に低いメルトダウン特性を有することがある。ポリプロピレンの融解熱ΔHmが90 J/g未満であると、多層微多孔膜のメルトダウン特性及び透過性が低いことがある。
【0031】
ポリプロピレンの重量平均分子量は6.5×105以上が好ましく、8×105以上がより好ましい。ポリプロピレンのうち5×104以下の分子量を有する部分の割合は4.5質量%以下であるのが好ましく、3質量%以下であるのがより好ましい。ポリプロピレンの融解熱ΔHmは95 J/g以上であるのが好ましく、100 J/g以上であるのがより好ましい。分子量分布Mw/Mnは、好ましくは5以下であり、より好ましくは4以下であり、最も好ましくは2.5以下である。
【0032】
(1) ポリプロピレンの重量平均分子量が6×105〜1×106の場合、ポリプロピレンのMw/Mnは2.5以下であるのが好ましく、(2) 重量平均分子量が1.5×106以下の場合、Mw/Mnは3以下であるのが好ましく、(3) 重量平均分子量が2×106以下の場合、Mw/Mnは4以下であるのが好ましく、及び(4) 重量平均分子量が2×106以上の場合、Mw/Mnは5以下であるのが好ましい。
【0033】
層Bのポリプロピレンの含有量は、ポリオレフィン組成物全体の5〜95質量%でよく、20〜80質量%であるのが好ましく、30〜70質量%であるのがより好ましい。ポリプロピレンの含有量を20質量%未満とすると、メルトダウン温度が不十分なことがある。ポリプロピレンの含有量が80質量%を超えると、多層微多孔膜の膜厚均一性及び透過性が不十分となる恐れがある。
【0034】
重量平均分子量、5×104以下の分子量を有する部分の割合(分子量分布から求める)、及び融解熱に関する上記要件を満たす限り、ポリプロピレンの種類は特に限定されず、プロピレンの単独重合体、プロピレンと他のα-オレフィンとの共重合体、又はこれらの混合物のいずれでも良いが、単独重合体が好ましい。共重合体としてはランダム共重合体又はブロック共重合体のいずれも用いることができる。ポリプロピレン共重合体中のα-オレフィンとしては、例えばエチレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル、スチレン及びこれらの組合せでよい。任意で、ポリプロピレンは以下の特性のうちの一種以上を有する。(i) ポリプロピレンは、約1×104〜約4×106、又は約6×105〜約3×106の範囲のMwを有する;(ii) ポリプロピレンは、約1.01〜約100、又は約1.1〜約50の範囲のMw/Mnを有する;(iii) ポリプロピレンの立体規則性はアイソタクチックである;(iv) ポリプロピレンは、約95 J/gの融解熱を有する;(v) ポリプロピレンは、少なくとも約160℃の溶融ピーク(第二の溶融)を有する;(vi) 約230℃の温度及び歪み速度25 sec-1におけるポリプロピレンのトルートン比は約15である;(vii) 230℃の温度及び歪み速度25 sec-1におけるポリプロピレンの伸長粘度は少なくとも約50,000 Pa・secである。
【0035】
[3] ポリオレフィン多層微多孔膜の製造方法
(a) 第一の製造方法
本発明の態様に従ったポリオレフィン多層微多孔膜を製造する第一の方法は、(1) ポリエチレン系樹脂及び希釈剤を混合して第一の溶融混練物(第一のポリオレフィン溶液)を調製する工程、(2) ポリオレフィン組成物及び希釈剤を混合して第二の溶融混練物(第二のポリオレフィン溶液)を調製する工程、(3) 第一及び第二のポリオレフィン溶液を個別にダイより押し出す工程、(4) 得られた各成形体を冷却してゲル状シートを形成する工程、(5) 各ゲル状シートを延伸して各フィルムを形成する工程、(6) 各フィルムから希釈剤を除去する工程、(7) 各フィルムを乾燥して多孔質膜を形成する工程、(8) 各膜を熱処理する工程、及び(9) 得られた第一及び第二のポリオレフィン微多孔膜を積層する工程を有する。工程(9)の後に、必要に応じて (10) 電離放射による架橋処理工程、及び/又は(11) 親水化処理工程のような他の工程を行ってもよい。その代わりに、ポリオレフィン溶液は、まず所望のポリオレフィン(一般的に一種以上の樹脂の形である)を、例えばドライ混合により混合し、次いでポリオレフィン溶液を調製するために樹脂と希釈剤とを混合することにより、調製してもよい。第一のポリオレフィン溶液に用いる希釈剤は、第二のポリオレフィン溶液に用いる希釈剤と同じでよいが、これは必須ではない。
【0036】
(1) 第一のポリオレフィン溶液の調製
ポリエチレン系樹脂に希釈剤を混合(例えば溶融混練)し、第一のポリオレフィン溶液を調製する。第一のポリオレフィン溶液には必要に応じて酸化防止剤、紫外線吸収剤、アンチブロッキング剤、顔料、染料、無機充填材等の各種添加剤を本発明の効果を損なわない範囲で添加することができる。例えば孔形成剤として微粉珪酸を添加することもできる。
【0037】
必須ではないが、希釈剤は室温で液体、すなわち液体溶剤でよい。液体溶剤を用いることにより比較的高倍率の延伸が可能となる。液体溶剤としては、例えばノナン、デカン、デカリン、パラキシレン、ウンデカン、ドデカン、流動パラフィン等の鎖状又は環式の脂肪族炭化水素;沸点がこれらに対応する鉱油留分;室温では液状のフタル酸エステル(例えばジブチルフタレート、ジオクチルフタレート等);これらの混合物、及び複数の流動パラフィンの混合物が挙げられる。液体溶剤の含有量が安定なゲル状シートを得るためには、流動パラフィンのような不揮発性の液体溶剤を用いるのが好ましい。また溶融混練状態ではポリエチレン系樹脂と混和するが室温では固体の溶剤を液体溶剤に混合してもよい。このような固体溶剤として、ステアリルアルコール、セリルアルコール、パラフィンワックス等が挙げられる。ただし室温で固体の溶剤のみを使用すると、延伸むら等が発生する恐れがある。
【0038】
液体溶剤の粘度は25℃において30〜500 cStであるのが好ましく、30〜200 cStであるのがより好ましい。25℃における粘度を30 cSt未満とすると、ダイからポリオレフィン溶液を押し出したシートが不均一となることがある。一方500 cSt超では液体溶剤の除去が困難である。
【0039】
第一のポリオレフィン溶液の均一な混合は特に限定されないが、二軸押出機中で行うのが好ましい。二軸押出機中での混合は高濃度のポリオレフィン溶液を調製するのに適する。混合温度は、ポリエチレン系樹脂が超高分子量ポリエチレン、それ以外のポリエチレン又はポリエチレン組成物のいずれの場合でも、ポリエチレン系樹脂の融点(Tm1)+10℃〜Tm1+100℃が好ましい。具体的には、混合温度は160〜250℃であるのが好ましく、180〜230℃であるのがより好ましい。「融点」は、JIS K7121に基づき示差走査熱量測定(DSC)により求める。希釈剤は混練開始前に添加しても、混練中に二軸押出機の途中から添加してもよいが、混練開始前に予め添加しておくのが好ましい。混合に当たってポリエチレン系樹脂の酸化を防止するために、酸化防止剤を添加するのが好ましい。
【0040】
二軸押出機のスクリュの長さ(L)と直径(D)の比(L/D)は20〜100の範囲が好ましく、35〜70の範囲がより好ましい。L/Dを20未満にすると、混合が不十分となる。L/Dを100超にすると、ポリオレフィン溶液の滞留時間が増大し過ぎることがある。二軸押出機のシリンダ内径は40〜100 mmであるのが好ましい。
【0041】
第一のポリオレフィン溶液を100質量%として、ポリエチレン系樹脂の含有量は1〜50質量%であるのが好ましく、20〜40質量%であるのがより好ましい。ポリエチレン系樹脂が1質量%未満ではゲル状成形体を形成する際にダイス出口でスウェルやネックインが大きくなることがあり、ゲル状成形体の成形性及び自己支持性が低下する。一方ポリエチレン系樹脂が50質量%を超えると、ゲル状成形体の成形性が低下することがある。
【0042】
(2) 第二のポリオレフィン溶液の調製
第二のポリオレフィン溶液は、ポリエチレン系樹脂及びポリプロピレンに希釈剤(第一のポリオレフィン溶液の調製に用いる上記希釈剤から独立的に選択する)を、例えば第一のポリオレフィン溶液の調製のように溶融混練することにより、混合することにより調製することができる。一実施態様において、第二のポリオレフィン溶液の調製方法は、混合温度をポリプロピレンの融点(Tm2)〜Tm2+90℃とするのが好ましい点、及びポリオレフィン組成物の含有量が1〜50質量%であるのが好ましく、20〜40質量%であるのがより好ましい点においてのみ、第一のポリオレフィン溶液の調製方法と異なる。
【0043】
(3) 押出
第一及び第二のポリオレフィン溶液を、例えば直接に又は別の押出機を介して、或いは冷却してペレット化した後再度押出機を介してダイから押し出す。好ましくは長方形の口金を有するシート用ダイを用いるが、二重円筒状の中空状ダイ、インフレーションダイ等も用いることができる。シート用ダイの場合、ダイのギャップは通常0.1〜5mmであり、押し出し時には140〜250℃に加熱するのが好ましい。加熱溶液の押し出し速度は0.2〜15 m/分であるのが好ましい。
【0044】
二軸押出機のスクリュ回転速度Ns(rpm)に対する第二のポリオレフィン溶液の押出量Q(kg/h)の比Q/Nsを0.3 kg/h/rpm以下にするのが好ましく、これにより第二の多孔質層中のポリプロピレンの分散性が一層向上するので、膜厚均一性及び耐熱性が一層向上する。スクリュ回転数Nsは50 rpm以上が好ましい。スクリュ回転数Nsの上限は特に制限されないが、500 rpmが好ましい。Q/Nsは0.3 kg/h/rpm以下がより好ましい。Q/Nsの下限は特に制限されないが、0.01 kg/h/rpmが好ましい。Q/Nsはスクリュの形状(例えば直径、吐出部の溝の深さ等)を選択することにより調整できる。
【0045】
(4) ゲル状シートの形成
ダイから押し出した各ポリオレフィン溶液からなるゲル状成形体を冷却することにより、第一及び第二のシート状のゲル状成形体(ゲル状シート)が形成される。冷却は、少なくともゲル化温度以下までは50℃/分以上の速度で行うのが好ましい。また25℃以下まで冷却するのが好ましい。このようにして、希釈剤によって分離されたミクロな樹脂相(例えば第一のゲル状シート中のポリエチレン系樹脂、及び第二のゲル状シート中のポリオレフィン組成物)が固定化される。一般に冷却速度が遅いと得られるゲル状シートの高次構造が粗くなり、それを形成する擬似細胞単位も大きくなるが、冷却速度が速いと密な細胞単位となることがある。冷却速度が50℃/分未満では結晶化度が上昇し、延伸に適したゲル状シートとなりにくい。限定的ではないが、冷却方法の例としては冷風、冷却水のような冷却媒体に直接接触させる方法、冷媒で冷却したロールに接触させる方法等を挙げることができる。
【0046】
(5) 延伸
得られた第一及び第二のゲル状シートを少なくとも一軸方向に延伸するのが好ましい。各ゲル状シートは、加熱後、例えばテンター法、ロール法、インフレーション法、圧延法又はこれらの方法の組合せにより所定の倍率で延伸する。延伸は一軸延伸でも二軸延伸でもよいが、二軸延伸が好ましい。二軸延伸の場合、同時二軸延伸、逐次延伸又は多段延伸(例えば同時二軸延伸及び逐次延伸の組合せ)のいずれでもよいが、特に同時二軸延伸が好ましい。拘束されることは望まないが、延伸により膜の機械的強度が向上すると思われる。
【0047】
延伸倍率は、一軸延伸の場合、2倍以上が好ましく、3〜30倍がより好ましい。二軸延伸ではいずれの方向でも少なくとも3倍以上とし、面倍率で9倍以上とするのが好ましく、面倍率で16倍以上とするのがより好ましい。面倍率で9倍以上とすることにより、突刺強度が向上することがある。一方面倍率を400倍超とすると、延伸装置、延伸操作等の点で制約が生じることがある。
【0048】
延伸温度は、第一及び第二のゲル状シートの各ポリエチレン系樹脂が超高分子量ポリエチレン又はそれ以外のポリエチレンの場合(組成物でない場合)、単独重合体であるか共重合体であるかにかかわらず、ポリエチレン系樹脂の融点Tm1+10℃以下にするのが好ましく、ポリエチレン系樹脂の結晶分散温度から結晶融点未満の範囲にするのがより好ましい。延伸温度が融点Tm1+10℃を超えるとポリエチレン系樹脂が溶融し、延伸による分子鎖の配向ができない。また延伸温度が結晶分散温度未満ではポリエチレン系樹脂の軟化が不十分で、延伸において破膜しやすく、高倍率の延伸ができない。但し逐次延伸又は多段延伸を行う場合は、一次延伸を結晶分散温度未満で行ってもよい。「結晶分散温度」は、ASTM D 4065に基づいて動的粘弾性の温度特性測定により求める。超高分子量ポリエチレン及びそれ以外のポリエチレンは一般的に約90〜100℃の結晶分散温度を有する。
【0049】
第一及び第二のゲル状シートの各ポリエチレン系樹脂がポリエチレン組成物の場合、延伸温度は、ポリエチレン組成物の結晶分散温度以上〜結晶融点+10℃以下の範囲にするのが好ましい。延伸温度は通常第一のゲル状シートに対して100〜140℃、好ましくは110〜120℃にし、第二のゲル状シートに対して110〜140℃にする。
【0050】
所望の物性に応じて、膜厚方向に温度分布を設けて延伸したり、比較的低温で一次延伸した後さらに高温で二次延伸する逐次延伸又は多段延伸をしたりすることができる。膜厚方向に温度分布を設けて延伸することにより一般的に機械的強度に優れたポリオレフィン微多孔膜が得られる。その方法は、具体的には、ここで参照文献として記載されている日本国特許第3347854号に記載されている。
【0051】
(6) 希釈剤の除去
希釈剤の除去(洗浄)には洗浄溶媒を用いる。ポリマー相(例えば第一のゲル状シート又は延伸フィルム中のポリエチレン相、及び第二のゲル状シート又は延伸フィルム中のポリオレフィン組成物相)が希釈剤と相分離している場合、希釈剤の除去により多孔質の膜が形成される。希釈剤の除去(洗浄)は洗浄溶媒を用いて行うことができる。洗浄溶媒としては、例えばペンタン、ヘキサン、ヘプタンのような飽和炭化水素、塩化メチレン、四塩化炭素のような塩素化炭化水素、ジエチルエーテル、ジオキサンのようなエーテル類、メチルエチルケトンのようなケトン類、三フッ化エタン,C6F14,C7F16等のような鎖状フルオロカーボン、C5H3F7のような環状ハイドロフルオロカーボン、C4F9OCH3,C4F9OC2H5のようなハイドロフルオロエーテル、C4F9OCF3,C4F9OC2F5のようなパーフルオロエーテル等の易揮発性溶媒が挙げられる。これらの洗浄溶媒は低い表面張力(例えば25℃で24 mN/m以下)を有する。低表面張力の洗浄溶媒を用いることにより、微多孔を形成する網状組織が洗浄後の乾燥時に気−液界面の表面張力により収縮するのが抑制され、もって高い空孔率及び透過性を有する微多孔膜が得られる。
【0052】
延伸後のフィルムの洗浄は、限定的ではないが、洗浄溶媒に浸漬する方法及び/又は洗浄溶媒をシャワーする方法により行うことができる。洗浄溶媒は、延伸後の膜100質量部に対し、300〜30,000質量部使用するのが好ましい。洗浄溶媒による洗浄は、希釈剤の残留量が当初の添加量の1質量%未満になるまで行うのが好ましい。
【0053】
(7) 乾燥
延伸及び希釈剤除去により得られた第一及び第二のポリオレフィン微多孔膜を、例えば加熱乾燥法又は風乾法により乾燥する。乾燥温度は、ポリエチレン系樹脂の結晶分散温度以下であるのが好ましく、特に結晶分散温度より5℃以上低いのが好ましい。乾燥は、微多孔膜を100質量%(乾燥重量)として、残存洗浄溶媒が5質量%以下になるまで行うのが好ましく、3質量%以下になるまで行うのがより好ましい。乾燥が不十分であると、後の熱処理で微多孔膜の空孔率が低下し、透過性が悪化するので好ましくない。
【0054】
(8) 熱処理
乾燥した第一及び第二の微多孔膜に熱処理を行うのが好ましい。熱処理によって結晶が安定化し、ラメラ層が均一化される。熱処理方法は、例えば熱延伸処理、熱固定処理及び/又は熱収縮処理で良く、要求される物性に応じて適宜選択する。熱処理は、好ましくはポリエチレン系樹脂の融点以下、好ましくは60℃〜(融点−2℃)以下で行う。
【0055】
熱延伸処理及び熱固定処理は、テンター方式、ロール方式又は圧延方式により行うのがより好ましい。熱延伸処理の場合、延伸倍率は少なくとも一方向に1.01〜2.0倍が好ましく、1.01〜1.5倍がより好ましい。熱固定処理は、シートに負荷(張力又は圧縮)をかけながらシートを加熱するものである。熱固定処理により、シート中のポリオレフィン結晶を安定化し、均一なラメラが得られると考えられる。必須ではないが、ポリオレフィン微多孔膜を熱収縮処理(焼きなまし処理)してもよい。焼きなまし処理は、シートに負荷をかけないで熱処理する点で熱固定処理と異なる。焼きなまし方法は制限されず、慣用の焼きなまし方法を用いることができる。熱収縮処理は、上記方式の他に、ベルトコンベア又はエアフローティング式加熱炉を用いて行ってもよい。熱収縮処理の場合、収縮率は少なくとも一方向に50%以下が好ましく、30%以下がより好ましい。
【0056】
熱延伸処理を行うと、ポリオレフィン微多孔膜の透過性が向上するとともに、孔径が拡大する。熱延伸処理の後、さらに熱固定処理を行うのが好ましい。また熱延伸処理後に熱収縮処理を行うと、低収縮率で高強度のポリオレフィン微多孔膜が得られる。
【0057】
(9) 積層
乾燥後又は熱処理後の第一及び第二のポリオレフィン微多孔膜を所望の積層構成に接合する。積層方法は特に限定されないが、熱積層法が好ましい。熱積層法としては、ヒートシール法、インパルスシール法、超音波積層法等が挙げられるが、ヒートシール法が好ましい。ヒートシール法としては熱ロールを用いたものが好ましい。熱ロール法では、一対の加熱ロール間、又は加熱ロールと受台の間に、重ねた第一及び第二のポリオレフィン微多孔膜を通し、ヒートシールする。ヒートシール時の温度及び圧力は、ポリオレフィン微多孔膜が十分に接着し、かつ得られる多層微多孔膜の特性が許容できないレベルに低下しない限り特に制限されない。ヒートシール温度は、例えば90〜135℃とし、好ましくは90〜115℃とする。ヒートシール圧力は0.1〜50 MPaが好ましい。
【0058】
(10) 架橋処理
ポリオレフィン多層微多孔膜に対して、例えばα線、β線、γ線、電子線等の電離放射線の照射により架橋処理を施すのが好ましい。電子線の照射の場合、0.1〜100 Mradの電子線量が好ましく、100〜300 kVの加速電圧が好ましい。架橋処理によりポリオレフィン多層微多孔膜のメルトダウン温度が上昇する。
【0059】
(11) 親水化処理
ポリオレフィン多層微多孔膜に親水化処理を施してもよい。親水化処理は、例えばモノマーグラフト、界面活性剤処理、又はコロナ放電により行うことができる。モノマーグラフトを用いるのであれば、架橋処理後に行うのが好ましい。
【0060】
界面活性剤処理の場合、ノニオン系界面活性剤、カチオン系界面活性剤、アニオン系界面活性剤又は両イオン系界面活性剤のいずれも使用できるが、ノニオン系界面活性剤が好ましい。界面活性剤を水又はメタノール、エタノール、イソプロピルアルコール等の低級アルコールに溶解してなる溶液中に多層微多孔膜を浸漬するか、多層微多孔膜にドクターブレード法により溶液を塗布する。必要に応じて、他のコーティング法も用いることができる。
【0061】
(b) 第二の製造方法
第二の製造方法は、(1) 第一の製造方法と同様にして第一及び第二のポリオレフィン溶液を調製する工程、(2) 第一及び第二のポリオレフィン溶液をダイより共に(例えば同時に)押し出し、層状の共押し出し成形体を形成する工程、(3) 層状の押し出し成形体を冷却してゲル状多層シートを形成する工程、(4) ゲル状多層シートを延伸する工程、(5) 延伸したゲル状多層シートから希釈剤を除去する工程、(6) シートを乾燥する工程、及び(7) シートを熱処理する工程を有する。工程(7)の後、必要に応じて、(8) 電離放射による架橋処理工程、又は(9) 親水化処理工程を行ってもよい。延伸方法、希釈剤除去方法、乾燥方法、熱処理方法、架橋処理方法及び親水化処理方法はいずれも上記と同じでよい。従って、(2) 同時共押出工程及び(3) ゲル状多層シートの形成工程についてのみ、以下詳細に説明する。
【0062】
第一及び第二のポリオレフィン溶液の同時共押出の好ましい態様において、例えば両溶液を1つのダイ内で層状に組み合せてシート状に押し出す(ダイ内接着)場合には1つのダイに複数の押出機を接続し、また両溶液を別々のダイからシート状に押し出してダイ外で接着する場合には複数の押出機の各々にダイを接続する。ダイ内接着の方が好ましい。
【0063】
ダイのタイプは限定的ではなく、同時押出にはフラットダイ、インフレーションダイ等を用いることができる。いずれの方法においても、ダイ内接着する場合、溶液を多層用ダイの別々のマニホールドに供給してダイリップ入口で層状に積層する方法(多数マニホールド法)、又は溶液を予め層状の流れにしてダイに供給する方法(ブロック法)のいずれを用いてよい。多層用のフラットダイ及びインフレーションダイが使用できる。多層用フラットダイのギャップは0.1〜5mmの範囲内であるのが好ましい。フラットダイ法によりダイ外接着する場合、各ダイから押し出したシート状溶液を、一対のロール間に通すことにより圧接する。上記いずれの方法においても、ダイは押し出し時には140〜250℃の温度に加熱する。加熱溶液の押し出し速度は0.2〜15 m/分の範囲内であるのが好ましい。このようにして得られた多層の押し出し成形体を冷却することによりゲル状多層シートを形成する。押し出し成形体の冷却速度、冷却温度及び冷却方法はいずれも上記第一の方法と同じでよい。
【0064】
[4] ポリオレフィン多層微多孔膜
I. 膜の物性
上記方法により得られたポリオレフィン多層微多孔膜は好ましくは以下の物性を有する。
【0065】
(a) 25〜80%の空孔率
空孔率が25%未満では、ポリオレフィン多層微多孔膜は良好な透気度を有さないことがある。一方空孔率が80%を越えると、電池の安全性とインピーダンスのバランスを取りにくくなることがある。
【0066】
(b) 20〜2,000秒/100 ccの透気度(膜厚20μm換算)
透気度が20〜2,000秒/100 ccであると、ポリオレフィン多層微多孔膜を電池用セパレータとして用いたとき、電池の出力が高くなり、電池のサイクル特性も良好となる。透気度が2,000秒/100 ccを超えると、電池の出力が小さくなることがある。一方透気度が20秒/100 cc未満では電池内部の温度上昇時にメルトダウンの前のシャットダウンが十分に行われないおそれがある。
【0067】
(c) 2,000 mN/20μm以上の突刺強度
突刺強度が2,000 mN/20μm未満では、ポリオレフィン多層微多孔膜を電池用セパレータとして電池に組み込んだ場合に短絡が発生する恐れがある。
【0068】
(d) 120〜140℃のシャットダウン温度
ポリオレフィン多層微多孔膜の透気度が10万秒/100 ccに達する温度をシャットダウン温度とした。
【0069】
(e) 170℃以上のメルトダウン温度
メルトダウン温度は好ましくは170〜190℃である。
【0070】
(f) 数平均分子量
Mnは適切な標準サンプルとカラムを用いてGPC-DRI法により測定する。
【0071】
II. 膜の構造及び組成
多層微多孔膜は、一般的にポリオレフィン溶液の調製に用いたポリオレフィンを含む。換言すると、多層微多孔膜の各多孔質層は、例えば第一のポリオレフィン溶液の調製に用いたポリオレフィンを含む第一の微多孔層材料、及び第二のポリオレフィン溶液の調製に用いたポリオレフィンを含む第二の微多孔層材料を含むことができる。少量の成膜用溶剤及び/又は希釈剤が残留していてもよく、その量は一般的にポリオレフィン微多孔膜の重量基準で1重量%未満である。製造過程で、少量のポリオレフィンの分子量が減少することがあるが、これは許容できるものである。一実施態様において、製造過程での分子量の減少があったとしても、膜中のポリオレフィンのMw/Mnとポリオレフィン溶液中のポリオレフィンのMw/Mnとの差は約50%未満か、約10%未満か、約1%未満か、約0.1%未満である。
【0072】
一実施態様において、ポリオレフィン多層微多孔膜は二層を含む。第一の層(例えば、上層)は第一の微多孔層材料を含み、第二の層(例えば、下層)は第二の微多孔層材料を含む。例えば、膜の横手方向及び長手方向にほぼ垂直な軸方向上方から見たとき、膜は平坦な最上層を有し、最下層は最上層により視界から隠されている。別の実施態様において、ポリオレフィン多層微多孔膜は三層以上を含み、両外層(表面層又は外皮層ともよぶ)が第一の微多孔層材料を含み、少なくとも一層の中間層が第二の微多孔層材料を含む。必須ではないが、中間層が少なくとも一方の外皮層と平面接触していてもよい。二層を含むポリオレフィン多層微多孔膜に関連する実施態様において、第一の層は本質的に第一の微多孔層材料からなるか、第一の微多孔層材料からなり、第二の層は本質的に第二の微多孔層材料からなるか、第二の微多孔層材料からなる。三層以上を含むポリオレフィン多層微多孔膜に関連する実施態様において、外層は本質的に第一の微多孔層材料からなるか、第一の微多孔層材料からなり、少なくとも一つの中間層は本質的に第二の微多孔層材料からなるか、第二の微多孔層材料からなる。
【0073】
三層以上を含むポリオレフィン多層微多孔膜に関連するさらに別の実施態様において、表面層は第二の微多孔層材料を含むか、本質的に第二の微多孔層材料からなるか、第二の微多孔層材料からなり、少なくとも一つの中間層は第一の微多孔層材料を含むか、本質的に第一の微多孔層材料からなるか、第一の微多孔層材料からなる。
【0074】
ポリオレフィン多層微多孔膜が三層以上有する場合、ポリオレフィン多層微多孔膜は、第一の微多孔層材料を含む少なくとも一層及び第二の微多孔層材料を含む少なくとも一層を有する。
【0075】
[5] 電池用セパレータ
電池用セパレータとして用いる場合、上記ポリオレフィン多層微多孔膜からなる膜は、3〜200μmの膜厚を有するのが好ましく、5〜50μmの膜厚を有するのがより好ましい。望まれる厚さは電池の種類による。
【0076】
限定的ではないが、ここで記載し請求しているポリオレフィン多層微多孔膜、及びそれからなる電池用セパレータは、第一の多孔質層A/第二の多孔質層Bの二層構成、第一の多孔質層A/第二の多孔質層B/第一の多孔質層Aの三層構成、又は第二の多孔質層B/第一の多孔質層A/第二の多孔質層Bの三層構成を有するのが好ましい。第一の多孔質層Aと第二の多孔質層Bの厚さ比は特に制限されないが、多層微多孔膜の全厚に対する第二の多孔質層Bの厚さの割合が3〜90%であるのが好ましく、10〜60%であるのがより好ましい。
【0077】
[6] 電池
本発明のポリオレフィン多層微多孔膜は、限定的ではないが、一次電池及び二次電池(例えばニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛電池、リチウム一次電池、リチウムイオン二次電池、リチウムポリマー二次電池、特にリチウムイオン二次電池)のセパレータとして用いることができる。
【0078】
リチウムイオン二次電池は、正極と負極がセパレータを介して積層されており、セパレータが電解液(電解質)を含有している。電極の構造は、例えば、円盤状の正極及び負極が対向するように配設された電極構造(コイン型)、平板状の正極及び負極が交互に積層された電極構造(積層型)、帯状の正極及び負極が巻回された円筒状及び角柱状の電極構造(捲回型)等にすることができる。
【0079】
正極は、通常集電体と、その表面に形成され、リチウムイオンを吸蔵放出可能な正極活物質を含む層とを有する。正極活物質としては、遷移金属酸化物、リチウムと遷移金属との複合酸化物(リチウム複合酸化物)、又は遷移金属硫化物の無機化合物が挙げられる。リチウム複合酸化物の好ましい例としては、ニッケル酸リチウム、コバルト酸リチウム、マンガン酸リチウム、α-NaFeO2型構造を母体とする層状リチウム複合酸化物等が挙げられる。負極は、一般的に集電体と、その表面に形成され、負極活物質を含む層とを有する。負極活物質としては、例えば天然黒鉛、人造黒鉛、コークス類、カーボンブラック等の炭素質材料が挙げられる。
【0080】
電解液はリチウム塩を有機溶媒に溶解することにより得られる。リチウム塩としては、例えばLiClO4、LiPF6、LiAsF6、LiSbF6、LiBF4、LiCF3SO3、LiN(CF3SO2)2、LiC(CF3SO2)3、Li2B10Cl10、LiN(C2F5SO2)2、LiPF4(CF3)2、LiPF3(C2F5)3、低級脂肪族カルボン酸リチウム塩、又はLiAlCl4が挙げられる。これらは単独で用いてもよいし、2種以上の混合物として用いてもよい。有機溶媒としては、エチレンカーボネート、プロピレンカーボネート、エチルメチルカーボネート、γ-ブチロラクトン等の高沸点及び高誘電率の有機溶媒や、テトラヒドロフラン、2-メチルテトラヒドロフラン、ジメトキシエタン、ジオキソラン、ジメチルカーボネート、ジエチルカーボネート等の低沸点及び低粘度の有機溶媒が挙げられる。これらは単独で用いてもよいし、2種以上の混合物として用いてもよい。特に高誘電率の有機溶媒は粘度が高いのに対し、低粘度の有機溶媒は誘電率が低いため、両者の混合物を用いるのが好ましい。
【0081】
電池を組み立てる際、セパレータの微多孔に電解液を含浸させる。これによりセパレータ(多層微多孔膜)にイオン透過性を付与することができる。円筒型電池を組み立てる場合、例えば正極シート、多層微多孔膜からなるセパレータ、負極シート及び同じセパレータをこの順に積層し、得られた積層体を一端より巻き取って捲回型電極素子とする。得られた電極素子を電池缶に挿入し、上記電解液を含浸させ、さらに安全弁を備えた正極端子を兼ねる電池蓋を、ガスケットを介してかしめることにより電池を作製することができる。一実施態様において、本発明はこのような電池を充電用のソース又はシンクとして使用する方法に関する。
【実施例】
【0082】
以下の実施例は、発明の理解を補助することを意図しており、請求の範囲を制限するものではない。
【0083】
以下のサンプル調製は、実施例のポリプロピレンの分子量測定のために行った。
・サンプル調製法A:マイクロ波により175℃で1時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法B:振とうオーブンにより160℃で2時間溶解し、マイクロ波により175℃で1時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法C:振とうオーブンにより175℃で4時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法D:振とうオーブンにより160℃で2時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
【0084】
実施例1及び2のPPサンプルは、サンプル調製法Aにより調製した。
【0085】
実施例3〜11及び比較例4のPPサンプルは、サンプル調製法Bより調製した。
【0086】
実施例12のPPサンプルは、サンプル調製法Cにより調製した。
【0087】
比較例1のPPサンプルは、サンプル調製法Dにより調製した。
【0088】
比較例3のPPサンプルは、論文 “Effect of Short Chain Branching on the Coil Dimensions of Polyolefins in Dilute Solution,” Sun et al., MACROMOLECULES, vol. 34, no. 19, pp. 6812-6820に記載のサンプル調製法に従って調製した。
【0089】
実施例1
(1) 第一のポリオレフィン微多孔膜の作製
重量平均分子量(Mw)が2.5×106の超高分子量ポリエチレン(UHMWPE)18質量%、及びMwが3.0×105 の高密度ポリエチレン(HDPE)82質量%からなるポリエチレン(PE)組成物100質量部に、酸化防止剤としてテトラキス[メチレン-3-(3,5-ジターシャリーブチル-4-ヒドロキシフェニル)-プロピオネート]メタン0.05質量部をドライブレンドした。ただし、UHMWPE及びHDPEからなるポリエチレン組成物について測定した融点は135℃であり、結晶分散温度は90℃であった。
【0090】
UHMWPE及びHDPEのMw及びMnは以下の条件でゲルパーミエーションクロマトグラフィー(GPC)法により求めた。
・測定装置:Waters Corporation製GPC-150C
・カラム:昭和電工株式会社製Shodex UT806M
・カラム温度:135℃
・溶媒(移動相):o-ジクロルベンゼン
・溶媒流速:1.0 ml/分
・試料濃度:0.1 wt%(溶解条件:135℃/1h)
・インジェクション量:500μl
・検出器:Waters Corporation製ディファレンシャルリフラクトメーター
・検量線:単分散ポリスチレン標準試料セットを用いて得られた検量線から、所定の換算定数を用いて作成した。
【0091】
得られた混合物30質量部を強混練タイプの二軸押出機(内径58 mm、L/D=42)に投入し、二軸押出機のサイドフィーダーから流動パラフィン[40 cst(40℃)]70質量部を供給し、210℃及び200 rpmの条件で溶融混練して、第一のポリオレフィン溶液を調製した。この第一のポリオレフィン溶液を二軸押出機の先端に設置されたTダイから押し出し、5℃に温調された冷却ロールで引き取りながら冷却し、第一のゲル状シートを形成した。
【0092】
テンター延伸機を用いて、118℃で長手方向(MD)及び横手方向(TD)ともに5倍となるように、第一のゲル状シートを同時二軸延伸した。得られた延伸膜を20 cm×20 cmのアルミニウム製の枠に固定し、25℃に温調された塩化メチレン[表面張力27.3 mN/m(25℃)、沸点40.0℃]に浸漬し、100 rpmで3分間揺動しながら洗浄した。得られた膜を室温で風乾した後、アルミニウム製の枠に固定した状態で、122℃で10分間熱固定処理を行い、第一のポリオレフィン微多孔膜Aを作製した。
【0093】
(2) 第二のポリオレフィン微多孔膜の作製
UHMWPE1質量%、HDPE49質量%、及びMwが10.1×105 で、5×104以下の分子量を有する部分の割合が4.3質量%で、融解熱が108.2 J/gの超高分子量プロピレン単独重合体(PP)50質量%からなるポリオレフィン(PO)組成物100質量部に、酸化防止剤としてジブチルヒドロキシトルエン0.5質量部をドライブレンドした。ただし、UHMWPE及びHDPEからなるポリエチレン組成物について測定した融点は135℃であり、結晶分散温度は90℃であった。
【0094】
PPのMw及びMnは以下の条件でGPC法により求めた。
・測定装置:Waters Corporation製Alliance 2000 GPC
・カラム:ポリマーラボラトリーズ社製PL Gel mixed-B3本
・カラム温度:145℃
・溶媒(移動相):1,2,4-トリクロロベンゼン[0.1重量%(6g/4L)のBHTで安定化]
・溶媒流速:1.0 ml/分
・試料濃度:0.25 mg/mL(溶解条件:175℃/1h)
・インジェクション量:300μl
・検出器:Waters Corporation製ディファレンシャルリフラクトメーター
・検量線:単分散ポリスチレン標準試料セットを用いて得られた検量線から、所定の換算定数を用いて作成した。
【0095】
PPの融解熱ΔHmはJIS K7122に準じて以下の手順で測定した。すなわち、PPサンプルを走査型示差熱量計(Perkin Elmer, Inc.製、DSC-System7型)のサンプルホルダー内に静置し、窒素雰囲気中で190℃で10分間熱処理し、10℃/分で40℃まで冷却し、40℃に2分間保持し、10℃/分の速度で190℃まで加熱した。図1に示すように、昇温過程で得られたDSC曲線(溶融曲線)上の85℃における点と175℃における点とを通る直線をベースラインとして引き、ベースラインとDSC曲線とで囲まれたハッチング部分の面積S1から熱量を算出した。熱量(単位:J)をサンプルの重量(単位:g)で割ることにより、融解熱ΔHm(単位:J/g)を求めた。
【0096】
PP全体に対する分子量が5×104以下の部分の割合(質量%)は以下の手順により求めた。まずPP全体の量を求めるために、図2においてGPC曲線とベースラインとで囲まれたハッチング部分の面積S2を求めた。次に分子量が5×104以下の部分の量を求めるために、図3における面積S3を求めた。分子量が5×104以下の部分の割合は、(S3/S2)×100(質量%)により算出した。
【0097】
得られた混合物35質量部を強混練タイプの二軸押出機(内径58 mm、L/D=42)に投入し、二軸押出機のサイドフィーダーから流動パラフィン[40 cst(40℃)]65質量部を供給し、210℃及び200 rpmの条件で溶融混練して、第二のポリオレフィン溶液を調製した。この第二のポリオレフィン溶液から上記と同様にして、第二のゲル状シートを形成した。第二のゲル状シートから、上記と同様にして、第二のポリオレフィン微多孔膜Bを作製した。
【0098】
(3) 積層
第二のポリオレフィン微多孔膜Bの両面に、2枚の第一のポリオレフィン微多孔膜Aを重ね、100℃の温度に加熱した一対のロール間に通し、0.5 MPaの圧力で接合し、ABA構成のポリオレフィン三層微多孔膜を作製した。
【0099】
実施例2
実施例1と同様にして第一及び第二のポリオレフィン溶液を個別の二軸押出機中で調製し、これらを各二軸押出機から三層用Tダイに供給し、第一のポリオレフィン溶液層/第二のポリオレフィン溶液層/第一のポリオレフィン溶液層の順で積層した成形体となるように押し出した[第二のポリオレフィン溶液層厚の全厚に対する割合:15%]。押し出した成形体を、5℃に温調した冷却ロールで引き取りながら冷却し、ゲル状三層シートを形成した。テンター延伸機を用いて、118℃で長手方向(MD)及び横手方向(TD)ともに5倍となるようにゲル状三層シートを同時二軸延伸した。得られた延伸ゲル状三層シートを実施例1と同様にして洗浄し、風乾した後、テンターに固定し、115℃で10分間熱固定処理を行い、ABA構成のポリオレフィン三層微多孔膜を作製した。
【0100】
実施例3
Mwが9.0×105 で、5×104以下の分子量を有する部分の割合が1.2質量%で、融解熱が109.7 J/gのプロピレン単独重合体を用い、ポリオレフィン組成物の配合割合を、UHMWPE 1.4質量%、HDPE 68.6質量%及びPP 30質量%とし、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0101】
実施例4
実施例3と同じプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を40%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0102】
実施例5
実施例3と同じプロピレン単独重合体を用い、ポリオレフィン組成物の配合割合を、UHMWPE 0.6質量%、HDPE 29.4質量%及びPP 70質量%とし、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を30%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0103】
実施例6
Mwが18.2×105 で、5×104以下の分子量を有する部分の割合が0.08質量%で、融解熱が107.2 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を25%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0104】
実施例7
第一及び第二のポリオレフィン溶液を二層用Tダイに供給し、第一のポリオレフィン溶液層/第二のPO溶液層からなる成形体となるように押し出し、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を20%とした以外実施例6と同様にして、AB構成のポリオレフィン二層微多孔膜を作製した。
【0105】
実施例8
ポリエチレン系樹脂としてMwが1.2×106のUHMWPEのみを用いた以外実施例1と同様にして第一のポリオレフィン溶液を調製し、ポリプロピレンとして実施例3と同じプロピレン単独重合体を用いた以外実施例1と同様にして第二のポリオレフィン溶液を調製した。得られた各ポリオレフィン溶液を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を15%とした以外実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0106】
実施例9
ポリエチレン系樹脂としてHDPEのみを用いた以外実施例1と同様にして第一のポリオレフィン溶液を調製し、ポリプロピレンとして実施例3で用いたプロピレン単独重合体を用いた以外実施例1と同様にして第二のポリオレフィン溶液を調製した。組成物はUHMWPE1質量%、HDPE49質量%及びPP50質量%からなっていた。得られたポリオレフィン溶液を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を15%とした以外実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0107】
実施例10
ポリプロピレンとして実施例3と同じプロピレン単独重合体を用い、ポリオレフィン組成物として、UHMWPEを含まず、配合割合をHDPE 50質量%及びPP 50質量%とした組成物を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0108】
実施例11
ポリオレフィン組成物として、HDPEを含まず、Mwが1.2×106のUHMWPE20質量%、及び実施例3と同じプロピレン単独重合体80質量%からなる組成物を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0109】
実施例12
ポリプロピレンとして、Mwが6.9×105 で、5×104以下の分子量を有する部分の割合が4.2質量%で、融解熱が109.6 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0110】
比較例1
ポリプロピレンとして、Mwが3.0×105 で、5×104以下の分子量を有する部分の割合が4.9質量%で、融解熱が90.4 J/gのプロピレン単独重合体を用いた以外は実施例2と同様にして、ポリオレフィン三層微多孔膜の作製を試みたが、ポリプロピレンの分散性が悪く、延伸時に破断した。
【0111】
比較例2
ポリプロピレンとして、Mwが6.8×105 で、5×104以下の分子量を有する部分の割合が8.4質量%で、融解熱が94.6 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0112】
比較例3
ポリプロピレンとして、Mwが15.6×105で、5×104以下の分子量を有する部分の割合が1.2質量%で、融解熱が78.4 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0113】
比較例4
実施例4の第二のポリオレフィン溶液と同組成及び同濃度のポリオレフィン溶液を調製した。このポリオレフィン溶液のみをTダイから押し出した以外実施例1と同様にして、ポリオレフィン微多孔膜を作製した。
【0114】
実施例1〜12及び比較例1〜4で得られたポリオレフィン(多層)微多孔膜の物性を以下の方法で測定した。
【0115】
(1) 平均膜厚(μm)
ポリオレフィン(多層)微多孔膜の95 mm×95 mmの範囲内における5点の膜厚を接触厚み計(株式会社ミツトヨ製ライトマチック)により測定し、膜厚の測定値を平均した。
【0116】
(2) 透気度(sec/100 cc/20μm)
膜厚T1のポリオレフィン(多層)微多孔膜に対して、透気度計(旭精工株式会社製、EGO-1T)で測定した透気度P1を、式:P2=(P1×20)/T1により、膜厚を20μmとしたときの透気度P2に換算した。
【0117】
(3) 空孔率(%)
重量法により測定した。
【0118】
(4) 突刺強度(mN/20μm)
先端が球面(曲率半径R:0.5 mm)の直径1mmの針で、膜厚T1のポリオレフィン(多層)微多孔膜を2mm/秒の速度で突刺したときの最大荷重を測定した。最大荷重の測定値L1を、式:L2=(L1×20)/T1により、膜厚を20μmとしたときの最大荷重L2に換算し、突刺強度とした。
【0119】
(5) シャットダウン温度
熱機械的分析装置(セイコー電子工業株式会社製、TMA/SS6000)を用い、10 mm(TD)×3mm(MD)の試験片を、一定の荷重2gfで試験片の長手方向に引っ張りながら、5℃/minの速度で室温から昇温し、融点付近で観測されたサンプル長の変曲点の温度をシャットダウン温度とした(図4参照)。
【0120】
(6) メルトダウン温度(℃)
5cm×5cmのポリオレフィン(多層)微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン(多層)微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱しながらポリオレフィン(多層)微多孔膜が溶融して破膜する温度を測定した。
【0121】
【表1】

【0122】
表1(続き)
【0123】
表1(続き)
【0124】
表1(続き)
【0125】
注:(1) Mw、Mn及びMw/Mnは、それぞれ重量平均分子量、数平均分子量及び分子量分布を表す。
(2) 分子量が5×104以下の部分(質量%)。
(3) (I)は第一のポリオレフィン溶液を表し、(II)は第二のポリオレフィン溶液を表す。
(4) (MD×TD)は長手方向(MD)と横手方向(TD)の倍率を表す。
(5) (I)は第一のポリオレフィン微多孔膜を表し、(II)は第二のポリオレフィン微多孔膜を表す。
(6) 積層した多層多孔膜に対する第二層の厚さ比。
【0126】
表1に示すように、実施例1〜12のポリオレフィン多層微多孔膜は透気度、空孔率、突刺強度、シャットダウン特性及びメルトダウン特性のバランスに優れていた。一方、比較例2のポリオレフィン多層微多孔膜は、実施例1〜12のポリオレフィン多層微多孔膜よりメルトダウン特性が劣っており、これについて発明者はポリプロピレンのうち5×104以下の分子量を有する部分の割合が5質量%超であるためと考えている。比較例3のポリオレフィン多層微多孔膜は、ポリプロピレンの融解熱が90 J/g未満であるため、実施例1〜12のポリオレフィン多層微多孔膜より透気度及びメルトダウン特性が劣っていた。比較例4のポリオレフィン微多孔膜は、ポリエチレン系樹脂からなる第一の多孔質層を有さないため、実施例1〜12のポリオレフィン多層微多孔膜より突刺強度が劣っていた。
【技術分野】
【0001】
本発明は、多層微多孔膜に関する。その実施態様において、多層微多孔膜はポリエチレン系樹脂及びポリプロピレンを含み、シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れた層を有してもよい。その他の実施態様は、そのようなポリオレフィン多層微多孔膜からなる電池用セパレータ、及びそのようなセパレータを具備する電池を含む。
【背景技術】
【0002】
ポリオレフィン微多孔膜は、リチウムイオン電池、ニッケル−水素電池、ニッケル−カドミウム電池、ポリマー電池等に用いる電池用セパレータをはじめ、電解コンデンサー用セパレータ、逆浸透濾過膜、限外濾過膜、精密濾過膜等の各種フィルター、透湿防水衣料、医療用材料等に幅広く使用されている。ポリオレフィン微多孔膜を電池用セパレータ、特にリチウムイオン電池用セパレータとして用いる場合、その性能は電池の特性、生産性及び安全性に深く関わる。そのためポリオレフィン微多孔膜は、優れた機械的特性、耐熱性、透過性、寸法安定性、シャットダウン特性、メルトダウン特性等を有するのが好ましい。
【0003】
一般にポリエチレンのみからなる微多孔膜はメルトダウン温度が低いのに対し、ポリプロピレンのみからなる微多孔膜はシャットダウン温度が高い。そのため、電池用セパレータ用にはポリエチレン及びポリプロピレンを主成分とする微多孔膜を製造するのが有利であろう。ここでシャットダウン温度は意味する。ここでメルトダウン温度は意味する。
【0004】
例えば特開平2002-321323号(特許文献1)は、ポリエチレン及びポリプロピレンを必須成分とする微多孔膜Aと、ポリエチレンからなる微多孔膜Bとを積層一体化してなり、膜A/膜B/膜A又は膜B/膜A/膜Bの3層構造を有するポリオレフィン微多孔膜を提案している。
【0005】
WO 2004/089627(特許文献2)は、ポリエチレン及びポリプロピレンを必須成分として含み、二層以上の積層フィルムからなり、少なくとも片側の表層のポリプロピレン混合比率が50質量%超〜95質量%以下であり、かつ膜全体のポリエチレン含有率が50質量%〜95質量%であるポリオレフィン微多孔膜を提案している。
【0006】
しかしこれらの各文献のポリオレフィン微多孔膜は、シャットダウン特性及び突刺強度が必ずしも良くない。従って、ポリエチレンとポリプロピレンとを含み、シャットダウン特性、メルトダウン温度、透過性及び突刺強度のバランスに優れた電池用セパレータ用の微多孔膜、そのようなポリオレフィン多層微多孔膜からなるセパレータ、及びそのようなセパレータを具備する電池を開発することが望まれる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平2002-321323号公報
【特許文献2】WO 2004/089627号
【発明の概要】
【発明が解決しようとする課題】
【0008】
従って、本発明の目的は、シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れたポリオレフィン多層微多孔膜を提供することである。
【課題を解決するための手段】
【0009】
上記に鑑み鋭意研究の結果、ポリエチレン系樹脂を主成分とする多孔質層と、ポリエチレン系樹脂及び重量平均分子量が6×105以上で、融解熱(走査型示差熱量計により測定)が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む多孔質層とを組合せると、各特性のバランスに優れたポリオレフィン多層微多孔膜が得られることを発見し、本発明に想到した。
【0010】
すなわち、本発明の多層微多孔膜は、主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有し、メルトダウン温度(ただし、メルトダウン温度は、5cm×5cmのポリオレフィン多層微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン多層微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱したときにポリオレフィン多層微多孔膜が溶融して破膜する温度)が170℃以上であることを特徴とする。
【0011】
本発明の多層微多孔膜は、前記第一の多孔質層、前記第二の多孔質層、及び前記第一の多孔質層からなる三層構造を有するのが好ましい。
【0012】
本発明の多層微多孔膜は、シャットダウン温度が120〜132.1℃、及び/又は突刺強度が5056 mN/20μm以上であるのが好ましい。
【0013】
前記第二の多孔質層のポリプロピレン含有量は、前記第二の多孔質層のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として、20〜80質量%であるのが好ましい。
【0014】
本発明の多層微多孔膜は、空孔率が25〜80%、及び/又は透気度が20〜2000秒/100 cc/20μmであるのが好ましい。
【0015】
多層微多孔膜を製造する本発明の方法は、(1) ポリエチレン系樹脂及び希釈剤を混合して第一のポリオレフィン溶液を調製し、(2) 希釈剤、ポリエチレン系樹脂、及び重量平均分子量が6×105以上で、走査型示差熱量計により測定した融解熱が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを混合して第二のポリオレフィン溶液を調製し、(3) 前記第一及び第二のポリオレフィン溶液を少なくとも一つのダイより共に押し出し、(4) 得られた層状共押出し成形体を冷却し、(5) 得られた多層ゲル状シートを少なくとも一方向に延伸し、(6) 延伸後の多層ゲル状シートから少なくとも一部の希釈剤を除去し、(7) 得られた多層微多孔膜を乾燥し、(8) 熱処理する工程を有することを特徴とする。
【0016】
前記第二のポリオレフィン溶液中のポリプロピレン含有量は、前記第二のポリオレフィン溶液中のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として20〜80質量%であるのが好ましい。
【0017】
前記工程(3)で形成する層状共押し出し成形体は、前記第二のゲル状シートの両側に前記第一のゲル状シートを有する層からなるのが好ましい。
【0018】
本発明の電池用セパレータは、前記多層微多孔膜からなることを特徴とする。
【0019】
本発明の電池は、前記電池用セパレータを有することを特徴とする。
【発明の効果】
【0020】
本発明のポリオレフィン多層微多孔膜は、シャットダウン特性、メルトダウン特性、透過性及び突刺強度のバランスに優れている。
【図面の簡単な説明】
【0021】
【図1】典型的なDSC曲線の例を示すグラフである。
【図2】典型的なGPC曲線の例を示すグラフである。
【図3】図2と同じGPC曲線(低分子量部分をハッチングで示す)を示すグラフである。
【図4】典型的なTMA測定の一例を示すグラフであり、シャットダウン温度を矢印で示す。
【発明を実施するための形態】
【0022】
[1] ポリエチレン系樹脂
本発明のポリオレフィン多層微多孔膜(以下単に「多層微多孔膜」とよぶことがある)の第一の多孔質層(A)を形成するポリエチレン系樹脂は、(a) 超高分子量ポリエチレン、(b) 超高分子量ポリエチレン以外のポリエチレン、又は(c) 超高分子量ポリエチレンとそれ以外のポリエチレン、又はポリエチレン及びポリプロピレン以外のポリオレフィンとの混合物(ポリエチレン組成物)である。いずれの場合も、ポリエチレン系樹脂は2×105以上の重量平均分子量("Mw")を有するのが好ましい。重量平均分子量が2×105未満では、ゲル状シート(後述する)の延伸時に破断が起りやすいため、各特性のバランスに優れたポリオレフィン多層微多孔膜を得るのが困難である。一般に樹脂の動的溶融粘弾性は、溶融粘弾性測定により求めた貯蔵弾性率G'−角周波数ω曲線と、損失弾性率G''−ω曲線との交点における角周波数ω0により表される。一実施態様において、溶融粘弾性測定を160〜220℃の範囲内の一定温度で行った場合、ポリエチレン系樹脂のω0は少なくとも約0.01 rad/secであるか、少なくとも約0.03 rad/secである。別の実施態様において、ω0は約0.01 rad/secから約10 rad/secの範囲であるか、約0.03 rad/secから約1rad/secである。一実施態様において、第一の多孔質層は主としてポリエチレン系樹脂を含む。例えば、第一の多孔質層は、その質量を基準として、少なくとも50%のポリエチレン系樹脂、少なくとも75%のポリエチレン系樹脂、少なくとも90%のポリエチレン系樹脂、又は少なくとも95%のポリエチレン系樹脂を含んでもよい。一実施態様において、第一の多孔質層は、本質的にポリエチレン系樹脂からなる(又はポリエチレン系樹脂のみからなる)。
【0023】
(a) 超高分子量ポリエチレンからなる場合
超高分子量ポリエチレンは5×105以上の重量平均分子量を有する。超高分子量ポリエチレンは、エチレンの単独重合体のみならず、他のα-オレフィンを少量含有するエチレン・α-オレフィン共重合体でもよい。エチレン以外のα-オレフィンとしては、プロピレン、ブテン-1、ヘキセン-1、ペンテン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル、及びスチレンが好ましい。超高分子量ポリエチレンの重量平均分子量は1×106〜15×106であるのが好ましく、1×106〜5×106であるのがより好ましい。
【0024】
(b) 超高分子量ポリエチレン以外のポリエチレンからなる場合
超高分子量ポリエチレン以外のポリエチレンは1×104以上〜5×105未満の重量平均分子量を有し、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン及び線状低密度ポリエチレンからなる群から選ばれた少なくとも一種が好ましい。重量平均分子量が1×104以上〜5×105未満のポリエチレンは、エチレンの単独重合体のみならず、プロピレン、ブテン-1、ヘキセン-1、ペンテン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル又はスチレン等の他のα-オレフィンを少量含有する共重合体でも良い。このような共重合体としてシングルサイト触媒により製造されたものが好ましい。
【0025】
(c) ポリエチレン組成物からなる場合
ポリエチレン組成物は、(i) 重量平均分子量が5×105以上の超高分子量ポリエチレンと、超高分子量ポリエチレン以外のポリエチレンとを含有するポリエチレン組成物、又は(ii) 重量平均分子量が5×105以上の超高分子量ポリエチレンと、ポリエチレン及びポリプロピレン以外のポリオレフィンとを含有するポリエチレン組成物である。超高分子量ポリエチレン及びそれ以外のポリエチレンは上記と同じで良い。超高分子量ポリエチレン以外のポリエチレンは1×104以上〜5×105未満の重量平均分子量を有するのが好ましい。ポリエチレン及びポリプロピレン以外のポリオレフィンとしては、重量平均分子量が1×104〜4×106のポリブテン-1、重量平均分子量が1×103〜1×104のポリエチレンワックス、及び重量平均分子量が1×104〜4×106のエチレン・α-オレフィン共重合体からなる群から選ばれた少なくとも一種を用いることができる。ポリエチレン組成物中の超高分子量ポリエチレンの含有量は、ポリエチレン組成物全体を100質量%として、1質量%以上であるのが好ましく、1〜80質量%であるのがより好ましい。
【0026】
ポリエチレン組成物としては、上記超高分子量ポリエチレンと、重量平均分子量が1×104以上〜5×105未満で、高密度ポリエチレン、中密度ポリエチレン、分岐状低密度ポリエチレン及び鎖状低密度ポリエチレンからなる群から選ばれた少なくとも一種とからなる組成物が好ましい。このポリエチレン組成物は、用途に応じて分子量分布(Mw/Mn)を容易に制御することができる。特に超高分子量ポリエチレンと高密度ポリエチレンとの組成物が好ましい。
【0027】
(d) 分子量分布Mw/Mn
Mw/Mnは分子量分布の尺度であり、この値が大きいほど分子量分布の幅は大きい。ポリエチレン系樹脂のMw/Mnは特に限定的でないが、ポリエチレン系樹脂が超高分子量ポリエチレンからなる場合又はポリエチレン組成物からなる場合、5〜300が好ましく、10〜100がより好ましい。Mw/Mnが5未満だと高分子量成分が比較的多いので、溶融押出において困難を招くことがある。Mw/Mnが300超だと微多孔膜の強度低下を招くことがある。ポリエチレン(単独重合体及びエチレン・α-オレフィン共重合体)のMw/Mnは、多段重合により適宜調整することができる。多段重合法としては、一段目で高分子量ポリマー成分を生成し、二段目で低分子量ポリマー成分を生成する二段重合が好ましい。ポリエチレン組成物の場合、Mw/Mnが大きいほど超高分子量ポリエチレンとそれ以外のポリエチレン又はポリオレフィンとの重量平均分子量の差が大きく、またその逆も真である。ポリエチレン組成物のMw/Mnは、各成分の分子量及び混合割合により適宜調整することができる。
【0028】
[2] ポリオレフィン組成物
本発明のポリオレフィン多層微多孔膜の第二の多孔質層(層B)を形成するポリオレフィン組成物は、ポリエチレン系樹脂と、重量平均分子量が6×105以上で、5×104以下の分子量を有する部分の割合が5質量%以下で、走査型示差熱量計により測定した融解熱が90 J/g以上のポリプロピレンとを必須成分とするのが好ましい。
【0029】
(a) ポリエチレン系樹脂
第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層について記載したポリエチレン系樹脂の中から選択する。第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層に対して選択するポリエチレン系樹脂から独立的に選択する。上記ポリエチレン系樹脂は、第二の多孔質層(B)に使用してもよく、その組成は、第一の多孔質層(A)のポリエチレン系樹脂の組成と同じであっても、異なっていてもよい。例えば、第二の多孔質層のポリエチレン系樹脂は、第一の多孔質層について記載したポリエチレン系樹脂の中から選択することができる。第二の多孔質層のポリエチレン系樹脂は、一般的に第一の多孔質層に対して選択するポリエチレン系樹脂から独立的に選択する。換言すると、必須ではないが、第一の多孔質層について記載したポリエチレン系樹脂は、第二の多孔質層に使用することができ、その組成は、第一の多孔質層のポリエチレン系樹脂の組成と同じであっても、異なっていてもよい。
【0030】
(b) ポリプロピレン
ポリプロピレンは6×105以上の重量平均分子量を有し、5×104以下の分子量を有する部分の割合(分子量分布から求める)が5質量%以下であり、JIS K7122に基づき走査型示差熱量計(DSC)により測定した融解熱ΔHmが90 J/g以上であるのが好ましい。融解熱測定時の昇温速度は3〜20℃/分とするのが好ましく、通常は10℃/分である。重量平均分子量が6×105未満のポリプロピレンはポリエチレン系樹脂に対して分散性が悪いので、これを用いると延伸が困難となる。しかも得られる第二の多孔質層表面の微視的な凹凸が大きくなり、多層微多孔膜の厚さの変動が大きくなる。ポリプロピレンのうち5×104以下の分子量を有する部分の割合が5質量%超であると、多層微多孔膜が不当に低いメルトダウン特性を有することがある。ポリプロピレンの融解熱ΔHmが90 J/g未満であると、多層微多孔膜のメルトダウン特性及び透過性が低いことがある。
【0031】
ポリプロピレンの重量平均分子量は6.5×105以上が好ましく、8×105以上がより好ましい。ポリプロピレンのうち5×104以下の分子量を有する部分の割合は4.5質量%以下であるのが好ましく、3質量%以下であるのがより好ましい。ポリプロピレンの融解熱ΔHmは95 J/g以上であるのが好ましく、100 J/g以上であるのがより好ましい。分子量分布Mw/Mnは、好ましくは5以下であり、より好ましくは4以下であり、最も好ましくは2.5以下である。
【0032】
(1) ポリプロピレンの重量平均分子量が6×105〜1×106の場合、ポリプロピレンのMw/Mnは2.5以下であるのが好ましく、(2) 重量平均分子量が1.5×106以下の場合、Mw/Mnは3以下であるのが好ましく、(3) 重量平均分子量が2×106以下の場合、Mw/Mnは4以下であるのが好ましく、及び(4) 重量平均分子量が2×106以上の場合、Mw/Mnは5以下であるのが好ましい。
【0033】
層Bのポリプロピレンの含有量は、ポリオレフィン組成物全体の5〜95質量%でよく、20〜80質量%であるのが好ましく、30〜70質量%であるのがより好ましい。ポリプロピレンの含有量を20質量%未満とすると、メルトダウン温度が不十分なことがある。ポリプロピレンの含有量が80質量%を超えると、多層微多孔膜の膜厚均一性及び透過性が不十分となる恐れがある。
【0034】
重量平均分子量、5×104以下の分子量を有する部分の割合(分子量分布から求める)、及び融解熱に関する上記要件を満たす限り、ポリプロピレンの種類は特に限定されず、プロピレンの単独重合体、プロピレンと他のα-オレフィンとの共重合体、又はこれらの混合物のいずれでも良いが、単独重合体が好ましい。共重合体としてはランダム共重合体又はブロック共重合体のいずれも用いることができる。ポリプロピレン共重合体中のα-オレフィンとしては、例えばエチレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン、酢酸ビニル、メタクリル酸メチル、スチレン及びこれらの組合せでよい。任意で、ポリプロピレンは以下の特性のうちの一種以上を有する。(i) ポリプロピレンは、約1×104〜約4×106、又は約6×105〜約3×106の範囲のMwを有する;(ii) ポリプロピレンは、約1.01〜約100、又は約1.1〜約50の範囲のMw/Mnを有する;(iii) ポリプロピレンの立体規則性はアイソタクチックである;(iv) ポリプロピレンは、約95 J/gの融解熱を有する;(v) ポリプロピレンは、少なくとも約160℃の溶融ピーク(第二の溶融)を有する;(vi) 約230℃の温度及び歪み速度25 sec-1におけるポリプロピレンのトルートン比は約15である;(vii) 230℃の温度及び歪み速度25 sec-1におけるポリプロピレンの伸長粘度は少なくとも約50,000 Pa・secである。
【0035】
[3] ポリオレフィン多層微多孔膜の製造方法
(a) 第一の製造方法
本発明の態様に従ったポリオレフィン多層微多孔膜を製造する第一の方法は、(1) ポリエチレン系樹脂及び希釈剤を混合して第一の溶融混練物(第一のポリオレフィン溶液)を調製する工程、(2) ポリオレフィン組成物及び希釈剤を混合して第二の溶融混練物(第二のポリオレフィン溶液)を調製する工程、(3) 第一及び第二のポリオレフィン溶液を個別にダイより押し出す工程、(4) 得られた各成形体を冷却してゲル状シートを形成する工程、(5) 各ゲル状シートを延伸して各フィルムを形成する工程、(6) 各フィルムから希釈剤を除去する工程、(7) 各フィルムを乾燥して多孔質膜を形成する工程、(8) 各膜を熱処理する工程、及び(9) 得られた第一及び第二のポリオレフィン微多孔膜を積層する工程を有する。工程(9)の後に、必要に応じて (10) 電離放射による架橋処理工程、及び/又は(11) 親水化処理工程のような他の工程を行ってもよい。その代わりに、ポリオレフィン溶液は、まず所望のポリオレフィン(一般的に一種以上の樹脂の形である)を、例えばドライ混合により混合し、次いでポリオレフィン溶液を調製するために樹脂と希釈剤とを混合することにより、調製してもよい。第一のポリオレフィン溶液に用いる希釈剤は、第二のポリオレフィン溶液に用いる希釈剤と同じでよいが、これは必須ではない。
【0036】
(1) 第一のポリオレフィン溶液の調製
ポリエチレン系樹脂に希釈剤を混合(例えば溶融混練)し、第一のポリオレフィン溶液を調製する。第一のポリオレフィン溶液には必要に応じて酸化防止剤、紫外線吸収剤、アンチブロッキング剤、顔料、染料、無機充填材等の各種添加剤を本発明の効果を損なわない範囲で添加することができる。例えば孔形成剤として微粉珪酸を添加することもできる。
【0037】
必須ではないが、希釈剤は室温で液体、すなわち液体溶剤でよい。液体溶剤を用いることにより比較的高倍率の延伸が可能となる。液体溶剤としては、例えばノナン、デカン、デカリン、パラキシレン、ウンデカン、ドデカン、流動パラフィン等の鎖状又は環式の脂肪族炭化水素;沸点がこれらに対応する鉱油留分;室温では液状のフタル酸エステル(例えばジブチルフタレート、ジオクチルフタレート等);これらの混合物、及び複数の流動パラフィンの混合物が挙げられる。液体溶剤の含有量が安定なゲル状シートを得るためには、流動パラフィンのような不揮発性の液体溶剤を用いるのが好ましい。また溶融混練状態ではポリエチレン系樹脂と混和するが室温では固体の溶剤を液体溶剤に混合してもよい。このような固体溶剤として、ステアリルアルコール、セリルアルコール、パラフィンワックス等が挙げられる。ただし室温で固体の溶剤のみを使用すると、延伸むら等が発生する恐れがある。
【0038】
液体溶剤の粘度は25℃において30〜500 cStであるのが好ましく、30〜200 cStであるのがより好ましい。25℃における粘度を30 cSt未満とすると、ダイからポリオレフィン溶液を押し出したシートが不均一となることがある。一方500 cSt超では液体溶剤の除去が困難である。
【0039】
第一のポリオレフィン溶液の均一な混合は特に限定されないが、二軸押出機中で行うのが好ましい。二軸押出機中での混合は高濃度のポリオレフィン溶液を調製するのに適する。混合温度は、ポリエチレン系樹脂が超高分子量ポリエチレン、それ以外のポリエチレン又はポリエチレン組成物のいずれの場合でも、ポリエチレン系樹脂の融点(Tm1)+10℃〜Tm1+100℃が好ましい。具体的には、混合温度は160〜250℃であるのが好ましく、180〜230℃であるのがより好ましい。「融点」は、JIS K7121に基づき示差走査熱量測定(DSC)により求める。希釈剤は混練開始前に添加しても、混練中に二軸押出機の途中から添加してもよいが、混練開始前に予め添加しておくのが好ましい。混合に当たってポリエチレン系樹脂の酸化を防止するために、酸化防止剤を添加するのが好ましい。
【0040】
二軸押出機のスクリュの長さ(L)と直径(D)の比(L/D)は20〜100の範囲が好ましく、35〜70の範囲がより好ましい。L/Dを20未満にすると、混合が不十分となる。L/Dを100超にすると、ポリオレフィン溶液の滞留時間が増大し過ぎることがある。二軸押出機のシリンダ内径は40〜100 mmであるのが好ましい。
【0041】
第一のポリオレフィン溶液を100質量%として、ポリエチレン系樹脂の含有量は1〜50質量%であるのが好ましく、20〜40質量%であるのがより好ましい。ポリエチレン系樹脂が1質量%未満ではゲル状成形体を形成する際にダイス出口でスウェルやネックインが大きくなることがあり、ゲル状成形体の成形性及び自己支持性が低下する。一方ポリエチレン系樹脂が50質量%を超えると、ゲル状成形体の成形性が低下することがある。
【0042】
(2) 第二のポリオレフィン溶液の調製
第二のポリオレフィン溶液は、ポリエチレン系樹脂及びポリプロピレンに希釈剤(第一のポリオレフィン溶液の調製に用いる上記希釈剤から独立的に選択する)を、例えば第一のポリオレフィン溶液の調製のように溶融混練することにより、混合することにより調製することができる。一実施態様において、第二のポリオレフィン溶液の調製方法は、混合温度をポリプロピレンの融点(Tm2)〜Tm2+90℃とするのが好ましい点、及びポリオレフィン組成物の含有量が1〜50質量%であるのが好ましく、20〜40質量%であるのがより好ましい点においてのみ、第一のポリオレフィン溶液の調製方法と異なる。
【0043】
(3) 押出
第一及び第二のポリオレフィン溶液を、例えば直接に又は別の押出機を介して、或いは冷却してペレット化した後再度押出機を介してダイから押し出す。好ましくは長方形の口金を有するシート用ダイを用いるが、二重円筒状の中空状ダイ、インフレーションダイ等も用いることができる。シート用ダイの場合、ダイのギャップは通常0.1〜5mmであり、押し出し時には140〜250℃に加熱するのが好ましい。加熱溶液の押し出し速度は0.2〜15 m/分であるのが好ましい。
【0044】
二軸押出機のスクリュ回転速度Ns(rpm)に対する第二のポリオレフィン溶液の押出量Q(kg/h)の比Q/Nsを0.3 kg/h/rpm以下にするのが好ましく、これにより第二の多孔質層中のポリプロピレンの分散性が一層向上するので、膜厚均一性及び耐熱性が一層向上する。スクリュ回転数Nsは50 rpm以上が好ましい。スクリュ回転数Nsの上限は特に制限されないが、500 rpmが好ましい。Q/Nsは0.3 kg/h/rpm以下がより好ましい。Q/Nsの下限は特に制限されないが、0.01 kg/h/rpmが好ましい。Q/Nsはスクリュの形状(例えば直径、吐出部の溝の深さ等)を選択することにより調整できる。
【0045】
(4) ゲル状シートの形成
ダイから押し出した各ポリオレフィン溶液からなるゲル状成形体を冷却することにより、第一及び第二のシート状のゲル状成形体(ゲル状シート)が形成される。冷却は、少なくともゲル化温度以下までは50℃/分以上の速度で行うのが好ましい。また25℃以下まで冷却するのが好ましい。このようにして、希釈剤によって分離されたミクロな樹脂相(例えば第一のゲル状シート中のポリエチレン系樹脂、及び第二のゲル状シート中のポリオレフィン組成物)が固定化される。一般に冷却速度が遅いと得られるゲル状シートの高次構造が粗くなり、それを形成する擬似細胞単位も大きくなるが、冷却速度が速いと密な細胞単位となることがある。冷却速度が50℃/分未満では結晶化度が上昇し、延伸に適したゲル状シートとなりにくい。限定的ではないが、冷却方法の例としては冷風、冷却水のような冷却媒体に直接接触させる方法、冷媒で冷却したロールに接触させる方法等を挙げることができる。
【0046】
(5) 延伸
得られた第一及び第二のゲル状シートを少なくとも一軸方向に延伸するのが好ましい。各ゲル状シートは、加熱後、例えばテンター法、ロール法、インフレーション法、圧延法又はこれらの方法の組合せにより所定の倍率で延伸する。延伸は一軸延伸でも二軸延伸でもよいが、二軸延伸が好ましい。二軸延伸の場合、同時二軸延伸、逐次延伸又は多段延伸(例えば同時二軸延伸及び逐次延伸の組合せ)のいずれでもよいが、特に同時二軸延伸が好ましい。拘束されることは望まないが、延伸により膜の機械的強度が向上すると思われる。
【0047】
延伸倍率は、一軸延伸の場合、2倍以上が好ましく、3〜30倍がより好ましい。二軸延伸ではいずれの方向でも少なくとも3倍以上とし、面倍率で9倍以上とするのが好ましく、面倍率で16倍以上とするのがより好ましい。面倍率で9倍以上とすることにより、突刺強度が向上することがある。一方面倍率を400倍超とすると、延伸装置、延伸操作等の点で制約が生じることがある。
【0048】
延伸温度は、第一及び第二のゲル状シートの各ポリエチレン系樹脂が超高分子量ポリエチレン又はそれ以外のポリエチレンの場合(組成物でない場合)、単独重合体であるか共重合体であるかにかかわらず、ポリエチレン系樹脂の融点Tm1+10℃以下にするのが好ましく、ポリエチレン系樹脂の結晶分散温度から結晶融点未満の範囲にするのがより好ましい。延伸温度が融点Tm1+10℃を超えるとポリエチレン系樹脂が溶融し、延伸による分子鎖の配向ができない。また延伸温度が結晶分散温度未満ではポリエチレン系樹脂の軟化が不十分で、延伸において破膜しやすく、高倍率の延伸ができない。但し逐次延伸又は多段延伸を行う場合は、一次延伸を結晶分散温度未満で行ってもよい。「結晶分散温度」は、ASTM D 4065に基づいて動的粘弾性の温度特性測定により求める。超高分子量ポリエチレン及びそれ以外のポリエチレンは一般的に約90〜100℃の結晶分散温度を有する。
【0049】
第一及び第二のゲル状シートの各ポリエチレン系樹脂がポリエチレン組成物の場合、延伸温度は、ポリエチレン組成物の結晶分散温度以上〜結晶融点+10℃以下の範囲にするのが好ましい。延伸温度は通常第一のゲル状シートに対して100〜140℃、好ましくは110〜120℃にし、第二のゲル状シートに対して110〜140℃にする。
【0050】
所望の物性に応じて、膜厚方向に温度分布を設けて延伸したり、比較的低温で一次延伸した後さらに高温で二次延伸する逐次延伸又は多段延伸をしたりすることができる。膜厚方向に温度分布を設けて延伸することにより一般的に機械的強度に優れたポリオレフィン微多孔膜が得られる。その方法は、具体的には、ここで参照文献として記載されている日本国特許第3347854号に記載されている。
【0051】
(6) 希釈剤の除去
希釈剤の除去(洗浄)には洗浄溶媒を用いる。ポリマー相(例えば第一のゲル状シート又は延伸フィルム中のポリエチレン相、及び第二のゲル状シート又は延伸フィルム中のポリオレフィン組成物相)が希釈剤と相分離している場合、希釈剤の除去により多孔質の膜が形成される。希釈剤の除去(洗浄)は洗浄溶媒を用いて行うことができる。洗浄溶媒としては、例えばペンタン、ヘキサン、ヘプタンのような飽和炭化水素、塩化メチレン、四塩化炭素のような塩素化炭化水素、ジエチルエーテル、ジオキサンのようなエーテル類、メチルエチルケトンのようなケトン類、三フッ化エタン,C6F14,C7F16等のような鎖状フルオロカーボン、C5H3F7のような環状ハイドロフルオロカーボン、C4F9OCH3,C4F9OC2H5のようなハイドロフルオロエーテル、C4F9OCF3,C4F9OC2F5のようなパーフルオロエーテル等の易揮発性溶媒が挙げられる。これらの洗浄溶媒は低い表面張力(例えば25℃で24 mN/m以下)を有する。低表面張力の洗浄溶媒を用いることにより、微多孔を形成する網状組織が洗浄後の乾燥時に気−液界面の表面張力により収縮するのが抑制され、もって高い空孔率及び透過性を有する微多孔膜が得られる。
【0052】
延伸後のフィルムの洗浄は、限定的ではないが、洗浄溶媒に浸漬する方法及び/又は洗浄溶媒をシャワーする方法により行うことができる。洗浄溶媒は、延伸後の膜100質量部に対し、300〜30,000質量部使用するのが好ましい。洗浄溶媒による洗浄は、希釈剤の残留量が当初の添加量の1質量%未満になるまで行うのが好ましい。
【0053】
(7) 乾燥
延伸及び希釈剤除去により得られた第一及び第二のポリオレフィン微多孔膜を、例えば加熱乾燥法又は風乾法により乾燥する。乾燥温度は、ポリエチレン系樹脂の結晶分散温度以下であるのが好ましく、特に結晶分散温度より5℃以上低いのが好ましい。乾燥は、微多孔膜を100質量%(乾燥重量)として、残存洗浄溶媒が5質量%以下になるまで行うのが好ましく、3質量%以下になるまで行うのがより好ましい。乾燥が不十分であると、後の熱処理で微多孔膜の空孔率が低下し、透過性が悪化するので好ましくない。
【0054】
(8) 熱処理
乾燥した第一及び第二の微多孔膜に熱処理を行うのが好ましい。熱処理によって結晶が安定化し、ラメラ層が均一化される。熱処理方法は、例えば熱延伸処理、熱固定処理及び/又は熱収縮処理で良く、要求される物性に応じて適宜選択する。熱処理は、好ましくはポリエチレン系樹脂の融点以下、好ましくは60℃〜(融点−2℃)以下で行う。
【0055】
熱延伸処理及び熱固定処理は、テンター方式、ロール方式又は圧延方式により行うのがより好ましい。熱延伸処理の場合、延伸倍率は少なくとも一方向に1.01〜2.0倍が好ましく、1.01〜1.5倍がより好ましい。熱固定処理は、シートに負荷(張力又は圧縮)をかけながらシートを加熱するものである。熱固定処理により、シート中のポリオレフィン結晶を安定化し、均一なラメラが得られると考えられる。必須ではないが、ポリオレフィン微多孔膜を熱収縮処理(焼きなまし処理)してもよい。焼きなまし処理は、シートに負荷をかけないで熱処理する点で熱固定処理と異なる。焼きなまし方法は制限されず、慣用の焼きなまし方法を用いることができる。熱収縮処理は、上記方式の他に、ベルトコンベア又はエアフローティング式加熱炉を用いて行ってもよい。熱収縮処理の場合、収縮率は少なくとも一方向に50%以下が好ましく、30%以下がより好ましい。
【0056】
熱延伸処理を行うと、ポリオレフィン微多孔膜の透過性が向上するとともに、孔径が拡大する。熱延伸処理の後、さらに熱固定処理を行うのが好ましい。また熱延伸処理後に熱収縮処理を行うと、低収縮率で高強度のポリオレフィン微多孔膜が得られる。
【0057】
(9) 積層
乾燥後又は熱処理後の第一及び第二のポリオレフィン微多孔膜を所望の積層構成に接合する。積層方法は特に限定されないが、熱積層法が好ましい。熱積層法としては、ヒートシール法、インパルスシール法、超音波積層法等が挙げられるが、ヒートシール法が好ましい。ヒートシール法としては熱ロールを用いたものが好ましい。熱ロール法では、一対の加熱ロール間、又は加熱ロールと受台の間に、重ねた第一及び第二のポリオレフィン微多孔膜を通し、ヒートシールする。ヒートシール時の温度及び圧力は、ポリオレフィン微多孔膜が十分に接着し、かつ得られる多層微多孔膜の特性が許容できないレベルに低下しない限り特に制限されない。ヒートシール温度は、例えば90〜135℃とし、好ましくは90〜115℃とする。ヒートシール圧力は0.1〜50 MPaが好ましい。
【0058】
(10) 架橋処理
ポリオレフィン多層微多孔膜に対して、例えばα線、β線、γ線、電子線等の電離放射線の照射により架橋処理を施すのが好ましい。電子線の照射の場合、0.1〜100 Mradの電子線量が好ましく、100〜300 kVの加速電圧が好ましい。架橋処理によりポリオレフィン多層微多孔膜のメルトダウン温度が上昇する。
【0059】
(11) 親水化処理
ポリオレフィン多層微多孔膜に親水化処理を施してもよい。親水化処理は、例えばモノマーグラフト、界面活性剤処理、又はコロナ放電により行うことができる。モノマーグラフトを用いるのであれば、架橋処理後に行うのが好ましい。
【0060】
界面活性剤処理の場合、ノニオン系界面活性剤、カチオン系界面活性剤、アニオン系界面活性剤又は両イオン系界面活性剤のいずれも使用できるが、ノニオン系界面活性剤が好ましい。界面活性剤を水又はメタノール、エタノール、イソプロピルアルコール等の低級アルコールに溶解してなる溶液中に多層微多孔膜を浸漬するか、多層微多孔膜にドクターブレード法により溶液を塗布する。必要に応じて、他のコーティング法も用いることができる。
【0061】
(b) 第二の製造方法
第二の製造方法は、(1) 第一の製造方法と同様にして第一及び第二のポリオレフィン溶液を調製する工程、(2) 第一及び第二のポリオレフィン溶液をダイより共に(例えば同時に)押し出し、層状の共押し出し成形体を形成する工程、(3) 層状の押し出し成形体を冷却してゲル状多層シートを形成する工程、(4) ゲル状多層シートを延伸する工程、(5) 延伸したゲル状多層シートから希釈剤を除去する工程、(6) シートを乾燥する工程、及び(7) シートを熱処理する工程を有する。工程(7)の後、必要に応じて、(8) 電離放射による架橋処理工程、又は(9) 親水化処理工程を行ってもよい。延伸方法、希釈剤除去方法、乾燥方法、熱処理方法、架橋処理方法及び親水化処理方法はいずれも上記と同じでよい。従って、(2) 同時共押出工程及び(3) ゲル状多層シートの形成工程についてのみ、以下詳細に説明する。
【0062】
第一及び第二のポリオレフィン溶液の同時共押出の好ましい態様において、例えば両溶液を1つのダイ内で層状に組み合せてシート状に押し出す(ダイ内接着)場合には1つのダイに複数の押出機を接続し、また両溶液を別々のダイからシート状に押し出してダイ外で接着する場合には複数の押出機の各々にダイを接続する。ダイ内接着の方が好ましい。
【0063】
ダイのタイプは限定的ではなく、同時押出にはフラットダイ、インフレーションダイ等を用いることができる。いずれの方法においても、ダイ内接着する場合、溶液を多層用ダイの別々のマニホールドに供給してダイリップ入口で層状に積層する方法(多数マニホールド法)、又は溶液を予め層状の流れにしてダイに供給する方法(ブロック法)のいずれを用いてよい。多層用のフラットダイ及びインフレーションダイが使用できる。多層用フラットダイのギャップは0.1〜5mmの範囲内であるのが好ましい。フラットダイ法によりダイ外接着する場合、各ダイから押し出したシート状溶液を、一対のロール間に通すことにより圧接する。上記いずれの方法においても、ダイは押し出し時には140〜250℃の温度に加熱する。加熱溶液の押し出し速度は0.2〜15 m/分の範囲内であるのが好ましい。このようにして得られた多層の押し出し成形体を冷却することによりゲル状多層シートを形成する。押し出し成形体の冷却速度、冷却温度及び冷却方法はいずれも上記第一の方法と同じでよい。
【0064】
[4] ポリオレフィン多層微多孔膜
I. 膜の物性
上記方法により得られたポリオレフィン多層微多孔膜は好ましくは以下の物性を有する。
【0065】
(a) 25〜80%の空孔率
空孔率が25%未満では、ポリオレフィン多層微多孔膜は良好な透気度を有さないことがある。一方空孔率が80%を越えると、電池の安全性とインピーダンスのバランスを取りにくくなることがある。
【0066】
(b) 20〜2,000秒/100 ccの透気度(膜厚20μm換算)
透気度が20〜2,000秒/100 ccであると、ポリオレフィン多層微多孔膜を電池用セパレータとして用いたとき、電池の出力が高くなり、電池のサイクル特性も良好となる。透気度が2,000秒/100 ccを超えると、電池の出力が小さくなることがある。一方透気度が20秒/100 cc未満では電池内部の温度上昇時にメルトダウンの前のシャットダウンが十分に行われないおそれがある。
【0067】
(c) 2,000 mN/20μm以上の突刺強度
突刺強度が2,000 mN/20μm未満では、ポリオレフィン多層微多孔膜を電池用セパレータとして電池に組み込んだ場合に短絡が発生する恐れがある。
【0068】
(d) 120〜140℃のシャットダウン温度
ポリオレフィン多層微多孔膜の透気度が10万秒/100 ccに達する温度をシャットダウン温度とした。
【0069】
(e) 170℃以上のメルトダウン温度
メルトダウン温度は好ましくは170〜190℃である。
【0070】
(f) 数平均分子量
Mnは適切な標準サンプルとカラムを用いてGPC-DRI法により測定する。
【0071】
II. 膜の構造及び組成
多層微多孔膜は、一般的にポリオレフィン溶液の調製に用いたポリオレフィンを含む。換言すると、多層微多孔膜の各多孔質層は、例えば第一のポリオレフィン溶液の調製に用いたポリオレフィンを含む第一の微多孔層材料、及び第二のポリオレフィン溶液の調製に用いたポリオレフィンを含む第二の微多孔層材料を含むことができる。少量の成膜用溶剤及び/又は希釈剤が残留していてもよく、その量は一般的にポリオレフィン微多孔膜の重量基準で1重量%未満である。製造過程で、少量のポリオレフィンの分子量が減少することがあるが、これは許容できるものである。一実施態様において、製造過程での分子量の減少があったとしても、膜中のポリオレフィンのMw/Mnとポリオレフィン溶液中のポリオレフィンのMw/Mnとの差は約50%未満か、約10%未満か、約1%未満か、約0.1%未満である。
【0072】
一実施態様において、ポリオレフィン多層微多孔膜は二層を含む。第一の層(例えば、上層)は第一の微多孔層材料を含み、第二の層(例えば、下層)は第二の微多孔層材料を含む。例えば、膜の横手方向及び長手方向にほぼ垂直な軸方向上方から見たとき、膜は平坦な最上層を有し、最下層は最上層により視界から隠されている。別の実施態様において、ポリオレフィン多層微多孔膜は三層以上を含み、両外層(表面層又は外皮層ともよぶ)が第一の微多孔層材料を含み、少なくとも一層の中間層が第二の微多孔層材料を含む。必須ではないが、中間層が少なくとも一方の外皮層と平面接触していてもよい。二層を含むポリオレフィン多層微多孔膜に関連する実施態様において、第一の層は本質的に第一の微多孔層材料からなるか、第一の微多孔層材料からなり、第二の層は本質的に第二の微多孔層材料からなるか、第二の微多孔層材料からなる。三層以上を含むポリオレフィン多層微多孔膜に関連する実施態様において、外層は本質的に第一の微多孔層材料からなるか、第一の微多孔層材料からなり、少なくとも一つの中間層は本質的に第二の微多孔層材料からなるか、第二の微多孔層材料からなる。
【0073】
三層以上を含むポリオレフィン多層微多孔膜に関連するさらに別の実施態様において、表面層は第二の微多孔層材料を含むか、本質的に第二の微多孔層材料からなるか、第二の微多孔層材料からなり、少なくとも一つの中間層は第一の微多孔層材料を含むか、本質的に第一の微多孔層材料からなるか、第一の微多孔層材料からなる。
【0074】
ポリオレフィン多層微多孔膜が三層以上有する場合、ポリオレフィン多層微多孔膜は、第一の微多孔層材料を含む少なくとも一層及び第二の微多孔層材料を含む少なくとも一層を有する。
【0075】
[5] 電池用セパレータ
電池用セパレータとして用いる場合、上記ポリオレフィン多層微多孔膜からなる膜は、3〜200μmの膜厚を有するのが好ましく、5〜50μmの膜厚を有するのがより好ましい。望まれる厚さは電池の種類による。
【0076】
限定的ではないが、ここで記載し請求しているポリオレフィン多層微多孔膜、及びそれからなる電池用セパレータは、第一の多孔質層A/第二の多孔質層Bの二層構成、第一の多孔質層A/第二の多孔質層B/第一の多孔質層Aの三層構成、又は第二の多孔質層B/第一の多孔質層A/第二の多孔質層Bの三層構成を有するのが好ましい。第一の多孔質層Aと第二の多孔質層Bの厚さ比は特に制限されないが、多層微多孔膜の全厚に対する第二の多孔質層Bの厚さの割合が3〜90%であるのが好ましく、10〜60%であるのがより好ましい。
【0077】
[6] 電池
本発明のポリオレフィン多層微多孔膜は、限定的ではないが、一次電池及び二次電池(例えばニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛電池、リチウム一次電池、リチウムイオン二次電池、リチウムポリマー二次電池、特にリチウムイオン二次電池)のセパレータとして用いることができる。
【0078】
リチウムイオン二次電池は、正極と負極がセパレータを介して積層されており、セパレータが電解液(電解質)を含有している。電極の構造は、例えば、円盤状の正極及び負極が対向するように配設された電極構造(コイン型)、平板状の正極及び負極が交互に積層された電極構造(積層型)、帯状の正極及び負極が巻回された円筒状及び角柱状の電極構造(捲回型)等にすることができる。
【0079】
正極は、通常集電体と、その表面に形成され、リチウムイオンを吸蔵放出可能な正極活物質を含む層とを有する。正極活物質としては、遷移金属酸化物、リチウムと遷移金属との複合酸化物(リチウム複合酸化物)、又は遷移金属硫化物の無機化合物が挙げられる。リチウム複合酸化物の好ましい例としては、ニッケル酸リチウム、コバルト酸リチウム、マンガン酸リチウム、α-NaFeO2型構造を母体とする層状リチウム複合酸化物等が挙げられる。負極は、一般的に集電体と、その表面に形成され、負極活物質を含む層とを有する。負極活物質としては、例えば天然黒鉛、人造黒鉛、コークス類、カーボンブラック等の炭素質材料が挙げられる。
【0080】
電解液はリチウム塩を有機溶媒に溶解することにより得られる。リチウム塩としては、例えばLiClO4、LiPF6、LiAsF6、LiSbF6、LiBF4、LiCF3SO3、LiN(CF3SO2)2、LiC(CF3SO2)3、Li2B10Cl10、LiN(C2F5SO2)2、LiPF4(CF3)2、LiPF3(C2F5)3、低級脂肪族カルボン酸リチウム塩、又はLiAlCl4が挙げられる。これらは単独で用いてもよいし、2種以上の混合物として用いてもよい。有機溶媒としては、エチレンカーボネート、プロピレンカーボネート、エチルメチルカーボネート、γ-ブチロラクトン等の高沸点及び高誘電率の有機溶媒や、テトラヒドロフラン、2-メチルテトラヒドロフラン、ジメトキシエタン、ジオキソラン、ジメチルカーボネート、ジエチルカーボネート等の低沸点及び低粘度の有機溶媒が挙げられる。これらは単独で用いてもよいし、2種以上の混合物として用いてもよい。特に高誘電率の有機溶媒は粘度が高いのに対し、低粘度の有機溶媒は誘電率が低いため、両者の混合物を用いるのが好ましい。
【0081】
電池を組み立てる際、セパレータの微多孔に電解液を含浸させる。これによりセパレータ(多層微多孔膜)にイオン透過性を付与することができる。円筒型電池を組み立てる場合、例えば正極シート、多層微多孔膜からなるセパレータ、負極シート及び同じセパレータをこの順に積層し、得られた積層体を一端より巻き取って捲回型電極素子とする。得られた電極素子を電池缶に挿入し、上記電解液を含浸させ、さらに安全弁を備えた正極端子を兼ねる電池蓋を、ガスケットを介してかしめることにより電池を作製することができる。一実施態様において、本発明はこのような電池を充電用のソース又はシンクとして使用する方法に関する。
【実施例】
【0082】
以下の実施例は、発明の理解を補助することを意図しており、請求の範囲を制限するものではない。
【0083】
以下のサンプル調製は、実施例のポリプロピレンの分子量測定のために行った。
・サンプル調製法A:マイクロ波により175℃で1時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法B:振とうオーブンにより160℃で2時間溶解し、マイクロ波により175℃で1時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法C:振とうオーブンにより175℃で4時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
・サンプル調製法D:振とうオーブンにより160℃で2時間溶解し、2μmのフィルターストリップを用いて溶解物を濾過した。
【0084】
実施例1及び2のPPサンプルは、サンプル調製法Aにより調製した。
【0085】
実施例3〜11及び比較例4のPPサンプルは、サンプル調製法Bより調製した。
【0086】
実施例12のPPサンプルは、サンプル調製法Cにより調製した。
【0087】
比較例1のPPサンプルは、サンプル調製法Dにより調製した。
【0088】
比較例3のPPサンプルは、論文 “Effect of Short Chain Branching on the Coil Dimensions of Polyolefins in Dilute Solution,” Sun et al., MACROMOLECULES, vol. 34, no. 19, pp. 6812-6820に記載のサンプル調製法に従って調製した。
【0089】
実施例1
(1) 第一のポリオレフィン微多孔膜の作製
重量平均分子量(Mw)が2.5×106の超高分子量ポリエチレン(UHMWPE)18質量%、及びMwが3.0×105 の高密度ポリエチレン(HDPE)82質量%からなるポリエチレン(PE)組成物100質量部に、酸化防止剤としてテトラキス[メチレン-3-(3,5-ジターシャリーブチル-4-ヒドロキシフェニル)-プロピオネート]メタン0.05質量部をドライブレンドした。ただし、UHMWPE及びHDPEからなるポリエチレン組成物について測定した融点は135℃であり、結晶分散温度は90℃であった。
【0090】
UHMWPE及びHDPEのMw及びMnは以下の条件でゲルパーミエーションクロマトグラフィー(GPC)法により求めた。
・測定装置:Waters Corporation製GPC-150C
・カラム:昭和電工株式会社製Shodex UT806M
・カラム温度:135℃
・溶媒(移動相):o-ジクロルベンゼン
・溶媒流速:1.0 ml/分
・試料濃度:0.1 wt%(溶解条件:135℃/1h)
・インジェクション量:500μl
・検出器:Waters Corporation製ディファレンシャルリフラクトメーター
・検量線:単分散ポリスチレン標準試料セットを用いて得られた検量線から、所定の換算定数を用いて作成した。
【0091】
得られた混合物30質量部を強混練タイプの二軸押出機(内径58 mm、L/D=42)に投入し、二軸押出機のサイドフィーダーから流動パラフィン[40 cst(40℃)]70質量部を供給し、210℃及び200 rpmの条件で溶融混練して、第一のポリオレフィン溶液を調製した。この第一のポリオレフィン溶液を二軸押出機の先端に設置されたTダイから押し出し、5℃に温調された冷却ロールで引き取りながら冷却し、第一のゲル状シートを形成した。
【0092】
テンター延伸機を用いて、118℃で長手方向(MD)及び横手方向(TD)ともに5倍となるように、第一のゲル状シートを同時二軸延伸した。得られた延伸膜を20 cm×20 cmのアルミニウム製の枠に固定し、25℃に温調された塩化メチレン[表面張力27.3 mN/m(25℃)、沸点40.0℃]に浸漬し、100 rpmで3分間揺動しながら洗浄した。得られた膜を室温で風乾した後、アルミニウム製の枠に固定した状態で、122℃で10分間熱固定処理を行い、第一のポリオレフィン微多孔膜Aを作製した。
【0093】
(2) 第二のポリオレフィン微多孔膜の作製
UHMWPE1質量%、HDPE49質量%、及びMwが10.1×105 で、5×104以下の分子量を有する部分の割合が4.3質量%で、融解熱が108.2 J/gの超高分子量プロピレン単独重合体(PP)50質量%からなるポリオレフィン(PO)組成物100質量部に、酸化防止剤としてジブチルヒドロキシトルエン0.5質量部をドライブレンドした。ただし、UHMWPE及びHDPEからなるポリエチレン組成物について測定した融点は135℃であり、結晶分散温度は90℃であった。
【0094】
PPのMw及びMnは以下の条件でGPC法により求めた。
・測定装置:Waters Corporation製Alliance 2000 GPC
・カラム:ポリマーラボラトリーズ社製PL Gel mixed-B3本
・カラム温度:145℃
・溶媒(移動相):1,2,4-トリクロロベンゼン[0.1重量%(6g/4L)のBHTで安定化]
・溶媒流速:1.0 ml/分
・試料濃度:0.25 mg/mL(溶解条件:175℃/1h)
・インジェクション量:300μl
・検出器:Waters Corporation製ディファレンシャルリフラクトメーター
・検量線:単分散ポリスチレン標準試料セットを用いて得られた検量線から、所定の換算定数を用いて作成した。
【0095】
PPの融解熱ΔHmはJIS K7122に準じて以下の手順で測定した。すなわち、PPサンプルを走査型示差熱量計(Perkin Elmer, Inc.製、DSC-System7型)のサンプルホルダー内に静置し、窒素雰囲気中で190℃で10分間熱処理し、10℃/分で40℃まで冷却し、40℃に2分間保持し、10℃/分の速度で190℃まで加熱した。図1に示すように、昇温過程で得られたDSC曲線(溶融曲線)上の85℃における点と175℃における点とを通る直線をベースラインとして引き、ベースラインとDSC曲線とで囲まれたハッチング部分の面積S1から熱量を算出した。熱量(単位:J)をサンプルの重量(単位:g)で割ることにより、融解熱ΔHm(単位:J/g)を求めた。
【0096】
PP全体に対する分子量が5×104以下の部分の割合(質量%)は以下の手順により求めた。まずPP全体の量を求めるために、図2においてGPC曲線とベースラインとで囲まれたハッチング部分の面積S2を求めた。次に分子量が5×104以下の部分の量を求めるために、図3における面積S3を求めた。分子量が5×104以下の部分の割合は、(S3/S2)×100(質量%)により算出した。
【0097】
得られた混合物35質量部を強混練タイプの二軸押出機(内径58 mm、L/D=42)に投入し、二軸押出機のサイドフィーダーから流動パラフィン[40 cst(40℃)]65質量部を供給し、210℃及び200 rpmの条件で溶融混練して、第二のポリオレフィン溶液を調製した。この第二のポリオレフィン溶液から上記と同様にして、第二のゲル状シートを形成した。第二のゲル状シートから、上記と同様にして、第二のポリオレフィン微多孔膜Bを作製した。
【0098】
(3) 積層
第二のポリオレフィン微多孔膜Bの両面に、2枚の第一のポリオレフィン微多孔膜Aを重ね、100℃の温度に加熱した一対のロール間に通し、0.5 MPaの圧力で接合し、ABA構成のポリオレフィン三層微多孔膜を作製した。
【0099】
実施例2
実施例1と同様にして第一及び第二のポリオレフィン溶液を個別の二軸押出機中で調製し、これらを各二軸押出機から三層用Tダイに供給し、第一のポリオレフィン溶液層/第二のポリオレフィン溶液層/第一のポリオレフィン溶液層の順で積層した成形体となるように押し出した[第二のポリオレフィン溶液層厚の全厚に対する割合:15%]。押し出した成形体を、5℃に温調した冷却ロールで引き取りながら冷却し、ゲル状三層シートを形成した。テンター延伸機を用いて、118℃で長手方向(MD)及び横手方向(TD)ともに5倍となるようにゲル状三層シートを同時二軸延伸した。得られた延伸ゲル状三層シートを実施例1と同様にして洗浄し、風乾した後、テンターに固定し、115℃で10分間熱固定処理を行い、ABA構成のポリオレフィン三層微多孔膜を作製した。
【0100】
実施例3
Mwが9.0×105 で、5×104以下の分子量を有する部分の割合が1.2質量%で、融解熱が109.7 J/gのプロピレン単独重合体を用い、ポリオレフィン組成物の配合割合を、UHMWPE 1.4質量%、HDPE 68.6質量%及びPP 30質量%とし、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0101】
実施例4
実施例3と同じプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を40%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0102】
実施例5
実施例3と同じプロピレン単独重合体を用い、ポリオレフィン組成物の配合割合を、UHMWPE 0.6質量%、HDPE 29.4質量%及びPP 70質量%とし、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を30%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0103】
実施例6
Mwが18.2×105 で、5×104以下の分子量を有する部分の割合が0.08質量%で、融解熱が107.2 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を25%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0104】
実施例7
第一及び第二のポリオレフィン溶液を二層用Tダイに供給し、第一のポリオレフィン溶液層/第二のPO溶液層からなる成形体となるように押し出し、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を20%とした以外実施例6と同様にして、AB構成のポリオレフィン二層微多孔膜を作製した。
【0105】
実施例8
ポリエチレン系樹脂としてMwが1.2×106のUHMWPEのみを用いた以外実施例1と同様にして第一のポリオレフィン溶液を調製し、ポリプロピレンとして実施例3と同じプロピレン単独重合体を用いた以外実施例1と同様にして第二のポリオレフィン溶液を調製した。得られた各ポリオレフィン溶液を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を15%とした以外実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0106】
実施例9
ポリエチレン系樹脂としてHDPEのみを用いた以外実施例1と同様にして第一のポリオレフィン溶液を調製し、ポリプロピレンとして実施例3で用いたプロピレン単独重合体を用いた以外実施例1と同様にして第二のポリオレフィン溶液を調製した。組成物はUHMWPE1質量%、HDPE49質量%及びPP50質量%からなっていた。得られたポリオレフィン溶液を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を15%とした以外実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0107】
実施例10
ポリプロピレンとして実施例3と同じプロピレン単独重合体を用い、ポリオレフィン組成物として、UHMWPEを含まず、配合割合をHDPE 50質量%及びPP 50質量%とした組成物を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0108】
実施例11
ポリオレフィン組成物として、HDPEを含まず、Mwが1.2×106のUHMWPE20質量%、及び実施例3と同じプロピレン単独重合体80質量%からなる組成物を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0109】
実施例12
ポリプロピレンとして、Mwが6.9×105 で、5×104以下の分子量を有する部分の割合が4.2質量%で、融解熱が109.6 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を10%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0110】
比較例1
ポリプロピレンとして、Mwが3.0×105 で、5×104以下の分子量を有する部分の割合が4.9質量%で、融解熱が90.4 J/gのプロピレン単独重合体を用いた以外は実施例2と同様にして、ポリオレフィン三層微多孔膜の作製を試みたが、ポリプロピレンの分散性が悪く、延伸時に破断した。
【0111】
比較例2
ポリプロピレンとして、Mwが6.8×105 で、5×104以下の分子量を有する部分の割合が8.4質量%で、融解熱が94.6 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0112】
比較例3
ポリプロピレンとして、Mwが15.6×105で、5×104以下の分子量を有する部分の割合が1.2質量%で、融解熱が78.4 J/gのプロピレン単独重合体を用い、第二のポリオレフィン溶液層厚の多層膜全厚に対する割合を50%とした以外は実施例2と同様にして、ポリオレフィン三層微多孔膜を作製した。
【0113】
比較例4
実施例4の第二のポリオレフィン溶液と同組成及び同濃度のポリオレフィン溶液を調製した。このポリオレフィン溶液のみをTダイから押し出した以外実施例1と同様にして、ポリオレフィン微多孔膜を作製した。
【0114】
実施例1〜12及び比較例1〜4で得られたポリオレフィン(多層)微多孔膜の物性を以下の方法で測定した。
【0115】
(1) 平均膜厚(μm)
ポリオレフィン(多層)微多孔膜の95 mm×95 mmの範囲内における5点の膜厚を接触厚み計(株式会社ミツトヨ製ライトマチック)により測定し、膜厚の測定値を平均した。
【0116】
(2) 透気度(sec/100 cc/20μm)
膜厚T1のポリオレフィン(多層)微多孔膜に対して、透気度計(旭精工株式会社製、EGO-1T)で測定した透気度P1を、式:P2=(P1×20)/T1により、膜厚を20μmとしたときの透気度P2に換算した。
【0117】
(3) 空孔率(%)
重量法により測定した。
【0118】
(4) 突刺強度(mN/20μm)
先端が球面(曲率半径R:0.5 mm)の直径1mmの針で、膜厚T1のポリオレフィン(多層)微多孔膜を2mm/秒の速度で突刺したときの最大荷重を測定した。最大荷重の測定値L1を、式:L2=(L1×20)/T1により、膜厚を20μmとしたときの最大荷重L2に換算し、突刺強度とした。
【0119】
(5) シャットダウン温度
熱機械的分析装置(セイコー電子工業株式会社製、TMA/SS6000)を用い、10 mm(TD)×3mm(MD)の試験片を、一定の荷重2gfで試験片の長手方向に引っ張りながら、5℃/minの速度で室温から昇温し、融点付近で観測されたサンプル長の変曲点の温度をシャットダウン温度とした(図4参照)。
【0120】
(6) メルトダウン温度(℃)
5cm×5cmのポリオレフィン(多層)微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン(多層)微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱しながらポリオレフィン(多層)微多孔膜が溶融して破膜する温度を測定した。
【0121】
【表1】
【0122】
表1(続き)
【0123】
表1(続き)
【0124】
表1(続き)
【0125】
注:(1) Mw、Mn及びMw/Mnは、それぞれ重量平均分子量、数平均分子量及び分子量分布を表す。
(2) 分子量が5×104以下の部分(質量%)。
(3) (I)は第一のポリオレフィン溶液を表し、(II)は第二のポリオレフィン溶液を表す。
(4) (MD×TD)は長手方向(MD)と横手方向(TD)の倍率を表す。
(5) (I)は第一のポリオレフィン微多孔膜を表し、(II)は第二のポリオレフィン微多孔膜を表す。
(6) 積層した多層多孔膜に対する第二層の厚さ比。
【0126】
表1に示すように、実施例1〜12のポリオレフィン多層微多孔膜は透気度、空孔率、突刺強度、シャットダウン特性及びメルトダウン特性のバランスに優れていた。一方、比較例2のポリオレフィン多層微多孔膜は、実施例1〜12のポリオレフィン多層微多孔膜よりメルトダウン特性が劣っており、これについて発明者はポリプロピレンのうち5×104以下の分子量を有する部分の割合が5質量%超であるためと考えている。比較例3のポリオレフィン多層微多孔膜は、ポリプロピレンの融解熱が90 J/g未満であるため、実施例1〜12のポリオレフィン多層微多孔膜より透気度及びメルトダウン特性が劣っていた。比較例4のポリオレフィン微多孔膜は、ポリエチレン系樹脂からなる第一の多孔質層を有さないため、実施例1〜12のポリオレフィン多層微多孔膜より突刺強度が劣っていた。
【特許請求の範囲】
【請求項1】
主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有するポリオレフィン多層微多孔膜であって、メルトダウン温度(ただし、メルトダウン温度は、5cm×5cmのポリオレフィン多層微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン多層微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱したときにポリオレフィン多層微多孔膜が溶融して破膜する温度)が170℃以上であることを特徴とする多層微多孔膜。
【請求項2】
請求項1に記載の多層微多孔膜において、前記第一の多孔質層、前記第二の多孔質層、及び前記第一の多孔質層からなる三層構造を有することを特徴とする多層微多孔膜。
【請求項3】
請求項1又は2に記載の多層微多孔膜において、シャットダウン温度が120〜132.1℃、及び/又は突刺強度が5056 mN/20μm以上であることを特徴とする多層微多孔膜。
【請求項4】
請求項1〜3のいずれかに記載の多層微多孔膜において、前記第二の多孔質層のポリプロピレン含有量が、前記第二の多孔質層のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として、20〜80質量%であることを特徴とする多層微多孔膜。
【請求項5】
請求項1〜4のいずれかに記載の多層微多孔膜において、空孔率が25〜80%、及び/又は透気度が20〜2000秒/100 cc/20μmであることを特徴とする多層微多孔膜。
【請求項6】
(1) ポリエチレン系樹脂及び希釈剤を混合して第一のポリオレフィン溶液を調製し、(2) 希釈剤、ポリエチレン系樹脂、及び重量平均分子量が6×105以上で、走査型示差熱量計により測定した融解熱が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを混合して第二のポリオレフィン溶液を調製し、(3) 前記第一及び第二のポリオレフィン溶液を少なくとも一つのダイより共に押し出し、(4) 得られた層状共押出し成形体を冷却し、(5) 得られた多層ゲル状シートを少なくとも一方向に延伸し、(6) 延伸後の多層ゲル状シートから少なくとも一部の希釈剤を除去し、(7) 得られた多層微多孔膜を乾燥し、(8) 熱処理する工程を有することを特徴とする多層微多孔膜の製造方法。
【請求項7】
請求項6に記載の多層微多孔膜の製造方法において、前記第二のポリオレフィン溶液中のポリプロピレン含有量が、前記第二のポリオレフィン溶液中のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として20〜80質量%であることを特徴とする方法。
【請求項8】
請求項7に記載の多層微多孔膜の製造方法において、前記工程(3)で形成する層状共押し出し成形体が、前記第二のゲル状シートの両側に前記第一のゲル状シートを有する層からなることを特徴とする方法。
【請求項9】
請求項1〜5のいずれかに記載の多層微多孔膜からなることを特徴とする電池用セパレータ。
【請求項10】
請求項9に記載の電池用セパレータを有することを特徴とする電池。
【請求項1】
主としてポリエチレン系樹脂を含む第一の多孔質層と、ポリエチレン系樹脂、及び(1) 重量平均分子量が6×105以上で、(2) 走査型示差熱量計により測定した融解熱が90 J/g以上で、(3) 5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを含む第二の多孔質層とを有するポリオレフィン多層微多孔膜であって、メルトダウン温度(ただし、メルトダウン温度は、5cm×5cmのポリオレフィン多層微多孔膜を直径12 mmの円形開口部を有するブロックで挟み、円形開口部におけるポリオレフィン多層微多孔膜上に直径10 mmのタングステンカーバイド製の球を載せ、5℃/分の昇温速度で加熱したときにポリオレフィン多層微多孔膜が溶融して破膜する温度)が170℃以上であることを特徴とする多層微多孔膜。
【請求項2】
請求項1に記載の多層微多孔膜において、前記第一の多孔質層、前記第二の多孔質層、及び前記第一の多孔質層からなる三層構造を有することを特徴とする多層微多孔膜。
【請求項3】
請求項1又は2に記載の多層微多孔膜において、シャットダウン温度が120〜132.1℃、及び/又は突刺強度が5056 mN/20μm以上であることを特徴とする多層微多孔膜。
【請求項4】
請求項1〜3のいずれかに記載の多層微多孔膜において、前記第二の多孔質層のポリプロピレン含有量が、前記第二の多孔質層のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として、20〜80質量%であることを特徴とする多層微多孔膜。
【請求項5】
請求項1〜4のいずれかに記載の多層微多孔膜において、空孔率が25〜80%、及び/又は透気度が20〜2000秒/100 cc/20μmであることを特徴とする多層微多孔膜。
【請求項6】
(1) ポリエチレン系樹脂及び希釈剤を混合して第一のポリオレフィン溶液を調製し、(2) 希釈剤、ポリエチレン系樹脂、及び重量平均分子量が6×105以上で、走査型示差熱量計により測定した融解熱が90 J/g以上で、5×104以下の分子量を有する部分の割合が5質量%以下のポリプロピレンを混合して第二のポリオレフィン溶液を調製し、(3) 前記第一及び第二のポリオレフィン溶液を少なくとも一つのダイより共に押し出し、(4) 得られた層状共押出し成形体を冷却し、(5) 得られた多層ゲル状シートを少なくとも一方向に延伸し、(6) 延伸後の多層ゲル状シートから少なくとも一部の希釈剤を除去し、(7) 得られた多層微多孔膜を乾燥し、(8) 熱処理する工程を有することを特徴とする多層微多孔膜の製造方法。
【請求項7】
請求項6に記載の多層微多孔膜の製造方法において、前記第二のポリオレフィン溶液中のポリプロピレン含有量が、前記第二のポリオレフィン溶液中のポリエチレン系樹脂及びポリプロピレンを含むポリオレフィン組成物を100質量%として20〜80質量%であることを特徴とする方法。
【請求項8】
請求項7に記載の多層微多孔膜の製造方法において、前記工程(3)で形成する層状共押し出し成形体が、前記第二のゲル状シートの両側に前記第一のゲル状シートを有する層からなることを特徴とする方法。
【請求項9】
請求項1〜5のいずれかに記載の多層微多孔膜からなることを特徴とする電池用セパレータ。
【請求項10】
請求項9に記載の電池用セパレータを有することを特徴とする電池。
【図1】


【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2013−35293(P2013−35293A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2012−204424(P2012−204424)
【出願日】平成24年9月18日(2012.9.18)
【分割の表示】特願2009−509799(P2009−509799)の分割
【原出願日】平成19年8月31日(2007.8.31)
【出願人】(510157580)東レバッテリーセパレータフィルム株式会社 (31)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成24年9月18日(2012.9.18)
【分割の表示】特願2009−509799(P2009−509799)の分割
【原出願日】平成19年8月31日(2007.8.31)
【出願人】(510157580)東レバッテリーセパレータフィルム株式会社 (31)
【Fターム(参考)】
[ Back to top ]