
多層抄き板紙
【課題】包装容器が廃棄された際のリサイクル性、易処理性及び易焼却性を有する植物パルプ繊維を主原料とした断熱性、保温性、保冷性を有する多層抄き板紙および前記多層抄き板紙を用いた包装容器を提供することである。
【解決手段】基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバオンダとを含有する塗工液を塗布して塗工層を設ける。また、塗工層中に有機中空粒子及び/又はシリカ粒子を含有する。
【解決手段】基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバオンダとを含有する塗工液を塗布して塗工層を設ける。また、塗工層中に有機中空粒子及び/又はシリカ粒子を含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、多層抄き板紙に関し、さらに詳細には、断熱性、保温性、保冷性に優れ、また印刷適性、段ボールシート、段ボール包装容器、内装包装容器などへの加工・貼合・製函適性、リサイクルに優れる多層抄き板紙及びこの多層抄き板紙を用いた包装容器に関する。
【背景技術】
【0002】
従来から断熱性、保温性、保冷性を必要とする生鮮品用の包装材・緩衝材や建築用の断熱材などには、主にポリスチレン原料をブタンなどの発泡剤でふくらませた発泡スチロールが、成形性が良好で安価・軽量なことから大量に使用されてきた。
【0003】
しかしながら、発泡スチロールは、廃棄に際し環境への負荷が大きいといった問題がある。すなわち、この発泡スチロールを焼却処理によって廃棄すると、燃焼カロリーが高いことから焼却炉を損傷させることになり、また黒煙や有害物質等の汚染物質となって大気汚染を引き起こすことにもなる。一方、発泡スチロールを埋立処理によって廃棄すると、嵩高であるとともに難分解性であるため、そのまま土壌中に残留し、埋立処分場の寿命を短縮させることになる。なお、発泡スチロールの分別回収、リサイクルも検討されているが、回収、リサイクルに掛かるコスト等の観点から根本的な対策を構築するまでには至っていない。
【0004】
これに対し、紙は燃焼カロリーが低く、燃焼による煤煙や有害物質の発生が少なく、また易分解性である。このため、発泡スチロールに代えて、断熱性や保温性を有する紙を開発する試みがなされてきている。
【0005】
断熱性、保温性、保冷性を有する紙として、熱により発泡する発泡性マイクロカプセルを使用した発泡紙が各種提案されている。この発泡性マイクロカプセルは、メタクリン酸とスチレンの共重合体、アクリロニトリルとスチレンの共重合体、塩化ビニリデン等の熱可塑性合成樹脂の微細粒子外殻内にブタンガス等の低沸点剤を封入したものであり、加熱により外殻が軟化しブタンガス等の低沸点溶剤が気化して膨張することで、中空の独立気泡であるマイクロバルーンを形成するものである(例えば特許文献1、特許文献2等参照)。
【0006】
熱により発泡する発泡性マイクロカプセル(「熱発泡性粒子」とも言う。)を紙に付与する方法としては、熱発泡性粒子をパルプ原料に混合して紙を抄造する内添抄紙方法や、紙製造工程途中で多くの水分を保有する湿潤状態の湿紙に熱発泡性粒子をスプレーする方法、また発泡性マイクロカプセルとゴムラテックス及び/または合成樹脂エマルジョンからなる含浸液を湿式含浸法により含浸させる方法を用いることができる。このように紙に熱発泡性粒子を付与した後、紙を加熱することにより紙を低密度とすることができる低密度紙の製造方法が開示されている(特許文献3、特許文献4、特許文献5)。
【0007】
しかし、特許文献3〜5に記載の熱発泡性粒子を有する紙は、いずれも発泡性マイクロカプセル等の熱発泡性粒子が発泡して紙層全体がポーラスとなっており、マイクロカプセルが発泡したマイクロバルーンにより、パルプ繊維間結合が妨げられ紙力や紙層間の剥離強度が大きく低下し、剥けたり、破れたり、裂けたりし易いという問題があり、断熱、保温用の包装容器に用いる紙としては適性がない。
【0008】
また、特許文献3及び特許文献4に記載された熱発泡性粒子を有する紙では、原料パルプに発泡性マイクロカプセルを混合し抄紙するが、発泡性マイクロカプセルは、パルプ繊維状に物理的にとどまるだけであるため、抄紙機ワイヤー上での歩留まりが非常に悪く、原料パルプに高価な発泡性マイクロカプセルを過剰に混合しなければならないという問題があった。
【0009】
そこで、発泡性マイクロカプセル以外に断熱効果のある素材として、現在、建築用途等に使用されている断熱塗料があり、この塗料の原料として中空セラミックが多用されている。この塗料は、壁や屋根に、はけやスポンジローラー等で厚塗りするペンキ用塗料であるためチキソ性が高く、また、塗料とするために増粘剤等の粘度が高い樹脂が使用されている。従って、このような塗料は粘度が高すぎるため、抄紙マシンの塗工設備や印刷機でこの塗料を塗工又は印刷することができない。
【0010】
また、より高い断熱効果を得るためには、中空無機粒子は空隙率の高いものが良い。しかしながら、空隙率が高いと中空無機粒子の粒子径も大きくなり、粒子径が大きくなる程、塗料はチキソ性が高くなる。
【0011】
また、粒子径が小さく空隙率の低い中空無機粒子を使用し、バインダとして樹脂を多く混合することで、低粘度でチキソ性が低い塗料とすることができる。しかしながら、このような塗料は中空無機粒子の配合量が少なく空隙率も低いため、この塗料を抄紙マシンの塗工設備や印刷機で塗工又は印刷した場合、十分な皮膜の厚みを得ることができず、断熱効果が得られないという問題があった。
【0012】
なお、何度も塗工設備や印刷機に通して、何度も紙に塗料を塗布すると、塗工皮膜の厚みを増加させ、断熱効果を得ることはできる。しかしながら、塗工又は印刷する工程を何度も経るため、この工程に掛かるコストが高くなる。また、この工程に使用されるエネルギー消費量等が増加することを考慮すると、発泡スチロールを使用した方が、環境負荷が少ないものと考えられる。
【0013】
また、特許文献6に示すように、セラミック微粉末とアクリル系樹脂を紙に塗工することで耐水性、耐油性を得る方法が提案されている。しかしながら、塗料中のセラミック微粉末の含有量が少ないため、断熱効果は得られないものと考えられる。また、粒子径の大きい中空無機粒子は分散性が悪くチキソ性が高いため、水やスチレン・ブタジエン共重合ラテックス(SBR)等のバインダに中空無機粒子を入れて分散させた場合、攪拌中は水溶液状であるが、攪拌を止めれば直ぐ固体化しまう。このため、抄紙設備の塗工機や印刷機等での塗工又は印刷は不可能である。さらに、特許文献6中にはセラミック及び樹脂の配合等詳細が一切開示されてない。
【0014】
また、先行技術文献は見当たらないものの、紙表面に熱発泡性粒子を含有した塗工液をオフマシンまたはオンマシン上で塗工することで発泡紙を得ることも考えられる。
【0015】
しかしながら、紙表面に熱発泡性粒子を含有した塗工液が塗工された発泡紙は、熱発泡性粒子が発泡することにより、紙表面の防滑性が高くなり過ぎてしまう。このため、段ボール製造時に、コルゲーターマシンの熱板に熱発泡層が取られてしまったり、熱板の温度で発泡剤が破裂し、発泡層が消滅することが考えられる。
【0016】
また、上述したように熱発泡性粒子単体では紙に定着しないため、熱発泡性粒子とバインダとからなる塗工液を塗工機により紙表面に塗工した後、加熱して熱発泡性粒子を発泡させなければならない。しかしながら、この方法はバインダを用いるため、バインダにより熱発泡性粒子の適切な発泡が阻害されてしまい、このため、熱発泡性粒子が適切に発泡することによって発現する断熱性や保温性の効果を得にくくなる。
【0017】
また、熱発泡性粒子の含有率を多くすると、発泡紙のコストが高くなるとともに、熱発泡性粒子により紙の表面強度及び印刷適性が低下するという問題がある。
【0018】
さらに、紙表面に熱発泡性粒子を含有した塗工液を塗工する方法は塗工量が一定量以下に制限されることから、熱発泡性粒子の塗工量が制限され、塗工層の厚みも薄いため、断熱性、保温性という点では、前述の内添法、含浸法よりも劣ると考えられるため、実用化に至っていないと考えられる。
【0019】
【特許文献1】特公昭42−26524号公報
【特許文献2】特公昭44−7344号公報
【特許文献3】特開平5−339898号公報
【特許文献4】特開平10−88495号公報
【特許文献5】特開平8−226097号公報
【特許文献6】特許第2736731号
【発明の開示】
【発明が解決しようとする課題】
【0020】
本願発明は、上述した実情に鑑みてなされたもので、その目的とするところは、製品が廃棄された際のリサイクル性、易処理性及び易焼却性を有する植物パルプ繊維を主原料とした多層抄き板紙に断熱性、保温性を有する塗工液が塗工された板紙および、この多層抄き板紙を用いた包装容器を提供することである。
【課題を解決するための手段】
【0021】
本発明の上記目的は、基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバオンダとを含有する塗工液を塗布して塗工層を設けたことを特徴とする多層抄き板紙を提供することによって達成される。
【0022】
また、本発明の上記目的は、前記塗工層中には、有機中空粒子及び/又はシリカ粒子が含有されることを特徴とする多層抄き板紙を提供することによって、効果的に達成される。
【0023】
また、本発明の上記目的は、前記塗工層は、前記中空無機粒子の固形重量含有率が15%以上95%以下であることを特徴とする多層抄き板紙を提供することによって、より効果的に達成される。
【0024】
また、本発明の上記目的は、前記塗工層の塗工量は固形重量で2g/m2以上60g/m2以下であることを特徴とする多層抄き板紙を提供することによって、より効果的に達成される。
【0025】
さらにまた、本発明の上記目的は、上記いずれかに記載の多層抄き板紙を用いた包装容器を提供することによって、より効果的に達成される。
【発明の効果】
【0026】
本発明に係る多層抄き板紙によれば、基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバインダとを含有する塗工液を塗布して塗工層を設けたので、優れた断熱性、保温性を有する。さらに、印刷適性、段ボールシート、段ボール包装容器、内装包装容器などへの加工・貼合・製函適性に優れる。
【0027】
また、塗工層の塗工量は固形重量で2g/m2以上60g/m2以下とすることにより、断熱効果が向上し、保冷性、保温性がさらに優れるとともに、罫線割れを防止することができる。
【発明を実施するための最良の形態】
【0028】
以下、本願発明に係る多層抄き板紙について、基紙が表層、中層、及び裏層の3層の紙層から成る場合を例に詳細に説明する。なお、本願発明に係る多層抄き板紙は、以下の実施形態に限定されるものではなく、特許請求の範囲を逸脱しない範囲内において、その構成を適宜変更できることはいうまでもない。
【0029】
本願発明に係る多層抄き板紙(以下、「本板紙」という。)は、表層と、裏層と、これら表裏層の間に配置される1層の中層との3層の紙層により基紙を構成し、この基紙の少なくとも片面に中空無機粒子と防湿剤とを含有する塗工液を塗布することにより塗工層が設けられている。
【0030】
本板紙に塗布される塗工液中に含有される中空無機粒子には、珪素、アルミ、チタン、カルシウム、マグネシウム等の無機物を焼成等の方法により中空成形した無機顔料が用いられる。このような中空無機粒子として、中空シリカ粒子、中空アルミナ粒子、中空マグネシウム粒子などが挙げられる。具体例としては、例えば巴工業株式会社製の「セノライトM−732C」、「同SZ−3」、「同DH」や、東海工業株式会社製の「Z−60」や、「X−100」等を用いることができる。
【0031】
このような中空無機粒子は、平均粒子径が2μm以上90μm以下であることが好ましく、さらに平均粒子径が4μm以上40μm以下であるとより好ましい。平均粒子径が90μmを超えると、中空無機粒子を含有する塗工液を本板紙の基紙の表面(少なくとも片面)に塗工した際、表面の凹凸が多くなり印刷不良の発生が多くなるとともに、粒子が大きいため、バインダを多く配合しても粒子が基紙の表面に接着しにくくなり、所定の表面強度を得にくくなるなどの問題が生じる。一方、平均粒子径が2μm未満であると中空無機粒子の空隙率が小さくなり、本板紙の所望とする断熱性を得ることができないため、塗工液の塗工量を多くすることが必要となるが、抄紙設備の塗工機や印刷機で塗工又は印刷する場合、何度も塗工又は印刷を行うことが必要となり、コストが高くなったり、環境負荷が大きくなる等の問題が発生する。なお、本発明における平均粒子径とは、走査電子顕微鏡写真にて塗工層面をn数60で実測し、最大値、最小値の各々5測定値(計10測定値)を除いた、n数50の平均値で示した。
【0032】
また、本板紙に塗工される塗工液には防湿剤も含有されている。これにより、本板紙が包装容器に加工されて用いられた場合、包装容器の内側と外側との蒸気通過が抑えられるため断熱性を向上させることができる。
【0033】
防湿剤としては、ガンツ化成株式会社製の商品名「ウルトラゾールD400」、サカタインクス株式会社製の商品名「ブライトーンFC115」、「ブライトーンFC3062」、一方社油脂工業株式会社製の商品名「OP−670」等の市販のものを、単独もしくは2種以上混合して用いることができる。
【0034】
防湿剤の含有量は、塗工液中の全粒子の固形重量を100重量部とし固形重量で3部以上50部以下が好ましい。防湿剤の含有量が3部未満であると防湿効果が低いため、本板紙が例えば包装容器に加工された際、包装容器の内側と外側の蒸気通過が多くなり、本板紙の所望とする断熱効果が得にくい。一方、防湿剤の含有量が50部を超えると、塗工液中の中空無機粒子等の粒子濃度が低くなるため、本板紙の所望とする断熱効果を得にくくなる。
【0035】
また、本板紙に塗工される塗工液には、有機中空粒子及び/又はシリカ粒子を含有することが好ましい。これにより、本板紙の表面強度を向上させ、罫線割れの発生を防止することができるとともに、塗工層が設けやすくなる。また、有機中空粒子は中空構造であり、シリカ粒子は多孔質構造であるため、有機中空粒子及び/又はシリカ粒子が含有された塗工液を用いると、塗工層をより低密度化することができる。さらに、有機中空粒子には弾力性があるため、抄紙機にて中空無機粒子やシリカ粒子を塗工した後、カレンダー処理を施す際に、中空無機粒子やシリカ粒子が破壊されることを防止することができ、塗工層にクッション性を持たせることができる。従って、本板紙の断熱性及び印刷適性をより向上させることができるという相乗効果が得られる。
【0036】
有機中空粒子としては、内部に空隙を有し、かつポリマーが高度に架橋された中空状のポリマー微粒子で、例えば中空球状プラスチック顔料などが挙げられる。このような有機中空粒子として、具体的には日本ゼオン株式会社製の商品名「MH5055」、三井化学株式会社製の商品名「グロスデール」等を単独もしくは2種以上を混合して用いることができる。
【0037】
シリカ粒子(SiO2)は無水ケイ酸とも呼ばれ、中空無機粒子と同じ無機質であり、主に天然に存在することから安価であり、また粒子径も小さいため、中空無機粒子の分散に適している。このシリカ粒子としては、石英、鱗珪石、スティショバイト、クリストバライト、コーサイト、ジャスパーなどが挙げられる。
【0038】
なお、上述したような平均粒子径が2μm以上90μm以下である中空無機粒子を含有して、チキソ性の低い塗工液を得るためには、有機中空粒子の平均粒子径が0.05μm以上10μm以下であり、シリカ粒子の平均粒子径が0.1μm以上10μm以下であることが好ましい。このように中空無機粒子よりも平均粒子径が小さい有機中空粒子及びシリカ粒子を含有させ、市販の分散剤、例えば花王株式会社製の「デモールMS」等を添加し、中空無機粒子間にシリカ粒子を配置することにより、中空無機粒子を分散させることができ、チキソ性が高くなる要因である無機粒子同士の結合を防止することができる。すなわち、塗工液のチキソ性を低くし、ノニオトロピー化することができる。
【0039】
有機中空粒子の平均粒子径が0.05μm未満であると、塗工液を塗工することにより形成される塗工層のクッション性が得られず印刷適性が劣ると共に、抄紙設備の塗工機にて塗工液を塗工した後、カレンダーを通過させた際、中空無機粒子が破壊され始めるため、断熱性が低下する。一方、有機中空粒子の平均粒子径が10μmを超えると、隣り合う中空無機粒子間の距離が大きくなりすぎるため、断熱性が低下してしまう。
【0040】
また、シリカ粒子の平均粒子径が0.1μm未満であると、中空無機粒子間の距離が小さくなるため塗工液のチキソ性を低くすることが出来ず、抄紙設備の塗工機や印刷機で塗工又は印刷に問題を生じる場合がある。一方、シリカ粒子の平均粒子径が10μmを超えると、隣り合う中空無機粒子間の距離が大きくなりすぎるため、断熱効果が低下してしまう。
【0041】
また、塗工液中の全粒子中の中空無機粒子と、有機中空粒子及び/又はシリカ粒子との含有率は、中空無機粒子が15%以上95%以下であり、有機中空粒子及び/又はシリカ粒子が5%以上85%以下ある。
【0042】
塗工液中の全粒子中における中空無機粒子の固形重量含有率が15%未満であると、中空無機粒子の含有量が少なすぎるため、本板紙の所望とする断熱効果を得ることができない。一方、中空無機粒子の固形重量含有率が95%を超えると、塗工液中の有機中空粒子及び/又はシリカ粒子の含有量が少なくなるため、隣り合う中空無機粒子間の距離が近すぎる。このため、塗工液のチキソ性を低くすることが出来ず、抄紙設備の塗工機や印刷機で塗工又は印刷に問題を生じる場合がある。
【0043】
また、固体である中空無機粒子、有機中空粒子、シリカ粒子を使用することで、塗工液の濃度及び粘度を容易に調整することができるため、1回の塗工又は印刷でより多くの量の塗工液を塗布することができるため、本板紙のコストを低くすることができるとともに、本板紙をより容易に製造することができる。
【0044】
本板紙の基紙に塗布される塗工液には、上述した粒子を基紙の表面に接着するためにバインダが含有されている。このようなバインダとしては、例えば酢酸ビニル、アクリル、ポリビニルアルコール(PVA)、スチレン・ブタジエン共重合ラテックス(SBR)、澱粉、ポリアクリルアマイド(PAM)等の公知の種々のものを用いることができる。
【0045】
このバインダの含有量は、前述した塗工液中の全粒子の固形重量を100重量部として固形重量で3部以上50部以下とすることが好ましい。バインダの含有量が3部未満であると、中空無機粒子等の塗工液中の粒子が紙表面に接着し難くなるため、板紙の表面強度が低下してしまう。一方、バインダの含有量が50部を超えると、バインダの効果は頭打ちとなるとともに、塗工液の製造コストが高くなり、これに伴い本板紙の製造コストも高くなってしまう。
【0046】
さらにまた、バインダは、ガラス転移温度(Tg)が−50〜30℃、より好ましくは−30〜20℃であることが好ましい。このようなバインダは柔らかい性状であるため、本板紙の折り曲げ適性を向上させることができるとともに、塗工液の塗工時の粘度を低くすることができる。さらに、乾燥後は適度な表面強度の向上効果を得ることができるため、板紙の加工適性がより優れるものとなる。
【0047】
また、塗工液に、有機中空粒子及びシリカ粒子の分散性向上のため、増粘剤や分散剤を助剤として添加しても良い。
【0048】
塗工液の粘度は、B型粘度計20rpmで20〜1000cps、60rpmで50〜500cpsに調整することが、後述する塗工方法における塗工適性に優れるため好ましい。
上述した塗工液の塗工量は、片面当り固形重量で2g/m2以上60g/m2以下であることが好ましい。これにより、本板紙の印刷適性を向上させることができるとともに、表面強度を向上させることができるので罫線割れの発生を少なくすることができる。
【0049】
塗工液の塗工量が2g/m2未満であると、塗工層の厚みが薄いため、板紙の断熱性が著しく低下するとともに、塗工層の表面も粗くなるため、印刷カスレが発生しやすくなる。一方、塗工液の塗工量が60g/m2を超えると、塗工層の厚みが厚すぎるため、塗工層が割れやすくなり、また板紙が包装容器等に加工される際においても罫線割れが発生し易くなる。
【0050】
なお、塗工液は、バーコーター、ロッドコーター、エアナイフなどの公知の塗工手段により基紙の少なくとも片面に塗工することができる。また、グラビア印刷機、フレキソ印刷機等の公知の印刷手段により印刷することもできる。これらの中でも特に、バーコーター、ロッドコーター、エアナイフなどが本発明の塗工液を均一に所定量塗工しやすいため好ましい。
【0051】
また、塗工液を塗工する前工程で、基紙にカレンダー処理を施すことが好ましい。これにより基紙の表面が緻密になり、塗工液を基紙の表面に効率よくとどめることができるようになるので、本板紙をより断熱効果に優れたものとすることができる。
【0052】
また、抄紙工程中で塗工液を塗工後、カレンダー処理を施して、板紙の平滑度を12〜360秒、好ましくは22〜360秒、より好ましくは56〜360秒とすると、高い印刷適性を得ることができる。
【0053】
なお、塗工液を塗工した後に施されるカレンダー処理は、スチールロールを使用したカレンダー処理よりも、紙厚の低下を抑えながら印刷適性を高めることができるソフトカレンダー処理であることが好ましい。すなわち、本板紙を、優れた断熱性と印刷適性とを兼ね備えたものとするためには、塗工層中の中空無機粒子を破壊させないようにする必要があるからである。
【0054】
以下に、本板紙の基紙について説明する。
【0055】
本板紙の基紙は、上述したように、表層と、裏層と、これら表裏層間に配置される1層の中層との3層の紙層により構成されている。
【0056】
本板紙は、輸送、保管、保護のために用いられる断熱性、保温性に優れた段ボール包装容器、内装包装容器等の包装容器に加工され使用されることを主目的とするため、抜き加工適性や貼合・製函適性に優れ、かつ包装容器として適切な強い強度を有する必要がある。
【0057】
そのため、本板紙の表層は、(1)段ボール包装容器、内装包装容器等への加工時の罫線割れを防止する、(2)高い表面強度を有し、内容物を輸送、保管、保護する、(3)中空無機粒子と防湿剤とを含有する塗工液に対する塗工適性を有する、(4)印刷適性を確保する、等の役目を担う層である。
【0058】
表層の原料パルプとしては、例えば広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)、広葉樹未晒クラフトパルプ(LUKP)、針葉樹未晒クラフトパルプ(NUKP)、広葉樹半晒クラフトパルプ(LSBKP)、針葉樹半晒クラフトパルプ(NSBKP)、広葉樹亜硫酸パルプ、針葉樹亜硫酸パルプ等の化学パルプ、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、サーモグランドパルプ(TGP)、ケミグランドパルプ(CGP)、砕木パルプ(GP)、サーモメカニカルパルプ(TMP)等の機械パルプ、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙等から製造される離解古紙パルプ、離解・脱墨古紙パルプ、または離解・脱墨・漂白古紙パルプ、あるいは、ケナフ、麻、葦等の非木材繊維から化学的にまたは機械的に製造されたパルプ等の公知の種々のパルプを使用することができる。
【0059】
これらの原料パルプの中でも特に、本板紙の表層の役割、本板紙としての各種品質特性等をバランスよく、効率的に達成するために、LBKP、NBKP、LUKP、NUKP、あるいは上白古紙、ケント古紙、茶古紙、クラフト封筒古紙から製造された古紙パルプを用いることが好ましい。
【0060】
また、表層の原料パルプには、針葉樹クラフトパルプ(NKP)を5〜70質量%含有することが好ましく、さらにNKPの含有量が25〜70質量%であると、破裂強度の向上とともに罫線割れを効果的に防止することができるのでより好ましい。
【0061】
なお、表層の原料パルプのNKPの含有量が5質量%未満であると、繊維長が長く、繊維が太いNKPの含有割合が少なくなるため、破裂強度の低下や、製函加工時に罫線割れが発生しやすくなる。一方、NKPの含有量が70質量%を超えると、地合いむらによる強度のばらつき、見栄えの低下を招く。また、前記中空無機粒子を含有する塗工液を塗工する場合には、塗工液が基紙表面に非常に多く浸透してしまうため、断熱性、保温性を有する塗工層を効率的に形成することができないという問題が生じてしまうおそれもある。
【0062】
さらに、表層の原料パルプのフリーネスは280〜530ccとすることが好ましく、320〜430ccとすることがより好ましい。なお、フリーネスとは、JIS−P8220に準拠して標準離解機にて試料を離解処理した後、JIS−P8121に準拠してカナダ標準濾水度試験機にて濾水度を測定した値である(以下、同様)。
【0063】
すなわち、表層の原料パルプのフリーネスが280cc未満であると、原料パルプの繊維長が短くなるため、破裂強度の低下や、製函加工時に罫線割れ、角割れが発生しやすくなる。一方、フリーネスが530ccを超えると、繊維長が長く、中空無機粒子が含有された塗工液が、過剰に表層に浸透してしまうため、断熱性、保温性を有する塗工層を効率的に形成することができないという問題が生じてしまうおそれもある。
【0064】
なお、塗工液の塗工量を増やすことも可能ではあるが、過剰な塗工は生産効率が低下し、また、高価な中空無機粒子を多く塗工することになり、いずれにしても大幅なコストアップを生じるおそれがある。
【0065】
次に、本板紙の中層及び裏層の原料構成について説明する。
【0066】
本板紙の基紙の中層及び裏層の原料パルプとしては、表層と同様に公知の種々のパルプを使用することができる。これらの中でも特に、表層と同様に、本板紙の裏層の役割である破裂強度及び圧縮強度の向上等の各種品質特性等をバランスよく、効率的に達成するためにLBKP、NBKP、LUKP、NUKP、LSBKP、NSBKP、あるいは茶古紙、クラフト古紙から製造された古紙パルプを用いることが好ましい。なお、原料パルプを選択する場合には、古紙パルプを可能な限り多く配合することが、エネルギー原単位や環境に与える負荷の軽減から好ましい。
【0067】
また、本板紙の中層及び裏層には、その原料パルプにNKPを10〜80質量%含有することが好ましく、さらにNKPの含有量が40〜60質量%であると、破裂強度を向上させることができるとともに、本板紙の包装容器加工時における罫線割れ、角割れの発生を効果的に防止できる。
【0068】
さらに、中層及び裏層の原料パルプのフリーネスは、表層同様に容器包装加工時における破裂、罫線割れ、角割れ等の発生を効果的に防止するために280〜480ccとすることが好ましく、また、引張強度の低下防止のために300〜440ccとすることがより好ましい。
【0069】
古紙パルプとしては、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙等から製造される離解古紙パルプ、離解・脱墨古紙パルプ、または離解・脱墨・漂白古紙パルプ等を使用することができる。
【0070】
また、本板紙の坪量は、特に限定されるものではないが、例えば70〜1000g/m2が好ましく、140〜700g/m2であるとより好ましい。なお、この坪量とはJIS−P8113に準拠して測定した坪量の値である。坪量が70g/m2未満であると、本板紙製造時の塗工適性不良や印刷適性不良が発生するという懸念がある。一方、坪量が1000g/m2を超えると、板紙の厚みが厚すぎるため巻取りにし難くなるので好ましくない。
【0071】
なお、本板紙の抄紙方法については、特に限定されるものではないので、酸性抄紙法、中性抄紙法、アルカリ性抄紙法のいずれであってもよい。また、抄紙機も特に限定されるものではなく、例えば長網抄紙機、ツインワイヤー抄紙機、円網抄紙機、円網短網コンビネーション抄紙機等、公知の種々の抄紙機を使用することができる。
【0072】
上述したように形成された本発明に係る多層抄き板紙は、例えば板紙と発泡紙とを貼り合わせることなく、断熱性、保温性に優れるものであるので工程の簡略化が図れる。
【0073】
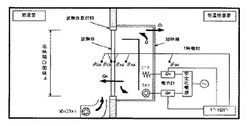
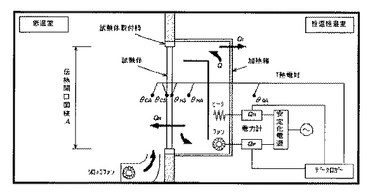
具体的には、JIS−A1420(住宅用断熱材及び構成材の断熱性能試験方法)に基づく、図1に示すような断熱・結露試験室を用い、試料1枚を結露試験室にセットし、試験室条件を恒温恒湿室内温度30±2℃、加熱箱内温度40±2℃、低温室内温度−20±2℃とし、低温度室内側で紙の表面温度を測定した場合の、低温度室内側の紙の表面温度を0℃以下、好ましくは−3℃以下に、より好ましくは−7℃以下に抑えることができる。また、JIS−Z0208(防湿包装材量の透湿度試験方法−カップ法−)に準じ、放置条件を40℃×90%RHとして測定した透湿度を1000g/m2/24h未満とすることができる。
【0074】
さらに、表面強度にも優れるので、従来の発泡紙では表面強度が弱いために用いることができなかった、輸送、保管、保護のために用いられる断熱性、保温性に優れた段ボール包装容器、内装包装容器等の包装容器に用いることができ、このような包装容器に用いても罫線割れ等の問題が発生しない。
【0075】
以上、本板紙について、紙層が表層、裏層、及び中層の3層の紙層から成る場合について説明してきたが、本願発明はこのような板紙に限らず、この他、例えば表層、2層の中層、及び裏層の4層の紙層を有する板紙、さらには中層の層数を増やして5層以上の紙層を有する板紙としても良い。
【実施例】
【0076】
本願発明に係る多層抄き板紙の効果を確認するため、以下のような各種の試料を作製し、これらの各試料に対する品質を評価する試験を行った。なお、本実施例において、配合、濃度等を示す数値は、固形分又は有効成分の重量基準の数値である。また、本実施例で示すパルプ・薬品等は一例にすぎないので、本願発明はこれらの実施例によって制限を受けるものではなく、適宜選択可能であることはいうまでもない。
【0077】
以下に、各試料の製造条件を示す。なお、特に断りのない限り、表層、中層(3層)及び裏層の各層の原料配合、濾水度、薬品添加条件などは同一とする。
【0078】
【表1】

[基紙の製造]
<1>表層
針葉樹晒クラフトパルプ(NBKP)30質量%と、広葉樹晒クラフトパルプ(LBKP)30質量%と、上質古紙パルプ40質量%とを配合した後に、離解フリーネスを380ccに調整した原料パルプに、硫酸バンド4質量%、サイズ剤(近代化学工業株式会社製R50)を固形分として0.3質量%添加して表層用の原料スラリーを調整した。なお、「離解フリーネス(cc)」は、各試料を約3cm2の大きさに裁断して約25gの重さの試験片とし、この試験片を1リットルの水に24時間浸漬した後、JIS−P8220に準拠して標準離解機で15分間離解処理し、試験片が完全に離解していることを目視で確認した後、JIS−P8121に準拠してカナダ標準濾水度試験機にて測定した濾水度の値である(以下、同様)。
<2>中層(1)
ケント古紙パルプ60質量%と上質古紙パルプ40質量%とを配合した後に、離解フリーネスを350ccに調整した原料パルプに、硫酸バンド4質量%、サイズ剤(近代化学工業株式会社製R50)を固形分として0.3質量%添加して原料スラリーを調整した。
<3>中層(2)、(3)及び裏層
地券古紙パルプ100質量%を、離解フリーネス280ccに調整し、硫酸バンド4質量%、サイズ剤(R50)を固形分として0.3質量%添加して原料スラリーを調整した。
【0079】
これらの原料スラリーを用い、ウルトラフォーマー(小林製作所株式会社製)にて、表層、中層(1)、中層(2)、中層(3)及び裏層の5層の紙層を抄き合わせて、表層の付け量を30g/m2、中層(1)の付け量を40g/m2、中層(2)、中層(3)、裏層は塗工液の塗工量により調整し、板紙全体の坪量が220g/m2である基紙を5層抄きウルトラヤンキーフォーマー抄紙にて得た。なお、坪量はJIS−P8142に記載の「紙及び板紙−坪量測定方法」に準拠して測定した。
【0080】
[塗工液の調整]
このように形成された基紙の少なくとも表層の表面に塗布して塗工層を形成する塗工液について説明する。すなわち、表1に示すように、本発明に係る24種類の塗工液と、本発明を比較検討するために5種類の塗工液を作製した。なお、表中の「%」は全て固形重量%を示す。
【0081】
表1中の「A」〜「L」及び「a」,「b」は塗工液中に含有する中空無機粒子、有機中空粒子、シリカ粒子の種類を示すもので、下記の通りである。
[中空無機粒子]
(A)平均粒子径1.5μm(東海工業株式会社製)
(B)平均粒子径2.0μm(東海工業株式会社製)
(C)平均粒子径90μm(東海工業株式会社製)
(D)平均粒子径92μm(東海工業株式会社製)
(a)平均粒子径4μm(東海工業株式会社製)
(b)平均粒子径40μm(東海工業株式会社製)
[有機中空粒子]
(E)平均粒子径0.05μm(三井化学株式会社製)
(F)平均粒子径0.1μm(三井化学株式会社製)
(G)平均粒子径10μm(三井化学株式会社製)
(H)平均粒子径11μm(三井化学株式会社製)
[シリカ粒子]
(I)平均粒子径0.03μm(奥多摩工業株式会社製)
(J)平均粒子径0.05μm(奥多摩工業株式会社製)
(K)平均粒子径10μm(奥多摩工業株式会社製)
(L)平均粒子径11μm(奥多摩工業株式会社製)
[バインダ]
SBRスマーテックス、Tg−5℃、固形分50%(日本エーアンドエル株式会社製)
[防湿剤]
OP670、Tg−10℃、固形分40%(一方社油脂工業株式会社製)
このような中空無機粒子、有機中空粒子、シリカ粒子、バインダ、及び防湿剤を表1に示す通りに配合し、全固形濃度を65%に調整した塗工液を調整した。
【0082】
[多層抄き板紙への塗工液の塗工]
上述したようにして得た基紙の片面に、上述したように調整した塗工液を、片面当りの固形重量で表1に示す塗工量を、抄紙機に設置したオンマシンバーコーターにて塗工する。
【0083】
その後、ドライヤーシリンダーの表面温度が約100℃であるアフタードライヤーにて乾燥させ、その後ソフトカレンダーで線圧の調整により、平滑度を表2の通りに調整し、多層抄き板紙(実施例1ないし実施例24、及び比較例2ないし比較例5)を得た。
【0084】
また、比較例1として、通常の板紙と同様に、抄紙機に設置したオンマシンロッドコーターにて基紙の片面に、PVA(JF17 日本酢ビポバール株式会社製)を片面当り固形重量で0.5g/m2を塗工した後、ドライヤーシリンダーの表面温度が約100℃のアフタードライヤーにて乾燥させ、その後ソフトカレンダーで別表の通り線圧を掛け、多層抄き断熱板紙を得た。
【0085】
なお、表1中「粘度(cps)」とは塗工液の粘度で、B型粘度計20rpmと60rpmとを用い測定した値である。なお、回転数20rpmで測定した粘度の値が60rpmで測定した粘度の値に比べ高く、さらにこの差が大きいほどチキソ性が高いことを示す。
【0086】
これらの全実施例及び比較例について、坪量、断熱試験、及び表面強度を評価する試験を行った結果は、表2に示すとおりであった。
【0087】
なお、この評価試験は特に断りのない限り、JIS−P8111に準拠して温度23℃±1℃、湿度50±2%の環境条件の下で行った。
【0088】
また、表2中の「表面温度(℃)」とは板紙の断熱性を評価するために、断熱試験はJIS−A1420(住宅用断熱材及び構成材の断熱性能試験方法)に基づく、図1に示すような断熱・結露試験室を用い、試料1枚を結露試験室にセットし、試験室条件を恒温恒湿室内温度3℃±2℃、加熱箱内温度40±2℃、低温室内温度−20±2℃とし、低温度室内側で紙の表面温度を測定した。
【0089】
また「平滑度(秒)」とはJIS−P8119に準拠して測定した値である。
【0090】
「印刷適性」とはJIS−P8129に定めるIGT印刷適性試験機に用いる標準タックグレードインクを使用し、熊谷理機工業株式会社製KRK万能印刷適性試験機を用いて印刷したときにカスレが発生しているか否かを評価したものである。その評価基準は◎印の「カスレなし」、○印の「ほぼカスレなし」、△印の「ややカスレ有り」、×印の「カスレが多い」の4段階とした。
【0091】
「透湿度」とはJIS−Z0208(防湿包装材量の透湿度試験方法−カップ法−)に準じ、放置条件を40℃×90%RHとして測定し、評価したものである。その評価基準は、◎印の「透湿度が1000g/m2/24h未満」、○印の「透湿度が1000g/m2/24h以上1500g/m2/24h未満」、△印の「透湿度1500g/m2/24h以上2000g/m2/24h未満」、×印の「透湿度が2000g/m2/24h以上」の4段階とした。
【0092】
「表面強度(A)」とは、JIS−P8129に準拠して測定した表面強度の値に基づき、包装容器に使用する板紙として評価した。その評価基準は◎印の「表面強度が14A以上」、○印の「表面強度が13A〜11A」、△印の「表面強度が10A〜8A」×印の「表面強度が7A未満」の4段階とした。
【0093】
「罫線割れ試験」とは、耐折試験法のMIT試験機にて折り込みを10回繰り返し、塗工面に形成される折目の割れ方を評価したものである。その評価基準は、◎印の「塗工層の割れが発生していない」、○印の「塗工層の割れが殆ど発生していない」、△印の「塗工層の割れは発生しているが、実用上問題ない」、×印の「塗工層の割れが多く発生している」の4段階とした。
【0094】
「コスト」とは、各実施例及び比較例に係る板紙を製造するコストを評価したものであり、その評価基準は○印の「安価である」、△印の「普通」、×印の「高価である」の3段階とした。
【0095】
【表2】
表2に示すように、本発明に係る多層抄き板紙、すなわち実施例1〜実施例24に係る多層抄き板紙は品質評価に優れることが分かる。すなわち、本発明に係る多層抄き板紙は、断熱性・保温性に優れるので、断熱性及び保温性を要する包装容器に好適に用いることができ、また表面強度等にも優れるので、包装容器等に加工しても罫線割れが発生しにくいことが分かる。
【図面の簡単な説明】
【0096】
【図1】JIS−A1420(住宅用断熱材及び構成材の断熱性能試験方法)に基づく断熱・結露試験室の概略図である。
【技術分野】
【0001】
本願発明は、多層抄き板紙に関し、さらに詳細には、断熱性、保温性、保冷性に優れ、また印刷適性、段ボールシート、段ボール包装容器、内装包装容器などへの加工・貼合・製函適性、リサイクルに優れる多層抄き板紙及びこの多層抄き板紙を用いた包装容器に関する。
【背景技術】
【0002】
従来から断熱性、保温性、保冷性を必要とする生鮮品用の包装材・緩衝材や建築用の断熱材などには、主にポリスチレン原料をブタンなどの発泡剤でふくらませた発泡スチロールが、成形性が良好で安価・軽量なことから大量に使用されてきた。
【0003】
しかしながら、発泡スチロールは、廃棄に際し環境への負荷が大きいといった問題がある。すなわち、この発泡スチロールを焼却処理によって廃棄すると、燃焼カロリーが高いことから焼却炉を損傷させることになり、また黒煙や有害物質等の汚染物質となって大気汚染を引き起こすことにもなる。一方、発泡スチロールを埋立処理によって廃棄すると、嵩高であるとともに難分解性であるため、そのまま土壌中に残留し、埋立処分場の寿命を短縮させることになる。なお、発泡スチロールの分別回収、リサイクルも検討されているが、回収、リサイクルに掛かるコスト等の観点から根本的な対策を構築するまでには至っていない。
【0004】
これに対し、紙は燃焼カロリーが低く、燃焼による煤煙や有害物質の発生が少なく、また易分解性である。このため、発泡スチロールに代えて、断熱性や保温性を有する紙を開発する試みがなされてきている。
【0005】
断熱性、保温性、保冷性を有する紙として、熱により発泡する発泡性マイクロカプセルを使用した発泡紙が各種提案されている。この発泡性マイクロカプセルは、メタクリン酸とスチレンの共重合体、アクリロニトリルとスチレンの共重合体、塩化ビニリデン等の熱可塑性合成樹脂の微細粒子外殻内にブタンガス等の低沸点剤を封入したものであり、加熱により外殻が軟化しブタンガス等の低沸点溶剤が気化して膨張することで、中空の独立気泡であるマイクロバルーンを形成するものである(例えば特許文献1、特許文献2等参照)。
【0006】
熱により発泡する発泡性マイクロカプセル(「熱発泡性粒子」とも言う。)を紙に付与する方法としては、熱発泡性粒子をパルプ原料に混合して紙を抄造する内添抄紙方法や、紙製造工程途中で多くの水分を保有する湿潤状態の湿紙に熱発泡性粒子をスプレーする方法、また発泡性マイクロカプセルとゴムラテックス及び/または合成樹脂エマルジョンからなる含浸液を湿式含浸法により含浸させる方法を用いることができる。このように紙に熱発泡性粒子を付与した後、紙を加熱することにより紙を低密度とすることができる低密度紙の製造方法が開示されている(特許文献3、特許文献4、特許文献5)。
【0007】
しかし、特許文献3〜5に記載の熱発泡性粒子を有する紙は、いずれも発泡性マイクロカプセル等の熱発泡性粒子が発泡して紙層全体がポーラスとなっており、マイクロカプセルが発泡したマイクロバルーンにより、パルプ繊維間結合が妨げられ紙力や紙層間の剥離強度が大きく低下し、剥けたり、破れたり、裂けたりし易いという問題があり、断熱、保温用の包装容器に用いる紙としては適性がない。
【0008】
また、特許文献3及び特許文献4に記載された熱発泡性粒子を有する紙では、原料パルプに発泡性マイクロカプセルを混合し抄紙するが、発泡性マイクロカプセルは、パルプ繊維状に物理的にとどまるだけであるため、抄紙機ワイヤー上での歩留まりが非常に悪く、原料パルプに高価な発泡性マイクロカプセルを過剰に混合しなければならないという問題があった。
【0009】
そこで、発泡性マイクロカプセル以外に断熱効果のある素材として、現在、建築用途等に使用されている断熱塗料があり、この塗料の原料として中空セラミックが多用されている。この塗料は、壁や屋根に、はけやスポンジローラー等で厚塗りするペンキ用塗料であるためチキソ性が高く、また、塗料とするために増粘剤等の粘度が高い樹脂が使用されている。従って、このような塗料は粘度が高すぎるため、抄紙マシンの塗工設備や印刷機でこの塗料を塗工又は印刷することができない。
【0010】
また、より高い断熱効果を得るためには、中空無機粒子は空隙率の高いものが良い。しかしながら、空隙率が高いと中空無機粒子の粒子径も大きくなり、粒子径が大きくなる程、塗料はチキソ性が高くなる。
【0011】
また、粒子径が小さく空隙率の低い中空無機粒子を使用し、バインダとして樹脂を多く混合することで、低粘度でチキソ性が低い塗料とすることができる。しかしながら、このような塗料は中空無機粒子の配合量が少なく空隙率も低いため、この塗料を抄紙マシンの塗工設備や印刷機で塗工又は印刷した場合、十分な皮膜の厚みを得ることができず、断熱効果が得られないという問題があった。
【0012】
なお、何度も塗工設備や印刷機に通して、何度も紙に塗料を塗布すると、塗工皮膜の厚みを増加させ、断熱効果を得ることはできる。しかしながら、塗工又は印刷する工程を何度も経るため、この工程に掛かるコストが高くなる。また、この工程に使用されるエネルギー消費量等が増加することを考慮すると、発泡スチロールを使用した方が、環境負荷が少ないものと考えられる。
【0013】
また、特許文献6に示すように、セラミック微粉末とアクリル系樹脂を紙に塗工することで耐水性、耐油性を得る方法が提案されている。しかしながら、塗料中のセラミック微粉末の含有量が少ないため、断熱効果は得られないものと考えられる。また、粒子径の大きい中空無機粒子は分散性が悪くチキソ性が高いため、水やスチレン・ブタジエン共重合ラテックス(SBR)等のバインダに中空無機粒子を入れて分散させた場合、攪拌中は水溶液状であるが、攪拌を止めれば直ぐ固体化しまう。このため、抄紙設備の塗工機や印刷機等での塗工又は印刷は不可能である。さらに、特許文献6中にはセラミック及び樹脂の配合等詳細が一切開示されてない。
【0014】
また、先行技術文献は見当たらないものの、紙表面に熱発泡性粒子を含有した塗工液をオフマシンまたはオンマシン上で塗工することで発泡紙を得ることも考えられる。
【0015】
しかしながら、紙表面に熱発泡性粒子を含有した塗工液が塗工された発泡紙は、熱発泡性粒子が発泡することにより、紙表面の防滑性が高くなり過ぎてしまう。このため、段ボール製造時に、コルゲーターマシンの熱板に熱発泡層が取られてしまったり、熱板の温度で発泡剤が破裂し、発泡層が消滅することが考えられる。
【0016】
また、上述したように熱発泡性粒子単体では紙に定着しないため、熱発泡性粒子とバインダとからなる塗工液を塗工機により紙表面に塗工した後、加熱して熱発泡性粒子を発泡させなければならない。しかしながら、この方法はバインダを用いるため、バインダにより熱発泡性粒子の適切な発泡が阻害されてしまい、このため、熱発泡性粒子が適切に発泡することによって発現する断熱性や保温性の効果を得にくくなる。
【0017】
また、熱発泡性粒子の含有率を多くすると、発泡紙のコストが高くなるとともに、熱発泡性粒子により紙の表面強度及び印刷適性が低下するという問題がある。
【0018】
さらに、紙表面に熱発泡性粒子を含有した塗工液を塗工する方法は塗工量が一定量以下に制限されることから、熱発泡性粒子の塗工量が制限され、塗工層の厚みも薄いため、断熱性、保温性という点では、前述の内添法、含浸法よりも劣ると考えられるため、実用化に至っていないと考えられる。
【0019】
【特許文献1】特公昭42−26524号公報
【特許文献2】特公昭44−7344号公報
【特許文献3】特開平5−339898号公報
【特許文献4】特開平10−88495号公報
【特許文献5】特開平8−226097号公報
【特許文献6】特許第2736731号
【発明の開示】
【発明が解決しようとする課題】
【0020】
本願発明は、上述した実情に鑑みてなされたもので、その目的とするところは、製品が廃棄された際のリサイクル性、易処理性及び易焼却性を有する植物パルプ繊維を主原料とした多層抄き板紙に断熱性、保温性を有する塗工液が塗工された板紙および、この多層抄き板紙を用いた包装容器を提供することである。
【課題を解決するための手段】
【0021】
本発明の上記目的は、基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバオンダとを含有する塗工液を塗布して塗工層を設けたことを特徴とする多層抄き板紙を提供することによって達成される。
【0022】
また、本発明の上記目的は、前記塗工層中には、有機中空粒子及び/又はシリカ粒子が含有されることを特徴とする多層抄き板紙を提供することによって、効果的に達成される。
【0023】
また、本発明の上記目的は、前記塗工層は、前記中空無機粒子の固形重量含有率が15%以上95%以下であることを特徴とする多層抄き板紙を提供することによって、より効果的に達成される。
【0024】
また、本発明の上記目的は、前記塗工層の塗工量は固形重量で2g/m2以上60g/m2以下であることを特徴とする多層抄き板紙を提供することによって、より効果的に達成される。
【0025】
さらにまた、本発明の上記目的は、上記いずれかに記載の多層抄き板紙を用いた包装容器を提供することによって、より効果的に達成される。
【発明の効果】
【0026】
本発明に係る多層抄き板紙によれば、基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバインダとを含有する塗工液を塗布して塗工層を設けたので、優れた断熱性、保温性を有する。さらに、印刷適性、段ボールシート、段ボール包装容器、内装包装容器などへの加工・貼合・製函適性に優れる。
【0027】
また、塗工層の塗工量は固形重量で2g/m2以上60g/m2以下とすることにより、断熱効果が向上し、保冷性、保温性がさらに優れるとともに、罫線割れを防止することができる。
【発明を実施するための最良の形態】
【0028】
以下、本願発明に係る多層抄き板紙について、基紙が表層、中層、及び裏層の3層の紙層から成る場合を例に詳細に説明する。なお、本願発明に係る多層抄き板紙は、以下の実施形態に限定されるものではなく、特許請求の範囲を逸脱しない範囲内において、その構成を適宜変更できることはいうまでもない。
【0029】
本願発明に係る多層抄き板紙(以下、「本板紙」という。)は、表層と、裏層と、これら表裏層の間に配置される1層の中層との3層の紙層により基紙を構成し、この基紙の少なくとも片面に中空無機粒子と防湿剤とを含有する塗工液を塗布することにより塗工層が設けられている。
【0030】
本板紙に塗布される塗工液中に含有される中空無機粒子には、珪素、アルミ、チタン、カルシウム、マグネシウム等の無機物を焼成等の方法により中空成形した無機顔料が用いられる。このような中空無機粒子として、中空シリカ粒子、中空アルミナ粒子、中空マグネシウム粒子などが挙げられる。具体例としては、例えば巴工業株式会社製の「セノライトM−732C」、「同SZ−3」、「同DH」や、東海工業株式会社製の「Z−60」や、「X−100」等を用いることができる。
【0031】
このような中空無機粒子は、平均粒子径が2μm以上90μm以下であることが好ましく、さらに平均粒子径が4μm以上40μm以下であるとより好ましい。平均粒子径が90μmを超えると、中空無機粒子を含有する塗工液を本板紙の基紙の表面(少なくとも片面)に塗工した際、表面の凹凸が多くなり印刷不良の発生が多くなるとともに、粒子が大きいため、バインダを多く配合しても粒子が基紙の表面に接着しにくくなり、所定の表面強度を得にくくなるなどの問題が生じる。一方、平均粒子径が2μm未満であると中空無機粒子の空隙率が小さくなり、本板紙の所望とする断熱性を得ることができないため、塗工液の塗工量を多くすることが必要となるが、抄紙設備の塗工機や印刷機で塗工又は印刷する場合、何度も塗工又は印刷を行うことが必要となり、コストが高くなったり、環境負荷が大きくなる等の問題が発生する。なお、本発明における平均粒子径とは、走査電子顕微鏡写真にて塗工層面をn数60で実測し、最大値、最小値の各々5測定値(計10測定値)を除いた、n数50の平均値で示した。
【0032】
また、本板紙に塗工される塗工液には防湿剤も含有されている。これにより、本板紙が包装容器に加工されて用いられた場合、包装容器の内側と外側との蒸気通過が抑えられるため断熱性を向上させることができる。
【0033】
防湿剤としては、ガンツ化成株式会社製の商品名「ウルトラゾールD400」、サカタインクス株式会社製の商品名「ブライトーンFC115」、「ブライトーンFC3062」、一方社油脂工業株式会社製の商品名「OP−670」等の市販のものを、単独もしくは2種以上混合して用いることができる。
【0034】
防湿剤の含有量は、塗工液中の全粒子の固形重量を100重量部とし固形重量で3部以上50部以下が好ましい。防湿剤の含有量が3部未満であると防湿効果が低いため、本板紙が例えば包装容器に加工された際、包装容器の内側と外側の蒸気通過が多くなり、本板紙の所望とする断熱効果が得にくい。一方、防湿剤の含有量が50部を超えると、塗工液中の中空無機粒子等の粒子濃度が低くなるため、本板紙の所望とする断熱効果を得にくくなる。
【0035】
また、本板紙に塗工される塗工液には、有機中空粒子及び/又はシリカ粒子を含有することが好ましい。これにより、本板紙の表面強度を向上させ、罫線割れの発生を防止することができるとともに、塗工層が設けやすくなる。また、有機中空粒子は中空構造であり、シリカ粒子は多孔質構造であるため、有機中空粒子及び/又はシリカ粒子が含有された塗工液を用いると、塗工層をより低密度化することができる。さらに、有機中空粒子には弾力性があるため、抄紙機にて中空無機粒子やシリカ粒子を塗工した後、カレンダー処理を施す際に、中空無機粒子やシリカ粒子が破壊されることを防止することができ、塗工層にクッション性を持たせることができる。従って、本板紙の断熱性及び印刷適性をより向上させることができるという相乗効果が得られる。
【0036】
有機中空粒子としては、内部に空隙を有し、かつポリマーが高度に架橋された中空状のポリマー微粒子で、例えば中空球状プラスチック顔料などが挙げられる。このような有機中空粒子として、具体的には日本ゼオン株式会社製の商品名「MH5055」、三井化学株式会社製の商品名「グロスデール」等を単独もしくは2種以上を混合して用いることができる。
【0037】
シリカ粒子(SiO2)は無水ケイ酸とも呼ばれ、中空無機粒子と同じ無機質であり、主に天然に存在することから安価であり、また粒子径も小さいため、中空無機粒子の分散に適している。このシリカ粒子としては、石英、鱗珪石、スティショバイト、クリストバライト、コーサイト、ジャスパーなどが挙げられる。
【0038】
なお、上述したような平均粒子径が2μm以上90μm以下である中空無機粒子を含有して、チキソ性の低い塗工液を得るためには、有機中空粒子の平均粒子径が0.05μm以上10μm以下であり、シリカ粒子の平均粒子径が0.1μm以上10μm以下であることが好ましい。このように中空無機粒子よりも平均粒子径が小さい有機中空粒子及びシリカ粒子を含有させ、市販の分散剤、例えば花王株式会社製の「デモールMS」等を添加し、中空無機粒子間にシリカ粒子を配置することにより、中空無機粒子を分散させることができ、チキソ性が高くなる要因である無機粒子同士の結合を防止することができる。すなわち、塗工液のチキソ性を低くし、ノニオトロピー化することができる。
【0039】
有機中空粒子の平均粒子径が0.05μm未満であると、塗工液を塗工することにより形成される塗工層のクッション性が得られず印刷適性が劣ると共に、抄紙設備の塗工機にて塗工液を塗工した後、カレンダーを通過させた際、中空無機粒子が破壊され始めるため、断熱性が低下する。一方、有機中空粒子の平均粒子径が10μmを超えると、隣り合う中空無機粒子間の距離が大きくなりすぎるため、断熱性が低下してしまう。
【0040】
また、シリカ粒子の平均粒子径が0.1μm未満であると、中空無機粒子間の距離が小さくなるため塗工液のチキソ性を低くすることが出来ず、抄紙設備の塗工機や印刷機で塗工又は印刷に問題を生じる場合がある。一方、シリカ粒子の平均粒子径が10μmを超えると、隣り合う中空無機粒子間の距離が大きくなりすぎるため、断熱効果が低下してしまう。
【0041】
また、塗工液中の全粒子中の中空無機粒子と、有機中空粒子及び/又はシリカ粒子との含有率は、中空無機粒子が15%以上95%以下であり、有機中空粒子及び/又はシリカ粒子が5%以上85%以下ある。
【0042】
塗工液中の全粒子中における中空無機粒子の固形重量含有率が15%未満であると、中空無機粒子の含有量が少なすぎるため、本板紙の所望とする断熱効果を得ることができない。一方、中空無機粒子の固形重量含有率が95%を超えると、塗工液中の有機中空粒子及び/又はシリカ粒子の含有量が少なくなるため、隣り合う中空無機粒子間の距離が近すぎる。このため、塗工液のチキソ性を低くすることが出来ず、抄紙設備の塗工機や印刷機で塗工又は印刷に問題を生じる場合がある。
【0043】
また、固体である中空無機粒子、有機中空粒子、シリカ粒子を使用することで、塗工液の濃度及び粘度を容易に調整することができるため、1回の塗工又は印刷でより多くの量の塗工液を塗布することができるため、本板紙のコストを低くすることができるとともに、本板紙をより容易に製造することができる。
【0044】
本板紙の基紙に塗布される塗工液には、上述した粒子を基紙の表面に接着するためにバインダが含有されている。このようなバインダとしては、例えば酢酸ビニル、アクリル、ポリビニルアルコール(PVA)、スチレン・ブタジエン共重合ラテックス(SBR)、澱粉、ポリアクリルアマイド(PAM)等の公知の種々のものを用いることができる。
【0045】
このバインダの含有量は、前述した塗工液中の全粒子の固形重量を100重量部として固形重量で3部以上50部以下とすることが好ましい。バインダの含有量が3部未満であると、中空無機粒子等の塗工液中の粒子が紙表面に接着し難くなるため、板紙の表面強度が低下してしまう。一方、バインダの含有量が50部を超えると、バインダの効果は頭打ちとなるとともに、塗工液の製造コストが高くなり、これに伴い本板紙の製造コストも高くなってしまう。
【0046】
さらにまた、バインダは、ガラス転移温度(Tg)が−50〜30℃、より好ましくは−30〜20℃であることが好ましい。このようなバインダは柔らかい性状であるため、本板紙の折り曲げ適性を向上させることができるとともに、塗工液の塗工時の粘度を低くすることができる。さらに、乾燥後は適度な表面強度の向上効果を得ることができるため、板紙の加工適性がより優れるものとなる。
【0047】
また、塗工液に、有機中空粒子及びシリカ粒子の分散性向上のため、増粘剤や分散剤を助剤として添加しても良い。
【0048】
塗工液の粘度は、B型粘度計20rpmで20〜1000cps、60rpmで50〜500cpsに調整することが、後述する塗工方法における塗工適性に優れるため好ましい。
上述した塗工液の塗工量は、片面当り固形重量で2g/m2以上60g/m2以下であることが好ましい。これにより、本板紙の印刷適性を向上させることができるとともに、表面強度を向上させることができるので罫線割れの発生を少なくすることができる。
【0049】
塗工液の塗工量が2g/m2未満であると、塗工層の厚みが薄いため、板紙の断熱性が著しく低下するとともに、塗工層の表面も粗くなるため、印刷カスレが発生しやすくなる。一方、塗工液の塗工量が60g/m2を超えると、塗工層の厚みが厚すぎるため、塗工層が割れやすくなり、また板紙が包装容器等に加工される際においても罫線割れが発生し易くなる。
【0050】
なお、塗工液は、バーコーター、ロッドコーター、エアナイフなどの公知の塗工手段により基紙の少なくとも片面に塗工することができる。また、グラビア印刷機、フレキソ印刷機等の公知の印刷手段により印刷することもできる。これらの中でも特に、バーコーター、ロッドコーター、エアナイフなどが本発明の塗工液を均一に所定量塗工しやすいため好ましい。
【0051】
また、塗工液を塗工する前工程で、基紙にカレンダー処理を施すことが好ましい。これにより基紙の表面が緻密になり、塗工液を基紙の表面に効率よくとどめることができるようになるので、本板紙をより断熱効果に優れたものとすることができる。
【0052】
また、抄紙工程中で塗工液を塗工後、カレンダー処理を施して、板紙の平滑度を12〜360秒、好ましくは22〜360秒、より好ましくは56〜360秒とすると、高い印刷適性を得ることができる。
【0053】
なお、塗工液を塗工した後に施されるカレンダー処理は、スチールロールを使用したカレンダー処理よりも、紙厚の低下を抑えながら印刷適性を高めることができるソフトカレンダー処理であることが好ましい。すなわち、本板紙を、優れた断熱性と印刷適性とを兼ね備えたものとするためには、塗工層中の中空無機粒子を破壊させないようにする必要があるからである。
【0054】
以下に、本板紙の基紙について説明する。
【0055】
本板紙の基紙は、上述したように、表層と、裏層と、これら表裏層間に配置される1層の中層との3層の紙層により構成されている。
【0056】
本板紙は、輸送、保管、保護のために用いられる断熱性、保温性に優れた段ボール包装容器、内装包装容器等の包装容器に加工され使用されることを主目的とするため、抜き加工適性や貼合・製函適性に優れ、かつ包装容器として適切な強い強度を有する必要がある。
【0057】
そのため、本板紙の表層は、(1)段ボール包装容器、内装包装容器等への加工時の罫線割れを防止する、(2)高い表面強度を有し、内容物を輸送、保管、保護する、(3)中空無機粒子と防湿剤とを含有する塗工液に対する塗工適性を有する、(4)印刷適性を確保する、等の役目を担う層である。
【0058】
表層の原料パルプとしては、例えば広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)、広葉樹未晒クラフトパルプ(LUKP)、針葉樹未晒クラフトパルプ(NUKP)、広葉樹半晒クラフトパルプ(LSBKP)、針葉樹半晒クラフトパルプ(NSBKP)、広葉樹亜硫酸パルプ、針葉樹亜硫酸パルプ等の化学パルプ、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、サーモグランドパルプ(TGP)、ケミグランドパルプ(CGP)、砕木パルプ(GP)、サーモメカニカルパルプ(TMP)等の機械パルプ、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙等から製造される離解古紙パルプ、離解・脱墨古紙パルプ、または離解・脱墨・漂白古紙パルプ、あるいは、ケナフ、麻、葦等の非木材繊維から化学的にまたは機械的に製造されたパルプ等の公知の種々のパルプを使用することができる。
【0059】
これらの原料パルプの中でも特に、本板紙の表層の役割、本板紙としての各種品質特性等をバランスよく、効率的に達成するために、LBKP、NBKP、LUKP、NUKP、あるいは上白古紙、ケント古紙、茶古紙、クラフト封筒古紙から製造された古紙パルプを用いることが好ましい。
【0060】
また、表層の原料パルプには、針葉樹クラフトパルプ(NKP)を5〜70質量%含有することが好ましく、さらにNKPの含有量が25〜70質量%であると、破裂強度の向上とともに罫線割れを効果的に防止することができるのでより好ましい。
【0061】
なお、表層の原料パルプのNKPの含有量が5質量%未満であると、繊維長が長く、繊維が太いNKPの含有割合が少なくなるため、破裂強度の低下や、製函加工時に罫線割れが発生しやすくなる。一方、NKPの含有量が70質量%を超えると、地合いむらによる強度のばらつき、見栄えの低下を招く。また、前記中空無機粒子を含有する塗工液を塗工する場合には、塗工液が基紙表面に非常に多く浸透してしまうため、断熱性、保温性を有する塗工層を効率的に形成することができないという問題が生じてしまうおそれもある。
【0062】
さらに、表層の原料パルプのフリーネスは280〜530ccとすることが好ましく、320〜430ccとすることがより好ましい。なお、フリーネスとは、JIS−P8220に準拠して標準離解機にて試料を離解処理した後、JIS−P8121に準拠してカナダ標準濾水度試験機にて濾水度を測定した値である(以下、同様)。
【0063】
すなわち、表層の原料パルプのフリーネスが280cc未満であると、原料パルプの繊維長が短くなるため、破裂強度の低下や、製函加工時に罫線割れ、角割れが発生しやすくなる。一方、フリーネスが530ccを超えると、繊維長が長く、中空無機粒子が含有された塗工液が、過剰に表層に浸透してしまうため、断熱性、保温性を有する塗工層を効率的に形成することができないという問題が生じてしまうおそれもある。
【0064】
なお、塗工液の塗工量を増やすことも可能ではあるが、過剰な塗工は生産効率が低下し、また、高価な中空無機粒子を多く塗工することになり、いずれにしても大幅なコストアップを生じるおそれがある。
【0065】
次に、本板紙の中層及び裏層の原料構成について説明する。
【0066】
本板紙の基紙の中層及び裏層の原料パルプとしては、表層と同様に公知の種々のパルプを使用することができる。これらの中でも特に、表層と同様に、本板紙の裏層の役割である破裂強度及び圧縮強度の向上等の各種品質特性等をバランスよく、効率的に達成するためにLBKP、NBKP、LUKP、NUKP、LSBKP、NSBKP、あるいは茶古紙、クラフト古紙から製造された古紙パルプを用いることが好ましい。なお、原料パルプを選択する場合には、古紙パルプを可能な限り多く配合することが、エネルギー原単位や環境に与える負荷の軽減から好ましい。
【0067】
また、本板紙の中層及び裏層には、その原料パルプにNKPを10〜80質量%含有することが好ましく、さらにNKPの含有量が40〜60質量%であると、破裂強度を向上させることができるとともに、本板紙の包装容器加工時における罫線割れ、角割れの発生を効果的に防止できる。
【0068】
さらに、中層及び裏層の原料パルプのフリーネスは、表層同様に容器包装加工時における破裂、罫線割れ、角割れ等の発生を効果的に防止するために280〜480ccとすることが好ましく、また、引張強度の低下防止のために300〜440ccとすることがより好ましい。
【0069】
古紙パルプとしては、茶古紙、クラフト封筒古紙、雑誌古紙、新聞古紙、チラシ古紙、オフィス古紙、段ボール古紙、上白古紙、ケント古紙、模造古紙、地券古紙等から製造される離解古紙パルプ、離解・脱墨古紙パルプ、または離解・脱墨・漂白古紙パルプ等を使用することができる。
【0070】
また、本板紙の坪量は、特に限定されるものではないが、例えば70〜1000g/m2が好ましく、140〜700g/m2であるとより好ましい。なお、この坪量とはJIS−P8113に準拠して測定した坪量の値である。坪量が70g/m2未満であると、本板紙製造時の塗工適性不良や印刷適性不良が発生するという懸念がある。一方、坪量が1000g/m2を超えると、板紙の厚みが厚すぎるため巻取りにし難くなるので好ましくない。
【0071】
なお、本板紙の抄紙方法については、特に限定されるものではないので、酸性抄紙法、中性抄紙法、アルカリ性抄紙法のいずれであってもよい。また、抄紙機も特に限定されるものではなく、例えば長網抄紙機、ツインワイヤー抄紙機、円網抄紙機、円網短網コンビネーション抄紙機等、公知の種々の抄紙機を使用することができる。
【0072】
上述したように形成された本発明に係る多層抄き板紙は、例えば板紙と発泡紙とを貼り合わせることなく、断熱性、保温性に優れるものであるので工程の簡略化が図れる。
【0073】
具体的には、JIS−A1420(住宅用断熱材及び構成材の断熱性能試験方法)に基づく、図1に示すような断熱・結露試験室を用い、試料1枚を結露試験室にセットし、試験室条件を恒温恒湿室内温度30±2℃、加熱箱内温度40±2℃、低温室内温度−20±2℃とし、低温度室内側で紙の表面温度を測定した場合の、低温度室内側の紙の表面温度を0℃以下、好ましくは−3℃以下に、より好ましくは−7℃以下に抑えることができる。また、JIS−Z0208(防湿包装材量の透湿度試験方法−カップ法−)に準じ、放置条件を40℃×90%RHとして測定した透湿度を1000g/m2/24h未満とすることができる。
【0074】
さらに、表面強度にも優れるので、従来の発泡紙では表面強度が弱いために用いることができなかった、輸送、保管、保護のために用いられる断熱性、保温性に優れた段ボール包装容器、内装包装容器等の包装容器に用いることができ、このような包装容器に用いても罫線割れ等の問題が発生しない。
【0075】
以上、本板紙について、紙層が表層、裏層、及び中層の3層の紙層から成る場合について説明してきたが、本願発明はこのような板紙に限らず、この他、例えば表層、2層の中層、及び裏層の4層の紙層を有する板紙、さらには中層の層数を増やして5層以上の紙層を有する板紙としても良い。
【実施例】
【0076】
本願発明に係る多層抄き板紙の効果を確認するため、以下のような各種の試料を作製し、これらの各試料に対する品質を評価する試験を行った。なお、本実施例において、配合、濃度等を示す数値は、固形分又は有効成分の重量基準の数値である。また、本実施例で示すパルプ・薬品等は一例にすぎないので、本願発明はこれらの実施例によって制限を受けるものではなく、適宜選択可能であることはいうまでもない。
【0077】
以下に、各試料の製造条件を示す。なお、特に断りのない限り、表層、中層(3層)及び裏層の各層の原料配合、濾水度、薬品添加条件などは同一とする。
【0078】
【表1】
[基紙の製造]
<1>表層
針葉樹晒クラフトパルプ(NBKP)30質量%と、広葉樹晒クラフトパルプ(LBKP)30質量%と、上質古紙パルプ40質量%とを配合した後に、離解フリーネスを380ccに調整した原料パルプに、硫酸バンド4質量%、サイズ剤(近代化学工業株式会社製R50)を固形分として0.3質量%添加して表層用の原料スラリーを調整した。なお、「離解フリーネス(cc)」は、各試料を約3cm2の大きさに裁断して約25gの重さの試験片とし、この試験片を1リットルの水に24時間浸漬した後、JIS−P8220に準拠して標準離解機で15分間離解処理し、試験片が完全に離解していることを目視で確認した後、JIS−P8121に準拠してカナダ標準濾水度試験機にて測定した濾水度の値である(以下、同様)。
<2>中層(1)
ケント古紙パルプ60質量%と上質古紙パルプ40質量%とを配合した後に、離解フリーネスを350ccに調整した原料パルプに、硫酸バンド4質量%、サイズ剤(近代化学工業株式会社製R50)を固形分として0.3質量%添加して原料スラリーを調整した。
<3>中層(2)、(3)及び裏層
地券古紙パルプ100質量%を、離解フリーネス280ccに調整し、硫酸バンド4質量%、サイズ剤(R50)を固形分として0.3質量%添加して原料スラリーを調整した。
【0079】
これらの原料スラリーを用い、ウルトラフォーマー(小林製作所株式会社製)にて、表層、中層(1)、中層(2)、中層(3)及び裏層の5層の紙層を抄き合わせて、表層の付け量を30g/m2、中層(1)の付け量を40g/m2、中層(2)、中層(3)、裏層は塗工液の塗工量により調整し、板紙全体の坪量が220g/m2である基紙を5層抄きウルトラヤンキーフォーマー抄紙にて得た。なお、坪量はJIS−P8142に記載の「紙及び板紙−坪量測定方法」に準拠して測定した。
【0080】
[塗工液の調整]
このように形成された基紙の少なくとも表層の表面に塗布して塗工層を形成する塗工液について説明する。すなわち、表1に示すように、本発明に係る24種類の塗工液と、本発明を比較検討するために5種類の塗工液を作製した。なお、表中の「%」は全て固形重量%を示す。
【0081】
表1中の「A」〜「L」及び「a」,「b」は塗工液中に含有する中空無機粒子、有機中空粒子、シリカ粒子の種類を示すもので、下記の通りである。
[中空無機粒子]
(A)平均粒子径1.5μm(東海工業株式会社製)
(B)平均粒子径2.0μm(東海工業株式会社製)
(C)平均粒子径90μm(東海工業株式会社製)
(D)平均粒子径92μm(東海工業株式会社製)
(a)平均粒子径4μm(東海工業株式会社製)
(b)平均粒子径40μm(東海工業株式会社製)
[有機中空粒子]
(E)平均粒子径0.05μm(三井化学株式会社製)
(F)平均粒子径0.1μm(三井化学株式会社製)
(G)平均粒子径10μm(三井化学株式会社製)
(H)平均粒子径11μm(三井化学株式会社製)
[シリカ粒子]
(I)平均粒子径0.03μm(奥多摩工業株式会社製)
(J)平均粒子径0.05μm(奥多摩工業株式会社製)
(K)平均粒子径10μm(奥多摩工業株式会社製)
(L)平均粒子径11μm(奥多摩工業株式会社製)
[バインダ]
SBRスマーテックス、Tg−5℃、固形分50%(日本エーアンドエル株式会社製)
[防湿剤]
OP670、Tg−10℃、固形分40%(一方社油脂工業株式会社製)
このような中空無機粒子、有機中空粒子、シリカ粒子、バインダ、及び防湿剤を表1に示す通りに配合し、全固形濃度を65%に調整した塗工液を調整した。
【0082】
[多層抄き板紙への塗工液の塗工]
上述したようにして得た基紙の片面に、上述したように調整した塗工液を、片面当りの固形重量で表1に示す塗工量を、抄紙機に設置したオンマシンバーコーターにて塗工する。
【0083】
その後、ドライヤーシリンダーの表面温度が約100℃であるアフタードライヤーにて乾燥させ、その後ソフトカレンダーで線圧の調整により、平滑度を表2の通りに調整し、多層抄き板紙(実施例1ないし実施例24、及び比較例2ないし比較例5)を得た。
【0084】
また、比較例1として、通常の板紙と同様に、抄紙機に設置したオンマシンロッドコーターにて基紙の片面に、PVA(JF17 日本酢ビポバール株式会社製)を片面当り固形重量で0.5g/m2を塗工した後、ドライヤーシリンダーの表面温度が約100℃のアフタードライヤーにて乾燥させ、その後ソフトカレンダーで別表の通り線圧を掛け、多層抄き断熱板紙を得た。
【0085】
なお、表1中「粘度(cps)」とは塗工液の粘度で、B型粘度計20rpmと60rpmとを用い測定した値である。なお、回転数20rpmで測定した粘度の値が60rpmで測定した粘度の値に比べ高く、さらにこの差が大きいほどチキソ性が高いことを示す。
【0086】
これらの全実施例及び比較例について、坪量、断熱試験、及び表面強度を評価する試験を行った結果は、表2に示すとおりであった。
【0087】
なお、この評価試験は特に断りのない限り、JIS−P8111に準拠して温度23℃±1℃、湿度50±2%の環境条件の下で行った。
【0088】
また、表2中の「表面温度(℃)」とは板紙の断熱性を評価するために、断熱試験はJIS−A1420(住宅用断熱材及び構成材の断熱性能試験方法)に基づく、図1に示すような断熱・結露試験室を用い、試料1枚を結露試験室にセットし、試験室条件を恒温恒湿室内温度3℃±2℃、加熱箱内温度40±2℃、低温室内温度−20±2℃とし、低温度室内側で紙の表面温度を測定した。
【0089】
また「平滑度(秒)」とはJIS−P8119に準拠して測定した値である。
【0090】
「印刷適性」とはJIS−P8129に定めるIGT印刷適性試験機に用いる標準タックグレードインクを使用し、熊谷理機工業株式会社製KRK万能印刷適性試験機を用いて印刷したときにカスレが発生しているか否かを評価したものである。その評価基準は◎印の「カスレなし」、○印の「ほぼカスレなし」、△印の「ややカスレ有り」、×印の「カスレが多い」の4段階とした。
【0091】
「透湿度」とはJIS−Z0208(防湿包装材量の透湿度試験方法−カップ法−)に準じ、放置条件を40℃×90%RHとして測定し、評価したものである。その評価基準は、◎印の「透湿度が1000g/m2/24h未満」、○印の「透湿度が1000g/m2/24h以上1500g/m2/24h未満」、△印の「透湿度1500g/m2/24h以上2000g/m2/24h未満」、×印の「透湿度が2000g/m2/24h以上」の4段階とした。
【0092】
「表面強度(A)」とは、JIS−P8129に準拠して測定した表面強度の値に基づき、包装容器に使用する板紙として評価した。その評価基準は◎印の「表面強度が14A以上」、○印の「表面強度が13A〜11A」、△印の「表面強度が10A〜8A」×印の「表面強度が7A未満」の4段階とした。
【0093】
「罫線割れ試験」とは、耐折試験法のMIT試験機にて折り込みを10回繰り返し、塗工面に形成される折目の割れ方を評価したものである。その評価基準は、◎印の「塗工層の割れが発生していない」、○印の「塗工層の割れが殆ど発生していない」、△印の「塗工層の割れは発生しているが、実用上問題ない」、×印の「塗工層の割れが多く発生している」の4段階とした。
【0094】
「コスト」とは、各実施例及び比較例に係る板紙を製造するコストを評価したものであり、その評価基準は○印の「安価である」、△印の「普通」、×印の「高価である」の3段階とした。
【0095】
【表2】
表2に示すように、本発明に係る多層抄き板紙、すなわち実施例1〜実施例24に係る多層抄き板紙は品質評価に優れることが分かる。すなわち、本発明に係る多層抄き板紙は、断熱性・保温性に優れるので、断熱性及び保温性を要する包装容器に好適に用いることができ、また表面強度等にも優れるので、包装容器等に加工しても罫線割れが発生しにくいことが分かる。
【図面の簡単な説明】
【0096】
【図1】JIS−A1420(住宅用断熱材及び構成材の断熱性能試験方法)に基づく断熱・結露試験室の概略図である。
【特許請求の範囲】
【請求項1】
基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバオンダとを含有する塗工液を塗布して塗工層を設けたことを特徴とする多層抄き板紙。
【請求項2】
前記塗工層中には、有機中空粒子及び/又はシリカ粒子が含有されることを特徴とする請求項1に記載の多層抄き板紙。
【請求項3】
前記塗工層は、前記中空無機粒子の固形重量含有率が15%以上95%以下であることを特徴とする請求項1又は請求項2に記載の多層抄き板紙。
【請求項4】
前記塗工層の塗工量は固形重量で2g/m2以上60g/m2以下であることを特徴とする請求項1ないし請求項3のいずれかに記載の多層抄き板紙。
【請求項5】
前記請求項1から請求項4のいずれかに記載の多層抄き板紙を用いた包装容器。
【請求項1】
基紙の少なくとも片面に、少なくとも平均粒子径が2〜90μmの中空無機粒子と防湿剤とバオンダとを含有する塗工液を塗布して塗工層を設けたことを特徴とする多層抄き板紙。
【請求項2】
前記塗工層中には、有機中空粒子及び/又はシリカ粒子が含有されることを特徴とする請求項1に記載の多層抄き板紙。
【請求項3】
前記塗工層は、前記中空無機粒子の固形重量含有率が15%以上95%以下であることを特徴とする請求項1又は請求項2に記載の多層抄き板紙。
【請求項4】
前記塗工層の塗工量は固形重量で2g/m2以上60g/m2以下であることを特徴とする請求項1ないし請求項3のいずれかに記載の多層抄き板紙。
【請求項5】
前記請求項1から請求項4のいずれかに記載の多層抄き板紙を用いた包装容器。
【図1】

【公開番号】特開2008−297663(P2008−297663A)
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願番号】特願2007−145236(P2007−145236)
【出願日】平成19年5月31日(2007.5.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願日】平成19年5月31日(2007.5.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]