
多層構造の自動車用天井材
【課題】
騒音吸収性及び断熱性などの性能が高く、しかも作業環境の改善及び人体の健康維持の点において有益な自動車用天井材を提供する。
【解決手段】
芯鞘型複合繊維と機能性熱可塑性有機繊維または天然繊維が適正な割合にて配合されて2層、3層または5層の多層に成形された熱可塑性有機繊維強化複合素材を天井材とすることにより、優れた吸音性、断熱性、耐衝撃性、成形性及び耐久性を発揮し、また、従来の自動車用天井材に用いられる熱硬化性接着剤、ポリウレタンフォーム及びガラス繊維、炭素繊維、ボロン繊維などの無機系の補強繊維を用いることなく、純粋な熱可塑性有機繊維および天然繊維を用いることにより、環境にやさしくてリサイクル可能な多層構造の軽量自動車用天井材を得る。
騒音吸収性及び断熱性などの性能が高く、しかも作業環境の改善及び人体の健康維持の点において有益な自動車用天井材を提供する。
【解決手段】
芯鞘型複合繊維と機能性熱可塑性有機繊維または天然繊維が適正な割合にて配合されて2層、3層または5層の多層に成形された熱可塑性有機繊維強化複合素材を天井材とすることにより、優れた吸音性、断熱性、耐衝撃性、成形性及び耐久性を発揮し、また、従来の自動車用天井材に用いられる熱硬化性接着剤、ポリウレタンフォーム及びガラス繊維、炭素繊維、ボロン繊維などの無機系の補強繊維を用いることなく、純粋な熱可塑性有機繊維および天然繊維を用いることにより、環境にやさしくてリサイクル可能な多層構造の軽量自動車用天井材を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用天井材に関し、さらに詳しくは、1種以上の熱可塑性繊維、種々の組成比による異なる溶融温度と物性を有する芯成分と鞘成分からなる芯鞘型複合繊維及び1種以上の機能性熱可塑性有機繊維または天然繊維を種々の組成比にて混合して多層状に成形されてなる多層構造の自動車用天井材に関する。さらに、本発明は、従来の自動車用天井材に比べて吸音性、断熱性、保温性などの性能が向上した自動車用天井材を提供し、単位面積当たりの重量が900〜1500g/m2で、厚さが4〜8mmの発泡型基材を用いることにより優れた衝撃吸収性及び弾性特性を有し、人体に有害な接着剤を用いることなく融点の異なる材料を使用して互いに貼り合わされた多層構造の自動車用天井材を提供するとともに、従来の熱硬化性素材及びガラス繊維などの人体に有害な成分を用いることなく、環境にやさしくてリサイクル可能な熱可塑性有機繊維または天然繊維からなる素材を用いることにより、作業環境の改善及び人体の健康維持の点において有益な自動車用天井材に関する。
【背景技術】
【0002】
自動車用天井材は、自動車の室内天井部に取り付けられて、外部からの騒音を吸収し、自動車の断熱性を向上するために用いられる。通常、自動車の内側部品、特に、天井材としてよく用いられる熱可塑性有機繊維としてのポリプロピレン、ポリエチレン、ポリアミド(PA)、ポリエステル(PET)などは低いガラス転移温度及び耐熱性により単独使用には限界を有している。主としてガラス繊維、熱硬化性樹脂または無機物を添加する方法を使用することにより、そのような欠点が克服されている。このため、従来の自動車用天井材の構造は、ポリエステル不織布シート、ポリビニルクロライド(PVC)シートなどからなる表皮材、ポリプロピレン、ポリウレタンまたはポリエチレンなどの発泡体からなるクッション材及び樹脂フェルト、ガラスウール、ペーパーボードなどからなる基材との3重構造となっている。
【0003】
この種の従来の自動車用天井材の一形態としては、発泡ポリウレタンとガラスマットとの組み合わせ、またはポリプロピレンシートと発泡ポリプロピレンシート(PPsheet/PPfoam sheet)とのサンドイッチ構造からなる製品もある。しかしながら、上述の従来の自動車用天井材の中で、発泡ポリウレタンを含有する天井材の場合には、吸音性は良いものの耐候性が悪いため、長時間使用すると、変色や発泡セルの崩れ落ちなどの耐久性が劣化するという問題点や、ガラス繊維の使用に伴う環境問題やリサイクルできないという問題がある。
【0004】
一方、自動車用天井材の製造メーカでは、パネル層用として良好な触感、成形性及び衝撃吸収性を有する電子線架橋発泡ポリプロピレンシート(PPfoam sheet)を適用して、発泡倍率20倍、厚み5mm、耐熱温度110℃以上の性能、剛性、寸法安定性などをいずれも満足する製品を開発し採用している。特に、各材質を貼り合わせて積層する際、低廉で各種の工程の適用が容易な変性EVA系ホットメルトフィルムが適用されていたが、界面接着力、耐熱性、工程応用性に優れ且つ主材質の成分と等しい成分を有することでリサイクル性の最大化を図り得るPP系材質が使用された例もある。また、クッション層は、その材質を電子線架橋発泡ポリプロピレンシートにすることでパネル層と同じ材質にし、リサイクル性を容易にしようとする努力がなされている。
【0005】
表皮層は、表皮材の素材の選定の際、難燃性と耐熱性などの物理的性質、及び艶や色相などの視覚的特性を考慮している。リサイクル性に優れたPP不織布は耐光性(耐光安定)などがやや不足し、TPOシート系の表皮材は表面耐引掻き性が不足しており、改善が求められている。
【0006】
しかしながら、この種の構造の従来の自動車用天井材は、異種材質間の接合のための接着剤の使用などによりリサイクルが困難であるという問題点があり、異種素材の積層による重量増加と有毒成分を含有する素材及び熱硬化性樹脂の使用により製造時に不快な悪臭、粉塵、騒音が発生するといった問題があった
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような問題点を解決するためになされたものであって、その目的は、低密度で軽量素材の多層構造から構成された自動車用天井材を提供することにより、従来の自動車用天井材と等しい耐熱性、吸音性、断熱性、耐衝撃性を示すと共に、耐熱性及び発泡性に優れた機能性熱可塑性有機繊維を用いて、従来の自動車用天井材に比べてその騒音吸収性及び断熱性などの性能が向上した自動車用天井材を提供し、従来の熱硬化性素材及び無機繊維に代えて環境にやさしくてリサイクル可能な熱可塑性有機繊維または天然繊維を用いることにより、作業環境の改善及び人体の健康維持の点において有益な自動車用天井材を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされた表皮層1、1−lで、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−lと、からなる多層構造の自動車用天井材を提供する。
【0009】
また、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされたスクリム層6、6−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層6、6−1と、からなる多層構造の自動車用天井材を提供する。
【0010】
さらに、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1と、からなる多層構造の自動車用天井材を提供する。
【0011】
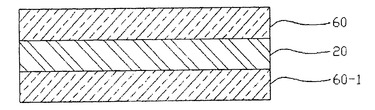
さらに、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされたスクリム層60、60−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層60、60−1と、からなる多層構造の自動車用天井材を提供する。
【0012】
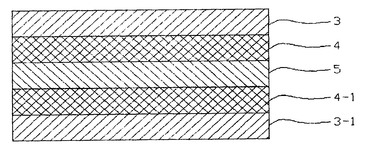
さらに、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材中層5と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層4及び基材下層4−1と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1の表面にそれぞれ貼り合わされた表皮層3、3−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層3、3−1と、からなる多層構造の自動車用天井材を提供する。
【0013】
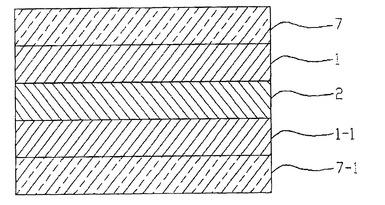
さらにまた、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−1と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1の表面にそれぞれ貼り合わされたスクリム層7、7−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層7、7−1と、からなる多層構造の自動車用天井材を提供する。
【0014】
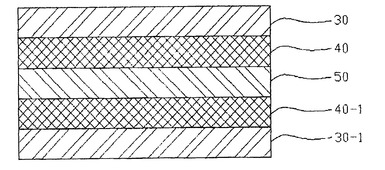
さらにまた、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材中層50と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層40及び基材下層40−1と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1の表面にそれぞれ貼り合わされた表皮層30、30−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層30、30−1と、からなる多層構造の自動車用天井材を提供する。
【0015】
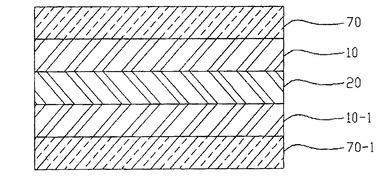
さらにまた、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1の表面にそれぞれ貼り合わされたスクリム層70、70−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層70、70−1と、からなる多層構造の自動車用天井材を提供する。
【0016】
好ましくは、前記芯鞘型複合繊維は、高融点の芯成分50〜70体積%と低融点の鞘成分30〜50体積%が配合されてなるものであって、鞘成分としての低融点のポリエステル共重合体(CoPET)と芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての低融点のポリエステルグリコールと芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての高密度ポリエチレンと芯成分としてのポリエステルとからなる複合繊維、鞘成分としての高密度ポリエチレンと芯成分としてのポリプロピレンとからなる複合繊維、及び鞘成分としてのポリプロピレンと芯成分としてのポリエステルとからなる複合繊維よりなる群から選ばれたいずれか一種である。
【0017】
また、好ましくは、前記鞘成分の溶融温度は110〜180℃であり、前記芯成分の溶融温度は240〜270℃であって、高温加圧による複合素材シートの製造に際して鞘成分が溶融して、補強繊維として使用される前記機能性熱可塑性有機繊維または天然繊維と融着して三次元的な多孔性のネットワーク構造を形成する。
【0018】
さらに、好ましくは、補強繊維として使用される前記機能性熱可塑性有機繊維は、共役ポリエステル、共役ホローポリエステル、ホローポリエステル及び二重捲縮繊維よりなる群から選ばれたいずれか一種である。
【0019】
さらにまた、好ましくは、前記天然繊維は、大麻、黄麻、亜麻、ケナフ、アバカ及びバナナ繊維よりなる群から選ばれたいずれか一種である。
【発明の効果】
【0020】
以上述べたように、本発明は多層構造に構成された自動車用天井材を提供することにより、従来の自動車用天井材と等しい耐熱性、耐衝撃性、吸音性、及び断熱性を示すと共に、耐熱性及び発泡性に優れた機能性熱可塑性有機繊維または天然繊維を用いて、従来よりもその耐久性、騒音吸収性、及び断熱性などの性能が向上した自動車用天井材を提供し、熱可塑性有機繊維そのものが4〜8mmのバルキーな多層複合構造及び高い気孔度を有することにより、優れた成形性、断熱性、吸音性、及び衝撃吸収性などを有するといった効果がある。
【0021】
さらに、本発明の自動車用天井材は、従来の熱硬化性素材及び無機繊維の代わりに純粋なポリエステル繊維を用い、且つ、複合板材を用いた天井材の成形の際に、リサイクルが不可能な接着剤を用いることなく、溶融点の異なる芯鞘成分からなる芯鞘型複合繊維を用いることにより、自動車の軽量化と耐久性の改善を図るとともに、環境にやさしいという面を有する。しかも、環境にやさしくてリサイクル可能な素材を用いることにより、作業環境の改善及び人体の健康維持の点において有益な効果がある。
【図面の簡単な説明】
【0022】
【図1】図1は本発明による2層構造の自動車用天井材の断面図である。
【図2】図2は本発明による2層構造の自動車用天井材の断面図である。
【図3】図3は本発明による2層構造の自動車用天井材の断面図である。
【図4】図4は本発明による2層構造の自動車用天井材の断面図である。
【図5】図5は本発明による3層構造の自動車用天井材の断面図である。
【図6】図6は本発明による3層構造の自動車用天井材の断面図である。
【図7】図7は本発明による3層構造の自動車用天井材の断面図である。
【図8】図8は本発明による3層構造の自動車用天井材の断面図である。
【図9】図9は本発明による5層構造の自動車用天井材の断面図である。
【図10】図10は本発明による5層構造の自動車用天井材の断面図である。
【図11】図11は本発明による5層構造の自動車用天井材の断面図である。
【図12】図12は本発明による5層構造の自動車用天井材の断面図である。
【発明を実施するための形態】
【0023】
以下、本発明を詳しく説明する。
【0024】
本発明は1種以上の熱可塑性繊維、様々な組成比による異なる溶融温度と物性を有する芯成分と鞘成分からなる芯鞘型複合繊維、及び1種以上の機能性熱可塑性有機繊維または天然繊維を様々な組成比にて混合して2層、3層または5層の多層に成形されてなる多層構造の自動車用天井材に関する。本発明は、共役ポリエステル繊維、共役ホローポリエステル繊維、ホローポリエステル繊維、二重捲縮繊維、異型断面糸などの機能性熱可塑性有機繊維を用いることにより、熱可塑性有機繊維の低い耐熱性による自動車内側部品用途における熱可塑性有機繊維の限界を、機能性熱可塑性有機繊維を用いたバルキーな多層構造の設計により克服し、純粋なポリエステル繊維だけを用いたり、あるいは、部分的に天然繊維を補強繊維として用いることにより、自動車の軽量化、耐久性の改善及びリサイクル性の付与など、自動車内側部品として環境にやさしい材料を提供することを特徴とする。また、既存のガラス繊維、炭素繊維などの代替素材として大麻、黄麻、亜麻、アバカ、ケナフ、バナナ繊維などの天然繊維を補強材繊維として用いることにより、上記素材と等しい特性を有する自動車内側部品として、自動車の軽量化に役立つとともに環境にやさしい材料を提供する。さらに、本発明は、機能性ポリエステル繊維を基材繊維及び補強繊維として用いる製品、さらに天然繊維を補強繊維として添加した製品が自動車用天井材として用いられるのに重要な評価項目であるたわみ及び物理的な特性を満足する材料を開発することを特徴とする。
【0025】
上記芯鞘型複合繊維は基材の役割を果たし、上記機能性熱可塑性有機繊維または天然繊維は補強材の役割を果たすが、これらの繊維の割合に応じて各層の特性が異なり、このような割合の設計は2つの方法により行うことができる。
【0026】
第一の方法は、表皮層と仕上げ材との接着性を考慮して表皮層の基材繊維の重量比を70〜100重量%とし、基材層は高い気孔率の多孔層を形成するために、基材層における基材繊維の重量比を40〜60重量%とするバルキーな構造に設計する方法である。これは、表皮層は基材繊維の割合を高めて滑らかでかつ均一な表面を維持し、基材層は補強繊維の割合を高めて板材の強度及びバルキー多孔ネットワーク構造を維持するようにする。このような割合の設計は、表皮層の表面を微細で且つ滑らかにして、水分吸収に対する抵抗性、断熱および遮音効果を付与するとともに、仕上げ処理用不織布との接着性を向上し、基材層の補強繊維の割合を高めて基材層の強度を維持し且つバルキーか又は多孔とすることにより、保温、断熱、及び吸音効果を付与するとともに、優れた衝撃吸収性を維持することを目的とする。
【0027】
本発明においては、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされた表皮層1、1−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−1とからなる多層構造の自動車用天井材(図1及び図5参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材中層5と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層4及び基材下層4−1と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1の表面にそれぞれ貼り合わされた表皮層3、3−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層3、3−1とからなる多層構造の自動車用天井材(図9参照)を提供する。
【0028】
さらに、本発明は、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされたスクリム層6、6−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層6、6−1とからなる多層構造の自動車用天井材(図3及び図7参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−1と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1の表面にそれぞれ貼り合わされたスクリム層7、7−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層7、7−1とからなる多層構造の自動車用天井材(図11参照)を提供する。これらは、それぞれ図1、図3、図5、図7、図9及び図11の本発明による2層構造、3層構造及び5層構造の自動車用天井材の断面図に示されている。
【0029】
第二の方法は、自動車用天井材の機械的な物性をより向上させる方法であり、表皮層の基材繊維の重量比を50〜60重量%にし、基材層の基材繊維の重量比を60〜80重量%に設計する方法である。上記第一の方法のように、表皮層における基材繊維の割合をあまりにも高く設計すると、表皮層と基材層を有する不織布を用いた自動車用天井材の製造時に、外部熱により表皮層に徐々に皮膜層が形成されることにより基材層への熱移動を遅らせて、基材層の急激な融着現象を防止し、低密度でバルキーな多孔ネットワーク構造を有する自動車用天井材を製造することができるので、優れた衝撃吸収性、保温性、及び断熱性が求められる用途に使用することができる。一方、表皮層の基材繊維の割合を低くし、かつ、基材層の基材繊維の割合を高めると、基材層への熱移動がより活発になされて、基材層に一層微細な気孔を形成しながら自動車用天井材の機械的な物性を向上させることができる。
【0030】
本発明においては、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1とからなる多層構造の自動車用天井材(図2及び図6参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材中層50と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層40及び基材下層40−1と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1の表面にそれぞれ貼り合わされた表皮層30、30−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層30、30−1とからなる多層構造の自動車用天井材(図10参照)を提供する。
【0031】
さらに、本発明は、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされたスクリム層60、60−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層60、60−1とからなる多層構造の自動車用天井材(図4及び図8参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1の表面にそれぞれ貼り合わされたスクリム層70、70−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層70、70−1とからなる多層構造の自動車用天井材(図12参照)を提供する。これらは、それぞれ図2、図4、図6、図8、図10及び図12の本発明による2層構造、3層構造及び5層構造の自動車用天井材の断面図に示されている。
【0032】
上記基材繊維として用いられる芯鞘型複合繊維は、融点が110〜180℃である鞘成分が約30〜50体積%であり、融点が240〜270℃である芯成分が約50〜70体積%であるため、バインダー及び補強材の機能を併せ持つ。このため、複合板材の製造時に加えられる180〜230℃の温度は優先的に基材繊維の鞘成分だけを徐々に溶融させて補強繊維との融着による三次元的なネットワーク構造を形成し、基材繊維の芯成分は鞘成分の部分的な熱遮断効果により物性の低下を防ぐことができる特徴を有することにより、補強繊維の役割を果たすことができる。
【0033】
このような芯鞘型複合繊維として、鞘成分としての低融点のポリエステル共重合体(CoPET)と芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての低融点のポリエステルグリコールと芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての高密度のポリエチレンと芯成分としてのポリエステルとからなる複合繊維、鞘成分としての高密度のポリエチレンと芯成分としてのポリプロピレンとからなる複合繊維、及び鞘成分としてのポリプロピレンと芯成分としてのポリエステルとからなる複合繊維よりなる群から選ばれたいずれか一種を用いることができる。
【0034】
上記補強繊維として用いられる機能性熱可塑性有機繊維としては、共役ポリエステル繊維、共役ホローポリエステル繊維、ホローポリエステル繊維、二重捲縮ポリエステル繊維、及び異型断面ポリエステル繊維よりなる群から選ばれたいずれか一種を用いることができる。また、補強繊維として用いられる天然繊維としては、大麻、黄麻、亜麻、ケナフ、アバカ、及びバナナ繊維よりなる群から選ばれたいずれか一種を用いることができる。
【0035】
上記機能性熱可塑性有機繊維または天然繊維は、熱融着による板材の加工時に高温に起因する繊維の物性変化の最小化、板材内の気孔の増加及び発泡性の向上を図るために選ばれる。
【0036】
上記共役ポリエステル繊維はバルキー性及び発泡性を目的としてセルフクリンピング性(自己捲縮性)を有する繊維であり、粘度は異なるが成分は等しい2種の熱可塑性樹脂をサイドバイサイド(side by side)の方式により組み合わせて複合紡糸した後、両成分の粘度差により自己捲縮性を有する。
【0037】
さらに、上記共役ホローポリエステル繊維は熱延伸によるセルフクリンピング性を付与されるため、複合板材の製造時に加えられる外部熱に対する耐久性と耐熱性に優れ、中空に起因する熱分散効果により加工温度による物性の変化を防止することが可能になる。
【0038】
さらに、上記二重捲縮ポリエステル繊維は、製品にバルキー性を付与するために、人為的に一回捲縮された50〜80mmの大きさの汎用熱可塑性繊維であるポリアミド、ポリプロピレン、またはポリエステル短繊維を二重に捲縮することによって得られる二重捲縮短繊維であり、異型断面ポリエステル短繊維もまた同じ特徴を有する。
【0039】
本発明による自動車用天井材の製造方法は、圧縮状態の原反を解反して層への要求特性に応じて基材繊維と補強繊維を均一に混合・開繊する混合開繊工程と、混合開繊された繊維を円筒状カード機を通らせて繊維状の薄いウェブを形成するカーディング工程と、多層構造を形成するために要求される製品の重量に応じて繊維状の薄いウェブを互いに重ねて多層にするダブリング工程と、ニードルパンチによって多層構造の各層を互いに接合する工程とを経て、用途に応じて様々な組成及び重量を有する不織布を製造する。
【0040】
多層構造の不織布を製造する方法は、連続工程及びバッチ式工程という2つの方法により行うことができる。これらのうち、連続工程は、3〜5機のカード機を用いて1番目及び3番目のカード機は両外側の表皮層、そして2番目のカード機は基材層を供給して、順番に単一のラインにおいて供給された層を組み合わせた後、ニードルパンチすることによりその組み合わせた層を互いに接合して多層構造の不織布を製造する工程である。バッチ式工程は、単一のカード機を用いて表皮層及び基材層の不織布をそれぞれ別々に製造した後、用途に応じて多層構造を形成するためにそれらの層を互いに組み合わせた後、ニードルパンチ機を用いて多層構造の各層を互いに接合することができる。
【0041】
本発明によれば、上記不織布の製造工程において製造された多層構造の複合不織布は連続式複合板材の製造装置に供給される。その装置は「性能が改良された複合材料の製造方法及びその製造装置(国際出願番号PCT/KR02/00658号)」に開示されており、予熱部、熱融着部、加圧部、発泡部、冷却部、及び切断部から構成された連続工程により、用途に応じて密度、強度及び厚みを自由に調節できることが特徴である。製造された複合板材は自動車天井材用成形機を用いて製品化される。また、多層構造の複合不織布は複合板材の製造工程を使用せずに、予熱部、成形部、及び冷却部のみよりなる工程によっても製品化される。
【0042】
上記の構成を有する自動車用天井材は、以下の性能試験を通じてその性能を検証された。
<実施例1>
この実施例は、基材層と表皮層とからなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)製の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET fiber、CH−PET)を用い、基材層は、基材繊維としてヒュービス(株)製の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(CH−PET)を用いた。
【0043】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%の範囲に含まれように製造することにより、表皮層及び基材層の組成比による物理的特性を互いに比較分析した。製造された不織布は連続式複合板材製造装置に6m/分の速度にて供給されて厚み6.5±0.3mmの自動車用天井材板材が製造された。連続式複合板材製造装置の内部は、予熱部、溶融加圧部/発泡部、冷却部、及び切断部より構成されており、予熱部の温度は170℃、溶融加圧部/発泡部はさらに4ゾーンより構成されて、これらの各ゾーンの温度は200〜240℃に維持され、冷却部はまた2ゾーンより構成されてそれぞれ60℃と30℃に温度が自動調節された。製造された天井材板材はスタンピング(stamping)工法により厚み6mmに熱成形して天井材が得られた。
【0044】
試験条件(ビームたわみ試験及び環境試験)
自動車内側の天井に水平に固定される天井材の特性から、物理的な特性と環境試験によるたわみ特性がその製品を評価する重要な項目であるといえる。
【0045】
(1)本発明による自動車用天井材の試験片のたわみ具合を調べるために、OHS 005試験法に基づいて、7.6cm×30.5cmの大きさの本発明による自動車用天井材の試験片をバインダークリップにより最上部から2.54cm下方の位置に固定して最下部から28cm上方の位置に吊り下げ、以下の条件により合計で24時間をかけてその変化を記録し、その平均値を取った。
1)試験片を2.5時間加熱後に5.5時間の間85℃に固定した。
2)試験片を2.5時間冷却後に5.5時間の間30℃に固定した。
3)試験片を2.5時間加熱後に温度38℃、湿度95%の条件で5.5時間の間固定し た。
この試験は北米自動車会社の標準試験条件に従って実施した環境試験であり、そのたわ みに関する許容規格は、通常、10mm未満の値であれば、最適な製品であると評価される 。
【0046】
(2)また、本発明による自動車用天井材の試験片の物理的な特性を調べるために、自動車用天井材の重要な評価方法として知られているOHS 028試験法により強度、剛性、靱性などを測定して互いに比較評価した。
【0047】
上記の2つの試験方法による本発明の試験片のたわみ具合及び強度、剛性、靱性などの物理的な特性の試験結果を下記表1に示す。
【0048】
【表1】

【0049】
上記表1から明らかなように、表皮層のCoPET/PET対CH−PETの重量比が80対20及び基材層のCoPET/PET対CH−PETの重量比が60対40である場合(実験例2)、表皮層のCoPET/PET対CH−PETの重量比が80対20及び基材層のCoPET/PET対CH−PETの重量比が50対50である場合(実験例3)、表皮層のCoPET/PET対CH−PETの重量比が50/50及び基材層のCoPET/PET対CH−PETの重量比が70対30である場合(実験例6)、表皮層のCoPET/PET対CH−PETの重量比が50/50及び基材層のCoPET/PET対CH−PETの重量比が60対40である場合(実験例7)の本発明による自動車用天井材の物理的な特性は35N以上の強度と4.0N/mm以上の剛性、95%以上の強靱性及び10mm未満のたわみを示し、物理的な特性及びたわみの両面において優れている。
【0050】
<実施例2>
この実施例は、基材層と表皮層とからなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、また、上記基材繊維対補強材繊維の重量比は70対30とした。また、基材層は基材繊維としてヒュービス(株)の芯鞘型複合繊維 (CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維との重量比は60対40にした。
【0051】
上記表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は907g/m2 ±5%、1054g/m2±5%、1213g/m2±5%、1305g/m2 ±5%及び1416g/m2±5%の範囲に含まれるように製造することにより、不織布の重量による物理的な特性を互いに比較分析した。
【0052】
複合板材及び天井材への成形は上記実施例1の成形方法と同じ条件下で行われた。本発明による自動車用天井材は、厚みは同じ6mmに成形され、かつ、重量は上記のように異ならせて製造された。
【0053】
また、実施例1の試験条件と同じ方法により本発明による試験片のたわみ具合及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表2に示す。
【0054】
【表2】
【0055】
上記表2から明らかなように、本発明による天井材の重量が増えるにつれて、強度及び 剛性が増大するのに対し、靱性は減少した。また、たわみは重量が1213g/m2 (実 験例3)であるときに最低であり、重量が増大(実験例4、5)したり、減少(実験例1 、2)する場合には、たわみは、重量が1213g/m2(実験例3)であるときよりも大 きくなることがわかる。
【0056】
<実施例3>
この実施例は、基材層と表皮層とからなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてはヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維の重量比は80対20とした。また、基材層は基材繊維としてヒュービス(株)の芯鞘型複合繊維 (CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維の重量比は60対40にした。
【0057】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1217g/m2になるように製造し、実施例1と同じ条件で厚み8.5mmの天井材用複合板材を製造した。また、製造された複合板材は自動車用天井材金型の隙間を3、4、5、6、7 及び8mmと各種設定して自動車用天井材に成形された。
【0058】
実施例1の試験条件と同じ方法により本発明による試験片のたわみ具合及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表3に示す。
【0059】
【表3】
【0060】
上記表3から明らかなように、本発明による天井材の厚みが6mmであるとき(実験例4)に最高の強度と剛性を示し、また、たわみも最低であった。特に、強度及びたわみについては、天井材が薄くなるほど強度が低下し、たわみが目立つことが分かる。
【0061】
<実施例4>
この実施例は、基材層と表皮層からなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維の重量比は70対30とした。また、基材層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてはヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)と天然繊維としての黄麻を混合したものを用い、且つ、上記基材繊維対補強繊維の重量比は50対50とした。但し、基材層における補強繊維50重量%の範囲内で天然繊維としての黄麻の含量を変化させた。
【0062】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%になるように製造した。不織布から複合板材及び天井材への成形は実施例1と同じ条件下で行った。
【0063】
実施例1の試験条件と同じ方法により本発明の試験片の黄麻の含量の変化によるたわみ及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表4に示す。
【0064】
【表4】
【0065】
上記表4から明らかなように、本発明による自動車用天井材は基材層への天然繊維の含量が増加するにつれて強度及び剛性は増大し、靱性は天然繊維の含量が増大するに伴って明確に悪くなることが分かる。たわみは天然繊維の含量が増大するに伴って減少することが分かる。
【0066】
<実施例5>
この実施例は、基材中層、基材上層及び基材下層から構成された基材層と表皮層からなる5層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、基材繊維対補強繊維の重量比は90対10とした。また、基材層は基材繊維とし てヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維と してヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)または天然繊維を用いた。基材中層の基材繊維対補強繊維の重量比は50対50とし、基材上層及び基材下層の基材繊維対補強繊維の重量比は65対35と同じに した。
【0067】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%になるように製造した。天井材の物理的な特性をより改善するための方法として5層の多層に天井材を設計して天然繊維の種類による物理的な特性を分析した。不織布から複合板材及び天井材への成形は実施例1と同じ条件下で行った。
【0068】
実施例1と同じ方法により本発明の試験片の天然繊維の種類によるたわみ及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表5に示す。
【0069】
【表5】
【0070】
上記表5から明らかなように、この実施例の5層構造の天井材の方が、上記実施例1、2、3及び4の3層構造の天井材よりも強度及び剛性が優れている。特に、たわみは上記実施例1、2、3及び4の3層構造の天井材よりもはっきりと減少していることが分かる。天然繊維としてアバカ繊維を用いた場合に最も優れた物理的特性(強度、剛性、靱性)及びたわみを有することが分かる。
【0071】
<実施例6>
この実施例は、基材層と、表皮層と、表皮層の外面にポリエステルスパンボンド・スクリムを付着してスクリーム層を形成して合計で5層から構成される天井材に関するものである。ポリエステルスパンボンド・スクリムの重量は45g/m2である。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)または天然繊維として黄麻を用い、且つ、基材繊維対補強繊維の重量比は80対20とし、基材層は基材繊維としてヒュービス(株)の芯鞘型複合 繊維(CoPET/ PET;LM)を用い、補強繊維としてはヒュービス(株)製の共 役ホローポリエステル繊維(conjugate hollow PET、CH−PET)または天然繊維を用い、且つ、基材繊維対補強繊維の重量比は50対50とした。
【0072】
上記基材層と表皮層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%になるように製造た。表皮層の外面にポリエステルスパンボンド・スクリムを付着して仕上げ処理することによる物理的な特性を互いに比較分析した。不織布から複合板材及び天井材への成形は実施例1と同じ条件下で行われた。
【0073】
実施例1の試験条件と同じ方法により本発明の試験片のポリエステルスパンボンド・スクリムを付着して仕上げ処理することによるたわみ及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表6に示す。
【0074】
【表6】
【0075】
上記表6から明らかなように、天井材の表皮層の外面にポリエステルスパンボンド・スクリムを接着して仕上げ処理することにより製品の見栄え、品質、吸音性、物理的な特性(剛性、強度、弾性)を高めるだけではなく、環境試験によるたわみも低減する効果が得られる。
【符号の説明】
【0076】
1、1−1、10、10−1、3、3−1、30、30−1 表皮層
2、20 基材層
4、40 基材上層
4−1、40−1 基材下層
5、50 基材中層
6、6−1、60、60−1、7、7−1、70、70−1 スクリム層
【技術分野】
【0001】
本発明は、自動車用天井材に関し、さらに詳しくは、1種以上の熱可塑性繊維、種々の組成比による異なる溶融温度と物性を有する芯成分と鞘成分からなる芯鞘型複合繊維及び1種以上の機能性熱可塑性有機繊維または天然繊維を種々の組成比にて混合して多層状に成形されてなる多層構造の自動車用天井材に関する。さらに、本発明は、従来の自動車用天井材に比べて吸音性、断熱性、保温性などの性能が向上した自動車用天井材を提供し、単位面積当たりの重量が900〜1500g/m2で、厚さが4〜8mmの発泡型基材を用いることにより優れた衝撃吸収性及び弾性特性を有し、人体に有害な接着剤を用いることなく融点の異なる材料を使用して互いに貼り合わされた多層構造の自動車用天井材を提供するとともに、従来の熱硬化性素材及びガラス繊維などの人体に有害な成分を用いることなく、環境にやさしくてリサイクル可能な熱可塑性有機繊維または天然繊維からなる素材を用いることにより、作業環境の改善及び人体の健康維持の点において有益な自動車用天井材に関する。
【背景技術】
【0002】
自動車用天井材は、自動車の室内天井部に取り付けられて、外部からの騒音を吸収し、自動車の断熱性を向上するために用いられる。通常、自動車の内側部品、特に、天井材としてよく用いられる熱可塑性有機繊維としてのポリプロピレン、ポリエチレン、ポリアミド(PA)、ポリエステル(PET)などは低いガラス転移温度及び耐熱性により単独使用には限界を有している。主としてガラス繊維、熱硬化性樹脂または無機物を添加する方法を使用することにより、そのような欠点が克服されている。このため、従来の自動車用天井材の構造は、ポリエステル不織布シート、ポリビニルクロライド(PVC)シートなどからなる表皮材、ポリプロピレン、ポリウレタンまたはポリエチレンなどの発泡体からなるクッション材及び樹脂フェルト、ガラスウール、ペーパーボードなどからなる基材との3重構造となっている。
【0003】
この種の従来の自動車用天井材の一形態としては、発泡ポリウレタンとガラスマットとの組み合わせ、またはポリプロピレンシートと発泡ポリプロピレンシート(PPsheet/PPfoam sheet)とのサンドイッチ構造からなる製品もある。しかしながら、上述の従来の自動車用天井材の中で、発泡ポリウレタンを含有する天井材の場合には、吸音性は良いものの耐候性が悪いため、長時間使用すると、変色や発泡セルの崩れ落ちなどの耐久性が劣化するという問題点や、ガラス繊維の使用に伴う環境問題やリサイクルできないという問題がある。
【0004】
一方、自動車用天井材の製造メーカでは、パネル層用として良好な触感、成形性及び衝撃吸収性を有する電子線架橋発泡ポリプロピレンシート(PPfoam sheet)を適用して、発泡倍率20倍、厚み5mm、耐熱温度110℃以上の性能、剛性、寸法安定性などをいずれも満足する製品を開発し採用している。特に、各材質を貼り合わせて積層する際、低廉で各種の工程の適用が容易な変性EVA系ホットメルトフィルムが適用されていたが、界面接着力、耐熱性、工程応用性に優れ且つ主材質の成分と等しい成分を有することでリサイクル性の最大化を図り得るPP系材質が使用された例もある。また、クッション層は、その材質を電子線架橋発泡ポリプロピレンシートにすることでパネル層と同じ材質にし、リサイクル性を容易にしようとする努力がなされている。
【0005】
表皮層は、表皮材の素材の選定の際、難燃性と耐熱性などの物理的性質、及び艶や色相などの視覚的特性を考慮している。リサイクル性に優れたPP不織布は耐光性(耐光安定)などがやや不足し、TPOシート系の表皮材は表面耐引掻き性が不足しており、改善が求められている。
【0006】
しかしながら、この種の構造の従来の自動車用天井材は、異種材質間の接合のための接着剤の使用などによりリサイクルが困難であるという問題点があり、異種素材の積層による重量増加と有毒成分を含有する素材及び熱硬化性樹脂の使用により製造時に不快な悪臭、粉塵、騒音が発生するといった問題があった
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような問題点を解決するためになされたものであって、その目的は、低密度で軽量素材の多層構造から構成された自動車用天井材を提供することにより、従来の自動車用天井材と等しい耐熱性、吸音性、断熱性、耐衝撃性を示すと共に、耐熱性及び発泡性に優れた機能性熱可塑性有機繊維を用いて、従来の自動車用天井材に比べてその騒音吸収性及び断熱性などの性能が向上した自動車用天井材を提供し、従来の熱硬化性素材及び無機繊維に代えて環境にやさしくてリサイクル可能な熱可塑性有機繊維または天然繊維を用いることにより、作業環境の改善及び人体の健康維持の点において有益な自動車用天井材を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされた表皮層1、1−lで、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−lと、からなる多層構造の自動車用天井材を提供する。
【0009】
また、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされたスクリム層6、6−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層6、6−1と、からなる多層構造の自動車用天井材を提供する。
【0010】
さらに、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1と、からなる多層構造の自動車用天井材を提供する。
【0011】
さらに、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされたスクリム層60、60−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層60、60−1と、からなる多層構造の自動車用天井材を提供する。
【0012】
さらに、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材中層5と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層4及び基材下層4−1と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1の表面にそれぞれ貼り合わされた表皮層3、3−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層3、3−1と、からなる多層構造の自動車用天井材を提供する。
【0013】
さらにまた、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−1と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1の表面にそれぞれ貼り合わされたスクリム層7、7−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層7、7−1と、からなる多層構造の自動車用天井材を提供する。
【0014】
さらにまた、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材中層50と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層40及び基材下層40−1と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1の表面にそれぞれ貼り合わされた表皮層30、30−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層30、30−1と、からなる多層構造の自動車用天井材を提供する。
【0015】
さらにまた、本発明は、自動車用天井材において、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1の表面にそれぞれ貼り合わされたスクリム層70、70−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層70、70−1と、からなる多層構造の自動車用天井材を提供する。
【0016】
好ましくは、前記芯鞘型複合繊維は、高融点の芯成分50〜70体積%と低融点の鞘成分30〜50体積%が配合されてなるものであって、鞘成分としての低融点のポリエステル共重合体(CoPET)と芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての低融点のポリエステルグリコールと芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての高密度ポリエチレンと芯成分としてのポリエステルとからなる複合繊維、鞘成分としての高密度ポリエチレンと芯成分としてのポリプロピレンとからなる複合繊維、及び鞘成分としてのポリプロピレンと芯成分としてのポリエステルとからなる複合繊維よりなる群から選ばれたいずれか一種である。
【0017】
また、好ましくは、前記鞘成分の溶融温度は110〜180℃であり、前記芯成分の溶融温度は240〜270℃であって、高温加圧による複合素材シートの製造に際して鞘成分が溶融して、補強繊維として使用される前記機能性熱可塑性有機繊維または天然繊維と融着して三次元的な多孔性のネットワーク構造を形成する。
【0018】
さらに、好ましくは、補強繊維として使用される前記機能性熱可塑性有機繊維は、共役ポリエステル、共役ホローポリエステル、ホローポリエステル及び二重捲縮繊維よりなる群から選ばれたいずれか一種である。
【0019】
さらにまた、好ましくは、前記天然繊維は、大麻、黄麻、亜麻、ケナフ、アバカ及びバナナ繊維よりなる群から選ばれたいずれか一種である。
【発明の効果】
【0020】
以上述べたように、本発明は多層構造に構成された自動車用天井材を提供することにより、従来の自動車用天井材と等しい耐熱性、耐衝撃性、吸音性、及び断熱性を示すと共に、耐熱性及び発泡性に優れた機能性熱可塑性有機繊維または天然繊維を用いて、従来よりもその耐久性、騒音吸収性、及び断熱性などの性能が向上した自動車用天井材を提供し、熱可塑性有機繊維そのものが4〜8mmのバルキーな多層複合構造及び高い気孔度を有することにより、優れた成形性、断熱性、吸音性、及び衝撃吸収性などを有するといった効果がある。
【0021】
さらに、本発明の自動車用天井材は、従来の熱硬化性素材及び無機繊維の代わりに純粋なポリエステル繊維を用い、且つ、複合板材を用いた天井材の成形の際に、リサイクルが不可能な接着剤を用いることなく、溶融点の異なる芯鞘成分からなる芯鞘型複合繊維を用いることにより、自動車の軽量化と耐久性の改善を図るとともに、環境にやさしいという面を有する。しかも、環境にやさしくてリサイクル可能な素材を用いることにより、作業環境の改善及び人体の健康維持の点において有益な効果がある。
【図面の簡単な説明】
【0022】
【図1】図1は本発明による2層構造の自動車用天井材の断面図である。
【図2】図2は本発明による2層構造の自動車用天井材の断面図である。
【図3】図3は本発明による2層構造の自動車用天井材の断面図である。
【図4】図4は本発明による2層構造の自動車用天井材の断面図である。
【図5】図5は本発明による3層構造の自動車用天井材の断面図である。
【図6】図6は本発明による3層構造の自動車用天井材の断面図である。
【図7】図7は本発明による3層構造の自動車用天井材の断面図である。
【図8】図8は本発明による3層構造の自動車用天井材の断面図である。
【図9】図9は本発明による5層構造の自動車用天井材の断面図である。
【図10】図10は本発明による5層構造の自動車用天井材の断面図である。
【図11】図11は本発明による5層構造の自動車用天井材の断面図である。
【図12】図12は本発明による5層構造の自動車用天井材の断面図である。
【発明を実施するための形態】
【0023】
以下、本発明を詳しく説明する。
【0024】
本発明は1種以上の熱可塑性繊維、様々な組成比による異なる溶融温度と物性を有する芯成分と鞘成分からなる芯鞘型複合繊維、及び1種以上の機能性熱可塑性有機繊維または天然繊維を様々な組成比にて混合して2層、3層または5層の多層に成形されてなる多層構造の自動車用天井材に関する。本発明は、共役ポリエステル繊維、共役ホローポリエステル繊維、ホローポリエステル繊維、二重捲縮繊維、異型断面糸などの機能性熱可塑性有機繊維を用いることにより、熱可塑性有機繊維の低い耐熱性による自動車内側部品用途における熱可塑性有機繊維の限界を、機能性熱可塑性有機繊維を用いたバルキーな多層構造の設計により克服し、純粋なポリエステル繊維だけを用いたり、あるいは、部分的に天然繊維を補強繊維として用いることにより、自動車の軽量化、耐久性の改善及びリサイクル性の付与など、自動車内側部品として環境にやさしい材料を提供することを特徴とする。また、既存のガラス繊維、炭素繊維などの代替素材として大麻、黄麻、亜麻、アバカ、ケナフ、バナナ繊維などの天然繊維を補強材繊維として用いることにより、上記素材と等しい特性を有する自動車内側部品として、自動車の軽量化に役立つとともに環境にやさしい材料を提供する。さらに、本発明は、機能性ポリエステル繊維を基材繊維及び補強繊維として用いる製品、さらに天然繊維を補強繊維として添加した製品が自動車用天井材として用いられるのに重要な評価項目であるたわみ及び物理的な特性を満足する材料を開発することを特徴とする。
【0025】
上記芯鞘型複合繊維は基材の役割を果たし、上記機能性熱可塑性有機繊維または天然繊維は補強材の役割を果たすが、これらの繊維の割合に応じて各層の特性が異なり、このような割合の設計は2つの方法により行うことができる。
【0026】
第一の方法は、表皮層と仕上げ材との接着性を考慮して表皮層の基材繊維の重量比を70〜100重量%とし、基材層は高い気孔率の多孔層を形成するために、基材層における基材繊維の重量比を40〜60重量%とするバルキーな構造に設計する方法である。これは、表皮層は基材繊維の割合を高めて滑らかでかつ均一な表面を維持し、基材層は補強繊維の割合を高めて板材の強度及びバルキー多孔ネットワーク構造を維持するようにする。このような割合の設計は、表皮層の表面を微細で且つ滑らかにして、水分吸収に対する抵抗性、断熱および遮音効果を付与するとともに、仕上げ処理用不織布との接着性を向上し、基材層の補強繊維の割合を高めて基材層の強度を維持し且つバルキーか又は多孔とすることにより、保温、断熱、及び吸音効果を付与するとともに、優れた衝撃吸収性を維持することを目的とする。
【0027】
本発明においては、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされた表皮層1、1−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−1とからなる多層構造の自動車用天井材(図1及び図5参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材中層5と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層4及び基材下層4−1と、前記基材中層5の上下両方の表面にそれぞれ貼り合わされた基材上層4及び基材下層4−1の表面にそれぞれ貼り合わされた表皮層3、3−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層3、3−1とからなる多層構造の自動車用天井材(図9参照)を提供する。
【0028】
さらに、本発明は、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の少なくとも一方の表面に貼り合わされたスクリム層6、6−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層6、6−1とからなる多層構造の自動車用天井材(図3及び図7参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜60重量%とが一体的に形成されてなる基材層2と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1で、芯鞘型複合繊維だけか、または芯鞘型複合繊維70〜90重量%と機能性熱可塑性有機繊維もしくは天然繊維10〜30重量%とが一体的に形成されてなる表皮層1、1−1と、前記基材層2の上下両方の表面にそれぞれ貼り合わされた表皮層1、1−1の表面にそれぞれ貼り合わされたスクリム層7、7−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層7、7−1とからなる多層構造の自動車用天井材(図11参照)を提供する。これらは、それぞれ図1、図3、図5、図7、図9及び図11の本発明による2層構造、3層構造及び5層構造の自動車用天井材の断面図に示されている。
【0029】
第二の方法は、自動車用天井材の機械的な物性をより向上させる方法であり、表皮層の基材繊維の重量比を50〜60重量%にし、基材層の基材繊維の重量比を60〜80重量%に設計する方法である。上記第一の方法のように、表皮層における基材繊維の割合をあまりにも高く設計すると、表皮層と基材層を有する不織布を用いた自動車用天井材の製造時に、外部熱により表皮層に徐々に皮膜層が形成されることにより基材層への熱移動を遅らせて、基材層の急激な融着現象を防止し、低密度でバルキーな多孔ネットワーク構造を有する自動車用天井材を製造することができるので、優れた衝撃吸収性、保温性、及び断熱性が求められる用途に使用することができる。一方、表皮層の基材繊維の割合を低くし、かつ、基材層の基材繊維の割合を高めると、基材層への熱移動がより活発になされて、基材層に一層微細な気孔を形成しながら自動車用天井材の機械的な物性を向上させることができる。
【0030】
本発明においては、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1とからなる多層構造の自動車用天井材(図2及び図6参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材中層50と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1で、芯鞘型複合繊維60〜70重量%と機能性熱可塑性有機繊維または天然繊維30〜40重量%とが一体的に形成されてなる基材上層40及び基材下層40−1と、前記基材中層50の上下両方の表面にそれぞれ貼り合わされた基材上層40及び基材下層40−1の表面にそれぞれ貼り合わされた表皮層30、30−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維または天然繊維40〜50重量%とが一体的に形成されてなる表皮層30、30−1とからなる多層構造の自動車用天井材(図10参照)を提供する。
【0031】
さらに、本発明は、上記のごとき目的を達成するために、高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の少なくとも一方の表面に貼り合わされたスクリム層60、60−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層60、60−1とからなる多層構造の自動車用天井材(図4及び図8参照)、及び高融点の芯成分と低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と機能性熱可塑性有機繊維または天然繊維20〜40重量%とが一体的に形成されてなる基材層20と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1で、芯鞘型複合繊維50〜60重量%と機能性熱可塑性有機繊維40〜50重量%とが一体的に形成されてなる表皮層10、10−1と、前記基材層20の上下両方の表面にそれぞれ貼り合わされた表皮層10、10−1の表面にそれぞれ貼り合わされたスクリム層70、70−1で、20〜80g/m2の単位面積当たりの重量を有するポリエステルスパンボンド・スクリムが一体的に形成されてなるスクリム層70、70−1とからなる多層構造の自動車用天井材(図12参照)を提供する。これらは、それぞれ図2、図4、図6、図8、図10及び図12の本発明による2層構造、3層構造及び5層構造の自動車用天井材の断面図に示されている。
【0032】
上記基材繊維として用いられる芯鞘型複合繊維は、融点が110〜180℃である鞘成分が約30〜50体積%であり、融点が240〜270℃である芯成分が約50〜70体積%であるため、バインダー及び補強材の機能を併せ持つ。このため、複合板材の製造時に加えられる180〜230℃の温度は優先的に基材繊維の鞘成分だけを徐々に溶融させて補強繊維との融着による三次元的なネットワーク構造を形成し、基材繊維の芯成分は鞘成分の部分的な熱遮断効果により物性の低下を防ぐことができる特徴を有することにより、補強繊維の役割を果たすことができる。
【0033】
このような芯鞘型複合繊維として、鞘成分としての低融点のポリエステル共重合体(CoPET)と芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての低融点のポリエステルグリコールと芯成分としての高融点のポリエステルとからなる複合繊維、鞘成分としての高密度のポリエチレンと芯成分としてのポリエステルとからなる複合繊維、鞘成分としての高密度のポリエチレンと芯成分としてのポリプロピレンとからなる複合繊維、及び鞘成分としてのポリプロピレンと芯成分としてのポリエステルとからなる複合繊維よりなる群から選ばれたいずれか一種を用いることができる。
【0034】
上記補強繊維として用いられる機能性熱可塑性有機繊維としては、共役ポリエステル繊維、共役ホローポリエステル繊維、ホローポリエステル繊維、二重捲縮ポリエステル繊維、及び異型断面ポリエステル繊維よりなる群から選ばれたいずれか一種を用いることができる。また、補強繊維として用いられる天然繊維としては、大麻、黄麻、亜麻、ケナフ、アバカ、及びバナナ繊維よりなる群から選ばれたいずれか一種を用いることができる。
【0035】
上記機能性熱可塑性有機繊維または天然繊維は、熱融着による板材の加工時に高温に起因する繊維の物性変化の最小化、板材内の気孔の増加及び発泡性の向上を図るために選ばれる。
【0036】
上記共役ポリエステル繊維はバルキー性及び発泡性を目的としてセルフクリンピング性(自己捲縮性)を有する繊維であり、粘度は異なるが成分は等しい2種の熱可塑性樹脂をサイドバイサイド(side by side)の方式により組み合わせて複合紡糸した後、両成分の粘度差により自己捲縮性を有する。
【0037】
さらに、上記共役ホローポリエステル繊維は熱延伸によるセルフクリンピング性を付与されるため、複合板材の製造時に加えられる外部熱に対する耐久性と耐熱性に優れ、中空に起因する熱分散効果により加工温度による物性の変化を防止することが可能になる。
【0038】
さらに、上記二重捲縮ポリエステル繊維は、製品にバルキー性を付与するために、人為的に一回捲縮された50〜80mmの大きさの汎用熱可塑性繊維であるポリアミド、ポリプロピレン、またはポリエステル短繊維を二重に捲縮することによって得られる二重捲縮短繊維であり、異型断面ポリエステル短繊維もまた同じ特徴を有する。
【0039】
本発明による自動車用天井材の製造方法は、圧縮状態の原反を解反して層への要求特性に応じて基材繊維と補強繊維を均一に混合・開繊する混合開繊工程と、混合開繊された繊維を円筒状カード機を通らせて繊維状の薄いウェブを形成するカーディング工程と、多層構造を形成するために要求される製品の重量に応じて繊維状の薄いウェブを互いに重ねて多層にするダブリング工程と、ニードルパンチによって多層構造の各層を互いに接合する工程とを経て、用途に応じて様々な組成及び重量を有する不織布を製造する。
【0040】
多層構造の不織布を製造する方法は、連続工程及びバッチ式工程という2つの方法により行うことができる。これらのうち、連続工程は、3〜5機のカード機を用いて1番目及び3番目のカード機は両外側の表皮層、そして2番目のカード機は基材層を供給して、順番に単一のラインにおいて供給された層を組み合わせた後、ニードルパンチすることによりその組み合わせた層を互いに接合して多層構造の不織布を製造する工程である。バッチ式工程は、単一のカード機を用いて表皮層及び基材層の不織布をそれぞれ別々に製造した後、用途に応じて多層構造を形成するためにそれらの層を互いに組み合わせた後、ニードルパンチ機を用いて多層構造の各層を互いに接合することができる。
【0041】
本発明によれば、上記不織布の製造工程において製造された多層構造の複合不織布は連続式複合板材の製造装置に供給される。その装置は「性能が改良された複合材料の製造方法及びその製造装置(国際出願番号PCT/KR02/00658号)」に開示されており、予熱部、熱融着部、加圧部、発泡部、冷却部、及び切断部から構成された連続工程により、用途に応じて密度、強度及び厚みを自由に調節できることが特徴である。製造された複合板材は自動車天井材用成形機を用いて製品化される。また、多層構造の複合不織布は複合板材の製造工程を使用せずに、予熱部、成形部、及び冷却部のみよりなる工程によっても製品化される。
【0042】
上記の構成を有する自動車用天井材は、以下の性能試験を通じてその性能を検証された。
<実施例1>
この実施例は、基材層と表皮層とからなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)製の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET fiber、CH−PET)を用い、基材層は、基材繊維としてヒュービス(株)製の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(CH−PET)を用いた。
【0043】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%の範囲に含まれように製造することにより、表皮層及び基材層の組成比による物理的特性を互いに比較分析した。製造された不織布は連続式複合板材製造装置に6m/分の速度にて供給されて厚み6.5±0.3mmの自動車用天井材板材が製造された。連続式複合板材製造装置の内部は、予熱部、溶融加圧部/発泡部、冷却部、及び切断部より構成されており、予熱部の温度は170℃、溶融加圧部/発泡部はさらに4ゾーンより構成されて、これらの各ゾーンの温度は200〜240℃に維持され、冷却部はまた2ゾーンより構成されてそれぞれ60℃と30℃に温度が自動調節された。製造された天井材板材はスタンピング(stamping)工法により厚み6mmに熱成形して天井材が得られた。
【0044】
試験条件(ビームたわみ試験及び環境試験)
自動車内側の天井に水平に固定される天井材の特性から、物理的な特性と環境試験によるたわみ特性がその製品を評価する重要な項目であるといえる。
【0045】
(1)本発明による自動車用天井材の試験片のたわみ具合を調べるために、OHS 005試験法に基づいて、7.6cm×30.5cmの大きさの本発明による自動車用天井材の試験片をバインダークリップにより最上部から2.54cm下方の位置に固定して最下部から28cm上方の位置に吊り下げ、以下の条件により合計で24時間をかけてその変化を記録し、その平均値を取った。
1)試験片を2.5時間加熱後に5.5時間の間85℃に固定した。
2)試験片を2.5時間冷却後に5.5時間の間30℃に固定した。
3)試験片を2.5時間加熱後に温度38℃、湿度95%の条件で5.5時間の間固定し た。
この試験は北米自動車会社の標準試験条件に従って実施した環境試験であり、そのたわ みに関する許容規格は、通常、10mm未満の値であれば、最適な製品であると評価される 。
【0046】
(2)また、本発明による自動車用天井材の試験片の物理的な特性を調べるために、自動車用天井材の重要な評価方法として知られているOHS 028試験法により強度、剛性、靱性などを測定して互いに比較評価した。
【0047】
上記の2つの試験方法による本発明の試験片のたわみ具合及び強度、剛性、靱性などの物理的な特性の試験結果を下記表1に示す。
【0048】
【表1】
【0049】
上記表1から明らかなように、表皮層のCoPET/PET対CH−PETの重量比が80対20及び基材層のCoPET/PET対CH−PETの重量比が60対40である場合(実験例2)、表皮層のCoPET/PET対CH−PETの重量比が80対20及び基材層のCoPET/PET対CH−PETの重量比が50対50である場合(実験例3)、表皮層のCoPET/PET対CH−PETの重量比が50/50及び基材層のCoPET/PET対CH−PETの重量比が70対30である場合(実験例6)、表皮層のCoPET/PET対CH−PETの重量比が50/50及び基材層のCoPET/PET対CH−PETの重量比が60対40である場合(実験例7)の本発明による自動車用天井材の物理的な特性は35N以上の強度と4.0N/mm以上の剛性、95%以上の強靱性及び10mm未満のたわみを示し、物理的な特性及びたわみの両面において優れている。
【0050】
<実施例2>
この実施例は、基材層と表皮層とからなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、また、上記基材繊維対補強材繊維の重量比は70対30とした。また、基材層は基材繊維としてヒュービス(株)の芯鞘型複合繊維 (CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維との重量比は60対40にした。
【0051】
上記表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は907g/m2 ±5%、1054g/m2±5%、1213g/m2±5%、1305g/m2 ±5%及び1416g/m2±5%の範囲に含まれるように製造することにより、不織布の重量による物理的な特性を互いに比較分析した。
【0052】
複合板材及び天井材への成形は上記実施例1の成形方法と同じ条件下で行われた。本発明による自動車用天井材は、厚みは同じ6mmに成形され、かつ、重量は上記のように異ならせて製造された。
【0053】
また、実施例1の試験条件と同じ方法により本発明による試験片のたわみ具合及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表2に示す。
【0054】
【表2】
【0055】
上記表2から明らかなように、本発明による天井材の重量が増えるにつれて、強度及び 剛性が増大するのに対し、靱性は減少した。また、たわみは重量が1213g/m2 (実 験例3)であるときに最低であり、重量が増大(実験例4、5)したり、減少(実験例1 、2)する場合には、たわみは、重量が1213g/m2(実験例3)であるときよりも大 きくなることがわかる。
【0056】
<実施例3>
この実施例は、基材層と表皮層とからなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてはヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維の重量比は80対20とした。また、基材層は基材繊維としてヒュービス(株)の芯鞘型複合繊維 (CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維の重量比は60対40にした。
【0057】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1217g/m2になるように製造し、実施例1と同じ条件で厚み8.5mmの天井材用複合板材を製造した。また、製造された複合板材は自動車用天井材金型の隙間を3、4、5、6、7 及び8mmと各種設定して自動車用天井材に成形された。
【0058】
実施例1の試験条件と同じ方法により本発明による試験片のたわみ具合及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表3に示す。
【0059】
【表3】
【0060】
上記表3から明らかなように、本発明による天井材の厚みが6mmであるとき(実験例4)に最高の強度と剛性を示し、また、たわみも最低であった。特に、強度及びたわみについては、天井材が薄くなるほど強度が低下し、たわみが目立つことが分かる。
【0061】
<実施例4>
この実施例は、基材層と表皮層からなる3層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、上記基材繊維対補強材繊維の重量比は70対30とした。また、基材層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてはヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)と天然繊維としての黄麻を混合したものを用い、且つ、上記基材繊維対補強繊維の重量比は50対50とした。但し、基材層における補強繊維50重量%の範囲内で天然繊維としての黄麻の含量を変化させた。
【0062】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%になるように製造した。不織布から複合板材及び天井材への成形は実施例1と同じ条件下で行った。
【0063】
実施例1の試験条件と同じ方法により本発明の試験片の黄麻の含量の変化によるたわみ及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表4に示す。
【0064】
【表4】
【0065】
上記表4から明らかなように、本発明による自動車用天井材は基材層への天然繊維の含量が増加するにつれて強度及び剛性は増大し、靱性は天然繊維の含量が増大するに伴って明確に悪くなることが分かる。たわみは天然繊維の含量が増大するに伴って減少することが分かる。
【0066】
<実施例5>
この実施例は、基材中層、基材上層及び基材下層から構成された基材層と表皮層からなる5層構造の天井材に関するものである。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)を用い、且つ、基材繊維対補強繊維の重量比は90対10とした。また、基材層は基材繊維とし てヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維と してヒュービス(株)の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)または天然繊維を用いた。基材中層の基材繊維対補強繊維の重量比は50対50とし、基材上層及び基材下層の基材繊維対補強繊維の重量比は65対35と同じに した。
【0067】
表皮層と基材層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%になるように製造した。天井材の物理的な特性をより改善するための方法として5層の多層に天井材を設計して天然繊維の種類による物理的な特性を分析した。不織布から複合板材及び天井材への成形は実施例1と同じ条件下で行った。
【0068】
実施例1と同じ方法により本発明の試験片の天然繊維の種類によるたわみ及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表5に示す。
【0069】
【表5】
【0070】
上記表5から明らかなように、この実施例の5層構造の天井材の方が、上記実施例1、2、3及び4の3層構造の天井材よりも強度及び剛性が優れている。特に、たわみは上記実施例1、2、3及び4の3層構造の天井材よりもはっきりと減少していることが分かる。天然繊維としてアバカ繊維を用いた場合に最も優れた物理的特性(強度、剛性、靱性)及びたわみを有することが分かる。
【0071】
<実施例6>
この実施例は、基材層と、表皮層と、表皮層の外面にポリエステルスパンボンド・スクリムを付着してスクリーム層を形成して合計で5層から構成される天井材に関するものである。ポリエステルスパンボンド・スクリムの重量は45g/m2である。表皮層は基材繊維としてヒュービス(株)の芯鞘型複合繊維(CoPET/PET;LM)を用い、補強繊維としてヒュービス(株)製の共役ホローポリエステル繊維(conjugate hollow PET、CH−PET)または天然繊維として黄麻を用い、且つ、基材繊維対補強繊維の重量比は80対20とし、基材層は基材繊維としてヒュービス(株)の芯鞘型複合 繊維(CoPET/ PET;LM)を用い、補強繊維としてはヒュービス(株)製の共 役ホローポリエステル繊維(conjugate hollow PET、CH−PET)または天然繊維を用い、且つ、基材繊維対補強繊維の重量比は50対50とした。
【0072】
上記基材層と表皮層はニードルパンチ法により接合され、接合された不織布の重量は1200g/m2±5%になるように製造た。表皮層の外面にポリエステルスパンボンド・スクリムを付着して仕上げ処理することによる物理的な特性を互いに比較分析した。不織布から複合板材及び天井材への成形は実施例1と同じ条件下で行われた。
【0073】
実施例1の試験条件と同じ方法により本発明の試験片のポリエステルスパンボンド・スクリムを付着して仕上げ処理することによるたわみ及び強度、剛性、靱性などの物理的な特性を測定した。その試験結果を下記表6に示す。
【0074】
【表6】
【0075】
上記表6から明らかなように、天井材の表皮層の外面にポリエステルスパンボンド・スクリムを接着して仕上げ処理することにより製品の見栄え、品質、吸音性、物理的な特性(剛性、強度、弾性)を高めるだけではなく、環境試験によるたわみも低減する効果が得られる。
【符号の説明】
【0076】
1、1−1、10、10−1、3、3−1、30、30−1 表皮層
2、20 基材層
4、40 基材上層
4−1、40−1 基材下層
5、50 基材中層
6、6−1、60、60−1、7、7−1、70、70−1 スクリム層
【特許請求の範囲】
【請求項1】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と補強材として天然繊維40〜60重量%とが一体的に形成されてなる基材層(2)と、
前記基材層(2)の少なくとも一方の表面に貼り合わされた表皮層(1、1−1)で、芯鞘型複合繊維70〜90重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維10〜30重量%とが一体的に形成されてなる表皮層(1、1−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項2】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と補強材として機能性熱可塑性有機繊維40〜60重量%とが一体的に形成されてなる基材層(2)と、
前記基材層(2)の少なくとも一方の表面に貼り合わされた表皮層(1、1−1)で、芯鞘型複合繊維70〜90重量%と補強材として天然繊維10〜30重量%とが一体的に形成されてなる表皮層(1、1−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項3】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と補強材として天然繊維20〜40重量%とが一体的に形成されてなる基材層(20)と、
前記基材層(20)の少なくとも一方の表面に貼り合わされた表皮層(10、10−1)で、芯鞘型複合繊維50〜60重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維40〜50重量%とが一体的に形成されてなる表皮層(10、10−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項4】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と補強材として機能性熱可塑性有機繊維20〜40重量%とが一体的に形成されてなる基材層(20)と、
前記基材層(20)の少なくとも一方の表面に貼り合わされた表皮層(10、10−1)で、芯鞘型複合繊維50〜60重量%と補強材として天然繊維40〜50重量%とが一体的に形成されてなる表皮層(10、10−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項5】
前記基材層(5)と、
前記基材層(5)の上下両方の表面にそれぞれ貼り合わされた基材上層(4)及び基材下層(4−1)で、芯鞘型複合繊維60〜70重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維30〜40重量%とが一体的に形成されてなる基材上層(4)及び基材下層(4−1)と、
前記基材層(5)の上下両方の表面にそれぞれ貼り合わされた基材上層(4)及び基材下層(4−1)の表面にそれぞれ貼り合わされた表皮層(3、3−1)と、
を有している請求項1または2に記載の多層構造の自動車用天井材。
【請求項6】
前記基材層(50)と、
前記基材層(50)の上下両方の表面にそれぞれ貼り合わされた基材上層(40)及び基材下層(40−1)で、芯鞘型複合繊維60〜70重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維30〜40重量%とが一体的に形成されてなる基材上層(40)及び基材下層(40−1)と、
前記基材層(50)の上下両方の表面にそれぞれ貼り合わされた基材上層(40)及び基材下層(40−1)の表面にそれぞれ貼り合わされた表皮層(30、30−1)と、
を有している請求項3または4に記載の多層構造の自動車用天井材。
【請求項7】
前記基材層(2)と、
前記基材層(2)の上下両方の表面にそれぞれ貼り合わされた表皮層(1、1−1)と、
前記基材層(2)の上下両方の表面にそれぞれ貼り合わされたスクリム層(7、7−1)で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層(7、7−1)と、
を有している請求項1または2に記載の多層構造の自動車用天井材。
【請求項8】
前記基材層(20)と、
前記基材層(20)の上下両方の表面にそれぞれ貼り合わされた表皮層(10、10−1)と、
前記基材層(20)の上下両方の表面にそれぞれ貼り合わされた表皮層(10、10−1)の表面にそれぞれ貼り合わされたスクリム層(70、70−1)で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層(70、70−1)と、
を有している請求項3または4に記載の多層構造の自動車用天井材。
【請求項9】
前記芯鞘型複合繊維は、高融点の芯成分50〜70体積%及び低融点の鞘成分30〜50体積%が配合されたものであって、鞘成分としてのポリエステル共重合体(CoPET)及び芯成分としてのポリエステルからなる複合繊維、鞘成分としてのポリエステルグリコール及び芯成分としてのポリエステルからなる複合繊維、鞘成分としての高密度ポリエチレン及び芯成分としてのポリエステルからなる複合繊維、鞘成分としての高密度ポリエチレン及び芯成分としてのポリプロピレンからなる複合繊維、及び鞘成分としてのポリプロピレン及び芯成分としてのポリエステルからなる複合繊維よりなる群から選ばれたいずれか一種である請求項1ないし8の何れか一項に記載の多層構造の自動車用天井材。
【請求項10】
前記鞘成分の溶融温度は110〜180℃であり、前記芯成分の溶融温度は240〜270℃であって、高温加圧による複合素材シートの製造に際して鞘成分が溶融して前記補強材と融着する請求項9に記載の多層構造の自動車用天井材。
【請求項11】
前記天然繊維は、大麻、黄麻、亜麻、ケナフ、アバカ及びバナナ繊維よりなる群から選ばれたいずれか一種である請求項1ないし10の何れか一項に記載の多層構造の自動車用天井材。
【請求項1】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と補強材として天然繊維40〜60重量%とが一体的に形成されてなる基材層(2)と、
前記基材層(2)の少なくとも一方の表面に貼り合わされた表皮層(1、1−1)で、芯鞘型複合繊維70〜90重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維10〜30重量%とが一体的に形成されてなる表皮層(1、1−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項2】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維40〜60重量%と補強材として機能性熱可塑性有機繊維40〜60重量%とが一体的に形成されてなる基材層(2)と、
前記基材層(2)の少なくとも一方の表面に貼り合わされた表皮層(1、1−1)で、芯鞘型複合繊維70〜90重量%と補強材として天然繊維10〜30重量%とが一体的に形成されてなる表皮層(1、1−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項3】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と補強材として天然繊維20〜40重量%とが一体的に形成されてなる基材層(20)と、
前記基材層(20)の少なくとも一方の表面に貼り合わされた表皮層(10、10−1)で、芯鞘型複合繊維50〜60重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維40〜50重量%とが一体的に形成されてなる表皮層(10、10−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項4】
自動車用天井材であって、
高融点の芯成分及び低融点の鞘成分が配合構成された芯鞘型複合繊維60〜80重量%と補強材として機能性熱可塑性有機繊維20〜40重量%とが一体的に形成されてなる基材層(20)と、
前記基材層(20)の少なくとも一方の表面に貼り合わされた表皮層(10、10−1)で、芯鞘型複合繊維50〜60重量%と補強材として天然繊維40〜50重量%とが一体的に形成されてなる表皮層(10、10−1)と、を有し、
前記機能性熱可塑性有機繊維は、自己捲縮性を有するサイドバイサイドのポリエステル複合糸、自己捲縮性を有するサイドバイサイドのポリエステル中空複合糸及び二重捲縮繊維よりなる群から選ばれたいずれか一種である多層構造の自動車用天井材。
【請求項5】
前記基材層(5)と、
前記基材層(5)の上下両方の表面にそれぞれ貼り合わされた基材上層(4)及び基材下層(4−1)で、芯鞘型複合繊維60〜70重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維30〜40重量%とが一体的に形成されてなる基材上層(4)及び基材下層(4−1)と、
前記基材層(5)の上下両方の表面にそれぞれ貼り合わされた基材上層(4)及び基材下層(4−1)の表面にそれぞれ貼り合わされた表皮層(3、3−1)と、
を有している請求項1または2に記載の多層構造の自動車用天井材。
【請求項6】
前記基材層(50)と、
前記基材層(50)の上下両方の表面にそれぞれ貼り合わされた基材上層(40)及び基材下層(40−1)で、芯鞘型複合繊維60〜70重量%と補強材として天然繊維もしくは機能性熱可塑性有機繊維30〜40重量%とが一体的に形成されてなる基材上層(40)及び基材下層(40−1)と、
前記基材層(50)の上下両方の表面にそれぞれ貼り合わされた基材上層(40)及び基材下層(40−1)の表面にそれぞれ貼り合わされた表皮層(30、30−1)と、
を有している請求項3または4に記載の多層構造の自動車用天井材。
【請求項7】
前記基材層(2)と、
前記基材層(2)の上下両方の表面にそれぞれ貼り合わされた表皮層(1、1−1)と、
前記基材層(2)の上下両方の表面にそれぞれ貼り合わされたスクリム層(7、7−1)で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層(7、7−1)と、
を有している請求項1または2に記載の多層構造の自動車用天井材。
【請求項8】
前記基材層(20)と、
前記基材層(20)の上下両方の表面にそれぞれ貼り合わされた表皮層(10、10−1)と、
前記基材層(20)の上下両方の表面にそれぞれ貼り合わされた表皮層(10、10−1)の表面にそれぞれ貼り合わされたスクリム層(70、70−1)で、20〜80g/m2の単位面積当たりの重量を有するポリエステル(PET)スパンボンド・スクリムが一体的に形成されてなるスクリム層(70、70−1)と、
を有している請求項3または4に記載の多層構造の自動車用天井材。
【請求項9】
前記芯鞘型複合繊維は、高融点の芯成分50〜70体積%及び低融点の鞘成分30〜50体積%が配合されたものであって、鞘成分としてのポリエステル共重合体(CoPET)及び芯成分としてのポリエステルからなる複合繊維、鞘成分としてのポリエステルグリコール及び芯成分としてのポリエステルからなる複合繊維、鞘成分としての高密度ポリエチレン及び芯成分としてのポリエステルからなる複合繊維、鞘成分としての高密度ポリエチレン及び芯成分としてのポリプロピレンからなる複合繊維、及び鞘成分としてのポリプロピレン及び芯成分としてのポリエステルからなる複合繊維よりなる群から選ばれたいずれか一種である請求項1ないし8の何れか一項に記載の多層構造の自動車用天井材。
【請求項10】
前記鞘成分の溶融温度は110〜180℃であり、前記芯成分の溶融温度は240〜270℃であって、高温加圧による複合素材シートの製造に際して鞘成分が溶融して前記補強材と融着する請求項9に記載の多層構造の自動車用天井材。
【請求項11】
前記天然繊維は、大麻、黄麻、亜麻、ケナフ、アバカ及びバナナ繊維よりなる群から選ばれたいずれか一種である請求項1ないし10の何れか一項に記載の多層構造の自動車用天井材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−86838(P2012−86838A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2011−258054(P2011−258054)
【出願日】平成23年11月25日(2011.11.25)
【分割の表示】特願2007−556087(P2007−556087)の分割
【原出願日】平成18年2月23日(2006.2.23)
【出願人】(507265166)リ アンド エス カンパニー リミテッド (4)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【分割の表示】特願2007−556087(P2007−556087)の分割
【原出願日】平成18年2月23日(2006.2.23)
【出願人】(507265166)リ アンド エス カンパニー リミテッド (4)
【Fターム(参考)】
[ Back to top ]