
多層構造体の製造方法
【課題】基材層と、無機層状化合物を含む塗工液を用いて形成した塗工層との密着性に優れた多層構造体を提供すること。
【解決手段】樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、
該基材層の少なくとも一方の面上に、プラズマ処理を行う工程、
プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および
該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、
プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
【解決手段】樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、
該基材層の少なくとも一方の面上に、プラズマ処理を行う工程、
プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および
該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、
プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多層構造体の製造方法に関する。
【背景技術】
【0002】
固体物質、例えば、シリコーンゴム、フッ素ゴム、ポリエチレン樹脂等の表面は、疎水性や撥水性であることが多く、他部材との接着、印刷、コーティング等が一般に困難である。このような固体物質の表面特性を改質する方法として、紫外線照射法、コロナ放電処理法、プラズマ処理法などの表面処理手法が挙げられる。
例えば、特許文献1には、ポリプロピレンフィルムの片面にコロナ処理を行ったものを基材層として用い、該基材層のコロナ処理面に無機層状化合物と液体媒体を含む塗工液を塗布し、該液体媒体を除去して塗工層を形成した積層体が開示されている。
一方、非特許文献1には、ポリエチレンテレフタレートフィルムの表面に対し、表面処理を行い、処理面とポリエチレンフィルムとを熱融着した積層体について、該表面処理面の酸化状態と密着性に関する知見が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−93133号明細書
【非特許文献】
【0004】
【非特許文献1】(株)エヌ・ティー・エス 「表面処理技術ハンドブック」
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら特許文献1の積層体における基材層と塗工層との密着性については、未だ改善の余地があった。また非特許文献1には、表面処理手法の種類に拘らず、表面処理面の酸化状態のみが樹脂フィルム同士の密着性を支配する旨記載されており、無機層状化合物を含む塗工液を用いて形成した塗工層と基材層との密着性に対しては何ら言及されていない。
【0006】
本発明の課題は、基材層と、無機層状化合物を含む塗工液を用いて形成した塗工層との密着性に優れた多層構造体を提供することである。
【課題を解決するための手段】
【0007】
かかる事情に鑑み、本発明者らは、基材層の処理面の酸化状態が同等であっても、表面処理手法の種類により、塗工層と基材層との密着性が異なることを見出し、さらに鋭意検討することにより、プラズマ処理という特定の表面処理方法を用い、さらには特定の式を満たす条件で処理を行うことで、基材層と塗工層とが強固に密着することを見出して本発明を完成した。
【0008】
すなわち本発明は、樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、基材層の少なくとも一方の面上に、プラズマ処理を行う工程、プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法に関する。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(ここで、Δ(C−O)は、プラズマ処理前後の基材層表面について、X線光電子分光法によりC1sのスペクトルを計測し、該スペクトルをピーク分割することによりC−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(O=C−O)は、該スペクトルをピーク分割することによりO=C−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(C=O)は、該スペクトルをピーク分割することによりC=O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とする)
【発明の効果】
【0009】
本発明によれば、基材層と、無機層状化合物を含む塗工液を用いて形成した塗工層との密着性に優れた多層構造体を提供することができる。
【図面の簡単な説明】
【0010】
【図1】基材層のプラズマ処理面のX線光電子分光法のスペクトルを示す。
【発明を実施するための形態】
【0011】
本発明で得られる多層構造体は、樹脂からなる基材層を含む。該基材層を構成する樹脂は特に限定されるものではなく、熱可塑性樹脂や熱硬化性樹脂を用いることができるが、熱可塑性樹脂であることが好ましい。
【0012】
該熱可塑性樹脂としては特に限定されるものではなく、ポリエチレン、エチレン−α−オレフィン共重合体、ポリプロピレンなどのオレフィン系樹脂や、ポリエステル系樹脂などが挙げられるが、オレフィン系樹脂であることが好ましい。熱可塑性樹脂として2種類以上を用いてもよい。また、酸化防止剤、紫外線吸収剤、光安定剤、滑剤、アンチブロッキング剤、ワックス、石油樹脂、帯電防止剤、充填剤としての無機フィラーなど(例えば「プラスチック及びゴム用添加剤実用便覧」化学工業(1970年)など参照)、公知の添加剤を用いてもよい。
【0013】
本発明で使用する基材層は、単層であってもよく、2層以上であってもよい。例えばオレフィン系樹脂層とガスバリア性樹脂層とが積層された多層の基材層を用いることが、得られる多層構造体のガスバリア性の観点から好ましい。ガスバリア性樹脂としては、ポリビニルアルコール系重合体、エチレン−ビニルアルコール共重合体、ポリアミド樹脂、脂肪族ポリケトンなどが挙げられる。
【0014】
基材層として、オレフィン系樹脂層とガスバリア性樹脂層とが積層された多層の基材層を用いる場合には、両層の間に接着性樹脂層を有することが好ましい。このような多層の基材層は、オレフィン系樹脂層とガスバリア性樹脂層の層間強度が高くなるため、ガスバリア性や強度に優れる基材層を得ることができる。
接着性樹脂としては、変性ポリオレフィン、ポリウレタン系樹脂、ポリエステル系樹脂などが挙げられる。前記変性ポリオレフィンとしては、カルボン酸変性ポリオレフィン、特に無水マレイン酸変性ポリオレフィンが好ましく用いられる。
本発明で得られる多層構造体を容器部材として用い、基材層がオレフィン系樹脂層とガスバリア性樹脂層とが積層された多層の基材層である場合、ガスバリア性樹脂層が容器の内側に近くなるようにして使用することが好ましい。
【0015】
本発明の多層構造体の製造方法は、基材層の少なくとも一方の面上に、プラズマ処理を行う工程を含む。
該プラズマ処理とは、不活性ガス雰囲気下で放電することにより、前記不活性ガスの電離作用によって生じるプラズマを基材層の少なくとも一方の面上に照射し、該基材層の面上をエッチング、濡れ性の向上および官能基の導入などの効果を付与する処理である。上記プラズマ処理は大気圧プラズマ処理および真空プラズマ処理などが挙げられる。
前記大気圧プラズマ処理とは、例えば、特開平3−143930号公報、特開平3−219082号公報、或いは特開平5−23579号公報に開示された処理方法である。
具体的には、電極対の少なくとも一方を誘電体で被覆した平行平板電極間に、高周波数の高電圧を印加することでプラズマを発生させ、該電極間に基材層を保持する方法(1)、あるいは該電極間で該基材層を移動させる方法(2)が挙げられる。また、少なくとも一方を誘電体で被覆した一対の電極を対向させて放電空間を形成し、該放電空間にガスを圧送し、プラズマ化したガスを該放電空間外に噴出し、該基材層に噴き付け処理する方法(3)に大別される。
【0016】
噴き付け処理する方法(3)の場合においては、基材層の形状や寸法にあわせて、プラズマ噴出しノズルを設置し、必要に合わせて自動制御したり、プラズマ噴出しノズルを複数本設置し高速回転させるなどして該基材層の形状に関係なく処理可能とする方法等がある。
【0017】
従って該基材層の形状が平面板であれば、前述の(1)あるいは(2)の方法が好適であり、該基材層が複雑な形状の長尺異形成形品や射出成形品の場合には(3)の方法が好適であるが、本発明においては、該基材層の形状、目的等に応じて適宜選択することができる。
【0018】
上記(2)の方法や、上記(3)の方法においてノズル等を走査し処理する方法では、プラズマ処理密度Dは下記(式2)にて示すことができる。
D=60P/(L×V) (式2)
ここでPは、処理電力(W)であり、Lは、基材層が移動する方向と直行する方向の放電幅(cm)あるいはノズル等の走査方向と直行する方向の放電幅(cm)であり、Vは、基材層の移動速度(ライン速度)(cm/min)またはノズル等の走査速度(cm/min)である。
【0019】
また上記(1)の方法や、上記(3)の方法においてノズル等を保持して処理する方法では、プラズマ処理密度Dは下記式(3)にて示すことができる。
D=P×T/A (式3)
ここでPは、処理電力(W)であり、Aは電極面積(cm2)であり、Tは処理時間(min)である。
大気圧プラズマ処理にて本発明における式1の条件を満たす処理を行うためには、上記式2あるいは上記式3のプラズマ処理密度Dの値が5以上であることが好ましく、10以上であることがより好ましく、15以上であることがさらに好ましい。
また真空プラズマ処理にて本発明における式1の条件を満たす処理を行うためには、上記式2あるいは上記式3のプラズマ処理密度Dの値が5以上であることが好ましく、7以上であることがさらに好ましい。
【0020】
該電極としては、銅、アルミニウム等の金属単体、ステンレス、真鍮等の合金、金属化合物等からなるものが挙げられる。
【0021】
該誘電体の材質としては、ポリテトラフルオロエチレン、ポリエチレンテレフタレート等のプラスチック、ガラス、二酸化珪素、酸化アルミニウム、二酸化ジルコニウム、二酸化チタン等の金属酸化物、チタン酸バリウム等の複酸化物等が挙げられる。また該誘電体の形状は、シート状でもフィルム状でもよいが、厚みが0.01〜4mmであることが好ましい。厚すぎるとプラズマを発生するのに高電圧を要し、薄すぎると電圧印加時に絶縁破壊が起こり、アーク放電が発生するためである。
【0022】
上記(1)から(3)の方法における電極間の距離は、雰囲気ガスの圧力、酸素濃度、誘電体の厚さ、印加電圧の大きさ、プラズマ処理された基材層を利用する目的等を考慮して決定される。電極間距離が小さいほど安定したプラズマが得られる傾向にあるが、0.5〜50mmであることが好ましい。0.5mm未満では、電極間における雰囲気ガスの濃度の変動が大きく、処理が不均一になり易い。また、電極間に設置する被処理体の厚さが限定されてしまう。一方、50mmを超えると、均一なプラズマを発生させることが困難である。
【0023】
該印加電圧はパルス電圧が好ましい。パルス波形はインパルス型、方形波型、変調型の波形のいずれでもよく、さらに印加電圧が正負の繰り返しであっても、正又は負のいずれかの極性側に電圧が印加される片波状の波形でもよい。
【0024】
該処理圧力は大気圧近傍の圧力であり、100〜800Torr(約1.33×104 〜10.6×104 Pa)の圧力を意味する。特に圧力調整が容易で、装置が簡便になる700〜780Torr(約9.31×104 〜10.4×104 Pa)の範囲が好ましい。
【0025】
プラズマを発生する雰囲気ガスは特に限定されないが酸素ガスを含むことが好ましい。また酸素ガス以外のガスとしては、窒素ガス、アルゴンガス、ヘリウムガス、水素ガスなどが挙げられ、酸素ガスと酸素以外のガスの体積比率は1:99〜99:1の範囲でほぼ任意の比率で混合することができるが、混合ガス中の酸素ガス濃度が1体積%未満では親水化処理の処理速度が低下するため不適である。
【0026】
またプラズマは雰囲気ガスが酸素ガス単独であっても可能であるが、酸素ガス単独とすると基材層へのダメージ(引火の恐れなど)が大きくなる傾向にあるため、混合ガス中の酸素ガス濃度は80体積%以下であることが好ましく、さらには、50体積%以下であることが好ましい。酸素ガスの混合による処理速度の向上は、酸素ガス濃度を10体積%以上にしても大きな向上はなく、混合比が50体積%以上とすると基材層へのダメージが大きくなる傾向にある。
【0027】
また前記真空プラズマ処理とは、真空度が約0.1〜5torrで行うプラズマ処理である。また電極間の距離あるいは電極の形状については基材層の形状・厚みに合わせて適宜選択することができる。その他の条件等については前述の大気圧プラズマ処理と同様に行うことができる。
【0028】
本発明の多層構造体の製造方法において、プラズマ処理面は下記式1の条件を満たす。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(ここで、Δ(C−O)は、プラズマ処理前後の基材層表面について、X線光電子分光法によりC1sのスペクトルを計測し、該スペクトルをピーク分割することによりC−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(O=C−O)は、該スペクトルをピーク分割することによりO=C−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(C=O)は、該スペクトルをピーク分割することによりC=O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とする)
【0029】
以下に、プラズマ処理前後のX線光電子分光法(以下XPS分析という場合がある)によりΔ(C−O)、Δ(O=C−O)およびΔ(C=O)について説明する。
XPS分析とは、超高真空におかれた試料表面に軟X線(主としてMgKα(1253.6eV)またはAlKα(1486.6eV))を照射して外部光電効果により放出される内殻電子の運動エネルギーを分光することでスペクトルを取得する表面分析法である。放出される前の電子と原子核との間の結合エネルギーが算出され、この結合エネルギーは元素特有の値を示し、光電子放出量が測定領域の元素濃度に応じて増減することから、XPS測定により元素の定性および定量分析を行うことができる。
【0030】
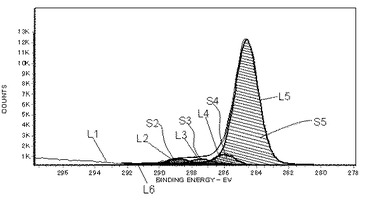
図1に、XPS分析により計測されるスペクトルを曲線L1で示す。ここで縦軸は光電子の強度を表すカウント数であり、横軸は結合エネルギーである。
該曲線L1に基づいて、O=C−O基、C=O基、C−O基、およびC−C基のそれぞれについて、ガウスーローレンツ関数を用いて最小二乗法によりスペクトルをピーク分割したものを、曲線L2、曲線L3、曲線L4、曲線L5とする。
次にShirley法によりバックグラウンド強度を求めてベースラインL6を引く。そして図1に示すごとく、上記ベースラインL6と曲線L2によって囲まれる部分の面積をO=C−O基のピーク分割後のピーク面積S2、ベースラインL6と曲線L3によって囲まれる部分の面積をC=O基のピーク分割後のピーク面積S3、ベースラインL6と曲線L4によって囲まれる部分の面積をC―O基のピーク分割後のピーク面積S4、ベースラインL6と曲線L5によって囲まれる部分の面積をC―C基のピーク分割後のピーク面積S5とする。
【0031】
ピーク分割後の面積比とは、O=C−O基、C=O基、およびC−O基のピーク面積それぞれを、O=C−O基、C=O基、C−O基、およびC−C基のピーク面積の合計で除した値となる。すなわち、O=C−O基のピーク面積比(%)は100×S2/(S2+S3+S4+S5)であり、C=O基のピーク面積比(%)は100×S3/(S2+S3+S4+S5)であり、C―O基のピーク面積比(%)は100×S4/(S2+S3+S4+S5)である。
【0032】
同様の操作をプラズマ処理前の基材層とプラズマ処理後の基材層について行い、プラズマ処理後の面積比とプラズマ処理前の面積比の差をΔ(C−O)、Δ(O=C−O)およびΔ(C=O)とする。
【0033】
本発明の多層構造体の製造方法は、該プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程を含む。塗工液は、該無機層状化合物を液体媒体に添加してなる。
本発明で用いる無機層状化合物とは、液体媒体へ分散させる以前の状態として、単位結晶層が互いに積み重なって層状構造を形成している物をいう。層状構造とは、原子が共有結合等によって強く結合して密に配列した面が、ファン・デル・ワールス等の弱い結合力によってほぼ平行に積み重なった構造をいう。
該無機層状化合物としては液体媒体への膨潤性、劈開性を有する無機層状化合物が好ましく用いられ、粘土鉱物がより好ましく用いられる。
無機層状化合物の中でも特に液体媒体への膨潤性を持つ粘土鉱物が好ましく用いられる。
【0034】
粘土鉱物は、一般に(i)シリカの四面体層の上部に、アルミニウムやマグネシウム等を中心金属とした八面体層を有する2層構造を有するタイプと、(ii)シリカの四面体層が、アルミニウムやマグネシウム等を中心金属とした八面体層を両側から狭んでなる3層構造を有するタイプに分類される。(i)の2層構造タイプの粘度鉱物としては、カオリナイト族およびアンチゴライト族等の粘土鉱物が挙げられる。(ii)の3層構造タイプの粘土鉱物としては、層間カチオンの数によってスメクタイト族、バーミキュライト族、およびマイカ族等の粘土鉱物が挙げられる。
【0035】
これらの粘土鉱物としては、カオリナイト、ディッカイト、ナクライト、ハロイサイト、アンチゴライト、クリソタイル、パイロフィライト、モンモリロナイト、バイデライト、ノントロナイト、サポナイト、ソーコナイト、スチブンサイト、ヘクトライト、テトラシリリックマイカ、ナトリウムテニオライト、白雲母、マーガライト、タルク、バーミキュライト、金雲母、ザンソフィライト、緑泥石等が挙げられる。また、これら粘土鉱物を有機物でイオン交換等の処理し、分散性等を改良したもの(朝倉書店、「粘土の事典」参照;以下、有機修飾粘土鉱物と称する場合もある)も用いることができる。粘土鉱物を処理する前記有機物としては、ジメチルジステアリルアンモニウム塩やトリメチルステアリルアンモニウム塩等の第4級アンモニウム塩やフォスフォニウム塩、イミダゾリウム塩等を用いることができる。
【0036】
上記粘土鉱物の中でもスメクタイト族、バーミキュライト族およびマイカ族の粘土鉱物が好ましく、スメクタイト族が特に好ましい。スメクタイト族としては、例えばモンモリロナイト、バイデライト、ノントロナイト、サポナイト、ソーコナイト、スチブンサイト、ヘクトライトが挙げられる。とりわけモンモリロナイトが好ましく用いられる。
【0037】
該無機層状化合物のアスペクト比は、特に限定されるものではないが、200〜10000のものが好ましく用いられる。このようなアスペクト比の無機層状化合物を用いることにより、よりガスバリア性に優れる多層構造体となる。
【0038】
該無機層状化合物は、平均粒径が30μm以下であることが好ましい。このような平均粒径の無機層状化合物を用いることにより、得られる多層構造体はガスバリア性により優れ、さらに透明性にも優れるものとなり、また該多層構造体を製造する際の製膜性にも優れる。特に透明性が求められる用途では1μm以下であることが好ましい。
【0039】
前記した無機層状化合物のアスペクト比(Z)とは、Z=L/aで定義される値である。ここで、Lは無機層状化合物の平均粒径であり、aは、無機層状化合物の単位厚さ、即ち、無機層状化合物の単位結晶層の厚みを示し、粉末X線回析法(「機器分析の手引き(a)」(1985年、化学同人社発行、塩川二朗監修)69頁参照)により求められる。
【0040】
該無機層状化合物としては、膨潤性試験による膨潤値が5以上のものが好ましく、膨潤値が20以上のものがより好ましい。また、劈開性試験による劈開値が5以上のものが好ましく、劈開値が20以上のものがより好ましい。
【0041】
本発明で用いる液体媒体は、使用する無機層状化合物を膨潤し劈開させる液体媒体であることが好ましい。無機層状化合物が親水性の膨潤性粘土鉱物の場合には、水、アルコール類(メタノール、エタノール、プロパノール、イソプロパノール、エチレングリコール、ジエチレングリコールなど)、ジメチルホルムアミド、ジメチルスルホキシド、アセトン等が挙げられるが、とりわけ水、アルコール、水−アルコール混合物が好ましい。
【0042】
また、無機層状化合物が有機修飾粘土鉱物の場合には、ベンゼン、トルエン、キシレンなどの芳香族炭化水素類、エチルエーテル、テトラヒドロフランなどのエーテル類、アセトン、メチルエチルケトン、メチルイソブチルケトンなどのケトン類、n−ペンタン、n−ヘキサン、n−オクタンなどの脂肪族炭化水素類、クロロベンゼン、四塩化炭素、クロロホルム、ジクロロメタン、1,2−ジクロロエタン、パークロロエチレンなどのハロゲン化炭化水素類、酢酸エチル、メタクリル酸メチル、フタル酸ジオクチル、ジメチルホルムアミド、ジメチルスルホキシド、メチルセロソルブ、シリコンオイルなどを液体媒体として用いることができる。
【0043】
本発明の塗工液は無機層状化合物以外の成分を含んでいても構わない。無機層状化合物以外の成分とは通常樹脂である。
【0044】
本発明の製造方法で得られる多層構造体は、多層構造体にガスバリア性が要求される場合には、該塗工液には重合体成分(A)を含むことが好ましい。該重合体成分(A)としては、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリ塩化ビニリデン(PVDC)、ポリアクリロニトリル(PAN)、セルロースなどの多糖類、ポリアクリル酸およびそのエステル類、ウレタン系樹脂を挙げることができるが、水系の液体媒体に容易に溶解させることができ、取り扱いが容易であることや、得られる多層構造体のガスバリア性の観点から、重合体成分(A)は、水酸基を含む重合体成分であることが好ましい。該水酸基を含む重合体成分としては、PVA、EVOH、セルロースを挙げることができる。
【0045】
本発明で得られる多層構造体のガスバリア性の観点から、重合体成分(A)としては、次の(i)または(ii)であることが好ましい。(i)一分子中に、水酸基、および該水酸基と反応し得る第2の官能基を有する樹脂、あるいは(ii)水酸基を有する樹脂と、水酸基と反応し得る第2の官能基を有する樹脂との混合物であり、以下、(i)の場合と(ii)の場合とをあわせて、「水酸基および第2の官能基を有する樹脂成分」と称することがある。
【0046】
前記水酸基と反応し得る第2の官能基は、水酸基と共有結合、あるいはイオン結合をし得る官能基であることが好ましい。具体的には、カルボキシル基、アミノ基、スルホン酸基、カルボキシレート基、アンモニウム基等の極性基が挙げられる。
【0047】
一分子中に水酸基と第2の官能基を含む樹脂としては、ビニルアルコール−アクリル酸共重合体、ビニルアルコール−メタアクリル酸共重合体、ビニルアルコール−ビニルアミン共重合体、アクリル酸−ビニルアミン共重合体、メタアクリル酸−ビニルアミン共重合体等が挙げられる。
【0048】
水酸基と反応し得る第2の官能基を有する樹脂としては、ポリアクリル酸、ポリメタアクリル酸、ポリビニルアミン、アクリル酸−メタアクリル酸共重合体、ビニルアミン−(メタ)アクリル酸共重合体等が挙げられる。
【0049】
重合体成分(A)が、(ii)である場合には、水酸基を有する樹脂がポリビニルアルコール系重合体(A−1)であり、水酸基と反応し得る第2の官能基を有する樹脂がカルボキシル基を含む重合体成分(A−2)であることが好ましい。
【0050】
ポリビニルアルコール系重合体(A−1)とは、ビニルアルコール単位を主成分として有するポリマーである。このような「ポリビニルアルコール」としては、例えば、酢酸ビニル重合体の酢酸エステル部分を加水分解して得られるポリマーや、トリフルオロ酢酸ビニル重合体、ギ酸ビニル重合体、ピバリン酸ビニル重合体、t−ブチルビニルエーテル重合体、トリメチルシリルビニルエーテル重合体等を加水分解して得られるポリマーが挙げられる(「ポリビニルアルコール」の詳細については、例えば、ポバール会編、「PVAの世界」、1992年、(株)高分子刊行会;長野ら、「ポバール」、1981年、(株)高分子刊行会を参照することができる)。ポリマーのエステル部分の「ケン化」の程度は、70モル%以上が好ましく、85モル%以上のものがより好ましく、98%モル以上のいわゆる完全ケン化品がさらに好ましい。また、使用するビニルアルコール系重合体(A−1)の重合度は、100以上5000以下、200以上3000以下であることがより好ましい。
【0051】
また、ポリビニルアルコール系重合体(A−1)として、水酸基以外の官能基を有するいわゆるポリビニルアルコール誘導体も使用でき、水酸基以外の官能基として例えば、アミノ基、チオール基、カルボキシル基、スルホン酸基、リン酸基、カルボキシレート基、スルホン酸イオン基、燐酸イオン基、アンモニウム基、ホスホニウム基、シリル基、シロキサン基、アルキル基、アリル基、フルオロアルキル基、アルコシキ基、カルボニル基、ハロゲン基等が例示できる。PVA中の水酸基の一部がこれら官能基の1種または2種以上と置き換わっていてもよい。また本発明におけるポリビニルアルコール系重合体(A−1)は、ビニルアルコール単位と、エチレン、プロピレン等のα−オレフィン単位とを含む共重合体であってもよい。ポリビニルアルコールが一分子中にビニルアルコール単位とα−オレフィン単位とを含む場合、本発明では、α−オレフィン単位の含有量が20モル%以下である樹脂をPVAと称する。ここでα−オレフィン単位とは、α−オレフィン由来の構成単位を意味する。
【0052】
前記カルボキシル基を含む重合体成分(A−2)は、ポリアクリル酸、ポリメタアクリル酸、ポリアクリル酸部分中和物、およびポリメタアクリル酸部分中和物からなる群から選択される1種以上の重合体成分であることが好ましい。またアクリル酸とメタアクリル酸の共重合体も使用できる。上記カルボキシル基を含む重合体成分(A−2)の重量平均分子量は、それぞれ2000〜10000000の範囲が好ましく、より好ましくは100000〜5000000である。
【0053】
ポリアクリル酸部分中和物またはポリメタアクリル酸部分中和物は、通常、ポリアクリル酸の水溶液にアルカリを添加することにより得ることができる。ポリアクリル酸またはポリメタアクリル酸とアルカリの量比を調節することにより、所望の中和度とすることができる。またポリアクリル酸完全中和物またはポリメタアクリル酸完全中和物をイオン交換により部分中和物に変換することもできる。ここでポリアクリル酸部分中和物またはポリメタアクリル酸部分中和物の中和度は、下式にて定義される。ポリアクリル酸部分中和物またはポリメタアクリル酸部分中和物は、得られる多層構造体のガスバリア性や透明性の点から、中和度が0.1%〜20%であることが好ましい。
中和度=(A/B)×100
A:ポリアクリル酸またはポリメタアクリル酸1g中に含まれる中和されたカルボキシル基のモル数
B:ポリアクリル酸またはポリメタアクリル酸1g中に含まれる中和前のカルボキシル基のモル数
【0054】
本発明における重合体成分(A)が、ポリビニルアルコール系重合体(A−1)と、ポリアクリル酸、ポリメタアクリル酸、ポリアクリル酸部分中和物およびポリメタアクリル酸部分中和物からなる群から選択されるカルボキシル基を含む重合体成分(A−2)である場合、ポリビニルアルコール系重合体95〜5重量%と、カルボキシル基を含む重合体成分(A−2)5〜95重量%の混合物であることが好ましい。ただしこの割合は、塗工層を形成するにあたって、ポリビニルアルコール系重合体(A−1)とカルボキシル基を含む重合体成分(A−2)の仕込み量とし、該仕込み量の合計重量を100%としたときの値である。ポリビニルアルコール系重合体(A−1)とカルボキシル基を含む重合体成分(A−2)の割合は、(A−1)が50〜95%、(A−2)が5〜50%であることがより好ましく、(A−1)が70〜90%、(A−2)が10〜30%であることがさらに好ましい。
【0055】
重合体成分(A)が水酸基および第2の官能基を有する重合体成分であり、該第2の官能基がカルボキシル基である場合、得られる多層構造体のガスバリア性の点から、該塗工液がアルカリ金属イオンを含むことが好ましい。アルカリ金属イオンとしては、ナトリウムイオン、リチウムイオン、カリウムイオンが挙げられる。該塗工液中の該アルカリ金属イオンの重量は、該重合体成分(A)100重量部に対し0.2〜5重量部であることが好ましく、より好ましくは0.2〜2重量部である。
【0056】
前記アルカリ金属イオンは、通常、アルカリ金属イオン供与化合物に由来する。すなわち重合体成分(A)が水酸基および第2の官能基を有する樹脂成分であり、該第2の官能基がカルボキシル基である場合、該塗工液はアルカリ金属イオン供与化合物を含むことが好ましい。アルカリ金属イオン供与化合物としては、水酸化ナトリウム、次亜リン酸ナトリウム、水酸化リチウム、水酸化カリウム等が挙げられる。また重合体成分(A)として、ポリアクリル酸水溶液に水酸化ナトリウムを添加して得られるポリアクリル酸部分中和物を使用する場合には、該ポリアクリル酸部分中和物がアルカリ金属イオン供与化合物として作用する。
アルカリ金属イオン供与化合物としては、層間にアルカリ金属イオンを有する前述の無機層状化合物も挙げられる。アルカリ金属イオン供与化合物として、2種類以上を併用してもよい。得られる多層構造体のガスバリア性の観点から、該無機層状化合物は、層間にアルカリ金属イオンを有することが好ましい。
【0057】
得られる多層構造体のガスバリア性を高める観点から、アルカリ金属イオンはナトリウムイオンであることが好ましく、該ナトリウムイオンを供与するナトリウムイオン供与化合物としては、ナトリウムイオン含有無機層状化合物が好ましく、ナトリウムイオン含有モンモリロナイトがより好ましい。
【0058】
無機層状化合物と重合体成分(A)の体積比は特に限定されるわけではないが、得られる多層構造体のガスバリア性の観点から、重合体成分(A)と無機層状化合物の体積比が、重合体成分(A)/無機層状化合物=95/5〜5/95であることが好ましく、95/5〜50/50であることがより好ましく、95/5〜70/30であることがさらに好ましい。
【0059】
該塗工液が無機層状化合物および液体媒体に加えて、さらに重合体成分(A)を含む場合、以下のような方法で調整することができる。例えば重合体成分(A)を液体媒体に溶解させてなる重合体成分(A)溶液と、無機層状化合物を予め液体媒体に膨潤し劈開させた無機層状化合物の分散液とを混合する方法、無機層状化合物を予め液体媒体に膨潤し劈開させた無機層状化合物の分散液に重合体成分(A)を直接混合する方法、重合体成分(A)溶液と無機層状化合物とを混合する方法があげられる。塗工液を調製する際には、重合体成分(A)と無機層状化合物とを含む液にMicrofluidics Corporation 社製超高圧ホモジナイザー(商品名:マイクロフルイダイザー)、ナノマイザー社製ナノマイザー、マントンゴーリン型高圧分散装置、イズミフードマシナリ製ホモゲナイザー等の高圧分散処理装置を用いて高圧分散処理してもよいし、予め高圧分散処理した無機層状化合物の分散液と、重合体成分(A)とを前記した方法で混合してもよい。
【0060】
該塗工液には、界面活性剤を添加することが好ましい。このような塗工液を塗布して形成される塗工層は、該塗工層との密着性に優れるものとなる。界面活性剤の含有量は、通常、塗工液100重量%中0.001〜5重量%である。
【0061】
界面活性剤としては、アニオン性界面活性剤、カチオン性界面活性剤、両性イオン性界面活性剤、非イオン性界面活性剤など、公知の界面活性剤を用いることができる。とりわけ炭素原子数6以上24以下のアルキル鎖を有するカルボン酸のアルカリ金属塩、ポリジメチルシロキサン−ポリオキシエチレン共重合体等のエーテル型の非イオン性界面活性剤(シリコーン系非イオン性界面活性剤)や、パーフルオロアルキルエチレンオキサイド化合物等のフッ素型非イオン性界面活性剤(フッ素系非イオン性界面活性剤)を使用することが密着性向上の観点から好ましい。
【0062】
該塗工液を塗工する方法は、ディッピング法やスプレーコート法が挙げられる。多層構造体が平板状である場合には、ダイレクトグラビア法、リバースグラビア法などのグラビア法、2本ロールビートコート法、ボトムフィード3本リバースコート法などのロールコーティング法、ドクターナイフ法、ダイコート法、バーコーティング法などの方法によっても塗工液を塗布することができる。
【0063】
該液体媒体を除去する方法としては特に限定されないが、基材層の融点以下、通常30〜200℃程度、水蒸気濃度が50g/m3未満の雰囲気下で乾燥する方法が挙げられる。
【0064】
また該基材層と該塗工層との密着性を改良する目的で、該基材層上に予めアンカーコート層を設けても良い。アンカーコート層は、公知のものを用いることができるが、エポキシ系主剤とアミン系硬化剤からなる2液硬化型エポキシ系アンカーコート剤、あるいはエタノールに可溶の主剤および硬化剤からなる2液硬化型ウレタン系アンカーコート剤が好ましい。アンカーコート層を塗工により設ける場合には、前述の塗工液を塗工する方法で行うことができる。
【0065】
該塗工層の厚みは、ガスバリア性およびコストの観点から通常1nm〜10μmであり、1nm〜5μmであることが好ましい。該塗工層の厚みが前記したように薄い場合でも、充分なガスバリア性を備えるものである。前記したアンカーコート層を有する場合には、アンカーコート層の厚みは通常0.01〜5μmである。
【0066】
本発明で得られる多層構造体を構成する各層は、本発明の効果を損なわない程度に、必要に応じて酸化防止剤、紫外線吸収剤、光安定剤、アンチブロッキング剤等の各種添加剤を含有していてもよい。
【0067】
本発明で得られる多層構造体の塗工層が、重合体成分(A)を用いて形成される場合、該多層構造体を使用前に予め100℃以上300℃以下、水蒸気濃度が50g/m3未満の雰囲気下で乾熱処理することがガスバリア性向上の観点から好ましい。乾熱処理する時間は通常1秒間〜1時間である。乾熱処理時の水蒸気濃度は、好ましくは0〜40g/m3である。乾熱処理に用いる熱源は特に限定されるものではなく、熱ロール接触、熱媒接触(空気等)、赤外線加熱、マイクロ波加熱等、種々の方法を適用することができる。
【0068】
また本発明で得られる多層構造体の塗工層が、水酸基およびカルボキシル基を含む樹脂成分の熱反応物を含む場合は、該多層構造体を前記乾熱処理後に湿熱処理を行い、さらに乾燥処理することが好ましい。該湿熱処理とは、100℃以上の温度で水蒸気濃度が290g/m3超の雰囲気下または80℃以上の水中で保持する処理である。湿熱処理する時間は、通常1秒間〜1時間である。100℃以上の温度で水蒸気濃度が290g/m3超の雰囲気下での処理の場合、温度は120〜200℃の範囲内が好ましく、水蒸気濃度は500〜20000g/m3の範囲内が好ましい。湿熱処理する時間は、通常1秒間〜1時間である。湿熱処理後の乾燥処理とは、湿熱処理により多層構造体に与えられた湿気を除去する処理である。通常、湿度50%RH以下、温度20〜100℃で1秒間〜24時間エージングすればよい。乾熱処理した多層構造体を湿熱処理する前に、例えば23℃50%RH条件下でエージングしてもよい。
【0069】
本発明で得られる多層構造体の形状は特に制約はなく、用途や目的に応じて適宜選択される。また該多層構造体は容器部材であっても良い。本発明における容器部材とは、各部材を接合することにより、開口部を有する容器を形成することができる部材であればよい。例えば、一対の部材を接合することにより容器が得られるような部材であってもよく、さらに細かく分割された部材であってもよい。部材が多くなると接合箇所が増え、工程が煩雑になることから、一対の部材であることが好ましい。
【0070】
該容器部材の製造方法は特に限定されるものではない。例えばプラズマ処理においては、予め容器部材状に賦形された基材層を用い、前述のプラズマ処理を行う方法、フィルムまたはシート状の基材層を用い、前述のプラズマ処理を行った後、容器部材状に賦形を行う方法が挙げられる。
塗工層の形成についても同様に、予め容器形状に賦形され、プラズマ処理が行われたプラズマ処理面に塗工液を塗工し、塗工層を設ける方法、またフィルムまたはシート状の基材層を用い、前述のプラズマ処理を行い、さらにプラズマ処理面に塗工液を塗工し、塗工層を設けた後、容器形状に賦形する方法などが挙げられる。また賦形方法については特に制約はなく、例えば射出成形やプレス成形などによって製造することができる。
【0071】
該容器部材を用いた容器の製造方法についても特に限定されるものではない。一例として以下の(1)−(4)の工程を含む方法が挙げられる。
工程(1)予め容器部材状に賦形された基材層を用い、前述のプラズマ処理を行い、一対の容器部材を作製する。
工程(2)塗工液を各容器部材の少なくとも内面に塗布して、該内面上に膜塗工層を形成する。
工程(3)該内面上に膜が形成されてなる容器部材同士を接合して、一次容器を得る。
工程(4)工程(3)で得た一次容器を乾熱処理する。
【0072】
該工程(2)で得られる容器部材の内面には、無機層状化合物と液体媒体を含む塗工液を塗布することにより、無機層状化合物と液体媒体を含む膜が形成されている。ここで容器部材の内面とは、容器部材同士を接合して容器とした場合に、容器の内側となる面であり、該容器に内容物を注入した場合には、該内容物と接触する面である。
【0073】
該工程(3)では、無機層状化合物と液体媒体を含む膜から液体媒体を除去した容器部材を用いてもよく、液体媒体を除去することなく、該工程(2)で得られる無機層状化合物と液体媒体を含む膜が形成された容器部材をそのまま用いてもよい。特に該塗工液が重合体成分(A)を有する場合、前者の場合には、容器部材同士を接合する際に加熱および加圧する必要がある。後者の場合には、接合面にも膜が形成されてなる容器部材を用いると、該膜から液体媒体を加熱除去すれば、加圧することなく部材同士を接合することができる。そのため、液体媒体を含んだ状態の膜が内面および接合面に形成されてなる容器部材を用いることが好ましい。液体媒体の除去方法としては、通常100℃以下、好ましくは通常30〜80℃程度の温度で乾燥する方法が挙げられる。液体媒体の除去は、水蒸気濃度が50g/m3未満の雰囲気下で行うことが好ましい。
【0074】
容器部材同士を接合する方法としては、接合面同士をヒートシールする方法、すなわち接合面同士を重ね合わせた、または突き合わせた状態で少なくともその接合面付近を加熱して接合する方法が挙げられる。また、容器部材に予め接合用のフランジを設けておき、該フランジ同士をヒートシールしてもよい。この場合には、フランジが接合面となる。通常ヒートシールする際の条件は、温度は容器部材を構成する樹脂の融点以上、時間は1秒間〜1時間、圧力は0.001kg/cm2〜100kg/cm2である。前記したように、液体媒体を含んだ状態の膜が内面および接合面に形成されてなる容器部材を用いると、接合面同士を重ね合わせて、または突き合わせて液体媒体を加熱除去するだけで、加圧することなく接合することができ、生産効率に優れるため、好ましい。
【0075】
本発明の容器の製造方法における工程(4)は、工程(3)で得た一次容器を乾熱処理
する工程である。乾熱処理することにより、塗工層同士の密着性が向上する。また特に該塗工液が重合体成分(A)を含み、該重合体成分(A)が水酸基と第2の官能基を有する重合体成分であるとき、乾熱処理を施すと、水酸基と第2の官能基とが反応し、ガスバリア性に優れた層となる。また膜に液体媒体が含まれている場合には、乾熱処理によって該液体媒体を除去することができる。乾熱処理は、前述の方法および条件で行うことができる。
【0076】
本発明の容器の製造方法において、塗工液が重合体成分(A)を含み、該重合体成分(A)が水酸基と第2の官能基を有する樹脂成分であるとき、工程(2)で得られる内面に膜を形成した容器部材では、膜に含まれる水酸基と第2の官能基との反応が進行していない。また、容器部材の接合面に形成された膜についても同様である。そのため、容器部材の接合面に膜が形成されていても、工程(3)において接合が可能である。また、容器部材の接合面に膜が形成されていなくとも、工程(4)において膜に含まれる水酸基およびカルボキシル基を含む樹脂成分の反応が進行するため、容器部材同士の界面にも強固なガスバリア層が形成された容器が得られる。すなわち、接合面が膜で覆われていても接合可能であるため、接合面を膜で被覆しないように注意して膜を形成する必要がない。したがって、効率よく容器を製造することができる。
【0077】
また該工程(3)と該工程(4)は、同時に行ってもよい。すなわち、工程(4)における乾熱処理条件下で、容器部材同士を接合することができる。特に該塗工液が重合体成分(A)を含み、該重合体成分(A)が水酸基と第2の官能基を有する樹脂成分であるとき、工程(3)において、工程(2)で得られる水酸基およびカルボキシル基を含む樹脂成分と液体媒体を含む膜から液体媒体を除去した容器部材を用いる場合には、乾熱処理条件下で容器部材同士を接合することにより、容器の生産効率を高めることができる。
【0078】
該重合体成分(A)が水酸基と第2の官能基を有する樹脂成分であるとき、さらに該工程(4)の後に、湿熱処理する工程を有していてもよい。湿熱処理は、前述の方法および条件で行うことができる。また得られる容器の厚みには特に制限はなく、通常0.5〜10mmの範囲である。
【0079】
本発明で得られる多層構造体はタイヤやねじ、液晶ディスプレイ用、有機EL用などフレキシブルディスプレイ用基板あるいは封止材といった光学部品部材、太陽電池あるいは色素増感太陽電池などの基板、封止材のような電子部品部材等が挙げられる。また真空断熱材パネルとして使用することもできる。また包装材料として用いることにより、該包装材料で包装された内容物の酸素劣化を防ぐことができる。包装材料として用いる場合、その形状としては、フィルム、袋、パウチ、ボトル、ボトルキャップ、カートン容器、カップ、皿、トレー、タンク、チューブ等が挙げられ、また包装される内容物としては、ケーキ、カステラ等の洋菓子、大福、もち等の和菓子、ポテトチップス等のスナック菓子等の菓子類、竹輪や蒲鉾等の水産加工品、味噌、漬物、蒟蒻、ミートボール、ハンバーグ、ハム・ソーセージ等の食品、コーヒー、茶、ジュース等の飲料品、牛乳、ヨーグルト等の乳製品、米飯、カレー等が例示される。また食料品以外に、洗剤、入浴剤、化粧品といったトイレタリー製品、ガソリン、水素ガス等の燃料、粉末剤、錠剤、点眼薬、輸液バック等の医薬品および医療機器、ハードディスク、シリコンウエハ等の電子部品および電子機器等の包装材料としても用いることができる。
【実施例】
【0080】
以下、実施例により本発明を詳細に説明するが、本発明はこれらに限定されるものではない。各種物性の測定方法を以下に記す。
【0081】
〔厚み測定〕
0.5μm以上の厚みは、市販のデジタル厚み計(接触式厚み計、商品名:超高精度デシマイクロヘッド MH−15M、日本光学社製)を用いて測定した。0.5μm未満の厚みは、透過型電子顕微鏡(TEM)の断面観察より求めた。
【0082】
〔粒径測定〕
レーザー回折・散乱式粒度分布測定装置(LA910、堀場製作所(株)製)を用いて測定した。塗工液(1)および(2)を希釈し、該希釈液中の無機層状化合物の平均粒径を、フローセルにて光路長4mmで測定し、得られた平均粒径を無機層状化合物の平均粒径Lとみなした。なお塗工液(1)および(2)を希釈せずに、該塗工液中の無機層状化合物の平均粒径をペーストセルにて光路長50μmで測定し、この平均粒径と、希釈液で求めた平均粒径Lの値とがほぼ一致したとき、該塗工液中で無機層状化合物が充分に膨潤しへき開していると認定した。
【0083】
〔アスペクト比計算〕
X線回折装置(XD−5A、(株)島津製作所製)を用い、無機層状化合物そのものについて粉末法による回折測定を行った。これにより無機層状化合物の単位厚さaを求め、上述の方法で求めた粒径Lを用いて、アスペクト比Zを、Z=L/aの式により算出した。なお塗工液(1)および(2)を乾燥したものについてもX線回折測定を行ない、無機層状化合物の面間隔が広がっていることを確認した。
【0084】
〔乾熱処理〕
多層構造体を、150℃2%RHのオーブン中で60分間乾熱処理した。
〔湿熱処理〕
小型レトルト高圧蒸気滅菌器(アルプ(株)社製 RK-3030)を用いて、120℃で60分間、水蒸気雰囲気下で、多層構造体を湿熱処理した。水蒸気濃度は1113g/m3であった。
【0085】
〔乾燥処理〕
多層構造体を、23℃50%RH雰囲気下で24時間静置した。
【0086】
[X線光電子分光法測定]
表面処理前後の基材層について、X線光電子分光装置(S−Probe ESCA Model 2803 Surface Science Instruments社製)を用い、X線源としては単色化Al Kα(1486.6eV)を使用し、出力は200W(10kV−20mA)で測定した。C1sスペクトルの波形分離解析にはガウシアン関数とローレンツ関数の混合関数を使用し、帯電補正はC−C結合ピークを284.6eVとして補正した。前述の方法によりΔ(C−O)、Δ(O=C−O)およびΔ(C=O)を算出し、またΔ(C−O)+Δ(O=C−O)×2+Δ(C=O)(=Sとする)を算出した。
[プラズマ処理密度測定]
プラズマ処理密度(以下Dとする)は、大気圧プラズマ処理を行った実施例1、実施例2、実施例6および比較例1については前述の式2を用い、また真空プラズマ処理を行った実施例3〜5については前述の式3を用いて算出した。
【0087】
[燃料浸漬試験〕
模擬燃料であるCE10(トルエン/イソオクタン/エタノール=45/45/10重量%)、あるいはCE30(トルエン/イソオクタン/エタノール=35/35/30重量%)中に、後述の多層構造体(1)〜(9)を、65℃、200hr浸漬した。その後、塗膜の剥れを目視にて確認し、評価した。
○は剥離無し、△は一部剥離、×は全面剥離を、それぞれ表す。
【0088】
〔塗工液の作製〕
塗工液(1)の作製
分散釜(商品名:デスパMH−L、浅田鉄工(株)製)に、イオン交換水(比電気伝導率0.7μs/cm以下)1300gと、ポリビニルアルコール(AQ2117;(株)クラレ製,ケン化度;99.6%、重合度1,700)130gとを混合し、低速撹拌下(1500rpm、周速度4.1m/分)で95℃に昇温した。該混合系を同温度で30分間攪拌してポリビニルアルコールを溶解させたのち、60℃に冷却し、ポリビニルアルコール水溶液を得た。該ポリビニルアルコール水溶液(60℃)を前記同様の条件で攪拌しながら、1−ブタノール122g、イソプロピルアルコール122gおよびイオン交換水520gを混合してなるアルコール水溶液を5分間かけて滴下した。滴下終了後、高速攪拌(3,000rpm、周速度=8.2m/分)に切り替え、該攪拌系に高純度モンモリロナイト(商品名:クニピアG;クニミネ工業(株)製)65gを徐々に加え、添加終了後、60℃で60分間攪拌を続けた。その後、さらにイソプロパノール243gを15分間かけて加え、次いで該混合系を室温まで冷却し、無機層状化合物含有液を得た。さらに非イオン性界面活性剤(ポリジメチルシロキサン−ポリオキシエチレン共重合体、商品名:SH3746、東レ・ダウコーニング(株)製)0.1重量%(前記無機層状化合物含有液の重量を基準とする)を添加し、無機層状化合物分散液(1)を得た。この無機層状化合物分散液(1)に対し、非イオン性界面活性剤(ポリジメチルシロキサン−ポリオキシエチレン共重合体、商品名:SH3746、東レ・ダウコーニング(株)製)0.1重量%(前記分散液の重量を基準とする)を低速撹拌下(1500rpm、周速度4.1m/分)において添加し、その後系のpHが3となるようにイオン交換樹脂で調整し、無機層状化合物分散液(2)を調製した。さらにこの無機層状化合物分散液(2)を高圧分散装置(商品名:超高圧ホモジナイザーM110−E/H、Microfluidics Corporation 製)を用いて、1100kgf/cm2の条件で処理し、塗工液(1)を得た。該塗工液(1)中の劈開したモンモリロナイト平均粒径は560nm、粉末X線回折から得られるa値は1.2156nmであり、アスペクト比は460であった。
【0089】
塗工液(2)の作製
高純度モンモリロナイト82gとし、イオン交換樹脂でpHを調整しなかったこと以外は無機層状化合物分散液(1)と同様にして、無機層状化合物分散液(3)を作製した。
またさらに別の分散釜(商品名:デスパMH−L、浅田鉄工(株)製)に、イオン交換水(比電気伝導率0.7μs/cm以下)1067gと、ポリアクリル酸(和光純薬工業(株)製、平均分子量100,0000)33gとを混合し、常温にて低速撹拌下(1500rpm、周速度4.1m/分)で樹脂成分溶液を作製した。
無機層状化合物分散液(3)2519gと樹脂成分溶液1100gを、低速撹拌下(1500rpm、周速度4.1m/分)において徐々に混合して混合液(1)とし、さらに該混合液(1)を高圧分散装置を用いて、1100kgf/cm2の条件で処理することにより、混合液(2)を得た。該混合液(2)のpHは6であった。その後該混合液(2)のpHが8となるようにイオン交換樹脂で調整し、塗工液(2)を得た。塗工液(2)中のポリビニルアルコール、ポリアクリル酸と無機層状化合物の合計体積を100%としたとき、無機層状化合物の割合は20体積%であった。また該塗工液(2)中の劈開したモンモリロナイトの平均粒径は560nm、粉末X線回折から得られるa値は1.2156nmであり、アスペクト比は460であった。
【0090】
[実施例1]
高密度ポリエチレンシート(ハイゼックス1300J;(株)プライムポリマー製,50mm角、厚み2mmシート)を基材層として用い、該基材層の一方の表面にプラズマ処理を行った。該プラズマ処理の条件としては、大気圧プラズマ処理であり、基材層が移動する方向と直行する方向の長さが145mmである電極を用い、該電極間のクリアランスが4mm、大気圧雰囲気下、処理電力が450W、雰囲気ガスとして酸素/窒素=20/80(体積比)にてライン速度0.3m/minで処理した。該プラズマ処理面上にさらに塗工液(1)をバーコーター(♯8)にて塗布し、温度80℃にて1時間乾燥させることにより、塗工層を設け、多層構造体(1)を得た。得られた多層構造体(1)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(1)の評価を行った。結果を表1に示した。
【0091】
[実施例2]
プラズマ処理において、ライン速度を1m/minとしたこと以外は、実施例1と同様にして多層構造体(2)を得た。得られた多層構造体(2)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(2)の評価を行った。結果を表1に示した。
【0092】
[実施例3]
プラズマ処理において、真空プラズマ処理であり、1000mm×1000mmの大きさの電極を用い、圧力が250mTorrであり、処理電力が6kW、雰囲気ガスとして酸素/アルゴン=80/20(体積比)にて15分間処理を行ったこと以外は、実施例1と同様にして多層構造体(3)を得た。得られた多層構造体(3)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(3)の評価を行った。結果を表1に示した。
【0093】
[実施例4]
プラズマ処理面にアンカーコート剤(AD76G1/AD76G2=4/1(重量比):東洋モートン(株)製)をバーコーター(♯8)にて塗布し、温度80℃にて1時間乾燥させることにより、アンカーコート層を形成した後、塗工層を設けたこと以外は実施例3と同様にして多層構造体(4)を得た。該アンカーコート層の乾燥厚みは0.05μ、であった。得られた多層構造体(4)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(4)の評価を行った。結果を表1に示した。
【0094】
[実施例5]
アンカーコート剤に、EL510−1/CAT−RT87=5/1(重量比):東洋モートン(株)製を用いたこと以外は、実施例4と同様にして多層構造体(5)を得た。得られた多層構造体(5)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(5)の評価を行った。結果を表1に示した。
【0095】
[実施例6]
塗工液(1)のかわりに塗工液(2)を用いたこと以外は実施例1と同様にして多層構造体(6)を得た。得られた多層構造体(6)を乾熱処理した後、次いで湿熱処理を行い、さらに乾燥処理を行った。その後多層構造体(6)の評価を行った。結果を表1に示した。
【0096】
[比較例1]
プラズマ処理において、ライン速度を5m/minとしたこと以外は、実施例1と同様にして多層構造体(7)を得た。得られた多層構造体(7)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(7)の評価を行った。結果を表1に示した。
【0097】
[比較例2]
プラズマ処理のかわりにコロナ処理を用いたこと以外は実施例1と同様にして多層構造体(8)を得た。該コロナ処理の条件としては、基材層が移動する方向と直行する方向の長さが150mmである電極を用い、該電極間のクリアランスが2mm、大気圧雰囲気下、400W、空気雰囲気にてライン速度1m/minで処理した。得られた多層構造体(8)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(8)の評価を行った。結果を表1に示した。
【0098】
[比較例3]
プラズマ処理のかわりにUV照射処理を用いたこと以外は実施例1と同様にして多層構造体(9)を得た。該UV照射処理の条件としては、光源として低圧水銀灯を用い、光源と基材層の距離を5cmとし、15分間処理した。得られた多層構造体(9)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(9)の評価を行った。結果を表1に示した。
【0099】
〔表1〕

【符号の説明】
【0100】
L1・・・XPS分析により計測されるスペクトル曲線
L2・・・O=C−O基についてピーク分割した曲線
L3・・・C=O基についてピーク分割した曲線
L4・・・C−O基についてピーク分割した曲線
L5・・・C−C基についてピーク分割した曲線
L6・・・ベースライン
S2・・・O=C−O基のピーク分割後のピーク面積
S3・・・C=O基のピーク分割後のピーク面積
S4・・・C―O基のピーク分割後のピーク面積
S5・・・C―C基のピーク分割後のピーク面積
【技術分野】
【0001】
本発明は、多層構造体の製造方法に関する。
【背景技術】
【0002】
固体物質、例えば、シリコーンゴム、フッ素ゴム、ポリエチレン樹脂等の表面は、疎水性や撥水性であることが多く、他部材との接着、印刷、コーティング等が一般に困難である。このような固体物質の表面特性を改質する方法として、紫外線照射法、コロナ放電処理法、プラズマ処理法などの表面処理手法が挙げられる。
例えば、特許文献1には、ポリプロピレンフィルムの片面にコロナ処理を行ったものを基材層として用い、該基材層のコロナ処理面に無機層状化合物と液体媒体を含む塗工液を塗布し、該液体媒体を除去して塗工層を形成した積層体が開示されている。
一方、非特許文献1には、ポリエチレンテレフタレートフィルムの表面に対し、表面処理を行い、処理面とポリエチレンフィルムとを熱融着した積層体について、該表面処理面の酸化状態と密着性に関する知見が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−93133号明細書
【非特許文献】
【0004】
【非特許文献1】(株)エヌ・ティー・エス 「表面処理技術ハンドブック」
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら特許文献1の積層体における基材層と塗工層との密着性については、未だ改善の余地があった。また非特許文献1には、表面処理手法の種類に拘らず、表面処理面の酸化状態のみが樹脂フィルム同士の密着性を支配する旨記載されており、無機層状化合物を含む塗工液を用いて形成した塗工層と基材層との密着性に対しては何ら言及されていない。
【0006】
本発明の課題は、基材層と、無機層状化合物を含む塗工液を用いて形成した塗工層との密着性に優れた多層構造体を提供することである。
【課題を解決するための手段】
【0007】
かかる事情に鑑み、本発明者らは、基材層の処理面の酸化状態が同等であっても、表面処理手法の種類により、塗工層と基材層との密着性が異なることを見出し、さらに鋭意検討することにより、プラズマ処理という特定の表面処理方法を用い、さらには特定の式を満たす条件で処理を行うことで、基材層と塗工層とが強固に密着することを見出して本発明を完成した。
【0008】
すなわち本発明は、樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、基材層の少なくとも一方の面上に、プラズマ処理を行う工程、プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法に関する。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(ここで、Δ(C−O)は、プラズマ処理前後の基材層表面について、X線光電子分光法によりC1sのスペクトルを計測し、該スペクトルをピーク分割することによりC−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(O=C−O)は、該スペクトルをピーク分割することによりO=C−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(C=O)は、該スペクトルをピーク分割することによりC=O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とする)
【発明の効果】
【0009】
本発明によれば、基材層と、無機層状化合物を含む塗工液を用いて形成した塗工層との密着性に優れた多層構造体を提供することができる。
【図面の簡単な説明】
【0010】
【図1】基材層のプラズマ処理面のX線光電子分光法のスペクトルを示す。
【発明を実施するための形態】
【0011】
本発明で得られる多層構造体は、樹脂からなる基材層を含む。該基材層を構成する樹脂は特に限定されるものではなく、熱可塑性樹脂や熱硬化性樹脂を用いることができるが、熱可塑性樹脂であることが好ましい。
【0012】
該熱可塑性樹脂としては特に限定されるものではなく、ポリエチレン、エチレン−α−オレフィン共重合体、ポリプロピレンなどのオレフィン系樹脂や、ポリエステル系樹脂などが挙げられるが、オレフィン系樹脂であることが好ましい。熱可塑性樹脂として2種類以上を用いてもよい。また、酸化防止剤、紫外線吸収剤、光安定剤、滑剤、アンチブロッキング剤、ワックス、石油樹脂、帯電防止剤、充填剤としての無機フィラーなど(例えば「プラスチック及びゴム用添加剤実用便覧」化学工業(1970年)など参照)、公知の添加剤を用いてもよい。
【0013】
本発明で使用する基材層は、単層であってもよく、2層以上であってもよい。例えばオレフィン系樹脂層とガスバリア性樹脂層とが積層された多層の基材層を用いることが、得られる多層構造体のガスバリア性の観点から好ましい。ガスバリア性樹脂としては、ポリビニルアルコール系重合体、エチレン−ビニルアルコール共重合体、ポリアミド樹脂、脂肪族ポリケトンなどが挙げられる。
【0014】
基材層として、オレフィン系樹脂層とガスバリア性樹脂層とが積層された多層の基材層を用いる場合には、両層の間に接着性樹脂層を有することが好ましい。このような多層の基材層は、オレフィン系樹脂層とガスバリア性樹脂層の層間強度が高くなるため、ガスバリア性や強度に優れる基材層を得ることができる。
接着性樹脂としては、変性ポリオレフィン、ポリウレタン系樹脂、ポリエステル系樹脂などが挙げられる。前記変性ポリオレフィンとしては、カルボン酸変性ポリオレフィン、特に無水マレイン酸変性ポリオレフィンが好ましく用いられる。
本発明で得られる多層構造体を容器部材として用い、基材層がオレフィン系樹脂層とガスバリア性樹脂層とが積層された多層の基材層である場合、ガスバリア性樹脂層が容器の内側に近くなるようにして使用することが好ましい。
【0015】
本発明の多層構造体の製造方法は、基材層の少なくとも一方の面上に、プラズマ処理を行う工程を含む。
該プラズマ処理とは、不活性ガス雰囲気下で放電することにより、前記不活性ガスの電離作用によって生じるプラズマを基材層の少なくとも一方の面上に照射し、該基材層の面上をエッチング、濡れ性の向上および官能基の導入などの効果を付与する処理である。上記プラズマ処理は大気圧プラズマ処理および真空プラズマ処理などが挙げられる。
前記大気圧プラズマ処理とは、例えば、特開平3−143930号公報、特開平3−219082号公報、或いは特開平5−23579号公報に開示された処理方法である。
具体的には、電極対の少なくとも一方を誘電体で被覆した平行平板電極間に、高周波数の高電圧を印加することでプラズマを発生させ、該電極間に基材層を保持する方法(1)、あるいは該電極間で該基材層を移動させる方法(2)が挙げられる。また、少なくとも一方を誘電体で被覆した一対の電極を対向させて放電空間を形成し、該放電空間にガスを圧送し、プラズマ化したガスを該放電空間外に噴出し、該基材層に噴き付け処理する方法(3)に大別される。
【0016】
噴き付け処理する方法(3)の場合においては、基材層の形状や寸法にあわせて、プラズマ噴出しノズルを設置し、必要に合わせて自動制御したり、プラズマ噴出しノズルを複数本設置し高速回転させるなどして該基材層の形状に関係なく処理可能とする方法等がある。
【0017】
従って該基材層の形状が平面板であれば、前述の(1)あるいは(2)の方法が好適であり、該基材層が複雑な形状の長尺異形成形品や射出成形品の場合には(3)の方法が好適であるが、本発明においては、該基材層の形状、目的等に応じて適宜選択することができる。
【0018】
上記(2)の方法や、上記(3)の方法においてノズル等を走査し処理する方法では、プラズマ処理密度Dは下記(式2)にて示すことができる。
D=60P/(L×V) (式2)
ここでPは、処理電力(W)であり、Lは、基材層が移動する方向と直行する方向の放電幅(cm)あるいはノズル等の走査方向と直行する方向の放電幅(cm)であり、Vは、基材層の移動速度(ライン速度)(cm/min)またはノズル等の走査速度(cm/min)である。
【0019】
また上記(1)の方法や、上記(3)の方法においてノズル等を保持して処理する方法では、プラズマ処理密度Dは下記式(3)にて示すことができる。
D=P×T/A (式3)
ここでPは、処理電力(W)であり、Aは電極面積(cm2)であり、Tは処理時間(min)である。
大気圧プラズマ処理にて本発明における式1の条件を満たす処理を行うためには、上記式2あるいは上記式3のプラズマ処理密度Dの値が5以上であることが好ましく、10以上であることがより好ましく、15以上であることがさらに好ましい。
また真空プラズマ処理にて本発明における式1の条件を満たす処理を行うためには、上記式2あるいは上記式3のプラズマ処理密度Dの値が5以上であることが好ましく、7以上であることがさらに好ましい。
【0020】
該電極としては、銅、アルミニウム等の金属単体、ステンレス、真鍮等の合金、金属化合物等からなるものが挙げられる。
【0021】
該誘電体の材質としては、ポリテトラフルオロエチレン、ポリエチレンテレフタレート等のプラスチック、ガラス、二酸化珪素、酸化アルミニウム、二酸化ジルコニウム、二酸化チタン等の金属酸化物、チタン酸バリウム等の複酸化物等が挙げられる。また該誘電体の形状は、シート状でもフィルム状でもよいが、厚みが0.01〜4mmであることが好ましい。厚すぎるとプラズマを発生するのに高電圧を要し、薄すぎると電圧印加時に絶縁破壊が起こり、アーク放電が発生するためである。
【0022】
上記(1)から(3)の方法における電極間の距離は、雰囲気ガスの圧力、酸素濃度、誘電体の厚さ、印加電圧の大きさ、プラズマ処理された基材層を利用する目的等を考慮して決定される。電極間距離が小さいほど安定したプラズマが得られる傾向にあるが、0.5〜50mmであることが好ましい。0.5mm未満では、電極間における雰囲気ガスの濃度の変動が大きく、処理が不均一になり易い。また、電極間に設置する被処理体の厚さが限定されてしまう。一方、50mmを超えると、均一なプラズマを発生させることが困難である。
【0023】
該印加電圧はパルス電圧が好ましい。パルス波形はインパルス型、方形波型、変調型の波形のいずれでもよく、さらに印加電圧が正負の繰り返しであっても、正又は負のいずれかの極性側に電圧が印加される片波状の波形でもよい。
【0024】
該処理圧力は大気圧近傍の圧力であり、100〜800Torr(約1.33×104 〜10.6×104 Pa)の圧力を意味する。特に圧力調整が容易で、装置が簡便になる700〜780Torr(約9.31×104 〜10.4×104 Pa)の範囲が好ましい。
【0025】
プラズマを発生する雰囲気ガスは特に限定されないが酸素ガスを含むことが好ましい。また酸素ガス以外のガスとしては、窒素ガス、アルゴンガス、ヘリウムガス、水素ガスなどが挙げられ、酸素ガスと酸素以外のガスの体積比率は1:99〜99:1の範囲でほぼ任意の比率で混合することができるが、混合ガス中の酸素ガス濃度が1体積%未満では親水化処理の処理速度が低下するため不適である。
【0026】
またプラズマは雰囲気ガスが酸素ガス単独であっても可能であるが、酸素ガス単独とすると基材層へのダメージ(引火の恐れなど)が大きくなる傾向にあるため、混合ガス中の酸素ガス濃度は80体積%以下であることが好ましく、さらには、50体積%以下であることが好ましい。酸素ガスの混合による処理速度の向上は、酸素ガス濃度を10体積%以上にしても大きな向上はなく、混合比が50体積%以上とすると基材層へのダメージが大きくなる傾向にある。
【0027】
また前記真空プラズマ処理とは、真空度が約0.1〜5torrで行うプラズマ処理である。また電極間の距離あるいは電極の形状については基材層の形状・厚みに合わせて適宜選択することができる。その他の条件等については前述の大気圧プラズマ処理と同様に行うことができる。
【0028】
本発明の多層構造体の製造方法において、プラズマ処理面は下記式1の条件を満たす。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(ここで、Δ(C−O)は、プラズマ処理前後の基材層表面について、X線光電子分光法によりC1sのスペクトルを計測し、該スペクトルをピーク分割することによりC−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(O=C−O)は、該スペクトルをピーク分割することによりO=C−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、Δ(C=O)は、該スペクトルをピーク分割することによりC=O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とする)
【0029】
以下に、プラズマ処理前後のX線光電子分光法(以下XPS分析という場合がある)によりΔ(C−O)、Δ(O=C−O)およびΔ(C=O)について説明する。
XPS分析とは、超高真空におかれた試料表面に軟X線(主としてMgKα(1253.6eV)またはAlKα(1486.6eV))を照射して外部光電効果により放出される内殻電子の運動エネルギーを分光することでスペクトルを取得する表面分析法である。放出される前の電子と原子核との間の結合エネルギーが算出され、この結合エネルギーは元素特有の値を示し、光電子放出量が測定領域の元素濃度に応じて増減することから、XPS測定により元素の定性および定量分析を行うことができる。
【0030】
図1に、XPS分析により計測されるスペクトルを曲線L1で示す。ここで縦軸は光電子の強度を表すカウント数であり、横軸は結合エネルギーである。
該曲線L1に基づいて、O=C−O基、C=O基、C−O基、およびC−C基のそれぞれについて、ガウスーローレンツ関数を用いて最小二乗法によりスペクトルをピーク分割したものを、曲線L2、曲線L3、曲線L4、曲線L5とする。
次にShirley法によりバックグラウンド強度を求めてベースラインL6を引く。そして図1に示すごとく、上記ベースラインL6と曲線L2によって囲まれる部分の面積をO=C−O基のピーク分割後のピーク面積S2、ベースラインL6と曲線L3によって囲まれる部分の面積をC=O基のピーク分割後のピーク面積S3、ベースラインL6と曲線L4によって囲まれる部分の面積をC―O基のピーク分割後のピーク面積S4、ベースラインL6と曲線L5によって囲まれる部分の面積をC―C基のピーク分割後のピーク面積S5とする。
【0031】
ピーク分割後の面積比とは、O=C−O基、C=O基、およびC−O基のピーク面積それぞれを、O=C−O基、C=O基、C−O基、およびC−C基のピーク面積の合計で除した値となる。すなわち、O=C−O基のピーク面積比(%)は100×S2/(S2+S3+S4+S5)であり、C=O基のピーク面積比(%)は100×S3/(S2+S3+S4+S5)であり、C―O基のピーク面積比(%)は100×S4/(S2+S3+S4+S5)である。
【0032】
同様の操作をプラズマ処理前の基材層とプラズマ処理後の基材層について行い、プラズマ処理後の面積比とプラズマ処理前の面積比の差をΔ(C−O)、Δ(O=C−O)およびΔ(C=O)とする。
【0033】
本発明の多層構造体の製造方法は、該プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程を含む。塗工液は、該無機層状化合物を液体媒体に添加してなる。
本発明で用いる無機層状化合物とは、液体媒体へ分散させる以前の状態として、単位結晶層が互いに積み重なって層状構造を形成している物をいう。層状構造とは、原子が共有結合等によって強く結合して密に配列した面が、ファン・デル・ワールス等の弱い結合力によってほぼ平行に積み重なった構造をいう。
該無機層状化合物としては液体媒体への膨潤性、劈開性を有する無機層状化合物が好ましく用いられ、粘土鉱物がより好ましく用いられる。
無機層状化合物の中でも特に液体媒体への膨潤性を持つ粘土鉱物が好ましく用いられる。
【0034】
粘土鉱物は、一般に(i)シリカの四面体層の上部に、アルミニウムやマグネシウム等を中心金属とした八面体層を有する2層構造を有するタイプと、(ii)シリカの四面体層が、アルミニウムやマグネシウム等を中心金属とした八面体層を両側から狭んでなる3層構造を有するタイプに分類される。(i)の2層構造タイプの粘度鉱物としては、カオリナイト族およびアンチゴライト族等の粘土鉱物が挙げられる。(ii)の3層構造タイプの粘土鉱物としては、層間カチオンの数によってスメクタイト族、バーミキュライト族、およびマイカ族等の粘土鉱物が挙げられる。
【0035】
これらの粘土鉱物としては、カオリナイト、ディッカイト、ナクライト、ハロイサイト、アンチゴライト、クリソタイル、パイロフィライト、モンモリロナイト、バイデライト、ノントロナイト、サポナイト、ソーコナイト、スチブンサイト、ヘクトライト、テトラシリリックマイカ、ナトリウムテニオライト、白雲母、マーガライト、タルク、バーミキュライト、金雲母、ザンソフィライト、緑泥石等が挙げられる。また、これら粘土鉱物を有機物でイオン交換等の処理し、分散性等を改良したもの(朝倉書店、「粘土の事典」参照;以下、有機修飾粘土鉱物と称する場合もある)も用いることができる。粘土鉱物を処理する前記有機物としては、ジメチルジステアリルアンモニウム塩やトリメチルステアリルアンモニウム塩等の第4級アンモニウム塩やフォスフォニウム塩、イミダゾリウム塩等を用いることができる。
【0036】
上記粘土鉱物の中でもスメクタイト族、バーミキュライト族およびマイカ族の粘土鉱物が好ましく、スメクタイト族が特に好ましい。スメクタイト族としては、例えばモンモリロナイト、バイデライト、ノントロナイト、サポナイト、ソーコナイト、スチブンサイト、ヘクトライトが挙げられる。とりわけモンモリロナイトが好ましく用いられる。
【0037】
該無機層状化合物のアスペクト比は、特に限定されるものではないが、200〜10000のものが好ましく用いられる。このようなアスペクト比の無機層状化合物を用いることにより、よりガスバリア性に優れる多層構造体となる。
【0038】
該無機層状化合物は、平均粒径が30μm以下であることが好ましい。このような平均粒径の無機層状化合物を用いることにより、得られる多層構造体はガスバリア性により優れ、さらに透明性にも優れるものとなり、また該多層構造体を製造する際の製膜性にも優れる。特に透明性が求められる用途では1μm以下であることが好ましい。
【0039】
前記した無機層状化合物のアスペクト比(Z)とは、Z=L/aで定義される値である。ここで、Lは無機層状化合物の平均粒径であり、aは、無機層状化合物の単位厚さ、即ち、無機層状化合物の単位結晶層の厚みを示し、粉末X線回析法(「機器分析の手引き(a)」(1985年、化学同人社発行、塩川二朗監修)69頁参照)により求められる。
【0040】
該無機層状化合物としては、膨潤性試験による膨潤値が5以上のものが好ましく、膨潤値が20以上のものがより好ましい。また、劈開性試験による劈開値が5以上のものが好ましく、劈開値が20以上のものがより好ましい。
【0041】
本発明で用いる液体媒体は、使用する無機層状化合物を膨潤し劈開させる液体媒体であることが好ましい。無機層状化合物が親水性の膨潤性粘土鉱物の場合には、水、アルコール類(メタノール、エタノール、プロパノール、イソプロパノール、エチレングリコール、ジエチレングリコールなど)、ジメチルホルムアミド、ジメチルスルホキシド、アセトン等が挙げられるが、とりわけ水、アルコール、水−アルコール混合物が好ましい。
【0042】
また、無機層状化合物が有機修飾粘土鉱物の場合には、ベンゼン、トルエン、キシレンなどの芳香族炭化水素類、エチルエーテル、テトラヒドロフランなどのエーテル類、アセトン、メチルエチルケトン、メチルイソブチルケトンなどのケトン類、n−ペンタン、n−ヘキサン、n−オクタンなどの脂肪族炭化水素類、クロロベンゼン、四塩化炭素、クロロホルム、ジクロロメタン、1,2−ジクロロエタン、パークロロエチレンなどのハロゲン化炭化水素類、酢酸エチル、メタクリル酸メチル、フタル酸ジオクチル、ジメチルホルムアミド、ジメチルスルホキシド、メチルセロソルブ、シリコンオイルなどを液体媒体として用いることができる。
【0043】
本発明の塗工液は無機層状化合物以外の成分を含んでいても構わない。無機層状化合物以外の成分とは通常樹脂である。
【0044】
本発明の製造方法で得られる多層構造体は、多層構造体にガスバリア性が要求される場合には、該塗工液には重合体成分(A)を含むことが好ましい。該重合体成分(A)としては、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリ塩化ビニリデン(PVDC)、ポリアクリロニトリル(PAN)、セルロースなどの多糖類、ポリアクリル酸およびそのエステル類、ウレタン系樹脂を挙げることができるが、水系の液体媒体に容易に溶解させることができ、取り扱いが容易であることや、得られる多層構造体のガスバリア性の観点から、重合体成分(A)は、水酸基を含む重合体成分であることが好ましい。該水酸基を含む重合体成分としては、PVA、EVOH、セルロースを挙げることができる。
【0045】
本発明で得られる多層構造体のガスバリア性の観点から、重合体成分(A)としては、次の(i)または(ii)であることが好ましい。(i)一分子中に、水酸基、および該水酸基と反応し得る第2の官能基を有する樹脂、あるいは(ii)水酸基を有する樹脂と、水酸基と反応し得る第2の官能基を有する樹脂との混合物であり、以下、(i)の場合と(ii)の場合とをあわせて、「水酸基および第2の官能基を有する樹脂成分」と称することがある。
【0046】
前記水酸基と反応し得る第2の官能基は、水酸基と共有結合、あるいはイオン結合をし得る官能基であることが好ましい。具体的には、カルボキシル基、アミノ基、スルホン酸基、カルボキシレート基、アンモニウム基等の極性基が挙げられる。
【0047】
一分子中に水酸基と第2の官能基を含む樹脂としては、ビニルアルコール−アクリル酸共重合体、ビニルアルコール−メタアクリル酸共重合体、ビニルアルコール−ビニルアミン共重合体、アクリル酸−ビニルアミン共重合体、メタアクリル酸−ビニルアミン共重合体等が挙げられる。
【0048】
水酸基と反応し得る第2の官能基を有する樹脂としては、ポリアクリル酸、ポリメタアクリル酸、ポリビニルアミン、アクリル酸−メタアクリル酸共重合体、ビニルアミン−(メタ)アクリル酸共重合体等が挙げられる。
【0049】
重合体成分(A)が、(ii)である場合には、水酸基を有する樹脂がポリビニルアルコール系重合体(A−1)であり、水酸基と反応し得る第2の官能基を有する樹脂がカルボキシル基を含む重合体成分(A−2)であることが好ましい。
【0050】
ポリビニルアルコール系重合体(A−1)とは、ビニルアルコール単位を主成分として有するポリマーである。このような「ポリビニルアルコール」としては、例えば、酢酸ビニル重合体の酢酸エステル部分を加水分解して得られるポリマーや、トリフルオロ酢酸ビニル重合体、ギ酸ビニル重合体、ピバリン酸ビニル重合体、t−ブチルビニルエーテル重合体、トリメチルシリルビニルエーテル重合体等を加水分解して得られるポリマーが挙げられる(「ポリビニルアルコール」の詳細については、例えば、ポバール会編、「PVAの世界」、1992年、(株)高分子刊行会;長野ら、「ポバール」、1981年、(株)高分子刊行会を参照することができる)。ポリマーのエステル部分の「ケン化」の程度は、70モル%以上が好ましく、85モル%以上のものがより好ましく、98%モル以上のいわゆる完全ケン化品がさらに好ましい。また、使用するビニルアルコール系重合体(A−1)の重合度は、100以上5000以下、200以上3000以下であることがより好ましい。
【0051】
また、ポリビニルアルコール系重合体(A−1)として、水酸基以外の官能基を有するいわゆるポリビニルアルコール誘導体も使用でき、水酸基以外の官能基として例えば、アミノ基、チオール基、カルボキシル基、スルホン酸基、リン酸基、カルボキシレート基、スルホン酸イオン基、燐酸イオン基、アンモニウム基、ホスホニウム基、シリル基、シロキサン基、アルキル基、アリル基、フルオロアルキル基、アルコシキ基、カルボニル基、ハロゲン基等が例示できる。PVA中の水酸基の一部がこれら官能基の1種または2種以上と置き換わっていてもよい。また本発明におけるポリビニルアルコール系重合体(A−1)は、ビニルアルコール単位と、エチレン、プロピレン等のα−オレフィン単位とを含む共重合体であってもよい。ポリビニルアルコールが一分子中にビニルアルコール単位とα−オレフィン単位とを含む場合、本発明では、α−オレフィン単位の含有量が20モル%以下である樹脂をPVAと称する。ここでα−オレフィン単位とは、α−オレフィン由来の構成単位を意味する。
【0052】
前記カルボキシル基を含む重合体成分(A−2)は、ポリアクリル酸、ポリメタアクリル酸、ポリアクリル酸部分中和物、およびポリメタアクリル酸部分中和物からなる群から選択される1種以上の重合体成分であることが好ましい。またアクリル酸とメタアクリル酸の共重合体も使用できる。上記カルボキシル基を含む重合体成分(A−2)の重量平均分子量は、それぞれ2000〜10000000の範囲が好ましく、より好ましくは100000〜5000000である。
【0053】
ポリアクリル酸部分中和物またはポリメタアクリル酸部分中和物は、通常、ポリアクリル酸の水溶液にアルカリを添加することにより得ることができる。ポリアクリル酸またはポリメタアクリル酸とアルカリの量比を調節することにより、所望の中和度とすることができる。またポリアクリル酸完全中和物またはポリメタアクリル酸完全中和物をイオン交換により部分中和物に変換することもできる。ここでポリアクリル酸部分中和物またはポリメタアクリル酸部分中和物の中和度は、下式にて定義される。ポリアクリル酸部分中和物またはポリメタアクリル酸部分中和物は、得られる多層構造体のガスバリア性や透明性の点から、中和度が0.1%〜20%であることが好ましい。
中和度=(A/B)×100
A:ポリアクリル酸またはポリメタアクリル酸1g中に含まれる中和されたカルボキシル基のモル数
B:ポリアクリル酸またはポリメタアクリル酸1g中に含まれる中和前のカルボキシル基のモル数
【0054】
本発明における重合体成分(A)が、ポリビニルアルコール系重合体(A−1)と、ポリアクリル酸、ポリメタアクリル酸、ポリアクリル酸部分中和物およびポリメタアクリル酸部分中和物からなる群から選択されるカルボキシル基を含む重合体成分(A−2)である場合、ポリビニルアルコール系重合体95〜5重量%と、カルボキシル基を含む重合体成分(A−2)5〜95重量%の混合物であることが好ましい。ただしこの割合は、塗工層を形成するにあたって、ポリビニルアルコール系重合体(A−1)とカルボキシル基を含む重合体成分(A−2)の仕込み量とし、該仕込み量の合計重量を100%としたときの値である。ポリビニルアルコール系重合体(A−1)とカルボキシル基を含む重合体成分(A−2)の割合は、(A−1)が50〜95%、(A−2)が5〜50%であることがより好ましく、(A−1)が70〜90%、(A−2)が10〜30%であることがさらに好ましい。
【0055】
重合体成分(A)が水酸基および第2の官能基を有する重合体成分であり、該第2の官能基がカルボキシル基である場合、得られる多層構造体のガスバリア性の点から、該塗工液がアルカリ金属イオンを含むことが好ましい。アルカリ金属イオンとしては、ナトリウムイオン、リチウムイオン、カリウムイオンが挙げられる。該塗工液中の該アルカリ金属イオンの重量は、該重合体成分(A)100重量部に対し0.2〜5重量部であることが好ましく、より好ましくは0.2〜2重量部である。
【0056】
前記アルカリ金属イオンは、通常、アルカリ金属イオン供与化合物に由来する。すなわち重合体成分(A)が水酸基および第2の官能基を有する樹脂成分であり、該第2の官能基がカルボキシル基である場合、該塗工液はアルカリ金属イオン供与化合物を含むことが好ましい。アルカリ金属イオン供与化合物としては、水酸化ナトリウム、次亜リン酸ナトリウム、水酸化リチウム、水酸化カリウム等が挙げられる。また重合体成分(A)として、ポリアクリル酸水溶液に水酸化ナトリウムを添加して得られるポリアクリル酸部分中和物を使用する場合には、該ポリアクリル酸部分中和物がアルカリ金属イオン供与化合物として作用する。
アルカリ金属イオン供与化合物としては、層間にアルカリ金属イオンを有する前述の無機層状化合物も挙げられる。アルカリ金属イオン供与化合物として、2種類以上を併用してもよい。得られる多層構造体のガスバリア性の観点から、該無機層状化合物は、層間にアルカリ金属イオンを有することが好ましい。
【0057】
得られる多層構造体のガスバリア性を高める観点から、アルカリ金属イオンはナトリウムイオンであることが好ましく、該ナトリウムイオンを供与するナトリウムイオン供与化合物としては、ナトリウムイオン含有無機層状化合物が好ましく、ナトリウムイオン含有モンモリロナイトがより好ましい。
【0058】
無機層状化合物と重合体成分(A)の体積比は特に限定されるわけではないが、得られる多層構造体のガスバリア性の観点から、重合体成分(A)と無機層状化合物の体積比が、重合体成分(A)/無機層状化合物=95/5〜5/95であることが好ましく、95/5〜50/50であることがより好ましく、95/5〜70/30であることがさらに好ましい。
【0059】
該塗工液が無機層状化合物および液体媒体に加えて、さらに重合体成分(A)を含む場合、以下のような方法で調整することができる。例えば重合体成分(A)を液体媒体に溶解させてなる重合体成分(A)溶液と、無機層状化合物を予め液体媒体に膨潤し劈開させた無機層状化合物の分散液とを混合する方法、無機層状化合物を予め液体媒体に膨潤し劈開させた無機層状化合物の分散液に重合体成分(A)を直接混合する方法、重合体成分(A)溶液と無機層状化合物とを混合する方法があげられる。塗工液を調製する際には、重合体成分(A)と無機層状化合物とを含む液にMicrofluidics Corporation 社製超高圧ホモジナイザー(商品名:マイクロフルイダイザー)、ナノマイザー社製ナノマイザー、マントンゴーリン型高圧分散装置、イズミフードマシナリ製ホモゲナイザー等の高圧分散処理装置を用いて高圧分散処理してもよいし、予め高圧分散処理した無機層状化合物の分散液と、重合体成分(A)とを前記した方法で混合してもよい。
【0060】
該塗工液には、界面活性剤を添加することが好ましい。このような塗工液を塗布して形成される塗工層は、該塗工層との密着性に優れるものとなる。界面活性剤の含有量は、通常、塗工液100重量%中0.001〜5重量%である。
【0061】
界面活性剤としては、アニオン性界面活性剤、カチオン性界面活性剤、両性イオン性界面活性剤、非イオン性界面活性剤など、公知の界面活性剤を用いることができる。とりわけ炭素原子数6以上24以下のアルキル鎖を有するカルボン酸のアルカリ金属塩、ポリジメチルシロキサン−ポリオキシエチレン共重合体等のエーテル型の非イオン性界面活性剤(シリコーン系非イオン性界面活性剤)や、パーフルオロアルキルエチレンオキサイド化合物等のフッ素型非イオン性界面活性剤(フッ素系非イオン性界面活性剤)を使用することが密着性向上の観点から好ましい。
【0062】
該塗工液を塗工する方法は、ディッピング法やスプレーコート法が挙げられる。多層構造体が平板状である場合には、ダイレクトグラビア法、リバースグラビア法などのグラビア法、2本ロールビートコート法、ボトムフィード3本リバースコート法などのロールコーティング法、ドクターナイフ法、ダイコート法、バーコーティング法などの方法によっても塗工液を塗布することができる。
【0063】
該液体媒体を除去する方法としては特に限定されないが、基材層の融点以下、通常30〜200℃程度、水蒸気濃度が50g/m3未満の雰囲気下で乾燥する方法が挙げられる。
【0064】
また該基材層と該塗工層との密着性を改良する目的で、該基材層上に予めアンカーコート層を設けても良い。アンカーコート層は、公知のものを用いることができるが、エポキシ系主剤とアミン系硬化剤からなる2液硬化型エポキシ系アンカーコート剤、あるいはエタノールに可溶の主剤および硬化剤からなる2液硬化型ウレタン系アンカーコート剤が好ましい。アンカーコート層を塗工により設ける場合には、前述の塗工液を塗工する方法で行うことができる。
【0065】
該塗工層の厚みは、ガスバリア性およびコストの観点から通常1nm〜10μmであり、1nm〜5μmであることが好ましい。該塗工層の厚みが前記したように薄い場合でも、充分なガスバリア性を備えるものである。前記したアンカーコート層を有する場合には、アンカーコート層の厚みは通常0.01〜5μmである。
【0066】
本発明で得られる多層構造体を構成する各層は、本発明の効果を損なわない程度に、必要に応じて酸化防止剤、紫外線吸収剤、光安定剤、アンチブロッキング剤等の各種添加剤を含有していてもよい。
【0067】
本発明で得られる多層構造体の塗工層が、重合体成分(A)を用いて形成される場合、該多層構造体を使用前に予め100℃以上300℃以下、水蒸気濃度が50g/m3未満の雰囲気下で乾熱処理することがガスバリア性向上の観点から好ましい。乾熱処理する時間は通常1秒間〜1時間である。乾熱処理時の水蒸気濃度は、好ましくは0〜40g/m3である。乾熱処理に用いる熱源は特に限定されるものではなく、熱ロール接触、熱媒接触(空気等)、赤外線加熱、マイクロ波加熱等、種々の方法を適用することができる。
【0068】
また本発明で得られる多層構造体の塗工層が、水酸基およびカルボキシル基を含む樹脂成分の熱反応物を含む場合は、該多層構造体を前記乾熱処理後に湿熱処理を行い、さらに乾燥処理することが好ましい。該湿熱処理とは、100℃以上の温度で水蒸気濃度が290g/m3超の雰囲気下または80℃以上の水中で保持する処理である。湿熱処理する時間は、通常1秒間〜1時間である。100℃以上の温度で水蒸気濃度が290g/m3超の雰囲気下での処理の場合、温度は120〜200℃の範囲内が好ましく、水蒸気濃度は500〜20000g/m3の範囲内が好ましい。湿熱処理する時間は、通常1秒間〜1時間である。湿熱処理後の乾燥処理とは、湿熱処理により多層構造体に与えられた湿気を除去する処理である。通常、湿度50%RH以下、温度20〜100℃で1秒間〜24時間エージングすればよい。乾熱処理した多層構造体を湿熱処理する前に、例えば23℃50%RH条件下でエージングしてもよい。
【0069】
本発明で得られる多層構造体の形状は特に制約はなく、用途や目的に応じて適宜選択される。また該多層構造体は容器部材であっても良い。本発明における容器部材とは、各部材を接合することにより、開口部を有する容器を形成することができる部材であればよい。例えば、一対の部材を接合することにより容器が得られるような部材であってもよく、さらに細かく分割された部材であってもよい。部材が多くなると接合箇所が増え、工程が煩雑になることから、一対の部材であることが好ましい。
【0070】
該容器部材の製造方法は特に限定されるものではない。例えばプラズマ処理においては、予め容器部材状に賦形された基材層を用い、前述のプラズマ処理を行う方法、フィルムまたはシート状の基材層を用い、前述のプラズマ処理を行った後、容器部材状に賦形を行う方法が挙げられる。
塗工層の形成についても同様に、予め容器形状に賦形され、プラズマ処理が行われたプラズマ処理面に塗工液を塗工し、塗工層を設ける方法、またフィルムまたはシート状の基材層を用い、前述のプラズマ処理を行い、さらにプラズマ処理面に塗工液を塗工し、塗工層を設けた後、容器形状に賦形する方法などが挙げられる。また賦形方法については特に制約はなく、例えば射出成形やプレス成形などによって製造することができる。
【0071】
該容器部材を用いた容器の製造方法についても特に限定されるものではない。一例として以下の(1)−(4)の工程を含む方法が挙げられる。
工程(1)予め容器部材状に賦形された基材層を用い、前述のプラズマ処理を行い、一対の容器部材を作製する。
工程(2)塗工液を各容器部材の少なくとも内面に塗布して、該内面上に膜塗工層を形成する。
工程(3)該内面上に膜が形成されてなる容器部材同士を接合して、一次容器を得る。
工程(4)工程(3)で得た一次容器を乾熱処理する。
【0072】
該工程(2)で得られる容器部材の内面には、無機層状化合物と液体媒体を含む塗工液を塗布することにより、無機層状化合物と液体媒体を含む膜が形成されている。ここで容器部材の内面とは、容器部材同士を接合して容器とした場合に、容器の内側となる面であり、該容器に内容物を注入した場合には、該内容物と接触する面である。
【0073】
該工程(3)では、無機層状化合物と液体媒体を含む膜から液体媒体を除去した容器部材を用いてもよく、液体媒体を除去することなく、該工程(2)で得られる無機層状化合物と液体媒体を含む膜が形成された容器部材をそのまま用いてもよい。特に該塗工液が重合体成分(A)を有する場合、前者の場合には、容器部材同士を接合する際に加熱および加圧する必要がある。後者の場合には、接合面にも膜が形成されてなる容器部材を用いると、該膜から液体媒体を加熱除去すれば、加圧することなく部材同士を接合することができる。そのため、液体媒体を含んだ状態の膜が内面および接合面に形成されてなる容器部材を用いることが好ましい。液体媒体の除去方法としては、通常100℃以下、好ましくは通常30〜80℃程度の温度で乾燥する方法が挙げられる。液体媒体の除去は、水蒸気濃度が50g/m3未満の雰囲気下で行うことが好ましい。
【0074】
容器部材同士を接合する方法としては、接合面同士をヒートシールする方法、すなわち接合面同士を重ね合わせた、または突き合わせた状態で少なくともその接合面付近を加熱して接合する方法が挙げられる。また、容器部材に予め接合用のフランジを設けておき、該フランジ同士をヒートシールしてもよい。この場合には、フランジが接合面となる。通常ヒートシールする際の条件は、温度は容器部材を構成する樹脂の融点以上、時間は1秒間〜1時間、圧力は0.001kg/cm2〜100kg/cm2である。前記したように、液体媒体を含んだ状態の膜が内面および接合面に形成されてなる容器部材を用いると、接合面同士を重ね合わせて、または突き合わせて液体媒体を加熱除去するだけで、加圧することなく接合することができ、生産効率に優れるため、好ましい。
【0075】
本発明の容器の製造方法における工程(4)は、工程(3)で得た一次容器を乾熱処理
する工程である。乾熱処理することにより、塗工層同士の密着性が向上する。また特に該塗工液が重合体成分(A)を含み、該重合体成分(A)が水酸基と第2の官能基を有する重合体成分であるとき、乾熱処理を施すと、水酸基と第2の官能基とが反応し、ガスバリア性に優れた層となる。また膜に液体媒体が含まれている場合には、乾熱処理によって該液体媒体を除去することができる。乾熱処理は、前述の方法および条件で行うことができる。
【0076】
本発明の容器の製造方法において、塗工液が重合体成分(A)を含み、該重合体成分(A)が水酸基と第2の官能基を有する樹脂成分であるとき、工程(2)で得られる内面に膜を形成した容器部材では、膜に含まれる水酸基と第2の官能基との反応が進行していない。また、容器部材の接合面に形成された膜についても同様である。そのため、容器部材の接合面に膜が形成されていても、工程(3)において接合が可能である。また、容器部材の接合面に膜が形成されていなくとも、工程(4)において膜に含まれる水酸基およびカルボキシル基を含む樹脂成分の反応が進行するため、容器部材同士の界面にも強固なガスバリア層が形成された容器が得られる。すなわち、接合面が膜で覆われていても接合可能であるため、接合面を膜で被覆しないように注意して膜を形成する必要がない。したがって、効率よく容器を製造することができる。
【0077】
また該工程(3)と該工程(4)は、同時に行ってもよい。すなわち、工程(4)における乾熱処理条件下で、容器部材同士を接合することができる。特に該塗工液が重合体成分(A)を含み、該重合体成分(A)が水酸基と第2の官能基を有する樹脂成分であるとき、工程(3)において、工程(2)で得られる水酸基およびカルボキシル基を含む樹脂成分と液体媒体を含む膜から液体媒体を除去した容器部材を用いる場合には、乾熱処理条件下で容器部材同士を接合することにより、容器の生産効率を高めることができる。
【0078】
該重合体成分(A)が水酸基と第2の官能基を有する樹脂成分であるとき、さらに該工程(4)の後に、湿熱処理する工程を有していてもよい。湿熱処理は、前述の方法および条件で行うことができる。また得られる容器の厚みには特に制限はなく、通常0.5〜10mmの範囲である。
【0079】
本発明で得られる多層構造体はタイヤやねじ、液晶ディスプレイ用、有機EL用などフレキシブルディスプレイ用基板あるいは封止材といった光学部品部材、太陽電池あるいは色素増感太陽電池などの基板、封止材のような電子部品部材等が挙げられる。また真空断熱材パネルとして使用することもできる。また包装材料として用いることにより、該包装材料で包装された内容物の酸素劣化を防ぐことができる。包装材料として用いる場合、その形状としては、フィルム、袋、パウチ、ボトル、ボトルキャップ、カートン容器、カップ、皿、トレー、タンク、チューブ等が挙げられ、また包装される内容物としては、ケーキ、カステラ等の洋菓子、大福、もち等の和菓子、ポテトチップス等のスナック菓子等の菓子類、竹輪や蒲鉾等の水産加工品、味噌、漬物、蒟蒻、ミートボール、ハンバーグ、ハム・ソーセージ等の食品、コーヒー、茶、ジュース等の飲料品、牛乳、ヨーグルト等の乳製品、米飯、カレー等が例示される。また食料品以外に、洗剤、入浴剤、化粧品といったトイレタリー製品、ガソリン、水素ガス等の燃料、粉末剤、錠剤、点眼薬、輸液バック等の医薬品および医療機器、ハードディスク、シリコンウエハ等の電子部品および電子機器等の包装材料としても用いることができる。
【実施例】
【0080】
以下、実施例により本発明を詳細に説明するが、本発明はこれらに限定されるものではない。各種物性の測定方法を以下に記す。
【0081】
〔厚み測定〕
0.5μm以上の厚みは、市販のデジタル厚み計(接触式厚み計、商品名:超高精度デシマイクロヘッド MH−15M、日本光学社製)を用いて測定した。0.5μm未満の厚みは、透過型電子顕微鏡(TEM)の断面観察より求めた。
【0082】
〔粒径測定〕
レーザー回折・散乱式粒度分布測定装置(LA910、堀場製作所(株)製)を用いて測定した。塗工液(1)および(2)を希釈し、該希釈液中の無機層状化合物の平均粒径を、フローセルにて光路長4mmで測定し、得られた平均粒径を無機層状化合物の平均粒径Lとみなした。なお塗工液(1)および(2)を希釈せずに、該塗工液中の無機層状化合物の平均粒径をペーストセルにて光路長50μmで測定し、この平均粒径と、希釈液で求めた平均粒径Lの値とがほぼ一致したとき、該塗工液中で無機層状化合物が充分に膨潤しへき開していると認定した。
【0083】
〔アスペクト比計算〕
X線回折装置(XD−5A、(株)島津製作所製)を用い、無機層状化合物そのものについて粉末法による回折測定を行った。これにより無機層状化合物の単位厚さaを求め、上述の方法で求めた粒径Lを用いて、アスペクト比Zを、Z=L/aの式により算出した。なお塗工液(1)および(2)を乾燥したものについてもX線回折測定を行ない、無機層状化合物の面間隔が広がっていることを確認した。
【0084】
〔乾熱処理〕
多層構造体を、150℃2%RHのオーブン中で60分間乾熱処理した。
〔湿熱処理〕
小型レトルト高圧蒸気滅菌器(アルプ(株)社製 RK-3030)を用いて、120℃で60分間、水蒸気雰囲気下で、多層構造体を湿熱処理した。水蒸気濃度は1113g/m3であった。
【0085】
〔乾燥処理〕
多層構造体を、23℃50%RH雰囲気下で24時間静置した。
【0086】
[X線光電子分光法測定]
表面処理前後の基材層について、X線光電子分光装置(S−Probe ESCA Model 2803 Surface Science Instruments社製)を用い、X線源としては単色化Al Kα(1486.6eV)を使用し、出力は200W(10kV−20mA)で測定した。C1sスペクトルの波形分離解析にはガウシアン関数とローレンツ関数の混合関数を使用し、帯電補正はC−C結合ピークを284.6eVとして補正した。前述の方法によりΔ(C−O)、Δ(O=C−O)およびΔ(C=O)を算出し、またΔ(C−O)+Δ(O=C−O)×2+Δ(C=O)(=Sとする)を算出した。
[プラズマ処理密度測定]
プラズマ処理密度(以下Dとする)は、大気圧プラズマ処理を行った実施例1、実施例2、実施例6および比較例1については前述の式2を用い、また真空プラズマ処理を行った実施例3〜5については前述の式3を用いて算出した。
【0087】
[燃料浸漬試験〕
模擬燃料であるCE10(トルエン/イソオクタン/エタノール=45/45/10重量%)、あるいはCE30(トルエン/イソオクタン/エタノール=35/35/30重量%)中に、後述の多層構造体(1)〜(9)を、65℃、200hr浸漬した。その後、塗膜の剥れを目視にて確認し、評価した。
○は剥離無し、△は一部剥離、×は全面剥離を、それぞれ表す。
【0088】
〔塗工液の作製〕
塗工液(1)の作製
分散釜(商品名:デスパMH−L、浅田鉄工(株)製)に、イオン交換水(比電気伝導率0.7μs/cm以下)1300gと、ポリビニルアルコール(AQ2117;(株)クラレ製,ケン化度;99.6%、重合度1,700)130gとを混合し、低速撹拌下(1500rpm、周速度4.1m/分)で95℃に昇温した。該混合系を同温度で30分間攪拌してポリビニルアルコールを溶解させたのち、60℃に冷却し、ポリビニルアルコール水溶液を得た。該ポリビニルアルコール水溶液(60℃)を前記同様の条件で攪拌しながら、1−ブタノール122g、イソプロピルアルコール122gおよびイオン交換水520gを混合してなるアルコール水溶液を5分間かけて滴下した。滴下終了後、高速攪拌(3,000rpm、周速度=8.2m/分)に切り替え、該攪拌系に高純度モンモリロナイト(商品名:クニピアG;クニミネ工業(株)製)65gを徐々に加え、添加終了後、60℃で60分間攪拌を続けた。その後、さらにイソプロパノール243gを15分間かけて加え、次いで該混合系を室温まで冷却し、無機層状化合物含有液を得た。さらに非イオン性界面活性剤(ポリジメチルシロキサン−ポリオキシエチレン共重合体、商品名:SH3746、東レ・ダウコーニング(株)製)0.1重量%(前記無機層状化合物含有液の重量を基準とする)を添加し、無機層状化合物分散液(1)を得た。この無機層状化合物分散液(1)に対し、非イオン性界面活性剤(ポリジメチルシロキサン−ポリオキシエチレン共重合体、商品名:SH3746、東レ・ダウコーニング(株)製)0.1重量%(前記分散液の重量を基準とする)を低速撹拌下(1500rpm、周速度4.1m/分)において添加し、その後系のpHが3となるようにイオン交換樹脂で調整し、無機層状化合物分散液(2)を調製した。さらにこの無機層状化合物分散液(2)を高圧分散装置(商品名:超高圧ホモジナイザーM110−E/H、Microfluidics Corporation 製)を用いて、1100kgf/cm2の条件で処理し、塗工液(1)を得た。該塗工液(1)中の劈開したモンモリロナイト平均粒径は560nm、粉末X線回折から得られるa値は1.2156nmであり、アスペクト比は460であった。
【0089】
塗工液(2)の作製
高純度モンモリロナイト82gとし、イオン交換樹脂でpHを調整しなかったこと以外は無機層状化合物分散液(1)と同様にして、無機層状化合物分散液(3)を作製した。
またさらに別の分散釜(商品名:デスパMH−L、浅田鉄工(株)製)に、イオン交換水(比電気伝導率0.7μs/cm以下)1067gと、ポリアクリル酸(和光純薬工業(株)製、平均分子量100,0000)33gとを混合し、常温にて低速撹拌下(1500rpm、周速度4.1m/分)で樹脂成分溶液を作製した。
無機層状化合物分散液(3)2519gと樹脂成分溶液1100gを、低速撹拌下(1500rpm、周速度4.1m/分)において徐々に混合して混合液(1)とし、さらに該混合液(1)を高圧分散装置を用いて、1100kgf/cm2の条件で処理することにより、混合液(2)を得た。該混合液(2)のpHは6であった。その後該混合液(2)のpHが8となるようにイオン交換樹脂で調整し、塗工液(2)を得た。塗工液(2)中のポリビニルアルコール、ポリアクリル酸と無機層状化合物の合計体積を100%としたとき、無機層状化合物の割合は20体積%であった。また該塗工液(2)中の劈開したモンモリロナイトの平均粒径は560nm、粉末X線回折から得られるa値は1.2156nmであり、アスペクト比は460であった。
【0090】
[実施例1]
高密度ポリエチレンシート(ハイゼックス1300J;(株)プライムポリマー製,50mm角、厚み2mmシート)を基材層として用い、該基材層の一方の表面にプラズマ処理を行った。該プラズマ処理の条件としては、大気圧プラズマ処理であり、基材層が移動する方向と直行する方向の長さが145mmである電極を用い、該電極間のクリアランスが4mm、大気圧雰囲気下、処理電力が450W、雰囲気ガスとして酸素/窒素=20/80(体積比)にてライン速度0.3m/minで処理した。該プラズマ処理面上にさらに塗工液(1)をバーコーター(♯8)にて塗布し、温度80℃にて1時間乾燥させることにより、塗工層を設け、多層構造体(1)を得た。得られた多層構造体(1)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(1)の評価を行った。結果を表1に示した。
【0091】
[実施例2]
プラズマ処理において、ライン速度を1m/minとしたこと以外は、実施例1と同様にして多層構造体(2)を得た。得られた多層構造体(2)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(2)の評価を行った。結果を表1に示した。
【0092】
[実施例3]
プラズマ処理において、真空プラズマ処理であり、1000mm×1000mmの大きさの電極を用い、圧力が250mTorrであり、処理電力が6kW、雰囲気ガスとして酸素/アルゴン=80/20(体積比)にて15分間処理を行ったこと以外は、実施例1と同様にして多層構造体(3)を得た。得られた多層構造体(3)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(3)の評価を行った。結果を表1に示した。
【0093】
[実施例4]
プラズマ処理面にアンカーコート剤(AD76G1/AD76G2=4/1(重量比):東洋モートン(株)製)をバーコーター(♯8)にて塗布し、温度80℃にて1時間乾燥させることにより、アンカーコート層を形成した後、塗工層を設けたこと以外は実施例3と同様にして多層構造体(4)を得た。該アンカーコート層の乾燥厚みは0.05μ、であった。得られた多層構造体(4)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(4)の評価を行った。結果を表1に示した。
【0094】
[実施例5]
アンカーコート剤に、EL510−1/CAT−RT87=5/1(重量比):東洋モートン(株)製を用いたこと以外は、実施例4と同様にして多層構造体(5)を得た。得られた多層構造体(5)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(5)の評価を行った。結果を表1に示した。
【0095】
[実施例6]
塗工液(1)のかわりに塗工液(2)を用いたこと以外は実施例1と同様にして多層構造体(6)を得た。得られた多層構造体(6)を乾熱処理した後、次いで湿熱処理を行い、さらに乾燥処理を行った。その後多層構造体(6)の評価を行った。結果を表1に示した。
【0096】
[比較例1]
プラズマ処理において、ライン速度を5m/minとしたこと以外は、実施例1と同様にして多層構造体(7)を得た。得られた多層構造体(7)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(7)の評価を行った。結果を表1に示した。
【0097】
[比較例2]
プラズマ処理のかわりにコロナ処理を用いたこと以外は実施例1と同様にして多層構造体(8)を得た。該コロナ処理の条件としては、基材層が移動する方向と直行する方向の長さが150mmである電極を用い、該電極間のクリアランスが2mm、大気圧雰囲気下、400W、空気雰囲気にてライン速度1m/minで処理した。得られた多層構造体(8)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(8)の評価を行った。結果を表1に示した。
【0098】
[比較例3]
プラズマ処理のかわりにUV照射処理を用いたこと以外は実施例1と同様にして多層構造体(9)を得た。該UV照射処理の条件としては、光源として低圧水銀灯を用い、光源と基材層の距離を5cmとし、15分間処理した。得られた多層構造体(9)を乾熱処理した後、さらに乾燥処理を行った。その後多層構造体(9)の評価を行った。結果を表1に示した。
【0099】
〔表1〕
【符号の説明】
【0100】
L1・・・XPS分析により計測されるスペクトル曲線
L2・・・O=C−O基についてピーク分割した曲線
L3・・・C=O基についてピーク分割した曲線
L4・・・C−O基についてピーク分割した曲線
L5・・・C−C基についてピーク分割した曲線
L6・・・ベースライン
S2・・・O=C−O基のピーク分割後のピーク面積
S3・・・C=O基のピーク分割後のピーク面積
S4・・・C―O基のピーク分割後のピーク面積
S5・・・C―C基のピーク分割後のピーク面積
【特許請求の範囲】
【請求項1】
樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、
該基材層の少なくとも一方の面上に、プラズマ処理を行う工程、
プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および
該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、
プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(ここで、Δ(C−O)は、プラズマ処理前後の基材層表面について、X線光電子分光法によりC1sのスペクトルを計測し、該スペクトルをピーク分割することによりC−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、
Δ(O=C−O)は、該スペクトルをピーク分割することによりO=C−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、
Δ(C=O)は、該スペクトルをピーク分割することによりC=O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とする)
【請求項2】
該樹脂が熱可塑性樹脂である、請求項1に記載の多層構造体の製造方法。
【請求項3】
該樹脂がポリオレフィンである、請求項1に記載の多層構造体の製造方法。
【請求項4】
該塗工液がさらに重合体成分(A)を含む、請求項1〜3いずれかに記載の多層構造体の製造方法。
【請求項5】
該基材層と該塗工層との間にアンカーコート層を設けることを特徴とする、請求項1〜4いずれかに記載の多層構造体の製造方法。
【請求項6】
該多層構造体が容器部材である、請求項1〜5いずれかに記載の多層構造体の製造方法。
【請求項7】
請求項6の製造方法により製造された容器部材同士を接合することにより得られる容器の製造方法。
【請求項8】
該塗工層が最内層に設けられている、請求項7記載の容器の製造方法。
【請求項9】
該容器が燃料容器である請求項7または8に記載の容器の製造方法。
【請求項1】
樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、
該基材層の少なくとも一方の面上に、プラズマ処理を行う工程、
プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および
該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、
プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(ここで、Δ(C−O)は、プラズマ処理前後の基材層表面について、X線光電子分光法によりC1sのスペクトルを計測し、該スペクトルをピーク分割することによりC−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、
Δ(O=C−O)は、該スペクトルをピーク分割することによりO=C−O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とし、
Δ(C=O)は、該スペクトルをピーク分割することによりC=O基由来の面積比(%)を算出し、プラズマ処理後の面積比とプラズマ処理前の面積比の差とする)
【請求項2】
該樹脂が熱可塑性樹脂である、請求項1に記載の多層構造体の製造方法。
【請求項3】
該樹脂がポリオレフィンである、請求項1に記載の多層構造体の製造方法。
【請求項4】
該塗工液がさらに重合体成分(A)を含む、請求項1〜3いずれかに記載の多層構造体の製造方法。
【請求項5】
該基材層と該塗工層との間にアンカーコート層を設けることを特徴とする、請求項1〜4いずれかに記載の多層構造体の製造方法。
【請求項6】
該多層構造体が容器部材である、請求項1〜5いずれかに記載の多層構造体の製造方法。
【請求項7】
請求項6の製造方法により製造された容器部材同士を接合することにより得られる容器の製造方法。
【請求項8】
該塗工層が最内層に設けられている、請求項7記載の容器の製造方法。
【請求項9】
該容器が燃料容器である請求項7または8に記載の容器の製造方法。
【図1】

【公開番号】特開2010−227919(P2010−227919A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−81643(P2009−81643)
【出願日】平成21年3月30日(2009.3.30)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月30日(2009.3.30)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]