
多層構造用紙およびその製造方法
【課題】坪量を簡単に変更することが可能で、和紙の風合いを有する多層構造用紙およびその製造方法を提供する。
【解決手段】熱接着性繊維1と天然繊維2を抄紙した原紙3を複数枚重ね合わせ、熱接着性繊維1で原紙同士(3a、3b)を接着する。
【解決手段】熱接着性繊維1と天然繊維2を抄紙した原紙3を複数枚重ね合わせ、熱接着性繊維1で原紙同士(3a、3b)を接着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、和紙の風合いを有する多層構造用紙およびその製造方法に関するものである。
【背景技術】
【0002】
紙は、使用原料から、こうぞやみつまた等の原料を使用した和紙と、木材パルプ等の繊維長の短い原料を使用した洋紙に分類することができる。現在は木材を原料としたパルプから、機械を使って製造した洋紙が大きな割合を占めている。しかし、一方で、独特のテクスチャーや豊富な色数等、紙そのものが持つ魅力を最大限に活かすように造られた和紙の風合いを備えた特殊紙はファインーペーパーとも呼ばれ、このような見た目の美しさや手触りの良さ、高級感を有する紙を印刷用紙として用いたいという要求も少なからずある。
【0003】
現在のラインヘッド式インクジェット印刷機は、洋紙をベースとした印刷用紙に対応して設計されているため、一般的に坪量が低いファインペーパーをそのまま印刷しようとすると、給排紙のときにトラブルが発生しやすい。特許文献1には、枚葉オフセット印刷機のような吸引により自動給紙される印刷機において、給紙トラブルが発生しない印刷用紙として、表、裏の最外層を和紙の風合いが出るようにすると共に、それら表、裏の層の間に所定のろ水度を有する製紙原料により形成した中層を少なくとも1層有する用紙が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−197863号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されている印刷用紙は、オフセット印刷機用途として設計されているものであるが、この特許文献1に記載されている印刷用紙に代表されるように従来は抄紙段階で多層構造を持たせることが一般的である。しかし、抄紙段階で多層構造を持たせることは1品種大量生産には向くが、多品種少量生産には向かない。消費者のカスタマイズが進む現代においては、印刷用紙もフレキシブルに対応できるものが求められる。
本発明は上記事情に鑑みなされたものであり、坪量を簡単に変更することが可能な和紙の風合いを有する多層構造用紙およびその製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明の多層構造用紙は、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、前記熱接着性繊維で前記原紙同士を接着したものであることを特徴とするものである。
多層構造用紙の坪量は32g/m2〜120g/m2であることが好ましい。
前記熱接着繊維は芯鞘構造であることが好ましい。
本発明の多層構造用紙の製造方法は、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、該重ね合わせた原紙を前記熱接着性繊維の(融点−30)℃以上で加温して接着することを特徴とするものである。
【発明の効果】
【0007】
本発明の多層構造用紙は、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、熱接着性繊維で原紙同士を接着したものであるので、重ねる原紙の枚数によって簡単に坪量を変更することができる。また、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせることによって和紙様の風合いを出すことが可能である。
【図面の簡単な説明】
【0008】
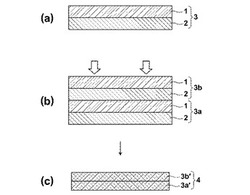
【図1】本発明の多層構造用紙の製造工程を示す概略模式図である。
【発明を実施するための形態】
【0009】
以下に、本発明の多層構造用紙を詳細に説明する。
図1は本発明の多層構造用紙の製造工程を示す概略模式図である。図1(a)は1枚の原紙3を示しており、原紙3は熱接着性繊維1と天然繊維2を抄紙したものである。原紙3aと原紙3bを2枚重ね合わせた状態を図1(b)に示す。この状態で熱プレスを行うと、原紙3aの熱接着性繊維1は溶融して接触する両側の天然繊維2にしみ込むとともに、接触する原紙3bの天然繊維2と融着する(図1(c))。これによって、熱プレス後の原紙3a’と原紙3b’が接着した多層構造用紙4を作製することができる。なお、説明を簡略化するため、図1では原紙2枚を重ねた状態を示しているが、複数枚重ねることによって坪量を調整することが可能である。複数枚重ねる場合には、原紙をそのまま複数枚重ねて熱プレスを行ってもよいし、熱プレス後の多層構造用紙と原紙、あるいは熱プレス後の多層構造用紙同士を重ねて熱プレスを行ってもよい。また、熱プレスの際にはプレス機と原紙との間の融着を防ぐために、プレス機と原紙との間に剥離紙(例えば、グラシン紙のような高密度原紙、クレーコート紙、ポリエチレンラミネート紙等にシリコーン化合物、フッ素化合物のような剥離剤を塗工したもの)を挟んで行ってもよい。
【0010】
熱プレスとしては、加熱ドラムプレス機、ヒートプレス機、カレンダー加圧機等を用いることができる。加熱温度は用いる熱接着性繊維の特性に合わせて適宜選択すればよいが、熱接着性繊維の融点をA℃とした場合、(A−30)℃以上の熱をかける必要がある。加熱温度が(A−30)℃未満の場合、熱接着繊維が溶融しにくくなり、接着強度が低くなる恐れがある。圧力は、用いる熱接着性繊維の特性に合わせて適宜選択すればよい。接着熱接着繊維同士が接触していれば加熱温度を適宜選択することで大気圧下での接着も可能であるが、接着に要する時間を短くするためには1.0kN以上が好ましく、3.0kN以上がより好ましい。
【0011】
多層構造用紙の坪量は重ね合わせる原紙の枚数によって適宜変更することができるが、インクジェット印刷機用の印刷用紙として使用する場合には、32g/m2〜120g/m2の坪量とすることが好ましい。32g/m2未満の坪量では紙のコシ弱いため、給排紙のときに紙詰まり等のトラブルが生じやすい。一方で、坪量が120g/m2よりも大きくなると、紙が重くなるため排紙揃えが悪くなる等のトラブルが生じやすくなるため好ましくない。
【0012】
熱接着性繊維とは加熱により接着する特性の繊維であればよいが、熱接着性複合繊維が好適である。例えば、低融点成分を鞘成分とし、高融点成分を芯成分とする芯鞘型熱接着性複合繊維や、一方が低融点成分、他方が高融点成分であるサイドバイサイド型熱接着性複合繊維などを好ましく挙げることができる。これらの複合繊維の低融点成分と高融点成分の組み合わせとしては、PP〔ポリプロピレン〕/PE(ポリエチレン)、PET(ポリエチレンテレフタレート)/PE、PP/低融点共重合PP、PET/低融点共重合ポリエステルなどが挙げられる。上記低融点共重合ポリエステルの例としては、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレートなどを基本骨格として、イソフタル酸、5−金属スルホイソフタル酸などの芳香族ジカルボン酸、アジピン酸、セバチン酸などの脂肪族ジカルボン酸、ジエチレングリコール、プロピレングリコール、1,4−ブタンジオールなどの脂肪族多価アルコールなどとの変性共重合などが挙げられる。
【0013】
低融点成分である熱接着成分の融点は、90℃〜150℃が好ましく、100℃〜130℃がより一層好ましい。90℃未満の場合、低融点の熱接着繊維が加工時、もしくは保管時に受ける熱により、樹脂が溶融し、強度や剛度が低下する。一方、150℃を超えると、加工時に高い温度を必要とするため、コストアップの要因となる。高融点成分である熱接着成分の融点は、低融点繊維の融点よりも90℃以上高いことが好ましく、100℃以上高いことがより好ましい。90℃未満の場合には強度や剛度が低下する傾向にある。
【0014】
天然繊維としては特に制限されず、亜麻、大麻、ジュート(黄麻)、ラミ−(芋麻)、ケナフ、こうぞ、みつまた、ガンピ等の靭皮繊維、綿等の種子繊維、マニラ麻、エクアドル麻、サイザル麻、ニュージーランド麻などの葉脈繊維、その他の天然繊維としては、エスパルト、木材パルプ、竹、わら、桑などが使用できる。そのなかでも、マニラ麻、エクアドル麻、サイザル麻、黄麻(ジュート)、ケナフ、リンター、竹等は夾雑物が少なく好ましい。またセルロース由来の再生繊維である溶剤紡糸セルロースやレーヨン、アセテートなども天然繊維として適宜用いることができる。
【0015】
本発明の多層構造用紙は、重ねる原紙の枚数によって簡単に坪量を変更することができる他、異なる色味を有する原紙や、異なる天然繊維を有する原紙を適宜組み合わせることによって、微妙な色味を持った多層構造用紙や、従来の用紙にはない風合いを有する多層構造用紙を製造することもできる。
以下、本発明の多層構造用紙を実施例を用いてさらに詳細に説明する。
【実施例】
【0016】
(実施例および比較例)
実施例はPET−低融点共重合ポリエステル繊維と木材パルプを湿式抄紙法により抄紙し、130℃の加熱乾燥を行い、坪量8.0g/m2の原紙を得た。表1に示す枚数を重ね合わせて、HARIRON社製 PRE X−CL、を用いて3kNの圧力で熱プレスを行い多層構造用紙を得た。得られた用紙を以下の観点から評価した。なお、比較として熱接着繊維のみ、木材繊維のみも同様の観点から評価を行った。
【0017】
(評価)
(用紙形成状態)
原紙同士を圧着した際、原紙同士の接着を目視評価し、以下の基準により評価した。
○:接着できており用紙形成状態である
×: 接着できておらず用紙形成状態でない
【0018】
(搬送性)
油性インクジェットプリンタHC5500(理想科学工業製)にて印刷した時の搬送性を以下の基準により評価した。
○:給紙台から問題なく搬送できる
△:搬送は可能だが、排紙揃えに乱れが生じる
×: 給紙台から搬送できない
【0019】
(画像性)
油性インクジェットプリンタHC5500(理想科学工業製)にて5ドロップ印字で印刷した時の画像性を以下の基準により評価した。
○:黒べたの濃度(OD値)が1.0以上
×:黒べたの濃度(OD値)が1.0未満
【0020】
(和紙風合い)
多層構造用紙を用紙の透き通し、触った感触から以下の基準により評価した。
○:和紙風合いがある
×:和紙風合いがない
重ね合わせ枚数やプレス条件とともに結果を表1に示す。
【0021】
【表1】

【0022】
表1に示すように、実施例1〜7は重ねる原紙の枚数によって簡単に坪量を変更することができ、和紙の風合いをもった多層構造用紙を製造することができた。油性インクジェットプリンタHC5500における搬送性は原紙の重ね枚数が20枚になると、厚すぎて搬送性は若干悪くなった。なお、比較例1は熱接着性繊維のみ、比較例2は木材繊維のみであるため、油性インクジェットプリンタシステムの印刷には適さなかった。
以上のように本発明の多層構造用紙は重ねる原紙の枚数によって簡単に坪量を変更することができ、和紙様の風合いを出すことが可能である。
【符号の説明】
【0023】
1 熱接着性繊維
2 天然繊維
3 原紙
4 多層構造用紙
【技術分野】
【0001】
本発明は、和紙の風合いを有する多層構造用紙およびその製造方法に関するものである。
【背景技術】
【0002】
紙は、使用原料から、こうぞやみつまた等の原料を使用した和紙と、木材パルプ等の繊維長の短い原料を使用した洋紙に分類することができる。現在は木材を原料としたパルプから、機械を使って製造した洋紙が大きな割合を占めている。しかし、一方で、独特のテクスチャーや豊富な色数等、紙そのものが持つ魅力を最大限に活かすように造られた和紙の風合いを備えた特殊紙はファインーペーパーとも呼ばれ、このような見た目の美しさや手触りの良さ、高級感を有する紙を印刷用紙として用いたいという要求も少なからずある。
【0003】
現在のラインヘッド式インクジェット印刷機は、洋紙をベースとした印刷用紙に対応して設計されているため、一般的に坪量が低いファインペーパーをそのまま印刷しようとすると、給排紙のときにトラブルが発生しやすい。特許文献1には、枚葉オフセット印刷機のような吸引により自動給紙される印刷機において、給紙トラブルが発生しない印刷用紙として、表、裏の最外層を和紙の風合いが出るようにすると共に、それら表、裏の層の間に所定のろ水度を有する製紙原料により形成した中層を少なくとも1層有する用紙が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−197863号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されている印刷用紙は、オフセット印刷機用途として設計されているものであるが、この特許文献1に記載されている印刷用紙に代表されるように従来は抄紙段階で多層構造を持たせることが一般的である。しかし、抄紙段階で多層構造を持たせることは1品種大量生産には向くが、多品種少量生産には向かない。消費者のカスタマイズが進む現代においては、印刷用紙もフレキシブルに対応できるものが求められる。
本発明は上記事情に鑑みなされたものであり、坪量を簡単に変更することが可能な和紙の風合いを有する多層構造用紙およびその製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明の多層構造用紙は、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、前記熱接着性繊維で前記原紙同士を接着したものであることを特徴とするものである。
多層構造用紙の坪量は32g/m2〜120g/m2であることが好ましい。
前記熱接着繊維は芯鞘構造であることが好ましい。
本発明の多層構造用紙の製造方法は、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、該重ね合わせた原紙を前記熱接着性繊維の(融点−30)℃以上で加温して接着することを特徴とするものである。
【発明の効果】
【0007】
本発明の多層構造用紙は、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、熱接着性繊維で原紙同士を接着したものであるので、重ねる原紙の枚数によって簡単に坪量を変更することができる。また、熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせることによって和紙様の風合いを出すことが可能である。
【図面の簡単な説明】
【0008】
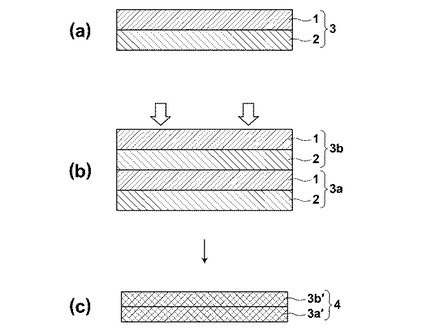
【図1】本発明の多層構造用紙の製造工程を示す概略模式図である。
【発明を実施するための形態】
【0009】
以下に、本発明の多層構造用紙を詳細に説明する。
図1は本発明の多層構造用紙の製造工程を示す概略模式図である。図1(a)は1枚の原紙3を示しており、原紙3は熱接着性繊維1と天然繊維2を抄紙したものである。原紙3aと原紙3bを2枚重ね合わせた状態を図1(b)に示す。この状態で熱プレスを行うと、原紙3aの熱接着性繊維1は溶融して接触する両側の天然繊維2にしみ込むとともに、接触する原紙3bの天然繊維2と融着する(図1(c))。これによって、熱プレス後の原紙3a’と原紙3b’が接着した多層構造用紙4を作製することができる。なお、説明を簡略化するため、図1では原紙2枚を重ねた状態を示しているが、複数枚重ねることによって坪量を調整することが可能である。複数枚重ねる場合には、原紙をそのまま複数枚重ねて熱プレスを行ってもよいし、熱プレス後の多層構造用紙と原紙、あるいは熱プレス後の多層構造用紙同士を重ねて熱プレスを行ってもよい。また、熱プレスの際にはプレス機と原紙との間の融着を防ぐために、プレス機と原紙との間に剥離紙(例えば、グラシン紙のような高密度原紙、クレーコート紙、ポリエチレンラミネート紙等にシリコーン化合物、フッ素化合物のような剥離剤を塗工したもの)を挟んで行ってもよい。
【0010】
熱プレスとしては、加熱ドラムプレス機、ヒートプレス機、カレンダー加圧機等を用いることができる。加熱温度は用いる熱接着性繊維の特性に合わせて適宜選択すればよいが、熱接着性繊維の融点をA℃とした場合、(A−30)℃以上の熱をかける必要がある。加熱温度が(A−30)℃未満の場合、熱接着繊維が溶融しにくくなり、接着強度が低くなる恐れがある。圧力は、用いる熱接着性繊維の特性に合わせて適宜選択すればよい。接着熱接着繊維同士が接触していれば加熱温度を適宜選択することで大気圧下での接着も可能であるが、接着に要する時間を短くするためには1.0kN以上が好ましく、3.0kN以上がより好ましい。
【0011】
多層構造用紙の坪量は重ね合わせる原紙の枚数によって適宜変更することができるが、インクジェット印刷機用の印刷用紙として使用する場合には、32g/m2〜120g/m2の坪量とすることが好ましい。32g/m2未満の坪量では紙のコシ弱いため、給排紙のときに紙詰まり等のトラブルが生じやすい。一方で、坪量が120g/m2よりも大きくなると、紙が重くなるため排紙揃えが悪くなる等のトラブルが生じやすくなるため好ましくない。
【0012】
熱接着性繊維とは加熱により接着する特性の繊維であればよいが、熱接着性複合繊維が好適である。例えば、低融点成分を鞘成分とし、高融点成分を芯成分とする芯鞘型熱接着性複合繊維や、一方が低融点成分、他方が高融点成分であるサイドバイサイド型熱接着性複合繊維などを好ましく挙げることができる。これらの複合繊維の低融点成分と高融点成分の組み合わせとしては、PP〔ポリプロピレン〕/PE(ポリエチレン)、PET(ポリエチレンテレフタレート)/PE、PP/低融点共重合PP、PET/低融点共重合ポリエステルなどが挙げられる。上記低融点共重合ポリエステルの例としては、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレートなどを基本骨格として、イソフタル酸、5−金属スルホイソフタル酸などの芳香族ジカルボン酸、アジピン酸、セバチン酸などの脂肪族ジカルボン酸、ジエチレングリコール、プロピレングリコール、1,4−ブタンジオールなどの脂肪族多価アルコールなどとの変性共重合などが挙げられる。
【0013】
低融点成分である熱接着成分の融点は、90℃〜150℃が好ましく、100℃〜130℃がより一層好ましい。90℃未満の場合、低融点の熱接着繊維が加工時、もしくは保管時に受ける熱により、樹脂が溶融し、強度や剛度が低下する。一方、150℃を超えると、加工時に高い温度を必要とするため、コストアップの要因となる。高融点成分である熱接着成分の融点は、低融点繊維の融点よりも90℃以上高いことが好ましく、100℃以上高いことがより好ましい。90℃未満の場合には強度や剛度が低下する傾向にある。
【0014】
天然繊維としては特に制限されず、亜麻、大麻、ジュート(黄麻)、ラミ−(芋麻)、ケナフ、こうぞ、みつまた、ガンピ等の靭皮繊維、綿等の種子繊維、マニラ麻、エクアドル麻、サイザル麻、ニュージーランド麻などの葉脈繊維、その他の天然繊維としては、エスパルト、木材パルプ、竹、わら、桑などが使用できる。そのなかでも、マニラ麻、エクアドル麻、サイザル麻、黄麻(ジュート)、ケナフ、リンター、竹等は夾雑物が少なく好ましい。またセルロース由来の再生繊維である溶剤紡糸セルロースやレーヨン、アセテートなども天然繊維として適宜用いることができる。
【0015】
本発明の多層構造用紙は、重ねる原紙の枚数によって簡単に坪量を変更することができる他、異なる色味を有する原紙や、異なる天然繊維を有する原紙を適宜組み合わせることによって、微妙な色味を持った多層構造用紙や、従来の用紙にはない風合いを有する多層構造用紙を製造することもできる。
以下、本発明の多層構造用紙を実施例を用いてさらに詳細に説明する。
【実施例】
【0016】
(実施例および比較例)
実施例はPET−低融点共重合ポリエステル繊維と木材パルプを湿式抄紙法により抄紙し、130℃の加熱乾燥を行い、坪量8.0g/m2の原紙を得た。表1に示す枚数を重ね合わせて、HARIRON社製 PRE X−CL、を用いて3kNの圧力で熱プレスを行い多層構造用紙を得た。得られた用紙を以下の観点から評価した。なお、比較として熱接着繊維のみ、木材繊維のみも同様の観点から評価を行った。
【0017】
(評価)
(用紙形成状態)
原紙同士を圧着した際、原紙同士の接着を目視評価し、以下の基準により評価した。
○:接着できており用紙形成状態である
×: 接着できておらず用紙形成状態でない
【0018】
(搬送性)
油性インクジェットプリンタHC5500(理想科学工業製)にて印刷した時の搬送性を以下の基準により評価した。
○:給紙台から問題なく搬送できる
△:搬送は可能だが、排紙揃えに乱れが生じる
×: 給紙台から搬送できない
【0019】
(画像性)
油性インクジェットプリンタHC5500(理想科学工業製)にて5ドロップ印字で印刷した時の画像性を以下の基準により評価した。
○:黒べたの濃度(OD値)が1.0以上
×:黒べたの濃度(OD値)が1.0未満
【0020】
(和紙風合い)
多層構造用紙を用紙の透き通し、触った感触から以下の基準により評価した。
○:和紙風合いがある
×:和紙風合いがない
重ね合わせ枚数やプレス条件とともに結果を表1に示す。
【0021】
【表1】
【0022】
表1に示すように、実施例1〜7は重ねる原紙の枚数によって簡単に坪量を変更することができ、和紙の風合いをもった多層構造用紙を製造することができた。油性インクジェットプリンタHC5500における搬送性は原紙の重ね枚数が20枚になると、厚すぎて搬送性は若干悪くなった。なお、比較例1は熱接着性繊維のみ、比較例2は木材繊維のみであるため、油性インクジェットプリンタシステムの印刷には適さなかった。
以上のように本発明の多層構造用紙は重ねる原紙の枚数によって簡単に坪量を変更することができ、和紙様の風合いを出すことが可能である。
【符号の説明】
【0023】
1 熱接着性繊維
2 天然繊維
3 原紙
4 多層構造用紙
【特許請求の範囲】
【請求項1】
熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、前記熱接着性繊維で前記原紙同士を接着したものであることを特徴とする多層構造用紙。
【請求項2】
坪量が32g/m2〜120g/m2であることを特徴とする請求項1記載の多層構造用紙。
【請求項3】
前記熱接着繊維が芯鞘構造であることを特徴とする請求項1または2記載の多層構造用紙。
【請求項4】
熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、該重ね合わせた原紙を前記熱接着性繊維の(融点−30)℃以上で加温して接着することを特徴とする多層構造用紙の製造方法。
【請求項1】
熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、前記熱接着性繊維で前記原紙同士を接着したものであることを特徴とする多層構造用紙。
【請求項2】
坪量が32g/m2〜120g/m2であることを特徴とする請求項1記載の多層構造用紙。
【請求項3】
前記熱接着繊維が芯鞘構造であることを特徴とする請求項1または2記載の多層構造用紙。
【請求項4】
熱接着性繊維と天然繊維を抄紙した原紙を複数枚重ね合わせ、該重ね合わせた原紙を前記熱接着性繊維の(融点−30)℃以上で加温して接着することを特徴とする多層構造用紙の製造方法。
【図1】

【公開番号】特開2013−104152(P2013−104152A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249310(P2011−249310)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000250502)理想科学工業株式会社 (1,191)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000250502)理想科学工業株式会社 (1,191)
【Fターム(参考)】
[ Back to top ]