
多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置
【課題】熱伝導性、接着強度及び絶縁性のすべてに優れる多層樹脂シート硬化物を形成しうる多層樹脂シートを提供する。
【解決手段】熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、を有する多層樹脂シート。
【解決手段】熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、を有する多層樹脂シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置に関する。
【背景技術】
【0002】
半導体を用いた電子機器の小型化、大容量化、高性能化等の進行に伴い、高密度に実装された半導体からの発熱量は益々大きくなっている。例えば、パソコンの中央演算装置や電気自動車のモーターの制御に用いられる半導体装置の安定動作には、放熱のためにヒートシンクや放熱フィンが不可欠になっており、半導体装置とヒートシンク等を結合する部材として絶縁性と熱伝導性と両立可能な素材が求められている。
【0003】
また一般に、半導体装置等が実装されるプリント基板等の絶縁材料には有機材料が広く用いられている。これらの有機材料は、絶縁性は高いものの熱伝導率が低く、半導体装置等の放熱への寄与は大きくなかった。一方、半導体装置等の放熱のために、無機セラミックス等の無機材料が用いられる場合がある。これらの無機材料は、熱伝導率は高いもののその絶縁性は有機材料と比較して十分とは言い難く、高い絶縁性と熱伝導率とを両立可能な材料が求められている。
【0004】
上記に関連して、樹脂にフィラーと呼ばれる熱伝導率の高い無機充填剤を複合した材料が種々検討されている。例えば、一般的なビスフェノールA型エポキシ樹脂とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では3.8W/mK、温度波熱分析法では4.5W/mKの熱伝導率が達成可能とされている(例えば、特開2008−13759号公報参照)。同様に、特殊なエポキシ樹脂とアミン系の硬化剤とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では9.4W/mK、温度波熱分析法では10.4W/mKの熱伝導率が達成可能とされている(例えば、特許文献1参照)。
【0005】
さらに、熱伝導性に優れた熱硬化性樹脂硬化物として、窒化ホウ素と、エポキシ樹脂、アミン系硬化剤、及び硬化触媒等のポリマー成分とが含有されている熱伝導性樹脂組成物において、温度波熱分析法で熱伝導率6〜11W/mKを達成可能とされている(例えば、特許文献2参照)。
【0006】
さらに、パワーモジュールに適する接着材層の構造として、フィラーを含む第一の接着材層の少なくとも片面に、実質的に接着材のみからなる第二の接着材層を設けることで、接着強度が維持されて、剥がれなどの発生を抑制することができるとされている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−13759号公報
【特許文献2】特開2008−189818号公報
【特許文献3】特開2009−21530号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1及び特許文献2に記載の熱伝導性樹脂硬化物では、熱伝導性、接着強度、絶縁性のすべてを高いレベルで満足することが困難である場合があった。特に、熱伝導性樹脂組成物が窒化ホウ素を含む場合は、窒化ホウ素は柔らかいフィラーであるため、窒化ホウ素を含む樹脂組成物層の接着強度が低下する恐れがある。また、リン片状のフィラーであるので非ニュートン性流体の傾向が強く、樹脂流動性をコントロールし難い。
【0009】
また、特許文献3には接着材層の物性や評価法について記載がないものの、接着材層がフィラーを含まないことから、シートの厚さ方向の熱伝導性が著しく低下する恐れがあることが想定される。また、第二の接着材層に熱可塑性樹脂を用いていることから、金属と化学的に接着しないため接着強度が低くなることが想定される。
【0010】
上記状況に鑑み、本発明は熱伝導性、接着強度及び絶縁性のすべてに優れる多層樹脂シート硬化物を形成しうる多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置を提供する。
【課題を解決するための手段】
【0011】
前記課題を解決するための具体的手段は以下の通りである。
【0012】
<1>熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、を有する多層樹脂シート。
【0013】
<2>前記接着材層は、算術平均表面粗さRaが1.5μm以上4μm以下である前記樹脂組成物層の面上に設けられ、平均厚さが6μm以上15μm以下である、<1>に記載の多層樹脂シート。
【0014】
<3>前記樹脂組成物層は、熱硬化性樹脂としてエポキシ樹脂モノマー及び硬化剤を含む、<1>又は<2>に記載の多層樹脂シート。
【0015】
<4>前記樹脂組成物層は、樹脂組成物層中の全固形分中40体積%〜85体積%のフィラーを含む、<1>〜<3>のいずれか一項に記載の多層樹脂シート。
【0016】
<5>前記フィラーが窒化ホウ素フィラーを含む、<1>〜<4>のいずれか一項に記載の多層樹脂シート。
【0017】
<6>前記窒化ホウ素フィラーとして、体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーを含む、<5>記載の多層樹脂シート。
【0018】
<7>前記体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーの含有率が樹脂組成物層の全固形物中に10体積%〜60体積%である、<6>に記載の多層樹脂シート。
【0019】
<8>前記多層樹脂シートの圧縮率が10%以上である、<1>〜<7>のいずれか1項に記載の多層樹脂シート。
【0020】
<9>前記接着材層は、アクリル変性ゴムを含有するエポキシ樹脂、変性ポリイミド樹脂、及び変性ポリアミドイミド樹脂からなる群より選ばれる少なくとも1種の樹脂と、アルミナフィラーとを含む、<1>〜<8>のいずれか1項に記載の多層樹脂シート。
【0021】
<10><1>〜<9>のいずれか1項に記載の多層樹脂シートの熱処理物である多層樹脂シート硬化物。
【0022】
<11>前記熱硬化性樹脂が高次構造を有する樹脂硬化物を形成している<10>に記載の多層樹脂シート硬化物。
【0023】
<12><1>〜<9>のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの接着材層上に配置された金属板又は放熱板と、を含む樹脂シート積層体。
【0024】
<13><12>に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物。
【0025】
<14><1>〜<9>のいずれか1項に記載の多層樹脂シートの接着材層上に、金属板又は放熱板を配置して樹脂シート積層体を得る工程と、前記樹脂シート積層体に熱を与えて前記樹脂組成物層を硬化させる工程と、を含む<13>に記載の樹脂シート積層体硬化物の製造方法。
【0026】
<15><1>〜<9>のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの前記接着材層上に配置される金属箔と、を含む金属箔付き多層樹脂シート。
【0027】
<16>半導体素子と、前記半導体素子上に配置される<10>又は<11>に記載の多層樹脂シート硬化物と、を含む半導体装置。
【発明の効果】
【0028】
本発明によれば、熱伝導性、接着強度及び絶縁性のすべてに優れる多層樹脂シート硬化物を形成しうる多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置を提供することができる。
【図面の簡単な説明】
【0029】
【図1】本発明にかかる多層樹脂シートの樹脂層に含有されるフィラー粒子径分布の一例を示す図である。
【図2】本発明にかかる多層樹脂シートの樹脂層に含有されるフィラー粒子径分布一例を示す図である。
【図3】本発明にかかる多層樹脂シートの製造方法の工程図の一例を示す模式断面図である。
【図4】本発明にかかる多層樹脂シートの製造方法の工程図の一例を示す模式断面図である。
【図5】本発明にかかる樹脂シート積層体の製造方法の工程図の一例を示す模式断面図である。
【図6】本発明にかかる多層樹脂シート硬化物の一例を示す模式断面図である。
【図7】本発明にかかる多層樹脂シート硬化物と類似する構成を有する多層樹脂シート硬化物の一例を示す模式断面図である。
【図8】本発明にかかる多層樹脂シート硬化物の断面SEM写真の一例である。
【図9】本発明にかかる多層樹脂シート硬化物と類似する構成を有する多層樹脂シート硬化物の断面SEM写真の一例である。
【図10】本発明にかかる多層樹脂シート硬化物の断面SEM写真の一例である。
【図11】本発明にかかる多層樹脂シート硬化物と類似する構成を有する多層樹脂シート硬化物の断面SEM写真の一例である。
【図12】本発明にかかる多層樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す模式断面図である。
【図13】本発明にかかる多層樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す模式断面図である。
【図14】本発明にかかる多層樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す模式断面図である。
【図15】本発明にかかる多層樹脂シートを用いて構成されたLEDライトバーの構成の一例を示す模式断面図である。
【図16】本発明にかかる多層樹脂シートを用いて構成されたLED電球の構成の一例を示す模式断面図である。
【図17】本発明にかかる多層樹脂シートを用いて構成されたLED電球の構成の一例を示す模式断面図である。
【図18】本発明にかかる多層樹脂シートを用いて構成されたLED基板の構成の一例を示す模式断面図である。
【発明を実施するための形態】
【0030】
本明細書において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の作用が達成されれば、本用語に含まれる。
また本明細書において「〜」を用いて示された数値範囲は、「〜」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
さらに本明細書において組成物中の各成分の量は、組成物中に各成分に該当する物質が複数存在する場合には、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。
【0031】
<多層樹脂シート>
本発明の多層樹脂シートは、熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面(以下、「表面」ともいう)の算術平均表面粗さRaが1.5μm以下である接着材層とを有する。多層樹脂シートは、必要に応じてその他の層を有していてもよい。
【0032】
樹脂組成物層上に特定の算術平均表面粗さを有する接着材層を設けた多層樹脂シートは樹脂組成物層単独の樹脂シートと比較して、接着性及び絶縁性に優れる。また多層樹脂シートの樹脂組成物層を硬化させて得られる多層樹脂シート硬化物は、熱伝導性、接着強度及び絶縁性のすべてに優れる。多層樹脂シートは、例えば、熱処理をすることで硬化物とすることができる。
【0033】
上記について、例えば以下のように考えることができる。接着材層を樹脂組成物層上に設けて多層樹脂シートを構成することで、接着材層の樹脂設計において接着強度をより重視した樹脂設計が可能となる。すなわち、接着材層に接着強度が高い樹脂を用いることができ、樹脂組成物層に用いる樹脂のように熱伝導性を重視する樹脂設計にしなくてもよいためであると考えることができる。
【0034】
このように接着材層を樹脂組成物層上に設けて多層樹脂シートを構成することで、熱伝導性と接着性といった機能を分離し、それぞれの機能に特化した組成を選択することができる。すなわち、接着材層の樹脂設計においては、接着強度を重視した樹脂設計を行うことが可能となり、樹脂組成物層においては、熱伝導性を重視する樹脂設計を行うことができる。また、樹脂組成物層に接着層を貼り付けることで、樹脂組成物層の最薄部の厚さが厚くなり、絶縁破壊強度が向上する。これらの結果、多層樹脂シートとすることにより、樹脂組成物層単体の接着強度や絶縁破壊強度を上回る接着強度や絶縁破壊強度を得ることができる。
【0035】
また樹脂組成物層に加えて低弾性である接着材層を有することで、応力が緩和し易くなり、熱衝撃試験にて剥離し難くなる。さらに、接着材層の平滑な表面の反対側に樹脂組成物層が配置され、樹脂組成物層がフィラーを含むことで樹脂組成物層と接着材層の界面に凸凹を設けることができる。これにより樹脂組成物層と接着材層の間の接着強度がより向上する。これは、アンカー効果や接着面積の増大による密着力の増大によるためであると考えることができる。
【0036】
本発明の多層樹脂シートは、樹脂組成物層の少なくとも一方の面上に接着材層を有するが、樹脂組成物層の両方の面上に接着材層を有してもよい。また接着材層は樹脂組成物層とは対向しない面の上に更に、プラスチックフィルム等の支持体を有していてもよい。尚、前記支持体は保護フィルムとして機能する支持体を用いてもよい。接着材層が支持体を有する場合、接着材層表面の算術平均表面粗さは支持体を剥離した状態で測定される。
【0037】
本発明の多層樹脂シートは、表面の算術平均表面粗さが特定の範囲である接着材層を有する。この算術平均表面粗さが特定の範囲であることで、接着材層と被着体との接着強度がより向上すると考えることができる。本発明の多層樹脂シートにおける接着材層は、表面の算術平均表面粗さRaが1.5μm以下である。接着強度と熱伝導性の観点から、表面の算術平均表面粗さRaは1.3μm以下であることが好ましく、1.1μm以下であることがより好ましい。接着剤層の被着体と接触する側の表面の算術平均表面粗さを1.5μm以下にすることで、被着体とボイドレスで、強固な接着を形成することができる。接着材層の表面の算術平均表面粗さRaが1.5μmを超えると、接着強度及び熱伝導性が低下する場合がある。これは接着材層の表面粗さが大きいと、接着材層と被着体との間にボイドが入り易くなり、接着力が発現し難くなるためと考えられる。
【0038】
上記接着材層の表面の算術平均表面粗さは0.2μm以上であることが好ましく、0.4μm以上であることがより好ましい。表面の粗さが小さくなり過ぎると、加熱時に起こる表面の膨れが大きくなる場合がある。
【0039】
尚、接着材層の表面の算術平均表面粗さRaは、表面粗さ測定装置(例えば、小坂研究所製表面粗さ測定機)を用いて、測定条件として1mm/s、走査距離50mmにて測定される。具体的には、多層樹脂シートに保護フィルムが付いている場合は、このフィルムを剥がし多層樹脂シート表面を露出させる。測定台に多層樹脂シートを固定し、その上に測定針を落として算術平均表面粗さを測定することができる。
【0040】
前記樹脂組成物層上に設けられる接着材層の平均厚さは6μm以上15μm以下とすることが好ましい。熱伝導性と接着強度のバランスの観点から、6μm以上13μm以下であることがより好ましく、6μm以上12μm以下であることが特に好ましい。
【0041】
多層樹脂シートを構成する樹脂組成物層の接着材層が設けられる面における算術平均表面粗さは、1.5μm以上4.0μm以下とすることが好ましい。接着強度の観点から、1.7μm以上3.5μm以下であることがより好ましく、2.0μm以上3.0μm以下であることが特に好ましい。
【0042】
樹脂組成物層の算術平均表面粗さが1.5〜4.0μmとなるような凸凹を設けることで、樹脂組成物層と接着材層間の接着強度がより向上する。これは例えば、アンカー効果や接着面積の増大による密着力の増大によるためであると考えることができる。
【0043】
接着材層が設けられる前の樹脂組成物層の表面の算術平均表面粗さRaは、樹脂組成物層の表面について、表面粗さ測定装置(例えば、小坂研究所製表面粗さ測定機)を用いて、測定条件として1mm/sにて測定される。
【0044】
接着材層が設けられた後の樹脂組成物層の表面の算術平均表面粗さRaは、樹脂埋め込みを行って樹脂組成物層を保護し、研磨し断面を出す。これを走査型電子顕微鏡により観察し、手計算を行うことで測定できる。
【0045】
樹脂組成物層の表面の算術平均表面粗さを所定の範囲とする方法は次の方法が挙げられる。例えば、粗さを小さくする方法としては、平面プレスやロールプレス、ラミネータ法といった機械的に加圧して平滑化する方法、樹脂やフィラー等の分散性を上げて塗工時に大粒子を少なくする手法等を挙げることができる。樹脂やフィラー等の分散性を上げる方法としては、樹脂やフィラー等への親和性の高い溶剤を選択すること等が挙げられる。粗さを大きくする方法としては、樹脂組成物原料のフィラーを粗大化する手法や充填量を高くすること、フィラーとの濡れ性が悪い溶剤を少量添加する手法等を挙げることができる。
【0046】
本発明の多層樹脂シートにおいては、樹脂組成物層の接着材層が設けられる面における算術平均表面粗さRaが1.5μm以上4μm以下であって、接着材層の厚さが6μm以上15μm以下であるときに上記で述べた効果が生じ易い傾向にある。
これは例えば、以下のように考えることができる。
【0047】
すなわち、樹脂組成物層の表面を接着材層で覆うことで、樹脂組成物層の表面にある凸凹(例えば、フィラーに起因する凸凹)を埋めることができる。さらに、前記多層樹脂シートを接着材層が被着体に接するように貼り付ける際に、被着体と多層樹脂シートを接着させるだけでなく、その貼り付け時の圧力により接着材層が変形し、樹脂組成物層の凸凹が接着材層により充填される。これらにより多層樹脂シートの最薄部の厚みが増し、多層樹脂シートの厚さがより均一になるため、絶縁耐圧が向上すると考えることができる。このため、被着体を接着した後の多層樹脂シートの厚さは、Bステージ時(後述)の多層樹脂シートの厚さと比較して、厚さが均一化し、空隙率が小さくなるため薄くなる傾向にある。
【0048】
絶縁破壊は電界集中が生じ易い樹脂組成物層の最薄部で起こり易い。印加される電界は厚さに反比例して小さくなるため、この最薄部が接着材層の樹脂により厚くなることにより、絶縁破壊が起き難くなると考えることができる。またこれらの接着力や絶縁耐圧の向上といった効果は、多層樹脂シートの硬化前後でも変わらずに発揮される。
【0049】
[樹脂組成物層]
樹脂組成物層は、熱硬化性樹脂の少なくとも1種と、フィラーの少なくとも1種とを含み、必要に応じてその他の成分を含んで構成される。
熱硬化性樹脂とフィラーを含むことで、樹脂組成物層を熱処理して硬化することにより熱伝導性に優れた樹脂硬化物層(熱伝導層)を形成することができる。またフィラーを含むことで、樹脂組成物層の表面の算術平均表面粗さを所望の範囲とすることが容易になる。
【0050】
(フィラー)
前記樹脂組成物層は、フィラーを含むことで熱伝導性を向上させている。前記樹脂組成物層中のフィラーの含有率は特に制限されず、熱伝導性と接着性の観点から、樹脂組成物層の全固形分中40体積%〜85体積%であることが好ましく、熱伝導性の観点から、50体積%〜80体積%であることがより好ましい。また、樹脂組成物層のフィラーの含有量を全固形分中40体積%〜85体積%とすることにより、樹脂組成物層の算術平均表面粗さが1.5〜4.0μmとなるような凸凹を設けることができる。
なお、樹脂組成物層の全固形分とは、樹脂組成物層を構成する成分のうち、非揮発性成分の総量を意味する。
【0051】
特に、樹脂組成物層が窒化ホウ素フィラーを含むことで、熱伝導性が飛躍的に向上する。これは例えば、以下のように考えることができる。窒化ホウ素のモース硬度は2と、他のアルミナや窒化アルミといった絶縁セラミックス(例えば、硬度8)と比較して低く、柔らかい。さらに球形や丸み状といった形状の窒化ホウ素は1次粒子が凝集した形になっているので、粒子内部に空洞が存在している。このため、溶融した樹脂よりは硬いながら、粒子自体も変形し易いものになっている。その結果、外力により容易に変形することができ、後述する加熱加圧工程、ラミネート工程、及びプレス工程が行われた場合に変形が可能であり、この変形の際にフィラー間から樹脂を排除することができる。このため、フィラー同士が容易に接近することができ、樹脂組成物層の内部に窒化ホウ素を含む大粒子径のフィラーが連続して接触している構造が形成し易くなり、熱伝導性が飛躍的に向上すると考えることができる。
【0052】
前記フィラーが窒化ホウ素粒子を含んでいることを確認するには、樹脂組成物又はシートの組織を顕微鏡にて直接観察する手法が有効である。例えば、樹脂シート又はその硬化物の断面をSEM(走査型電子顕微鏡)にて観察することで、樹脂組成物中のフィラーの結晶形を確認すること、更に、SEM−EDX(エネルギー分散型X線分光器)を用い、フィラーの元素を定性することで確認できる。
【0053】
樹脂組成物層が窒化ホウ素フィラーを含む場合、熱伝導性の観点からその体積平均粒子径が10μm以上100μm以下であることが好ましく、絶縁性の観点から20μm以上90μm以下であることがより好ましく、接着性の観点から30μm以上80μm以下であることがさらに好ましい。
【0054】
樹脂組成物層が窒化ホウ素フィラーを含む場合、その含有率が樹脂組成物層の全固形分中10体積%以上60体積%以下であることが接着性の観点から好ましく、熱伝導性の観点から15体積%以上55体積%以下であることがより好ましく、絶縁性の観点から20体積%〜以上50体積%以下であることがさらに好ましい。
【0055】
特に、体積平均粒子径が10μm以上100μm以下である窒化ホウ素フィラーの含有率が樹脂組成物層の全固形分中に10体積%以上60体積%以下であることが好ましい。体積平均粒子径が10μm以上100μm以下である窒化ホウ素フィラーの含有率が上記範囲であると、熱伝導性の点で好ましい。
【0056】
上記窒化ホウ素フィラーの体積平均粒子径は、20μm以上90μm以下であることがより好ましく、30μm以上80μm以下であることがさらに好ましい。
上記窒化ホウ素フィラーの含有率は、樹脂組成物層の全固形分中に15体積%以上55体積%以下であることがより好ましく、20体積%以上50体積%以下であることがさらに好ましい。
【0057】
樹脂組成物層が窒化ホウ素フィラーを含む場合、窒化ホウ素フィラーに加えて、その他の絶縁性を有する無機化合物をさらに含んでいてもよい。フィラーに含まれる窒化ホウ素の含有率は特に制限されない。フィラーに含まれる窒化ホウ素の含有率は、熱伝導性の観点から、フィラーの総体積を100体積%とした場合、12体積%以上90体積%以下であることが好ましく、20体積%以上85体積%以下であることがより好ましい。
【0058】
さらに、樹脂組成物層は、体積平均粒子径が異なるフィラーを含んでいてもよい。具体的には、体積平均粒子径が10μm以上100μm以下である窒化ホウ素フィラーの他に、粒子径が上記範囲内の他のフィラーや、粒子径が上記範囲よりも小さいフィラーを含んでいてもよい。また、これらを最密充填できるように、粒子径の差が大きいフィラーを組み合わせて充填することも好ましい。更に、大・中・小のサイズの異なる3種の粒子を混合して、最密充填を試みてもよい。
【0059】
窒化ホウ素と同じ粒子径範囲のフィラーを大粒子径とすると、体積平均粒子径が10μm以上100μm以下であることが好ましく、絶縁性の観点から、20μm以上90μm以下であることがより好ましく、接着性の観点から、30μm以上80μm以下であることが特に好ましい。
中粒子径のフィラーは、体積平均粒子径が1μm以上10μm以下であることが好ましく、樹脂溶融粘度の観点から、1.5μm以上8μm以下であることがより好ましく、充填性の観点から、2μm以上6μm以下であることが特に好ましい。
小粒子径のフィラーは、体積平均粒子径が0.01μm以上1μm以下であることが好ましく、分散性の観点から、0.05μm以上0.8μm以下であることがより好ましく、充填性の観点から、0.1μm以上0.6μm以下であることが特に好ましい。
【0060】
体積平均粒子径が異なる少なくとも3種類のフィラーを含むことで、フィラーが十分に充填され、熱伝導性が向上する傾向にある。さらに、大粒子径のフィラーが窒化ホウ素フィラーを含むことで、熱伝導性がいっそう向上する傾向にある。
【0061】
フィラーの体積平均粒子径は、レーザー回折法、又は樹脂組成物層の断面観察を用いて、直接実測することで測定される。レーザー回折法を用いる場合、まず樹脂組成物中のフィラーを抽出し、レーザー回折散乱粒度分布測定装置(例えば、ベックマン・コールター社製、LS230)を用いることで測定可能である。具体的には、有機溶剤等や硝酸、王水などを用いて、樹脂組成物中からフィラー成分を抽出し、超音波分散機などで十分に分散する。この分散液の粒子径分布を測定することで、フィラーの体積平均粒子粒径の測定が可能になる。
【0062】
フィラーの体積平均粒子径は、樹脂組成物層、多層樹脂シート又はそれらの硬化物の断面を走査型電子顕微鏡にて観察し、実測することでも測定することができる。具体的には、これらの樹脂組成物層等を透明なエポキシ樹脂に埋め込み、ポリッシャーやスラリーなどで研磨して、樹脂組成物層等の断面を露出させる。この断面を直接観察することで、フィラー粒径の定量が可能になる。また、FIB装置(集束イオンビームSEM)などを用いて、二次元の断面観察を連続的に行い、三次元構造解析を行なうことが好ましい。
【0063】
図1及び図2に多層樹脂シートの樹脂組成物層が大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含む場合のフィラー粒子径分布の一例を示す。図1及び図2に示すように、粒子径が0.01μm以上1μm未満の範囲、粒子径が1μm以上10μm未満の範囲、及び粒子径が10μm以上100μm以下の範囲のそれぞれの範囲に粒子径分布のピークが存在する。このような粒子径分布を持っているフィラーを含む樹脂組成物層を用いることで、前記多層樹脂シートは熱伝導、絶縁性等の機能を十分に発現できる傾向がある。
【0064】
多層樹脂シートの樹脂組成物層が前記小粒子径のフィラー、中粒子径のフィラー及び大粒子径のフィラーを含む場合、熱伝導性、絶縁性の観点から、前記小粒子径のフィラーの体積平均粒子径に対する中粒子径のフィラーの体積平均粒子径の比(中粒子径のフィラーの体積平均粒子径/小粒子径のフィラーの体積平均粒子径)が5〜50であることが好ましく、充填性と熱伝導性の観点から、8〜20であることがより好ましい。
【0065】
また熱伝導性、絶縁性の観点から、前記中粒子径のフィラーの体積平均粒子径に対する大粒子径のフィラーの体積平均粒子径の比(大粒子径のフィラーの体積平均粒子径/大粒子径のフィラーの体積平均粒子径)が3〜40であることが好ましく、熱伝導性の観点から5〜30であることがより好ましい。
【0066】
前記フィラーが大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含む場合、前記フィラーは全体として広い体積平均粒径分布を有するものであることが好ましいが、粒径分布は特に制限されない。すなわち、広い粒径分布を示すものであっても、狭い粒径分布を示すものであってもよい。熱伝導性の観点からは、充填率を高くできる広い粒径分布を有する方が好ましい。
【0067】
また前記フィラーは、フィラー全体として前記大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含んでいてもよい。すなわち、フィラー全体の粒径分布を測定した場合に、体積平均粒子径が0.01μm以上1μm未満の小粒子径のフィラーに対応するピークと、体積平均粒子径が1μm以上10μm未満の中粒子径のフィラーに対応するピークと、体積平均粒子径が10μm以上100μm以下の大粒子径のフィラーに対応するピークと、の少なくとも3つのピークが観測されてもよい。
【0068】
かかる態様のフィラーは、例えば、粒径分布においてそれぞれが単一のピークを示す大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを混合して構成してもよく、また、それぞれのフィラーの粒径分布において2以上のピークを有するフィラーを用いて構成されてもよい。
【0069】
多層樹脂シートの樹脂組成物層が大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含む場合、小粒子径のフィラー、中粒子径のフィラー及び大粒子径のフィラーの総体積中における体積基準の含有率としては、小粒子径のフィラーの含有率が1体積%〜15体積%であって、中粒子径のフィラーの含有率が10体積%〜40体積%であって、大粒子径のフィラーの含有率が45体積%〜80体積%であることが好ましく、充填性、熱伝導性の観点から、小粒子径のフィラーの含有率が6体積%〜15体積%であって、中粒子径のフィラーの含有率が18体積%〜35体積%であって、大粒子径のフィラーの含有率が50体積%〜70体積%であることがより好ましい。
【0070】
大粒子径のフィラーの含有率を極力高く(例えば、フィラー全体量に対して60体積%〜70体積%程度)し、次に中粒子径のフィラーの含有率を極力高く(例えば、15体積%〜30体積%程度)することで、より効果的に熱伝導性を向上することができる。このように体積平均粒子径が異なるフィラーを含むことで、熱伝導性がより効果的に向上する。
【0071】
前記フィラーの体積平均粒子径及び含有比率の組み合わせは、小粒子径のフィラーの体積平均粒子径が0.01μm以上1μm未満であり、中粒子径のフィラーの体積平均粒子径が1μm以上10μm以下であり、大粒子径の体積平均粒子径が10μm以上100μm以下であって、大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーの含有比率が体積基準でそれぞれ1%〜15%、10%〜40%、45%〜80%であることが好ましい。
【0072】
特に、小粒子径のフィラーの体積平均粒子径が0.01μm以上0.6μm以下であり、中粒子径のフィラーの体積平均粒子径が2μm以上6μm以下であり、大粒子径のフィラーの体積平均粒子径が20μm以上90μm以下であって、大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーの含有比率がフィラー全体量に対する体積基準でそれぞれ、6%〜15%、18%〜35%、45%〜80%であることがより好ましい。
【0073】
小粒子径のフィラーと中粒子径のフィラーの体積基準混合比は、フィラー充填性と熱伝導性の観点から1:0.5〜1:40であることが好ましく、1:1〜1:7であることがより好ましい。
小粒子径のフィラーと大粒子径のフィラーの体積基準混合比は、フィラー充填性と熱伝導性の観点から1:3〜1:80であることが好ましく、1:4〜1:15であることがより好ましい。
【0074】
大粒子径のフィラーが窒化ホウ素を含む場合、大粒子径のフィラーが含む窒化ホウ素以外のその他の絶縁性を有する無機化合物としては、酸化アルミニウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、タルク、マイカ、水酸化アルミニウム、硫酸バリウム等を挙げることができる。中でも、熱伝導性の観点から、酸化アルミニウム、窒化ホウ素、窒化アルミニウムが好ましい。また、これらのフィラーの材質としては、1種類単独であっても、2種類以上を併用してもよい。
【0075】
小粒子径のフィラー及び中粒子径のフィラーとしては、絶縁性を有する無機化合物であれば特に制限はないが、高い熱伝導率を有するものであることが好ましい。小粒子径のフィラー及び中粒子径のフィラーの具体例としては、酸化アルミニウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、タルク、マイカ、水酸化アルミニウム、硫酸バリウム等を挙げることができる。中でも、熱伝導性の観点から、酸化アルミニウム、窒化ホウ素、窒化アルミニウムが好ましい。また、これらのフィラーの材質としては、1種類単独であっても2種類以上を併用してもよい。
【0076】
前記フィラーの粒子形状としては特に制限はなく、球形状、丸み状、破砕状、りん片状、及び凝集粒子などが挙げられる。中でも、充填性と熱伝導性の観点から、球形状、丸み状が好ましい。
【0077】
(熱硬化性樹脂)
樹脂組成物層を構成する熱硬化性樹脂としては特に制限はなく、通常用いられる熱硬化性樹脂から適宜選択して用いることができる。中でも熱硬化性樹脂は、熱伝導性と接着強度の観点から、エポキシ樹脂モノマーの少なくとも1種を含むことが好ましく、エポキシ樹脂モノマーの少なくとも1種と硬化剤の少なくとも1種を含むことがより好ましい。
【0078】
−エポキシ樹脂モノマー−
本発明における樹脂組成物は、エポキシ樹脂モノマー(以下、単に「エポキシ樹脂」ということがある)の少なくとも1種を含む。前記エポキシ樹脂としては通常用いられる一般的なエポキシ樹脂を特に制限なく用いることができる。なかでも硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。
【0079】
エポキシ樹脂モノマーが、特定構造を有するノボラック樹脂とともに樹脂硬化物を形成することで、樹脂硬化物中に共有結合や分子間力に由来する架橋密度の高い構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0080】
一般的なエポキシ樹脂の具体例としては、ビスフェノールA型、F型、S型、AD型等のグリシジルエーテル、水素添加したビスフェノールA型のグリシジルエーテル、フェノールノボラック型のグリシジルエーテル、クレゾールノボラック型のグリシジルエーテル、ビスフェノールA型のノボラック型のグリシジルエーテル、ナフタレン型のグリシジルエーテル、ビフェノール型のグリシジルエーテル、ジヒドロキシペンタジエン型のグリシジルエーテル、トリフェニルメタン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などが挙げられる。
【0081】
エポキシ樹脂モノマーとして、硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。例えば、25℃で液状のエポキシ樹脂モノマーを用いることが好ましい。これにより、シート化時の柔軟性や積層時の流動性が発現し易くなる。このような25℃で液状のエポキシ樹脂モノマーとしては、例えば、ビスフェノールA型やAD型、これらの水素添加した樹脂やナフタレン型、反応性希釈剤とよばれる片末端がエポキシ基を有している樹脂などが挙げられる。中でも、硬化後の温度に対する弾性率変化や熱物性の観点から、ビスフェノールA型やAD型、ナフタレン型のエポキシ樹脂モノマーであることが好ましい。
【0082】
また、上記の25℃で液状のエポキシ樹脂モノマーの分子量としては特には制限されないが、例えば、積層時の流動性の観点から100以上100000以下であることが好ましく、200以上50000以下であることがより好ましく、300以上10000以下であることが特に好ましい。
特に、分子量が5000以下のビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルからなる群より選ばれる少なくとも1種の液状エポキシ樹脂を含むときは、樹脂組成物をシート化した時の柔軟性や積層時の流動性をより向上することができる。
【0083】
前記エポキシ樹脂モノマーは多官能エポキシ樹脂を含んでいてもよい。これにより高Tg(ガラス転移温度)化、高熱伝導化をより効果的に達成することができる。多官能エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂等が好ましく用いられる。
【0084】
また、熱伝導性の観点からメソゲン基を有するエポキシ樹脂を用いることができる。これにより、より高い熱伝導性を発現することができる。ここでいうメソゲン基は、エポキシ樹脂モノマーが硬化剤とともに樹脂硬化物を形成した場合に、樹脂硬化物中にメソゲン基に由来する高次構造を形成することができるものであれば、特に制限はない。
【0085】
尚、ここでいう高次構造とは、樹脂組成物の硬化後に分子が配向配列している状態を意味し、例えば、樹脂硬化物中に結晶構造や液晶構造が存在することである。このような結晶構造や液晶構造は、例えば、直交ニコル下での偏光顕微鏡による観察やX線散乱により、その存在を直接確認することができる。また貯蔵弾性率の温度に対する変化が小さくなることでも、間接的に存在を確認できる。
【0086】
前記メソゲン基として具体的には、ビフェニル基、ターフェニル基、ターフェニル類縁体、アントラセン基、及び、これらがアゾメチン基やエステル基で接続された基などが挙げられる。
【0087】
エポキシ樹脂モノマーとしてメソゲン基を有するエポキシ樹脂モノマーを用い、硬化剤とともに樹脂硬化物を構成することで、高い熱伝導性を達成することができる。これは例えば、以下のように考えることができる。すなわち、分子中にメソゲン基を有するエポキシ樹脂モノマーが、硬化剤(好ましくは、後述するノボラック樹脂)とともに樹脂硬化物を形成することで、樹脂硬化物中にメソゲン基に由来する規則性の高い高次構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0088】
前記メソゲン基を有するエポキシ樹脂モノマーとして、具体的には例えば、4,4’−ビフェノールグリシジルエーテル、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、4−(オキシラニルメトキシ)安息香酸−1,8−オクタンジイルビス(オキシ−1,4−フェニレン)エステル、2,6−ビス[4−[4−[2−(オキシラニルメトキシ)エトキシ]フェニル]フェノキシ]ピリジン等を挙げることができる。中でも、熱伝導性の向上の観点から、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンであることが特に好ましい。
【0089】
また、前記エポキシ樹脂は液状エポキシ樹脂を含んでいてもよく、これにより後述するAステージやBステージ時の樹脂軟化点を低下させることが可能となる。具体的には、シートの取り扱い性を向上させることができる。しかし、液状エポキシ樹脂はTgや熱伝導性が低い場合があるので、液状エポキシ樹脂の含有量は樹脂硬化物の物性との兼ね合いで適宜選択できる。
【0090】
前記樹脂組成物層中におけるエポキシ樹脂モノマーの含有率としては特に制限はないが、熱伝導性と接着性の観点から、樹脂組成物層を構成する全固形分中、3質量%〜30質量%であることが好ましく、熱伝導性の観点から、4質量%〜25質量%であることがより好ましく、5質量%〜20質量%であることがさらに好ましい。
【0091】
−硬化剤−
前記樹脂組成物層は、硬化剤の少なくとも1種を含むことが好ましい。硬化剤は、エポキシ樹脂モノマーと反応して樹脂硬化物を形成可能な化合物であれば特に制限はない。具体的には例えば、ノボラック樹脂、芳香族アミン系硬化剤、脂肪族アミン系硬化剤、メルカプタン系硬化剤、酸無水物硬化剤などの重付加型硬化剤などを用いることができる。また、これらの硬化剤にイミダゾール、トリフェニルホスフィン、またこれらに側鎖を持たせた置換体などの硬化触媒などを用いることができる。
樹脂組成物層は、熱伝導性と絶縁性の観点から、ノボラック樹脂の少なくとも1種を硬化剤として含むことが好ましい。
【0092】
前記ノボラック樹脂としては、エポキシ樹脂の硬化剤として通常用いられるノボラック樹脂であれば特に制限はない。ノボラック樹脂は、熱伝導性と絶縁性の観点から、下記一般式(I)で表される構造単位を有する化合物の少なくとも1種であることが好ましい。
【0093】
【化1】

【0094】
上記一般式(I)においてR1は、アルキル基、アリール基、又はアラルキル基を表す。R1で表されるアルキル基、アリール基及びアラルキル基は、可能であれば置換基をさらに有していてもよく、該置換基としては、アルキル基、アリール基、ハロゲン原子、水酸基等を挙げることができる。
mは0〜2の整数を表し、mが2の場合、2つのR1は同一であっても異なってもよい。本発明において、流動性の観点からmは0又は1であることが好ましく、熱伝導性の観点からmは0であることがより好ましい。
【0095】
前記ノボラック樹脂は、上記一般式(I)で表される構造単位を有する化合物の少なくとも1種を含むものであることが好ましい。上記一般式(I)で表される構造単位を有する化合物の2種以上を含むものであることもまた好ましい。
【0096】
前記ノボラック樹脂は、フェノール性化合物としてレゾルシノールに由来する部分構造を含むことが好ましいが、レゾルシノール以外のフェノール性化合物に由来する部分構造の少なくとも1種をさらに含んでいてもよい。レゾルシノール以外のフェノール性化合物としては、例えば、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,4−トリヒドロキシベンゼン、1,3,5−トリヒドロキシベンゼン等を挙げることができる。前記ノボラック樹脂は、これらに由来する部分構造を1種単独でも、2種以上組み合わせて含んでいてもよい。
ここでフェノール性化合物に由来する部分構造とは、フェノール性化合物のベンゼン環部分から水素原子を1個又は2個取り除いて構成される1価又は2価の基を意味する。なお、水素原子が取り除かれる位置は特に限定されない。
【0097】
前記レゾルシノール以外のフェノール性化合物に由来する部分構造としては、熱伝導性、接着性、保存安定性の観点から、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,3−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、及び、1,3,5−トリヒドロキシベンゼンからなる群より選ばれる少なくとも1種に由来する部分構造であることが好ましく、カテコール及びヒドロキノンからなる群より選ばれる少なくとも1種に由来する部分構造であることがより好ましく、カテコールレゾルシノールノボラック樹脂又はヒドロキノンレゾルシノールノボラック樹脂であることが更に好ましい。
【0098】
前記ノボラック樹脂がレゾルシノールに由来する部分構造を含む場合、その含有比率については特に制限はないが、熱伝導性の観点から、ノボラック樹脂の全質量に対するレゾルシノールに由来する部分構造の含有比率が55質量%以上であることが好ましく、さらに高い熱伝導性を実現する観点から、80質量%以上であることがより好ましい。
【0099】
一般式(I)においてR2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、フェニル基又はアラルキル基を表す。R2及びR3で表されるアルキル基、フェニル基、アリール基及びアラルキル基は、可能であれば置換基をさらに有していてもよく、該置換基としては、アルキル基、アリール基、ハロゲン原子、及び水酸基等を挙げることができる。
【0100】
前記ノボラック樹脂の数平均分子量としては熱伝導性の観点から、800以下であることが好ましく、樹脂粘度と熱伝導性、ガラス転移温度の観点から、300以上700以下であることがより好ましく、更なる高い熱伝導性の観点から、350以上550以下であることがより好ましい。
【0101】
前記樹脂組成物層において、上記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂は、ノボラック樹脂を構成するフェノール性化合物であるモノマーを含んでいてもよい。ノボラック樹脂を構成するフェノール性化合物であるモノマーの含有比率(以下、「モノマー含有比率」ということがある)としては特に制限はないが、成形性や熱伝導性、ガラス転移温度の観点から、5質量%〜80質量%であることが好ましく、高い熱伝導性やガラス転移温度の観点から、15質量%〜60質量%であることがより好ましく、更なる高い熱伝導性やガラス転移温度の観点から、20質量%〜50質量%であることがさらに好ましい。
【0102】
ノボラック樹脂がフェノール性化合物のモノマーを含む場合、モノマーの含有比率が5質量%以上であると、ノボラック樹脂の粘度上昇を抑制し、前記フィラーの密着性がより向上する傾向にある。また80質量%以下であると、硬化の際における架橋反応により、より高密度な高次構造が形成され、優れた熱伝導性と耐熱性が達成できる傾向にある。
【0103】
ノボラック樹脂を構成するフェノール性化合物のモノマーとしては、レゾルシノール、カテコール、ヒドロキノンを挙げることができ、硬化前の低溶融粘度と硬化後の高熱伝導及び高架橋密度の観点から、レゾルシノールをモノマーとして含むことが好ましい。
【0104】
樹脂組成物層中の硬化剤の含有率は特に制限されないが、熱伝導性と接着性の観点から樹脂組成物層の全固形分中1〜10質量%であることが好ましく、1〜8質量%であることがより好ましい。
また樹脂組成物層中の硬化剤の含有量は、前記エポキシ樹脂モノマーに対して当量基準で、0.8〜1.2であることもまた好ましく、0.9〜1.1であることがより好ましい。
【0105】
(シランカップリング剤)
前記樹脂組成物層は、シランカップリング剤の少なくとも1種をさらに含有してもよい。シランカップリング剤を含むことで、エポキシ樹脂及びノボラック樹脂を含む樹脂成分とフィラーの結合性がより向上し、より高い熱伝導率とより強い接着性を達成することができる。
【0106】
前記シランカップリング剤としては、樹脂成分と結合する官能基、及びフィラーと結合する官能基を有する化合物であれば特に制限はなく、通常用いられるシランカップリング剤を用いることができる。
前記フィラーと結合する官能基としては、トリメトキシシリル基、トリエトキシシリル基等のトリアルコキシシリル基を挙げることができる。また前記樹脂成分と結合する官能基としては、エポキシ基、アミノ基、メルカプト基、ウレイド基、アミノフェニル基等を挙げることができる。
【0107】
シランカップリング剤として具体的には例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン、3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどを挙げることができる。
またSC−6000KS2に代表されるシランカップリング剤オリゴマ(日立化成コーテットサンド社製)を使用することもできる。
これらのシランカップリング剤は1種単独で用いても、又は2種類以上を併用することもできる。
【0108】
前記樹脂組成物層におけるシランカップリング剤の含有率としては、特に制限はないが、熱伝導性の観点から、樹脂組成物層の全固形分中に0.02質量%〜0.83質量%であることが好ましく、0.04質量%〜0.42質量%であることがより好ましい。
フィラーに対するシランカップリング剤の含有比率は、熱伝導性、絶縁性、成形性の観点から、0.02質量%〜1質量%であることが好ましく、高い熱伝導性の観点から0.05質量%〜0.5質量%であることがより好ましい。
【0109】
(その他の成分)
前記樹脂組成物層は、上記成分に加えて必要に応じてその他の成分を含むことができる。その他の成分としては、有機溶剤、硬化促進剤、分散剤等を挙げることができる。
【0110】
(樹脂組成物層の調製方法)
前記樹脂組成物層の調製方法としては、通常用いられる樹脂シートの製造方法を特に制限なく用いることができる。
例えば、前記熱硬化性樹脂(好ましくは、エポキシ樹脂モノマー)と、前記硬化剤(好ましくは、ノボラック樹脂)と、前記フィラーと、必要に応じて含まれるその他の成分と、有機溶剤とを混合して樹脂組成物を調製し、これをシート状に成形し、有機溶剤の少なくとも一部を除去することで、樹脂組成物層を調製することができる。
【0111】
前記有機溶剤としては特に制限はなく、目的に応じて適宜選択することができる。前記有機溶剤は樹脂組成物層の調製時の乾燥工程にて、除去されるものであり、大量に残留していると熱伝導性や絶縁性能に影響を及ぼす場合があるので、沸点や蒸気圧が低いものが望ましい。また乾燥時に完全に除去されてしまうと、樹脂組成物層が硬くなり、接着性が低下する場合があるので、乾燥方法、乾燥条件との適合が必要である。
さらに、用いる樹脂の種類やフィラーの種類、樹脂組成物層の調製時の乾燥性等により有機溶剤の種類を適宜選択することもできる。
【0112】
前記有機溶媒の種類としては、例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−プロパノール、シクロヘキサノール等のアルコール溶剤;メチルエチルケトン、シクロヘキサノン、シクロペンタノン等のケトン溶剤;ジメチルホルムアミド、ジメチルアセトアミド等のアミド溶剤を好ましく用いることができる。
【0113】
また樹脂組成物を構成する成分を混合、分散する方法としては、通常の撹拌機、らいかい機、三本ロール、ボールミル等の分散機を適宜組み合わせて行うことができる。
【0114】
前記樹脂組成物層は、例えば、前記フィラーを含む樹脂組成物を支持体上に塗布して塗布層を形成し、塗布層から有機溶剤の少なくとも一部を除去(乾燥)して、シート状に成形することで調製することができる。また、シート状に成形された樹脂組成物層の片面もしくは両面には支持体を設けてもよい。これにより、外的環境からの異物の付着や衝撃から樹脂組成物層を保護することができる。
【0115】
前記樹脂組成物層の平均膜厚は目的に応じて適宜選択できる。樹脂組成物層の平均膜厚は熱抵抗の観点からは薄い方が良いが、絶縁性の観点からは厚い方が良い。例えば、樹脂組成物層の平均膜厚は50μm〜400μmであってよく、100μm〜250μmであることが好ましく、80μm〜230μmであることがより好ましい。
前記樹脂組成物層の膜厚は、マイクロメータ、触針式膜厚計、針式膜厚計等を用いて測定することができる。
【0116】
前記支持体としては、ポリテトラフルオロエチレンフィルム、ポリエチレンテレフタレートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリイミドフィルムなどのプラスチックフィルム等が挙げられる。これらのフィルムに対して、必要に応じてプライマー塗布、UV処理、コロナ放電処理、研磨処理、エッチング処理、離型処理等の表面処理を行ってもよい。また前記支持体として、銅箔やアルミ板等の金属を用いることもできる。中でも、作業性と入手性の観点から、ポリエチレンテレフタレートフィルム、ポリイミドフィルムが好ましい。
【0117】
前記支持体がフィルムである場合、その膜厚は、特に制限はなく、形成する樹脂組成物層の膜厚や多層樹脂シートの用途によって適宜、当業者の知識に基づいて定められるものである。経済性がよく、取り扱い性が良い点で、好ましくは10μm〜150μm、より好ましくは20μm〜120μm、さらに好ましくは30μm〜100μm、さらにより好ましくは40μm〜80μmである。
【0118】
前記樹脂組成物の塗布方法、乾燥方法については特に制限はなく、通常用いられる方法を適宜選択することができる。例えば、塗布方法としてはコンマコータやダイコータ、ディップ塗工等が挙げられ、乾燥方法としては、常圧下や減圧下での加熱乾燥、自然乾燥や凍結乾燥等が挙げられる。
【0119】
前記樹脂組成物層は、支持体上に形成された1層の塗布層からなるものであってよく、2層以上重ね塗りをしたものであってもよい。または、支持体上に形成された塗布層を2層貼り合わせて構成されたものであってもよい。
【0120】
尚、本明細書においては、塗布層を乾燥させて形成した樹脂組成物層を有する多層樹脂シートをAステージシート、樹脂組成物層をさらに加熱加圧処理した多層樹脂シートをBステージシート、さらに熱処理により樹脂組成物層を硬化した多層樹脂シート硬化物をCステージシートと称する場合がある。
【0121】
上記Bステージシートは樹脂組成物が半硬化した状態であることが好ましい。これにより取り扱い性が向上する。これはAステージシートと比較して硬化が進行していることで弾性率が上昇し、強度が向上しているためである。一方で、樹脂の硬化度を柔軟に取り扱いできる程度に抑える必要がある。また、樹脂組成物層を半硬化状態のBステージシートにする方法としては、例えば、後述の加熱加圧処理する方法を挙げることができる。
本発明においては、接着材層を設ける前に樹脂組成物層を半硬化(Bステージ)状態にしても、接着剤層を設けた後に樹脂組成物層をBステージ状態にしてもよい。
【0122】
前記Bステージシートは樹脂組成物が半硬化した状態であることが好ましい。ここでBステージシートとは、樹脂シートの粘度が、常温(25度)においては104Pa・s〜107Pa・sであるのに対して、100℃で102Pa・s〜106Pa・sに粘度が0.01〜30%低下するものである。また、後述する硬化後の樹脂シート硬化物は加温によっても溶融することはない。尚、上記粘度は、動的粘弾性測定(周波数1ヘルツ、荷重40g、昇温速度3℃/分)によって測定されうる。
【0123】
本発明においては、Bステージ状態の樹脂組成物層上に接着材層を設けた後に、熱処理により樹脂組成物層を硬化(Cステージ)状態にすることが好ましい。硬化後の樹脂シート硬化物は、加温によっても溶融することはない。熱処理の条件については後述する。
【0124】
前記樹脂組成物層は、前記塗布層から有機溶剤の少なくとも一部を除去して得られることが好ましい。さらに有機溶剤の少なくとも一部を除去した塗布層を加熱加圧処理に付することによって、樹脂組成物層を半硬化(Bステージ)状態としたものであることがより好ましい。
【0125】
樹脂組成物層を加熱加圧処理する方法には特に制限はない。例えば、熱プレスやラミネータを用いて加熱加圧処理することができる。
また、樹脂組成物層を半硬化状態とする加熱加圧条件は、樹脂組成物層を形成する樹脂組成物の組成に応じて適宜選択できる。例えば、加熱温度60℃〜180℃、圧力0.1MPa〜100MPa、0.1分間〜30分間の条件で加熱加圧処理することができる。
【0126】
樹脂組成物に含まれる熱硬化性樹脂がエポキシである場合には、例えば、加熱温度60℃〜180℃、圧力0.1MPa〜50MPa、0.1分間〜30分間の条件で加熱加圧処理することが好ましい。半硬化状態の樹脂組成物層の算術平均表面粗さが1.5〜4.0μmとなるためには、例えば、加熱温度70℃〜170℃、圧力0.2MPa〜30MPa、0.15分間〜10分間の条件で加熱加圧処理することが好ましい。
【0127】
[接着材層]
本発明の多層樹脂シートは、前記樹脂組成物層の少なくとも一方の面上に接着材層を備える。接着材層は接着性を有する樹脂の少なくとも1種を含み、必要に応じてフィラー等のその他の成分を更に含んで構成される。
接着材層は樹脂組成物層の少なくとも一方の面上に設けられるが、樹脂組成物層の両面に設けられることが好ましい。
【0128】
前記接着性を有する樹脂としては、絶縁性、接着性、柔軟性を有する樹脂であれば特に制限はない。中でも接着性、絶縁性の観点から、ポリイミド樹脂、変性ポリイミド樹脂、ポリアミドイミド樹脂、変性ポリアミドイミド樹脂及びエポキシ樹脂からなる群より選ばれる少なくとも1種を含むことが好ましく、アクリル変性ゴムを含有するエポキシ樹脂、変性ポリイミド樹脂及び変性ポリアミドイミド樹脂からなる群より選ばれる少なくとも1種を含むことがより好ましい。
【0129】
前記ポリイミド樹脂及び変性ポリイミド樹脂としては、例えば、ユピコートFS−100L(宇部興産株式会社製)、セミコファインSP−300、SP−400、SP−800(東レ株式会社製)、Uイミドシリーズ(ユニチカ株式会社製)等に代表される製品等を挙げることができる。
【0130】
前記ポリアミドイミド樹脂や変性ポリアミドイミド樹脂としては、バイロマックスシリーズ(東洋紡績株式会社製)、トーロン(ソルベイアドバンスドポリマーズ社製)等を挙げることができる。中でも、高耐熱性、高接着性の観点から、KSシリーズ(日立化成工業株式会社製)に代表される変性ポリアミドイミド樹脂を用いることが好ましい。
【0131】
前記接着材層に好適に用いられる、ポリイミド樹脂、ポリアミドイミド樹脂、及び変性ポリアミドイミド樹脂は、1種単独でも、2種以上を混合して用いてもよい。またこれらの樹脂は、通常、樹脂が溶剤に溶解したワニス状態であり、PETフィルム等の支持体に直接塗布し溶剤を乾燥させることによりフィルム化して接着材層として用いることができる。
【0132】
また、接着性を有する樹脂として代表的な熱硬化系の接着性樹脂であるエポキシ樹脂を用いてもよい。具体的には例えば、エポキシ樹脂、その硬化剤、グリシジルアクリレート、硬化剤促進剤を含むエポキシ樹脂組成物を接着材層としてもよい。かかるエポキシ樹脂組成物の詳細については、例えば、特開2002−134531号公報、特開2002−226796号公報、2003−221573号公報等の記載を参照することができる。
【0133】
接着材層に使用されるエポキシ樹脂は、硬化して接着作用を呈するものであればよく、特に制限はない。特に分子量が500以下のビスフェノールA型又はビスフェノールF型液状樹脂を用いると積層時の流動性を向上することができて好ましい。高Tg(ガラス転移温度)化を目的に多官能エポキシ樹脂を加えてもよく、多官能エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等が例示される。
【0134】
エポキシ樹脂の硬化剤は、エポキシ樹脂の硬化剤として通常用いられているものから適宜選択して使用できる。例えば、ポリアミド、ポリアミン、酸無水物、フェノールノボラック樹脂、ポリスルフィド、三弗化硼素又はフェノール性水酸基を1分子中に2個以上有する化合物であるビスフェノールA、ビスフェノールF、ビスフェノールS等が挙げられる。特に吸湿時の耐電食性に優れる観点から、フェノール樹脂であるフェノールノボラック樹脂、ビスフェノールノボラック樹脂又はクレゾールノボラック樹脂等を用いるのが好ましい。
【0135】
硬化剤を用いる場合は、硬化剤とともに硬化促進剤を用いることが好ましい。硬化促進剤としては、イミダゾールを用いるのが好ましい。イミダゾールとしては、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテート等が挙げられる。イミダゾール類は、例えば、四国化成工業株式会社から2E4MZ、2PZ−CN、2PZ−CNSという商品名で市販されている。
【0136】
接着材層に用いるエポキシ樹脂は、エポキシ樹脂と相溶性がある高分子量樹脂を含む高分子量エポキシ樹脂であることが好ましい。
エポキシ樹脂と相溶性がある高分子量樹脂としては、高分子量エポキシ樹脂、極性の大きい官能基含有ゴム、極性の大きい官能基含有反応性ゴムなどが挙げられる。
前記極性の大きい官能基含有反応性ゴムとしては、アクリルゴムにカルボキシル基のような極性が大きい官能基を付加したアクリル変性ゴムが挙げられる。
【0137】
ここで、エポキシ樹脂と相溶性があるとは、硬化後にエポキシ樹脂と分離して二つ以上の相に分かれることなく、均質混和物を形成する性質を言う。
前記高分子量樹脂の重量平均分子量は特に制限されない。Bステージにおける接着材のタック性の低減や硬化時の可撓性を向上させる観点から、重量平均分子量が3万以上であることが好ましい。
【0138】
高分子量エポキシ樹脂は、分子量が3万〜8万の高分子量エポキシ樹脂、さらには、分子量が8万を超える超高分子量エポキシ樹脂(特公平7−59617号、特公平7−59618号、特公平7−59619号、特公平7−59620号、特公平7−64911号、特公平7−68327号公報参照)があり、何れも日立化成工業株式会社で製造している。極性の大きい官能基含有反応性ゴムとして、カルボキシル基含有アクリルゴムは、ナガセケムテックス株式会社から、HTR−860Pという商品名で市販されている。
【0139】
上記エポキシ樹脂と相溶性がありかつ重量平均分子量が3万以上の高分子量樹脂を用いる場合、その添加量は、接着材層を構成する樹脂を100質量部とした場合に、10質量部以上であることが好ましい、また40重量部以下であることが好ましい。
10質量部以上であると、エポキシ樹脂を主成分とする相(以下エポキシ樹脂相という)の可撓性の不足、タック性の低減やクラック等による絶縁性の低下を防止することができる。40重量部以下であると、エポキシ樹脂相のTgの低下を防止することができる。
【0140】
高分子量エポキシ樹脂の重量平均分子量は、2万以上50万以下であることが好ましい。この範囲では、シート状、フィルム状での強度や可撓性が低下を抑制でき、タック性が増大することを抑制できる。
【0141】
前記接着材層に好適に用いられる、ポリアミドイミド樹脂、変性ポリアミドイミド樹脂及びエポキシ樹脂は、1種単独でも2種以上を混合して用いてもよい。
またこれらの樹脂は、通常、樹脂が溶剤に溶解したワニス状態であり、PETフィルム等の支持体に直接塗布し、溶剤を乾燥させることによりフィルム化して接着材層として用いることができる。
【0142】
(シランカップリング剤)
接着材層には、異種材料間の界面結合をよくするために、シランカップリング剤を配合することもできる。具体的には、γ−グリシドキシプロピルトリメトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、γ−ウレイドプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン等が挙げられる。中でも、接着強度の観点から、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシランであることが好ましい。接着材層がシランカップリング剤を含む場合、その配合量は、添加による効果や耐熱性の観点から、接着材層を構成する樹脂100質量部に対し0.1質量部〜10質量部を添加するのが好ましい。
【0143】
(フィラー)
接着材層はさらに、フィラーの少なくとも1種を含むことが好ましく、無機フィラーの少なくとも1種を含むことがより好ましい。フィラーを含むことで、接着材層の取扱い性や熱伝導性が向上する。また難燃性を与えること、溶融粘度を調整すること、チクソトロピック性を付与すること、表面硬度を向上すること等が可能になる。
【0144】
接着材層がフィラーを含む場合、その含有量は特に制限されない。中でも接着材層に含まれる樹脂成分100体積部に対して、20体積部〜50体積部であることが好ましい。配合の効果の点から配合量が30体積部以上であることがより好ましい。また接着材の貯蔵弾性率の上昇、接着性の低下、ボイド残存による絶縁性の低下等を抑制する観点から、50体積部以下であることもまた好ましい。
【0145】
無機フィラーとしては、例えば、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、アルミナ粉末、窒化アルミニウム粉末、ほう酸アルミウィスカ、窒化ホウ素粉末、結晶性シリカ、非晶性シリカ、窒化ケイ素、タルク、マイカ、硫酸バリウムなどが挙げられる。これらの中でも、アルミナ、窒化ホウ素、窒化アルミニウムは、熱伝導率が高いため放熱性が良く、また、不純物も少なく、耐熱性、絶縁性が良好な点で好適である。これらのフィラーは、1種類単独で用いても、2種類以上を併用してもよい。
【0146】
接着材層が含有するフィラーの体積平均粒子径は特に制限されない。例えば、熱伝導性の観点から、0.1μm〜10μmであることが好ましく、0.5μm〜5μmであることがより好ましい。
【0147】
後述する方法によりフィルム状にした接着材層を用いる場合、接着材層におけるフィラーの含有率は、接着性と熱伝導性のバランスをとる観点から、50体積%以下であることが好ましい。さらに熱伝導性の観点から、20体積%以上50体積%以下であることが好ましい。
【0148】
特に、接着材層が接着性を有する樹脂としてアクリル変性ゴムを含有するエポキシ樹脂及び変性ポリアミドイミド樹脂からなる群より選択される少なくとも1種を含み、フィラーとして酸化アルミナ及び酸化ケイ素からなる群より選択される少なくとも1種を含み、フィラーの含有量は樹脂成分100体積部に対して25体積部以上100体積部以下であり、フィラーの体積平均粒子径は0.5μm〜5μmであることが接着強度と熱伝導率の観点から特に好ましい。
【0149】
接着材層の平均厚さは熱伝導率と接着性の観点から、3μm〜16μmであることが好ましく、4μm〜15μmであることがより好ましく、5μm〜14μmであることがさらに好ましく、6μm〜12μmであることがさらにより好ましい。
接着材層の平均厚さは、マイクロメータ、触針式膜厚計、針式膜厚計等を用いて測定することができる。
【0150】
<多層樹脂シートの製造方法>
本発明の多層樹脂シートの製造方法は、熱硬化性樹脂及びフィラーを含む樹脂組成物層を得る工程と、前記樹脂組成物層の少なくとも一方の面上に、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層を配置する工程と、を含む。
【0151】
樹脂組成物層上に接着材層を形成する方法としては、例えば、前記樹脂組成物層とフィルム状に調製した接着材層とを貼り合わせる方法、樹脂組成物層の表面に接着材層用ワニスを直接塗布した後に溶剤を乾燥させて接着材層を形成する方法などが挙げられる。
本発明においては、作業性などの点から、予めフィルム状の接着材層を調製し、これを樹脂組成物層に貼り合わせる方法であることが好ましい。
【0152】
フィルム状の接着材層は、例えば、接着材層を構成する各成分を溶剤に溶解ないし分散して接着材層用ワニスとし、ワニスを支持体上に塗布して塗布層を形成し、塗布層を加熱して溶剤の少なくとも一部を除去することにより、支持体上に形成された接着材層として得られる。支持体は、接着材層の表面を保護する役割も果たしうる。
支持体として具体的には、ポリテトラフルオロエチレンフィルム、ポリエチレンテレフタレートフィルム、離型処理したポリエチレンテレフタレートフィルム、ポリイミドフィルムなどのプラスチックフィルムが使用できる。
【0153】
フィルム状の接着材層を用いて、前記樹脂組成物層上に接着材層を設ける方法としては、例えば、平面プレス法やロールプレス法による加熱加圧する方法を挙げることができる。具体的には、例えば、熱プレス、ラミネータ等を用いて、樹脂組成物層の上にフィルム状の接着材層を積層したものをラミネート処理する方法を挙げることができる。
【0154】
加熱加圧する条件としては、例えば、加熱温度を60〜220℃とし、圧力を0.1MPa〜100MPaとして、処理時間を0.1〜60分間とすることが好ましい。より好ましくは、温度が80℃〜180℃、圧力が0.2MPa〜80MPa、処理時間が0.15分間〜30分間である。
【0155】
前記多層樹脂シートを得る工程は、大気圧(常圧下)でも行うことが可能であるが、減圧下で行うことが好ましい。減圧条件としては、30000Pa以下であることが好ましく、5000Pa以下であることがより好ましい。上記条件であると、接着強度、熱伝導性、絶縁破壊電圧に優れたシートを得ることができる。
【0156】
本発明の多層樹脂シートの製造方法は、樹脂組成物層が大粒子径のフィラーを含み、大粒子径のフィラーの少なくとも一部を接着材層中に入り込ませる工程を含んでもよい。これにより得られる多層樹脂シートは、被着体に貼り合わせる前において、樹脂組成物層中の大粒子径のフィラーの少なくとも一部が接着材層に入り込んでいることになり、接着時の樹脂フローの抑制や圧着圧力の低減により被着体の変形を防ぐことができる。
【0157】
樹脂組成物層中の大粒子径のフィラーを接着材層中に入り込ませる方法としては、樹脂組成物層上に接着材層を形成した後に加熱加圧処理を行うことが挙げられる。具体的には、真空加熱プレスやラミネータ、ゴム加熱ロール、金属加熱ロールなどを用いることができる。
【0158】
樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層中に入り込ませる工程を有する製造方法の一例について図面を参照しながら説明する。図3(a)では、既述のようにして、熱硬化性樹脂と、体積平均粒子径が10μm以上100μm以下である大粒子径のフィラーを含むフィラー1を含有する樹脂組成物層10を得る。次いで、図3(b)に示すように前記樹脂組成物層10の両面に接着材層3を配置する。接着材層3の形成方法は既述のとおりである。次いで、樹脂組成物層10の両面に接着材層3が配置された樹脂シート40を真空加熱プレスや金属加熱ロールを用いて、加熱加圧処理して接着材層3中に、樹脂組成物層10中のフィラーの一部を入り込ませる。これにより図3(c)に示すように接着材層3中に入り込んでいるフィラー4が存在する多層樹脂シート40Aを製造することができる。
【0159】
また、上記の多層樹脂シートの製造方法では、樹脂組成物層の少なくとも一方の面上に接着材層を配置する工程と、接着材層中に大粒子径のフィラーの少なくとも一部を入り込ませる工程とを同時に行ってもよい。
【0160】
すなわち、前記樹脂組成物層上に接着材層を設ける際の加熱加圧する条件を、加熱温度を80℃〜220℃とし、圧力を1MPa〜100MPaとして、処理時間を0.1分〜60分間とすることにより、大粒子径のフィラーの少なくとも一部を前記接着材層中に入り込ませてもよい。加熱加圧条件は、より好ましくは温度が100℃〜200℃、圧力が1.5MPa〜80MPa、処理時間が0.3分〜40分間である。またこの条件は、後述するプレス工程との兼ね合いを取って適宜決定することが更に望ましい。
【0161】
加熱加圧は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0162】
多層樹脂シートの製造方法において、樹脂組成物層の少なくとも一方の面上に接着材層を配置する工程と、接着材層中に大粒子径のフィラーの少なくとも一部を入り込ませる工程とを同時に行う場合の一例について図面を参照しながら説明する。図4(a)では、既述のようにして、熱可塑性樹脂と、体積平均粒子径が10μm以上100μm以下である大粒子径のフィラーを含むフィラー1を含有する樹脂組成物層10を得る。次いで、上述のように接着材層を設ける際の加熱加圧する条件を制御することで、前記樹脂組成物層10の両面に接着材層3を形成すると共に、接着材層3中に、樹脂組成物層10中のフィラーの一部を入り込ませる。これにより、図4(b)に示すように接着材層3中に入り込んでいるフィラー4が存在する多層樹脂シート40Aを製造することができる。
【0163】
<多層樹脂シートの使用方法>
本発明の多層樹脂シートは、次のように使用することができる。例えば、樹脂組成物層の一方の面に接着材層が形成された多層樹脂シートの場合、金属板などの被着体に前記多層樹脂シートの接着材層面が対向するように配置し、加熱加圧処理を行うことにより積層体を得ることができる(積層体形成工程)。前記積層体は、樹脂組成物層が体積平均粒子径が10μm以上100μm以下である大粒子径のフィラーを含んでいる多層樹脂シートを使用して得てもよい。
【0164】
さらに、加熱加圧処理を行うことによって積層体を硬化させることができる(硬化工程)。上記硬化工程における加熱加圧処理の条件は、樹脂組成物層が硬化されるものであれば特に制限されない。例えば、加熱温度を80℃〜250℃、圧力を1MPa〜100MPa、処理時間を0.1分〜360分間とすることが好ましい。より好ましくは温度が100℃〜220℃、圧力が1.5MPa〜80MPa、処理時間が10分〜240分間である。
【0165】
硬化工程は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0166】
硬化工程後、さらに加熱処理を行うことで積層体の熱伝導性及び耐熱性をより向上させることができる。前記加熱処理は、例えば、100℃〜250℃、10分〜300分間加熱処理することができる。また、熱伝導性の観点から、熱硬化性樹脂がメソゲン骨格を有するエポキシ樹脂を含むことが好ましく、メソゲン骨格を有するエポキシ樹脂の配向し易い温度で加熱処理を行うことが好ましい。特に、100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましく、100℃以上150℃未満と、150℃以上180℃未満と、180℃以上220℃以下の少なくとも3段階の加熱を行うことがさらに好ましい。
【0167】
樹脂組成物層が大粒子径のフィラーを含んでおり、大粒子径のフィラーの少なくとも一部が接着材層に入り込んでいる多層樹脂シートを用いる場合、積層体形成工程における加熱加圧条件は特に制限されないが、次のように行うことができる。例えば、加熱温度を60℃〜200℃とし、圧力を0.5MPa〜100MPaとして、処理時間を0.1分〜360分間とすることが好ましい。熱伝導性保持の観点から、80℃〜180℃、圧力が1MPa〜30MPa、処理時間が0.5分〜240分間であることが好ましい。
【0168】
樹脂組成物層が大粒子径のフィラーを含んでおり、大粒子径のフィラーの少なくとも一部が接着材層に入り込んでいない多層樹脂シートを用いる場合、樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層に入り込ませるための加熱加圧処理を行うことが好ましい。この場合の加熱加圧条件は次のようになる。加熱温度を60℃〜200℃とし、圧力を0.5MPa〜200MPaとして、処理時間を0.1分間〜360分間とすることが好ましい。より好ましくは温度が80℃〜180℃、圧力が1MPa〜100MPa、処理時間が0.5分間〜240分間である。これにより、樹脂組成物層中の大粒子径のフィラーの少なくとも一部が接着材層に入り込んだ多層樹脂シート積層体を得ることができる。
【0169】
前記積層体形成工程における加熱加圧条件は特に制限されないが、次のように行うことができる。例えば、加熱温度を60℃〜240℃、圧力を0.5MPa〜200MPa、処理時間を0.1分間〜360分間とすることが好ましい。より好ましくは温度が70℃〜220℃、圧力が1MPa〜100MPa、処理時間が0.5分間〜240分間である。
【0170】
尚、上記積層体形成工程においては、積層体形成工程と共に樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層に入り込ませてもよい。この場合の加熱加圧条件は次のようになる。加熱温度を60℃〜200℃、圧力を1.5MPa〜100MPa、処理時間を0.1分間〜360分間とすることが好ましい。より好ましくは温度が80℃〜180℃、圧力が2MPa〜80MPa、処理時間が0.5分間〜240分間である。工程数の削減の観点から、積層体形成工程と共に樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層に入り込ませる方法が好ましい。
【0171】
多層樹脂シートの片面のみに接着材層が形成されている場合であっても、両面に被着体を配置してもよい。また、多層樹脂シートの両面に接着材層が形成されている場合においても、両面に被着体を配置することができる。これらの場合の積層体形成工程の一例について図面を参照しながら説明する。図5(a)に示すように第一の被着体72、多層樹脂シート70及び第二の被着体73をこの順に積層し、第一の被着体72及び第二の被着体73が多層樹脂シート70を挟むように加熱加圧することで、図5(b)に示すような第一の被着体72、多層樹脂シート80及び第二の被着体73がこの順に積層接着された積層体を得ることができる。
【0172】
前記被着体としては特に制限されないが、例えば、銅やアルミニウム、クロム銅やニッケルメッキされた金属板などの金属や、ポリイミド、エポキシ、トリアジン、メラニン、ナイロン、ABSなどの樹脂や、アルミナ、窒化ホウ素、酸化マグネシウム、窒化ケイ素、窒化アルミなどのセラミックやそれらの混合物である複合材料などが挙げられる。
【0173】
本発明の多層樹脂シートは、高い熱伝導性を有するとともに、実装時及び実駆動時などの過酷な熱衝撃にも耐え得る高熱伝導の多層樹脂シート硬化物を形成可能であり、今後加速的な需要増が見込まれるハイブリッド自動車インバータ用放熱材や、産業機器インバータ用放熱材料、又はLED用放熱材料への展開が期待される。
【0174】
<多層樹脂シート硬化物>
本発明の多層樹脂シート硬化物は、熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層とを有する多層樹脂シートの熱処理物である。
前記熱硬化性樹脂は、高次構造を有する樹脂硬化物を形成していることが好ましい。
【0175】
本発明の多層樹脂シート硬化物の熱伝導性は、表面に接着材層の樹脂が存在しているにもかかわらず硬化の前後で変化が小さい。これは例えば以下のように考えることができる。すなわち、多層樹脂シートを接着材層が被着体側となるように被着体に貼り付ける際に接着材層が変形し、接着材層の樹脂が樹脂組成物層の凸凹に入り込むことで接着材層の厚みが小さくなると考えられる。これにより樹脂組成物層と被着体間の距離が縮まり、熱伝導パスを形成し易くなるためであると考えることができる。この状態のままで多層樹脂シートを硬化することで、熱伝導性が向上すると考えることができる。
【0176】
このことを図面を参照しながら説明する。図6は、本発明における多層樹脂シート硬化物10の構成の一例を示す概略断面図である。多層樹脂シート硬化物10はフィラー5を含む樹脂組成物層が硬化した硬化樹脂層2と、硬化樹脂層2の両面に配置された接着材層1とを備える。多層樹脂シート硬化物10においては硬化樹脂層2におけるフィラー5に起因する凸凹に接着材層1が入り込み、硬化樹脂層2と接着材層1の界面にフィラー5が存在する状態となっている。
また、図8及び図10は本実施例にかかる多層樹脂シート硬化物の断面観察写真の一例である。図8及び図10に示すように、本実施例にかかる多層樹脂シート硬化物においては、フィラーが硬化樹脂層と接着材層の界面に存在している。
【0177】
一方、平坦な表面を持つ樹脂組成物層上に、接着材層を形成した多層樹脂シートにおいては、接着界面の面積が小さく、また、アンカー効果が生まれにくいため接着材層と樹脂組成物層間の接着強度は劣る傾向にある。尚、硬化後では、低熱伝導性である接着材層の樹脂は凸凹に取り込まれないため、接着材層の厚さが厚いまま残り易く、被着体と樹脂組成物層の距離は遠いままとなるため、熱伝導性が劣る場合がある。
【0178】
このことを図面を参照しながら説明する。図7は、平坦な表面を持つ樹脂組成物層を有する多層樹脂シートを硬化して得られる多層樹脂シート硬化物20の構成の一例を示す概略断面図である。多層樹脂シート硬化物20はフィラー6を含む樹脂組成物層が硬化した硬化樹脂層4と、硬化樹脂層4の両面に配置された接着材層3とを備える。多層樹脂シート硬化物20においては硬化樹脂層4にはフィラー5に起因する凸凹がないため、硬化樹脂層4と接着材層1との界面にフィラー5が存在していない。
また、図9及び図11は、平坦な表面を持つ樹脂組成物層を有する多層樹脂シートを硬化して得られる樹脂シート硬化物の断面観察写真の一例である。図9及び図11に示すように、従来の樹脂組成物層の表面が平坦である多層樹脂シート硬化物においては、フィラーが硬化樹脂層と接着材層の界面に存在していない。
【0179】
本発明の多層樹脂シート硬化物は、硬化後の樹脂組成物層中で体積平均粒子径の大きいフィラーが互いに接触するため高い熱伝導率を発揮する。熱伝導率の大きく異なる樹脂とフィラーの混合物では、高熱伝導率であるフィラーとフィラーの距離をなるべく接近させ、熱を通す方向へパスを形成することが好ましい。例えば、体積平均粒子径の大きいフィラー同士、又は大粒径のフィラー同士の間を埋める小粒径のフィラー同士や大粒径フィラー同士との間が樹脂を間に介さず接触すると、熱伝導し易い経路を形成できるため、高熱伝導率になり易い。
【0180】
また本発明の多層樹脂シート硬化物においては、硬化前に多層樹脂シートの接着材層上に被着体を接着する場合、プレス処理により接着材層の樹脂が樹脂組成物層の表面形状に変形、追従するため、接着材層自体が薄膜化される場合がある。また、樹脂組成物層に含まれるフィラーが接着材層に押し込まれる場合があり、厚さ方向に熱伝導パスを形成し易くなると考えられる。
【0181】
接着材層と樹脂組成物層が混ざり合いにくい従来の多層樹脂シートにおいては、接着材層の熱伝導率が樹脂組成物層よりも大幅に小さいため、熱伝導性が大幅に低下してしまう場合がある。その場合、接着材層の樹脂厚さを薄くすることで熱抵抗を小さくし、熱伝導性を向上させることができるが、接着材層の薄膜化には物理的な限界がある。一方で、フィラーを接着材層に充填して高熱伝導化する手法が考えられるが、過剰に配合すると接着強度が悪化してしまうなどの問題があり、接着強度と熱伝導性のバランス取りが難しくなる。
【0182】
本発明の多層樹脂シートにおいては、プレス処理により接着材層の樹脂が樹脂組成物層の凸凹に入り込むため、接着材層自体は薄膜化する。また、プレス処理前は樹脂組成物層の表面近くにあったフィラーがプレス処理により、接着材層中に押し込まれるため、多層樹脂シートの表面近くまで存在するようになると考えられる。これらの効果から、樹脂組成物層が硬化した硬化樹脂層と被着体間の距離が接近するため熱伝導性は非常に良好になる。更に硬化樹脂層の内部においても大粒子径のフィラー粒子同士が互いに接触して、窒化ホウ素の連続した構造が形成され易くなり、硬化樹脂層内部の熱伝導性も飛躍的に向上すると考えることができる。
【0183】
樹脂組成物層に含まれるフィラー(好ましくは、大粒子径のフィラー)の少なくとも一部が、接着材層中に入り込んでいる状態は、例えば、多層樹脂シート硬化物の、硬化樹脂層と接着材層との境界面に対して垂直な断面について、走査型電子顕微鏡(SEM)と電子線X線マイクロアナライザ(XMA)を用いて断面観察し、フィラーの分布状態や硬化樹脂層と接着材層の境界及びその構造から判断することができる。
また、必要があればIRや元素分析などの化学分析を組み合わせて判断してもよい。
【0184】
<多層樹脂シート硬化物の製造方法>
本発明の多層樹脂シート硬化物の製造方法は、前記多層樹脂シートを熱処理して硬化させる工程を含む。
多層樹脂シートを硬化させる際の熱処理条件は、多層樹脂シートの構成に応じて適宜選択することができる。例えば、120℃〜250℃、10分間〜300分間で加熱処理することができる。また、熱伝導性の観点から、高次構造を形成したり、高架橋密度になり易い温度を含むことが好ましく、例えば100℃〜160℃と150℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより好ましい。
【0185】
多層樹脂シートを硬化させる際の熱処理は、0.1MPa〜100MPaの圧力を付与して行うことが好ましい。熱処理を2段階で行う場合は、100℃〜160℃、0.1MPa〜100MPaの条件で熱処理し、さらに150℃〜250℃の条件で熱処理することが好ましい。
【0186】
熱処理は大気圧(常圧下)でも行うことが可能であるが、減圧下に行っても良い。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0187】
本発明においては、熱伝導の観点から多層樹脂シートの圧縮率が10%以上であることが好ましく、12%以上であることがより好ましく、14%であることがさらに好ましい。
本発明においては、Bステージ状態の多層樹脂シートの厚さで、温度165℃、圧力10MPa、真空度≦1kPa、処理時間3分の条件で前記Bステージ状態の多層樹脂シートを熱処理して得た多層樹脂シート硬化物の厚さを割った数値を1から引いた数値の百分率を圧縮率と定義する。
【0188】
<樹脂シート積層体>
本発明の樹脂シート積層体は、前記多層樹脂シートと、前記多層樹脂シートの接着材層上に配置された金属板又は放熱板とを有する。かかる構成であることで、熱伝導性と絶縁性に優れ、さらに多層樹脂シートと金属板又は放熱板との接着強度が良好で、さらに熱衝撃耐性にも優れる。
多層樹脂シートの詳細については既述の通りである。金属板又は放熱板としては、銅板、アルミ板、セラミック板などが挙げられる。なお、金属板又は放熱板の厚さは特に限定されない。また、金属板又は放熱板として、銅箔やアルミニウム箔などの金属箔を使用してもよい。
本発明においては、多層樹脂シート硬化物の少なくとも一方の面上に金属板又は放熱板が配置されるが、両方の面上に配置されてもよい。
【0189】
<樹脂シート積層体の製造方法>
本発明の樹脂シート積層体の製造方法は、前記多層樹脂シートの接着材層上に、金属板又は放熱板を配置する工程を含む。
【0190】
多層樹脂シートの接着材層上に、金属板又は放熱板を配置する方法としては、通常用いられる方法を特に制限なく用いることができる。例えば、多層樹脂シートの接着材層上に、金属板又は放熱板を貼り合わせる方法等を挙げることができる。貼り合わせる方法としては、プレス法及びラミネート法等が挙げられる。
プレス法及びラミネート法の条件は多層樹脂シートの構成に応じて適宜選択することができる。
【0191】
また樹脂シート積層体は、樹脂組成物層の両面に接着材層が設けられた多層樹脂シートの一方の接着材層上に金属板又は放熱板を有し、他方の接着材層上に被着体を有していてもよい。かかる樹脂シート積層体は、熱処理して樹脂シートを硬化することで、被着体と金属板又は放熱板との熱伝導性に優れた樹脂シート積層体硬化物を形成することができる。
【0192】
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス及びそれらの混合物である複合材料等を挙げることができる。
【0193】
<樹脂シート積層体硬化物>
本発明の樹脂シート積層体硬化物は、熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記硬化樹脂層と樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、前記接着材層上に配置された金属板又は放熱板と、を有する樹脂シート積層体の熱処理物である。
【0194】
<樹脂シート積層体硬化物の製造方法>
本発明の樹脂シート積層体硬化物の製造方法は、前記多層樹脂シートの接着材層上に金属板又は放熱板を配置して前記樹脂シート積層体を得る工程と、前記樹脂シート積層体に熱を与えて前記樹脂組成物層を硬化させる工程とを含む。樹脂シート積層体硬化物の製造方法は、必要に応じてその他の工程を含んでもよい。多層樹脂シート上に金属板又は放熱板を配置する方法は、上述の通りである。
【0195】
さらに本発明においては、樹脂シート積層体を得る工程の後に加熱処理して、樹脂シート積層体の樹脂組成物層を硬化させる。加熱処理を行うことで熱伝導性がより向上する。加熱処理は、例えば、120℃〜250℃、10分間〜300分間の条件で行うことができる。加熱処理の条件は、熱伝導性の観点から、高次構造を形成し易い温度を含むことが好ましく、特に、100℃〜160℃と150℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより一層好ましい。
【0196】
本発明の樹脂シート積層体硬化物の製造方法は、樹脂シート積層体の金属板又は放熱板が配置された面とは反対側の面上に、被着体を配置する工程を更に含むことが好ましい。
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス及びそれらの混合物である複合材料等を挙げることができる。
【0197】
樹脂シート積層体の面上に被着体を配置する方法は、既述の金属板又は放熱板を配置する方法と同様である。
樹脂シート積層体の面上に被着体を配置する工程は、樹脂シート積層体を硬化させる工程の前に行なえばよく、樹脂シート積層体を得る工程の前であっても後であってもよい。
一方の面上に金属板又は放熱板を有し、他方の面上に被着体を有する樹脂シート積層体の樹脂組成物層を硬化させて得られる樹脂シート積層体硬化物は、金属板又は放熱板と被着体との熱伝導性に特に優れた効果を発揮する。
【0198】
また本発明の樹脂シート積層体硬化物の製造方法は、熱硬化性樹脂モノマー、硬化剤及びフィラーを含む樹脂組成物からなる樹脂組成物層を得る第一の工程と、前記樹脂組成物層の少なくとも一方の面上に接着材層を貼り付けて多層樹脂シートを得る第二の工程と、金属板等を多層樹脂シートに接着すると共に前記樹脂組成物層に含まれるフィラーの少なくとも一部を接着材層中に入り込ませて、樹脂シート積層体を得る第三の工程と、得られた樹脂シート積層体を加熱処理して樹脂組成物層を硬化させる第四の工程と、を有し、必要に応じてその他の工程を含んで構成されることもまた好ましい。
【0199】
(第一の工程)
第一の工程には、通常用いられる多層樹脂シートの製造方法を特に制限なく用いることができる。
例えば、熱硬化性樹脂モノマーと、硬化剤と、フィラーと、必要に応じて含まれるその他の成分と、有機溶剤とを混合して樹脂組成物を調製し、これを支持体等に塗布して塗布層を形成し、塗布層から有機溶剤の少なくとも一部を除去(乾燥)することで、樹脂組成物層を形成することができる。樹脂組成物層の形成方法の詳細については既述の樹脂組成物層の調製方法と同様である。
【0200】
本発明において前記樹脂組成物層は、前記塗布層から有機溶剤の少なくとも一部を除去(乾燥)して得られる。有機溶剤の少なくとも一部が除去された塗布層をさらに加熱加圧処理に付して、樹脂組成物層を構成する樹脂組成物を半硬化状態(Bステージ)としてもよい。
【0201】
前記樹脂組成物層を加熱加圧処理する方法には特に制限はない。例えば、熱プレスやラミネータを用いて加熱加圧処理することができる。また、樹脂組成物層を構成する樹脂組成物を半硬化状態とする加熱加圧条件は、樹脂組成物の構成に応じて適宜選択できるが、例えば、加熱温度60℃〜220℃、圧力0.1MPa〜100MPa、0.3分間〜30分間の条件で加熱加圧処理することができる。
【0202】
(第二の工程)
第二の工程においては、前記樹脂組成物層の少なくとも一方の面上に接着材層を貼り付ける。また第二の工程は、前記接着材層中に前記フィラーの少なくとも一部を入り込ませる工程も含むことが好ましい。前記樹脂組成物層の少なくとも一方の面上に接着材層を貼り付ける方法としては、例えば、プレス装置、ラミネート装置、金属ローラプレス装置、真空プレス装置等を用いて、樹脂組成物層及びフィルム状の接着材層を積層したものを加熱加圧する方法を挙げることができる。
【0203】
加熱加圧する条件は、多層樹脂シートの構成に応じて適宜選択されるが、加熱温度を60℃〜220℃、圧力を0.1MPa〜100MPa、処理時間を0.1分間〜60分間とすることが好ましい。より好ましくは温度が80℃〜180℃、圧力が0.2MPa〜80MPa、処理時間が0.2分間〜20分間である。また、これらの条件は後述する第三の工程との兼ね合いを取り決定することが更に望ましい。
また加熱加圧は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0204】
(第三の工程)
第三の工程においては、多層樹脂シートの接着材層上に銅、アルミニウム、クロム銅及びニッケルメッキされた金属板等を配置し、接着すると共に、接着材層中に樹脂組成物層中のフィラー(好ましくは、大粒子径のフィラー)の少なくとも一部を入り込ませる。
【0205】
上記工程は加熱加圧処理により行われることが好ましく、具体的にはプレス処理が挙げられる。プレス処理は、樹脂組成物層中のフィラーの少なくとも一部を前記接着材層との界面に追従させることと、金属板等との接着とを両立できれば特に制限されない。例えば、プレス装置、ラミネート装置、金属ローラプレス装置、真空プレス装置等を用いて加熱加圧してプレス処理する方法を挙げることができる。
【0206】
加熱加圧処理の条件は、多層樹脂シートの構成に応じて適宜選択される。例えば、温度を80℃〜200℃、圧力を1MPa〜100MPa、時間を0.1分間〜60分間とすることができ、温度を100℃〜200℃、圧力を1.5MPa〜80MPa、時間を0.3〜40分間とすることが好ましい。
また加熱加圧処理は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
かかる条件で加熱加圧処理することで、樹脂組成物層に含まれるフィラー(好ましくは、大粒子径のフィラー)の少なくとも一部を、接着材層中に、効率的に入り込ませることができる。
【0207】
(第四の工程)
第四の工程においては、第三の工程後に加熱処理して、前記樹脂組成物層を硬化させる。加熱処理を行うことにより、熱伝導性がより向上する。加熱処理は、例えば、80℃〜250℃、0.1分間〜360分間行うことができる。また、熱伝導性の観点からエポキシ樹脂の配向し易い温度を含むことが好ましく、特に、100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより一層好ましい。
【0208】
また前記樹脂シート積層体硬化物は、前記樹脂シート積層体のみを硬化させたものであっても、樹脂シート積層体と被着体とをさらに接着した状態で硬化させたものであってもよい。被着体と接着させた樹脂シート積層体硬化物は、金属板等と被着体との熱伝導性に優れ、接着強度及び絶縁性に優れる。
さらに、前記フィラー(好ましくは、大粒子径のフィラー)が被着材の表面形状に沿って変形可能であるため、金属板等と被着体との熱伝導性に特に優れた効果を発揮する。
【0209】
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス及びそれらの混合物である複合材料等が挙げることができる。
【0210】
前記金属箔としては、金箔、銅箔、アルミニウム箔など特に制限されないが、一般的には銅箔が用いられる。
【0211】
<金属箔付き多層樹脂シート>
本発明の金属箔付き多層樹脂シートは、前記多層樹脂シートと、前記多層樹脂シートの前記接着材層上に配置される金属箔と、を含む。
前記金属箔の厚みとしては、1μm〜400μmであれば特に制限されないが、105μm以下の金属箔を用いることで可とう性がより向上する。
【0212】
また、金属箔として、ニッケル、ニッケル−リン、ニッケル−スズ合金、ニッケル−鉄合金、鉛、鉛−スズ合金等を中間層とし、この両面に0.5〜15μmの銅層と10〜300μmの銅層を設けた3層構造の複合箔、又はアルミニウムと銅箔とを複合した2層構造複合箔を用いることもできる。
金属箔付き多層樹脂シートは、例えば、金属箔上に多層樹脂シートの接着材層を貼り付けること、もしくは金属箔上に直接塗工することによって製造することができる。
【0213】
<半導体装置>
本発明の半導体装置は、半導体素子と、前記多層樹脂シート硬化物とを備える。
具体例として、図12〜図14に前記半導体装置多層樹脂シート硬化物を用いて構成されるパワー半導体装置の構成を、図15〜18に前記半導体装置多層樹脂シート硬化物を用いて構成されるLED装置の構成を示す。
【0214】
図12は、パワー半導体素子110が、はんだ層112を介して配置された銅板104と、本発明の多層樹脂シート硬化物102と、放熱ベース106とそれらを包含するケース114が積層されて、グリース層108を介して水冷ジャケット120上に配置された構成されたパワー半導体装置100の構成例を示す模式断面図である。パワー半導体素子110を含む発熱体が、前記樹脂シート硬化物102を介して放熱部材と接触していることで、効率よく放熱が行なわれる。前記放熱ベース106は、熱伝導性を有する銅やアルミニウムを用いて構成することができる。またパワー半導体素子としては、IGBTやサイリスタ等を挙げることができる。
【0215】
図13は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置150の構成例を示す模式断面図である。パワー半導体装置150においては、パワー半導体素子110の上面に配置される冷却部材が、はんだ層112を介して積層された2層の銅板104を含んで構成されている。かかる構成であることにより、チップ割れやはんだ割れの発生を、より効果的に抑制することができる。図13では、半導体素子110から遠い側に配置された銅板104は、樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。一方、半導体素子110の下面に配置される冷却部材では、1層の銅板104が樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。図2では樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0216】
図14は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置200の構成例を示す模式断面図である。パワー半導体装置200においては、パワー半導体素子110の両面に配置される冷却部材が、それぞれ1層の銅板104を含んで構成されている。図14では、多層樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、多層樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0217】
図15は、本発明の多層樹脂シート硬化物を用いて構成されるLEDライトバー300の構成の一例を示す模式断面図である。LEDライトバー300は、ハウジング138と、グリース層136と、アルミニウム基板134と、樹脂シート硬化物132と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。発熱体であるLEDチップ130が樹脂シート硬化物132を介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【0218】
図16は、LED電球の発光部350の構成例を示す模式断面図である。LED電球の発光部350は、ハウジング138と、グリース層136と、アルミニウム基板134と、多層樹脂シート硬化物132と、回路層142と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。
【0219】
図17は、LED電球450の全体の構成の一例を示す模式断面図である。LED電球の発ハウジング138は、電源部材148を内包する封止樹脂146上に配置されている。
【0220】
図18は、LED基板400の構成の一例を示す模式断面図である。LED基板400は、アルミニウム基板134と、本発明の多層樹脂シート硬化物132と、回路層142と、はんだ層143と、LEDチップ130とがこの順に配置されて構成される。発熱体であるLEDチップ130が回路層142と樹脂シート硬化物132とを介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【実施例】
【0221】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。尚、特に断りのない限り、「部」及び「%」は質量基準である。
【0222】
以下に本実施例において多層樹脂シートの作製に用いた材料とその略号を示す。
<樹脂組成物層>
(フィラー)
・AA−18[酸化アルミニウム、住友化学株式会社製;体積平均粒子径18μm]
・AA−3[酸化アルミニウム、住友化学株式会社製;体積平均粒子径3μm]
・AA−04[酸化アルミニウム、住友化学株式会社製;体積平均粒子径0.4μm]
・FS−3[窒化ホウ素、水島合金鉄株式会社製;体積平均粒径76μm]
・HP−40[窒化ホウ素、水島合金鉄株式会社製;体積平均粒径45μm]
【0223】
(硬化剤)
・CRN:カテコールレゾルシノールノボラック樹脂(固形分量50%、シクロヘキサノン溶液)
なお、カテコールレゾルシノールノボラック樹脂の製造方法は、特開2006−131852号公報、特表2010−518183号公報等を参考にした。
【0224】
(エポキシ樹脂モノマー)
・PNAP:(フェノールノボラック+フェニルアルデヒド)型グリシジルエーテル(EPPN−502H、日本化薬株式会社製 エポキシ当量170g/eq)
・BIS−AD:ビスフェノールAD混合物のグリシジルエーテル(ZX−1059、新日鐵化学株式会社製 エポキシ当量168g/eq)
・MOPOC:1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン(エポキシ当量202g/eq)
なお、MOPOCは、特開2005−206814号公報及び特開2005−29778号公報等を参考にして調製した。
【0225】
(添加剤)
・TPP:トリフェニルホスフィン(和光純薬工業株式会社製)
・PAM:3−フェニルアミノプロピルトリメトキシシラン(シランカップリング剤;信越化学工業製;KBM−573)
【0226】
(有機溶剤)
・MEK:メチルエチルケトン(和光純薬工業株式会社製、1級)
・CHN:シクロヘキサノン(和光純薬工業株式会社製、1級)
【0227】
(支持体)
・PETフィルム (帝人デュポンフィルム株式会社製、A31、厚み50μm)
・銅箔:古河電工株式会社製、厚さ80μm、GTSグレード
【0228】
<接着材層>
(フィラー)
・AO802[酸化アルミニウム、東洋インキ製造株式会社製;体積平均粒子径0.7μm](固形分量76%)
【0229】
(カップリング剤)
・A−189 メルカプト末端シランカップリング剤 日本ユニカー株式会社製
・A−1160 ウレイド末端シランカップリング剤 日本ユニカー株式会社製(固形分量50%)
【0230】
(エポキシ樹脂モノマー)
・YD−8170C ビスフェノールF型エポキシ樹脂 東都化成株式会社製(エポキシ当量170g/eq)
・YDCN−703 クレゾールノボラック型エポキシ樹脂 東都化成株式会社製(固形分量60%,エポキシ当量205g/eq)
【0231】
(変性ポリアミドイミド系樹脂原料)
・KS−7003 変性ポリアミドイミドワニス 日立化成工業株式会社製(固形分量40%)
【0232】
(硬化剤)
・フェノールノボラック LF−2882 大日本インキ株式会社(固形分量60%、エポキシ当量108g/eq)
【0233】
(硬化促進剤)
・2−フェニル−4−シアノイミダゾール 2PZ−CN 四国化成工業株式会社
【0234】
(アクリル変性ゴム)
・アクリルゴム HTR−860P−3 ナガセケムテックス株式会社製(固形分量12%)
【0235】
(溶剤)
・CHN:シクロヘキサノン(和光純薬工業株式会社製、1級)
【0236】
(支持体)
・PETフィルム (帝人デュポンフィルム株式会社製、A31)
【0237】
<実施例1>
(樹脂組成物層の調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.04部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液7.23部(固形分50%)と、CHN46.02部とを混合し、均一になったことを確認した。その後、エポキシ樹脂モノマーとしてMOPOC11.73部と、TPP0.13部と、をさらに加えて混合した。その後、20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を得た。
【0238】
得られた樹脂組成物層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPET(ポリエチレンテレフタレート)フィルムの離型面上に塗布し、100℃のボックス型オーブンで5分乾燥した。これにより、PETフィルム上にAステージの樹脂組成物層が形成されたAステージシート1を得た。
【0239】
上記で得られたPETフィルム上に樹脂組成物層が形成されたAステージシートを2枚用い、樹脂組成物層同士が対向するように重ねて、熱プレス装置(熱板150℃、圧力15MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせた後、PETフィルムを剥がして、厚さが184μmであるBステージ状態の樹脂組成物層を得た。
次に、Bステージ状態の樹脂組成物層の表面粗さを小坂研究所表面粗さ測定器により、測定条件は1mm/sにて測定した。
【0240】
(接着材層フィルム1の調製 エポキシ系接着材層)
エポキシ樹脂として、YD−8170Cを24.2部、YDCN−703を13.5部、硬化剤としてLF−2882を30.67部、硬化促進剤として、2PZ−CNを0.083部、アクリル変性ゴムとしてHTR−860P−3を196.53部、カップリング剤として、A−189を0.21部、A−1160を0.83部、フィラーとしてAO802を231.58部を混合して、ミキサにて1時間混合して、接着材層用塗工液を得た。次に、コンマコータ(ヒラノテクシード株式会社製)を用いて、離形処理を施したPETフィルムA31上に塗布し、100℃に設定したコンベヤ式乾燥炉で約6分間乾燥を行い、PETフィルム上に接着材層を形成して接着材層フィルム1を得た。尚、接着材層の膜厚は10μmとなるようにした。
【0241】
(接着材層フィルム2の調製 ポリアミドイミド系接着材層 フィラー無)
変性ポリアミドイミド樹脂ワニス(日立化成工業株式会社製、品名:KS7003、固形分40質量%)を、コンマコータ(ヒラノテクシード株式会社製)を用いて、離形処理を施したPETフィルム上に塗布した。130〜140℃に設定したコンベヤ式乾燥炉で約8分間乾燥を行い、PETフィルム上に接着材層を形成して接着材層フィルム2を得た。接着材層の膜厚は6μmとなるようにした。
【0242】
(接着材層フィルム3の調製 ポリアミドイミド系接着材層 フィラー有)
変性ポリアミドイミド樹脂ワニス(日立化成工業株式会社製、品名:KS7003、固形分40質量%)10部にAO802を12.9部投入し混合してワニスを作製し、コンマコータ(ヒラノテクシード株式会社製)を用いて、離形処理を施したPETフィルム上に塗布した。130〜140℃に設定したコンベヤ式乾燥炉で約8分間乾燥を行い、PETフィルム上に接着材層を形成して接着材層フィルム3を得た。接着材層の膜厚は8μmとなるようにした。
【0243】
(多層樹脂シートの作製)
Bステージ状態の樹脂組成物層の両面に、接着材層フィルム2(ポリアミドイミド系樹脂の接着材層が形成されたPETフィルム)を、接着材層が、Bステージ状態の樹脂組成物層に対向するようにそれぞれ重ね、ラミネータ(名機製作所製、MVLP−600/700)を用いて、温度120℃、圧力0.7MPa、真空度≦1kPa、時間15秒間の条件で、樹脂組成物層の両面に絶縁性の接着材層を貼り付けて、多層樹脂シート(以下、「Bステージシート」ともいう)を得た。
【0244】
(樹脂シート積層体硬化物の作製)
上記で得られた多層樹脂シートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱処理することにより、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物1を得た。
【0245】
<実施例2>
実施例1において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物2を得た。
【0246】
<実施例3>
実施例1において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層 フィラー有)が形成されたPETフィルム)を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物3を得た。
【0247】
<実施例4>
実施例1において、HP−40の代わりにFS−3とHP−40の混合物(体積基準混合比1:1)を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物4を得た。
【0248】
<実施例5>
実施例4において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例4と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物5を得た。
【0249】
<実施例6>
実施例4において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有)が形成されたPETフィルム)を用いたこと以外は実施例4と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物6を得た。
【0250】
<実施例7>
実施例1において、樹脂組成物層の配合として、MOPOCの代わりにPNAPとBIS−ADの1:1混合物を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物7を得た。
【0251】
具体的には、酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.04部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液8.70部(固形分50%)と、CHN46.02部とを混合し、均一になったことを確認した。その後、エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ5.90部と、TPP0.13部とを加えて混合した。その後、20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
【0252】
得られた樹脂組成物層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPET(ポリエチレンテレフタレート)フィルムの離型面上に塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージの樹脂組成物層を形成されたAステージシート3を得た。
この後のシート製造条件などは、実施例1と同様にした。
【0253】
<実施例8>
実施例7において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例7と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物8を得た。
【0254】
<実施例9>
実施例7において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有)が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物9を得た。
【0255】
<実施例10>
実施例1において、HP−40の代わりにFS−3を46.04部用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物10を得た。
【0256】
<実施例11>
実施例10において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0257】
<実施例12>
実施例10において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有)が形成されたPETフィルム)を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物12を得た。
【0258】
<実施例13>
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.02部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液10.93部(固形分50%)と、CHN31.33部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ7.41部と、TPP0.16部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物13を得た。
【0259】
<実施例14>
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.02部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液13.50部(固形分50%)と、CHN38.8部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ9.17部と、TPP0.20部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物14を得た。
【0260】
<実施例15>
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比2.6:2.4:1)75.55部と、窒化ホウ素(HP−40)27.84部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.10部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液8.68部(固形分50%)と、CHN24.89部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ5.88部と、TPP0.13部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物15を得た。
【0261】
<実施例16>
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比2.6:2.4:1)100.94部と、窒化ホウ素(HP−40)13.95部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.11部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液8.70部(固形分50%)と、CHN24.94部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ5.90部と、TPP0.13部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物16を得た。
【0262】
<実施例17>
(多層樹脂シートの作製)
実施例1において得られたAステージシート1の1枚と、接着材層フィルム1(エポキシ樹脂系の接着材層)の1枚を、樹脂組成物層と接着材層とが接するように重ね合わせ、熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせた。厚さが112μmであるBステージ状態の樹脂組成物層の片面に接着材層が設けられた多層樹脂シートを得た。
【0263】
(樹脂シート積層体の作製)
上記で得られた多層樹脂シートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱することにより、両面に銅箔が設けられた樹脂シート積層体硬化物10を得た。
【0264】
<実施例18>
実施例1で作製したAステージシート1を用いて、接着材層フィルム1の代わりに接着材層フィルム3を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0265】
<実施例19>
Aステージシート1の代わりに、実施例7で作製したAステージシート3(PNAPシート)を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物12を得た。
【0266】
<実施例20>
実施例7で作製したAステージシート3を用いて、接着材層フィルム2の代わりに接着材層フィルム3を用いたこと以外は実施例12と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0267】
<比較例1>
(樹脂組成物層の調製)
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比 6.6:2.4:1)126.2部と、シランカップリング剤(PAM;KBM−573)0.13部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液11.96部(固形分50%)と、MEK44.77部と、CHN9.29部とを混合し、均一になったことを確認した後に、エポキシ樹脂モノマーとしてMOPOC19.39部と、TPP0.20部と、をさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を得た。
【0268】
得られた樹脂組成物形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPET(ポリエチレンテレフタレート)フィルムの離型面上に塗布し、100℃のボックス型オーブンで15分乾燥し、PETフィルム上にAステージの樹脂組成物層が形成されたAステージシート4を形成した。
【0269】
上記で得られたAステージシート4を2枚用い、樹脂組成物層同士が対向するように重ねて、ラミネータを用いて、温度130℃、圧力1MPa、真空度≦1kPa、時間15秒間の条件で貼り合わせた。その後、PETフィルムを剥がして、厚さが195μmであるBステージ状態の樹脂組成物層を得た。
次に、Bステージ状態の樹脂組成物層の算術平均表面粗さRaを小坂研究所表面粗さ測定器により測定条件は1mm/sにて測定した。
【0270】
(多層樹脂シートの作製)
上記で得られたBステージ状態の樹脂組成物層の両面に、上記で得られたポリアミドイミド系樹脂の接着材層が形成されたPETフィルム(接着材層フィルム2)を、接着材層がBステージ状態の樹脂組成物層に対向するようにそれぞれ重ね、ラミネータを用いて、温度110℃、圧力0.7MPa、真空度≦1kPa、時間15秒間の条件で、樹脂組成物層の両面に絶縁性の接着材層を貼り付けて、多層樹脂シートを得た。
【0271】
(樹脂シート積層体の作製)
上記で得られた多層樹脂シートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱することにより、両面に銅箔が設けられた樹脂シート積層体硬化物9を得た。
【0272】
<比較例2>
比較例1において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は比較例1と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物10を得た。
【0273】
<比較例3>
窒化ホウ素フィラーとして、HP−40の代わりにFS−3を46.04部(AA−04に対する体積基準混合比6.6)用いた以外は実施例7と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0274】
<比較例4>
接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は比較例3と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物12を得た。
【0275】
<比較例5>
比較例1において得られたAステージシート4の1枚を用いて、熱プレス装置(熱板180℃、圧力10MPa、処理時間10分)を用いて加熱加圧処理を行い、平坦化処理した樹脂シートを得た。
次に、接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)と、上記で得られた平坦化処理したシートを真空ラミネータを用いて、温度120℃、圧力0.7MPa、真空度≦1kPa、時間15秒間の条件で貼り付け、厚さ113μmの多層樹脂シートを得た。また、比較例1と同様にして、多層樹脂シートの両面に銅箔を貼りつけた。その後ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱することにより、両面に銅箔が設けられた樹脂シート積層体硬化物13を得た。
【0276】
<比較例6>
Aステージシート4の代わりに比較例3で得られたAステージシートを用いて平坦化処理した樹脂シートを得たこと以外は比較例5と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物14を得た。
【0277】
<評価>
上記で得られた両面に銅箔が設けられた樹脂シート積層体硬化物から銅箔をエッチング除去して得た多層樹脂シート硬化物(Cステージシート)及びBステージ状態の多層樹脂シート(Bステージシート)について、以下の評価を行った。評価結果を表1〜表3に示す。
【0278】
(Cステージシートの熱伝導率)
上記で得られた樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅をエッチング除去し、多層樹脂シート硬化物(Cステージシート)を得た。これを10mm角に切断し、グラファイトスプレーにより黒化処理し、熱拡散率をNETZSCH社製Nanoflash LFA447型を用いて測定した。
測定条件としては、測定温度は25±1℃、測定電圧270V、Amplitude5000、パルス幅0.06msである。
【0279】
(Bステージシートの絶縁耐圧)
Bステージシートを20mmΦのアルミ電極と50mm角のアルミ板で挟み込み、交流下での絶縁耐圧をヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0280】
(Cステージシートの絶縁耐圧)
得られた樹脂シート硬化物から、過硫酸ナトリウム溶液を用いて銅をエッチング除去し、多層樹脂シート硬化物(Cステージシート)を得た。得られた多層樹脂シート硬化物の交流下での絶縁耐圧をヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、測定温度23℃±2℃、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0281】
(Bステージシートのせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、金属板を貼り合わせ、JIS K6850に準拠して、引っ張りせん断接強さの測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着、硬化した。これを試験速度1mm/分、測定温度23℃にて、(株)島津製作所 AGC−100型で引っ張ることで測定を行った。尚、接着は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて行った
【0282】
(Cステージシートのせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、金属板を貼り合わせ、JIS K6850に準拠して、引っ張りせん断接強さの測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着、硬化して多層樹脂シート硬化物を得た。これを試験速度1mm/分、測定温度23℃と175℃、(株)島津製作所 AGC−100型で引っ張ることで測定を行った。
尚、接着、硬化は以下のようにして行った。真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を行った後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間のステップキュアにより行った。
【0283】
(Bステージシートの表面粗さの測定)
Bステージ状態の多層樹脂シートを構成する接着材層の表面粗さの測定を小坂研究所製表面粗さ測定機を用いて、測定条件は1mm/sにて行った。表面粗さは、算術平均粗さを用いて評価した。なお、測定時には支持体を剥離して接着面上の粗さを測定している。
【0284】
(Cステージシートの平均厚さ)
上記で得られた両面に銅箔が設けられた樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅をエッチング除去し、多層樹脂シート硬化物(Cステージシート)を得た。得られた多層樹脂シート硬化物から、シート状の樹脂硬化物を100mm角に切り出た。これをミツトヨ製マイクロメータIP65を用いて、9点の厚さを測定して、その算術平均値をシート全体の厚さとした。
【0285】
(圧縮率)
Bステージシート時の樹脂組成物層の厚さと樹脂組成物層に貼り付ける前の接着層の厚さとの和で、多層樹脂シート硬化物の厚さを割った数値を1から引いた数値の百分率を圧縮率とした。
【0286】
(フィラー入り込み状態の確認)
接着材層中へのフィラーの入り込み状態を以下のようにして評価した。
多層樹脂シートのプレス処理をする前とプレス処理した後の2種のサンプルについて、樹脂組成物層と接着材層との境界面に対して垂直な断面について、走査型電子顕微鏡(SEM、オックスフォード・インストゥルメンツ(株)製、INCA Energy 350)と付属の電子線X線マイクロアナライザ(XMA、加速電圧20kV、蒸着物質Pt−Pd)を用いて断面観察し、フィラーの分布状態や樹脂組成物層と接着材層の境界及びその構造から、接着材層へのフィラー入り込みの有無を判断した。
【0287】
【表1】
【0288】
【表2】
【0289】
【表3】
【0290】
以上から、本発明の多層樹脂シートを用いて構成された樹脂シート積層体硬化物は、熱伝導性、接着強度及び絶縁性のすべてに優れることが分かる。
【0291】
日本国特許出願2011−071252号の開示はその全体が参照により本明細書に取り込まれる。本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、及び技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書に参照により取り込まれる。
【技術分野】
【0001】
本発明は、多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置に関する。
【背景技術】
【0002】
半導体を用いた電子機器の小型化、大容量化、高性能化等の進行に伴い、高密度に実装された半導体からの発熱量は益々大きくなっている。例えば、パソコンの中央演算装置や電気自動車のモーターの制御に用いられる半導体装置の安定動作には、放熱のためにヒートシンクや放熱フィンが不可欠になっており、半導体装置とヒートシンク等を結合する部材として絶縁性と熱伝導性と両立可能な素材が求められている。
【0003】
また一般に、半導体装置等が実装されるプリント基板等の絶縁材料には有機材料が広く用いられている。これらの有機材料は、絶縁性は高いものの熱伝導率が低く、半導体装置等の放熱への寄与は大きくなかった。一方、半導体装置等の放熱のために、無機セラミックス等の無機材料が用いられる場合がある。これらの無機材料は、熱伝導率は高いもののその絶縁性は有機材料と比較して十分とは言い難く、高い絶縁性と熱伝導率とを両立可能な材料が求められている。
【0004】
上記に関連して、樹脂にフィラーと呼ばれる熱伝導率の高い無機充填剤を複合した材料が種々検討されている。例えば、一般的なビスフェノールA型エポキシ樹脂とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では3.8W/mK、温度波熱分析法では4.5W/mKの熱伝導率が達成可能とされている(例えば、特開2008−13759号公報参照)。同様に、特殊なエポキシ樹脂とアミン系の硬化剤とアルミナフィラーとの複合系からなる硬化物が知られており、キセノンフラッシュ法では9.4W/mK、温度波熱分析法では10.4W/mKの熱伝導率が達成可能とされている(例えば、特許文献1参照)。
【0005】
さらに、熱伝導性に優れた熱硬化性樹脂硬化物として、窒化ホウ素と、エポキシ樹脂、アミン系硬化剤、及び硬化触媒等のポリマー成分とが含有されている熱伝導性樹脂組成物において、温度波熱分析法で熱伝導率6〜11W/mKを達成可能とされている(例えば、特許文献2参照)。
【0006】
さらに、パワーモジュールに適する接着材層の構造として、フィラーを含む第一の接着材層の少なくとも片面に、実質的に接着材のみからなる第二の接着材層を設けることで、接着強度が維持されて、剥がれなどの発生を抑制することができるとされている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−13759号公報
【特許文献2】特開2008−189818号公報
【特許文献3】特開2009−21530号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1及び特許文献2に記載の熱伝導性樹脂硬化物では、熱伝導性、接着強度、絶縁性のすべてを高いレベルで満足することが困難である場合があった。特に、熱伝導性樹脂組成物が窒化ホウ素を含む場合は、窒化ホウ素は柔らかいフィラーであるため、窒化ホウ素を含む樹脂組成物層の接着強度が低下する恐れがある。また、リン片状のフィラーであるので非ニュートン性流体の傾向が強く、樹脂流動性をコントロールし難い。
【0009】
また、特許文献3には接着材層の物性や評価法について記載がないものの、接着材層がフィラーを含まないことから、シートの厚さ方向の熱伝導性が著しく低下する恐れがあることが想定される。また、第二の接着材層に熱可塑性樹脂を用いていることから、金属と化学的に接着しないため接着強度が低くなることが想定される。
【0010】
上記状況に鑑み、本発明は熱伝導性、接着強度及び絶縁性のすべてに優れる多層樹脂シート硬化物を形成しうる多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置を提供する。
【課題を解決するための手段】
【0011】
前記課題を解決するための具体的手段は以下の通りである。
【0012】
<1>熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、を有する多層樹脂シート。
【0013】
<2>前記接着材層は、算術平均表面粗さRaが1.5μm以上4μm以下である前記樹脂組成物層の面上に設けられ、平均厚さが6μm以上15μm以下である、<1>に記載の多層樹脂シート。
【0014】
<3>前記樹脂組成物層は、熱硬化性樹脂としてエポキシ樹脂モノマー及び硬化剤を含む、<1>又は<2>に記載の多層樹脂シート。
【0015】
<4>前記樹脂組成物層は、樹脂組成物層中の全固形分中40体積%〜85体積%のフィラーを含む、<1>〜<3>のいずれか一項に記載の多層樹脂シート。
【0016】
<5>前記フィラーが窒化ホウ素フィラーを含む、<1>〜<4>のいずれか一項に記載の多層樹脂シート。
【0017】
<6>前記窒化ホウ素フィラーとして、体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーを含む、<5>記載の多層樹脂シート。
【0018】
<7>前記体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーの含有率が樹脂組成物層の全固形物中に10体積%〜60体積%である、<6>に記載の多層樹脂シート。
【0019】
<8>前記多層樹脂シートの圧縮率が10%以上である、<1>〜<7>のいずれか1項に記載の多層樹脂シート。
【0020】
<9>前記接着材層は、アクリル変性ゴムを含有するエポキシ樹脂、変性ポリイミド樹脂、及び変性ポリアミドイミド樹脂からなる群より選ばれる少なくとも1種の樹脂と、アルミナフィラーとを含む、<1>〜<8>のいずれか1項に記載の多層樹脂シート。
【0021】
<10><1>〜<9>のいずれか1項に記載の多層樹脂シートの熱処理物である多層樹脂シート硬化物。
【0022】
<11>前記熱硬化性樹脂が高次構造を有する樹脂硬化物を形成している<10>に記載の多層樹脂シート硬化物。
【0023】
<12><1>〜<9>のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの接着材層上に配置された金属板又は放熱板と、を含む樹脂シート積層体。
【0024】
<13><12>に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物。
【0025】
<14><1>〜<9>のいずれか1項に記載の多層樹脂シートの接着材層上に、金属板又は放熱板を配置して樹脂シート積層体を得る工程と、前記樹脂シート積層体に熱を与えて前記樹脂組成物層を硬化させる工程と、を含む<13>に記載の樹脂シート積層体硬化物の製造方法。
【0026】
<15><1>〜<9>のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの前記接着材層上に配置される金属箔と、を含む金属箔付き多層樹脂シート。
【0027】
<16>半導体素子と、前記半導体素子上に配置される<10>又は<11>に記載の多層樹脂シート硬化物と、を含む半導体装置。
【発明の効果】
【0028】
本発明によれば、熱伝導性、接着強度及び絶縁性のすべてに優れる多層樹脂シート硬化物を形成しうる多層樹脂シート、樹脂シート積層体、多層樹脂シート硬化物及びその製造方法、金属箔付き多層樹脂シート、並びに半導体装置を提供することができる。
【図面の簡単な説明】
【0029】
【図1】本発明にかかる多層樹脂シートの樹脂層に含有されるフィラー粒子径分布の一例を示す図である。
【図2】本発明にかかる多層樹脂シートの樹脂層に含有されるフィラー粒子径分布一例を示す図である。
【図3】本発明にかかる多層樹脂シートの製造方法の工程図の一例を示す模式断面図である。
【図4】本発明にかかる多層樹脂シートの製造方法の工程図の一例を示す模式断面図である。
【図5】本発明にかかる樹脂シート積層体の製造方法の工程図の一例を示す模式断面図である。
【図6】本発明にかかる多層樹脂シート硬化物の一例を示す模式断面図である。
【図7】本発明にかかる多層樹脂シート硬化物と類似する構成を有する多層樹脂シート硬化物の一例を示す模式断面図である。
【図8】本発明にかかる多層樹脂シート硬化物の断面SEM写真の一例である。
【図9】本発明にかかる多層樹脂シート硬化物と類似する構成を有する多層樹脂シート硬化物の断面SEM写真の一例である。
【図10】本発明にかかる多層樹脂シート硬化物の断面SEM写真の一例である。
【図11】本発明にかかる多層樹脂シート硬化物と類似する構成を有する多層樹脂シート硬化物の断面SEM写真の一例である。
【図12】本発明にかかる多層樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す模式断面図である。
【図13】本発明にかかる多層樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す模式断面図である。
【図14】本発明にかかる多層樹脂シートを用いて構成されたパワー半導体装置の構成の一例を示す模式断面図である。
【図15】本発明にかかる多層樹脂シートを用いて構成されたLEDライトバーの構成の一例を示す模式断面図である。
【図16】本発明にかかる多層樹脂シートを用いて構成されたLED電球の構成の一例を示す模式断面図である。
【図17】本発明にかかる多層樹脂シートを用いて構成されたLED電球の構成の一例を示す模式断面図である。
【図18】本発明にかかる多層樹脂シートを用いて構成されたLED基板の構成の一例を示す模式断面図である。
【発明を実施するための形態】
【0030】
本明細書において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の作用が達成されれば、本用語に含まれる。
また本明細書において「〜」を用いて示された数値範囲は、「〜」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
さらに本明細書において組成物中の各成分の量は、組成物中に各成分に該当する物質が複数存在する場合には、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。
【0031】
<多層樹脂シート>
本発明の多層樹脂シートは、熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面(以下、「表面」ともいう)の算術平均表面粗さRaが1.5μm以下である接着材層とを有する。多層樹脂シートは、必要に応じてその他の層を有していてもよい。
【0032】
樹脂組成物層上に特定の算術平均表面粗さを有する接着材層を設けた多層樹脂シートは樹脂組成物層単独の樹脂シートと比較して、接着性及び絶縁性に優れる。また多層樹脂シートの樹脂組成物層を硬化させて得られる多層樹脂シート硬化物は、熱伝導性、接着強度及び絶縁性のすべてに優れる。多層樹脂シートは、例えば、熱処理をすることで硬化物とすることができる。
【0033】
上記について、例えば以下のように考えることができる。接着材層を樹脂組成物層上に設けて多層樹脂シートを構成することで、接着材層の樹脂設計において接着強度をより重視した樹脂設計が可能となる。すなわち、接着材層に接着強度が高い樹脂を用いることができ、樹脂組成物層に用いる樹脂のように熱伝導性を重視する樹脂設計にしなくてもよいためであると考えることができる。
【0034】
このように接着材層を樹脂組成物層上に設けて多層樹脂シートを構成することで、熱伝導性と接着性といった機能を分離し、それぞれの機能に特化した組成を選択することができる。すなわち、接着材層の樹脂設計においては、接着強度を重視した樹脂設計を行うことが可能となり、樹脂組成物層においては、熱伝導性を重視する樹脂設計を行うことができる。また、樹脂組成物層に接着層を貼り付けることで、樹脂組成物層の最薄部の厚さが厚くなり、絶縁破壊強度が向上する。これらの結果、多層樹脂シートとすることにより、樹脂組成物層単体の接着強度や絶縁破壊強度を上回る接着強度や絶縁破壊強度を得ることができる。
【0035】
また樹脂組成物層に加えて低弾性である接着材層を有することで、応力が緩和し易くなり、熱衝撃試験にて剥離し難くなる。さらに、接着材層の平滑な表面の反対側に樹脂組成物層が配置され、樹脂組成物層がフィラーを含むことで樹脂組成物層と接着材層の界面に凸凹を設けることができる。これにより樹脂組成物層と接着材層の間の接着強度がより向上する。これは、アンカー効果や接着面積の増大による密着力の増大によるためであると考えることができる。
【0036】
本発明の多層樹脂シートは、樹脂組成物層の少なくとも一方の面上に接着材層を有するが、樹脂組成物層の両方の面上に接着材層を有してもよい。また接着材層は樹脂組成物層とは対向しない面の上に更に、プラスチックフィルム等の支持体を有していてもよい。尚、前記支持体は保護フィルムとして機能する支持体を用いてもよい。接着材層が支持体を有する場合、接着材層表面の算術平均表面粗さは支持体を剥離した状態で測定される。
【0037】
本発明の多層樹脂シートは、表面の算術平均表面粗さが特定の範囲である接着材層を有する。この算術平均表面粗さが特定の範囲であることで、接着材層と被着体との接着強度がより向上すると考えることができる。本発明の多層樹脂シートにおける接着材層は、表面の算術平均表面粗さRaが1.5μm以下である。接着強度と熱伝導性の観点から、表面の算術平均表面粗さRaは1.3μm以下であることが好ましく、1.1μm以下であることがより好ましい。接着剤層の被着体と接触する側の表面の算術平均表面粗さを1.5μm以下にすることで、被着体とボイドレスで、強固な接着を形成することができる。接着材層の表面の算術平均表面粗さRaが1.5μmを超えると、接着強度及び熱伝導性が低下する場合がある。これは接着材層の表面粗さが大きいと、接着材層と被着体との間にボイドが入り易くなり、接着力が発現し難くなるためと考えられる。
【0038】
上記接着材層の表面の算術平均表面粗さは0.2μm以上であることが好ましく、0.4μm以上であることがより好ましい。表面の粗さが小さくなり過ぎると、加熱時に起こる表面の膨れが大きくなる場合がある。
【0039】
尚、接着材層の表面の算術平均表面粗さRaは、表面粗さ測定装置(例えば、小坂研究所製表面粗さ測定機)を用いて、測定条件として1mm/s、走査距離50mmにて測定される。具体的には、多層樹脂シートに保護フィルムが付いている場合は、このフィルムを剥がし多層樹脂シート表面を露出させる。測定台に多層樹脂シートを固定し、その上に測定針を落として算術平均表面粗さを測定することができる。
【0040】
前記樹脂組成物層上に設けられる接着材層の平均厚さは6μm以上15μm以下とすることが好ましい。熱伝導性と接着強度のバランスの観点から、6μm以上13μm以下であることがより好ましく、6μm以上12μm以下であることが特に好ましい。
【0041】
多層樹脂シートを構成する樹脂組成物層の接着材層が設けられる面における算術平均表面粗さは、1.5μm以上4.0μm以下とすることが好ましい。接着強度の観点から、1.7μm以上3.5μm以下であることがより好ましく、2.0μm以上3.0μm以下であることが特に好ましい。
【0042】
樹脂組成物層の算術平均表面粗さが1.5〜4.0μmとなるような凸凹を設けることで、樹脂組成物層と接着材層間の接着強度がより向上する。これは例えば、アンカー効果や接着面積の増大による密着力の増大によるためであると考えることができる。
【0043】
接着材層が設けられる前の樹脂組成物層の表面の算術平均表面粗さRaは、樹脂組成物層の表面について、表面粗さ測定装置(例えば、小坂研究所製表面粗さ測定機)を用いて、測定条件として1mm/sにて測定される。
【0044】
接着材層が設けられた後の樹脂組成物層の表面の算術平均表面粗さRaは、樹脂埋め込みを行って樹脂組成物層を保護し、研磨し断面を出す。これを走査型電子顕微鏡により観察し、手計算を行うことで測定できる。
【0045】
樹脂組成物層の表面の算術平均表面粗さを所定の範囲とする方法は次の方法が挙げられる。例えば、粗さを小さくする方法としては、平面プレスやロールプレス、ラミネータ法といった機械的に加圧して平滑化する方法、樹脂やフィラー等の分散性を上げて塗工時に大粒子を少なくする手法等を挙げることができる。樹脂やフィラー等の分散性を上げる方法としては、樹脂やフィラー等への親和性の高い溶剤を選択すること等が挙げられる。粗さを大きくする方法としては、樹脂組成物原料のフィラーを粗大化する手法や充填量を高くすること、フィラーとの濡れ性が悪い溶剤を少量添加する手法等を挙げることができる。
【0046】
本発明の多層樹脂シートにおいては、樹脂組成物層の接着材層が設けられる面における算術平均表面粗さRaが1.5μm以上4μm以下であって、接着材層の厚さが6μm以上15μm以下であるときに上記で述べた効果が生じ易い傾向にある。
これは例えば、以下のように考えることができる。
【0047】
すなわち、樹脂組成物層の表面を接着材層で覆うことで、樹脂組成物層の表面にある凸凹(例えば、フィラーに起因する凸凹)を埋めることができる。さらに、前記多層樹脂シートを接着材層が被着体に接するように貼り付ける際に、被着体と多層樹脂シートを接着させるだけでなく、その貼り付け時の圧力により接着材層が変形し、樹脂組成物層の凸凹が接着材層により充填される。これらにより多層樹脂シートの最薄部の厚みが増し、多層樹脂シートの厚さがより均一になるため、絶縁耐圧が向上すると考えることができる。このため、被着体を接着した後の多層樹脂シートの厚さは、Bステージ時(後述)の多層樹脂シートの厚さと比較して、厚さが均一化し、空隙率が小さくなるため薄くなる傾向にある。
【0048】
絶縁破壊は電界集中が生じ易い樹脂組成物層の最薄部で起こり易い。印加される電界は厚さに反比例して小さくなるため、この最薄部が接着材層の樹脂により厚くなることにより、絶縁破壊が起き難くなると考えることができる。またこれらの接着力や絶縁耐圧の向上といった効果は、多層樹脂シートの硬化前後でも変わらずに発揮される。
【0049】
[樹脂組成物層]
樹脂組成物層は、熱硬化性樹脂の少なくとも1種と、フィラーの少なくとも1種とを含み、必要に応じてその他の成分を含んで構成される。
熱硬化性樹脂とフィラーを含むことで、樹脂組成物層を熱処理して硬化することにより熱伝導性に優れた樹脂硬化物層(熱伝導層)を形成することができる。またフィラーを含むことで、樹脂組成物層の表面の算術平均表面粗さを所望の範囲とすることが容易になる。
【0050】
(フィラー)
前記樹脂組成物層は、フィラーを含むことで熱伝導性を向上させている。前記樹脂組成物層中のフィラーの含有率は特に制限されず、熱伝導性と接着性の観点から、樹脂組成物層の全固形分中40体積%〜85体積%であることが好ましく、熱伝導性の観点から、50体積%〜80体積%であることがより好ましい。また、樹脂組成物層のフィラーの含有量を全固形分中40体積%〜85体積%とすることにより、樹脂組成物層の算術平均表面粗さが1.5〜4.0μmとなるような凸凹を設けることができる。
なお、樹脂組成物層の全固形分とは、樹脂組成物層を構成する成分のうち、非揮発性成分の総量を意味する。
【0051】
特に、樹脂組成物層が窒化ホウ素フィラーを含むことで、熱伝導性が飛躍的に向上する。これは例えば、以下のように考えることができる。窒化ホウ素のモース硬度は2と、他のアルミナや窒化アルミといった絶縁セラミックス(例えば、硬度8)と比較して低く、柔らかい。さらに球形や丸み状といった形状の窒化ホウ素は1次粒子が凝集した形になっているので、粒子内部に空洞が存在している。このため、溶融した樹脂よりは硬いながら、粒子自体も変形し易いものになっている。その結果、外力により容易に変形することができ、後述する加熱加圧工程、ラミネート工程、及びプレス工程が行われた場合に変形が可能であり、この変形の際にフィラー間から樹脂を排除することができる。このため、フィラー同士が容易に接近することができ、樹脂組成物層の内部に窒化ホウ素を含む大粒子径のフィラーが連続して接触している構造が形成し易くなり、熱伝導性が飛躍的に向上すると考えることができる。
【0052】
前記フィラーが窒化ホウ素粒子を含んでいることを確認するには、樹脂組成物又はシートの組織を顕微鏡にて直接観察する手法が有効である。例えば、樹脂シート又はその硬化物の断面をSEM(走査型電子顕微鏡)にて観察することで、樹脂組成物中のフィラーの結晶形を確認すること、更に、SEM−EDX(エネルギー分散型X線分光器)を用い、フィラーの元素を定性することで確認できる。
【0053】
樹脂組成物層が窒化ホウ素フィラーを含む場合、熱伝導性の観点からその体積平均粒子径が10μm以上100μm以下であることが好ましく、絶縁性の観点から20μm以上90μm以下であることがより好ましく、接着性の観点から30μm以上80μm以下であることがさらに好ましい。
【0054】
樹脂組成物層が窒化ホウ素フィラーを含む場合、その含有率が樹脂組成物層の全固形分中10体積%以上60体積%以下であることが接着性の観点から好ましく、熱伝導性の観点から15体積%以上55体積%以下であることがより好ましく、絶縁性の観点から20体積%〜以上50体積%以下であることがさらに好ましい。
【0055】
特に、体積平均粒子径が10μm以上100μm以下である窒化ホウ素フィラーの含有率が樹脂組成物層の全固形分中に10体積%以上60体積%以下であることが好ましい。体積平均粒子径が10μm以上100μm以下である窒化ホウ素フィラーの含有率が上記範囲であると、熱伝導性の点で好ましい。
【0056】
上記窒化ホウ素フィラーの体積平均粒子径は、20μm以上90μm以下であることがより好ましく、30μm以上80μm以下であることがさらに好ましい。
上記窒化ホウ素フィラーの含有率は、樹脂組成物層の全固形分中に15体積%以上55体積%以下であることがより好ましく、20体積%以上50体積%以下であることがさらに好ましい。
【0057】
樹脂組成物層が窒化ホウ素フィラーを含む場合、窒化ホウ素フィラーに加えて、その他の絶縁性を有する無機化合物をさらに含んでいてもよい。フィラーに含まれる窒化ホウ素の含有率は特に制限されない。フィラーに含まれる窒化ホウ素の含有率は、熱伝導性の観点から、フィラーの総体積を100体積%とした場合、12体積%以上90体積%以下であることが好ましく、20体積%以上85体積%以下であることがより好ましい。
【0058】
さらに、樹脂組成物層は、体積平均粒子径が異なるフィラーを含んでいてもよい。具体的には、体積平均粒子径が10μm以上100μm以下である窒化ホウ素フィラーの他に、粒子径が上記範囲内の他のフィラーや、粒子径が上記範囲よりも小さいフィラーを含んでいてもよい。また、これらを最密充填できるように、粒子径の差が大きいフィラーを組み合わせて充填することも好ましい。更に、大・中・小のサイズの異なる3種の粒子を混合して、最密充填を試みてもよい。
【0059】
窒化ホウ素と同じ粒子径範囲のフィラーを大粒子径とすると、体積平均粒子径が10μm以上100μm以下であることが好ましく、絶縁性の観点から、20μm以上90μm以下であることがより好ましく、接着性の観点から、30μm以上80μm以下であることが特に好ましい。
中粒子径のフィラーは、体積平均粒子径が1μm以上10μm以下であることが好ましく、樹脂溶融粘度の観点から、1.5μm以上8μm以下であることがより好ましく、充填性の観点から、2μm以上6μm以下であることが特に好ましい。
小粒子径のフィラーは、体積平均粒子径が0.01μm以上1μm以下であることが好ましく、分散性の観点から、0.05μm以上0.8μm以下であることがより好ましく、充填性の観点から、0.1μm以上0.6μm以下であることが特に好ましい。
【0060】
体積平均粒子径が異なる少なくとも3種類のフィラーを含むことで、フィラーが十分に充填され、熱伝導性が向上する傾向にある。さらに、大粒子径のフィラーが窒化ホウ素フィラーを含むことで、熱伝導性がいっそう向上する傾向にある。
【0061】
フィラーの体積平均粒子径は、レーザー回折法、又は樹脂組成物層の断面観察を用いて、直接実測することで測定される。レーザー回折法を用いる場合、まず樹脂組成物中のフィラーを抽出し、レーザー回折散乱粒度分布測定装置(例えば、ベックマン・コールター社製、LS230)を用いることで測定可能である。具体的には、有機溶剤等や硝酸、王水などを用いて、樹脂組成物中からフィラー成分を抽出し、超音波分散機などで十分に分散する。この分散液の粒子径分布を測定することで、フィラーの体積平均粒子粒径の測定が可能になる。
【0062】
フィラーの体積平均粒子径は、樹脂組成物層、多層樹脂シート又はそれらの硬化物の断面を走査型電子顕微鏡にて観察し、実測することでも測定することができる。具体的には、これらの樹脂組成物層等を透明なエポキシ樹脂に埋め込み、ポリッシャーやスラリーなどで研磨して、樹脂組成物層等の断面を露出させる。この断面を直接観察することで、フィラー粒径の定量が可能になる。また、FIB装置(集束イオンビームSEM)などを用いて、二次元の断面観察を連続的に行い、三次元構造解析を行なうことが好ましい。
【0063】
図1及び図2に多層樹脂シートの樹脂組成物層が大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含む場合のフィラー粒子径分布の一例を示す。図1及び図2に示すように、粒子径が0.01μm以上1μm未満の範囲、粒子径が1μm以上10μm未満の範囲、及び粒子径が10μm以上100μm以下の範囲のそれぞれの範囲に粒子径分布のピークが存在する。このような粒子径分布を持っているフィラーを含む樹脂組成物層を用いることで、前記多層樹脂シートは熱伝導、絶縁性等の機能を十分に発現できる傾向がある。
【0064】
多層樹脂シートの樹脂組成物層が前記小粒子径のフィラー、中粒子径のフィラー及び大粒子径のフィラーを含む場合、熱伝導性、絶縁性の観点から、前記小粒子径のフィラーの体積平均粒子径に対する中粒子径のフィラーの体積平均粒子径の比(中粒子径のフィラーの体積平均粒子径/小粒子径のフィラーの体積平均粒子径)が5〜50であることが好ましく、充填性と熱伝導性の観点から、8〜20であることがより好ましい。
【0065】
また熱伝導性、絶縁性の観点から、前記中粒子径のフィラーの体積平均粒子径に対する大粒子径のフィラーの体積平均粒子径の比(大粒子径のフィラーの体積平均粒子径/大粒子径のフィラーの体積平均粒子径)が3〜40であることが好ましく、熱伝導性の観点から5〜30であることがより好ましい。
【0066】
前記フィラーが大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含む場合、前記フィラーは全体として広い体積平均粒径分布を有するものであることが好ましいが、粒径分布は特に制限されない。すなわち、広い粒径分布を示すものであっても、狭い粒径分布を示すものであってもよい。熱伝導性の観点からは、充填率を高くできる広い粒径分布を有する方が好ましい。
【0067】
また前記フィラーは、フィラー全体として前記大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含んでいてもよい。すなわち、フィラー全体の粒径分布を測定した場合に、体積平均粒子径が0.01μm以上1μm未満の小粒子径のフィラーに対応するピークと、体積平均粒子径が1μm以上10μm未満の中粒子径のフィラーに対応するピークと、体積平均粒子径が10μm以上100μm以下の大粒子径のフィラーに対応するピークと、の少なくとも3つのピークが観測されてもよい。
【0068】
かかる態様のフィラーは、例えば、粒径分布においてそれぞれが単一のピークを示す大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを混合して構成してもよく、また、それぞれのフィラーの粒径分布において2以上のピークを有するフィラーを用いて構成されてもよい。
【0069】
多層樹脂シートの樹脂組成物層が大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーを含む場合、小粒子径のフィラー、中粒子径のフィラー及び大粒子径のフィラーの総体積中における体積基準の含有率としては、小粒子径のフィラーの含有率が1体積%〜15体積%であって、中粒子径のフィラーの含有率が10体積%〜40体積%であって、大粒子径のフィラーの含有率が45体積%〜80体積%であることが好ましく、充填性、熱伝導性の観点から、小粒子径のフィラーの含有率が6体積%〜15体積%であって、中粒子径のフィラーの含有率が18体積%〜35体積%であって、大粒子径のフィラーの含有率が50体積%〜70体積%であることがより好ましい。
【0070】
大粒子径のフィラーの含有率を極力高く(例えば、フィラー全体量に対して60体積%〜70体積%程度)し、次に中粒子径のフィラーの含有率を極力高く(例えば、15体積%〜30体積%程度)することで、より効果的に熱伝導性を向上することができる。このように体積平均粒子径が異なるフィラーを含むことで、熱伝導性がより効果的に向上する。
【0071】
前記フィラーの体積平均粒子径及び含有比率の組み合わせは、小粒子径のフィラーの体積平均粒子径が0.01μm以上1μm未満であり、中粒子径のフィラーの体積平均粒子径が1μm以上10μm以下であり、大粒子径の体積平均粒子径が10μm以上100μm以下であって、大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーの含有比率が体積基準でそれぞれ1%〜15%、10%〜40%、45%〜80%であることが好ましい。
【0072】
特に、小粒子径のフィラーの体積平均粒子径が0.01μm以上0.6μm以下であり、中粒子径のフィラーの体積平均粒子径が2μm以上6μm以下であり、大粒子径のフィラーの体積平均粒子径が20μm以上90μm以下であって、大粒子径のフィラー、中粒子径のフィラー及び小粒子径のフィラーの含有比率がフィラー全体量に対する体積基準でそれぞれ、6%〜15%、18%〜35%、45%〜80%であることがより好ましい。
【0073】
小粒子径のフィラーと中粒子径のフィラーの体積基準混合比は、フィラー充填性と熱伝導性の観点から1:0.5〜1:40であることが好ましく、1:1〜1:7であることがより好ましい。
小粒子径のフィラーと大粒子径のフィラーの体積基準混合比は、フィラー充填性と熱伝導性の観点から1:3〜1:80であることが好ましく、1:4〜1:15であることがより好ましい。
【0074】
大粒子径のフィラーが窒化ホウ素を含む場合、大粒子径のフィラーが含む窒化ホウ素以外のその他の絶縁性を有する無機化合物としては、酸化アルミニウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、タルク、マイカ、水酸化アルミニウム、硫酸バリウム等を挙げることができる。中でも、熱伝導性の観点から、酸化アルミニウム、窒化ホウ素、窒化アルミニウムが好ましい。また、これらのフィラーの材質としては、1種類単独であっても、2種類以上を併用してもよい。
【0075】
小粒子径のフィラー及び中粒子径のフィラーとしては、絶縁性を有する無機化合物であれば特に制限はないが、高い熱伝導率を有するものであることが好ましい。小粒子径のフィラー及び中粒子径のフィラーの具体例としては、酸化アルミニウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化ケイ素、タルク、マイカ、水酸化アルミニウム、硫酸バリウム等を挙げることができる。中でも、熱伝導性の観点から、酸化アルミニウム、窒化ホウ素、窒化アルミニウムが好ましい。また、これらのフィラーの材質としては、1種類単独であっても2種類以上を併用してもよい。
【0076】
前記フィラーの粒子形状としては特に制限はなく、球形状、丸み状、破砕状、りん片状、及び凝集粒子などが挙げられる。中でも、充填性と熱伝導性の観点から、球形状、丸み状が好ましい。
【0077】
(熱硬化性樹脂)
樹脂組成物層を構成する熱硬化性樹脂としては特に制限はなく、通常用いられる熱硬化性樹脂から適宜選択して用いることができる。中でも熱硬化性樹脂は、熱伝導性と接着強度の観点から、エポキシ樹脂モノマーの少なくとも1種を含むことが好ましく、エポキシ樹脂モノマーの少なくとも1種と硬化剤の少なくとも1種を含むことがより好ましい。
【0078】
−エポキシ樹脂モノマー−
本発明における樹脂組成物は、エポキシ樹脂モノマー(以下、単に「エポキシ樹脂」ということがある)の少なくとも1種を含む。前記エポキシ樹脂としては通常用いられる一般的なエポキシ樹脂を特に制限なく用いることができる。なかでも硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。
【0079】
エポキシ樹脂モノマーが、特定構造を有するノボラック樹脂とともに樹脂硬化物を形成することで、樹脂硬化物中に共有結合や分子間力に由来する架橋密度の高い構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0080】
一般的なエポキシ樹脂の具体例としては、ビスフェノールA型、F型、S型、AD型等のグリシジルエーテル、水素添加したビスフェノールA型のグリシジルエーテル、フェノールノボラック型のグリシジルエーテル、クレゾールノボラック型のグリシジルエーテル、ビスフェノールA型のノボラック型のグリシジルエーテル、ナフタレン型のグリシジルエーテル、ビフェノール型のグリシジルエーテル、ジヒドロキシペンタジエン型のグリシジルエーテル、トリフェニルメタン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などが挙げられる。
【0081】
エポキシ樹脂モノマーとして、硬化前では低粘度であり、フィラー充填性や成形性に優れ、熱硬化後には高い耐熱性や接着性に加えて高い熱伝導性を有するものであることが好ましい。例えば、25℃で液状のエポキシ樹脂モノマーを用いることが好ましい。これにより、シート化時の柔軟性や積層時の流動性が発現し易くなる。このような25℃で液状のエポキシ樹脂モノマーとしては、例えば、ビスフェノールA型やAD型、これらの水素添加した樹脂やナフタレン型、反応性希釈剤とよばれる片末端がエポキシ基を有している樹脂などが挙げられる。中でも、硬化後の温度に対する弾性率変化や熱物性の観点から、ビスフェノールA型やAD型、ナフタレン型のエポキシ樹脂モノマーであることが好ましい。
【0082】
また、上記の25℃で液状のエポキシ樹脂モノマーの分子量としては特には制限されないが、例えば、積層時の流動性の観点から100以上100000以下であることが好ましく、200以上50000以下であることがより好ましく、300以上10000以下であることが特に好ましい。
特に、分子量が5000以下のビスフェノールA型のグリシジルエーテル及びビスフェノールF型のグリシジルエーテルからなる群より選ばれる少なくとも1種の液状エポキシ樹脂を含むときは、樹脂組成物をシート化した時の柔軟性や積層時の流動性をより向上することができる。
【0083】
前記エポキシ樹脂モノマーは多官能エポキシ樹脂を含んでいてもよい。これにより高Tg(ガラス転移温度)化、高熱伝導化をより効果的に達成することができる。多官能エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂等が好ましく用いられる。
【0084】
また、熱伝導性の観点からメソゲン基を有するエポキシ樹脂を用いることができる。これにより、より高い熱伝導性を発現することができる。ここでいうメソゲン基は、エポキシ樹脂モノマーが硬化剤とともに樹脂硬化物を形成した場合に、樹脂硬化物中にメソゲン基に由来する高次構造を形成することができるものであれば、特に制限はない。
【0085】
尚、ここでいう高次構造とは、樹脂組成物の硬化後に分子が配向配列している状態を意味し、例えば、樹脂硬化物中に結晶構造や液晶構造が存在することである。このような結晶構造や液晶構造は、例えば、直交ニコル下での偏光顕微鏡による観察やX線散乱により、その存在を直接確認することができる。また貯蔵弾性率の温度に対する変化が小さくなることでも、間接的に存在を確認できる。
【0086】
前記メソゲン基として具体的には、ビフェニル基、ターフェニル基、ターフェニル類縁体、アントラセン基、及び、これらがアゾメチン基やエステル基で接続された基などが挙げられる。
【0087】
エポキシ樹脂モノマーとしてメソゲン基を有するエポキシ樹脂モノマーを用い、硬化剤とともに樹脂硬化物を構成することで、高い熱伝導性を達成することができる。これは例えば、以下のように考えることができる。すなわち、分子中にメソゲン基を有するエポキシ樹脂モノマーが、硬化剤(好ましくは、後述するノボラック樹脂)とともに樹脂硬化物を形成することで、樹脂硬化物中にメソゲン基に由来する規則性の高い高次構造を形成することができる。このため、絶縁樹脂における熱伝導の媒体であるフォノンの散乱を抑制することができ、これにより高い熱伝導性を達成することができると考えられる。
【0088】
前記メソゲン基を有するエポキシ樹脂モノマーとして、具体的には例えば、4,4’−ビフェノールグリシジルエーテル、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン、4−(オキシラニルメトキシ)安息香酸−1,8−オクタンジイルビス(オキシ−1,4−フェニレン)エステル、2,6−ビス[4−[4−[2−(オキシラニルメトキシ)エトキシ]フェニル]フェノキシ]ピリジン等を挙げることができる。中でも、熱伝導性の向上の観点から、1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセンであることが特に好ましい。
【0089】
また、前記エポキシ樹脂は液状エポキシ樹脂を含んでいてもよく、これにより後述するAステージやBステージ時の樹脂軟化点を低下させることが可能となる。具体的には、シートの取り扱い性を向上させることができる。しかし、液状エポキシ樹脂はTgや熱伝導性が低い場合があるので、液状エポキシ樹脂の含有量は樹脂硬化物の物性との兼ね合いで適宜選択できる。
【0090】
前記樹脂組成物層中におけるエポキシ樹脂モノマーの含有率としては特に制限はないが、熱伝導性と接着性の観点から、樹脂組成物層を構成する全固形分中、3質量%〜30質量%であることが好ましく、熱伝導性の観点から、4質量%〜25質量%であることがより好ましく、5質量%〜20質量%であることがさらに好ましい。
【0091】
−硬化剤−
前記樹脂組成物層は、硬化剤の少なくとも1種を含むことが好ましい。硬化剤は、エポキシ樹脂モノマーと反応して樹脂硬化物を形成可能な化合物であれば特に制限はない。具体的には例えば、ノボラック樹脂、芳香族アミン系硬化剤、脂肪族アミン系硬化剤、メルカプタン系硬化剤、酸無水物硬化剤などの重付加型硬化剤などを用いることができる。また、これらの硬化剤にイミダゾール、トリフェニルホスフィン、またこれらに側鎖を持たせた置換体などの硬化触媒などを用いることができる。
樹脂組成物層は、熱伝導性と絶縁性の観点から、ノボラック樹脂の少なくとも1種を硬化剤として含むことが好ましい。
【0092】
前記ノボラック樹脂としては、エポキシ樹脂の硬化剤として通常用いられるノボラック樹脂であれば特に制限はない。ノボラック樹脂は、熱伝導性と絶縁性の観点から、下記一般式(I)で表される構造単位を有する化合物の少なくとも1種であることが好ましい。
【0093】
【化1】
【0094】
上記一般式(I)においてR1は、アルキル基、アリール基、又はアラルキル基を表す。R1で表されるアルキル基、アリール基及びアラルキル基は、可能であれば置換基をさらに有していてもよく、該置換基としては、アルキル基、アリール基、ハロゲン原子、水酸基等を挙げることができる。
mは0〜2の整数を表し、mが2の場合、2つのR1は同一であっても異なってもよい。本発明において、流動性の観点からmは0又は1であることが好ましく、熱伝導性の観点からmは0であることがより好ましい。
【0095】
前記ノボラック樹脂は、上記一般式(I)で表される構造単位を有する化合物の少なくとも1種を含むものであることが好ましい。上記一般式(I)で表される構造単位を有する化合物の2種以上を含むものであることもまた好ましい。
【0096】
前記ノボラック樹脂は、フェノール性化合物としてレゾルシノールに由来する部分構造を含むことが好ましいが、レゾルシノール以外のフェノール性化合物に由来する部分構造の少なくとも1種をさらに含んでいてもよい。レゾルシノール以外のフェノール性化合物としては、例えば、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,4−トリヒドロキシベンゼン、1,3,5−トリヒドロキシベンゼン等を挙げることができる。前記ノボラック樹脂は、これらに由来する部分構造を1種単独でも、2種以上組み合わせて含んでいてもよい。
ここでフェノール性化合物に由来する部分構造とは、フェノール性化合物のベンゼン環部分から水素原子を1個又は2個取り除いて構成される1価又は2価の基を意味する。なお、水素原子が取り除かれる位置は特に限定されない。
【0097】
前記レゾルシノール以外のフェノール性化合物に由来する部分構造としては、熱伝導性、接着性、保存安定性の観点から、フェノール、クレゾール、カテコール、ヒドロキノン、1,2,3−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、及び、1,3,5−トリヒドロキシベンゼンからなる群より選ばれる少なくとも1種に由来する部分構造であることが好ましく、カテコール及びヒドロキノンからなる群より選ばれる少なくとも1種に由来する部分構造であることがより好ましく、カテコールレゾルシノールノボラック樹脂又はヒドロキノンレゾルシノールノボラック樹脂であることが更に好ましい。
【0098】
前記ノボラック樹脂がレゾルシノールに由来する部分構造を含む場合、その含有比率については特に制限はないが、熱伝導性の観点から、ノボラック樹脂の全質量に対するレゾルシノールに由来する部分構造の含有比率が55質量%以上であることが好ましく、さらに高い熱伝導性を実現する観点から、80質量%以上であることがより好ましい。
【0099】
一般式(I)においてR2及びR3は、それぞれ独立して水素原子、アルキル基、アリール基、フェニル基又はアラルキル基を表す。R2及びR3で表されるアルキル基、フェニル基、アリール基及びアラルキル基は、可能であれば置換基をさらに有していてもよく、該置換基としては、アルキル基、アリール基、ハロゲン原子、及び水酸基等を挙げることができる。
【0100】
前記ノボラック樹脂の数平均分子量としては熱伝導性の観点から、800以下であることが好ましく、樹脂粘度と熱伝導性、ガラス転移温度の観点から、300以上700以下であることがより好ましく、更なる高い熱伝導性の観点から、350以上550以下であることがより好ましい。
【0101】
前記樹脂組成物層において、上記一般式(I)で表される構造単位を有する化合物を含むノボラック樹脂は、ノボラック樹脂を構成するフェノール性化合物であるモノマーを含んでいてもよい。ノボラック樹脂を構成するフェノール性化合物であるモノマーの含有比率(以下、「モノマー含有比率」ということがある)としては特に制限はないが、成形性や熱伝導性、ガラス転移温度の観点から、5質量%〜80質量%であることが好ましく、高い熱伝導性やガラス転移温度の観点から、15質量%〜60質量%であることがより好ましく、更なる高い熱伝導性やガラス転移温度の観点から、20質量%〜50質量%であることがさらに好ましい。
【0102】
ノボラック樹脂がフェノール性化合物のモノマーを含む場合、モノマーの含有比率が5質量%以上であると、ノボラック樹脂の粘度上昇を抑制し、前記フィラーの密着性がより向上する傾向にある。また80質量%以下であると、硬化の際における架橋反応により、より高密度な高次構造が形成され、優れた熱伝導性と耐熱性が達成できる傾向にある。
【0103】
ノボラック樹脂を構成するフェノール性化合物のモノマーとしては、レゾルシノール、カテコール、ヒドロキノンを挙げることができ、硬化前の低溶融粘度と硬化後の高熱伝導及び高架橋密度の観点から、レゾルシノールをモノマーとして含むことが好ましい。
【0104】
樹脂組成物層中の硬化剤の含有率は特に制限されないが、熱伝導性と接着性の観点から樹脂組成物層の全固形分中1〜10質量%であることが好ましく、1〜8質量%であることがより好ましい。
また樹脂組成物層中の硬化剤の含有量は、前記エポキシ樹脂モノマーに対して当量基準で、0.8〜1.2であることもまた好ましく、0.9〜1.1であることがより好ましい。
【0105】
(シランカップリング剤)
前記樹脂組成物層は、シランカップリング剤の少なくとも1種をさらに含有してもよい。シランカップリング剤を含むことで、エポキシ樹脂及びノボラック樹脂を含む樹脂成分とフィラーの結合性がより向上し、より高い熱伝導率とより強い接着性を達成することができる。
【0106】
前記シランカップリング剤としては、樹脂成分と結合する官能基、及びフィラーと結合する官能基を有する化合物であれば特に制限はなく、通常用いられるシランカップリング剤を用いることができる。
前記フィラーと結合する官能基としては、トリメトキシシリル基、トリエトキシシリル基等のトリアルコキシシリル基を挙げることができる。また前記樹脂成分と結合する官能基としては、エポキシ基、アミノ基、メルカプト基、ウレイド基、アミノフェニル基等を挙げることができる。
【0107】
シランカップリング剤として具体的には例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−フェニルアミノプロピルトリメトキシシラン、3−メルカプトトリエトキシシラン、3−ウレイドプロピルトリエトキシシランなどを挙げることができる。
またSC−6000KS2に代表されるシランカップリング剤オリゴマ(日立化成コーテットサンド社製)を使用することもできる。
これらのシランカップリング剤は1種単独で用いても、又は2種類以上を併用することもできる。
【0108】
前記樹脂組成物層におけるシランカップリング剤の含有率としては、特に制限はないが、熱伝導性の観点から、樹脂組成物層の全固形分中に0.02質量%〜0.83質量%であることが好ましく、0.04質量%〜0.42質量%であることがより好ましい。
フィラーに対するシランカップリング剤の含有比率は、熱伝導性、絶縁性、成形性の観点から、0.02質量%〜1質量%であることが好ましく、高い熱伝導性の観点から0.05質量%〜0.5質量%であることがより好ましい。
【0109】
(その他の成分)
前記樹脂組成物層は、上記成分に加えて必要に応じてその他の成分を含むことができる。その他の成分としては、有機溶剤、硬化促進剤、分散剤等を挙げることができる。
【0110】
(樹脂組成物層の調製方法)
前記樹脂組成物層の調製方法としては、通常用いられる樹脂シートの製造方法を特に制限なく用いることができる。
例えば、前記熱硬化性樹脂(好ましくは、エポキシ樹脂モノマー)と、前記硬化剤(好ましくは、ノボラック樹脂)と、前記フィラーと、必要に応じて含まれるその他の成分と、有機溶剤とを混合して樹脂組成物を調製し、これをシート状に成形し、有機溶剤の少なくとも一部を除去することで、樹脂組成物層を調製することができる。
【0111】
前記有機溶剤としては特に制限はなく、目的に応じて適宜選択することができる。前記有機溶剤は樹脂組成物層の調製時の乾燥工程にて、除去されるものであり、大量に残留していると熱伝導性や絶縁性能に影響を及ぼす場合があるので、沸点や蒸気圧が低いものが望ましい。また乾燥時に完全に除去されてしまうと、樹脂組成物層が硬くなり、接着性が低下する場合があるので、乾燥方法、乾燥条件との適合が必要である。
さらに、用いる樹脂の種類やフィラーの種類、樹脂組成物層の調製時の乾燥性等により有機溶剤の種類を適宜選択することもできる。
【0112】
前記有機溶媒の種類としては、例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−プロパノール、シクロヘキサノール等のアルコール溶剤;メチルエチルケトン、シクロヘキサノン、シクロペンタノン等のケトン溶剤;ジメチルホルムアミド、ジメチルアセトアミド等のアミド溶剤を好ましく用いることができる。
【0113】
また樹脂組成物を構成する成分を混合、分散する方法としては、通常の撹拌機、らいかい機、三本ロール、ボールミル等の分散機を適宜組み合わせて行うことができる。
【0114】
前記樹脂組成物層は、例えば、前記フィラーを含む樹脂組成物を支持体上に塗布して塗布層を形成し、塗布層から有機溶剤の少なくとも一部を除去(乾燥)して、シート状に成形することで調製することができる。また、シート状に成形された樹脂組成物層の片面もしくは両面には支持体を設けてもよい。これにより、外的環境からの異物の付着や衝撃から樹脂組成物層を保護することができる。
【0115】
前記樹脂組成物層の平均膜厚は目的に応じて適宜選択できる。樹脂組成物層の平均膜厚は熱抵抗の観点からは薄い方が良いが、絶縁性の観点からは厚い方が良い。例えば、樹脂組成物層の平均膜厚は50μm〜400μmであってよく、100μm〜250μmであることが好ましく、80μm〜230μmであることがより好ましい。
前記樹脂組成物層の膜厚は、マイクロメータ、触針式膜厚計、針式膜厚計等を用いて測定することができる。
【0116】
前記支持体としては、ポリテトラフルオロエチレンフィルム、ポリエチレンテレフタレートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリイミドフィルムなどのプラスチックフィルム等が挙げられる。これらのフィルムに対して、必要に応じてプライマー塗布、UV処理、コロナ放電処理、研磨処理、エッチング処理、離型処理等の表面処理を行ってもよい。また前記支持体として、銅箔やアルミ板等の金属を用いることもできる。中でも、作業性と入手性の観点から、ポリエチレンテレフタレートフィルム、ポリイミドフィルムが好ましい。
【0117】
前記支持体がフィルムである場合、その膜厚は、特に制限はなく、形成する樹脂組成物層の膜厚や多層樹脂シートの用途によって適宜、当業者の知識に基づいて定められるものである。経済性がよく、取り扱い性が良い点で、好ましくは10μm〜150μm、より好ましくは20μm〜120μm、さらに好ましくは30μm〜100μm、さらにより好ましくは40μm〜80μmである。
【0118】
前記樹脂組成物の塗布方法、乾燥方法については特に制限はなく、通常用いられる方法を適宜選択することができる。例えば、塗布方法としてはコンマコータやダイコータ、ディップ塗工等が挙げられ、乾燥方法としては、常圧下や減圧下での加熱乾燥、自然乾燥や凍結乾燥等が挙げられる。
【0119】
前記樹脂組成物層は、支持体上に形成された1層の塗布層からなるものであってよく、2層以上重ね塗りをしたものであってもよい。または、支持体上に形成された塗布層を2層貼り合わせて構成されたものであってもよい。
【0120】
尚、本明細書においては、塗布層を乾燥させて形成した樹脂組成物層を有する多層樹脂シートをAステージシート、樹脂組成物層をさらに加熱加圧処理した多層樹脂シートをBステージシート、さらに熱処理により樹脂組成物層を硬化した多層樹脂シート硬化物をCステージシートと称する場合がある。
【0121】
上記Bステージシートは樹脂組成物が半硬化した状態であることが好ましい。これにより取り扱い性が向上する。これはAステージシートと比較して硬化が進行していることで弾性率が上昇し、強度が向上しているためである。一方で、樹脂の硬化度を柔軟に取り扱いできる程度に抑える必要がある。また、樹脂組成物層を半硬化状態のBステージシートにする方法としては、例えば、後述の加熱加圧処理する方法を挙げることができる。
本発明においては、接着材層を設ける前に樹脂組成物層を半硬化(Bステージ)状態にしても、接着剤層を設けた後に樹脂組成物層をBステージ状態にしてもよい。
【0122】
前記Bステージシートは樹脂組成物が半硬化した状態であることが好ましい。ここでBステージシートとは、樹脂シートの粘度が、常温(25度)においては104Pa・s〜107Pa・sであるのに対して、100℃で102Pa・s〜106Pa・sに粘度が0.01〜30%低下するものである。また、後述する硬化後の樹脂シート硬化物は加温によっても溶融することはない。尚、上記粘度は、動的粘弾性測定(周波数1ヘルツ、荷重40g、昇温速度3℃/分)によって測定されうる。
【0123】
本発明においては、Bステージ状態の樹脂組成物層上に接着材層を設けた後に、熱処理により樹脂組成物層を硬化(Cステージ)状態にすることが好ましい。硬化後の樹脂シート硬化物は、加温によっても溶融することはない。熱処理の条件については後述する。
【0124】
前記樹脂組成物層は、前記塗布層から有機溶剤の少なくとも一部を除去して得られることが好ましい。さらに有機溶剤の少なくとも一部を除去した塗布層を加熱加圧処理に付することによって、樹脂組成物層を半硬化(Bステージ)状態としたものであることがより好ましい。
【0125】
樹脂組成物層を加熱加圧処理する方法には特に制限はない。例えば、熱プレスやラミネータを用いて加熱加圧処理することができる。
また、樹脂組成物層を半硬化状態とする加熱加圧条件は、樹脂組成物層を形成する樹脂組成物の組成に応じて適宜選択できる。例えば、加熱温度60℃〜180℃、圧力0.1MPa〜100MPa、0.1分間〜30分間の条件で加熱加圧処理することができる。
【0126】
樹脂組成物に含まれる熱硬化性樹脂がエポキシである場合には、例えば、加熱温度60℃〜180℃、圧力0.1MPa〜50MPa、0.1分間〜30分間の条件で加熱加圧処理することが好ましい。半硬化状態の樹脂組成物層の算術平均表面粗さが1.5〜4.0μmとなるためには、例えば、加熱温度70℃〜170℃、圧力0.2MPa〜30MPa、0.15分間〜10分間の条件で加熱加圧処理することが好ましい。
【0127】
[接着材層]
本発明の多層樹脂シートは、前記樹脂組成物層の少なくとも一方の面上に接着材層を備える。接着材層は接着性を有する樹脂の少なくとも1種を含み、必要に応じてフィラー等のその他の成分を更に含んで構成される。
接着材層は樹脂組成物層の少なくとも一方の面上に設けられるが、樹脂組成物層の両面に設けられることが好ましい。
【0128】
前記接着性を有する樹脂としては、絶縁性、接着性、柔軟性を有する樹脂であれば特に制限はない。中でも接着性、絶縁性の観点から、ポリイミド樹脂、変性ポリイミド樹脂、ポリアミドイミド樹脂、変性ポリアミドイミド樹脂及びエポキシ樹脂からなる群より選ばれる少なくとも1種を含むことが好ましく、アクリル変性ゴムを含有するエポキシ樹脂、変性ポリイミド樹脂及び変性ポリアミドイミド樹脂からなる群より選ばれる少なくとも1種を含むことがより好ましい。
【0129】
前記ポリイミド樹脂及び変性ポリイミド樹脂としては、例えば、ユピコートFS−100L(宇部興産株式会社製)、セミコファインSP−300、SP−400、SP−800(東レ株式会社製)、Uイミドシリーズ(ユニチカ株式会社製)等に代表される製品等を挙げることができる。
【0130】
前記ポリアミドイミド樹脂や変性ポリアミドイミド樹脂としては、バイロマックスシリーズ(東洋紡績株式会社製)、トーロン(ソルベイアドバンスドポリマーズ社製)等を挙げることができる。中でも、高耐熱性、高接着性の観点から、KSシリーズ(日立化成工業株式会社製)に代表される変性ポリアミドイミド樹脂を用いることが好ましい。
【0131】
前記接着材層に好適に用いられる、ポリイミド樹脂、ポリアミドイミド樹脂、及び変性ポリアミドイミド樹脂は、1種単独でも、2種以上を混合して用いてもよい。またこれらの樹脂は、通常、樹脂が溶剤に溶解したワニス状態であり、PETフィルム等の支持体に直接塗布し溶剤を乾燥させることによりフィルム化して接着材層として用いることができる。
【0132】
また、接着性を有する樹脂として代表的な熱硬化系の接着性樹脂であるエポキシ樹脂を用いてもよい。具体的には例えば、エポキシ樹脂、その硬化剤、グリシジルアクリレート、硬化剤促進剤を含むエポキシ樹脂組成物を接着材層としてもよい。かかるエポキシ樹脂組成物の詳細については、例えば、特開2002−134531号公報、特開2002−226796号公報、2003−221573号公報等の記載を参照することができる。
【0133】
接着材層に使用されるエポキシ樹脂は、硬化して接着作用を呈するものであればよく、特に制限はない。特に分子量が500以下のビスフェノールA型又はビスフェノールF型液状樹脂を用いると積層時の流動性を向上することができて好ましい。高Tg(ガラス転移温度)化を目的に多官能エポキシ樹脂を加えてもよく、多官能エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等が例示される。
【0134】
エポキシ樹脂の硬化剤は、エポキシ樹脂の硬化剤として通常用いられているものから適宜選択して使用できる。例えば、ポリアミド、ポリアミン、酸無水物、フェノールノボラック樹脂、ポリスルフィド、三弗化硼素又はフェノール性水酸基を1分子中に2個以上有する化合物であるビスフェノールA、ビスフェノールF、ビスフェノールS等が挙げられる。特に吸湿時の耐電食性に優れる観点から、フェノール樹脂であるフェノールノボラック樹脂、ビスフェノールノボラック樹脂又はクレゾールノボラック樹脂等を用いるのが好ましい。
【0135】
硬化剤を用いる場合は、硬化剤とともに硬化促進剤を用いることが好ましい。硬化促進剤としては、イミダゾールを用いるのが好ましい。イミダゾールとしては、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテート等が挙げられる。イミダゾール類は、例えば、四国化成工業株式会社から2E4MZ、2PZ−CN、2PZ−CNSという商品名で市販されている。
【0136】
接着材層に用いるエポキシ樹脂は、エポキシ樹脂と相溶性がある高分子量樹脂を含む高分子量エポキシ樹脂であることが好ましい。
エポキシ樹脂と相溶性がある高分子量樹脂としては、高分子量エポキシ樹脂、極性の大きい官能基含有ゴム、極性の大きい官能基含有反応性ゴムなどが挙げられる。
前記極性の大きい官能基含有反応性ゴムとしては、アクリルゴムにカルボキシル基のような極性が大きい官能基を付加したアクリル変性ゴムが挙げられる。
【0137】
ここで、エポキシ樹脂と相溶性があるとは、硬化後にエポキシ樹脂と分離して二つ以上の相に分かれることなく、均質混和物を形成する性質を言う。
前記高分子量樹脂の重量平均分子量は特に制限されない。Bステージにおける接着材のタック性の低減や硬化時の可撓性を向上させる観点から、重量平均分子量が3万以上であることが好ましい。
【0138】
高分子量エポキシ樹脂は、分子量が3万〜8万の高分子量エポキシ樹脂、さらには、分子量が8万を超える超高分子量エポキシ樹脂(特公平7−59617号、特公平7−59618号、特公平7−59619号、特公平7−59620号、特公平7−64911号、特公平7−68327号公報参照)があり、何れも日立化成工業株式会社で製造している。極性の大きい官能基含有反応性ゴムとして、カルボキシル基含有アクリルゴムは、ナガセケムテックス株式会社から、HTR−860Pという商品名で市販されている。
【0139】
上記エポキシ樹脂と相溶性がありかつ重量平均分子量が3万以上の高分子量樹脂を用いる場合、その添加量は、接着材層を構成する樹脂を100質量部とした場合に、10質量部以上であることが好ましい、また40重量部以下であることが好ましい。
10質量部以上であると、エポキシ樹脂を主成分とする相(以下エポキシ樹脂相という)の可撓性の不足、タック性の低減やクラック等による絶縁性の低下を防止することができる。40重量部以下であると、エポキシ樹脂相のTgの低下を防止することができる。
【0140】
高分子量エポキシ樹脂の重量平均分子量は、2万以上50万以下であることが好ましい。この範囲では、シート状、フィルム状での強度や可撓性が低下を抑制でき、タック性が増大することを抑制できる。
【0141】
前記接着材層に好適に用いられる、ポリアミドイミド樹脂、変性ポリアミドイミド樹脂及びエポキシ樹脂は、1種単独でも2種以上を混合して用いてもよい。
またこれらの樹脂は、通常、樹脂が溶剤に溶解したワニス状態であり、PETフィルム等の支持体に直接塗布し、溶剤を乾燥させることによりフィルム化して接着材層として用いることができる。
【0142】
(シランカップリング剤)
接着材層には、異種材料間の界面結合をよくするために、シランカップリング剤を配合することもできる。具体的には、γ−グリシドキシプロピルトリメトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、γ−ウレイドプロピルトリエトキシシラン、N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン等が挙げられる。中でも、接着強度の観点から、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシランであることが好ましい。接着材層がシランカップリング剤を含む場合、その配合量は、添加による効果や耐熱性の観点から、接着材層を構成する樹脂100質量部に対し0.1質量部〜10質量部を添加するのが好ましい。
【0143】
(フィラー)
接着材層はさらに、フィラーの少なくとも1種を含むことが好ましく、無機フィラーの少なくとも1種を含むことがより好ましい。フィラーを含むことで、接着材層の取扱い性や熱伝導性が向上する。また難燃性を与えること、溶融粘度を調整すること、チクソトロピック性を付与すること、表面硬度を向上すること等が可能になる。
【0144】
接着材層がフィラーを含む場合、その含有量は特に制限されない。中でも接着材層に含まれる樹脂成分100体積部に対して、20体積部〜50体積部であることが好ましい。配合の効果の点から配合量が30体積部以上であることがより好ましい。また接着材の貯蔵弾性率の上昇、接着性の低下、ボイド残存による絶縁性の低下等を抑制する観点から、50体積部以下であることもまた好ましい。
【0145】
無機フィラーとしては、例えば、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、アルミナ粉末、窒化アルミニウム粉末、ほう酸アルミウィスカ、窒化ホウ素粉末、結晶性シリカ、非晶性シリカ、窒化ケイ素、タルク、マイカ、硫酸バリウムなどが挙げられる。これらの中でも、アルミナ、窒化ホウ素、窒化アルミニウムは、熱伝導率が高いため放熱性が良く、また、不純物も少なく、耐熱性、絶縁性が良好な点で好適である。これらのフィラーは、1種類単独で用いても、2種類以上を併用してもよい。
【0146】
接着材層が含有するフィラーの体積平均粒子径は特に制限されない。例えば、熱伝導性の観点から、0.1μm〜10μmであることが好ましく、0.5μm〜5μmであることがより好ましい。
【0147】
後述する方法によりフィルム状にした接着材層を用いる場合、接着材層におけるフィラーの含有率は、接着性と熱伝導性のバランスをとる観点から、50体積%以下であることが好ましい。さらに熱伝導性の観点から、20体積%以上50体積%以下であることが好ましい。
【0148】
特に、接着材層が接着性を有する樹脂としてアクリル変性ゴムを含有するエポキシ樹脂及び変性ポリアミドイミド樹脂からなる群より選択される少なくとも1種を含み、フィラーとして酸化アルミナ及び酸化ケイ素からなる群より選択される少なくとも1種を含み、フィラーの含有量は樹脂成分100体積部に対して25体積部以上100体積部以下であり、フィラーの体積平均粒子径は0.5μm〜5μmであることが接着強度と熱伝導率の観点から特に好ましい。
【0149】
接着材層の平均厚さは熱伝導率と接着性の観点から、3μm〜16μmであることが好ましく、4μm〜15μmであることがより好ましく、5μm〜14μmであることがさらに好ましく、6μm〜12μmであることがさらにより好ましい。
接着材層の平均厚さは、マイクロメータ、触針式膜厚計、針式膜厚計等を用いて測定することができる。
【0150】
<多層樹脂シートの製造方法>
本発明の多層樹脂シートの製造方法は、熱硬化性樹脂及びフィラーを含む樹脂組成物層を得る工程と、前記樹脂組成物層の少なくとも一方の面上に、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層を配置する工程と、を含む。
【0151】
樹脂組成物層上に接着材層を形成する方法としては、例えば、前記樹脂組成物層とフィルム状に調製した接着材層とを貼り合わせる方法、樹脂組成物層の表面に接着材層用ワニスを直接塗布した後に溶剤を乾燥させて接着材層を形成する方法などが挙げられる。
本発明においては、作業性などの点から、予めフィルム状の接着材層を調製し、これを樹脂組成物層に貼り合わせる方法であることが好ましい。
【0152】
フィルム状の接着材層は、例えば、接着材層を構成する各成分を溶剤に溶解ないし分散して接着材層用ワニスとし、ワニスを支持体上に塗布して塗布層を形成し、塗布層を加熱して溶剤の少なくとも一部を除去することにより、支持体上に形成された接着材層として得られる。支持体は、接着材層の表面を保護する役割も果たしうる。
支持体として具体的には、ポリテトラフルオロエチレンフィルム、ポリエチレンテレフタレートフィルム、離型処理したポリエチレンテレフタレートフィルム、ポリイミドフィルムなどのプラスチックフィルムが使用できる。
【0153】
フィルム状の接着材層を用いて、前記樹脂組成物層上に接着材層を設ける方法としては、例えば、平面プレス法やロールプレス法による加熱加圧する方法を挙げることができる。具体的には、例えば、熱プレス、ラミネータ等を用いて、樹脂組成物層の上にフィルム状の接着材層を積層したものをラミネート処理する方法を挙げることができる。
【0154】
加熱加圧する条件としては、例えば、加熱温度を60〜220℃とし、圧力を0.1MPa〜100MPaとして、処理時間を0.1〜60分間とすることが好ましい。より好ましくは、温度が80℃〜180℃、圧力が0.2MPa〜80MPa、処理時間が0.15分間〜30分間である。
【0155】
前記多層樹脂シートを得る工程は、大気圧(常圧下)でも行うことが可能であるが、減圧下で行うことが好ましい。減圧条件としては、30000Pa以下であることが好ましく、5000Pa以下であることがより好ましい。上記条件であると、接着強度、熱伝導性、絶縁破壊電圧に優れたシートを得ることができる。
【0156】
本発明の多層樹脂シートの製造方法は、樹脂組成物層が大粒子径のフィラーを含み、大粒子径のフィラーの少なくとも一部を接着材層中に入り込ませる工程を含んでもよい。これにより得られる多層樹脂シートは、被着体に貼り合わせる前において、樹脂組成物層中の大粒子径のフィラーの少なくとも一部が接着材層に入り込んでいることになり、接着時の樹脂フローの抑制や圧着圧力の低減により被着体の変形を防ぐことができる。
【0157】
樹脂組成物層中の大粒子径のフィラーを接着材層中に入り込ませる方法としては、樹脂組成物層上に接着材層を形成した後に加熱加圧処理を行うことが挙げられる。具体的には、真空加熱プレスやラミネータ、ゴム加熱ロール、金属加熱ロールなどを用いることができる。
【0158】
樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層中に入り込ませる工程を有する製造方法の一例について図面を参照しながら説明する。図3(a)では、既述のようにして、熱硬化性樹脂と、体積平均粒子径が10μm以上100μm以下である大粒子径のフィラーを含むフィラー1を含有する樹脂組成物層10を得る。次いで、図3(b)に示すように前記樹脂組成物層10の両面に接着材層3を配置する。接着材層3の形成方法は既述のとおりである。次いで、樹脂組成物層10の両面に接着材層3が配置された樹脂シート40を真空加熱プレスや金属加熱ロールを用いて、加熱加圧処理して接着材層3中に、樹脂組成物層10中のフィラーの一部を入り込ませる。これにより図3(c)に示すように接着材層3中に入り込んでいるフィラー4が存在する多層樹脂シート40Aを製造することができる。
【0159】
また、上記の多層樹脂シートの製造方法では、樹脂組成物層の少なくとも一方の面上に接着材層を配置する工程と、接着材層中に大粒子径のフィラーの少なくとも一部を入り込ませる工程とを同時に行ってもよい。
【0160】
すなわち、前記樹脂組成物層上に接着材層を設ける際の加熱加圧する条件を、加熱温度を80℃〜220℃とし、圧力を1MPa〜100MPaとして、処理時間を0.1分〜60分間とすることにより、大粒子径のフィラーの少なくとも一部を前記接着材層中に入り込ませてもよい。加熱加圧条件は、より好ましくは温度が100℃〜200℃、圧力が1.5MPa〜80MPa、処理時間が0.3分〜40分間である。またこの条件は、後述するプレス工程との兼ね合いを取って適宜決定することが更に望ましい。
【0161】
加熱加圧は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0162】
多層樹脂シートの製造方法において、樹脂組成物層の少なくとも一方の面上に接着材層を配置する工程と、接着材層中に大粒子径のフィラーの少なくとも一部を入り込ませる工程とを同時に行う場合の一例について図面を参照しながら説明する。図4(a)では、既述のようにして、熱可塑性樹脂と、体積平均粒子径が10μm以上100μm以下である大粒子径のフィラーを含むフィラー1を含有する樹脂組成物層10を得る。次いで、上述のように接着材層を設ける際の加熱加圧する条件を制御することで、前記樹脂組成物層10の両面に接着材層3を形成すると共に、接着材層3中に、樹脂組成物層10中のフィラーの一部を入り込ませる。これにより、図4(b)に示すように接着材層3中に入り込んでいるフィラー4が存在する多層樹脂シート40Aを製造することができる。
【0163】
<多層樹脂シートの使用方法>
本発明の多層樹脂シートは、次のように使用することができる。例えば、樹脂組成物層の一方の面に接着材層が形成された多層樹脂シートの場合、金属板などの被着体に前記多層樹脂シートの接着材層面が対向するように配置し、加熱加圧処理を行うことにより積層体を得ることができる(積層体形成工程)。前記積層体は、樹脂組成物層が体積平均粒子径が10μm以上100μm以下である大粒子径のフィラーを含んでいる多層樹脂シートを使用して得てもよい。
【0164】
さらに、加熱加圧処理を行うことによって積層体を硬化させることができる(硬化工程)。上記硬化工程における加熱加圧処理の条件は、樹脂組成物層が硬化されるものであれば特に制限されない。例えば、加熱温度を80℃〜250℃、圧力を1MPa〜100MPa、処理時間を0.1分〜360分間とすることが好ましい。より好ましくは温度が100℃〜220℃、圧力が1.5MPa〜80MPa、処理時間が10分〜240分間である。
【0165】
硬化工程は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0166】
硬化工程後、さらに加熱処理を行うことで積層体の熱伝導性及び耐熱性をより向上させることができる。前記加熱処理は、例えば、100℃〜250℃、10分〜300分間加熱処理することができる。また、熱伝導性の観点から、熱硬化性樹脂がメソゲン骨格を有するエポキシ樹脂を含むことが好ましく、メソゲン骨格を有するエポキシ樹脂の配向し易い温度で加熱処理を行うことが好ましい。特に、100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましく、100℃以上150℃未満と、150℃以上180℃未満と、180℃以上220℃以下の少なくとも3段階の加熱を行うことがさらに好ましい。
【0167】
樹脂組成物層が大粒子径のフィラーを含んでおり、大粒子径のフィラーの少なくとも一部が接着材層に入り込んでいる多層樹脂シートを用いる場合、積層体形成工程における加熱加圧条件は特に制限されないが、次のように行うことができる。例えば、加熱温度を60℃〜200℃とし、圧力を0.5MPa〜100MPaとして、処理時間を0.1分〜360分間とすることが好ましい。熱伝導性保持の観点から、80℃〜180℃、圧力が1MPa〜30MPa、処理時間が0.5分〜240分間であることが好ましい。
【0168】
樹脂組成物層が大粒子径のフィラーを含んでおり、大粒子径のフィラーの少なくとも一部が接着材層に入り込んでいない多層樹脂シートを用いる場合、樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層に入り込ませるための加熱加圧処理を行うことが好ましい。この場合の加熱加圧条件は次のようになる。加熱温度を60℃〜200℃とし、圧力を0.5MPa〜200MPaとして、処理時間を0.1分間〜360分間とすることが好ましい。より好ましくは温度が80℃〜180℃、圧力が1MPa〜100MPa、処理時間が0.5分間〜240分間である。これにより、樹脂組成物層中の大粒子径のフィラーの少なくとも一部が接着材層に入り込んだ多層樹脂シート積層体を得ることができる。
【0169】
前記積層体形成工程における加熱加圧条件は特に制限されないが、次のように行うことができる。例えば、加熱温度を60℃〜240℃、圧力を0.5MPa〜200MPa、処理時間を0.1分間〜360分間とすることが好ましい。より好ましくは温度が70℃〜220℃、圧力が1MPa〜100MPa、処理時間が0.5分間〜240分間である。
【0170】
尚、上記積層体形成工程においては、積層体形成工程と共に樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層に入り込ませてもよい。この場合の加熱加圧条件は次のようになる。加熱温度を60℃〜200℃、圧力を1.5MPa〜100MPa、処理時間を0.1分間〜360分間とすることが好ましい。より好ましくは温度が80℃〜180℃、圧力が2MPa〜80MPa、処理時間が0.5分間〜240分間である。工程数の削減の観点から、積層体形成工程と共に樹脂組成物層中の大粒子径のフィラーの少なくとも一部を接着材層に入り込ませる方法が好ましい。
【0171】
多層樹脂シートの片面のみに接着材層が形成されている場合であっても、両面に被着体を配置してもよい。また、多層樹脂シートの両面に接着材層が形成されている場合においても、両面に被着体を配置することができる。これらの場合の積層体形成工程の一例について図面を参照しながら説明する。図5(a)に示すように第一の被着体72、多層樹脂シート70及び第二の被着体73をこの順に積層し、第一の被着体72及び第二の被着体73が多層樹脂シート70を挟むように加熱加圧することで、図5(b)に示すような第一の被着体72、多層樹脂シート80及び第二の被着体73がこの順に積層接着された積層体を得ることができる。
【0172】
前記被着体としては特に制限されないが、例えば、銅やアルミニウム、クロム銅やニッケルメッキされた金属板などの金属や、ポリイミド、エポキシ、トリアジン、メラニン、ナイロン、ABSなどの樹脂や、アルミナ、窒化ホウ素、酸化マグネシウム、窒化ケイ素、窒化アルミなどのセラミックやそれらの混合物である複合材料などが挙げられる。
【0173】
本発明の多層樹脂シートは、高い熱伝導性を有するとともに、実装時及び実駆動時などの過酷な熱衝撃にも耐え得る高熱伝導の多層樹脂シート硬化物を形成可能であり、今後加速的な需要増が見込まれるハイブリッド自動車インバータ用放熱材や、産業機器インバータ用放熱材料、又はLED用放熱材料への展開が期待される。
【0174】
<多層樹脂シート硬化物>
本発明の多層樹脂シート硬化物は、熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層とを有する多層樹脂シートの熱処理物である。
前記熱硬化性樹脂は、高次構造を有する樹脂硬化物を形成していることが好ましい。
【0175】
本発明の多層樹脂シート硬化物の熱伝導性は、表面に接着材層の樹脂が存在しているにもかかわらず硬化の前後で変化が小さい。これは例えば以下のように考えることができる。すなわち、多層樹脂シートを接着材層が被着体側となるように被着体に貼り付ける際に接着材層が変形し、接着材層の樹脂が樹脂組成物層の凸凹に入り込むことで接着材層の厚みが小さくなると考えられる。これにより樹脂組成物層と被着体間の距離が縮まり、熱伝導パスを形成し易くなるためであると考えることができる。この状態のままで多層樹脂シートを硬化することで、熱伝導性が向上すると考えることができる。
【0176】
このことを図面を参照しながら説明する。図6は、本発明における多層樹脂シート硬化物10の構成の一例を示す概略断面図である。多層樹脂シート硬化物10はフィラー5を含む樹脂組成物層が硬化した硬化樹脂層2と、硬化樹脂層2の両面に配置された接着材層1とを備える。多層樹脂シート硬化物10においては硬化樹脂層2におけるフィラー5に起因する凸凹に接着材層1が入り込み、硬化樹脂層2と接着材層1の界面にフィラー5が存在する状態となっている。
また、図8及び図10は本実施例にかかる多層樹脂シート硬化物の断面観察写真の一例である。図8及び図10に示すように、本実施例にかかる多層樹脂シート硬化物においては、フィラーが硬化樹脂層と接着材層の界面に存在している。
【0177】
一方、平坦な表面を持つ樹脂組成物層上に、接着材層を形成した多層樹脂シートにおいては、接着界面の面積が小さく、また、アンカー効果が生まれにくいため接着材層と樹脂組成物層間の接着強度は劣る傾向にある。尚、硬化後では、低熱伝導性である接着材層の樹脂は凸凹に取り込まれないため、接着材層の厚さが厚いまま残り易く、被着体と樹脂組成物層の距離は遠いままとなるため、熱伝導性が劣る場合がある。
【0178】
このことを図面を参照しながら説明する。図7は、平坦な表面を持つ樹脂組成物層を有する多層樹脂シートを硬化して得られる多層樹脂シート硬化物20の構成の一例を示す概略断面図である。多層樹脂シート硬化物20はフィラー6を含む樹脂組成物層が硬化した硬化樹脂層4と、硬化樹脂層4の両面に配置された接着材層3とを備える。多層樹脂シート硬化物20においては硬化樹脂層4にはフィラー5に起因する凸凹がないため、硬化樹脂層4と接着材層1との界面にフィラー5が存在していない。
また、図9及び図11は、平坦な表面を持つ樹脂組成物層を有する多層樹脂シートを硬化して得られる樹脂シート硬化物の断面観察写真の一例である。図9及び図11に示すように、従来の樹脂組成物層の表面が平坦である多層樹脂シート硬化物においては、フィラーが硬化樹脂層と接着材層の界面に存在していない。
【0179】
本発明の多層樹脂シート硬化物は、硬化後の樹脂組成物層中で体積平均粒子径の大きいフィラーが互いに接触するため高い熱伝導率を発揮する。熱伝導率の大きく異なる樹脂とフィラーの混合物では、高熱伝導率であるフィラーとフィラーの距離をなるべく接近させ、熱を通す方向へパスを形成することが好ましい。例えば、体積平均粒子径の大きいフィラー同士、又は大粒径のフィラー同士の間を埋める小粒径のフィラー同士や大粒径フィラー同士との間が樹脂を間に介さず接触すると、熱伝導し易い経路を形成できるため、高熱伝導率になり易い。
【0180】
また本発明の多層樹脂シート硬化物においては、硬化前に多層樹脂シートの接着材層上に被着体を接着する場合、プレス処理により接着材層の樹脂が樹脂組成物層の表面形状に変形、追従するため、接着材層自体が薄膜化される場合がある。また、樹脂組成物層に含まれるフィラーが接着材層に押し込まれる場合があり、厚さ方向に熱伝導パスを形成し易くなると考えられる。
【0181】
接着材層と樹脂組成物層が混ざり合いにくい従来の多層樹脂シートにおいては、接着材層の熱伝導率が樹脂組成物層よりも大幅に小さいため、熱伝導性が大幅に低下してしまう場合がある。その場合、接着材層の樹脂厚さを薄くすることで熱抵抗を小さくし、熱伝導性を向上させることができるが、接着材層の薄膜化には物理的な限界がある。一方で、フィラーを接着材層に充填して高熱伝導化する手法が考えられるが、過剰に配合すると接着強度が悪化してしまうなどの問題があり、接着強度と熱伝導性のバランス取りが難しくなる。
【0182】
本発明の多層樹脂シートにおいては、プレス処理により接着材層の樹脂が樹脂組成物層の凸凹に入り込むため、接着材層自体は薄膜化する。また、プレス処理前は樹脂組成物層の表面近くにあったフィラーがプレス処理により、接着材層中に押し込まれるため、多層樹脂シートの表面近くまで存在するようになると考えられる。これらの効果から、樹脂組成物層が硬化した硬化樹脂層と被着体間の距離が接近するため熱伝導性は非常に良好になる。更に硬化樹脂層の内部においても大粒子径のフィラー粒子同士が互いに接触して、窒化ホウ素の連続した構造が形成され易くなり、硬化樹脂層内部の熱伝導性も飛躍的に向上すると考えることができる。
【0183】
樹脂組成物層に含まれるフィラー(好ましくは、大粒子径のフィラー)の少なくとも一部が、接着材層中に入り込んでいる状態は、例えば、多層樹脂シート硬化物の、硬化樹脂層と接着材層との境界面に対して垂直な断面について、走査型電子顕微鏡(SEM)と電子線X線マイクロアナライザ(XMA)を用いて断面観察し、フィラーの分布状態や硬化樹脂層と接着材層の境界及びその構造から判断することができる。
また、必要があればIRや元素分析などの化学分析を組み合わせて判断してもよい。
【0184】
<多層樹脂シート硬化物の製造方法>
本発明の多層樹脂シート硬化物の製造方法は、前記多層樹脂シートを熱処理して硬化させる工程を含む。
多層樹脂シートを硬化させる際の熱処理条件は、多層樹脂シートの構成に応じて適宜選択することができる。例えば、120℃〜250℃、10分間〜300分間で加熱処理することができる。また、熱伝導性の観点から、高次構造を形成したり、高架橋密度になり易い温度を含むことが好ましく、例えば100℃〜160℃と150℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより好ましい。
【0185】
多層樹脂シートを硬化させる際の熱処理は、0.1MPa〜100MPaの圧力を付与して行うことが好ましい。熱処理を2段階で行う場合は、100℃〜160℃、0.1MPa〜100MPaの条件で熱処理し、さらに150℃〜250℃の条件で熱処理することが好ましい。
【0186】
熱処理は大気圧(常圧下)でも行うことが可能であるが、減圧下に行っても良い。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0187】
本発明においては、熱伝導の観点から多層樹脂シートの圧縮率が10%以上であることが好ましく、12%以上であることがより好ましく、14%であることがさらに好ましい。
本発明においては、Bステージ状態の多層樹脂シートの厚さで、温度165℃、圧力10MPa、真空度≦1kPa、処理時間3分の条件で前記Bステージ状態の多層樹脂シートを熱処理して得た多層樹脂シート硬化物の厚さを割った数値を1から引いた数値の百分率を圧縮率と定義する。
【0188】
<樹脂シート積層体>
本発明の樹脂シート積層体は、前記多層樹脂シートと、前記多層樹脂シートの接着材層上に配置された金属板又は放熱板とを有する。かかる構成であることで、熱伝導性と絶縁性に優れ、さらに多層樹脂シートと金属板又は放熱板との接着強度が良好で、さらに熱衝撃耐性にも優れる。
多層樹脂シートの詳細については既述の通りである。金属板又は放熱板としては、銅板、アルミ板、セラミック板などが挙げられる。なお、金属板又は放熱板の厚さは特に限定されない。また、金属板又は放熱板として、銅箔やアルミニウム箔などの金属箔を使用してもよい。
本発明においては、多層樹脂シート硬化物の少なくとも一方の面上に金属板又は放熱板が配置されるが、両方の面上に配置されてもよい。
【0189】
<樹脂シート積層体の製造方法>
本発明の樹脂シート積層体の製造方法は、前記多層樹脂シートの接着材層上に、金属板又は放熱板を配置する工程を含む。
【0190】
多層樹脂シートの接着材層上に、金属板又は放熱板を配置する方法としては、通常用いられる方法を特に制限なく用いることができる。例えば、多層樹脂シートの接着材層上に、金属板又は放熱板を貼り合わせる方法等を挙げることができる。貼り合わせる方法としては、プレス法及びラミネート法等が挙げられる。
プレス法及びラミネート法の条件は多層樹脂シートの構成に応じて適宜選択することができる。
【0191】
また樹脂シート積層体は、樹脂組成物層の両面に接着材層が設けられた多層樹脂シートの一方の接着材層上に金属板又は放熱板を有し、他方の接着材層上に被着体を有していてもよい。かかる樹脂シート積層体は、熱処理して樹脂シートを硬化することで、被着体と金属板又は放熱板との熱伝導性に優れた樹脂シート積層体硬化物を形成することができる。
【0192】
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス及びそれらの混合物である複合材料等を挙げることができる。
【0193】
<樹脂シート積層体硬化物>
本発明の樹脂シート積層体硬化物は、熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記硬化樹脂層と樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、前記接着材層上に配置された金属板又は放熱板と、を有する樹脂シート積層体の熱処理物である。
【0194】
<樹脂シート積層体硬化物の製造方法>
本発明の樹脂シート積層体硬化物の製造方法は、前記多層樹脂シートの接着材層上に金属板又は放熱板を配置して前記樹脂シート積層体を得る工程と、前記樹脂シート積層体に熱を与えて前記樹脂組成物層を硬化させる工程とを含む。樹脂シート積層体硬化物の製造方法は、必要に応じてその他の工程を含んでもよい。多層樹脂シート上に金属板又は放熱板を配置する方法は、上述の通りである。
【0195】
さらに本発明においては、樹脂シート積層体を得る工程の後に加熱処理して、樹脂シート積層体の樹脂組成物層を硬化させる。加熱処理を行うことで熱伝導性がより向上する。加熱処理は、例えば、120℃〜250℃、10分間〜300分間の条件で行うことができる。加熱処理の条件は、熱伝導性の観点から、高次構造を形成し易い温度を含むことが好ましく、特に、100℃〜160℃と150℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより一層好ましい。
【0196】
本発明の樹脂シート積層体硬化物の製造方法は、樹脂シート積層体の金属板又は放熱板が配置された面とは反対側の面上に、被着体を配置する工程を更に含むことが好ましい。
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス及びそれらの混合物である複合材料等を挙げることができる。
【0197】
樹脂シート積層体の面上に被着体を配置する方法は、既述の金属板又は放熱板を配置する方法と同様である。
樹脂シート積層体の面上に被着体を配置する工程は、樹脂シート積層体を硬化させる工程の前に行なえばよく、樹脂シート積層体を得る工程の前であっても後であってもよい。
一方の面上に金属板又は放熱板を有し、他方の面上に被着体を有する樹脂シート積層体の樹脂組成物層を硬化させて得られる樹脂シート積層体硬化物は、金属板又は放熱板と被着体との熱伝導性に特に優れた効果を発揮する。
【0198】
また本発明の樹脂シート積層体硬化物の製造方法は、熱硬化性樹脂モノマー、硬化剤及びフィラーを含む樹脂組成物からなる樹脂組成物層を得る第一の工程と、前記樹脂組成物層の少なくとも一方の面上に接着材層を貼り付けて多層樹脂シートを得る第二の工程と、金属板等を多層樹脂シートに接着すると共に前記樹脂組成物層に含まれるフィラーの少なくとも一部を接着材層中に入り込ませて、樹脂シート積層体を得る第三の工程と、得られた樹脂シート積層体を加熱処理して樹脂組成物層を硬化させる第四の工程と、を有し、必要に応じてその他の工程を含んで構成されることもまた好ましい。
【0199】
(第一の工程)
第一の工程には、通常用いられる多層樹脂シートの製造方法を特に制限なく用いることができる。
例えば、熱硬化性樹脂モノマーと、硬化剤と、フィラーと、必要に応じて含まれるその他の成分と、有機溶剤とを混合して樹脂組成物を調製し、これを支持体等に塗布して塗布層を形成し、塗布層から有機溶剤の少なくとも一部を除去(乾燥)することで、樹脂組成物層を形成することができる。樹脂組成物層の形成方法の詳細については既述の樹脂組成物層の調製方法と同様である。
【0200】
本発明において前記樹脂組成物層は、前記塗布層から有機溶剤の少なくとも一部を除去(乾燥)して得られる。有機溶剤の少なくとも一部が除去された塗布層をさらに加熱加圧処理に付して、樹脂組成物層を構成する樹脂組成物を半硬化状態(Bステージ)としてもよい。
【0201】
前記樹脂組成物層を加熱加圧処理する方法には特に制限はない。例えば、熱プレスやラミネータを用いて加熱加圧処理することができる。また、樹脂組成物層を構成する樹脂組成物を半硬化状態とする加熱加圧条件は、樹脂組成物の構成に応じて適宜選択できるが、例えば、加熱温度60℃〜220℃、圧力0.1MPa〜100MPa、0.3分間〜30分間の条件で加熱加圧処理することができる。
【0202】
(第二の工程)
第二の工程においては、前記樹脂組成物層の少なくとも一方の面上に接着材層を貼り付ける。また第二の工程は、前記接着材層中に前記フィラーの少なくとも一部を入り込ませる工程も含むことが好ましい。前記樹脂組成物層の少なくとも一方の面上に接着材層を貼り付ける方法としては、例えば、プレス装置、ラミネート装置、金属ローラプレス装置、真空プレス装置等を用いて、樹脂組成物層及びフィルム状の接着材層を積層したものを加熱加圧する方法を挙げることができる。
【0203】
加熱加圧する条件は、多層樹脂シートの構成に応じて適宜選択されるが、加熱温度を60℃〜220℃、圧力を0.1MPa〜100MPa、処理時間を0.1分間〜60分間とすることが好ましい。より好ましくは温度が80℃〜180℃、圧力が0.2MPa〜80MPa、処理時間が0.2分間〜20分間である。また、これらの条件は後述する第三の工程との兼ね合いを取り決定することが更に望ましい。
また加熱加圧は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
【0204】
(第三の工程)
第三の工程においては、多層樹脂シートの接着材層上に銅、アルミニウム、クロム銅及びニッケルメッキされた金属板等を配置し、接着すると共に、接着材層中に樹脂組成物層中のフィラー(好ましくは、大粒子径のフィラー)の少なくとも一部を入り込ませる。
【0205】
上記工程は加熱加圧処理により行われることが好ましく、具体的にはプレス処理が挙げられる。プレス処理は、樹脂組成物層中のフィラーの少なくとも一部を前記接着材層との界面に追従させることと、金属板等との接着とを両立できれば特に制限されない。例えば、プレス装置、ラミネート装置、金属ローラプレス装置、真空プレス装置等を用いて加熱加圧してプレス処理する方法を挙げることができる。
【0206】
加熱加圧処理の条件は、多層樹脂シートの構成に応じて適宜選択される。例えば、温度を80℃〜200℃、圧力を1MPa〜100MPa、時間を0.1分間〜60分間とすることができ、温度を100℃〜200℃、圧力を1.5MPa〜80MPa、時間を0.3〜40分間とすることが好ましい。
また加熱加圧処理は、大気圧(常圧下)でも行うことが可能であるが、減圧下に行うことが好ましい。減圧条件としては30000Pa以下であることが好ましく、10000Pa以下であることがより好ましい。
かかる条件で加熱加圧処理することで、樹脂組成物層に含まれるフィラー(好ましくは、大粒子径のフィラー)の少なくとも一部を、接着材層中に、効率的に入り込ませることができる。
【0207】
(第四の工程)
第四の工程においては、第三の工程後に加熱処理して、前記樹脂組成物層を硬化させる。加熱処理を行うことにより、熱伝導性がより向上する。加熱処理は、例えば、80℃〜250℃、0.1分間〜360分間行うことができる。また、熱伝導性の観点からエポキシ樹脂の配向し易い温度を含むことが好ましく、特に、100℃〜160℃と160℃〜250℃の少なくとも2段階の加熱を行うことがより好ましい。更に、上記の温度範囲にて、2段階以上の多段階の加熱処理を行うことがより一層好ましい。
【0208】
また前記樹脂シート積層体硬化物は、前記樹脂シート積層体のみを硬化させたものであっても、樹脂シート積層体と被着体とをさらに接着した状態で硬化させたものであってもよい。被着体と接着させた樹脂シート積層体硬化物は、金属板等と被着体との熱伝導性に優れ、接着強度及び絶縁性に優れる。
さらに、前記フィラー(好ましくは、大粒子径のフィラー)が被着材の表面形状に沿って変形可能であるため、金属板等と被着体との熱伝導性に特に優れた効果を発揮する。
【0209】
前記被着体としては特に制限されない。被着体の材質としては、例えば、金属、樹脂、セラミックス及びそれらの混合物である複合材料等が挙げることができる。
【0210】
前記金属箔としては、金箔、銅箔、アルミニウム箔など特に制限されないが、一般的には銅箔が用いられる。
【0211】
<金属箔付き多層樹脂シート>
本発明の金属箔付き多層樹脂シートは、前記多層樹脂シートと、前記多層樹脂シートの前記接着材層上に配置される金属箔と、を含む。
前記金属箔の厚みとしては、1μm〜400μmであれば特に制限されないが、105μm以下の金属箔を用いることで可とう性がより向上する。
【0212】
また、金属箔として、ニッケル、ニッケル−リン、ニッケル−スズ合金、ニッケル−鉄合金、鉛、鉛−スズ合金等を中間層とし、この両面に0.5〜15μmの銅層と10〜300μmの銅層を設けた3層構造の複合箔、又はアルミニウムと銅箔とを複合した2層構造複合箔を用いることもできる。
金属箔付き多層樹脂シートは、例えば、金属箔上に多層樹脂シートの接着材層を貼り付けること、もしくは金属箔上に直接塗工することによって製造することができる。
【0213】
<半導体装置>
本発明の半導体装置は、半導体素子と、前記多層樹脂シート硬化物とを備える。
具体例として、図12〜図14に前記半導体装置多層樹脂シート硬化物を用いて構成されるパワー半導体装置の構成を、図15〜18に前記半導体装置多層樹脂シート硬化物を用いて構成されるLED装置の構成を示す。
【0214】
図12は、パワー半導体素子110が、はんだ層112を介して配置された銅板104と、本発明の多層樹脂シート硬化物102と、放熱ベース106とそれらを包含するケース114が積層されて、グリース層108を介して水冷ジャケット120上に配置された構成されたパワー半導体装置100の構成例を示す模式断面図である。パワー半導体素子110を含む発熱体が、前記樹脂シート硬化物102を介して放熱部材と接触していることで、効率よく放熱が行なわれる。前記放熱ベース106は、熱伝導性を有する銅やアルミニウムを用いて構成することができる。またパワー半導体素子としては、IGBTやサイリスタ等を挙げることができる。
【0215】
図13は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置150の構成例を示す模式断面図である。パワー半導体装置150においては、パワー半導体素子110の上面に配置される冷却部材が、はんだ層112を介して積層された2層の銅板104を含んで構成されている。かかる構成であることにより、チップ割れやはんだ割れの発生を、より効果的に抑制することができる。図13では、半導体素子110から遠い側に配置された銅板104は、樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。一方、半導体素子110の下面に配置される冷却部材では、1層の銅板104が樹脂シート硬化物102及びグリース層108を介して水冷ジャケット120に接続している。図2では樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0216】
図14は、パワー半導体素子110の両面に、冷却部材を配置して構成されたパワー半導体装置200の構成例を示す模式断面図である。パワー半導体装置200においては、パワー半導体素子110の両面に配置される冷却部材が、それぞれ1層の銅板104を含んで構成されている。図14では、多層樹脂シート硬化物102と水冷ジャケット120とがグリース層108を介して配置されているが、多層樹脂シート硬化物102と水冷ジャケット120とが直接接触するように配置されていてもよい。
【0217】
図15は、本発明の多層樹脂シート硬化物を用いて構成されるLEDライトバー300の構成の一例を示す模式断面図である。LEDライトバー300は、ハウジング138と、グリース層136と、アルミニウム基板134と、樹脂シート硬化物132と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。発熱体であるLEDチップ130が樹脂シート硬化物132を介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【0218】
図16は、LED電球の発光部350の構成例を示す模式断面図である。LED電球の発光部350は、ハウジング138と、グリース層136と、アルミニウム基板134と、多層樹脂シート硬化物132と、回路層142と、LEDチップ130とがこの順に配置され、ビス140で固定されて構成される。
【0219】
図17は、LED電球450の全体の構成の一例を示す模式断面図である。LED電球の発ハウジング138は、電源部材148を内包する封止樹脂146上に配置されている。
【0220】
図18は、LED基板400の構成の一例を示す模式断面図である。LED基板400は、アルミニウム基板134と、本発明の多層樹脂シート硬化物132と、回路層142と、はんだ層143と、LEDチップ130とがこの順に配置されて構成される。発熱体であるLEDチップ130が回路層142と樹脂シート硬化物132とを介してアルミニウム基板134上に配置されることで、効率よく放熱することができる。
【実施例】
【0221】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。尚、特に断りのない限り、「部」及び「%」は質量基準である。
【0222】
以下に本実施例において多層樹脂シートの作製に用いた材料とその略号を示す。
<樹脂組成物層>
(フィラー)
・AA−18[酸化アルミニウム、住友化学株式会社製;体積平均粒子径18μm]
・AA−3[酸化アルミニウム、住友化学株式会社製;体積平均粒子径3μm]
・AA−04[酸化アルミニウム、住友化学株式会社製;体積平均粒子径0.4μm]
・FS−3[窒化ホウ素、水島合金鉄株式会社製;体積平均粒径76μm]
・HP−40[窒化ホウ素、水島合金鉄株式会社製;体積平均粒径45μm]
【0223】
(硬化剤)
・CRN:カテコールレゾルシノールノボラック樹脂(固形分量50%、シクロヘキサノン溶液)
なお、カテコールレゾルシノールノボラック樹脂の製造方法は、特開2006−131852号公報、特表2010−518183号公報等を参考にした。
【0224】
(エポキシ樹脂モノマー)
・PNAP:(フェノールノボラック+フェニルアルデヒド)型グリシジルエーテル(EPPN−502H、日本化薬株式会社製 エポキシ当量170g/eq)
・BIS−AD:ビスフェノールAD混合物のグリシジルエーテル(ZX−1059、新日鐵化学株式会社製 エポキシ当量168g/eq)
・MOPOC:1−{(3−メチル−4−オキシラニルメトキシ)フェニル}−4−(4−オキシラニルメトキシフェニル)−1−シクロヘキセン(エポキシ当量202g/eq)
なお、MOPOCは、特開2005−206814号公報及び特開2005−29778号公報等を参考にして調製した。
【0225】
(添加剤)
・TPP:トリフェニルホスフィン(和光純薬工業株式会社製)
・PAM:3−フェニルアミノプロピルトリメトキシシラン(シランカップリング剤;信越化学工業製;KBM−573)
【0226】
(有機溶剤)
・MEK:メチルエチルケトン(和光純薬工業株式会社製、1級)
・CHN:シクロヘキサノン(和光純薬工業株式会社製、1級)
【0227】
(支持体)
・PETフィルム (帝人デュポンフィルム株式会社製、A31、厚み50μm)
・銅箔:古河電工株式会社製、厚さ80μm、GTSグレード
【0228】
<接着材層>
(フィラー)
・AO802[酸化アルミニウム、東洋インキ製造株式会社製;体積平均粒子径0.7μm](固形分量76%)
【0229】
(カップリング剤)
・A−189 メルカプト末端シランカップリング剤 日本ユニカー株式会社製
・A−1160 ウレイド末端シランカップリング剤 日本ユニカー株式会社製(固形分量50%)
【0230】
(エポキシ樹脂モノマー)
・YD−8170C ビスフェノールF型エポキシ樹脂 東都化成株式会社製(エポキシ当量170g/eq)
・YDCN−703 クレゾールノボラック型エポキシ樹脂 東都化成株式会社製(固形分量60%,エポキシ当量205g/eq)
【0231】
(変性ポリアミドイミド系樹脂原料)
・KS−7003 変性ポリアミドイミドワニス 日立化成工業株式会社製(固形分量40%)
【0232】
(硬化剤)
・フェノールノボラック LF−2882 大日本インキ株式会社(固形分量60%、エポキシ当量108g/eq)
【0233】
(硬化促進剤)
・2−フェニル−4−シアノイミダゾール 2PZ−CN 四国化成工業株式会社
【0234】
(アクリル変性ゴム)
・アクリルゴム HTR−860P−3 ナガセケムテックス株式会社製(固形分量12%)
【0235】
(溶剤)
・CHN:シクロヘキサノン(和光純薬工業株式会社製、1級)
【0236】
(支持体)
・PETフィルム (帝人デュポンフィルム株式会社製、A31)
【0237】
<実施例1>
(樹脂組成物層の調製)
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.04部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液7.23部(固形分50%)と、CHN46.02部とを混合し、均一になったことを確認した。その後、エポキシ樹脂モノマーとしてMOPOC11.73部と、TPP0.13部と、をさらに加えて混合した。その後、20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を得た。
【0238】
得られた樹脂組成物層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPET(ポリエチレンテレフタレート)フィルムの離型面上に塗布し、100℃のボックス型オーブンで5分乾燥した。これにより、PETフィルム上にAステージの樹脂組成物層が形成されたAステージシート1を得た。
【0239】
上記で得られたPETフィルム上に樹脂組成物層が形成されたAステージシートを2枚用い、樹脂組成物層同士が対向するように重ねて、熱プレス装置(熱板150℃、圧力15MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせた後、PETフィルムを剥がして、厚さが184μmであるBステージ状態の樹脂組成物層を得た。
次に、Bステージ状態の樹脂組成物層の表面粗さを小坂研究所表面粗さ測定器により、測定条件は1mm/sにて測定した。
【0240】
(接着材層フィルム1の調製 エポキシ系接着材層)
エポキシ樹脂として、YD−8170Cを24.2部、YDCN−703を13.5部、硬化剤としてLF−2882を30.67部、硬化促進剤として、2PZ−CNを0.083部、アクリル変性ゴムとしてHTR−860P−3を196.53部、カップリング剤として、A−189を0.21部、A−1160を0.83部、フィラーとしてAO802を231.58部を混合して、ミキサにて1時間混合して、接着材層用塗工液を得た。次に、コンマコータ(ヒラノテクシード株式会社製)を用いて、離形処理を施したPETフィルムA31上に塗布し、100℃に設定したコンベヤ式乾燥炉で約6分間乾燥を行い、PETフィルム上に接着材層を形成して接着材層フィルム1を得た。尚、接着材層の膜厚は10μmとなるようにした。
【0241】
(接着材層フィルム2の調製 ポリアミドイミド系接着材層 フィラー無)
変性ポリアミドイミド樹脂ワニス(日立化成工業株式会社製、品名:KS7003、固形分40質量%)を、コンマコータ(ヒラノテクシード株式会社製)を用いて、離形処理を施したPETフィルム上に塗布した。130〜140℃に設定したコンベヤ式乾燥炉で約8分間乾燥を行い、PETフィルム上に接着材層を形成して接着材層フィルム2を得た。接着材層の膜厚は6μmとなるようにした。
【0242】
(接着材層フィルム3の調製 ポリアミドイミド系接着材層 フィラー有)
変性ポリアミドイミド樹脂ワニス(日立化成工業株式会社製、品名:KS7003、固形分40質量%)10部にAO802を12.9部投入し混合してワニスを作製し、コンマコータ(ヒラノテクシード株式会社製)を用いて、離形処理を施したPETフィルム上に塗布した。130〜140℃に設定したコンベヤ式乾燥炉で約8分間乾燥を行い、PETフィルム上に接着材層を形成して接着材層フィルム3を得た。接着材層の膜厚は8μmとなるようにした。
【0243】
(多層樹脂シートの作製)
Bステージ状態の樹脂組成物層の両面に、接着材層フィルム2(ポリアミドイミド系樹脂の接着材層が形成されたPETフィルム)を、接着材層が、Bステージ状態の樹脂組成物層に対向するようにそれぞれ重ね、ラミネータ(名機製作所製、MVLP−600/700)を用いて、温度120℃、圧力0.7MPa、真空度≦1kPa、時間15秒間の条件で、樹脂組成物層の両面に絶縁性の接着材層を貼り付けて、多層樹脂シート(以下、「Bステージシート」ともいう)を得た。
【0244】
(樹脂シート積層体硬化物の作製)
上記で得られた多層樹脂シートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱処理することにより、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物1を得た。
【0245】
<実施例2>
実施例1において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物2を得た。
【0246】
<実施例3>
実施例1において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層 フィラー有)が形成されたPETフィルム)を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物3を得た。
【0247】
<実施例4>
実施例1において、HP−40の代わりにFS−3とHP−40の混合物(体積基準混合比1:1)を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物4を得た。
【0248】
<実施例5>
実施例4において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例4と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物5を得た。
【0249】
<実施例6>
実施例4において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有)が形成されたPETフィルム)を用いたこと以外は実施例4と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物6を得た。
【0250】
<実施例7>
実施例1において、樹脂組成物層の配合として、MOPOCの代わりにPNAPとBIS−ADの1:1混合物を用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物7を得た。
【0251】
具体的には、酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.04部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液8.70部(固形分50%)と、CHN46.02部とを混合し、均一になったことを確認した。その後、エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ5.90部と、TPP0.13部とを加えて混合した。その後、20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
【0252】
得られた樹脂組成物層形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPET(ポリエチレンテレフタレート)フィルムの離型面上に塗布し、100℃のボックス型オーブンで5分乾燥し、PETフィルム上にAステージの樹脂組成物層を形成されたAステージシート3を得た。
この後のシート製造条件などは、実施例1と同様にした。
【0253】
<実施例8>
実施例7において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例7と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物8を得た。
【0254】
<実施例9>
実施例7において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有)が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物9を得た。
【0255】
<実施例10>
実施例1において、HP−40の代わりにFS−3を46.04部用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物10を得た。
【0256】
<実施例11>
実施例10において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0257】
<実施例12>
実施例10において、接着材層フィルム2の代わりに接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有)が形成されたPETフィルム)を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物12を得た。
【0258】
<実施例13>
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.02部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液10.93部(固形分50%)と、CHN31.33部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ7.41部と、TPP0.16部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物13を得た。
【0259】
<実施例14>
酸化アルミニウム混合物(AA−3:AA−04;体積基準混合比2.4:1)42.91部と、窒化ホウ素(HP−40)46.02部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.09部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液13.50部(固形分50%)と、CHN38.8部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ9.17部と、TPP0.20部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物14を得た。
【0260】
<実施例15>
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比2.6:2.4:1)75.55部と、窒化ホウ素(HP−40)27.84部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.10部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液8.68部(固形分50%)と、CHN24.89部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ5.88部と、TPP0.13部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物15を得た。
【0261】
<実施例16>
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比2.6:2.4:1)100.94部と、窒化ホウ素(HP−40)13.95部(AA−04に対する体積基準混合比6.6:1)と、シランカップリング剤(PAM)0.11部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液8.70部(固形分50%)と、CHN24.94部とを混合し、均一になったことを確認した。エポキシ樹脂モノマーとしてPNAPとBIS−ADをそれぞれ5.90部と、TPP0.13部とを更に加えて混合した。20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を調製した。
その後、接着材層フィルム3(ポリアミドイミド系接着材層(フィラー有))が形成されたPETフィルムを用いたこと以外は実施例1と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物16を得た。
【0262】
<実施例17>
(多層樹脂シートの作製)
実施例1において得られたAステージシート1の1枚と、接着材層フィルム1(エポキシ樹脂系の接着材層)の1枚を、樹脂組成物層と接着材層とが接するように重ね合わせ、熱プレス装置(熱板150℃、圧力10MPa、処理時間1分)を用いて、加熱加圧処理して貼り合わせた。厚さが112μmであるBステージ状態の樹脂組成物層の片面に接着材層が設けられた多層樹脂シートを得た。
【0263】
(樹脂シート積層体の作製)
上記で得られた多層樹脂シートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱することにより、両面に銅箔が設けられた樹脂シート積層体硬化物10を得た。
【0264】
<実施例18>
実施例1で作製したAステージシート1を用いて、接着材層フィルム1の代わりに接着材層フィルム3を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0265】
<実施例19>
Aステージシート1の代わりに、実施例7で作製したAステージシート3(PNAPシート)を用いたこと以外は実施例10と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物12を得た。
【0266】
<実施例20>
実施例7で作製したAステージシート3を用いて、接着材層フィルム2の代わりに接着材層フィルム3を用いたこと以外は実施例12と同様にして、多層樹脂シート及び多層樹脂シートの両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0267】
<比較例1>
(樹脂組成物層の調製)
酸化アルミニウム混合物(AA−18:AA−3:AA−04;体積基準混合比 6.6:2.4:1)126.2部と、シランカップリング剤(PAM;KBM−573)0.13部と、エポキシ樹脂の硬化剤としてCRNのCHN溶液11.96部(固形分50%)と、MEK44.77部と、CHN9.29部とを混合し、均一になったことを確認した後に、エポキシ樹脂モノマーとしてMOPOC19.39部と、TPP0.20部と、をさらに加えて混合した後、20〜40時間ボールミル粉砕を行って、樹脂組成物層形成用塗工液を得た。
【0268】
得られた樹脂組成物形成用塗工液を、コンマコータ(ヒラノテクシート株式会社製)を用いてPET(ポリエチレンテレフタレート)フィルムの離型面上に塗布し、100℃のボックス型オーブンで15分乾燥し、PETフィルム上にAステージの樹脂組成物層が形成されたAステージシート4を形成した。
【0269】
上記で得られたAステージシート4を2枚用い、樹脂組成物層同士が対向するように重ねて、ラミネータを用いて、温度130℃、圧力1MPa、真空度≦1kPa、時間15秒間の条件で貼り合わせた。その後、PETフィルムを剥がして、厚さが195μmであるBステージ状態の樹脂組成物層を得た。
次に、Bステージ状態の樹脂組成物層の算術平均表面粗さRaを小坂研究所表面粗さ測定器により測定条件は1mm/sにて測定した。
【0270】
(多層樹脂シートの作製)
上記で得られたBステージ状態の樹脂組成物層の両面に、上記で得られたポリアミドイミド系樹脂の接着材層が形成されたPETフィルム(接着材層フィルム2)を、接着材層がBステージ状態の樹脂組成物層に対向するようにそれぞれ重ね、ラミネータを用いて、温度110℃、圧力0.7MPa、真空度≦1kPa、時間15秒間の条件で、樹脂組成物層の両面に絶縁性の接着材層を貼り付けて、多層樹脂シートを得た。
【0271】
(樹脂シート積層体の作製)
上記で得られた多層樹脂シートの両面からPETフィルムを剥がし、その両面に80μm厚の銅箔(古河電工株式会社製、厚さ80μm、GTSグレード)を重ねた後、プレス処理を行った(プレス工程条件:熱板温度165℃、真空度≦1kPa、圧力10MPa、処理時間3分)。その後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱することにより、両面に銅箔が設けられた樹脂シート積層体硬化物9を得た。
【0272】
<比較例2>
比較例1において、接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は比較例1と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物10を得た。
【0273】
<比較例3>
窒化ホウ素フィラーとして、HP−40の代わりにFS−3を46.04部(AA−04に対する体積基準混合比6.6)用いた以外は実施例7と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物11を得た。
【0274】
<比較例4>
接着材層フィルム2の代わりに接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)を用いたこと以外は比較例3と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物12を得た。
【0275】
<比較例5>
比較例1において得られたAステージシート4の1枚を用いて、熱プレス装置(熱板180℃、圧力10MPa、処理時間10分)を用いて加熱加圧処理を行い、平坦化処理した樹脂シートを得た。
次に、接着材層フィルム1(エポキシ系樹脂の接着材層が形成されたPETフィルム)と、上記で得られた平坦化処理したシートを真空ラミネータを用いて、温度120℃、圧力0.7MPa、真空度≦1kPa、時間15秒間の条件で貼り付け、厚さ113μmの多層樹脂シートを得た。また、比較例1と同様にして、多層樹脂シートの両面に銅箔を貼りつけた。その後ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間、加熱することにより、両面に銅箔が設けられた樹脂シート積層体硬化物13を得た。
【0276】
<比較例6>
Aステージシート4の代わりに比較例3で得られたAステージシートを用いて平坦化処理した樹脂シートを得たこと以外は比較例5と同様にして、多層樹脂シート及び両面に銅箔が設けられた樹脂シート積層体硬化物14を得た。
【0277】
<評価>
上記で得られた両面に銅箔が設けられた樹脂シート積層体硬化物から銅箔をエッチング除去して得た多層樹脂シート硬化物(Cステージシート)及びBステージ状態の多層樹脂シート(Bステージシート)について、以下の評価を行った。評価結果を表1〜表3に示す。
【0278】
(Cステージシートの熱伝導率)
上記で得られた樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅をエッチング除去し、多層樹脂シート硬化物(Cステージシート)を得た。これを10mm角に切断し、グラファイトスプレーにより黒化処理し、熱拡散率をNETZSCH社製Nanoflash LFA447型を用いて測定した。
測定条件としては、測定温度は25±1℃、測定電圧270V、Amplitude5000、パルス幅0.06msである。
【0279】
(Bステージシートの絶縁耐圧)
Bステージシートを20mmΦのアルミ電極と50mm角のアルミ板で挟み込み、交流下での絶縁耐圧をヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0280】
(Cステージシートの絶縁耐圧)
得られた樹脂シート硬化物から、過硫酸ナトリウム溶液を用いて銅をエッチング除去し、多層樹脂シート硬化物(Cステージシート)を得た。得られた多層樹脂シート硬化物の交流下での絶縁耐圧をヤマヨ試験機製YST−243−100RHOを用いて測定した。測定条件としては、測定温度23℃±2℃、昇圧速度1kV/秒であり、測定温度23℃±2℃、大気中にて測定を行った。
【0281】
(Bステージシートのせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、金属板を貼り合わせ、JIS K6850に準拠して、引っ張りせん断接強さの測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着、硬化した。これを試験速度1mm/分、測定温度23℃にて、(株)島津製作所 AGC−100型で引っ張ることで測定を行った。尚、接着は真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を用いて行った
【0282】
(Cステージシートのせん断接着強度)
Bステージシートの両面からPETフィルムを剥がし、金属板を貼り合わせ、JIS K6850に準拠して、引っ張りせん断接強さの測定を行った。具体的には100mm×25mm×3mm幅の銅板2枚を12.5mm×25mm×0.2mmのBステージシートに互い違いに重ねて接着、硬化して多層樹脂シート硬化物を得た。これを試験速度1mm/分、測定温度23℃と175℃、(株)島津製作所 AGC−100型で引っ張ることで測定を行った。
尚、接着、硬化は以下のようにして行った。真空熱プレス(熱板温度165℃、真空度≦1kPa、圧力4MPa、処理時間3分)を行った後、ボックス型オーブン中で、140℃で2時間、165℃で2時間、190℃で2時間のステップキュアにより行った。
【0283】
(Bステージシートの表面粗さの測定)
Bステージ状態の多層樹脂シートを構成する接着材層の表面粗さの測定を小坂研究所製表面粗さ測定機を用いて、測定条件は1mm/sにて行った。表面粗さは、算術平均粗さを用いて評価した。なお、測定時には支持体を剥離して接着面上の粗さを測定している。
【0284】
(Cステージシートの平均厚さ)
上記で得られた両面に銅箔が設けられた樹脂シート積層体硬化物から、過硫酸ナトリウム溶液を用いて銅をエッチング除去し、多層樹脂シート硬化物(Cステージシート)を得た。得られた多層樹脂シート硬化物から、シート状の樹脂硬化物を100mm角に切り出た。これをミツトヨ製マイクロメータIP65を用いて、9点の厚さを測定して、その算術平均値をシート全体の厚さとした。
【0285】
(圧縮率)
Bステージシート時の樹脂組成物層の厚さと樹脂組成物層に貼り付ける前の接着層の厚さとの和で、多層樹脂シート硬化物の厚さを割った数値を1から引いた数値の百分率を圧縮率とした。
【0286】
(フィラー入り込み状態の確認)
接着材層中へのフィラーの入り込み状態を以下のようにして評価した。
多層樹脂シートのプレス処理をする前とプレス処理した後の2種のサンプルについて、樹脂組成物層と接着材層との境界面に対して垂直な断面について、走査型電子顕微鏡(SEM、オックスフォード・インストゥルメンツ(株)製、INCA Energy 350)と付属の電子線X線マイクロアナライザ(XMA、加速電圧20kV、蒸着物質Pt−Pd)を用いて断面観察し、フィラーの分布状態や樹脂組成物層と接着材層の境界及びその構造から、接着材層へのフィラー入り込みの有無を判断した。
【0287】
【表1】
【0288】
【表2】
【0289】
【表3】
【0290】
以上から、本発明の多層樹脂シートを用いて構成された樹脂シート積層体硬化物は、熱伝導性、接着強度及び絶縁性のすべてに優れることが分かる。
【0291】
日本国特許出願2011−071252号の開示はその全体が参照により本明細書に取り込まれる。本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、及び技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書に参照により取り込まれる。
【特許請求の範囲】
【請求項1】
熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、を有する多層樹脂シート。
【請求項2】
前記接着材層は、算術平均表面粗さRaが1.5μm以上4.0μm以下である前記樹脂組成物層の面上に設けられ、平均厚さが6μm以上15μm以下である、請求項1に記載の多層樹脂シート。
【請求項3】
前記樹脂組成物層は、熱硬化性樹脂としてエポキシ樹脂モノマー及び硬化剤を含む、請求項1又は請求項2に記載の多層樹脂シート。
【請求項4】
前記樹脂組成物層は、樹脂組成物層中の全固形分中40〜85体積%のフィラーを含む、請求項1〜請求項3のいずれか一項に記載の多層樹脂シート。
【請求項5】
前記フィラーが窒化ホウ素フィラーを含む、請求項1〜請求項4のいずれか一項に記載の多層樹脂シート。
【請求項6】
前記窒化ホウ素フィラーとして体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーを含む、請求項5に記載の多層樹脂シート。
【請求項7】
前記体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーの含有率が樹脂組成物層の全固形分中に10体積%〜60体積%である請求項6に記載の多層樹脂シート。
【請求項8】
前記多層樹脂シートの圧縮率が10%以上である、請求項1〜請求項7のいずれか1項に記載の多層樹脂シート。
【請求項9】
前記接着材層は、アクリル変性ゴムを含有するエポキシ樹脂、変性ポリイミド樹脂、及び変性ポリアミドイミド樹脂からなる群より選ばれる少なくとも1種の樹脂と、アルミナフィラーとを含む、請求項1〜請求項8のいずれか1項に記載の多層樹脂シート。
【請求項10】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートの熱処理物である多層樹脂シート硬化物。
【請求項11】
前記熱硬化性樹脂が高次構造を有する樹脂硬化物を形成している請求項10に記載の多層樹脂シート硬化物。
【請求項12】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの接着材層上に配置された金属板又は放熱板と、を含む樹脂シート積層体。
【請求項13】
請求項12に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物。
【請求項14】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートの接着材層上に、金属板又は放熱板を配置して樹脂シート積層体を得る工程と、前記樹脂シート積層体に熱を与えて前記樹脂組成物層を硬化させる工程と、を含む請求項13に記載の樹脂シート積層体硬化物の製造方法。
【請求項15】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの前記接着材層上に配置される金属箔と、を含む金属箔付き多層樹脂シート。
【請求項16】
半導体素子と、前記半導体素子上に配置される請求項10又は請求項11に記載の多層樹脂シート硬化物と、を含む半導体装置。
【請求項1】
熱硬化性樹脂及びフィラーを含む樹脂組成物層と、前記樹脂組成物層の少なくとも一方の面上に配置され、前記樹脂組成物層とは対向しない面の算術平均表面粗さRaが1.5μm以下である接着材層と、を有する多層樹脂シート。
【請求項2】
前記接着材層は、算術平均表面粗さRaが1.5μm以上4.0μm以下である前記樹脂組成物層の面上に設けられ、平均厚さが6μm以上15μm以下である、請求項1に記載の多層樹脂シート。
【請求項3】
前記樹脂組成物層は、熱硬化性樹脂としてエポキシ樹脂モノマー及び硬化剤を含む、請求項1又は請求項2に記載の多層樹脂シート。
【請求項4】
前記樹脂組成物層は、樹脂組成物層中の全固形分中40〜85体積%のフィラーを含む、請求項1〜請求項3のいずれか一項に記載の多層樹脂シート。
【請求項5】
前記フィラーが窒化ホウ素フィラーを含む、請求項1〜請求項4のいずれか一項に記載の多層樹脂シート。
【請求項6】
前記窒化ホウ素フィラーとして体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーを含む、請求項5に記載の多層樹脂シート。
【請求項7】
前記体積平均粒子径が10μm以上100μm以下の窒化ホウ素フィラーの含有率が樹脂組成物層の全固形分中に10体積%〜60体積%である請求項6に記載の多層樹脂シート。
【請求項8】
前記多層樹脂シートの圧縮率が10%以上である、請求項1〜請求項7のいずれか1項に記載の多層樹脂シート。
【請求項9】
前記接着材層は、アクリル変性ゴムを含有するエポキシ樹脂、変性ポリイミド樹脂、及び変性ポリアミドイミド樹脂からなる群より選ばれる少なくとも1種の樹脂と、アルミナフィラーとを含む、請求項1〜請求項8のいずれか1項に記載の多層樹脂シート。
【請求項10】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートの熱処理物である多層樹脂シート硬化物。
【請求項11】
前記熱硬化性樹脂が高次構造を有する樹脂硬化物を形成している請求項10に記載の多層樹脂シート硬化物。
【請求項12】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの接着材層上に配置された金属板又は放熱板と、を含む樹脂シート積層体。
【請求項13】
請求項12に記載の樹脂シート積層体の熱処理物である樹脂シート積層体硬化物。
【請求項14】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートの接着材層上に、金属板又は放熱板を配置して樹脂シート積層体を得る工程と、前記樹脂シート積層体に熱を与えて前記樹脂組成物層を硬化させる工程と、を含む請求項13に記載の樹脂シート積層体硬化物の製造方法。
【請求項15】
請求項1〜請求項9のいずれか1項に記載の多層樹脂シートと、前記多層樹脂シートの前記接着材層上に配置される金属箔と、を含む金属箔付き多層樹脂シート。
【請求項16】
半導体素子と、前記半導体素子上に配置される請求項10又は請求項11に記載の多層樹脂シート硬化物と、を含む半導体装置。
【図4】

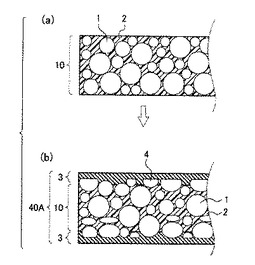
【図5】
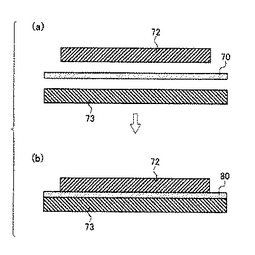
【図1】
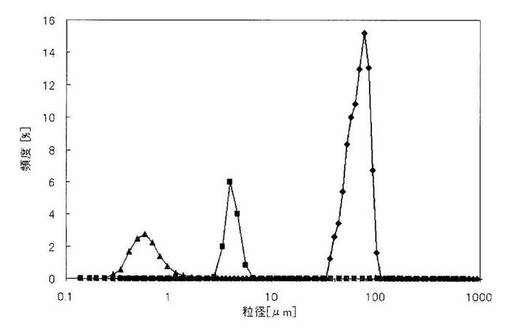
【図2】
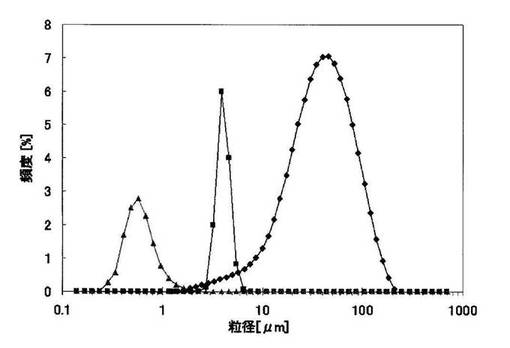
【図3】
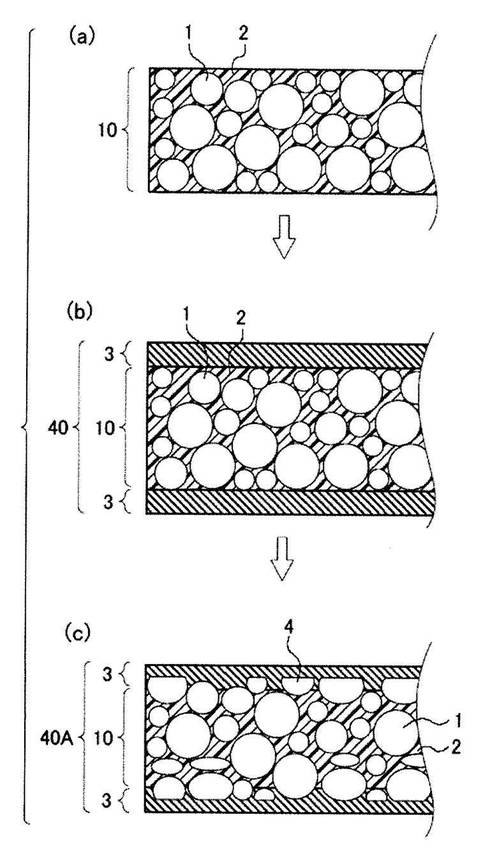
【図6】
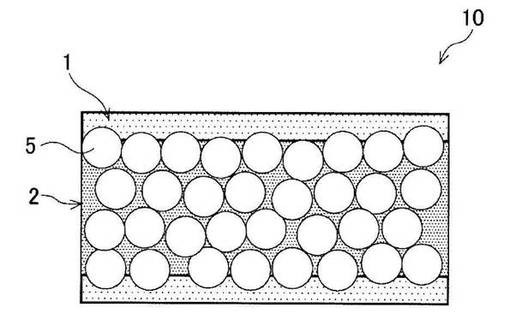
【図7】
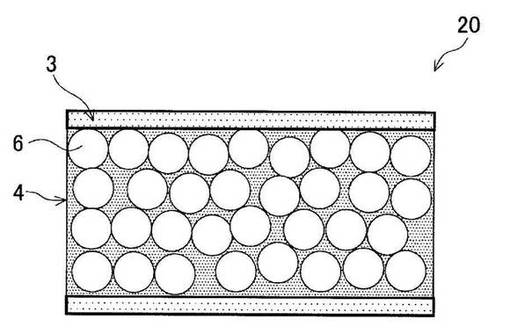
【図8】
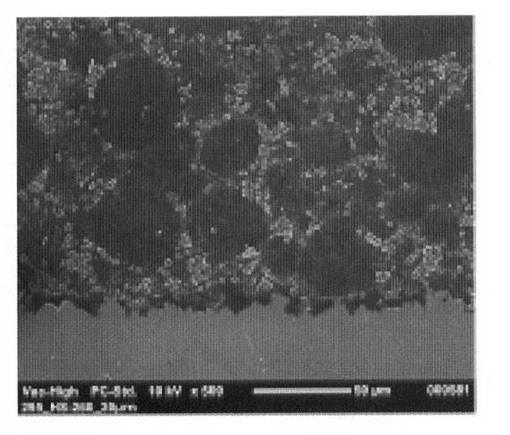
【図9】
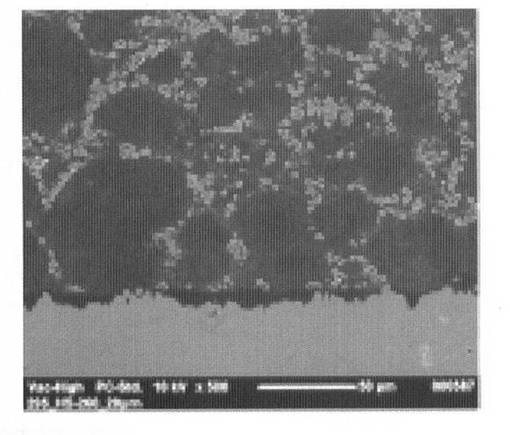
【図10】
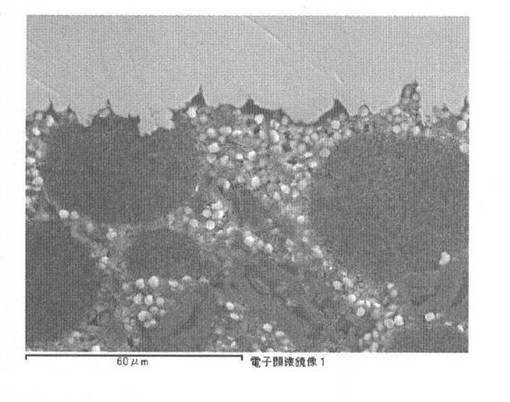
【図11】
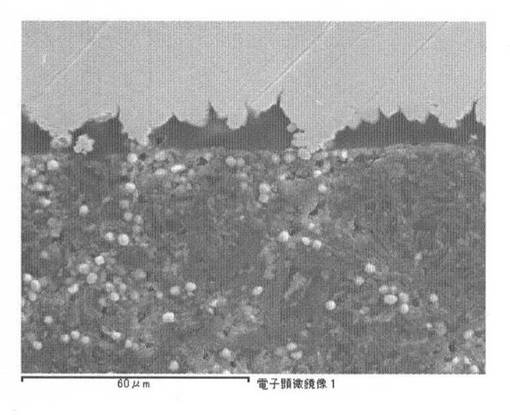
【図12】
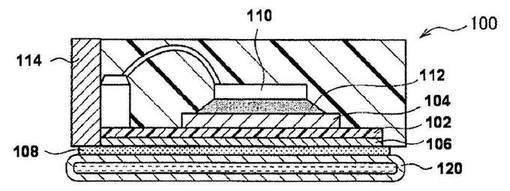
【図13】
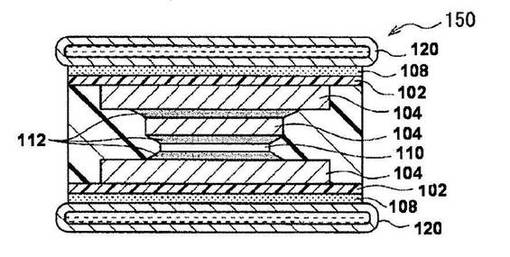
【図14】
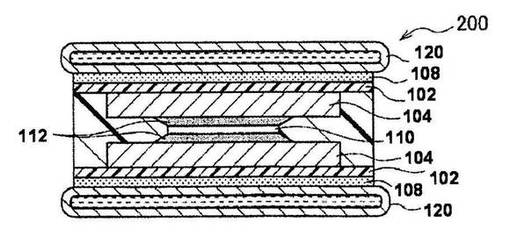
【図15】
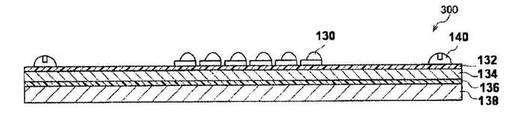
【図16】
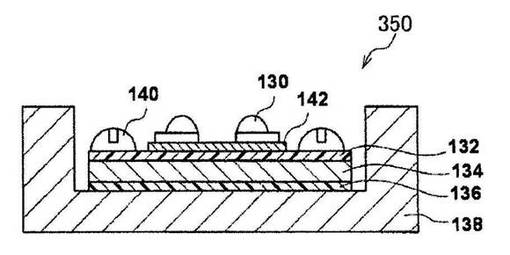
【図17】
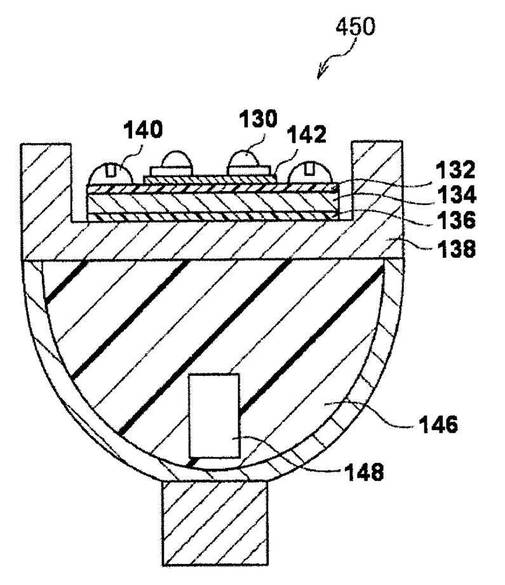
【図18】
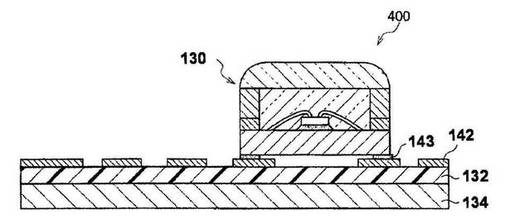
【図5】
【図1】
【図2】
【図3】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−39834(P2013−39834A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2012−213224(P2012−213224)
【出願日】平成24年9月26日(2012.9.26)
【分割の表示】特願2012−541275(P2012−541275)の分割
【原出願日】平成24年2月24日(2012.2.24)
【出願人】(000004455)日立化成株式会社 (4,649)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成24年9月26日(2012.9.26)
【分割の表示】特願2012−541275(P2012−541275)の分割
【原出願日】平成24年2月24日(2012.2.24)
【出願人】(000004455)日立化成株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]