
多層物品並びにその多層物品の製造及び使用方法
熱成形性基材、ベース層、及び場合により用いられる透明保護層を備える多層物品である。ペイントフィルム複合材の製造方法、及びその方法により製造される成形物品も開示する。

【発明の詳細な説明】
【背景技術】
【0001】
製造された物品の表面を装飾することによって美観的に好ましい製品の外観を与えることが一般的に行われている。これは従来、塗料から蒸発して物品の表面を装飾する均一なフィルムとして固形分を残す溶媒を通常含んだ液体塗料及びクリアーコートを使用して行われてきた。
【0002】
従来の車両組立の方法には、目に見える車両部品を塗装及び/又はコーティングし、保護機能を有する見た目に美しい外表面を与えるためのスプレー塗装工程が含まれる。しかしながら、スプレー塗装のプロセスは時間がかかり、特別な取り扱い及び/又は環境の問題を生ずる揮発性の有機溶媒を一般に使用する。
【0003】
輸送業界は当業界で「ペイントフィルム」及び「ペイント保護フィルム」として知られる装飾用フィルムの開発及び使用を通じて車両組立工場において使用される溶媒を低減しようと努めてきた。ペイントフィルムの元となった最初の発想は、従来の塗料を使用し、これを単純にライナー上にコーティングして乾燥させるというものであった。次いでライナーをペイントフィルムから脱着可能に剥離し、ペイントフィルムを例えば三次元的形状の車体部品に貼着する。塗料の外観を改善する目的で、透明なクリアーコート(クリアーコートとして一般に知られる)をカラー塗料(ベースコートとして一般に知られる)上に塗布することが知られている。同様に、ペイントフィルムはカラー層上に設けられた透明なクリアー層を有してもよい。ペイント保護フィルムは、透明なクリアー層を接着層と通常組み合わせて有する。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、高品質の貼着(例えば、皺及び/又はひだのない)を実現することは、特に大面積の表面又は大きく湾曲した表面に貼着される場合に依然としてペイントフィルム及びペイント保護フィルムの重要な課題である。
【0005】
ペイントフィルム及びペイント保護フィルムを製造するために使用される主な方法としては、(1)溶液キャスト法、及び(2)押出し成形の2つがある。これらのプロセスはいずれも、溶媒を蒸発させるか(溶媒キャスト法)、あるいはポリマーを溶融する(押出し成形)ために一般的に高温(120℃〜250℃又はそれ以上の温度)を用いる必要がある。こうした温度は、ペイントフィルムの色や他の外観に関する性質に対し、熱による変化を引き起こしやすく、色及び外観のマッチングを実現することが困難となる。
【0006】
高い光沢及び高い写像性は、自動車の仕上げにおける最も一般的な必要条件である。溶媒ベースの塗料及びクリアーコートは、許容される外観を通常与えることができるものであるが、押出しされたプラスチックフィルムでは所望のリッチな「濡れ感」を実現するには到らない。
【0007】
ペイントフィルム又はペイント保護フィルムが三次元的形状の車両部品に貼着される場合、貼着時に例えばフィルムが伸びたり、皺がよったり、かつ/又はひだが形成されたりするなどの問題が生じ、これにより仕上げられた車体部品が美観的に、更に場合により機能的に不適当なものとなる。これらの問題は、フィルムの分子配向(例えば、押出しの際の)によって更に悪化しうるものであり、フィルムの延伸性がフィルムの配向によって異なってしまう。
【課題を解決するための手段】
【0008】
一態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
熱成形性基材の第2の主面に接触して第2の主面と永久的に接着された第1の主面を有するベース層と、を備え、ベース層は高分子材料を含むとともに実質上等方性であり、ベース層の第1の主面は熱成形性基材の第2の主面に永久的に接着され、かつ共有結合している多層物品を提供する。
【0009】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
熱成形性基材の第2の主面に接触して第2の主面と永久的に接着された第1の主面を有するベース層と、を備え、ベース層は高分子材料を含み、ベース層は第1の主面と反対側の第2の主面を有し、ベース層の第1の主面及び第2の主面のそれぞれは第1及び第2のそれぞれの対応する形成ウェブの主面の実質上の逆像であり、ベース層の第1の主面は熱成形性基材の第2の主面に永久的に接着され、かつ共有結合している多層物品を提供する。
【0010】
特定の実施形態では、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせは不透明又は半透明である。特定の実施形態では、高分子材料は、シリコーン、エポキシ樹脂、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される。特定の実施形態では、高分子材料はポリウレタンを含む。特定の実施形態では、ポリウレタンは35〜65重量%の量のハードセグメントを有する。特定の実施形態では、多層物品は更に、ベース層の第2の主面に剥離可能に接着され第2の主面と接触するライナーを有する。
【0011】
特定の実施形態では、多層物品は更に、第1の主面と第1の主面の反対側の第2の主面とを有する透明な保護層を有する。特定の実施形態では、多層物品は更に、透明保護層の第2の主面に剥離可能に接着され、第2の主面と接触するライナーを有する。
【0012】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面は熱成形性基材の第2の主面に接触して第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備え、
ベース層及び透明保護層の少なくとも一方が実質上等方性であり、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明である多層物品を提供する。
【0013】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面が第2の主面に接触して第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備え、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)ベース層の第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、
ii)透明保護層の第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品を提供する。
【0014】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面が接着層により熱成形性基材の第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含むとともに実質上等方性である透明保護層と、を備え、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明である多層物品を提供する。
【0015】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面が接着層により第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備え、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)ベース層の第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、
ii)透明保護層の第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品を提供する。
【0016】
特定の実施形態では、ベース層の第2の主面は表面形状の回復性を示す。特定の実施形態では、透明保護層の第2の主面は表面形状の回復性を示す。特定の実施形態では、第2の高分子材料は、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される。特定の実施形態では、第2の高分子材料はポリウレタンを含む。特定の実施形態では、ポリウレタンは35〜65重量%の量のハードセグメントを有する。特定の実施形態では、多層物品は更に、熱成形性基材の第1の主面上に配される接着バックサイズを有する。特定の実施形態では、多層物品は更に、ベース層の第2の主面に剥離可能に接着され第2の主面と接触するライナーを有する。特定の実施形態では、多層物品は更に、透明保護層の第2の主面に剥離可能に接着され第2の主面と接触するライナーを有する。
【0017】
有利な点として、本発明に基づく多層物品は、揮発性有機溶媒をほとんどあるいはまったく含まないこと(例えば、実質的又は本質的に無溶媒の多層物品が得られる)、及び/又はフィルムの厚さに対して本質的に溶媒勾配がないこと、長さ及び幅に対して実質上同じ力学的性質、極めて低い視覚的欠陥率、高い光沢性及び高い写像性(例えば濡れ感)、並びにペイントフィルムの外観を損ねることなく多層物品を成形部品へと形成できることなどの(ただし、これらに限定されない)1以上の有用な物理的及び美観的性質を有している。
【0018】
別の態様では、本開示は多層物品の使用方法であって、本開示にしたがって多層物品を熱成形することを含む方法を提供する。
【0019】
別の態様では、本開示は多層物品の使用方法であって、本開示にしたがって多層物品を射出クラッディングすることを含む方法を提供する。
【0020】
別の態様では、本開示は成形物品を形成するための方法であって、本開示にしたがって多層物品を所定の形状に形成することを含む方法を提供する。特定の実施形態では、所定の形状は、車体部品、車両トリム、又は装置ハウジングの少なくとも一部に対応する。特定の実施形態では、所定の形状は、車体部品又は車両トリムに対応する。別の態様では、本開示は、本開示に基づく成形物品を形成するための方法によって形成された成形物品を提供する。
【0021】
別の態様では、本開示は、多層物品の製造方法であって、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材であって、熱成形性基材の第2の主面が反応基を有する熱成形性基材を提供することと、
第2の主面及び形成ウェブに硬化性組成物を接触させることによって熱成形性基材と形成ウェブとの間に配置される硬化性組成物の圧延バンクを形成することであって、硬化性組成物は硬化性高分子材料前駆体を含み、反応基と共有結合を形成するように反応することと、
熱成形性基材、形成ウェブ、及び硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の少なくとも一部分が熱成形性基材と形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を与えることと、
硬化性層前駆体を少なくとも部分的に硬化させることによってポリマー材料を含むベース層を与えることと、を含み、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明である方法を提供する。
【0022】
別の態様では、本開示は、多層物品の製造方法であって、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することであって、ベース層が熱成形性基材の第2の主面に接着され、ベース層が第1の高分子材料を含むことと、
ベース層及び形成ウェブに硬化性組成物を接触させることによってベース層と形成ウェブとの間に配置される硬化性組成物の圧延バンクを形成することであって、硬化性組成物は硬化性高分子材料前駆体を含むことと、
熱成形性基材、ベース層、形成ウェブ、及び硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の少なくとも一部分がベース層と形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を与えることと、
硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を与えることと、を含む方法を提供する。
【0023】
特定の実施形態では、この方法は更に、熱成形性基材の接着層をベース層の第1の主面上に配置することを含む。特定の実施形態では、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせは不透明又は半透明である。
【0024】
別の態様では、本開示は、多層物品の製造方法であって、
第1の形成ウェブ及び第1の形成ウェブに剥離可能に接着されたベース層を与えることであって、ベース層は第1の高分子材料を含み、第1の主面と第1の主面の反対側の第2の主面とを有することと、
ベース層及び第2の形成ウェブに硬化性組成物を接触させることによってベース層と第2の形成ウェブとの間に配置される硬化性組成物の圧延バンクを形成することであって、硬化性組成物は硬化性高分子材料前駆体を含むことと、
第1の形成ウェブ、ベース層、第2の形成ウェブ、及び硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の少なくとも一部分がベース層と第2の形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を与えることと、
硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を与えることと、
ベース層から第1の形成ウェブを分離することと、
第1の接着層をベース層の第1の主面上に配置することと、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することと、
第1の接着層を熱成形性基材の第2の主面に永久的に接着することと、を含む方法を提供する。
【0025】
特定の実施形態では、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせは不透明又は半透明である。特定の実施形態では、この方法は更に、第2の接着層を熱成形性基材の第1の主面上に配置することを含む。特定の実施形態では、第1の高分子材料及び第2の高分子材料の少なくとも一方は、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される。特定の実施形態では、第1の高分子材料及び第2の高分子材料の少なくとも一方は、ポリウレタンを含む。特定の実施形態では、ポリウレタンは35〜65重量%の量のハードセグメントを有する。
【0026】
別の態様では、本開示は、本開示に基づく多層物品の製造方法にしたがって製造された多層物品を提供する。
【0027】
有利な点として、本開示に基づく多層物品の製造方法は、コーティング欠陥率が低く、揮発性有機溶媒をほとんど、あるいはまったく使用することなく行うことが可能であり、溶媒を1回通過させるコーティングでは実現不可能な厚さのフィルムを調製するのに適しており、非等方的な力学的性質を有するフィルムを生じにくい。更に、本開示にしたがう多層物品の製造方法は、特殊効果(例えば、金属フレーク、真珠光沢)顔料を含有した多層物品の製造に有用である。
【0028】
以下の用語の定義は、本明細書及び特許請求の範囲の全体を通じて適用されるものである。
【0029】
「被接着物」とは、接着された物体のことを指す。
【0030】
「実質上等方性の」とは、長さ方向及び幅方向に沿って変化しない、あるいはごくわずかに変化する少なくとも1つの力学的性質を有することを意味し、更に、厚さ方向にわたって有機溶媒の勾配を有さないことを意味する。したがって、押出し成形されたポリマー層は、ポリマー層がその長さに沿って測定した場合にその幅に沿って測定した同じ力学的性質と比較して異なる少なくとも1つの力学的性質を有する場合には実質上等方性とはみなされない。更に、溶媒キャストされたポリマー層は、ポリマー層がその厚さにわたって溶媒濃度の勾配を有する場合には実質上等方性とはみなされない。このような濃度勾配は一般にポリマー層が溶媒キャストされたものであることを示す。
【0031】
「本質的に等方性の」とは、長さ及び幅に対して同じ力学的性質を有し、厚さに対して有機溶媒の勾配を有さないことを意味する。
【0032】
「実質的に無溶媒の」とは、揮発性有機溶媒の含量が0.5重量%以下であることを意味する。
【0033】
「本質的に無溶媒の」とは、揮発性有機溶媒の含量が0.3重量%以下であることを意味する。
【0034】
「形成ウェブ」とは、その上にベース層又は保護透明層の対応する主面が剥離可能又は永久的に形成される主面を有するフィルム、ベルト、又は他のウェブ状の基材のことを指す。
【0035】
「層」とは、特に断らないかぎり一体の層を指す。
【0036】
「1成分ウレタン」及び「2成分ウレタン」とは、反応してポリウレタンを形成する硬化性樹脂のことを指す。
【0037】
2個の被接着物に関して用いられる「永久的に接着された」とは、大きな物理的破損を接着層にも2個の被接着物のいずれにも生ずることなく機械的に分離することができないことを意味する。
【0038】
「ポリウレタン」とは、主鎖中に−OC(=O)NH−及び/又は−HNC(=O)NH−基を有する繰り返しサブユニットを有するポリマーのことを指す。
【0039】
「熱成形性」とは、熱成形が可能であることを意味する。
【0040】
「熱成形」とは、通常有機高分子材料を含む材料のシート又はフィルムを変形温度にまで加熱した後、温度制御された単一表面の金型上又はその内部へと延伸するプロセスのことを指す。シートは冷却されるまで金型表面に対して保持される。次いで、形成された部品をシート又はフィルムから切り取る。
【0041】
「揮発性有機溶媒」とは、101.3kPa(1atm)の圧力における初留点が250℃以下であるあらゆる有機溶媒を指す。
【0042】
本発明の他の目的及び利点は、同様の参照符合により同様の部材を示した以下の図面、これにともなう説明文及び付属の特許請求の範囲より更に明らかとなろう。
【図面の簡単な説明】
【0043】
【図1】本開示に基づく例示的な多層物品の側面図。
【図2】本開示に基づく例示的な多層物品の側面図。
【図3】本開示に基づく熱成形された例示的多層物品の側面図。
【図4】車体部品及びトリムに成形された本開示に基づく多層物品を示す自動車の斜視図。
【図5】本開示に基づく多層物品を形成するための例示的な方法を示す概略側面斜視図。
【0044】
本発明には様々な改変及び代替的形態が可能であるが、一例として図に示したその細部を詳細に説明する。しかしながらその目的とするところは、本発明を記載された特定の実施形態に限定することにはない点は理解されるべきである。むしろその目的とするところは、本開示の趣旨及び範囲内にあるすべての改変物、均等物、及び代替物を網羅することにある。
【発明を実施するための形態】
【0045】
本発明の原理の理解を促すため、以下に本発明の具体的な実施形態の説明を述べるとともに、具体的な文言を用いて具体的な実施形態を説明する。しかしながら、こうした具体的な文言の使用は本発明の範囲を限定することを目的とするものではない点は理解されるであろう。本発明の関連の当業者であれば通常想到されるように、述べられる本発明の原理の変更、更なる改変、及び更なる用途について検討する。
【0046】
多層物品の例示的一実施形態を図1に大まかに示す。ここで図1を参照すると、多層物品100は、熱成形性基材110、場合により用いられる接着層120、及びベース層130を備えている。熱成形性基材110は、第1の主面112と、第1の主面112の反対側の第2の主面114とを有している。ベース層130は、第1の主面142と、第1の主面142の反対側の第2の主面144とを有している。ベース層の第1の主面142は、熱成形性基材110の第2の主面114に永久的に接着されている。特定の実施形態では、熱成形性基材110は、場合により用いられる結合層111(第2の主面114をなす)及びバルク部分108を有する。ベース層130は熱成形性基材110に永久的に接着されるとともに熱成形性基材110と共有結合している(すなわち、連続した共有化学結合によって結合されている)。
【0047】
場合により用いられる透明保護層150が存在する場合には、透明保護層150は第1の主面152と第1の主面152の反対側の第2の主面154とを有する。透明保護層150の第1の主面152は、ベース層130の第2の主面144に接触し、第2の主面144と永久的に接着されている。
【0048】
場合により用いられる保護ライナー180が存在する場合には、保護ライナー180はベース層130の第2の主面144に剥離可能に接着されるか、あるいは場合により用いられる透明保護層150が存在する場合には、透明保護層150の第2の主面154に剥離可能に接着される。
【0049】
熱成形性基材110
熱成形性基材は、例えばフィルム(例えば、連続フィルム)及び/又はシートの形態であってもよい。熱成形性基材は柔軟かつ可撓性、剛性かつ自己支持性、又はその間の任意の硬さのものであってもよい。熱成形性基材は、一般的に約0.01mm〜10mm、より一般的には約0.1mm〜5mmの任意の厚さを有しうるが、これは必要条件ではない。
【0050】
熱成形性基材は平坦又は平坦化可能なものであってもよく、あるいは自動車の車体部品に一致する形状又は他の特定の三次元形状に形成することができる。通常、熱成形性基材は、工業用熱成形装置と組み合わせて容易に使用できるような充分なサイズのものであるが、これは必要条件ではない。熱成形性基材又は少なくともそのバルク部分は、熱成形プロセスに有用な温度で充分な変形性を示す1以上の熱可塑性材料及び/又は軽度に共有結合で架橋された高分子材料を含んだものでもよい。こうした材料の例としては、例えば、フッ素化エチレンプロピレンコポリマー、ポリフッ化ビニリデン、及びポリクロロトリフルオロエチレン;熱可塑性シリコーン;ポリエーテル;アクリル樹脂(例えば、ポリ(ブチルアクリレート)、ポリ(イソブチルメタクリレート)、ポリ(メチルアクリレート)、ポリ(メチルメタアクリレート)、ポリ(プロピルメタクリレート)、及びポリアクリロニトリル);例えば、ポリ(エチレンテレフタレート)、ポリエチレンテレフタレートグリコール、及びポリカプロラクトンなどのポリエステル;例えば、ポリ(酢酸ビニル)などのポリ(ビニルエーテル);例えば、エチルセルロース、酢酸セルロース、プロピオン酸セルロース、酢酸酪酸セルロース、及びニトロセルロースなどのセルロース誘導体;例えば、ポリ(4−メチルペント−1−エン)、ポリブチレン、ポリイソブチレン、ポリスチレン(耐衝撃性ポリスチレンなど)、ポリエチレン(低密度及び高密度ポリエチレンなど)、及びポリプロピレンなどのポリオレフィン;アクリロニトリル−ブタジエン−スチレンコポリマー;ポリエーテルアミド;ポリエーテルエーテルケトン;ポリエーテルイミド;ポリカーボネート;例えば、イー・アイ・デュポン・ド・ネムール社(E.I.du Pont de Nemours)(デラウェア州ウィルミントン)によってSURLYNの商品名で販売されるイオノマー樹脂などのイオノマー樹脂;天然ゴム;例えば、ナイロン6、ナイロン6,6などのポリアミド;ポリイミド;熱可塑性ポリウレタン;スチレンとアクリロニトリルとのコポリマー;スチレンとブタジエンとのコポリマー;ポリカーボネート、並びにこれらの配合物及び混合物が挙げられる。
【0051】
これらの材料は、例えば可塑剤、流動点降下剤、充填剤、酸化防止剤、光安定剤、着色剤(例、染料、金属フレーク又は顔料)、及び難燃剤などの添加剤と組み合わせて用いることができる。
【0052】
熱成形性基材は、複数の層又は成分を有してもよく(例えば、ベース層の反対側の面)、あるいは一体の熱成形性基材であってもよい。
【0053】
熱成形性基材は、ベース層への接着性を高めるために第2の主面の少なくとも一部を含む表面処理を有してもよい。表面処理の例としては、火炎処理、コロナ処理、及びモノマーの反応性グラフト化(例えば、ベース層、又はベース層を形成するために用いられるモノマー及び/又はオリゴマーと反応性を有する少なくとも1つの官能基(例えば、水酸基、エポキシ基、トリアルコキシシリル基、又はカルボニル基)を有するフリーラジカル重合性モノマーの存在下での電子線照射による)が挙げられる。こうした反応性グラフト化に有用なモノマーの例としては、アクリル酸、メタクリル酸、2−ヒドロキシエチルアクリレート、2−トリエトキシシリルエチルメタクリレート、グリシジルメタクリレート、及びグリシジルアクリレートが挙げられる。こうした処理は、ポリオレフィン(例えば、ポリプロピレン、ポリエチレンなど)、シリコーン及びフルオロポリマーなどの低エネルギー物質への接着性を高めるうえで一般的に有用である。
【0054】
結合層(場合により用いられる)
選択的に、熱成形性基材の第2の主面の少なくとも一部分が結合層を有してもよく、こうした結合層は場合により、熱成形性基材110のバルク部分、場合により用いられる接着層120又はベース層130に共有結合されてもよい。結合層において有用な材料の例としては、ポリアミド、エチレン酢酸ビニルコポリマー、塩素化ポリオレフィン、無水マレイン酸グラフトポリマー、及びこれらの組み合わせが挙げられる。
【0055】
接着層120(場合により用いられる)
場合により用いられる接着層は、ベース層を熱成形性基材に永久的に接着することが可能な任意の接着剤を含んでもよい。例えば、接着層は感圧接着剤、ホットメルト接着剤、又はこれらの組み合わせを含んでもよい。感圧接着剤の例としては、粘着性付与天然ゴム、粘着性付与合成ゴム、粘着性付与スチレンブロックコポリマー、自己粘着性又は粘着性付与アクリレート又はメタクリレートコポリマー、自己粘着性又は粘着性付与ポリ(α−オレフィン)、及び自己粘着性又は粘着性付与シリコーンなどの粘着性付与又は非粘着性付与材料が挙げられる。ホットメルト接着剤の例としては、ポリエステル、エチレンビニル酢酸(EVA)、ポリアミド、ポリウレタン、及びポリエーテルに基づいたホットメルト接着剤が挙げられる。場合により用いられる接着層は任意の厚さを有してもよいが、通常は1〜100マイクロメートルの範囲の厚さを有する。
【0056】
場合により用いられる接着層は任意の適当な方法によって得ることができる。例えば、場合により用いられる接着層は、ベース層を塗布するのに先立って熱成形性基材に塗布してもよく、あるいはベース層に塗布した後、熱成形性基材に接着してもよい。場合により用いられる接着層に適した塗布方法としては、例えば、スプレー法、溶媒コーティング法、及びラミネート加工が挙げられる。
【0057】
ベース層130
ベース層130は実施形態では熱成形性の材料で構成されている。
【0058】
ベース層130における使用に適した高分子材料の例としては、熱可塑性又は軽度架橋高分子材料などの溶融加工可能な高分子材料、及び、場合によっては更に熱硬化性高分子材料が挙げられる。本明細書で用いる「熱硬化性」なる用語は、メルトフローが生じない点にまで化学的に架橋されていることを意味する。
【0059】
好適な高分子材料の例としては、シリコーン(例えば、場合により適当な触媒の存在下でシリコーン樹脂を水分硬化することによって製造される)、ポリエーテル(例えば場合により適当な触媒の存在下で1成分又は2成分エポキシ樹脂の重合により得られる)、アクリル樹脂(例えば、アクリルモノマーの熱又は光重合によって製造される)、ポリウレタン(例えば、場合により適当な触媒の存在下で1成分又は2成分ウレタン樹脂の縮合重合により製造される)、及びこれらの組み合わせが挙げられる。
【0060】
一般に、こうした高分子材料は周辺条件又はそれに近い条件でガス放出しない成分(例えば、モノマー、オリゴマー、硬化剤、開始剤)から調製される。したがって、ベース層130を構成する成分は、ベース層130を形成するのに先立って真空下に置くことによって揮発性成分を除去することが一般的に望ましい。一般に、有用なフィルム特性を実現するためには、付加重合性モノマー及びオリゴマー(例えば、エポキシ、アクリレート)の官能性は、少なくとも1、より一般的には1.1、1.2、1.3、1.4、1.5、又は更には少なくとも1.8若しくは2.0、又はそれよりも大きくなければならない。一般に、有用なフィルム特性を実現するためには、縮合重合性モノマー及びオリゴマー(例えば、アルコキシシラン、2成分ウレタン)の官能性は、各反応成分(例えばポリイソシアネート/ポリオールの組合せ)について少なくとも2、より一般的には少なくとも2.1、2.2、2.3、2.4、2.5、又は更には少なくとも2.8若しくは3.0、又はそれよりも大きくなければならない。一般に、低い官能性が、比較的高い伸展性(例、破断点伸び)及び比較的低い硬さと関連しているのに対して、高い官能性では逆が一般に成り立つ。
【0061】
上記の硬化性モノマー及びオリゴマーを組み合わせて使用してもよい(例えば、シリコーン/アクリレート、又はウレタン/アクリレート)。材料の具体的な選択は、着色層130の所望の物理的性質(例えば、強度、外観、耐候性、成形性、耐摩耗性など)によって通常決まる。
【0062】
シリコーン及びその調製のための硬化システムはよく知られている。シリコーンは、例えば、水分硬化性シリコーン(例えば、RTVシリコーン)、2成分シリコーン(例えば、水酸基末端ポリジメチルポリシロキサンの成分Aと、トリアルコキシシリル基末端ポリジメチルシロキサンの成分B)の硬化、又は、ヒドロシリル化触媒を使用したビニル置換ポリジメチルシロキサン及び水素末端ポリジメチルシロキサンの光又は熱硬化によって得ることができる。更にシリコーンは、例えば、ジメトキシジメチルシラン、ジメトキシジエチルシラン、ジエトキシジメチルシラン、ジエトキシジエチルシラン、及び他のジアルコキシジアルキルシラン;トリメトキシメチルシラン、トリメトキシエチルシラン、トリメトキシプロピルシラン、トリエトキシメチルシラン、トリエトキシエチルシラン、及び他のトリアルコキシアルキルシラン;テトラメトキシシラン、テトラエトキシシラン、テトラプロポキシシラン、及び他のテトラアルコキシシラン;メチルトリ(メトキシエトキシ)シラン、及び他のアルコキシアルコキシシラン;メチルトリイソプロペノキシ−シラン、及び他のアルケノキシシラン;メチルトリアセトキシシラン、及び他のアシルオキシシランなどのモノマー性シランから調製することができる。選択的に、例えば酢酸、プロピオン酸、及び脂肪酸などの酸触媒を使用することもできる。
【0063】
ポリエーテル及びその調製のための硬化システムはよく知られている。ポリエーテルの例としては、エチレンオキシ、プロピレンオキシ、及び/又はブチレンオキシモノマー単位を含んだポリマーが挙げられる。ポリエーテルは架橋していないものでもよいが、より一般的にはエポキシモノマーと樹脂との硬化によって製造される架橋(熱硬化性)されたものである。
【0064】
有用なエポキシモノマーの例としては、トリメチロールプロパントリグリシジルエーテル、1,4−ブタンジオールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、シクロヘキサンジメタノールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ポリグリコールジグリシジルエーテル、1,6−ヘキサンジオールジグリシジルエーテル、トリメチロールエタントリグリシジルエーテル、ヒマシ油トリグリシジルエーテル、プロポキシル化グリセリントリグリシジルエーテル、グリセロールポリグリシジルエーテル;ジグリセロールポリグリシジルエーテル;グリセロールプロポキシル化トリグリシジルエーテル;トリメチロールプロパントリグリシジルエーテル;ソルビトールポリグリシジルエーテル;ポリ(エチレングリコール)ジグリシジルエーテル;ポリ(プロピレングリコール)ジグリシジルエーテル;ネオペンチルグリコールジグリシジルエーテル;N,N−ジグリシジル−4−グリシジルオキシアニリン;N,N−ジグリシジルトルイジン;ジグリシジル1,2−シクロヘキサンジカルボキシレート;ジグリシジルビスフェノールA;ジグリシジルビスフェノールAのポリマー;ポリ(ビスフェノールA−コ−エピクロルヒドリン)・グリシジルエンドキャップポリマー;水素化ビスフェノールAのプロピレンオキシド付加物のジグリシジルエーテル;テレフタル酸のジグリシジルエステル;ジグリシジル1,2,3,6−テトラヒドロフタレート;スピログリコールジグリシジルエーテル;ヒドロキノンジグリシジルエーテル及びその誘導体、プロピレンオキシド、エピクロルヒドリン、スチレンオキシド、ビニルシクロヘキサンオキシド、ビニルシクロヘキサンジオキシド、グリシドール、ブタジエンオキシド、ビスフェノールAのジグリシジルエーテル、シクロヘキセンオキシド、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレート、ビス(3,4−エポキシ−6−メチルシクロヘキシルメチル)アジペート、ジシクロペンタジエンジオキシド、エポキシ化ポリブタジエン、1,4−ブタンジオールジグリシジルエーテル、フェノールホルムアルデヒドレゾール又はノボラック樹脂のポリグリシジルエーテル、レゾルシノールジグリシジルエーテル、並びにエポキシシリコーン、例えば脂環式エポキシド又はグリシジルエーテル基を有するジメチルシロキサン、及びそれらの混合物が挙げられる。エポキシ樹脂とモノマーは、光触媒又はルイス酸(例えば、BF3)を用いて重合させることができる。
【0065】
2成分エポキシ樹脂(例えば、アミン又はチオール硬化剤の成分Aと、エポキシ基機能性樹脂を有する成分Bとを有するもの)が広く市販されており、これを使用してもよい。
【0066】
アクリルポリマーは、例えば(メタ)アクリレート(すなわち、アクリレート及び/又はメタクリレート)及びビニルエステル官能化材料などのフリーラジカル重合性モノマーのフリーラジカル重合によって調製することができる。特に有用なものは(メタ)アクリレートである。これらはモノマーであってもよく、かつ/又は(メタ)アクリレート(メタ)アクリルアミド、ビニルピロリドン及びアズラクトンなどのオリゴマーであってもよい。こうしたモノマーとしては、メチルアクリレート、メチルメタクリレート、エチルアクリレート、イソプロピルメタクリレート、イソオクチルアクリレート、アクリル酸、n−ヘキシルアクリレート、ステアリルアクリレート、アリルアクリレート、グリセロールジアクリレート、グリセロールトリアクリレート、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジメタクリレート、1,3−プロパンジオールジアクリレート、1,3−プロパンジオールジメタクリレート、トリメタノールトリアクリレート、1,2,4−ブタントリオールトリメチルアクリレート、1,4−シクロヘキサンジオールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ペンタエリスリトールテトラメタクリレート、ソルビトールヘキサアクリレート、ビス[1−(2−アクリルオキシ)]−p−エトキシフェニルジメチルメタン、ビス[1−(3−アクリルオキシ−2−ヒドロキシ)]−p−プロポキシフェニル−ジメチルメタン、トリス−ヒドロキシエチルイソシアヌレートトリメタクリレートなどのモノ−、ジ−、又はポリアクリレート及びメタクリレート;分子量200〜500g/モルのポリエチレングリコールのビス−メタクリレート、米国特許第4,652,274号(ボエッチャー(Boettcher)ら)に述べられるようなアクリレート化モノマーの共重合性混合物、及び米国特許第4,642,126号(ザドール(Zador)ら)に述べられるようなアクリレート化オリゴマーが挙げられる(これらの開示内容を本願に援用する)。通常、熱開始剤(例えば過酸化物又はアゾビス(イソブチロニトリル)などのアゾ開始剤)、又は光開始剤(例えば、チバ・スペシャルティー・ケミカルズ社(Ciba Speciality Chemicals)(ニューヨーク州タリータウン)よりDAROCURE及びIRGACUREの商品名で市販されるもの)。
【0067】
上記のモノマーを硬化させるための方法及び触媒は、本願にその開示内容を援用する米国特許第5,252,694号(ウィレット(Willett)ら)に見ることができる。
【0068】
特定の実施形態では、高分子材料はポリウレタンを含む。
【0069】
ポリウレタンは、例えば、場合により非反応性成分の存在下で、1以上のポリオール及び/又はポリアミン及び/又はアミノアルコールを1以上のポリイソシアネートと反応させることによって調製することができる。風化に曝されやすい用途では、ポリオール、ポリアミン及び/又はアミノアルコール並びにポリイソシアネートは芳香族基を含まないものであることが一般的に望ましい。
【0070】
好適なポリオールの例としては、バイエル社(Bayer Corporation)(ペンシルバニア州ピッツバーグ)よりDESMOPHENの商品名で市販される材料が挙げられる。ポリオールはポリエステルポリオール(例、Desmophen 631A、650A、651A、670A、680、110、及び1150)、ポリエーテルポリオール(例、Desmophen 550U、1600U、1900U、及び1950U)、又はアクリルポリオール(例えば、Demophen A160SN、A575、及びA450BA/A)であってもよい。
【0071】
好適なポリアミンとしては、例えば、エチレンジアミン、1,2−ジアミノプロパン、2,5−ジアミノ−2,5−ジメチルヘキサン、1,11−ジアミノウンデカン、1,12−ジアミノドデカン、2,4−及び/又は2,6−ヘキサヒドロトルイレンジアミン、及び2,4’−ジアミノ−ジシクロヘキシルメタンなどの脂肪族ポリアミン;並びに例えば2,4−及び/又は2,6−ジアミノトルエン及び2,4’−及び/又は4,4’−ジアミノジフェニルメタンなどの芳香族ポリアミン;例えばハンツマン・ケミカル社(Huntsman Chemical)(ユタ州ソルトレイクシティー)よりJEFFAMINEポリプロピレングリコールジアミンとして販売されるもの(例、Jeffamine XTJ−510)及びノベオン社(Noveon Corp.)(オハイオ州クリーブランド)よりHycar ATBNの商品名で市販されるもの(アミン末端アクリロニトリルブタジエンコポリマー)、並びに米国特許第3,436,359号(フビン(Hubin)ら)及び同第4,833,213号(レア(Leir)ら)に開示されるようなもの(アミン末端ポリエーテル及びポリテトラヒドロフランジアミン)などのアミン末端ポリマー、並びにこれらの組み合わせが挙げられる。
【0072】
好適なアミノアルコールとしては、例えば、2−アミノエタノール、3−アミノプロパン−1−オール、上記のアルキル置換体、及びこれらの組み合わせが挙げられる。
【0073】
好適なポリイソシアネート化合物としては、例えば、芳香族ジイソシアネート(例えば、2,6−トルエンジイソシアネート;2,5−トルエンジイソシアネート;2,4−トルエンジイソシアネート;m−フェニレンジイソシアネート;p−フェニレンジイソシアネート;メチレンビス(o−クロロフェニルジイソシアネート);メチレンジフェニレン−4,4−ジイソシアネート;ポリカルボジイミド変性メチレンジフェニレンジイソシアネート;(4,4’−ジイソシアナト−3,3’,5,5’−テトラエチル)ジフェニルメタン;4,4’−ジイソシアナト−3,3’−ジメトキシビフェニル(o−ジアニシジンジイソシアネート);5−クロロ−2,4−トルエンジイソシアネート;及び1−クロロメチル−2,4−ジイソシアナトベンゼン)、芳香族−脂肪族ジイソシアネート(例えば、m−キシリレンジイソシアネート及びテトラメチル−m−キシリレンジイソシアネート);脂肪族ジイソシアネート(例えば、1,4−ジイソシアナトブタン;1,6−ジイソシアナトヘキサン;1,12−ジイソシアナトドデカン;及び2−メチル−1,5−ジイソシアナトペンタン);脂環式ジイソシアネート(例えば、メチレンジシクロヘキシレン−4,4’−ジイソシアネート;3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(イソホロンジイソシアネート);2,2,4−トリメチルヘキシルジイソシアネート;及びシクロヘキシレン−1,4−ジイソシアネート)、2個のイソシアネート官能基を末端とするポリマー又はオリゴマー化合物(例えば、ポリオキシアルキレン、ポリエステル、ポリブタジエニルなど)(例えば、トルエン−2,4−ジイソシアネート末端ポリプロピレンオキシドグリコールのジウレタン);バイエル社(Bayer Corporation)(ペンシルベニア州ピッツバーグ)よりMONDUR又はDESMODURの商品名で市販されるポリイソシアネート(例えば、Desmodur XP7100及びDesmodur N 3300A)、並びにこれらの組み合わせが挙げられる。
【0074】
特定の実施形態では、ポリウレタンは少なくとも1種類のポリイソシアネートと少なくとも1種類のポリオールを含む成分の反応生成物を含む。特定の実施形態では、ポリウレタンは少なくとも1種類のポリイソシアネートと少なくとも1種類のポリオールを含む成分の反応生成物を含む。特定の実施形態では、少なくとも1種類のポリイソシアネートは脂肪族ポリイソシアネートを含む。特定の実施形態では、少なくとも1種類のポリオールは脂肪族ポリオールを含む。特定の実施形態では、少なくとも1種類のポリオールはポリエステルポリオール又はポリカーボネートポリオールを含む。
【0075】
一般的にポリウレタンは伸展可能かつ/又は柔軟である。例えば、ポリウレタン又はポリウレタンを含む任意の層は、少なくとも10、20、40、60、80、100、125、150、175、200、225、250、275、300、350、又は更には少なくとも400%又はそれよりも大きな破断点伸び率(周辺条件における)を有しうる。
【0076】
特定の実施形態では、ポリウレタンは、通常は任意の組み合わせの1以上のポリイソシアネートに相当するセグメントであるハードセグメントを、35、40又は45重量%〜50、55、60、又は更には最大で65重量%の量で有する。
【0077】
本明細書で用いる重量%とは、材料の全重量に基づいた重量比率を意味する。
【0078】
【数1】
【0079】
ただし、
短鎖ジオール及びポリオールは、当量が185g/eq以下であり、官能性が2以上であり、かつ、
短鎖イソシアネートは、当量が320g/eq以下であり、官能性が2以上である。
【0080】
一般に、1以上の触媒が2成分ウレタンとともに含まれる。2成分ウレタン用の触媒はよく知られたものであり、例えばアルミニウム、ビスマス、スズ、バナジウム、亜鉛、スズ、及びジルコニウム系触媒がある。スズ系触媒はポリウレタン形成時のガス放出量を大幅に低減することが分かっている。スズ系触媒の例としては、ジブチルスズジアセテート、ジブチルスズジラウレート、ジブチルスズジアセチルアセトナート、ジブチルスズジメルカプチド、ジブチルスズジオクトエート、ジブチルスズジマレエート、ジブチルスズアセトニルアセトナート、及びジブチルスズオキシドが挙げられる。すべての触媒は存在する場合、少なくとも200重量パーツ・パー・ミリオン(ppm)、300ppm、又はそれよりも高い濃度で一般的に含まれるが、これは必要条件ではない。
【0081】
更なる好適な2成分ウレタンが、本明細書にその開示内容を援用する米国特許第6,258,918 B1号(ホー(Ho)ら)及び同第5,798,409号(ホー(Ho))に述べられている。
【0082】
一般に、2成分ウレタン中におけるポリオール、ポリアミン、及び/又はアミノアルコールに対するポリイソシアネートの量は、概ね化学量論的当量として選択されるが、場合によってはその相対量を他の比率に調整することが望ましい場合もある。例えば、わずかな化学論的過剰量のポリイソシアネートは、ポリオール、ポリアミン、及び/又はアミノアルコールの高い取り込み度を実現するうえで有用でありうるが、重合後に存在する過剰なイソシアネートは通常、すべて、反応性水素を有する物質(例えば、外因性の水分、アルコール、アミンなど)と反応してしまう。
【0083】
ベース層130は更に、例えば、難燃剤、充填剤、酸化防止剤、紫外線吸収剤、ヒンダードアミン光安定剤(HALS)、可塑剤、及びレオロジー調整剤などの1以上の場合により用いられる添加剤を含んでもよい。
【0084】
特定の実施形態では、ベース層130は1以上の揮発性有機溶媒を一般的には約5%未満、より一般的には1%未満、より一般的には0.5%未満の量、更に一般的には0.3又は更には0.1%未満の量で含んでもよく、あるいはベース層130は本質的に無溶媒であってもよい。
【0085】
ベース層130は任意の厚さを有してもよく、熱成形性基材との界面において同一の広がりを持ってもよく、あるいはベース層130は熱成形性基材の主面の一部分にのみ又は別々の部分に設けてもよい。一般的にベース層130の厚さは、約8マイクロメートル(0.3ミル)〜約0.51mm(20ミル)、より一般的には約80マイクロメートル(3ミル)〜約0.2mm(7ミル)である。
【0086】
有利な点として、ベース層130は、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、実質的又は更には本質的に等方性であり、かつ/又は実質的又は更には本質的に無溶媒である。これは、得られるベース層130が配向しないような条件下で2枚の形成ウェブの間でベース層前駆体を重合させた典型的な結果であり、揮発性の有機溶媒が存在する場合であっても溶媒キャスト時に蒸発するために揮発性有機溶媒の勾配が形成されない。
【0087】
これに代えて、あるいはこれに加えて、ベース層130の第1及び第2の主面のそれぞれは、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、対応する形成ウェブの主面の実質上の逆像であってもよい。この特徴は、ベース層前駆体が2枚の対応する形成ウェブの主面と密接した状態でベース層前駆体の重合が起こることによってベース層130が形成されるようにして2枚の形成ウェブの間でベース層130が形成されることの直接的な結果であり、これにより、ベース層130の第1及び第2の主面(142、144)の所定の表面トポグラフィーが付与される。その際、それぞれの所定のトポグラフィーは対応するウェブ形成基材の主面の実質上の逆像である。特定の実施形態では、形成ウェブは剥離可能なライナー(剥離ライナー)を有してもよい。特定の実施形態では、熱成形性基材が一方の形成ウェブを含んでもよい。特定の実施形態では、熱成形性基材及び場合に応じて用いられる接着層が一方の形成ウェブを含んでもよい。
【0088】
特定の実施形態では、例えば、図5に大まかに示される本開示に基づく方法に基づいて製造される場合、ベース層130は眼に見える表面の欠陥が本質的にない、すなわち通常の20/20の視力で0.3mの距離から裸眼によって認識可能な表面の欠陥がない。
【0089】
ベース層130は、例えば艶消し〜光沢仕上げの範囲の任意の所望の外観を有しうる。ベース層130が多層物品の外表面を形成する場合、ベース層130の第2の主面は、ASTM試験法D2457−03「プラスチックフィルム及び固形プラスチックの鏡面光沢度の標準的試験方法」(Standard Test Method for Specular Gloss of Plastic Films and Solid Plastics)にしたがって測定した60°光沢度が、永久的に変形された(すなわち歪められた)領域を含め、ベース層130の第2の主面のほぼすべての領域において少なくとも約60グロス単位、通常は少なくとも約80グロス単位であることが望ましい場合がある。同様に、ベース層130が多層物品の外表面を形成する場合、ベース層130の第2の主面は、ASTM試験法D5767−95「コーティング表面の写像光沢度の計器測定のための標準的試験方法」(Standard Test Methods for Instrumental Measurement of Distinctness-of-Image Gloss of Coating Surfaces)にしたがって測定した写像性(distinctness of image)が、永久的に変形された(すなわち、歪められた)領域を含め、ベース層130の第2の主面のほぼすべての領域において少なくとも約60、通常は少なくとも約80であることが望ましい場合がある。
【0090】
特定の実施形態では、ベース層130の第2の主面は表面形状の回復性を示す。本明細書で用いる「表面形状回復性」なる用語は、材料の表面(例えばベース層又は透明保護層)に形成された凹みが、自然に、あるいは加熱により、元の凹んでいない外観へと速やかに回復する能力のことを指す。理論に束縛されるものではないが、表面形状回復性は、(例えば、ベース層130又は透明保護層250中に)高分子材料によって形成される三次元的な架橋ネットワーク(化学的又は物理的な)が存在することに一部起因するものと考えられる。こうした架橋は、充分な分子量を有する可撓性セグメントによって分離されているため、各セグメントは最初の形成時にはランダムコイルを形成するように圧し潰れるが、変形された(例えば、凹まされた)場合には直線状に延びるものである。材料は、静置又は加熱すると元の寸法に回復する。こうしたポリマー材料の層の表面の場合では表面は元の外観を回復する。
【0091】
こうした挙動が可能なセグメントの例としては、少なくとも約1500、2000、2500、又は更には少なくとも約3000g/モル若しくはそれよりも大きい分子量を有するポリエステルジオール又はポリエーテルジオールから誘導されたポリウレタン中のセグメントが挙げられる。
【0092】
透明保護層150(場合により用いられる)
場合により、透明保護層150がベース層130とともに存在してもよい。透明保護層は透明フィルムを形成することが可能な任意の材料で構成されてもよい。例としては、自動車産業においてクリアーコート又はクリアーコートフィルムとして使用されることが知られている任意の材料が挙げられる。クリアーコートは、例えば溶媒を溶媒キャスト法によって除去することによって形成することができる。クリアーコートフィルム(一般にその主面上に感圧接着剤層を有する)は、従来法によって積層することができる。
【0093】
透明保護層150を形成するうえでの使用に適した材料の更なる例としては、米国特許第6,258,918B1号(ホー(Ho)ら)及び同第5,798,409号(ホー(Ho))に述べられる透明ポリウレタンがある。
【0094】
透明保護層150は任意の厚さを有してもよく、ベース層130との界面において同一の広がりを持ってもよく、あるいは透明保護層150はベース層130の第2の主面の一部分にのみ又は別々の部分に設けてもよい。一般的には、透明保護層150の厚さは約10マイクロメートル(0.4ミル)〜約0.76マイクロメートル(30ミル)、より一般的には約200マイクロメートル(6ミル)〜約0.36mm(14ミル)である。
【0095】
保護ライナー180(場合により用いられる)
場合により用いられる保護ライナー180を、ベース層130の第2の主面又は場合により用いられる透明層(存在する場合)の第2の主面の最も外側に接触するように設け、剥離可能に接着することができる。好適な保護ライナーとしては例えば、場合により接着剤又は低表面エネルギーコーティングでコーティングしたポリマーシート、フィルム、又は紙が挙げられる。好適な低表面エネルギーコーティングとしては、ポリアクリル樹脂、シリコーン、及び/又はフッ素化合物から形成されたものが挙げられる。
【0096】
多層物品の更なる例示的実施形態を図2に大まかに示す。ここで図2を参照すると、多層物品200は熱成形性基材110、場合により用いられる接着層120、及びベース層240を備えている。ベース層240は、第1の主面242と第1の主面242の反対側の第2の主面244とを有している。異なる実施形態において、ベース層240を熱成形性基材110に接触させて永久的に接着してもよく、あるいは場合により用いられる接着層120によってベース層240を熱成形性基材110に永久的に接着してもよい。特定の実施形態では、熱成形性基材110は、場合により用いられる結合層111(第2の主面114をなす)及びバルク部分108を有する。透明保護層250は第1の主面252及び第2の主面254を有している。透明保護層250の第1の主面252はベース層240の第2の主面244に接触し、第2の主面244と永久的に接着されている。場合により用いられる保護ライナー180が存在する場合には、透明保護層250の第2の主面254に剥離可能に接着される。
【0097】
これらの実施形態では、熱成形性基材110、場合により用いられる接着層120、及び場合により用いられる保護ライナー180は上記に述べたものと同様である。
【0098】
ベース層240
ベース層240は高分子材料で構成されている。実施形態によってはベース層240はベース層130と同様であるが、実施形態によっては異なっている。
【0099】
ベース層240において有用な高分子材料の例としては、ベース層130での使用に適したすべてのものが含まれるが、それらに加えるか又はそれらに代えてベース層130の所望の特性を実現するうえで適さない他の高分子材料が含まれてもよい。例えば、ベース層240は、1以上の熱可塑性ポリオレフィン、熱可塑性ポリウレタン、熱可塑性アクリル樹脂、熱可塑性フルオロポリマー、熱可塑性ポリアミド、熱可塑性ポリエステル、熱可塑性ポリカーボネート、又はこれらの組み合わせを例えば含む押出し成形された熱可塑性材料で形成されてもよい。また、ベース層240は、例えばグラビアコーティングを使用した溶媒キャスト法によって形成することもできる。その場合、ベース層240は、熱可塑性又は熱硬化性のポリマー結合剤中に分散された1以上の着色剤を一般に含む。ポリマー結合剤の例としては、アクリル樹脂、ウレタン、シリコーン、ポリエーテル、フェノール樹脂、アミノプラスト樹脂、及びこれらの組み合わせが挙げられる。ベース層240はインクを印刷することによって形成することもできる。
【0100】
ベース層240は更に、例えば、難燃剤、充填剤、酸化防止剤、紫外線吸収剤、ヒンダードアミン光安定剤(HALS)、可塑剤、及びレオロジー調整剤などの1以上の場合により用いられる添加剤を含んでもよい。
【0101】
特定の実施形態では、ベース層240は1以上の揮発性有機溶媒を一般的には約5%未満、より一般的には1%未満、より一般的には0.5%未満の量、更に一般的には0.3又は更には0.1%未満の量で含んでもよく、あるいはベース層240は本質的に無溶媒であってもよい。
【0102】
ベース層240は任意の厚さを有してもよく、熱成形性基材との界面において同一の広がりを持ってもよく、あるいはベース層240は熱成形性基材の主面の一部分にのみ又は別々の部分に設けてもよい。一般的にベース層240の厚さは、約8マイクロメートル(0.3ミル)〜約0.51mm(20ミル)、より一般的には約80マイクロメートル(3ミル)〜約0.2mm(7ミル)である。
【0103】
透明保護層250
透明保護層250はまず第一に全体が透明なものであるが、着色されていてもよく、より一般的には本質的に無色である。
【0104】
透明保護層250において有用な高分子材料の例としては、着色剤がほとんどあるいはまったく使用されない点を除き、ベース層130での使用に適したすべてのものが含まれる。
【0105】
透明保護層250は任意の厚さを有してもよく、ベース層240との界面において同一の広がりを持ってもよく、あるいは透明保護層250はベース層240の第2の主面の一部分にのみ又は別々の部分に設けてもよい。一般的には、透明保護層250の厚さは約10マイクロメートル(0.4ミル)〜約0.76マイクロメートル(30ミル)、より一般的には約0.2mm(6ミル)〜約0.36mm(14ミル)である。
【0106】
有利な点として、透明保護層250は、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、実質的又は更には本質的に等方性であり、かつ/又は実質的又は更には本質的に無溶媒でありうる。これは、得られる透明保護層250が配向しないような条件下で2枚の形成ウェブの間で透明保護層前駆体を重合させた典型的な結果であり、揮発性の有機溶媒が存在する場合であっても、溶媒キャスト時に蒸発するために揮発性有機溶媒の勾配が形成されない。
【0107】
これに代えて、あるいはこれに加えて、透明保護層250の第1及び第2の主面のそれぞれは、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、対応する形成ウェブの主面の実質上の逆像であってもよい。この特徴は、透明保護層前駆体が2枚の対応する形成ウェブの主面と密接した状態で透明保護層前駆体の重合が起こることによって透明保護層250が形成されるようにして2枚の形成ウェブの間で透明保護層250が形成されることの直接的な結果であり、これにより、透明保護層250の第1及び第2の主面(252、254)の所定の表面トポグラフィーが付与される。その際、それぞれの所定のトポグラフィーは対応するウェブ形成基材の主面の実質上の逆像である。特定の実施形態では、形成ウェブは剥離可能なライナー(剥離ライナー)を有してもよい。特定の実施形態では、熱成形性基材が一方の形成ウェブを含んでもよい。特定の実施形態では、熱成形性基材及び場合に応じて用いられる接着層が一方の形成ウェブを含んでもよい。
【0108】
特定の実施形態では、例えば、図5に大まかに示される本開示に基づく方法に基づいて製造される場合、透明保護層250は眼に見える表面の欠陥が本質的に存在しない。
【0109】
透明保護層250は、例えば、艶消し〜光沢仕上げの範囲の任意の所望の外観を有しうる。透明保護層250が多層物品の外表面を形成する場合、ベース層130の第2の主面は、ASTM試験法D2457−03「プラスチックフィルム及び固形プラスチックの鏡面光沢度の標準的試験方法」(Standard Test Method for Specular Gloss of Plastic Films and Solid Plastics)にしたがって測定した60°光沢度が、永久的に変形された(すなわち歪められた)領域を含め、ベース層130の第2の主面のほぼすべての領域において少なくとも約60グロス単位、通常は少なくとも約80グロス単位であることが望ましい場合がある。同様に、透明保護層250が多層物品の外表面を形成する場合、透明保護層250の第2の主面は、ASTM試験法D5767−95「コーティング表面の写像光沢度の計器測定のための標準的試験方法」(Standard Test Methods for Instrumental Measurement of Distinctness-of-Image Gloss of Coating Surfaces)にしたがって測定した写像性(distinctness of image)が、永久的に変形された(すなわち、歪められた)領域を含め、透明保護層250の第2の主面のほぼすべての領域において少なくとも約60、通常は少なくとも約80であることが望ましい場合がある。
【0110】
透明保護層250はベース層130と本質的に同じ組成を有しうることから、透明保護層250の第2の主面も同様に表面形状回復性を示す。
【0111】
着色剤
本開示に基づく多層物品の特定の実施形態では、基材の少なくとも1つ及び/又は多層物品の少なくとも1層が着色剤を更に含む。着色剤の量、及び基材のいずれかの着色層の厚さに応じて基材又は着色される層は透明、半透明又は不透明であってもよい。例えば、ベース層(例えば、130又は240)と熱成形性基材との組み合わせは不透明又は半透明であってもよい。
【0112】
着色剤の例としては、自動車又はグラフィックの技術分野において知られるあらゆる着色剤が含まれる(例えば、高性能又は自動車グレード顔料(カラー、白又は黒)、真珠光沢顔料、二酸化チタン、カーボンブラック、金属フレーク、染料、及びこれらの組み合わせ)。一般的に着色剤は、多層物品の目的とする用途において許容される耐光性及び耐候特性、並びにベース層の他の成分との適合性を有するように選択される。複数の着色剤の組み合わせを使用することもできる。多層物品内のベース層130が不透明又は半透明となるような充分な着色剤を使用する必要があるが、過剰量の着色剤はベース層130の物理的性質を低下させる傾向がある。一般的に着色剤の量はベース層130の全重量の約20、15、10、7、又は5%未満であるが、これは必要条件ではない。
【0113】
「メタリック」塗料として知られる塗料を含んだ金属フレークは非常に特化した部類の塗料である。これらの塗料は自動車製造者の製品にきらびやかさを与えるために広く使用されている。メタリック塗料の特殊な外観は塗装中の金属フレークのランダムな配向によるものである。このランダムな配向は、塗料中に溶媒が存在し、塗料から蒸発することによって直接生ずるものである。塗料の表面から溶媒が蒸発する際に塗料表面の温度が下がり、これにより表面の塗料が塗料内部で熱的に沈み込み、そこで塗料から熱を奪って表面へと再び浮上し、表面から更に溶媒が蒸発することによって塗料内に対流が生じ、この過程が繰り返される。これにより金属フレークがコーティング内部で循環して、金属フレークの配向がランダムとなることによって所望の外観が得られる。押出しプロセスでは、金属フレークなどの顔料が配向してしまい、優れた外観を得ることは通常はできない。有利な点として、特定の実施形態では、溶媒キャスト法によって得られるのと同等の外観を実現する「メタリック」多層物品を製造するうえで本開示に基づく方法が有用である。
【0114】
成形物品の製造方法
図3は、多層物品200を熱成形し、場合により射出クラッディングする方法によって形成された成形物品300を示したものである。図では単純な変形を示しているが、複雑な三次元形状を形成することも可能である点は認識されるであろう。
【0115】
場合により用いられる射出クラッディング390は熱成形性基材110の第1の主面112に接触し、第1の主面112に永久的に接着されている。
【0116】
射出クラッディング390(場合により用いられる)
射出クラッディング390が存在する場合、射出クラッディングプロセス(下記に述べる)によって製造される。射出クラッディングとしての使用に適した材料の例としては、高耐衝撃性改質ポリスチレン、アクリロニトリル−ブタジエン−スチレンコポリマー、ポリアミド、ポリエステル、ポリプロピレン、ポリエチレン、ポリウレタン、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、及びこれらの組み合わせなどの充填又は非充填ポリマーが挙げられる。
【0117】
本開示に基づく多層物品は、例えば二次元的なシート、ロールであってもよく、あるいは三次元的な単純又は複雑な形状に永久的に変形されたものでもよい。
【0118】
本開示に基づく多層物品は一般に熱成形性のものであるが、これは必要条件ではない。
【0119】
熱成形プロセスには大きく2つのカテゴリーがある。シート厚さが1.5mm未満(薄規格)のものは通常ロールとして熱成形プレスに供給される。シート厚さが3mm(0.120インチ)よりも大きなものは通常形成プレスに供給され、最終寸法に切断されてパレット上に積まれる。重ゲージ熱成形では、一般にシートを対流式オーブンで加熱し、オス、雌、又はペア金型上にシートを置く。重ゲージ部品は例えば、自動車、冷蔵庫、浴槽及びシャワールーム、並びに電気及び電子機器などの永久的構造上の化粧面として有用でありうる。
【0120】
有用な熱成形法としては、例えば、真空成形、自由成形、ドレープ成形、プラグ・アンド・リング成形、真空スナップバック成形、エアスリップ成形、プラグアシスト成形、ツインシート成形、加圧成形、折曲成形、ビロー成形、吹き込み成形、及び圧縮成形(例えば、マッチモールド成形)が挙げられる。上記の方法は、熱成形の技術分野ではよく知られたものである。
【0121】
熱成形後、本開示に基づく多層物品は、これを金型内に置き、射出クラッディングとして知られるプロセスにおいて、冷却(射出成形)又は熱硬化(反応射出成形)により固化する溶融材料を熱成形性基材に対して射出することによってパネル(例えば自動車の車体パネル)に接着することができる。この結果、高品質の外装仕上げを有する成形パネルが得られる。
【0122】
本開示に基づく多層フィルムの射出クラッディングに使用することが可能な材料としては、例えば、耐衝撃性改質ポリスチレン、アクリロニトリル−ブタジエン−スチレンコポリマー、ポリアミド、ポリプロピレン、ポリエチレン、ポリウレタン、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、及びこれらの組み合わせが挙げられる。
【0123】
有利な点として、また予期せざる点として、本開示に基づく多層物品は熱成形のストレス及び温度に耐え、機能性のベース層及び存在する場合には透明保護層を維持し、対応する塗装表面と外観的に同等又はそれよりも良好な高品質の外観を有するとともに、例えば車体部品などの様々な用途において「そのまま」使用するのに適した美的に望ましい外観を与えるように構成することが可能である。更に特定の実施形態では、得られる物品は表面形状回復性を示し、これにより通常の使用時の表面の外観の維持が容易となる。
【0124】
例えば、本開示に基づく多層物品は、マンドレルの周囲に少なくとも20、30、45、60、70、又は更には90°の角度で折り曲げることが可能であることによって、変形前の光沢及び写像性の50、60、70、80、又は更には90%以上を維持しつつ、割れや断裂を生じずに1、2、3、5、又は10cmの折り曲げ角度の曲率半径が得られるものである。
【0125】
本開示に基づく多層物品から形成される成形物品の数は実質的に制限がない。本開示に基づいた多層物品の永久的に変形する実施形態によって形成することが可能な成形物品の例としては、車両トリム(内装トリム及び/又は外装トリム)、建築用トリム、機器(例えば冷蔵庫、ストーブ、洗濯機、又は乾燥機)のハウジング、又はそれらの一部、及び車体部品が挙げられる。
【0126】
代表的な自動車車体部品として具体的にルーフ460、フード430、1/4パネル440及び450、並びにドア420を図4に自動車400上で示した。これら及び他の車体部品を陸上車両、航空機、又は船舶の一部を形成するように動作可能に適合させる(すなわち、寸法及び構成を決める)ことができる。例えば、車体部品は、自動車、トラック、自転車、ボート、スノーモービル、オフロードカー、バイク、飛行機、ヘリコプター、ホバークラフト、バス、トロリー、及び列車車両からなる群から選択される少なくとも1つの車両の車体部品であってもよい。
【0127】
代表的な車両トリムの例として具体的にバンパー415、ミラー425、グリル435、及びホイルカバー445も図4に示す。車両トリムの更なる例としては、ダッシュボードパネル及びコンソールなどの内装トリム要素、並びに、フェンダー延長部、ハブキャップ、ホイル用のトリムリング、ランプハウジング、ウインドウレース(ウインドウ周辺部)及び他の外装要素(exterior facia components)などの外装要素が挙げられる。
【0128】
製造法
図5は、本発明に基づくペイントフィルム複合体及び/又はその構成層を形成するための例示的プロセス500を示したものである。ここで図5を参照すると、反応性成分503が動的ミキサー510内に供給されている。混合された成分は合わされて反応性組成物516を形成し、反応性組成物516は圧延バンク515に供給される。反応性組成物516を形成する一般的な方法を示したが、他の適当な方法(例えば機械的攪拌)の使用も可能である点は認識されるであろう。圧延バンク515は、第1の形成ウェブ520(ローラー542上を通過する)と、供給ロール523から巻き出される第2の形成ウェブ521との間に配置されるが、他の供給用の構成も可能である(特に熱成形性基材が一方の形成ウェブとして使用される場合)。図に示したプロセスは可撓性の形成ウェブでは一般的なものであるが、熱成形性基材の個々のシートを異なる供給用の構成を用いて同様にニップ内に供給することも可能である点は認識されるであろう。第1の形成ウェブ520(ローラー542を通過後)及び第2の形成ウェブ521はニップ530に向かって前進し、ニップ530を通過する。
【0129】
第1及び第2の形成ウェブ520、521が、第1の計量要素540(テーブル)と第2の計量要素535(切り欠きバー)とによって形成されるニップ530を通過する際、閉じ込められた気泡517がほぼ又は完全に除去されて第1の形成ウェブ520と第2の形成ウェブ521との間に挟まれた反応性薄フィルムが得られる。第1及び第2の計量要素540、535はニップ間隙530を画定する。
【0130】
反応性薄フィルム550は、断熱バリア560を通過した後、加熱されたテーブル565と接触し、これにより反応性組成物516の硬化が促進されて第1の形成ウェブ520と第2の形成ウェブ521との間に挟まれた薄フィルム570が形成される。
【0131】
本開示に基づく多層物品は、様々な組み合わせで例示的プロセス500を用いて製造することができる。例えば、一実施形態では、熱成形性基材のストックは一方の形成ウェブであり、薄フィルム570はベース層130となる。
【0132】
別の例示的実施形態では、両方の形成ウェブが剥離ライナーであってもよく、薄フィルム570はベース層130となる。形成ウェブの一方を剥離した後、接着剤をベース層130の露出面に塗布し、接着剤でコーティングされたベース層を熱成形性基材のストックに接着させる。
【0133】
別の例示的な実施形態では、一方の形成ウェブはベース層240が接触しかつ永久的に接着された熱成形性基材であってもよく、他方の形成ウェブは剥離ライナーである。薄フィルム570は透明保護層250となる。
【0134】
多くの特定の組み合わせが可能である点は直ちに明らかであろう。他の形成ウェブとしては、例えば、接着剤でコーティングされた熱成形性基材及び接着剤でコーティングされた保護ライナーが挙げられる。
【0135】
通常、反応性組成物516は反応する際に熱を発生し、圧延バンクの温度が周囲温度よりも高い温度に上昇する。したがって、連続的プロセスの間、時間の経過とともに圧延バンク515の温度は、圧延バンクに対する加熱及び冷却効果が平衡化された安定状態の温度に達するまで上昇する。安定状態に達するまで、間隙は通常、時間とともに動的に変化し、これにより厚さ及び断面形状が変動する薄フィルムとなってしまう。この問題を軽減するためには、圧延バンクに近い第1及び第2の計量要素540、535の少なくとも一方の少なくとも一部を、望ましくは圧延バンクの同時発生温度以上の所定の温度にまで独立して加熱するが、これよりも軽度の加熱を行ってもよい。図5に例示されるように、これは第2の計量要素535に固定された加熱テープ585を用いて行うことができる。この加熱は、特に薄フィルムの均一な厚さが重要である用途において、動作及びそれに付随する起動時の無駄、並びに場合により薄いフィルムの均一性が安定状態に達するまでに要する時間を低減する効果を有する。
【0136】
特定の実施形態(例えば、第1及び第2の形成ウェブ520、521の一方又は両方が剥離ライナーであるような場合)では、次に第1及び第2の形成ウェブ520、521の一方又は両方を剥離して薄フィルムの一方又は両方の表面を露出させる。
【0137】
適当な形成ウェブとしては、反応性薄フィルムを形成及び支持するだけの充分な一体性及び可撓性を有するフィルムが含まれる。形成ウェブは、本発明に基づく方法で使用するうえで充分な一体性及び可撓性を有するものであれば任意の厚さであってもよい。一般に、フィルムはほぼ連続的かつ無孔質のものでなければならないが、場合によっては、特定の多孔度(例えば、微多孔性)のものも許容されうる。好適な形成ウェブの例としては、紙(処理した紙)、箔、及びポリエステルフィルム(例えばPETポリエステルフィルム又はポリカプロラクトンフィルム)、ポリカーボネートフィルム、セルロース誘導体フィルム(例えば、セルロースフィルム)、ポリアミドフィルム、ポリオレフィンフィルム(例えば、ポリエチレンフィルム又はポリプロピレンフィルム)、ポリアミドフィルム、ポリイミドフィルム、ポリ塩化ビニルフィルム、又は他のポリマーフィルムなどのポリマー性フィルム、並びにそれらの組み合わせが挙げられる。
【0138】
形成ウェブの一方又は両方が剥離ライナーとして機能することを目的としたものである場合、形成ウェブは例えばシリコーン又はフルオロケミカルなどの剥離剤で処理することができる。好適な剥離ライナーとしては様々なものが当該技術分野で知られており、多くが市販されている。
【0139】
第1及び第2の計量要素は任意の好適な形態を有しうる。例示的な計量要素としては、バー、切り欠きバー、ロール、テーブル、スラブ、ドクターブレード、ナイフエッジ、及びこれらの組み合わせが挙げられる。一般に、計量要素は圧延バンクの形成に先立ってほぼ均一な間隙が形成されるように選択及び配置される。
【0140】
図5に示される方法を使用して厚さの異なる薄フィルムを形成することができる(例えば、最大で1mm以上の厚さ)。
【0141】
1以上の計量要素を、例えば、電気的加熱(例えば、抵抗加熱コイル又は加熱テープにより)、蒸気、赤外線照射、オイル加熱、熱伝導、又は誘導加熱などの適当な方法によって直接的又は間接的に加熱することができる。熱は第1及び/又は第2の計量要素の内部又は外部に供給することができる。第1及び/又は第2の計量要素の長さに沿って均一又は不均一に加熱を行うことができる。例えば、計量要素の一方又は両方の端部を独立して、計量要素の圧延バンクに近い部分よりも大きく加熱してもよい。
【0142】
加熱を行う場合、第1及び/又は第2の計量要素の温度は一般的に圧延バンクが過剰に硬化するような充分に高い温度であってはならない。
【0143】
本発明の目的及び利点を以下の非限定的な実施例により更に例示するが、これらの実施例で挙げた特定の材料及びその量、並びに他の条件及び詳細は、本発明を過度に限定するものとして解釈されるべきではない。
【実施例】
【0144】
特に断らないかぎり、実施例及び明細書の残りの部分においてすべての部、比率、比は重量に基づいたものである。
【0145】
下記表1に各実施例で使用した材料を列記する。
【0146】
【表1−1】
【0147】
【表1−2】
【0148】
【表1−3】
【0149】
実施例(100番台)
調製例101
19.8部のクロモフタルブラウン5R顔料、0.99部のディスパープラストP、及び79.21部のアドメックス770からなる顔料分散ペーストを調製した。この混合物を、均一で一様なペースト状態に達するまでパドルミキサーで最初に混合した後、ASTM D1210−05「ヘグマン式ゲージによる顔料/ビヒクル系の分散液の微細度の標準的試験方法」(Standard Test Method for Fineness of Dispersion of Pigment-Vehicle Systems by Hegman-Type Gage)にしたがって7.0以上の顔料摩砕物に達するまで3ロール型塗料ミルを使用して摩砕した。
【0150】
調製例102
混合物が22.87部のモノライトグリーン674、0.91部のディスパープラストP及び76.22部のアドメックス770からなるものである点以外は調製例101と同様にして顔料分散ペーストを調製した。
【0151】
調製例103
混合物が54.64部のイルガカラーイエロー2GLMA、2.73部のディスパープラストP及び46.23部のアドメックス770からなるものである点以外は調製例101と同様にして顔料分散ペーストを調製した。
【0152】
調製例104
混合物が57.8部のTI−ピュアR−960、1.7部のディスパープラストP及び40.5部のエデノール9777からなるものである点以外は調製例101と同様にして顔料分散ペーストを調製した。
【0153】
調製例105
99部のK−フレックス188に1部のリバーサコルグラファイト染料を溶解することによって染料混合物を調製した。この混合物を70℃のオーブンに24時間入れたところ、染料はK−フレックス188に溶解した。
【0154】
調製例106
フラックテック社(FlackTek Inc.)(サウスカロライナ州ランドラム)よりFlackTek Speedmixer DAC 150 FVとして販売される遠心樹脂ミキサーを使用して9.63gのK−フレックス188を8gのデスモジュールN 3300A及び0.0368gのダブコT−12とフラックテック社より販売されるMax 40混合カップ中で3450rpmの速度で混合した。次いで混合物を、図5に大まかに示されるような切り欠きバー式フラットベッドコーティング装置を使用し、T10シリコーンで剥離コーティングした厚さ63.5マイクロメートルのポリエステル剥離ライナー(シー・ピー・フィルムズ社(CPFilms)(バージニア州マーティンスビル))をコーティング混合物の上下に使用してコーティングした。切り欠きバーとフラットベッドとの間の間隙の厚さは127マイクロメートルに設定した。混合物をコーティング装置のフラットベッド部分上に注ぎ、各ライナーを間隙を通じて引くことによってコーティング混合物の圧延バンクが形成された。間隙を通過させた後、2枚のライナー間の試料を静置して最低で24時間、周辺条件下で硬化させた。得られたフィルムは、系の官能度が2.51、ポリオールに対するイソシアネートの比が1.05である架橋ポリウレタンであった。
【0155】
調製例107〜116
系の官能度、ひいてはポリウレタン組成物の架橋密度を低下させる目的でK−フレックス188の化学量論的な比率を2−エチルヘキサノールに置き換えた点以外は、調製例106を各実施例について繰り返した。実施例106〜116の組成を下記表101に示す。
【0156】
【表2】
【0157】
次いで調製例106〜116で得られたフィルムを、ウェブの縦断方向、すなわち機械方向(コーティングの方向(MD))及びウェブの横断方向すなわち横断方向(CD)の向きの両方で、犬用の骨の形をした試料に切断し、ASTM D882−02「薄いプラスチックシートの引張特性の標準的試験方法」(Standard Test Method for Tensile Properties of Thin Plastic Sheeting)に従い、犬骨形状の試料の幅0.635cm、クロスヘッド間隙の設定値5.1cm、及びクロスヘッド速度25.4cm/分にて試験を行った。各フィルムのMD及びCD方向の引張特性を表102(下記)に示した。3個の複製物について試験を行い、各フィルムについて平均を求め、標準偏差を( )内に示した。
【0158】
【表3】
【0159】
調製例106〜116の引張特性は、実験誤差の範囲内で、方向に基づいた引張特性の有意差はいずれの試料にも認められないことを示しており、調製例106〜116のフィルムが長さ及び幅に対して力学的に等方性であることが示された。
【0160】
調製例117〜126
表3(下記)に示した組成物を使用した以外は調製例106の手順を繰り返した(K−フレックス188をウレスホール4050−55に置き換え、組成物の官能度ひいては架橋密度を高める手段としてグリセロールを使用し、デスモジュールN 3300AをデスモジュールWに置き換えた)。
【0161】
【表4】
【0162】
調製例117〜126の引張特性を上記調製例106〜116と同様に測定し、結果を表104(下記)に示した。3個の複製物について試験を行い、各フィルムについて平均を求め、標準偏差を( )内に示した。
【0163】
【表5】
【0164】
調製例117〜126の引張特性は、実験誤差の範囲内で、方向に基づいた引張特性の有意差はいずれの試料にも認められないことを示しており、調製例112〜121のフィルムが長さ及び幅に対して力学的に等方性であることが示された。
【0165】
調製例122
ブラックポリプロピレンシートを以下の手順にしたがってプライミングした。フィルムの両面を2.5kWのエネルギーで空気コロナ処理した後、157.5ライン/cm(400ライン/インチ)の4分パターンが形成された(quad patterned)グラビアシリンダーを備え、0.01重量%(part per hundred)(phr)のキープラストFLイエローFPGNを含む80%HEA及び20%TMPTAの溶液でコーティングされたグラビアロールコーターに30.5m/分の線速度で供給した。次いでウェブを、175kVの加速電圧及び101mAの電流で5メガラドの放射線量を供給する電子線源に曝露した。曝露の間及びその後に、2−ヒドロキシエチルアクリレートは化学的にグラフト化及び重合してポリプロピレンフィルムを形成し、これをロールに巻き取った。
【0166】
調製例123
ブラックポリプロピレンシートを以下の手順にしたがってプライミングした。調製例22で得られた電子線でプライミングしたフィルムの非コーティング面を、157.5ライン/cm(400ライン/インチ)の4分パターンが形成されたグラビアシリンダーを使用して0.01phrのユビテックスOBを含むDMA及びTMPTAの80/20溶液で30.5m/分でコーティングし、続いて175kVの加速電圧及び81mAの電流で4メガラドの電子線放射に曝露した。
【0167】
調製例124
エクソン・モービル社(ExxonMobil Corp.)(テキサス州アービング)よりPP7035.E4として販売される厚さ75マイクロメートルの耐衝撃性改質されたポリプロピレンフィルムを以下の手順にしたがってプライミングした。フィルムの両面を2.5kWのエネルギーで空気コロナ処理した後、157.5ライン/cm(400ライン/インチ)の4分パターンが形成されたグラビアシリンダーを備え、0.01phrのキープラストFLイエローFPGNを含む80%HEA及び20%TMPTAの溶液でコーティングされたグラビアロールコーターに30.5m/分の線速度で供給した。次いでウェブを、175kVの加速電圧及び101mAの電流で5メガラドの放射線量を供給する電子線源に曝露した。曝露の間及びその後に、2−ヒドロキシエチルアクリレートは化学的にグラフト化及び重合してポリプロピレンフィルムを形成し、これをロールに巻き取った。
【0168】
調製例125
エクソン・モービル社(ExxonMobil Corp.)(テキサス州アービング)よりPP7035.E4として販売される厚さ75マイクロメートルの耐衝撃性改質されたポリプロピレンフィルムを以下の手順にしたがってプライミングした。調製例122で得られた電子線でプライミングしたフィルムの非コーティング面を、157.5ライン/cm(400ライン/インチ)の4分パターンが形成されたグラビアシリンダーを使用して0.01phrのユビテックスOBを含むDMA及びTMPTAの80/20溶液で30.5m/分でコーティングし、続いて175kVの加速電圧及び81mAの電流で4メガラドの電子線放射に曝露した。
【0169】
(実施例101)
調製例106のポリウレタン組成物を、調製例122のポリプロピレンシートストックの2−ヒドロキシエチルアクリレートコーティングした表面に、調製例106の下側シリコーン剥離ライナーを調製例122のプライミングしたシートで置き換えることによってコーティングして、架橋ウレタンコーティングされたポリプロピレンシートを得た。この試料を試験に先立って周囲条件下で少なくとも24時間エイジングした。ASTM D3359−07「テープ試験による接着性を測定するための標準的試験方法」(Standard Test Methods for Measuring Adhesion by Tape Test)の6分割格子パターンを使用した試験方法Bを、スリー・エム社(3M Company)(ミネソタ州セントポール)より販売されるScotch Premium Cellophane Tape 610を使用して試料に対して行った。ポリプロピレンシートに対するポリウレタンコーティングの接着性は、コーティングの0%が剥離し、層間コーティング接着率が100%であることを意味する5Bに分類されるものであった。
【0170】
(実施例102)
実施例101の架橋ポリウレタンコーティングされたポリプロピレンシートを、加圧/真空熱成形装置(ラブフォーム・ハイドロトリム社(Labform Hydro-Trim Corporation)(モデル2024、ニューヨーク州ウェストナイアック)により製造されるもの)を用いて熱成形した。アルミニウム製の段差形成された金型を使用して熱成形性シートが異なる幾何学的制約に対して適合する能力を評価した。金型は幅が88mmであり、左右方向に下記のような断面表面形状を有するものを用いた。すなわち、14mmの水平方向に12mmの高さ(領域A)、12mmの水平方向に3mmの高さ(領域B)、19mmの水平方向に12mmの高さ(領域C)、25mmの水平方向に6mmの高さ(領域D)、19mmの水平方向に12mmの高さ(領域E)、12mmの水平方向に25mmの高さ(領域F)、19mmの水平方向に12mmの高さ(領域G)、25mmの水平方向に25mmの高さ(領域H)、及び14mmの水平方向に16mmの高さ(領域I)。使用した熱成形条件は、200℃(400°F)の上下のオーブン温度に30秒試料を曝し、成形時間を8秒とした。上面圧力は655kPa(6.55bar)、下面真空圧は87.9kPa(659Torr)であった。
【0171】
領域Hは熱成形後の光沢度を測定するために使用した。調製例124は、すべての内側角部において0.71cmの曲率半径を示し、領域D〜Iに隣接する垂直面上にポリウレタンコーティングの割れが認められた。ビー・ワイ・ケー・ガードナー社(BYK-Gardner)(メリーランド州コロンビア)の製造する光沢度計によって測定した熱成形表面の60°光沢度は85.6グロス単位であった。
【0172】
(実施例103〜112)
調製例107〜117のコーティング組成物を実施例101の手順にしたがってコーティングし、熱成形した。下記表105に観察された熱成形の結果を示す。
【0173】
【表6】
【0174】
(実施例113〜122)
調製例106〜116のコーティング組成物を実施例101の手順にしたがってコーティングし、熱成形した。下記表106に観察された熱成形の結果を示す。
【0175】
【表7】
【0176】
(実施例123)
調製例106のポリウレタンコーティング組成物の厚さを増大させて実施例1の架橋ポリウレタンコーティングされたポリプロピレンシートの複数の試料を調製した。各試料をテイバー・インダストリーズ社(Taber Industries)(ニューヨーク州トナワンダ)によって供給されるスクラッチ及び傷測定器を用いてダイムラー・クライスラー社(DaimlerChrysler)仕様書LP−463DD−18−01にしたがって耐スクラッチ性について評価した。耐スクラッチ性は、5N、7N、10N、15N、及び20Nの力に相当する異なる重りの入った個々のプローブによって調べた。結果は、1.0=スクラッチなし、2.0=ごくわずかなスクラッチ、3.0=わずかなスクラッチ、4.0=中程度のスクラッチ、5.0=顕著なスクラッチ、として1.0〜5.0のスケールで指定することによって判定した。ポリウレタンコーティングを有さないポリプロピレンシートの一例を比較例として試験した。スクラッチ試験の結果を下記表7に示す。
【0177】
【表8】
【0178】
調製例106〜126で得られたポリウレタンフィルム試料についてティー・エー・インスツルメンツ社(TA Instruments)(デラウェア州ニューキャッスル)の製造する示差走査熱量測定計モデルQ100を使用して試験を行うことによって、各フィルム組成物のガラス転移温度(Tg)を摂氏で求めた。結果を表108(下記)に示す。
【0179】
【表9】
【0180】
(実施例124)
スリー・エム社(3M Company)より販売される厚さ29マイクロメートルの多層光学フィルムを下側フィルムとして使用し、間隙を76.2マイクロメートルに設定して調製例106と同様にしてポリウレタンコーティングを塗布した。次いでコーティングした光学フィルムを、携帯電話を成形型とした以外は実施例102と同様にして熱成形した。
【0181】
(実施例125)
コーティングしていない厚さ254マイクロメートルのポリカーボネートのシートを下側層に置き換え、間隙を50.8マイクロメートルに設定して調製例106と同様にしてポリウレタンコーティングを塗布した。コーティングしたポリカーボネートを少なくとも24時間重合させ、実施例102の条件を用いて熱成形した。
【0182】
(実施例126)
間隙の設定値を76.2マイクロメートルとした以外は調製例106と同様にして2成分エポキシ組成物(スリー・エム社(3M Company)より3M Scotch−Weld Epoxy Adhesive DP105 Clearとして販売されるもの)をコーティングした。
【0183】
(実施例127)
調製例106と同様にして、Flacktek Speedmixer DAC 150 FVを使用して10重量部の成分Aを1重量部の成分Bと混合することによって2成分シリコーンゴム化合物(ジー・イー・シリコーンズ社(GE Silicones)(ニューヨーク州ウォーターフォード)よりRTV 664として販売)を調製した。次いでこの混合物を調製例106の手順と同様にしてコーティングし、試料を24時間硬化させた。高い可撓性を有するシリコーンフィルムが得られた。
【0184】
(実施例128)
1.0gのオレンジ11Y692を調製例119の樹脂混合物に加え、次いで実施例101と同様にしてプライミングしたポリプロピレンシートにコーティングすることによって試料を調製した。試料を室温で少なくとも24時間エイジングさせた後、実施例102と同様にして熱成形した。ポリウレタンコーティングのいずれの領域にも割れは認められなかった。
【0185】
実施例(200番台)
フィルムコーティングの手順200
図5に大まかに示されるコーティング装置及び上記調製例106で述べた手順を用いてポリウレタンフィルムを調製した。切り欠きバーを通じて循環させられる49℃(120°F)に加熱した流体を用いて切り欠きバーを加熱した。幅30cm(12インチ)の形成ウェブを上側及び下側ライナーとして使用した。各フィルムを1.5m/分(5フィート/分)の線速度でコーティングした。加熱したテーブル565は、それぞれ長さ1.2m(4フィート)の5つの領域を有した。最初の4つの領域の温度を82.2℃(180°F)に設定し、最後の領域は室温に設定した。上側及び下側ライナーの巻き出し張力、並びに得られたコーティングフィルムの巻き取り張力はいずれも89N(20ポンド)に設定した。切り欠きバーとフラットベッドとによって形成されるニップにおける2枚のライナー間の間隙は0.1mm(4ミル)に設定した。コーティングし、ロールに巻き取った後、フィルムを評価の前少なくとも3日間にわたって室温でコンディショニングした。
【0186】
試験手順のためのフィルム調製法
金属曲げ評価及びエリクセン(Erichsen)耐スクラッチ性の判定を行うため、上側及び下側ライナーとしてポリエステルフィルムを用い、フィルムコーティング手順200にしたがって厚さ約100マイクロメートルのフィルムを作製した。
【0187】
引張及び伸長特性を試験するため、両方のライナーを剥離して2.54cm幅の試料を調製した。
【0188】
金属曲げ試験、環境サイクル試験、加速風化試験、およびエリクセン耐スクラッチ試験を行うため、一方のライナーを剥離し、フィルムの露出面を2個のロール間で0.23MPa(30psi)のニップ圧でRD 2788接着剤にラミネートした。ラミネートした各試料を1日コンディショニングした後、接着剤面を未塗装シート金属パネルにラミネートして金属曲げ試験及び耐スクラッチ性試験を行った。未塗装シート金属へのフィルムのラミネートは、2個のロール間で0.23MPa(30psi)のニップ圧で行った。積層体は室温で1日コンディショニングし、上側ライナーを剥離してから更なる試験を行った。
【0189】
熱成形試験
ハイドロトリム社(Hydro-Trim Corporation)(ニューヨーク州ウェストナイアック)よりHydro−trim熱成形装置、Labformモデル2024として販売される熱成形装置を用いて熱成形試験を行った。熱成形実験のすべてにおいて30cm×30cm(12インチ×12インチ)のシートを使用した。熱成形されるシートはシートの上下の放射加熱パネルによって軟化させることによって制御された均一な加熱を行った。上下の放射加熱パネルは204℃(400°F)に設定した。次いで軟化したプラスチックシートを加圧成形と真空成形の組み合わせによって成形した。成形操作では85kPa(25インチHg)の真空圧及び0.56MPa(80psi)の成形圧を使用した。ここで述べる熱成形実験のすべてにおいて30秒の加熱時間及び8秒の成形時間を用いた。
【0190】
試験を行うポリウレタン組成物を、フィルムコーティング手順200を用いて、調製例122にしたがって作製したポリプロピレンシートのグラフト化面にコーティングした。下側ライナーとしてこのポリプロピレンシートを使用し、上側ライナーとしてポリエステルフィルムを使用した。フィルムは、2−ヒドロキシエチルアクリレートコーティングを有する面に常にコーティングした。コーティングされたロールを少なくとも3日間コンディショニングした後、30cm×30cm(12インチ×12インチ)のシートに切断して熱成形試験に供した。
【0191】
3種類の異なる金型を使用して異なる試料の成形試験を行った。
【0192】
1.ドーム形の金型−ドームの底部の内径は8.9cm(3.5インチ)であり、ドームの高さは5.8cm(2.25インチ)であった。試料は熱成形されたドームの表面に割れが生じなかった場合には「合格」と評価し、熱成形されたドームの表面に割れが生じた場合には「不合格」と評価した。
【0193】
2.長方形の段差形成された金型−長方形の段差の寸法は、13.3cm(5.25インチ)×8cm(3インチ)×1.9cm(0.75インチ)(高さ)であった。段差の縁は垂直であった。試料は熱成形された長方形の段差の縁の壁部に割れが生じなかった場合には「合格」と評価し、熱成形された長方形の段差の縁の壁部に割れが生じた場合には「不合格」と評価した。
【0194】
3.円形の窪みを有する金型−金型は13.3cm(5.25インチ)×8cm(3インチ)×1.9cm(0.75インチ)(高さ)の長方形のブロックに円形の凹部を有するものを用いた。円の直径は19mmであり深さは2mmであった。試料は円形の凹部に熱成形された試料に割れが生じなかった場合には「合格」と評価し、円形の凹部に熱成形された試料に割れが生じた場合には「不合格」と評価した。
【0195】
引張及び伸長特性試験
上側及び下側ライナーを剥離した後、コーティングされたライナー複合フィルムに対して引張及び伸長試験を行い、890N(200ポンド)のロードセルを備えたエム・ティー・エス・システムズ社(MTS Systems Corp.)(ミネソタ州エデンプレイリー)よりMTS Renew Upgrade Instronモデル1122として販売される力測定装置によって測定を行った。クロスヘッド間の顎の間隙は10cm(4インチ)に固定し、50cm/分(20インチ/分)のクロスヘッド速度を用いた。幅2.54cm(1インチ)のフィルム試料を引張及び伸長試験で使用した。
【0196】
金属折り曲げ試験
金属にラミネートしたフィルムに対して金属折り曲げ評価を行った。金属折り曲げ試験で使用した冷間圧延スチールパネルは、厚さ0.81mm(32ミル)の10cm×30cm(4インチ×12インチ)のパネルとして、ACTラボラトリーズ社(ACT Laboratories)(ミシガン州ヒルズデール)より入手した。スチールの両面にはプライマー(ED500)eがコーティングされていた。各スチールパネルは10cm×2.54cm(4インチ×1インチ)のスチール小片に切断して金属折り曲げ試験に供した。
【0197】
フィルム/金属積層体を金属折り曲げ機で折り曲げることによって内側折り曲げ角度が45°で内側折り曲げ半径が0.79mm(0.031インチ)の形状を成形した。1日後にフィルムを割れの形成について観察した。フィルム試料はそれを通じて下側の金属基材が見えるような裂け目が(折り目の付近で)フィルムに生じなかった場合には「合格」として評価した。フィルム試料はフィルムの折り目付近にわずかな眼に見える裂け目が生じた場合でも「不合格」として評価した。
【0198】
環境サイクル試験
フィルム/金属積層体に対して環境サイクル試験を行った。積層体を上記の金属折り曲げ試験で述べたような金属折り曲げ機で折り曲げ、折り曲げられた試料を環境チャンバ内で1008時間エイジングした。環境チャンバ内での各サイクルは以下の条件で行い、各サイクルを1008時間にわたって繰り返した。
【0199】
環境チャンバ内での各サイクルの間の条件は以下の通り。
【0200】
−30℃で17時間、
80℃で72時間、
38℃及び相対湿度100%で24時間、
−30℃で7時間、
38℃及び相対湿度100%で17時間、
80℃で7時間、
38℃及び相対湿度100%で24時間。
【0201】
フィルム試料は環境チャンバ内に1008時間置いた後に割れ、接着性の喪失、又は他の破損状態の形跡が認められなかった場合には「合格」と評価した。
【0202】
表202、205、206及び207で用いた各項に関する式を下記に示す。ただし「重量%」とは樹脂の全重量に基づいた重量比率を意味する。
【0203】
【数2】
【0204】
式中、
短鎖ポリオールの当量は185g/eq以下であり、官能度は2よりも大きく、かつ、
ポリイソシアネートの官能度は2よりも大きい。
【0205】
1,4−ブタンジオールの重量%=(1,4−ブタンジオールの重量)/樹脂の全重量
【0206】
【数3】
【0207】
高分子量ポリオールの重量%=(高分子量ポリオールの重量)/樹脂の全重量
ただし、高分子量ポリオールの当量は850g/eqよりも大きく、官能度は2以上である。
【0208】
低分子量ポリオールの重量%=(低分子量ポリオールの重量)/樹脂の全重量
ただし、低分子量ポリオールの当量は850g/eq以下であるが185g/eqよりも大きく、官能度は2以上である。
【0209】
2成分ウレタン配合物201〜205
表202(下記)は、成分A及び成分Bとして合わせた配合物201〜205を示したものである。
【0210】
【表10】
【0211】
クリアーコート201の調製
6.42gのメチルエチルケトン、6.38gのn−ブチルアセテート、37.6gのキシレン、及び14.8gのプロピレングリコールメチルエーテルアセテートを加え合わせることによってガラスジャー内で混合溶媒を調製した。この混合溶媒を攪拌しながら、2gのセルロースアセテートブチレート−381−0.1、17.57gのジョンクリル−578、8.66gのCapa 2054、1.33gのチヌビン292、5.24gのコソルブMOH、及び0.0024gのメタキュアT−12を加えた。この混合物を均一となるまで20分間混合した。デスモジュールN 3390(17g)を100gの混合溶液に加え、合わせた成分を10分間攪拌した。この溶液を、メラミン/アクリル樹脂コーティングした剥離可能なポリエステルキャリアーウェブに約0.03mm(1ミル)の湿潤厚さでコーティングして0.001mm(0.4ミル)の乾燥厚さとした。コーティングを乾燥させ、66℃(150°F)で30秒間、107℃(225°F)で30秒間、更に129℃(265°F)で30秒間、部分硬化させた。
【0212】
バイヒドロール122(100g)を、0.2gのAMP 95、1.6gのコソルブOSG、1.3gのチヌビン292、8.0gのブチルカルビトール、及び0.2gのトリトンGR−7Mとともにガラスジャーに入れた。この混合溶液に脱イオン水を加えて溶液の粘度を100mPa.s(100センチポアズ)〜200mPa.s(200センチポアズ)に調節した。コーティングに先立って、3.0gのネオクリルCX−100を100gの調製した混合溶液中に加えた。この水ベースの溶液を10分攪拌した後、上記の部分硬化させた溶媒ベースのコーティング上に50マイクロメートルの湿潤厚さでコーティングして13マイクロメートルの乾燥厚さとした。コーティングを乾燥させ、79℃(175°F)で30秒、118℃(245°F)で30秒、更に141℃(285°F)で30秒間硬化させた。
【0213】
クリアーコート202の調製
アルバーディングU933(83.78g)を、8.47gのブチルカルビトール、0.3gのトリトンGR−7M、0.03gのAMP 95、1.08gのコソルブOSG、及び0.45gのチヌビン23とともにガラスジャーに入れ、10分攪拌した。この混合溶液を脱イオン水で希釈し、その粘度を50mPa.s(50センチポアズ)〜120mPa.s(120センチポアズ)に維持した。コーティングに先立ったネオクリルCX−100(1.78g)を100gのコーティング混合溶液に加えた。この溶液を標準的なポリエステルキャリアーウェブ上に50マイクロメートルの湿潤厚さでコーティングして約13マイクロメートルの乾燥厚さとした。コーティングを乾燥させ、79℃(175°F)で30秒、118℃(245°F)で30秒、更に141℃(285°F)で30秒硬化させた。
【0214】
クリアーコート203の調製
配合205(表202に示される)の成分Aと成分Bとを、インライン静的ミキサーを使用して成分Aと成分Bとの比が1:1となるように混合することによってクリアーコート203を調製し、上記のフィルムコーティング手順202にしたがってコーティングした。コーティング(厚さ38マイクロメートル)を2枚のT10剥離ライナー間に挟み、部分硬化した透明フィルムを得た。一方のライナーを剥離して、ポリウレタン透明層を露出させた。
【0215】
(実施例201)
配合201の成分Aを以下の手順を用いて調製した。チャージ1〜4をガラスジャーに加えて攪拌した。この混合物を100℃に加熱した。次いで温度が依然約100℃にある間にチャージ5〜8を加えた後、各成分が混合物中に完全に溶解するようによく攪拌した。各成分が溶解した後、チャージ9を混合物に加え、約10分間攪拌して混合物を均一に混合した。得られた黒色樹脂混合物を60℃で少なくとも12時間、真空下で脱気した。
【0216】
チャージ10〜12を混合し、混合物を70℃で1時間攪拌することにより配合201の成分Bを調製した。
【0217】
インライン静的ミキサーを使用して成分Aと成分Bとを1:1の比で混合し、上記のフィルムコーティング手順200にしたがってクリアーコート201とブラックポリプロピレンシートとの間に100マイクロメートルの厚さでコーティングした。
【0218】
得られた不透明カラー層/透明クリアー層の多層物品を、上記に述べた試験手順のためのフィルム調製法にしたがって試験を行うために準備した。
【0219】
(実施例202)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0220】
(実施例203)
クリアーコート201の代わりにT10剥離ライナーを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0221】
(実施例204)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0222】
(実施例205)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例201を繰り返した。得られた不透明多層物品を引張伸長試験法によって評価した。結果を表203に示す。
【0223】
(実施例206)
配合201の成分A及び成分Bの代わりに配合202の成分A及び成分Bを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0224】
(実施例207)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0225】
(実施例208)
クリアーコート201を使用しなかった以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0226】
(実施例209)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0227】
(実施例210)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0228】
(実施例211)
配合201の成分A及び成分Bの代わりに配合203の成分A及び成分Bを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0229】
(実施例212)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0230】
(実施例213)
クリアーコート201がなかったこと以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0231】
(実施例214)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0232】
(実施例215)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0233】
(実施例216)
配合201の成分A及び成分Bの代わりに配合204の成分A及び成分Bを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0234】
(実施例217)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例216を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0235】
(実施例218)
クリアーコート201がなかったこと以外は実施例216を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0236】
(実施例219)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例216を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0237】
(実施例220)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0238】
調製例201
配合201の成分Aと成分Bとを混合し、2枚のT10剥離ライナーの間にコーティングした以外は実施例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0239】
調製例202
配合201の成分A及び成分Bの代わりに配合202の成分A及び成分Bを使用した以外は調製例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0240】
調製例203
配合201の成分A及び成分Bの代わりに配合203の成分A及び成分Bを使用した以外は調製例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0241】
調製例204
配合201の成分A及び成分Bの代わりに配合204の成分A及び成分Bを使用した以外は調製例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0242】
(実施例221)
クリアーコート201の代わりにクリアーコート203を使用し、配合201の成分A及び成分Bの代わりに配合204の成分A及び成分Bを使用し、ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例201を繰り返した。得られた不透明多層フィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0243】
(実施例222)
配合204の成分A及び成分Bの代わりに配合202の成分A及び成分Bを使用した以外は実施例221を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0244】
(実施例223)
不透明な黒色ポリプロピレンフィルムに隣接したライナーの剥離後に、露出したフィルム層をRD 2788に1.8m/分(6フィート/分)で0.23MPa(30psi)の圧力でラミネートした以外は実施例221を繰り返した。RD 2788上の剥離ライナーを剥離し、接着面をブラックポリプロピレンシートに9.1m/分(30フィート/分)で023MPa(30psi)の圧力でラミネートした。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。その結果を表203に示す。
【0245】
(実施例224)
不透明な黒色ポリプロピレンフィルムに隣接したライナーの剥離後に、露出したフィルム層をRD 2788に1.8m/分(6フィート/分)で0.23MPa(30psi)の圧力でラミネートした以外は実施例221を繰り返した。RD 2788上の剥離ライナーを剥離し、接着面をブラックポリプロピレンシートに9.1m/分(30フィート/分)で023MPa(30psi)の圧力でラミネートした。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0246】
表203中(下記)、「NM」は、「測定されず」を意味する。
【0247】
【表11】
【0248】
【表12】
【0249】
(実施例225)
表205の実施例225について示した成分Aの各成分をガラスジャーに入れた(攪拌下)。混合物を60℃で12時間真空下で脱気した。成分Aを表5の実施例205について示した成分Bと混合し、2枚のT10剥離ライナーの間に100マイクロメートルの厚さでコーティングし、更に、上側ライナーとしてのT10剥離ライナーと下側ライナーとしてのブラックポリプロピレンシートとの間に100マイクロメートルの厚さでコーティングした。コーティングしたポリウレタンフィルムを実施例201に述べたようにして硬化させた。得られた不透明なポリウレタンフィルム(ライナーの間)を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法及び/又は熱成形試験法にしたがって試験を行い、結果を下記表205に示した。
【0250】
(実施例226〜235)
成分A及び成分Bの組成を表205、206、及び207に示されるように変えた以外は実施例225と同様にして実施例226〜235を調製した。
【0251】
得られた不透明なポリウレタンフィルム(ライナーの間)を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法及び/又は熱成形試験法にしたがって試験を行い、結果を下記表205〜207に示した。
【0252】
【表13】
【0253】
【表14】
【0254】
【表15】
【0255】
実施例(300番台)
調製例301
ウノキソールジオール(5.5g)をプラスチックビーカーに入れ、真空オーブン(101kPa真空圧、30インチHg真空)中で80℃で30分間脱気した。次いでジオールを周囲温度にまで冷却した。デスモジュールN3300A(14.72g)を加え、反応物質を手で約1分間攪拌した。ダブコT−12(0.030g)をビーカーの内容物に加え、手で15秒間混合した後、0.3mmのフィルム厚さを与えるように公称測定した従来の実験室規模のナイフコーティング装置を使用して2枚のシリコーンコーティングした紙ライナー(シー・ピー・フィルムズ社(CPFilms)(バージニア州マーティンスビル)より入手)の間に直ちにコーティングした。
【0256】
得られた透明フィルムはライナーの間に挟まれていた。次いでこの構造体を80℃のオーブンに24時間入れてから取り出し、周囲温度で更に2週間置いた。
【0257】
カスタム・マニュファクチャリング社(Custom Manufacturing Incorporated(CMI))(ミシガン州グラッドウィン)の製造する回転式真空成形機上で熱成形試験を行った。15cm(6インチ)四方のフィルムを、上記の手順で調製した試料から切り取り、真空金型上に置いてマスキングテープで固定した。上部の予熱加熱温度を316℃(600°F)に設定した。真空成形機のステージを上げ、金型の上部のプレヒーターで約3分間加熱し、真空(133Pa、1mm Hg)を1分作用させ、金型を真空成形機から取り出してポリウレタンのガラス転移点よりも低い温度にまで冷却してから試料を取り出した。このフィルム試料からは明確な形状が得られた。
【0258】
(実施例301)
K−フレックス188(8.50g)、PC−1667(8.50g)、及びフェロブラック(0.34g)をプラスチックビーカー内で合わせて真空オーブン中(133Pa、1mm Hg)で80℃で30分間脱気した。これらのジオールを50℃にまで冷却し、デスモジュールN 3300A(9.94g)を加えて約1分間手で攪拌した。ダブコT−12(0.040g)を加え、合わせた成分を15秒間混合し、0.13mm(5ミル)のトップコート厚さに公称設定した実験室規模のナイフコーティングステーションを使用して、シリコーンコーティングしたPETライナーと、Makrofol(シェフィールド・プラスチックス社(Sheffield Plastics)(マサチューセッツ州シェフィールド)より販売される25.4cm(10ミル)のDE1−1改質ポリカーボネート)との間に直ちにコーティングした。コーティングしたシートを試験に先立って80℃のオーブンに24時間入れた。回転式真空成形機を使用して熱成形試験を行った。フィルムは各予備加熱ステージを通じて自動的に進められ、最後の予備加熱ステーションで47秒間、316℃(600°F)で停止させられた。これにより構造体が垂れ下がり始めるだけの充分な温度に達した。真空成形機のステージが定位置に動かされる際にステージを上げ、金型の上部のプレヒーターで約30秒間加熱した。構造体が金型と接触した後、直ちに真空(133Pa、1mm Hg真空)を作用させた。この後、金型をフィルムから外した。層間剥離や割れのない明確な形状が観察された。
【0259】
(実施例302)
改質ポリ(メチルメタクリレート)樹脂(サイロ・インダストリーズ社(Cyro Industries)(ニュージャージー州パーシパニー)よりAcrylite ZK−6として販売されるもの)の厚さ0.8mm(30ミル)のシート上に反応組成物をコーティングした以外は実施例301の手順を繰り返した。配合物をポリ(メチルメタクリレート)に直接塗布することにより良好な接着性が認められたばかりか、熱変形部品と同等の結果が得られた(層間剥離又は割れが生じなかった)。
【0260】
平皿内で調製した溶媒ベースペイントフィルムポリウレタンの特性評価
以下の実験は、ポリエステルポリオールとポリイソシアネートとを反応させることによって製造されるペイントフィルムポリウレタン組成物の密度及びガラス転移点に対して溶媒の添加が与える影響を示すためのものである。本実験で使用する溶媒としては、トルエン、酢酸エチル、MIBK(メチルイソブチルケトン)、及びTHF(テトラヒドロフラン)が挙げられる。溶媒は4オングストロームのモレキュラーシーブス上で24時間乾燥させ、使用に先立ってカール・フィッシャー滴定によって水分量を決定した。
【0261】
各試験を準備する一般的な方法を以下のようにして行った。K−フレックス188(100%活性ポリエステルポリオール、キング・インダストリーズ社(King Industries)(コネティカット州ノーウォーク))をプラスチックビーカーに加え、真空オーブン(0.76m Hg真空(30インチHg真空))中で80℃で30分間脱気した。次いでポリオールを周囲温度にまで冷却した。溶媒を含有する実施例では、ポリオールと溶媒とを均一な混合物が形成されるまで攪拌棒で混合した。ダブコT12触媒(ジブチルスズジラウレート、エア・プロダクツ社(Air Products)(ペンシルベニア州アレンタウン))をカップに加えた後、手で混合した。デスモジュールN 3300(バイエル社(Bayer Corporation)(ペンシルベニア州ピッツバーグ)より販売されるHDI(1,6−ヘキサメチレンジイソシアネート)トリマー)を所望の濃度で加え、手で15秒間混合し、次いでSPEED MIXER DAC 150 FVZ(フラックテック社(FlackTek Inc.)(サウスカロライナ州ランドラム))を使用して3600rpmで15秒混合した。この実験ではデスモジュールW(バイエル社(ペンシルベニア州ピッツバーグ)より販売されるジシクロヘキシルメタン−4,4’−ジイソシアネート)を選択した試料で使用した点に留意されたい。
【0262】
混合が完了した時点で12.0gの各試料をアルミニウムの計量皿に注いだ。個々の試料をドラフトチャンバ−に入れ、アルミニウム皿にプラスチックビーカーをひっくり返して被せた。各試料を分析の前に48〜60時間静置するか、又は70℃又は120℃で更にコンディショニングした。密度、ガラス転移温度(Tg)、及び重量損失率を表S2〜S4に記録した。
【0263】
【表16】
【0264】
表S2に示したTgの測定値は、ティー・エー・インスツルメンツ社(TA Instruments)製示差走査熱量測定計モデルQ100を使用し、端を折り曲げたアルミニウム試料皿を使用して示差走査熱量測定法によって求めた。第1及び第2のサイクルでは以下のプロトコールを用いた。第1のサイクル:室温〜−60℃にまで20℃/分で変化させ、−60℃〜80℃にまで20℃/分で変化させる。第2のサイクル:80℃〜−60℃にまで50℃/分で変化させ、−60℃〜80℃にまで20℃/分で変化させる。密度はアルキメデス法を用いて求めた。表S2及びS3において、*はデータを計算するためのベースラインが不正確であることを示す。表4において、**は、試料の過剰な発泡のためデータが得られなかったことを示す。
【0265】
【表17】
【0266】
【表18】
【0267】
【表19】
【0268】
1枚のライナー上又は2枚のライナー間でキャストした溶媒ベースのポリウレタンペイントフィルムの特性評価
この実験は、1枚のライナー上又は2枚のライナー間でキャストしたポリウレタンペイントフィルムの表面トポロジーに対する溶媒添加の影響を示すためのものである。フィルムは表1に示す組成にしたがって調製した。K−フレックス188(100%活性ポリエステルポリオール)をプラスチックビーカーに加え、真空オーブン(0.76m Hg真空(30インチHg真空))中で80℃で30分間脱気した。ポリオールを周囲温度にまで冷却し、溶媒(使用する場合)を加え、均質な混合物が形成されるまで攪拌棒で混合した。ダブコT12触媒(ジブチルスズジラウレート、)をカップに加えた後、手で混合した。デスモジュールN 3300(HDI トリマー)を所望の濃度で加え、手で15秒間混合した後、SPEED MIXER DAC 150 FVZミキサーを使用して3600rpmで15秒混合した。反応組成物を、0.3mmのフィルム厚さに公称測定した実験室規模のナイフコートステーションを使用して上側及び下側のシリコーンポリライナー(シー・ピー・フィルムズ社(CPFilms)(バージニア州マーティンスビル)によって供給される0.064mm(2.5ミル)のポリエステル剥離ライナー)の間に直ちにコーティングするか、32号メイヤーロッドを用いてシリコーンポリライナー又はPET上にコーティングした。
【0269】
【表20】
【0270】
各試料は周囲温度で24時間乾燥させた。ミツトヨ社(MITUTOYO)(オンタリオ州ミシソーガ)製SURFTEST SJ−401スタイラス型プロファイロメーターを使用して表面粗さを測定した。結果を表T2に示す。
【0271】
【表21】
【0272】
2枚のライナー間にコーティングされた溶媒ベースのポリウレタンの特性評価
これらの実験は溶媒ベースのウレタンペイントフィルム組成物の色及び気泡欠陥に対する溶媒添加の影響を示すためのものである。これらの実験で使用する溶媒であるトルエンは、水が10ppm未満となるまでモレキュラーシーブス上で最初に乾燥させ、全配合物の0.10重量%〜50重量%の範囲の濃度で配合物に加えた。
【0273】
試料調製の一般的方法(表U1(A〜L))は以下のようにして行った。K−フレックス188(100%活性ポリエステルポリオール)をプラスチックビーカーに加え、真空オーブン(0.76m Hg真空、30インチHg真空)中で80℃で30分間脱気した。次いでポリオールを周囲温度にまで冷却した。溶媒を含有する実施例では、ポリオールと溶媒とを均一な混合物が形成されるまで攪拌棒で混合した。ダブコT12触媒(ジブチルスズジラウレート)をカップに加えた後、手で混合した。デスモジュールN3300(HDIトリマー)を所望の濃度で加え、手で15秒混合した後、SPEED MIXER DAC 150 FVZ(フラックテック社(FlackTek Inc.)(サウスカロライナ州ランドラム))を使用して3600rpmで15秒間混合した。反応混合物を、下記のように調製した2枚のシリコーンコーティングされたPETライナー(シー・ピー・フィルムズ社(CPFilms)によって供給される0.064mm(2.5ミル)のポリエステル剥離ライナー)の間に直ちにコーティングした。下側のPETライナーは、カリパー制御を与えるために2枚の15.2cm(6ミル)の3M ACRYLIC PLUS TAPE PT 1100(両面コーティングされたアクリルフォームテープ)でライニングした。反応組成物を下側ライナー上に注ぎ、材料の圧延バンクが形成されるように上側ライナーを金属バーにより適用した。このようにして調製したフィルムを周囲温度で24時間乾燥させた後、80℃で24時間硬化させた。以下の評価スケールを用いたフィルムの色評価を表U1に示す。すなわち、0=透明、1=ごくわずかな黄色、2=明らかな黄色、3=顕著な黄色。
【0274】
【表22】
【0275】
表U2(U2A〜U2J)に示した各試料は、試料U1A〜U1Lについて上記に述べたようにして調製した。各フィルムは直ちに3つの同じ小片に切断した。1つは周囲温度に置き、1つは70℃のオーブンに15分入れ、1つは120℃のオーブンに15分入れた。フィルムの成形及び各温度で15分コンディショニングしたフィルムのデータを下記表に記録した。高い温度の影響により、試料U2Aを除くすべての試料において気泡形成に関する著明な欠陥が生じた。
【0276】
【表23】
【0277】
形状記憶試験
調製例106で調製した材料の試料を、ティー・エー・インスツルメンツ社(TA Instruments)製モデルDMA Q800動的機械試験装置を使用して動的機械分析によって評価した。材料は、tanδピーク温度(Tg)が38℃であり、Tg−40℃(−2℃)における引張貯蔵弾性率(E’)が1900MPaであり、Tg+40℃(78℃)における引張貯蔵弾性率(E’)が6MPaであった。材料の試料の1つ(長さ=7.2mm、幅=6.1mm、高さ=0.45mmの寸法)に歪み/回復サイクルを3回行って材料の形状記憶性を測定した。試料は40℃に加熱した後、2N/分で最大8Nにまで増大する張力を作用させた(最大歪み=63%)。試料がガラス状となる−20℃に試料を冷却しながら最大張力を維持した。この後、−20℃で張力を緩和した。次いで試料を40℃にまで再加熱(ごくわずかな張力を有する)すると、歪みは3%にまで戻った。試料の形状記憶性は約25℃で顕在化した。サイクルを更に2回繰り返したところ、最初の試料と比較して毎回3%の歪みに戻った。
【0278】
当業者であれば、本発明の範囲及び趣旨から逸脱することなく本発明の様々な改変及び変更が可能であり、本発明が本明細書に記載される例示的な実施形態に不要に限定されないことは理解されるはずである。
【背景技術】
【0001】
製造された物品の表面を装飾することによって美観的に好ましい製品の外観を与えることが一般的に行われている。これは従来、塗料から蒸発して物品の表面を装飾する均一なフィルムとして固形分を残す溶媒を通常含んだ液体塗料及びクリアーコートを使用して行われてきた。
【0002】
従来の車両組立の方法には、目に見える車両部品を塗装及び/又はコーティングし、保護機能を有する見た目に美しい外表面を与えるためのスプレー塗装工程が含まれる。しかしながら、スプレー塗装のプロセスは時間がかかり、特別な取り扱い及び/又は環境の問題を生ずる揮発性の有機溶媒を一般に使用する。
【0003】
輸送業界は当業界で「ペイントフィルム」及び「ペイント保護フィルム」として知られる装飾用フィルムの開発及び使用を通じて車両組立工場において使用される溶媒を低減しようと努めてきた。ペイントフィルムの元となった最初の発想は、従来の塗料を使用し、これを単純にライナー上にコーティングして乾燥させるというものであった。次いでライナーをペイントフィルムから脱着可能に剥離し、ペイントフィルムを例えば三次元的形状の車体部品に貼着する。塗料の外観を改善する目的で、透明なクリアーコート(クリアーコートとして一般に知られる)をカラー塗料(ベースコートとして一般に知られる)上に塗布することが知られている。同様に、ペイントフィルムはカラー層上に設けられた透明なクリアー層を有してもよい。ペイント保護フィルムは、透明なクリアー層を接着層と通常組み合わせて有する。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、高品質の貼着(例えば、皺及び/又はひだのない)を実現することは、特に大面積の表面又は大きく湾曲した表面に貼着される場合に依然としてペイントフィルム及びペイント保護フィルムの重要な課題である。
【0005】
ペイントフィルム及びペイント保護フィルムを製造するために使用される主な方法としては、(1)溶液キャスト法、及び(2)押出し成形の2つがある。これらのプロセスはいずれも、溶媒を蒸発させるか(溶媒キャスト法)、あるいはポリマーを溶融する(押出し成形)ために一般的に高温(120℃〜250℃又はそれ以上の温度)を用いる必要がある。こうした温度は、ペイントフィルムの色や他の外観に関する性質に対し、熱による変化を引き起こしやすく、色及び外観のマッチングを実現することが困難となる。
【0006】
高い光沢及び高い写像性は、自動車の仕上げにおける最も一般的な必要条件である。溶媒ベースの塗料及びクリアーコートは、許容される外観を通常与えることができるものであるが、押出しされたプラスチックフィルムでは所望のリッチな「濡れ感」を実現するには到らない。
【0007】
ペイントフィルム又はペイント保護フィルムが三次元的形状の車両部品に貼着される場合、貼着時に例えばフィルムが伸びたり、皺がよったり、かつ/又はひだが形成されたりするなどの問題が生じ、これにより仕上げられた車体部品が美観的に、更に場合により機能的に不適当なものとなる。これらの問題は、フィルムの分子配向(例えば、押出しの際の)によって更に悪化しうるものであり、フィルムの延伸性がフィルムの配向によって異なってしまう。
【課題を解決するための手段】
【0008】
一態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
熱成形性基材の第2の主面に接触して第2の主面と永久的に接着された第1の主面を有するベース層と、を備え、ベース層は高分子材料を含むとともに実質上等方性であり、ベース層の第1の主面は熱成形性基材の第2の主面に永久的に接着され、かつ共有結合している多層物品を提供する。
【0009】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
熱成形性基材の第2の主面に接触して第2の主面と永久的に接着された第1の主面を有するベース層と、を備え、ベース層は高分子材料を含み、ベース層は第1の主面と反対側の第2の主面を有し、ベース層の第1の主面及び第2の主面のそれぞれは第1及び第2のそれぞれの対応する形成ウェブの主面の実質上の逆像であり、ベース層の第1の主面は熱成形性基材の第2の主面に永久的に接着され、かつ共有結合している多層物品を提供する。
【0010】
特定の実施形態では、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせは不透明又は半透明である。特定の実施形態では、高分子材料は、シリコーン、エポキシ樹脂、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される。特定の実施形態では、高分子材料はポリウレタンを含む。特定の実施形態では、ポリウレタンは35〜65重量%の量のハードセグメントを有する。特定の実施形態では、多層物品は更に、ベース層の第2の主面に剥離可能に接着され第2の主面と接触するライナーを有する。
【0011】
特定の実施形態では、多層物品は更に、第1の主面と第1の主面の反対側の第2の主面とを有する透明な保護層を有する。特定の実施形態では、多層物品は更に、透明保護層の第2の主面に剥離可能に接着され、第2の主面と接触するライナーを有する。
【0012】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面は熱成形性基材の第2の主面に接触して第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備え、
ベース層及び透明保護層の少なくとも一方が実質上等方性であり、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明である多層物品を提供する。
【0013】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面が第2の主面に接触して第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備え、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)ベース層の第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、
ii)透明保護層の第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品を提供する。
【0014】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面が接着層により熱成形性基材の第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含むとともに実質上等方性である透明保護層と、を備え、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明である多層物品を提供する。
【0015】
別の態様において本開示は、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と第1の主面の反対側の第2の主面とを有するベース層であって、ベース層の第1の主面が接着層により第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と第1の主面の反対側の第2の主面とを有する透明保護層であって、透明保護層の第1の主面がベース層の第2の主面に接触して第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備え、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)ベース層の第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、
ii)透明保護層の第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品を提供する。
【0016】
特定の実施形態では、ベース層の第2の主面は表面形状の回復性を示す。特定の実施形態では、透明保護層の第2の主面は表面形状の回復性を示す。特定の実施形態では、第2の高分子材料は、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される。特定の実施形態では、第2の高分子材料はポリウレタンを含む。特定の実施形態では、ポリウレタンは35〜65重量%の量のハードセグメントを有する。特定の実施形態では、多層物品は更に、熱成形性基材の第1の主面上に配される接着バックサイズを有する。特定の実施形態では、多層物品は更に、ベース層の第2の主面に剥離可能に接着され第2の主面と接触するライナーを有する。特定の実施形態では、多層物品は更に、透明保護層の第2の主面に剥離可能に接着され第2の主面と接触するライナーを有する。
【0017】
有利な点として、本発明に基づく多層物品は、揮発性有機溶媒をほとんどあるいはまったく含まないこと(例えば、実質的又は本質的に無溶媒の多層物品が得られる)、及び/又はフィルムの厚さに対して本質的に溶媒勾配がないこと、長さ及び幅に対して実質上同じ力学的性質、極めて低い視覚的欠陥率、高い光沢性及び高い写像性(例えば濡れ感)、並びにペイントフィルムの外観を損ねることなく多層物品を成形部品へと形成できることなどの(ただし、これらに限定されない)1以上の有用な物理的及び美観的性質を有している。
【0018】
別の態様では、本開示は多層物品の使用方法であって、本開示にしたがって多層物品を熱成形することを含む方法を提供する。
【0019】
別の態様では、本開示は多層物品の使用方法であって、本開示にしたがって多層物品を射出クラッディングすることを含む方法を提供する。
【0020】
別の態様では、本開示は成形物品を形成するための方法であって、本開示にしたがって多層物品を所定の形状に形成することを含む方法を提供する。特定の実施形態では、所定の形状は、車体部品、車両トリム、又は装置ハウジングの少なくとも一部に対応する。特定の実施形態では、所定の形状は、車体部品又は車両トリムに対応する。別の態様では、本開示は、本開示に基づく成形物品を形成するための方法によって形成された成形物品を提供する。
【0021】
別の態様では、本開示は、多層物品の製造方法であって、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材であって、熱成形性基材の第2の主面が反応基を有する熱成形性基材を提供することと、
第2の主面及び形成ウェブに硬化性組成物を接触させることによって熱成形性基材と形成ウェブとの間に配置される硬化性組成物の圧延バンクを形成することであって、硬化性組成物は硬化性高分子材料前駆体を含み、反応基と共有結合を形成するように反応することと、
熱成形性基材、形成ウェブ、及び硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の少なくとも一部分が熱成形性基材と形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を与えることと、
硬化性層前駆体を少なくとも部分的に硬化させることによってポリマー材料を含むベース層を与えることと、を含み、
熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせが不透明又は半透明である方法を提供する。
【0022】
別の態様では、本開示は、多層物品の製造方法であって、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することであって、ベース層が熱成形性基材の第2の主面に接着され、ベース層が第1の高分子材料を含むことと、
ベース層及び形成ウェブに硬化性組成物を接触させることによってベース層と形成ウェブとの間に配置される硬化性組成物の圧延バンクを形成することであって、硬化性組成物は硬化性高分子材料前駆体を含むことと、
熱成形性基材、ベース層、形成ウェブ、及び硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の少なくとも一部分がベース層と形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を与えることと、
硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を与えることと、を含む方法を提供する。
【0023】
特定の実施形態では、この方法は更に、熱成形性基材の接着層をベース層の第1の主面上に配置することを含む。特定の実施形態では、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせは不透明又は半透明である。
【0024】
別の態様では、本開示は、多層物品の製造方法であって、
第1の形成ウェブ及び第1の形成ウェブに剥離可能に接着されたベース層を与えることであって、ベース層は第1の高分子材料を含み、第1の主面と第1の主面の反対側の第2の主面とを有することと、
ベース層及び第2の形成ウェブに硬化性組成物を接触させることによってベース層と第2の形成ウェブとの間に配置される硬化性組成物の圧延バンクを形成することであって、硬化性組成物は硬化性高分子材料前駆体を含むことと、
第1の形成ウェブ、ベース層、第2の形成ウェブ、及び硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の少なくとも一部分がベース層と第2の形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を与えることと、
硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を与えることと、
ベース層から第1の形成ウェブを分離することと、
第1の接着層をベース層の第1の主面上に配置することと、
第1の主面と第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することと、
第1の接着層を熱成形性基材の第2の主面に永久的に接着することと、を含む方法を提供する。
【0025】
特定の実施形態では、熱成形性基材及びベース層の少なくとも一方が着色剤を含み、ベース層と熱成形性基材との組み合わせは不透明又は半透明である。特定の実施形態では、この方法は更に、第2の接着層を熱成形性基材の第1の主面上に配置することを含む。特定の実施形態では、第1の高分子材料及び第2の高分子材料の少なくとも一方は、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される。特定の実施形態では、第1の高分子材料及び第2の高分子材料の少なくとも一方は、ポリウレタンを含む。特定の実施形態では、ポリウレタンは35〜65重量%の量のハードセグメントを有する。
【0026】
別の態様では、本開示は、本開示に基づく多層物品の製造方法にしたがって製造された多層物品を提供する。
【0027】
有利な点として、本開示に基づく多層物品の製造方法は、コーティング欠陥率が低く、揮発性有機溶媒をほとんど、あるいはまったく使用することなく行うことが可能であり、溶媒を1回通過させるコーティングでは実現不可能な厚さのフィルムを調製するのに適しており、非等方的な力学的性質を有するフィルムを生じにくい。更に、本開示にしたがう多層物品の製造方法は、特殊効果(例えば、金属フレーク、真珠光沢)顔料を含有した多層物品の製造に有用である。
【0028】
以下の用語の定義は、本明細書及び特許請求の範囲の全体を通じて適用されるものである。
【0029】
「被接着物」とは、接着された物体のことを指す。
【0030】
「実質上等方性の」とは、長さ方向及び幅方向に沿って変化しない、あるいはごくわずかに変化する少なくとも1つの力学的性質を有することを意味し、更に、厚さ方向にわたって有機溶媒の勾配を有さないことを意味する。したがって、押出し成形されたポリマー層は、ポリマー層がその長さに沿って測定した場合にその幅に沿って測定した同じ力学的性質と比較して異なる少なくとも1つの力学的性質を有する場合には実質上等方性とはみなされない。更に、溶媒キャストされたポリマー層は、ポリマー層がその厚さにわたって溶媒濃度の勾配を有する場合には実質上等方性とはみなされない。このような濃度勾配は一般にポリマー層が溶媒キャストされたものであることを示す。
【0031】
「本質的に等方性の」とは、長さ及び幅に対して同じ力学的性質を有し、厚さに対して有機溶媒の勾配を有さないことを意味する。
【0032】
「実質的に無溶媒の」とは、揮発性有機溶媒の含量が0.5重量%以下であることを意味する。
【0033】
「本質的に無溶媒の」とは、揮発性有機溶媒の含量が0.3重量%以下であることを意味する。
【0034】
「形成ウェブ」とは、その上にベース層又は保護透明層の対応する主面が剥離可能又は永久的に形成される主面を有するフィルム、ベルト、又は他のウェブ状の基材のことを指す。
【0035】
「層」とは、特に断らないかぎり一体の層を指す。
【0036】
「1成分ウレタン」及び「2成分ウレタン」とは、反応してポリウレタンを形成する硬化性樹脂のことを指す。
【0037】
2個の被接着物に関して用いられる「永久的に接着された」とは、大きな物理的破損を接着層にも2個の被接着物のいずれにも生ずることなく機械的に分離することができないことを意味する。
【0038】
「ポリウレタン」とは、主鎖中に−OC(=O)NH−及び/又は−HNC(=O)NH−基を有する繰り返しサブユニットを有するポリマーのことを指す。
【0039】
「熱成形性」とは、熱成形が可能であることを意味する。
【0040】
「熱成形」とは、通常有機高分子材料を含む材料のシート又はフィルムを変形温度にまで加熱した後、温度制御された単一表面の金型上又はその内部へと延伸するプロセスのことを指す。シートは冷却されるまで金型表面に対して保持される。次いで、形成された部品をシート又はフィルムから切り取る。
【0041】
「揮発性有機溶媒」とは、101.3kPa(1atm)の圧力における初留点が250℃以下であるあらゆる有機溶媒を指す。
【0042】
本発明の他の目的及び利点は、同様の参照符合により同様の部材を示した以下の図面、これにともなう説明文及び付属の特許請求の範囲より更に明らかとなろう。
【図面の簡単な説明】
【0043】
【図1】本開示に基づく例示的な多層物品の側面図。
【図2】本開示に基づく例示的な多層物品の側面図。
【図3】本開示に基づく熱成形された例示的多層物品の側面図。
【図4】車体部品及びトリムに成形された本開示に基づく多層物品を示す自動車の斜視図。
【図5】本開示に基づく多層物品を形成するための例示的な方法を示す概略側面斜視図。
【0044】
本発明には様々な改変及び代替的形態が可能であるが、一例として図に示したその細部を詳細に説明する。しかしながらその目的とするところは、本発明を記載された特定の実施形態に限定することにはない点は理解されるべきである。むしろその目的とするところは、本開示の趣旨及び範囲内にあるすべての改変物、均等物、及び代替物を網羅することにある。
【発明を実施するための形態】
【0045】
本発明の原理の理解を促すため、以下に本発明の具体的な実施形態の説明を述べるとともに、具体的な文言を用いて具体的な実施形態を説明する。しかしながら、こうした具体的な文言の使用は本発明の範囲を限定することを目的とするものではない点は理解されるであろう。本発明の関連の当業者であれば通常想到されるように、述べられる本発明の原理の変更、更なる改変、及び更なる用途について検討する。
【0046】
多層物品の例示的一実施形態を図1に大まかに示す。ここで図1を参照すると、多層物品100は、熱成形性基材110、場合により用いられる接着層120、及びベース層130を備えている。熱成形性基材110は、第1の主面112と、第1の主面112の反対側の第2の主面114とを有している。ベース層130は、第1の主面142と、第1の主面142の反対側の第2の主面144とを有している。ベース層の第1の主面142は、熱成形性基材110の第2の主面114に永久的に接着されている。特定の実施形態では、熱成形性基材110は、場合により用いられる結合層111(第2の主面114をなす)及びバルク部分108を有する。ベース層130は熱成形性基材110に永久的に接着されるとともに熱成形性基材110と共有結合している(すなわち、連続した共有化学結合によって結合されている)。
【0047】
場合により用いられる透明保護層150が存在する場合には、透明保護層150は第1の主面152と第1の主面152の反対側の第2の主面154とを有する。透明保護層150の第1の主面152は、ベース層130の第2の主面144に接触し、第2の主面144と永久的に接着されている。
【0048】
場合により用いられる保護ライナー180が存在する場合には、保護ライナー180はベース層130の第2の主面144に剥離可能に接着されるか、あるいは場合により用いられる透明保護層150が存在する場合には、透明保護層150の第2の主面154に剥離可能に接着される。
【0049】
熱成形性基材110
熱成形性基材は、例えばフィルム(例えば、連続フィルム)及び/又はシートの形態であってもよい。熱成形性基材は柔軟かつ可撓性、剛性かつ自己支持性、又はその間の任意の硬さのものであってもよい。熱成形性基材は、一般的に約0.01mm〜10mm、より一般的には約0.1mm〜5mmの任意の厚さを有しうるが、これは必要条件ではない。
【0050】
熱成形性基材は平坦又は平坦化可能なものであってもよく、あるいは自動車の車体部品に一致する形状又は他の特定の三次元形状に形成することができる。通常、熱成形性基材は、工業用熱成形装置と組み合わせて容易に使用できるような充分なサイズのものであるが、これは必要条件ではない。熱成形性基材又は少なくともそのバルク部分は、熱成形プロセスに有用な温度で充分な変形性を示す1以上の熱可塑性材料及び/又は軽度に共有結合で架橋された高分子材料を含んだものでもよい。こうした材料の例としては、例えば、フッ素化エチレンプロピレンコポリマー、ポリフッ化ビニリデン、及びポリクロロトリフルオロエチレン;熱可塑性シリコーン;ポリエーテル;アクリル樹脂(例えば、ポリ(ブチルアクリレート)、ポリ(イソブチルメタクリレート)、ポリ(メチルアクリレート)、ポリ(メチルメタアクリレート)、ポリ(プロピルメタクリレート)、及びポリアクリロニトリル);例えば、ポリ(エチレンテレフタレート)、ポリエチレンテレフタレートグリコール、及びポリカプロラクトンなどのポリエステル;例えば、ポリ(酢酸ビニル)などのポリ(ビニルエーテル);例えば、エチルセルロース、酢酸セルロース、プロピオン酸セルロース、酢酸酪酸セルロース、及びニトロセルロースなどのセルロース誘導体;例えば、ポリ(4−メチルペント−1−エン)、ポリブチレン、ポリイソブチレン、ポリスチレン(耐衝撃性ポリスチレンなど)、ポリエチレン(低密度及び高密度ポリエチレンなど)、及びポリプロピレンなどのポリオレフィン;アクリロニトリル−ブタジエン−スチレンコポリマー;ポリエーテルアミド;ポリエーテルエーテルケトン;ポリエーテルイミド;ポリカーボネート;例えば、イー・アイ・デュポン・ド・ネムール社(E.I.du Pont de Nemours)(デラウェア州ウィルミントン)によってSURLYNの商品名で販売されるイオノマー樹脂などのイオノマー樹脂;天然ゴム;例えば、ナイロン6、ナイロン6,6などのポリアミド;ポリイミド;熱可塑性ポリウレタン;スチレンとアクリロニトリルとのコポリマー;スチレンとブタジエンとのコポリマー;ポリカーボネート、並びにこれらの配合物及び混合物が挙げられる。
【0051】
これらの材料は、例えば可塑剤、流動点降下剤、充填剤、酸化防止剤、光安定剤、着色剤(例、染料、金属フレーク又は顔料)、及び難燃剤などの添加剤と組み合わせて用いることができる。
【0052】
熱成形性基材は、複数の層又は成分を有してもよく(例えば、ベース層の反対側の面)、あるいは一体の熱成形性基材であってもよい。
【0053】
熱成形性基材は、ベース層への接着性を高めるために第2の主面の少なくとも一部を含む表面処理を有してもよい。表面処理の例としては、火炎処理、コロナ処理、及びモノマーの反応性グラフト化(例えば、ベース層、又はベース層を形成するために用いられるモノマー及び/又はオリゴマーと反応性を有する少なくとも1つの官能基(例えば、水酸基、エポキシ基、トリアルコキシシリル基、又はカルボニル基)を有するフリーラジカル重合性モノマーの存在下での電子線照射による)が挙げられる。こうした反応性グラフト化に有用なモノマーの例としては、アクリル酸、メタクリル酸、2−ヒドロキシエチルアクリレート、2−トリエトキシシリルエチルメタクリレート、グリシジルメタクリレート、及びグリシジルアクリレートが挙げられる。こうした処理は、ポリオレフィン(例えば、ポリプロピレン、ポリエチレンなど)、シリコーン及びフルオロポリマーなどの低エネルギー物質への接着性を高めるうえで一般的に有用である。
【0054】
結合層(場合により用いられる)
選択的に、熱成形性基材の第2の主面の少なくとも一部分が結合層を有してもよく、こうした結合層は場合により、熱成形性基材110のバルク部分、場合により用いられる接着層120又はベース層130に共有結合されてもよい。結合層において有用な材料の例としては、ポリアミド、エチレン酢酸ビニルコポリマー、塩素化ポリオレフィン、無水マレイン酸グラフトポリマー、及びこれらの組み合わせが挙げられる。
【0055】
接着層120(場合により用いられる)
場合により用いられる接着層は、ベース層を熱成形性基材に永久的に接着することが可能な任意の接着剤を含んでもよい。例えば、接着層は感圧接着剤、ホットメルト接着剤、又はこれらの組み合わせを含んでもよい。感圧接着剤の例としては、粘着性付与天然ゴム、粘着性付与合成ゴム、粘着性付与スチレンブロックコポリマー、自己粘着性又は粘着性付与アクリレート又はメタクリレートコポリマー、自己粘着性又は粘着性付与ポリ(α−オレフィン)、及び自己粘着性又は粘着性付与シリコーンなどの粘着性付与又は非粘着性付与材料が挙げられる。ホットメルト接着剤の例としては、ポリエステル、エチレンビニル酢酸(EVA)、ポリアミド、ポリウレタン、及びポリエーテルに基づいたホットメルト接着剤が挙げられる。場合により用いられる接着層は任意の厚さを有してもよいが、通常は1〜100マイクロメートルの範囲の厚さを有する。
【0056】
場合により用いられる接着層は任意の適当な方法によって得ることができる。例えば、場合により用いられる接着層は、ベース層を塗布するのに先立って熱成形性基材に塗布してもよく、あるいはベース層に塗布した後、熱成形性基材に接着してもよい。場合により用いられる接着層に適した塗布方法としては、例えば、スプレー法、溶媒コーティング法、及びラミネート加工が挙げられる。
【0057】
ベース層130
ベース層130は実施形態では熱成形性の材料で構成されている。
【0058】
ベース層130における使用に適した高分子材料の例としては、熱可塑性又は軽度架橋高分子材料などの溶融加工可能な高分子材料、及び、場合によっては更に熱硬化性高分子材料が挙げられる。本明細書で用いる「熱硬化性」なる用語は、メルトフローが生じない点にまで化学的に架橋されていることを意味する。
【0059】
好適な高分子材料の例としては、シリコーン(例えば、場合により適当な触媒の存在下でシリコーン樹脂を水分硬化することによって製造される)、ポリエーテル(例えば場合により適当な触媒の存在下で1成分又は2成分エポキシ樹脂の重合により得られる)、アクリル樹脂(例えば、アクリルモノマーの熱又は光重合によって製造される)、ポリウレタン(例えば、場合により適当な触媒の存在下で1成分又は2成分ウレタン樹脂の縮合重合により製造される)、及びこれらの組み合わせが挙げられる。
【0060】
一般に、こうした高分子材料は周辺条件又はそれに近い条件でガス放出しない成分(例えば、モノマー、オリゴマー、硬化剤、開始剤)から調製される。したがって、ベース層130を構成する成分は、ベース層130を形成するのに先立って真空下に置くことによって揮発性成分を除去することが一般的に望ましい。一般に、有用なフィルム特性を実現するためには、付加重合性モノマー及びオリゴマー(例えば、エポキシ、アクリレート)の官能性は、少なくとも1、より一般的には1.1、1.2、1.3、1.4、1.5、又は更には少なくとも1.8若しくは2.0、又はそれよりも大きくなければならない。一般に、有用なフィルム特性を実現するためには、縮合重合性モノマー及びオリゴマー(例えば、アルコキシシラン、2成分ウレタン)の官能性は、各反応成分(例えばポリイソシアネート/ポリオールの組合せ)について少なくとも2、より一般的には少なくとも2.1、2.2、2.3、2.4、2.5、又は更には少なくとも2.8若しくは3.0、又はそれよりも大きくなければならない。一般に、低い官能性が、比較的高い伸展性(例、破断点伸び)及び比較的低い硬さと関連しているのに対して、高い官能性では逆が一般に成り立つ。
【0061】
上記の硬化性モノマー及びオリゴマーを組み合わせて使用してもよい(例えば、シリコーン/アクリレート、又はウレタン/アクリレート)。材料の具体的な選択は、着色層130の所望の物理的性質(例えば、強度、外観、耐候性、成形性、耐摩耗性など)によって通常決まる。
【0062】
シリコーン及びその調製のための硬化システムはよく知られている。シリコーンは、例えば、水分硬化性シリコーン(例えば、RTVシリコーン)、2成分シリコーン(例えば、水酸基末端ポリジメチルポリシロキサンの成分Aと、トリアルコキシシリル基末端ポリジメチルシロキサンの成分B)の硬化、又は、ヒドロシリル化触媒を使用したビニル置換ポリジメチルシロキサン及び水素末端ポリジメチルシロキサンの光又は熱硬化によって得ることができる。更にシリコーンは、例えば、ジメトキシジメチルシラン、ジメトキシジエチルシラン、ジエトキシジメチルシラン、ジエトキシジエチルシラン、及び他のジアルコキシジアルキルシラン;トリメトキシメチルシラン、トリメトキシエチルシラン、トリメトキシプロピルシラン、トリエトキシメチルシラン、トリエトキシエチルシラン、及び他のトリアルコキシアルキルシラン;テトラメトキシシラン、テトラエトキシシラン、テトラプロポキシシラン、及び他のテトラアルコキシシラン;メチルトリ(メトキシエトキシ)シラン、及び他のアルコキシアルコキシシラン;メチルトリイソプロペノキシ−シラン、及び他のアルケノキシシラン;メチルトリアセトキシシラン、及び他のアシルオキシシランなどのモノマー性シランから調製することができる。選択的に、例えば酢酸、プロピオン酸、及び脂肪酸などの酸触媒を使用することもできる。
【0063】
ポリエーテル及びその調製のための硬化システムはよく知られている。ポリエーテルの例としては、エチレンオキシ、プロピレンオキシ、及び/又はブチレンオキシモノマー単位を含んだポリマーが挙げられる。ポリエーテルは架橋していないものでもよいが、より一般的にはエポキシモノマーと樹脂との硬化によって製造される架橋(熱硬化性)されたものである。
【0064】
有用なエポキシモノマーの例としては、トリメチロールプロパントリグリシジルエーテル、1,4−ブタンジオールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、シクロヘキサンジメタノールジグリシジルエーテル、ポリプロピレングリコールジグリシジルエーテル、ポリグリコールジグリシジルエーテル、1,6−ヘキサンジオールジグリシジルエーテル、トリメチロールエタントリグリシジルエーテル、ヒマシ油トリグリシジルエーテル、プロポキシル化グリセリントリグリシジルエーテル、グリセロールポリグリシジルエーテル;ジグリセロールポリグリシジルエーテル;グリセロールプロポキシル化トリグリシジルエーテル;トリメチロールプロパントリグリシジルエーテル;ソルビトールポリグリシジルエーテル;ポリ(エチレングリコール)ジグリシジルエーテル;ポリ(プロピレングリコール)ジグリシジルエーテル;ネオペンチルグリコールジグリシジルエーテル;N,N−ジグリシジル−4−グリシジルオキシアニリン;N,N−ジグリシジルトルイジン;ジグリシジル1,2−シクロヘキサンジカルボキシレート;ジグリシジルビスフェノールA;ジグリシジルビスフェノールAのポリマー;ポリ(ビスフェノールA−コ−エピクロルヒドリン)・グリシジルエンドキャップポリマー;水素化ビスフェノールAのプロピレンオキシド付加物のジグリシジルエーテル;テレフタル酸のジグリシジルエステル;ジグリシジル1,2,3,6−テトラヒドロフタレート;スピログリコールジグリシジルエーテル;ヒドロキノンジグリシジルエーテル及びその誘導体、プロピレンオキシド、エピクロルヒドリン、スチレンオキシド、ビニルシクロヘキサンオキシド、ビニルシクロヘキサンジオキシド、グリシドール、ブタジエンオキシド、ビスフェノールAのジグリシジルエーテル、シクロヘキセンオキシド、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレート、ビス(3,4−エポキシ−6−メチルシクロヘキシルメチル)アジペート、ジシクロペンタジエンジオキシド、エポキシ化ポリブタジエン、1,4−ブタンジオールジグリシジルエーテル、フェノールホルムアルデヒドレゾール又はノボラック樹脂のポリグリシジルエーテル、レゾルシノールジグリシジルエーテル、並びにエポキシシリコーン、例えば脂環式エポキシド又はグリシジルエーテル基を有するジメチルシロキサン、及びそれらの混合物が挙げられる。エポキシ樹脂とモノマーは、光触媒又はルイス酸(例えば、BF3)を用いて重合させることができる。
【0065】
2成分エポキシ樹脂(例えば、アミン又はチオール硬化剤の成分Aと、エポキシ基機能性樹脂を有する成分Bとを有するもの)が広く市販されており、これを使用してもよい。
【0066】
アクリルポリマーは、例えば(メタ)アクリレート(すなわち、アクリレート及び/又はメタクリレート)及びビニルエステル官能化材料などのフリーラジカル重合性モノマーのフリーラジカル重合によって調製することができる。特に有用なものは(メタ)アクリレートである。これらはモノマーであってもよく、かつ/又は(メタ)アクリレート(メタ)アクリルアミド、ビニルピロリドン及びアズラクトンなどのオリゴマーであってもよい。こうしたモノマーとしては、メチルアクリレート、メチルメタクリレート、エチルアクリレート、イソプロピルメタクリレート、イソオクチルアクリレート、アクリル酸、n−ヘキシルアクリレート、ステアリルアクリレート、アリルアクリレート、グリセロールジアクリレート、グリセロールトリアクリレート、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジメタクリレート、1,3−プロパンジオールジアクリレート、1,3−プロパンジオールジメタクリレート、トリメタノールトリアクリレート、1,2,4−ブタントリオールトリメチルアクリレート、1,4−シクロヘキサンジオールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ペンタエリスリトールテトラメタクリレート、ソルビトールヘキサアクリレート、ビス[1−(2−アクリルオキシ)]−p−エトキシフェニルジメチルメタン、ビス[1−(3−アクリルオキシ−2−ヒドロキシ)]−p−プロポキシフェニル−ジメチルメタン、トリス−ヒドロキシエチルイソシアヌレートトリメタクリレートなどのモノ−、ジ−、又はポリアクリレート及びメタクリレート;分子量200〜500g/モルのポリエチレングリコールのビス−メタクリレート、米国特許第4,652,274号(ボエッチャー(Boettcher)ら)に述べられるようなアクリレート化モノマーの共重合性混合物、及び米国特許第4,642,126号(ザドール(Zador)ら)に述べられるようなアクリレート化オリゴマーが挙げられる(これらの開示内容を本願に援用する)。通常、熱開始剤(例えば過酸化物又はアゾビス(イソブチロニトリル)などのアゾ開始剤)、又は光開始剤(例えば、チバ・スペシャルティー・ケミカルズ社(Ciba Speciality Chemicals)(ニューヨーク州タリータウン)よりDAROCURE及びIRGACUREの商品名で市販されるもの)。
【0067】
上記のモノマーを硬化させるための方法及び触媒は、本願にその開示内容を援用する米国特許第5,252,694号(ウィレット(Willett)ら)に見ることができる。
【0068】
特定の実施形態では、高分子材料はポリウレタンを含む。
【0069】
ポリウレタンは、例えば、場合により非反応性成分の存在下で、1以上のポリオール及び/又はポリアミン及び/又はアミノアルコールを1以上のポリイソシアネートと反応させることによって調製することができる。風化に曝されやすい用途では、ポリオール、ポリアミン及び/又はアミノアルコール並びにポリイソシアネートは芳香族基を含まないものであることが一般的に望ましい。
【0070】
好適なポリオールの例としては、バイエル社(Bayer Corporation)(ペンシルバニア州ピッツバーグ)よりDESMOPHENの商品名で市販される材料が挙げられる。ポリオールはポリエステルポリオール(例、Desmophen 631A、650A、651A、670A、680、110、及び1150)、ポリエーテルポリオール(例、Desmophen 550U、1600U、1900U、及び1950U)、又はアクリルポリオール(例えば、Demophen A160SN、A575、及びA450BA/A)であってもよい。
【0071】
好適なポリアミンとしては、例えば、エチレンジアミン、1,2−ジアミノプロパン、2,5−ジアミノ−2,5−ジメチルヘキサン、1,11−ジアミノウンデカン、1,12−ジアミノドデカン、2,4−及び/又は2,6−ヘキサヒドロトルイレンジアミン、及び2,4’−ジアミノ−ジシクロヘキシルメタンなどの脂肪族ポリアミン;並びに例えば2,4−及び/又は2,6−ジアミノトルエン及び2,4’−及び/又は4,4’−ジアミノジフェニルメタンなどの芳香族ポリアミン;例えばハンツマン・ケミカル社(Huntsman Chemical)(ユタ州ソルトレイクシティー)よりJEFFAMINEポリプロピレングリコールジアミンとして販売されるもの(例、Jeffamine XTJ−510)及びノベオン社(Noveon Corp.)(オハイオ州クリーブランド)よりHycar ATBNの商品名で市販されるもの(アミン末端アクリロニトリルブタジエンコポリマー)、並びに米国特許第3,436,359号(フビン(Hubin)ら)及び同第4,833,213号(レア(Leir)ら)に開示されるようなもの(アミン末端ポリエーテル及びポリテトラヒドロフランジアミン)などのアミン末端ポリマー、並びにこれらの組み合わせが挙げられる。
【0072】
好適なアミノアルコールとしては、例えば、2−アミノエタノール、3−アミノプロパン−1−オール、上記のアルキル置換体、及びこれらの組み合わせが挙げられる。
【0073】
好適なポリイソシアネート化合物としては、例えば、芳香族ジイソシアネート(例えば、2,6−トルエンジイソシアネート;2,5−トルエンジイソシアネート;2,4−トルエンジイソシアネート;m−フェニレンジイソシアネート;p−フェニレンジイソシアネート;メチレンビス(o−クロロフェニルジイソシアネート);メチレンジフェニレン−4,4−ジイソシアネート;ポリカルボジイミド変性メチレンジフェニレンジイソシアネート;(4,4’−ジイソシアナト−3,3’,5,5’−テトラエチル)ジフェニルメタン;4,4’−ジイソシアナト−3,3’−ジメトキシビフェニル(o−ジアニシジンジイソシアネート);5−クロロ−2,4−トルエンジイソシアネート;及び1−クロロメチル−2,4−ジイソシアナトベンゼン)、芳香族−脂肪族ジイソシアネート(例えば、m−キシリレンジイソシアネート及びテトラメチル−m−キシリレンジイソシアネート);脂肪族ジイソシアネート(例えば、1,4−ジイソシアナトブタン;1,6−ジイソシアナトヘキサン;1,12−ジイソシアナトドデカン;及び2−メチル−1,5−ジイソシアナトペンタン);脂環式ジイソシアネート(例えば、メチレンジシクロヘキシレン−4,4’−ジイソシアネート;3−イソシアナトメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(イソホロンジイソシアネート);2,2,4−トリメチルヘキシルジイソシアネート;及びシクロヘキシレン−1,4−ジイソシアネート)、2個のイソシアネート官能基を末端とするポリマー又はオリゴマー化合物(例えば、ポリオキシアルキレン、ポリエステル、ポリブタジエニルなど)(例えば、トルエン−2,4−ジイソシアネート末端ポリプロピレンオキシドグリコールのジウレタン);バイエル社(Bayer Corporation)(ペンシルベニア州ピッツバーグ)よりMONDUR又はDESMODURの商品名で市販されるポリイソシアネート(例えば、Desmodur XP7100及びDesmodur N 3300A)、並びにこれらの組み合わせが挙げられる。
【0074】
特定の実施形態では、ポリウレタンは少なくとも1種類のポリイソシアネートと少なくとも1種類のポリオールを含む成分の反応生成物を含む。特定の実施形態では、ポリウレタンは少なくとも1種類のポリイソシアネートと少なくとも1種類のポリオールを含む成分の反応生成物を含む。特定の実施形態では、少なくとも1種類のポリイソシアネートは脂肪族ポリイソシアネートを含む。特定の実施形態では、少なくとも1種類のポリオールは脂肪族ポリオールを含む。特定の実施形態では、少なくとも1種類のポリオールはポリエステルポリオール又はポリカーボネートポリオールを含む。
【0075】
一般的にポリウレタンは伸展可能かつ/又は柔軟である。例えば、ポリウレタン又はポリウレタンを含む任意の層は、少なくとも10、20、40、60、80、100、125、150、175、200、225、250、275、300、350、又は更には少なくとも400%又はそれよりも大きな破断点伸び率(周辺条件における)を有しうる。
【0076】
特定の実施形態では、ポリウレタンは、通常は任意の組み合わせの1以上のポリイソシアネートに相当するセグメントであるハードセグメントを、35、40又は45重量%〜50、55、60、又は更には最大で65重量%の量で有する。
【0077】
本明細書で用いる重量%とは、材料の全重量に基づいた重量比率を意味する。
【0078】
【数1】
【0079】
ただし、
短鎖ジオール及びポリオールは、当量が185g/eq以下であり、官能性が2以上であり、かつ、
短鎖イソシアネートは、当量が320g/eq以下であり、官能性が2以上である。
【0080】
一般に、1以上の触媒が2成分ウレタンとともに含まれる。2成分ウレタン用の触媒はよく知られたものであり、例えばアルミニウム、ビスマス、スズ、バナジウム、亜鉛、スズ、及びジルコニウム系触媒がある。スズ系触媒はポリウレタン形成時のガス放出量を大幅に低減することが分かっている。スズ系触媒の例としては、ジブチルスズジアセテート、ジブチルスズジラウレート、ジブチルスズジアセチルアセトナート、ジブチルスズジメルカプチド、ジブチルスズジオクトエート、ジブチルスズジマレエート、ジブチルスズアセトニルアセトナート、及びジブチルスズオキシドが挙げられる。すべての触媒は存在する場合、少なくとも200重量パーツ・パー・ミリオン(ppm)、300ppm、又はそれよりも高い濃度で一般的に含まれるが、これは必要条件ではない。
【0081】
更なる好適な2成分ウレタンが、本明細書にその開示内容を援用する米国特許第6,258,918 B1号(ホー(Ho)ら)及び同第5,798,409号(ホー(Ho))に述べられている。
【0082】
一般に、2成分ウレタン中におけるポリオール、ポリアミン、及び/又はアミノアルコールに対するポリイソシアネートの量は、概ね化学量論的当量として選択されるが、場合によってはその相対量を他の比率に調整することが望ましい場合もある。例えば、わずかな化学論的過剰量のポリイソシアネートは、ポリオール、ポリアミン、及び/又はアミノアルコールの高い取り込み度を実現するうえで有用でありうるが、重合後に存在する過剰なイソシアネートは通常、すべて、反応性水素を有する物質(例えば、外因性の水分、アルコール、アミンなど)と反応してしまう。
【0083】
ベース層130は更に、例えば、難燃剤、充填剤、酸化防止剤、紫外線吸収剤、ヒンダードアミン光安定剤(HALS)、可塑剤、及びレオロジー調整剤などの1以上の場合により用いられる添加剤を含んでもよい。
【0084】
特定の実施形態では、ベース層130は1以上の揮発性有機溶媒を一般的には約5%未満、より一般的には1%未満、より一般的には0.5%未満の量、更に一般的には0.3又は更には0.1%未満の量で含んでもよく、あるいはベース層130は本質的に無溶媒であってもよい。
【0085】
ベース層130は任意の厚さを有してもよく、熱成形性基材との界面において同一の広がりを持ってもよく、あるいはベース層130は熱成形性基材の主面の一部分にのみ又は別々の部分に設けてもよい。一般的にベース層130の厚さは、約8マイクロメートル(0.3ミル)〜約0.51mm(20ミル)、より一般的には約80マイクロメートル(3ミル)〜約0.2mm(7ミル)である。
【0086】
有利な点として、ベース層130は、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、実質的又は更には本質的に等方性であり、かつ/又は実質的又は更には本質的に無溶媒である。これは、得られるベース層130が配向しないような条件下で2枚の形成ウェブの間でベース層前駆体を重合させた典型的な結果であり、揮発性の有機溶媒が存在する場合であっても溶媒キャスト時に蒸発するために揮発性有機溶媒の勾配が形成されない。
【0087】
これに代えて、あるいはこれに加えて、ベース層130の第1及び第2の主面のそれぞれは、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、対応する形成ウェブの主面の実質上の逆像であってもよい。この特徴は、ベース層前駆体が2枚の対応する形成ウェブの主面と密接した状態でベース層前駆体の重合が起こることによってベース層130が形成されるようにして2枚の形成ウェブの間でベース層130が形成されることの直接的な結果であり、これにより、ベース層130の第1及び第2の主面(142、144)の所定の表面トポグラフィーが付与される。その際、それぞれの所定のトポグラフィーは対応するウェブ形成基材の主面の実質上の逆像である。特定の実施形態では、形成ウェブは剥離可能なライナー(剥離ライナー)を有してもよい。特定の実施形態では、熱成形性基材が一方の形成ウェブを含んでもよい。特定の実施形態では、熱成形性基材及び場合に応じて用いられる接着層が一方の形成ウェブを含んでもよい。
【0088】
特定の実施形態では、例えば、図5に大まかに示される本開示に基づく方法に基づいて製造される場合、ベース層130は眼に見える表面の欠陥が本質的にない、すなわち通常の20/20の視力で0.3mの距離から裸眼によって認識可能な表面の欠陥がない。
【0089】
ベース層130は、例えば艶消し〜光沢仕上げの範囲の任意の所望の外観を有しうる。ベース層130が多層物品の外表面を形成する場合、ベース層130の第2の主面は、ASTM試験法D2457−03「プラスチックフィルム及び固形プラスチックの鏡面光沢度の標準的試験方法」(Standard Test Method for Specular Gloss of Plastic Films and Solid Plastics)にしたがって測定した60°光沢度が、永久的に変形された(すなわち歪められた)領域を含め、ベース層130の第2の主面のほぼすべての領域において少なくとも約60グロス単位、通常は少なくとも約80グロス単位であることが望ましい場合がある。同様に、ベース層130が多層物品の外表面を形成する場合、ベース層130の第2の主面は、ASTM試験法D5767−95「コーティング表面の写像光沢度の計器測定のための標準的試験方法」(Standard Test Methods for Instrumental Measurement of Distinctness-of-Image Gloss of Coating Surfaces)にしたがって測定した写像性(distinctness of image)が、永久的に変形された(すなわち、歪められた)領域を含め、ベース層130の第2の主面のほぼすべての領域において少なくとも約60、通常は少なくとも約80であることが望ましい場合がある。
【0090】
特定の実施形態では、ベース層130の第2の主面は表面形状の回復性を示す。本明細書で用いる「表面形状回復性」なる用語は、材料の表面(例えばベース層又は透明保護層)に形成された凹みが、自然に、あるいは加熱により、元の凹んでいない外観へと速やかに回復する能力のことを指す。理論に束縛されるものではないが、表面形状回復性は、(例えば、ベース層130又は透明保護層250中に)高分子材料によって形成される三次元的な架橋ネットワーク(化学的又は物理的な)が存在することに一部起因するものと考えられる。こうした架橋は、充分な分子量を有する可撓性セグメントによって分離されているため、各セグメントは最初の形成時にはランダムコイルを形成するように圧し潰れるが、変形された(例えば、凹まされた)場合には直線状に延びるものである。材料は、静置又は加熱すると元の寸法に回復する。こうしたポリマー材料の層の表面の場合では表面は元の外観を回復する。
【0091】
こうした挙動が可能なセグメントの例としては、少なくとも約1500、2000、2500、又は更には少なくとも約3000g/モル若しくはそれよりも大きい分子量を有するポリエステルジオール又はポリエーテルジオールから誘導されたポリウレタン中のセグメントが挙げられる。
【0092】
透明保護層150(場合により用いられる)
場合により、透明保護層150がベース層130とともに存在してもよい。透明保護層は透明フィルムを形成することが可能な任意の材料で構成されてもよい。例としては、自動車産業においてクリアーコート又はクリアーコートフィルムとして使用されることが知られている任意の材料が挙げられる。クリアーコートは、例えば溶媒を溶媒キャスト法によって除去することによって形成することができる。クリアーコートフィルム(一般にその主面上に感圧接着剤層を有する)は、従来法によって積層することができる。
【0093】
透明保護層150を形成するうえでの使用に適した材料の更なる例としては、米国特許第6,258,918B1号(ホー(Ho)ら)及び同第5,798,409号(ホー(Ho))に述べられる透明ポリウレタンがある。
【0094】
透明保護層150は任意の厚さを有してもよく、ベース層130との界面において同一の広がりを持ってもよく、あるいは透明保護層150はベース層130の第2の主面の一部分にのみ又は別々の部分に設けてもよい。一般的には、透明保護層150の厚さは約10マイクロメートル(0.4ミル)〜約0.76マイクロメートル(30ミル)、より一般的には約200マイクロメートル(6ミル)〜約0.36mm(14ミル)である。
【0095】
保護ライナー180(場合により用いられる)
場合により用いられる保護ライナー180を、ベース層130の第2の主面又は場合により用いられる透明層(存在する場合)の第2の主面の最も外側に接触するように設け、剥離可能に接着することができる。好適な保護ライナーとしては例えば、場合により接着剤又は低表面エネルギーコーティングでコーティングしたポリマーシート、フィルム、又は紙が挙げられる。好適な低表面エネルギーコーティングとしては、ポリアクリル樹脂、シリコーン、及び/又はフッ素化合物から形成されたものが挙げられる。
【0096】
多層物品の更なる例示的実施形態を図2に大まかに示す。ここで図2を参照すると、多層物品200は熱成形性基材110、場合により用いられる接着層120、及びベース層240を備えている。ベース層240は、第1の主面242と第1の主面242の反対側の第2の主面244とを有している。異なる実施形態において、ベース層240を熱成形性基材110に接触させて永久的に接着してもよく、あるいは場合により用いられる接着層120によってベース層240を熱成形性基材110に永久的に接着してもよい。特定の実施形態では、熱成形性基材110は、場合により用いられる結合層111(第2の主面114をなす)及びバルク部分108を有する。透明保護層250は第1の主面252及び第2の主面254を有している。透明保護層250の第1の主面252はベース層240の第2の主面244に接触し、第2の主面244と永久的に接着されている。場合により用いられる保護ライナー180が存在する場合には、透明保護層250の第2の主面254に剥離可能に接着される。
【0097】
これらの実施形態では、熱成形性基材110、場合により用いられる接着層120、及び場合により用いられる保護ライナー180は上記に述べたものと同様である。
【0098】
ベース層240
ベース層240は高分子材料で構成されている。実施形態によってはベース層240はベース層130と同様であるが、実施形態によっては異なっている。
【0099】
ベース層240において有用な高分子材料の例としては、ベース層130での使用に適したすべてのものが含まれるが、それらに加えるか又はそれらに代えてベース層130の所望の特性を実現するうえで適さない他の高分子材料が含まれてもよい。例えば、ベース層240は、1以上の熱可塑性ポリオレフィン、熱可塑性ポリウレタン、熱可塑性アクリル樹脂、熱可塑性フルオロポリマー、熱可塑性ポリアミド、熱可塑性ポリエステル、熱可塑性ポリカーボネート、又はこれらの組み合わせを例えば含む押出し成形された熱可塑性材料で形成されてもよい。また、ベース層240は、例えばグラビアコーティングを使用した溶媒キャスト法によって形成することもできる。その場合、ベース層240は、熱可塑性又は熱硬化性のポリマー結合剤中に分散された1以上の着色剤を一般に含む。ポリマー結合剤の例としては、アクリル樹脂、ウレタン、シリコーン、ポリエーテル、フェノール樹脂、アミノプラスト樹脂、及びこれらの組み合わせが挙げられる。ベース層240はインクを印刷することによって形成することもできる。
【0100】
ベース層240は更に、例えば、難燃剤、充填剤、酸化防止剤、紫外線吸収剤、ヒンダードアミン光安定剤(HALS)、可塑剤、及びレオロジー調整剤などの1以上の場合により用いられる添加剤を含んでもよい。
【0101】
特定の実施形態では、ベース層240は1以上の揮発性有機溶媒を一般的には約5%未満、より一般的には1%未満、より一般的には0.5%未満の量、更に一般的には0.3又は更には0.1%未満の量で含んでもよく、あるいはベース層240は本質的に無溶媒であってもよい。
【0102】
ベース層240は任意の厚さを有してもよく、熱成形性基材との界面において同一の広がりを持ってもよく、あるいはベース層240は熱成形性基材の主面の一部分にのみ又は別々の部分に設けてもよい。一般的にベース層240の厚さは、約8マイクロメートル(0.3ミル)〜約0.51mm(20ミル)、より一般的には約80マイクロメートル(3ミル)〜約0.2mm(7ミル)である。
【0103】
透明保護層250
透明保護層250はまず第一に全体が透明なものであるが、着色されていてもよく、より一般的には本質的に無色である。
【0104】
透明保護層250において有用な高分子材料の例としては、着色剤がほとんどあるいはまったく使用されない点を除き、ベース層130での使用に適したすべてのものが含まれる。
【0105】
透明保護層250は任意の厚さを有してもよく、ベース層240との界面において同一の広がりを持ってもよく、あるいは透明保護層250はベース層240の第2の主面の一部分にのみ又は別々の部分に設けてもよい。一般的には、透明保護層250の厚さは約10マイクロメートル(0.4ミル)〜約0.76マイクロメートル(30ミル)、より一般的には約0.2mm(6ミル)〜約0.36mm(14ミル)である。
【0106】
有利な点として、透明保護層250は、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、実質的又は更には本質的に等方性であり、かつ/又は実質的又は更には本質的に無溶媒でありうる。これは、得られる透明保護層250が配向しないような条件下で2枚の形成ウェブの間で透明保護層前駆体を重合させた典型的な結果であり、揮発性の有機溶媒が存在する場合であっても、溶媒キャスト時に蒸発するために揮発性有機溶媒の勾配が形成されない。
【0107】
これに代えて、あるいはこれに加えて、透明保護層250の第1及び第2の主面のそれぞれは、例えば、本開示に基づく方法の少なくとも一部の実施形態に基づいて製造される場合、対応する形成ウェブの主面の実質上の逆像であってもよい。この特徴は、透明保護層前駆体が2枚の対応する形成ウェブの主面と密接した状態で透明保護層前駆体の重合が起こることによって透明保護層250が形成されるようにして2枚の形成ウェブの間で透明保護層250が形成されることの直接的な結果であり、これにより、透明保護層250の第1及び第2の主面(252、254)の所定の表面トポグラフィーが付与される。その際、それぞれの所定のトポグラフィーは対応するウェブ形成基材の主面の実質上の逆像である。特定の実施形態では、形成ウェブは剥離可能なライナー(剥離ライナー)を有してもよい。特定の実施形態では、熱成形性基材が一方の形成ウェブを含んでもよい。特定の実施形態では、熱成形性基材及び場合に応じて用いられる接着層が一方の形成ウェブを含んでもよい。
【0108】
特定の実施形態では、例えば、図5に大まかに示される本開示に基づく方法に基づいて製造される場合、透明保護層250は眼に見える表面の欠陥が本質的に存在しない。
【0109】
透明保護層250は、例えば、艶消し〜光沢仕上げの範囲の任意の所望の外観を有しうる。透明保護層250が多層物品の外表面を形成する場合、ベース層130の第2の主面は、ASTM試験法D2457−03「プラスチックフィルム及び固形プラスチックの鏡面光沢度の標準的試験方法」(Standard Test Method for Specular Gloss of Plastic Films and Solid Plastics)にしたがって測定した60°光沢度が、永久的に変形された(すなわち歪められた)領域を含め、ベース層130の第2の主面のほぼすべての領域において少なくとも約60グロス単位、通常は少なくとも約80グロス単位であることが望ましい場合がある。同様に、透明保護層250が多層物品の外表面を形成する場合、透明保護層250の第2の主面は、ASTM試験法D5767−95「コーティング表面の写像光沢度の計器測定のための標準的試験方法」(Standard Test Methods for Instrumental Measurement of Distinctness-of-Image Gloss of Coating Surfaces)にしたがって測定した写像性(distinctness of image)が、永久的に変形された(すなわち、歪められた)領域を含め、透明保護層250の第2の主面のほぼすべての領域において少なくとも約60、通常は少なくとも約80であることが望ましい場合がある。
【0110】
透明保護層250はベース層130と本質的に同じ組成を有しうることから、透明保護層250の第2の主面も同様に表面形状回復性を示す。
【0111】
着色剤
本開示に基づく多層物品の特定の実施形態では、基材の少なくとも1つ及び/又は多層物品の少なくとも1層が着色剤を更に含む。着色剤の量、及び基材のいずれかの着色層の厚さに応じて基材又は着色される層は透明、半透明又は不透明であってもよい。例えば、ベース層(例えば、130又は240)と熱成形性基材との組み合わせは不透明又は半透明であってもよい。
【0112】
着色剤の例としては、自動車又はグラフィックの技術分野において知られるあらゆる着色剤が含まれる(例えば、高性能又は自動車グレード顔料(カラー、白又は黒)、真珠光沢顔料、二酸化チタン、カーボンブラック、金属フレーク、染料、及びこれらの組み合わせ)。一般的に着色剤は、多層物品の目的とする用途において許容される耐光性及び耐候特性、並びにベース層の他の成分との適合性を有するように選択される。複数の着色剤の組み合わせを使用することもできる。多層物品内のベース層130が不透明又は半透明となるような充分な着色剤を使用する必要があるが、過剰量の着色剤はベース層130の物理的性質を低下させる傾向がある。一般的に着色剤の量はベース層130の全重量の約20、15、10、7、又は5%未満であるが、これは必要条件ではない。
【0113】
「メタリック」塗料として知られる塗料を含んだ金属フレークは非常に特化した部類の塗料である。これらの塗料は自動車製造者の製品にきらびやかさを与えるために広く使用されている。メタリック塗料の特殊な外観は塗装中の金属フレークのランダムな配向によるものである。このランダムな配向は、塗料中に溶媒が存在し、塗料から蒸発することによって直接生ずるものである。塗料の表面から溶媒が蒸発する際に塗料表面の温度が下がり、これにより表面の塗料が塗料内部で熱的に沈み込み、そこで塗料から熱を奪って表面へと再び浮上し、表面から更に溶媒が蒸発することによって塗料内に対流が生じ、この過程が繰り返される。これにより金属フレークがコーティング内部で循環して、金属フレークの配向がランダムとなることによって所望の外観が得られる。押出しプロセスでは、金属フレークなどの顔料が配向してしまい、優れた外観を得ることは通常はできない。有利な点として、特定の実施形態では、溶媒キャスト法によって得られるのと同等の外観を実現する「メタリック」多層物品を製造するうえで本開示に基づく方法が有用である。
【0114】
成形物品の製造方法
図3は、多層物品200を熱成形し、場合により射出クラッディングする方法によって形成された成形物品300を示したものである。図では単純な変形を示しているが、複雑な三次元形状を形成することも可能である点は認識されるであろう。
【0115】
場合により用いられる射出クラッディング390は熱成形性基材110の第1の主面112に接触し、第1の主面112に永久的に接着されている。
【0116】
射出クラッディング390(場合により用いられる)
射出クラッディング390が存在する場合、射出クラッディングプロセス(下記に述べる)によって製造される。射出クラッディングとしての使用に適した材料の例としては、高耐衝撃性改質ポリスチレン、アクリロニトリル−ブタジエン−スチレンコポリマー、ポリアミド、ポリエステル、ポリプロピレン、ポリエチレン、ポリウレタン、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、及びこれらの組み合わせなどの充填又は非充填ポリマーが挙げられる。
【0117】
本開示に基づく多層物品は、例えば二次元的なシート、ロールであってもよく、あるいは三次元的な単純又は複雑な形状に永久的に変形されたものでもよい。
【0118】
本開示に基づく多層物品は一般に熱成形性のものであるが、これは必要条件ではない。
【0119】
熱成形プロセスには大きく2つのカテゴリーがある。シート厚さが1.5mm未満(薄規格)のものは通常ロールとして熱成形プレスに供給される。シート厚さが3mm(0.120インチ)よりも大きなものは通常形成プレスに供給され、最終寸法に切断されてパレット上に積まれる。重ゲージ熱成形では、一般にシートを対流式オーブンで加熱し、オス、雌、又はペア金型上にシートを置く。重ゲージ部品は例えば、自動車、冷蔵庫、浴槽及びシャワールーム、並びに電気及び電子機器などの永久的構造上の化粧面として有用でありうる。
【0120】
有用な熱成形法としては、例えば、真空成形、自由成形、ドレープ成形、プラグ・アンド・リング成形、真空スナップバック成形、エアスリップ成形、プラグアシスト成形、ツインシート成形、加圧成形、折曲成形、ビロー成形、吹き込み成形、及び圧縮成形(例えば、マッチモールド成形)が挙げられる。上記の方法は、熱成形の技術分野ではよく知られたものである。
【0121】
熱成形後、本開示に基づく多層物品は、これを金型内に置き、射出クラッディングとして知られるプロセスにおいて、冷却(射出成形)又は熱硬化(反応射出成形)により固化する溶融材料を熱成形性基材に対して射出することによってパネル(例えば自動車の車体パネル)に接着することができる。この結果、高品質の外装仕上げを有する成形パネルが得られる。
【0122】
本開示に基づく多層フィルムの射出クラッディングに使用することが可能な材料としては、例えば、耐衝撃性改質ポリスチレン、アクリロニトリル−ブタジエン−スチレンコポリマー、ポリアミド、ポリプロピレン、ポリエチレン、ポリウレタン、ポリエーテルエーテルケトン、ポリイミド、ポリエーテルイミド、及びこれらの組み合わせが挙げられる。
【0123】
有利な点として、また予期せざる点として、本開示に基づく多層物品は熱成形のストレス及び温度に耐え、機能性のベース層及び存在する場合には透明保護層を維持し、対応する塗装表面と外観的に同等又はそれよりも良好な高品質の外観を有するとともに、例えば車体部品などの様々な用途において「そのまま」使用するのに適した美的に望ましい外観を与えるように構成することが可能である。更に特定の実施形態では、得られる物品は表面形状回復性を示し、これにより通常の使用時の表面の外観の維持が容易となる。
【0124】
例えば、本開示に基づく多層物品は、マンドレルの周囲に少なくとも20、30、45、60、70、又は更には90°の角度で折り曲げることが可能であることによって、変形前の光沢及び写像性の50、60、70、80、又は更には90%以上を維持しつつ、割れや断裂を生じずに1、2、3、5、又は10cmの折り曲げ角度の曲率半径が得られるものである。
【0125】
本開示に基づく多層物品から形成される成形物品の数は実質的に制限がない。本開示に基づいた多層物品の永久的に変形する実施形態によって形成することが可能な成形物品の例としては、車両トリム(内装トリム及び/又は外装トリム)、建築用トリム、機器(例えば冷蔵庫、ストーブ、洗濯機、又は乾燥機)のハウジング、又はそれらの一部、及び車体部品が挙げられる。
【0126】
代表的な自動車車体部品として具体的にルーフ460、フード430、1/4パネル440及び450、並びにドア420を図4に自動車400上で示した。これら及び他の車体部品を陸上車両、航空機、又は船舶の一部を形成するように動作可能に適合させる(すなわち、寸法及び構成を決める)ことができる。例えば、車体部品は、自動車、トラック、自転車、ボート、スノーモービル、オフロードカー、バイク、飛行機、ヘリコプター、ホバークラフト、バス、トロリー、及び列車車両からなる群から選択される少なくとも1つの車両の車体部品であってもよい。
【0127】
代表的な車両トリムの例として具体的にバンパー415、ミラー425、グリル435、及びホイルカバー445も図4に示す。車両トリムの更なる例としては、ダッシュボードパネル及びコンソールなどの内装トリム要素、並びに、フェンダー延長部、ハブキャップ、ホイル用のトリムリング、ランプハウジング、ウインドウレース(ウインドウ周辺部)及び他の外装要素(exterior facia components)などの外装要素が挙げられる。
【0128】
製造法
図5は、本発明に基づくペイントフィルム複合体及び/又はその構成層を形成するための例示的プロセス500を示したものである。ここで図5を参照すると、反応性成分503が動的ミキサー510内に供給されている。混合された成分は合わされて反応性組成物516を形成し、反応性組成物516は圧延バンク515に供給される。反応性組成物516を形成する一般的な方法を示したが、他の適当な方法(例えば機械的攪拌)の使用も可能である点は認識されるであろう。圧延バンク515は、第1の形成ウェブ520(ローラー542上を通過する)と、供給ロール523から巻き出される第2の形成ウェブ521との間に配置されるが、他の供給用の構成も可能である(特に熱成形性基材が一方の形成ウェブとして使用される場合)。図に示したプロセスは可撓性の形成ウェブでは一般的なものであるが、熱成形性基材の個々のシートを異なる供給用の構成を用いて同様にニップ内に供給することも可能である点は認識されるであろう。第1の形成ウェブ520(ローラー542を通過後)及び第2の形成ウェブ521はニップ530に向かって前進し、ニップ530を通過する。
【0129】
第1及び第2の形成ウェブ520、521が、第1の計量要素540(テーブル)と第2の計量要素535(切り欠きバー)とによって形成されるニップ530を通過する際、閉じ込められた気泡517がほぼ又は完全に除去されて第1の形成ウェブ520と第2の形成ウェブ521との間に挟まれた反応性薄フィルムが得られる。第1及び第2の計量要素540、535はニップ間隙530を画定する。
【0130】
反応性薄フィルム550は、断熱バリア560を通過した後、加熱されたテーブル565と接触し、これにより反応性組成物516の硬化が促進されて第1の形成ウェブ520と第2の形成ウェブ521との間に挟まれた薄フィルム570が形成される。
【0131】
本開示に基づく多層物品は、様々な組み合わせで例示的プロセス500を用いて製造することができる。例えば、一実施形態では、熱成形性基材のストックは一方の形成ウェブであり、薄フィルム570はベース層130となる。
【0132】
別の例示的実施形態では、両方の形成ウェブが剥離ライナーであってもよく、薄フィルム570はベース層130となる。形成ウェブの一方を剥離した後、接着剤をベース層130の露出面に塗布し、接着剤でコーティングされたベース層を熱成形性基材のストックに接着させる。
【0133】
別の例示的な実施形態では、一方の形成ウェブはベース層240が接触しかつ永久的に接着された熱成形性基材であってもよく、他方の形成ウェブは剥離ライナーである。薄フィルム570は透明保護層250となる。
【0134】
多くの特定の組み合わせが可能である点は直ちに明らかであろう。他の形成ウェブとしては、例えば、接着剤でコーティングされた熱成形性基材及び接着剤でコーティングされた保護ライナーが挙げられる。
【0135】
通常、反応性組成物516は反応する際に熱を発生し、圧延バンクの温度が周囲温度よりも高い温度に上昇する。したがって、連続的プロセスの間、時間の経過とともに圧延バンク515の温度は、圧延バンクに対する加熱及び冷却効果が平衡化された安定状態の温度に達するまで上昇する。安定状態に達するまで、間隙は通常、時間とともに動的に変化し、これにより厚さ及び断面形状が変動する薄フィルムとなってしまう。この問題を軽減するためには、圧延バンクに近い第1及び第2の計量要素540、535の少なくとも一方の少なくとも一部を、望ましくは圧延バンクの同時発生温度以上の所定の温度にまで独立して加熱するが、これよりも軽度の加熱を行ってもよい。図5に例示されるように、これは第2の計量要素535に固定された加熱テープ585を用いて行うことができる。この加熱は、特に薄フィルムの均一な厚さが重要である用途において、動作及びそれに付随する起動時の無駄、並びに場合により薄いフィルムの均一性が安定状態に達するまでに要する時間を低減する効果を有する。
【0136】
特定の実施形態(例えば、第1及び第2の形成ウェブ520、521の一方又は両方が剥離ライナーであるような場合)では、次に第1及び第2の形成ウェブ520、521の一方又は両方を剥離して薄フィルムの一方又は両方の表面を露出させる。
【0137】
適当な形成ウェブとしては、反応性薄フィルムを形成及び支持するだけの充分な一体性及び可撓性を有するフィルムが含まれる。形成ウェブは、本発明に基づく方法で使用するうえで充分な一体性及び可撓性を有するものであれば任意の厚さであってもよい。一般に、フィルムはほぼ連続的かつ無孔質のものでなければならないが、場合によっては、特定の多孔度(例えば、微多孔性)のものも許容されうる。好適な形成ウェブの例としては、紙(処理した紙)、箔、及びポリエステルフィルム(例えばPETポリエステルフィルム又はポリカプロラクトンフィルム)、ポリカーボネートフィルム、セルロース誘導体フィルム(例えば、セルロースフィルム)、ポリアミドフィルム、ポリオレフィンフィルム(例えば、ポリエチレンフィルム又はポリプロピレンフィルム)、ポリアミドフィルム、ポリイミドフィルム、ポリ塩化ビニルフィルム、又は他のポリマーフィルムなどのポリマー性フィルム、並びにそれらの組み合わせが挙げられる。
【0138】
形成ウェブの一方又は両方が剥離ライナーとして機能することを目的としたものである場合、形成ウェブは例えばシリコーン又はフルオロケミカルなどの剥離剤で処理することができる。好適な剥離ライナーとしては様々なものが当該技術分野で知られており、多くが市販されている。
【0139】
第1及び第2の計量要素は任意の好適な形態を有しうる。例示的な計量要素としては、バー、切り欠きバー、ロール、テーブル、スラブ、ドクターブレード、ナイフエッジ、及びこれらの組み合わせが挙げられる。一般に、計量要素は圧延バンクの形成に先立ってほぼ均一な間隙が形成されるように選択及び配置される。
【0140】
図5に示される方法を使用して厚さの異なる薄フィルムを形成することができる(例えば、最大で1mm以上の厚さ)。
【0141】
1以上の計量要素を、例えば、電気的加熱(例えば、抵抗加熱コイル又は加熱テープにより)、蒸気、赤外線照射、オイル加熱、熱伝導、又は誘導加熱などの適当な方法によって直接的又は間接的に加熱することができる。熱は第1及び/又は第2の計量要素の内部又は外部に供給することができる。第1及び/又は第2の計量要素の長さに沿って均一又は不均一に加熱を行うことができる。例えば、計量要素の一方又は両方の端部を独立して、計量要素の圧延バンクに近い部分よりも大きく加熱してもよい。
【0142】
加熱を行う場合、第1及び/又は第2の計量要素の温度は一般的に圧延バンクが過剰に硬化するような充分に高い温度であってはならない。
【0143】
本発明の目的及び利点を以下の非限定的な実施例により更に例示するが、これらの実施例で挙げた特定の材料及びその量、並びに他の条件及び詳細は、本発明を過度に限定するものとして解釈されるべきではない。
【実施例】
【0144】
特に断らないかぎり、実施例及び明細書の残りの部分においてすべての部、比率、比は重量に基づいたものである。
【0145】
下記表1に各実施例で使用した材料を列記する。
【0146】
【表1−1】
【0147】
【表1−2】
【0148】
【表1−3】
【0149】
実施例(100番台)
調製例101
19.8部のクロモフタルブラウン5R顔料、0.99部のディスパープラストP、及び79.21部のアドメックス770からなる顔料分散ペーストを調製した。この混合物を、均一で一様なペースト状態に達するまでパドルミキサーで最初に混合した後、ASTM D1210−05「ヘグマン式ゲージによる顔料/ビヒクル系の分散液の微細度の標準的試験方法」(Standard Test Method for Fineness of Dispersion of Pigment-Vehicle Systems by Hegman-Type Gage)にしたがって7.0以上の顔料摩砕物に達するまで3ロール型塗料ミルを使用して摩砕した。
【0150】
調製例102
混合物が22.87部のモノライトグリーン674、0.91部のディスパープラストP及び76.22部のアドメックス770からなるものである点以外は調製例101と同様にして顔料分散ペーストを調製した。
【0151】
調製例103
混合物が54.64部のイルガカラーイエロー2GLMA、2.73部のディスパープラストP及び46.23部のアドメックス770からなるものである点以外は調製例101と同様にして顔料分散ペーストを調製した。
【0152】
調製例104
混合物が57.8部のTI−ピュアR−960、1.7部のディスパープラストP及び40.5部のエデノール9777からなるものである点以外は調製例101と同様にして顔料分散ペーストを調製した。
【0153】
調製例105
99部のK−フレックス188に1部のリバーサコルグラファイト染料を溶解することによって染料混合物を調製した。この混合物を70℃のオーブンに24時間入れたところ、染料はK−フレックス188に溶解した。
【0154】
調製例106
フラックテック社(FlackTek Inc.)(サウスカロライナ州ランドラム)よりFlackTek Speedmixer DAC 150 FVとして販売される遠心樹脂ミキサーを使用して9.63gのK−フレックス188を8gのデスモジュールN 3300A及び0.0368gのダブコT−12とフラックテック社より販売されるMax 40混合カップ中で3450rpmの速度で混合した。次いで混合物を、図5に大まかに示されるような切り欠きバー式フラットベッドコーティング装置を使用し、T10シリコーンで剥離コーティングした厚さ63.5マイクロメートルのポリエステル剥離ライナー(シー・ピー・フィルムズ社(CPFilms)(バージニア州マーティンスビル))をコーティング混合物の上下に使用してコーティングした。切り欠きバーとフラットベッドとの間の間隙の厚さは127マイクロメートルに設定した。混合物をコーティング装置のフラットベッド部分上に注ぎ、各ライナーを間隙を通じて引くことによってコーティング混合物の圧延バンクが形成された。間隙を通過させた後、2枚のライナー間の試料を静置して最低で24時間、周辺条件下で硬化させた。得られたフィルムは、系の官能度が2.51、ポリオールに対するイソシアネートの比が1.05である架橋ポリウレタンであった。
【0155】
調製例107〜116
系の官能度、ひいてはポリウレタン組成物の架橋密度を低下させる目的でK−フレックス188の化学量論的な比率を2−エチルヘキサノールに置き換えた点以外は、調製例106を各実施例について繰り返した。実施例106〜116の組成を下記表101に示す。
【0156】
【表2】
【0157】
次いで調製例106〜116で得られたフィルムを、ウェブの縦断方向、すなわち機械方向(コーティングの方向(MD))及びウェブの横断方向すなわち横断方向(CD)の向きの両方で、犬用の骨の形をした試料に切断し、ASTM D882−02「薄いプラスチックシートの引張特性の標準的試験方法」(Standard Test Method for Tensile Properties of Thin Plastic Sheeting)に従い、犬骨形状の試料の幅0.635cm、クロスヘッド間隙の設定値5.1cm、及びクロスヘッド速度25.4cm/分にて試験を行った。各フィルムのMD及びCD方向の引張特性を表102(下記)に示した。3個の複製物について試験を行い、各フィルムについて平均を求め、標準偏差を( )内に示した。
【0158】
【表3】
【0159】
調製例106〜116の引張特性は、実験誤差の範囲内で、方向に基づいた引張特性の有意差はいずれの試料にも認められないことを示しており、調製例106〜116のフィルムが長さ及び幅に対して力学的に等方性であることが示された。
【0160】
調製例117〜126
表3(下記)に示した組成物を使用した以外は調製例106の手順を繰り返した(K−フレックス188をウレスホール4050−55に置き換え、組成物の官能度ひいては架橋密度を高める手段としてグリセロールを使用し、デスモジュールN 3300AをデスモジュールWに置き換えた)。
【0161】
【表4】
【0162】
調製例117〜126の引張特性を上記調製例106〜116と同様に測定し、結果を表104(下記)に示した。3個の複製物について試験を行い、各フィルムについて平均を求め、標準偏差を( )内に示した。
【0163】
【表5】
【0164】
調製例117〜126の引張特性は、実験誤差の範囲内で、方向に基づいた引張特性の有意差はいずれの試料にも認められないことを示しており、調製例112〜121のフィルムが長さ及び幅に対して力学的に等方性であることが示された。
【0165】
調製例122
ブラックポリプロピレンシートを以下の手順にしたがってプライミングした。フィルムの両面を2.5kWのエネルギーで空気コロナ処理した後、157.5ライン/cm(400ライン/インチ)の4分パターンが形成された(quad patterned)グラビアシリンダーを備え、0.01重量%(part per hundred)(phr)のキープラストFLイエローFPGNを含む80%HEA及び20%TMPTAの溶液でコーティングされたグラビアロールコーターに30.5m/分の線速度で供給した。次いでウェブを、175kVの加速電圧及び101mAの電流で5メガラドの放射線量を供給する電子線源に曝露した。曝露の間及びその後に、2−ヒドロキシエチルアクリレートは化学的にグラフト化及び重合してポリプロピレンフィルムを形成し、これをロールに巻き取った。
【0166】
調製例123
ブラックポリプロピレンシートを以下の手順にしたがってプライミングした。調製例22で得られた電子線でプライミングしたフィルムの非コーティング面を、157.5ライン/cm(400ライン/インチ)の4分パターンが形成されたグラビアシリンダーを使用して0.01phrのユビテックスOBを含むDMA及びTMPTAの80/20溶液で30.5m/分でコーティングし、続いて175kVの加速電圧及び81mAの電流で4メガラドの電子線放射に曝露した。
【0167】
調製例124
エクソン・モービル社(ExxonMobil Corp.)(テキサス州アービング)よりPP7035.E4として販売される厚さ75マイクロメートルの耐衝撃性改質されたポリプロピレンフィルムを以下の手順にしたがってプライミングした。フィルムの両面を2.5kWのエネルギーで空気コロナ処理した後、157.5ライン/cm(400ライン/インチ)の4分パターンが形成されたグラビアシリンダーを備え、0.01phrのキープラストFLイエローFPGNを含む80%HEA及び20%TMPTAの溶液でコーティングされたグラビアロールコーターに30.5m/分の線速度で供給した。次いでウェブを、175kVの加速電圧及び101mAの電流で5メガラドの放射線量を供給する電子線源に曝露した。曝露の間及びその後に、2−ヒドロキシエチルアクリレートは化学的にグラフト化及び重合してポリプロピレンフィルムを形成し、これをロールに巻き取った。
【0168】
調製例125
エクソン・モービル社(ExxonMobil Corp.)(テキサス州アービング)よりPP7035.E4として販売される厚さ75マイクロメートルの耐衝撃性改質されたポリプロピレンフィルムを以下の手順にしたがってプライミングした。調製例122で得られた電子線でプライミングしたフィルムの非コーティング面を、157.5ライン/cm(400ライン/インチ)の4分パターンが形成されたグラビアシリンダーを使用して0.01phrのユビテックスOBを含むDMA及びTMPTAの80/20溶液で30.5m/分でコーティングし、続いて175kVの加速電圧及び81mAの電流で4メガラドの電子線放射に曝露した。
【0169】
(実施例101)
調製例106のポリウレタン組成物を、調製例122のポリプロピレンシートストックの2−ヒドロキシエチルアクリレートコーティングした表面に、調製例106の下側シリコーン剥離ライナーを調製例122のプライミングしたシートで置き換えることによってコーティングして、架橋ウレタンコーティングされたポリプロピレンシートを得た。この試料を試験に先立って周囲条件下で少なくとも24時間エイジングした。ASTM D3359−07「テープ試験による接着性を測定するための標準的試験方法」(Standard Test Methods for Measuring Adhesion by Tape Test)の6分割格子パターンを使用した試験方法Bを、スリー・エム社(3M Company)(ミネソタ州セントポール)より販売されるScotch Premium Cellophane Tape 610を使用して試料に対して行った。ポリプロピレンシートに対するポリウレタンコーティングの接着性は、コーティングの0%が剥離し、層間コーティング接着率が100%であることを意味する5Bに分類されるものであった。
【0170】
(実施例102)
実施例101の架橋ポリウレタンコーティングされたポリプロピレンシートを、加圧/真空熱成形装置(ラブフォーム・ハイドロトリム社(Labform Hydro-Trim Corporation)(モデル2024、ニューヨーク州ウェストナイアック)により製造されるもの)を用いて熱成形した。アルミニウム製の段差形成された金型を使用して熱成形性シートが異なる幾何学的制約に対して適合する能力を評価した。金型は幅が88mmであり、左右方向に下記のような断面表面形状を有するものを用いた。すなわち、14mmの水平方向に12mmの高さ(領域A)、12mmの水平方向に3mmの高さ(領域B)、19mmの水平方向に12mmの高さ(領域C)、25mmの水平方向に6mmの高さ(領域D)、19mmの水平方向に12mmの高さ(領域E)、12mmの水平方向に25mmの高さ(領域F)、19mmの水平方向に12mmの高さ(領域G)、25mmの水平方向に25mmの高さ(領域H)、及び14mmの水平方向に16mmの高さ(領域I)。使用した熱成形条件は、200℃(400°F)の上下のオーブン温度に30秒試料を曝し、成形時間を8秒とした。上面圧力は655kPa(6.55bar)、下面真空圧は87.9kPa(659Torr)であった。
【0171】
領域Hは熱成形後の光沢度を測定するために使用した。調製例124は、すべての内側角部において0.71cmの曲率半径を示し、領域D〜Iに隣接する垂直面上にポリウレタンコーティングの割れが認められた。ビー・ワイ・ケー・ガードナー社(BYK-Gardner)(メリーランド州コロンビア)の製造する光沢度計によって測定した熱成形表面の60°光沢度は85.6グロス単位であった。
【0172】
(実施例103〜112)
調製例107〜117のコーティング組成物を実施例101の手順にしたがってコーティングし、熱成形した。下記表105に観察された熱成形の結果を示す。
【0173】
【表6】
【0174】
(実施例113〜122)
調製例106〜116のコーティング組成物を実施例101の手順にしたがってコーティングし、熱成形した。下記表106に観察された熱成形の結果を示す。
【0175】
【表7】
【0176】
(実施例123)
調製例106のポリウレタンコーティング組成物の厚さを増大させて実施例1の架橋ポリウレタンコーティングされたポリプロピレンシートの複数の試料を調製した。各試料をテイバー・インダストリーズ社(Taber Industries)(ニューヨーク州トナワンダ)によって供給されるスクラッチ及び傷測定器を用いてダイムラー・クライスラー社(DaimlerChrysler)仕様書LP−463DD−18−01にしたがって耐スクラッチ性について評価した。耐スクラッチ性は、5N、7N、10N、15N、及び20Nの力に相当する異なる重りの入った個々のプローブによって調べた。結果は、1.0=スクラッチなし、2.0=ごくわずかなスクラッチ、3.0=わずかなスクラッチ、4.0=中程度のスクラッチ、5.0=顕著なスクラッチ、として1.0〜5.0のスケールで指定することによって判定した。ポリウレタンコーティングを有さないポリプロピレンシートの一例を比較例として試験した。スクラッチ試験の結果を下記表7に示す。
【0177】
【表8】
【0178】
調製例106〜126で得られたポリウレタンフィルム試料についてティー・エー・インスツルメンツ社(TA Instruments)(デラウェア州ニューキャッスル)の製造する示差走査熱量測定計モデルQ100を使用して試験を行うことによって、各フィルム組成物のガラス転移温度(Tg)を摂氏で求めた。結果を表108(下記)に示す。
【0179】
【表9】
【0180】
(実施例124)
スリー・エム社(3M Company)より販売される厚さ29マイクロメートルの多層光学フィルムを下側フィルムとして使用し、間隙を76.2マイクロメートルに設定して調製例106と同様にしてポリウレタンコーティングを塗布した。次いでコーティングした光学フィルムを、携帯電話を成形型とした以外は実施例102と同様にして熱成形した。
【0181】
(実施例125)
コーティングしていない厚さ254マイクロメートルのポリカーボネートのシートを下側層に置き換え、間隙を50.8マイクロメートルに設定して調製例106と同様にしてポリウレタンコーティングを塗布した。コーティングしたポリカーボネートを少なくとも24時間重合させ、実施例102の条件を用いて熱成形した。
【0182】
(実施例126)
間隙の設定値を76.2マイクロメートルとした以外は調製例106と同様にして2成分エポキシ組成物(スリー・エム社(3M Company)より3M Scotch−Weld Epoxy Adhesive DP105 Clearとして販売されるもの)をコーティングした。
【0183】
(実施例127)
調製例106と同様にして、Flacktek Speedmixer DAC 150 FVを使用して10重量部の成分Aを1重量部の成分Bと混合することによって2成分シリコーンゴム化合物(ジー・イー・シリコーンズ社(GE Silicones)(ニューヨーク州ウォーターフォード)よりRTV 664として販売)を調製した。次いでこの混合物を調製例106の手順と同様にしてコーティングし、試料を24時間硬化させた。高い可撓性を有するシリコーンフィルムが得られた。
【0184】
(実施例128)
1.0gのオレンジ11Y692を調製例119の樹脂混合物に加え、次いで実施例101と同様にしてプライミングしたポリプロピレンシートにコーティングすることによって試料を調製した。試料を室温で少なくとも24時間エイジングさせた後、実施例102と同様にして熱成形した。ポリウレタンコーティングのいずれの領域にも割れは認められなかった。
【0185】
実施例(200番台)
フィルムコーティングの手順200
図5に大まかに示されるコーティング装置及び上記調製例106で述べた手順を用いてポリウレタンフィルムを調製した。切り欠きバーを通じて循環させられる49℃(120°F)に加熱した流体を用いて切り欠きバーを加熱した。幅30cm(12インチ)の形成ウェブを上側及び下側ライナーとして使用した。各フィルムを1.5m/分(5フィート/分)の線速度でコーティングした。加熱したテーブル565は、それぞれ長さ1.2m(4フィート)の5つの領域を有した。最初の4つの領域の温度を82.2℃(180°F)に設定し、最後の領域は室温に設定した。上側及び下側ライナーの巻き出し張力、並びに得られたコーティングフィルムの巻き取り張力はいずれも89N(20ポンド)に設定した。切り欠きバーとフラットベッドとによって形成されるニップにおける2枚のライナー間の間隙は0.1mm(4ミル)に設定した。コーティングし、ロールに巻き取った後、フィルムを評価の前少なくとも3日間にわたって室温でコンディショニングした。
【0186】
試験手順のためのフィルム調製法
金属曲げ評価及びエリクセン(Erichsen)耐スクラッチ性の判定を行うため、上側及び下側ライナーとしてポリエステルフィルムを用い、フィルムコーティング手順200にしたがって厚さ約100マイクロメートルのフィルムを作製した。
【0187】
引張及び伸長特性を試験するため、両方のライナーを剥離して2.54cm幅の試料を調製した。
【0188】
金属曲げ試験、環境サイクル試験、加速風化試験、およびエリクセン耐スクラッチ試験を行うため、一方のライナーを剥離し、フィルムの露出面を2個のロール間で0.23MPa(30psi)のニップ圧でRD 2788接着剤にラミネートした。ラミネートした各試料を1日コンディショニングした後、接着剤面を未塗装シート金属パネルにラミネートして金属曲げ試験及び耐スクラッチ性試験を行った。未塗装シート金属へのフィルムのラミネートは、2個のロール間で0.23MPa(30psi)のニップ圧で行った。積層体は室温で1日コンディショニングし、上側ライナーを剥離してから更なる試験を行った。
【0189】
熱成形試験
ハイドロトリム社(Hydro-Trim Corporation)(ニューヨーク州ウェストナイアック)よりHydro−trim熱成形装置、Labformモデル2024として販売される熱成形装置を用いて熱成形試験を行った。熱成形実験のすべてにおいて30cm×30cm(12インチ×12インチ)のシートを使用した。熱成形されるシートはシートの上下の放射加熱パネルによって軟化させることによって制御された均一な加熱を行った。上下の放射加熱パネルは204℃(400°F)に設定した。次いで軟化したプラスチックシートを加圧成形と真空成形の組み合わせによって成形した。成形操作では85kPa(25インチHg)の真空圧及び0.56MPa(80psi)の成形圧を使用した。ここで述べる熱成形実験のすべてにおいて30秒の加熱時間及び8秒の成形時間を用いた。
【0190】
試験を行うポリウレタン組成物を、フィルムコーティング手順200を用いて、調製例122にしたがって作製したポリプロピレンシートのグラフト化面にコーティングした。下側ライナーとしてこのポリプロピレンシートを使用し、上側ライナーとしてポリエステルフィルムを使用した。フィルムは、2−ヒドロキシエチルアクリレートコーティングを有する面に常にコーティングした。コーティングされたロールを少なくとも3日間コンディショニングした後、30cm×30cm(12インチ×12インチ)のシートに切断して熱成形試験に供した。
【0191】
3種類の異なる金型を使用して異なる試料の成形試験を行った。
【0192】
1.ドーム形の金型−ドームの底部の内径は8.9cm(3.5インチ)であり、ドームの高さは5.8cm(2.25インチ)であった。試料は熱成形されたドームの表面に割れが生じなかった場合には「合格」と評価し、熱成形されたドームの表面に割れが生じた場合には「不合格」と評価した。
【0193】
2.長方形の段差形成された金型−長方形の段差の寸法は、13.3cm(5.25インチ)×8cm(3インチ)×1.9cm(0.75インチ)(高さ)であった。段差の縁は垂直であった。試料は熱成形された長方形の段差の縁の壁部に割れが生じなかった場合には「合格」と評価し、熱成形された長方形の段差の縁の壁部に割れが生じた場合には「不合格」と評価した。
【0194】
3.円形の窪みを有する金型−金型は13.3cm(5.25インチ)×8cm(3インチ)×1.9cm(0.75インチ)(高さ)の長方形のブロックに円形の凹部を有するものを用いた。円の直径は19mmであり深さは2mmであった。試料は円形の凹部に熱成形された試料に割れが生じなかった場合には「合格」と評価し、円形の凹部に熱成形された試料に割れが生じた場合には「不合格」と評価した。
【0195】
引張及び伸長特性試験
上側及び下側ライナーを剥離した後、コーティングされたライナー複合フィルムに対して引張及び伸長試験を行い、890N(200ポンド)のロードセルを備えたエム・ティー・エス・システムズ社(MTS Systems Corp.)(ミネソタ州エデンプレイリー)よりMTS Renew Upgrade Instronモデル1122として販売される力測定装置によって測定を行った。クロスヘッド間の顎の間隙は10cm(4インチ)に固定し、50cm/分(20インチ/分)のクロスヘッド速度を用いた。幅2.54cm(1インチ)のフィルム試料を引張及び伸長試験で使用した。
【0196】
金属折り曲げ試験
金属にラミネートしたフィルムに対して金属折り曲げ評価を行った。金属折り曲げ試験で使用した冷間圧延スチールパネルは、厚さ0.81mm(32ミル)の10cm×30cm(4インチ×12インチ)のパネルとして、ACTラボラトリーズ社(ACT Laboratories)(ミシガン州ヒルズデール)より入手した。スチールの両面にはプライマー(ED500)eがコーティングされていた。各スチールパネルは10cm×2.54cm(4インチ×1インチ)のスチール小片に切断して金属折り曲げ試験に供した。
【0197】
フィルム/金属積層体を金属折り曲げ機で折り曲げることによって内側折り曲げ角度が45°で内側折り曲げ半径が0.79mm(0.031インチ)の形状を成形した。1日後にフィルムを割れの形成について観察した。フィルム試料はそれを通じて下側の金属基材が見えるような裂け目が(折り目の付近で)フィルムに生じなかった場合には「合格」として評価した。フィルム試料はフィルムの折り目付近にわずかな眼に見える裂け目が生じた場合でも「不合格」として評価した。
【0198】
環境サイクル試験
フィルム/金属積層体に対して環境サイクル試験を行った。積層体を上記の金属折り曲げ試験で述べたような金属折り曲げ機で折り曲げ、折り曲げられた試料を環境チャンバ内で1008時間エイジングした。環境チャンバ内での各サイクルは以下の条件で行い、各サイクルを1008時間にわたって繰り返した。
【0199】
環境チャンバ内での各サイクルの間の条件は以下の通り。
【0200】
−30℃で17時間、
80℃で72時間、
38℃及び相対湿度100%で24時間、
−30℃で7時間、
38℃及び相対湿度100%で17時間、
80℃で7時間、
38℃及び相対湿度100%で24時間。
【0201】
フィルム試料は環境チャンバ内に1008時間置いた後に割れ、接着性の喪失、又は他の破損状態の形跡が認められなかった場合には「合格」と評価した。
【0202】
表202、205、206及び207で用いた各項に関する式を下記に示す。ただし「重量%」とは樹脂の全重量に基づいた重量比率を意味する。
【0203】
【数2】
【0204】
式中、
短鎖ポリオールの当量は185g/eq以下であり、官能度は2よりも大きく、かつ、
ポリイソシアネートの官能度は2よりも大きい。
【0205】
1,4−ブタンジオールの重量%=(1,4−ブタンジオールの重量)/樹脂の全重量
【0206】
【数3】
【0207】
高分子量ポリオールの重量%=(高分子量ポリオールの重量)/樹脂の全重量
ただし、高分子量ポリオールの当量は850g/eqよりも大きく、官能度は2以上である。
【0208】
低分子量ポリオールの重量%=(低分子量ポリオールの重量)/樹脂の全重量
ただし、低分子量ポリオールの当量は850g/eq以下であるが185g/eqよりも大きく、官能度は2以上である。
【0209】
2成分ウレタン配合物201〜205
表202(下記)は、成分A及び成分Bとして合わせた配合物201〜205を示したものである。
【0210】
【表10】
【0211】
クリアーコート201の調製
6.42gのメチルエチルケトン、6.38gのn−ブチルアセテート、37.6gのキシレン、及び14.8gのプロピレングリコールメチルエーテルアセテートを加え合わせることによってガラスジャー内で混合溶媒を調製した。この混合溶媒を攪拌しながら、2gのセルロースアセテートブチレート−381−0.1、17.57gのジョンクリル−578、8.66gのCapa 2054、1.33gのチヌビン292、5.24gのコソルブMOH、及び0.0024gのメタキュアT−12を加えた。この混合物を均一となるまで20分間混合した。デスモジュールN 3390(17g)を100gの混合溶液に加え、合わせた成分を10分間攪拌した。この溶液を、メラミン/アクリル樹脂コーティングした剥離可能なポリエステルキャリアーウェブに約0.03mm(1ミル)の湿潤厚さでコーティングして0.001mm(0.4ミル)の乾燥厚さとした。コーティングを乾燥させ、66℃(150°F)で30秒間、107℃(225°F)で30秒間、更に129℃(265°F)で30秒間、部分硬化させた。
【0212】
バイヒドロール122(100g)を、0.2gのAMP 95、1.6gのコソルブOSG、1.3gのチヌビン292、8.0gのブチルカルビトール、及び0.2gのトリトンGR−7Mとともにガラスジャーに入れた。この混合溶液に脱イオン水を加えて溶液の粘度を100mPa.s(100センチポアズ)〜200mPa.s(200センチポアズ)に調節した。コーティングに先立って、3.0gのネオクリルCX−100を100gの調製した混合溶液中に加えた。この水ベースの溶液を10分攪拌した後、上記の部分硬化させた溶媒ベースのコーティング上に50マイクロメートルの湿潤厚さでコーティングして13マイクロメートルの乾燥厚さとした。コーティングを乾燥させ、79℃(175°F)で30秒、118℃(245°F)で30秒、更に141℃(285°F)で30秒間硬化させた。
【0213】
クリアーコート202の調製
アルバーディングU933(83.78g)を、8.47gのブチルカルビトール、0.3gのトリトンGR−7M、0.03gのAMP 95、1.08gのコソルブOSG、及び0.45gのチヌビン23とともにガラスジャーに入れ、10分攪拌した。この混合溶液を脱イオン水で希釈し、その粘度を50mPa.s(50センチポアズ)〜120mPa.s(120センチポアズ)に維持した。コーティングに先立ったネオクリルCX−100(1.78g)を100gのコーティング混合溶液に加えた。この溶液を標準的なポリエステルキャリアーウェブ上に50マイクロメートルの湿潤厚さでコーティングして約13マイクロメートルの乾燥厚さとした。コーティングを乾燥させ、79℃(175°F)で30秒、118℃(245°F)で30秒、更に141℃(285°F)で30秒硬化させた。
【0214】
クリアーコート203の調製
配合205(表202に示される)の成分Aと成分Bとを、インライン静的ミキサーを使用して成分Aと成分Bとの比が1:1となるように混合することによってクリアーコート203を調製し、上記のフィルムコーティング手順202にしたがってコーティングした。コーティング(厚さ38マイクロメートル)を2枚のT10剥離ライナー間に挟み、部分硬化した透明フィルムを得た。一方のライナーを剥離して、ポリウレタン透明層を露出させた。
【0215】
(実施例201)
配合201の成分Aを以下の手順を用いて調製した。チャージ1〜4をガラスジャーに加えて攪拌した。この混合物を100℃に加熱した。次いで温度が依然約100℃にある間にチャージ5〜8を加えた後、各成分が混合物中に完全に溶解するようによく攪拌した。各成分が溶解した後、チャージ9を混合物に加え、約10分間攪拌して混合物を均一に混合した。得られた黒色樹脂混合物を60℃で少なくとも12時間、真空下で脱気した。
【0216】
チャージ10〜12を混合し、混合物を70℃で1時間攪拌することにより配合201の成分Bを調製した。
【0217】
インライン静的ミキサーを使用して成分Aと成分Bとを1:1の比で混合し、上記のフィルムコーティング手順200にしたがってクリアーコート201とブラックポリプロピレンシートとの間に100マイクロメートルの厚さでコーティングした。
【0218】
得られた不透明カラー層/透明クリアー層の多層物品を、上記に述べた試験手順のためのフィルム調製法にしたがって試験を行うために準備した。
【0219】
(実施例202)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0220】
(実施例203)
クリアーコート201の代わりにT10剥離ライナーを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0221】
(実施例204)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0222】
(実施例205)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例201を繰り返した。得られた不透明多層物品を引張伸長試験法によって評価した。結果を表203に示す。
【0223】
(実施例206)
配合201の成分A及び成分Bの代わりに配合202の成分A及び成分Bを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0224】
(実施例207)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0225】
(実施例208)
クリアーコート201を使用しなかった以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0226】
(実施例209)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0227】
(実施例210)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例206を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0228】
(実施例211)
配合201の成分A及び成分Bの代わりに配合203の成分A及び成分Bを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0229】
(実施例212)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。ドーム形の金型で熱成形した試料に環境サイクル試験を行った。この環境サイクル試験の結果を表204に示す。
【0230】
(実施例213)
クリアーコート201がなかったこと以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0231】
(実施例214)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0232】
(実施例215)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0233】
(実施例216)
配合201の成分A及び成分Bの代わりに配合204の成分A及び成分Bを使用した以外は実施例201を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0234】
(実施例217)
クリアーコート201の代わりにクリアーコート202を使用した以外は実施例216を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0235】
(実施例218)
クリアーコート201がなかったこと以外は実施例216を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0236】
(実施例219)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例216を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0237】
(実施例220)
ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用し、クリアーコート201の代わりにクリアーコート202を使用した以外は実施例211を繰り返した。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0238】
調製例201
配合201の成分Aと成分Bとを混合し、2枚のT10剥離ライナーの間にコーティングした以外は実施例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0239】
調製例202
配合201の成分A及び成分Bの代わりに配合202の成分A及び成分Bを使用した以外は調製例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0240】
調製例203
配合201の成分A及び成分Bの代わりに配合203の成分A及び成分Bを使用した以外は調製例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0241】
調製例204
配合201の成分A及び成分Bの代わりに配合204の成分A及び成分Bを使用した以外は調製例201を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0242】
(実施例221)
クリアーコート201の代わりにクリアーコート203を使用し、配合201の成分A及び成分Bの代わりに配合204の成分A及び成分Bを使用し、ブラックポリプロピレンシートの代わりにT10剥離ライナーを使用した以外は実施例201を繰り返した。得られた不透明多層フィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0243】
(実施例222)
配合204の成分A及び成分Bの代わりに配合202の成分A及び成分Bを使用した以外は実施例221を繰り返した。得られた不透明ポリウレタンフィルムを試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法にしたがって試験した。結果を表203に示す。
【0244】
(実施例223)
不透明な黒色ポリプロピレンフィルムに隣接したライナーの剥離後に、露出したフィルム層をRD 2788に1.8m/分(6フィート/分)で0.23MPa(30psi)の圧力でラミネートした以外は実施例221を繰り返した。RD 2788上の剥離ライナーを剥離し、接着面をブラックポリプロピレンシートに9.1m/分(30フィート/分)で023MPa(30psi)の圧力でラミネートした。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。その結果を表203に示す。
【0245】
(実施例224)
不透明な黒色ポリプロピレンフィルムに隣接したライナーの剥離後に、露出したフィルム層をRD 2788に1.8m/分(6フィート/分)で0.23MPa(30psi)の圧力でラミネートした以外は実施例221を繰り返した。RD 2788上の剥離ライナーを剥離し、接着面をブラックポリプロピレンシートに9.1m/分(30フィート/分)で023MPa(30psi)の圧力でラミネートした。得られた不透明多層物品を試験手順のためのフィルム調製法にしたがって準備し、熱成形試験法にしたがって試験した。結果を表203に示す。
【0246】
表203中(下記)、「NM」は、「測定されず」を意味する。
【0247】
【表11】
【0248】
【表12】
【0249】
(実施例225)
表205の実施例225について示した成分Aの各成分をガラスジャーに入れた(攪拌下)。混合物を60℃で12時間真空下で脱気した。成分Aを表5の実施例205について示した成分Bと混合し、2枚のT10剥離ライナーの間に100マイクロメートルの厚さでコーティングし、更に、上側ライナーとしてのT10剥離ライナーと下側ライナーとしてのブラックポリプロピレンシートとの間に100マイクロメートルの厚さでコーティングした。コーティングしたポリウレタンフィルムを実施例201に述べたようにして硬化させた。得られた不透明なポリウレタンフィルム(ライナーの間)を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法及び/又は熱成形試験法にしたがって試験を行い、結果を下記表205に示した。
【0250】
(実施例226〜235)
成分A及び成分Bの組成を表205、206、及び207に示されるように変えた以外は実施例225と同様にして実施例226〜235を調製した。
【0251】
得られた不透明なポリウレタンフィルム(ライナーの間)を試験手順のためのフィルム調製法にしたがって準備し、引張伸長試験法及び/又は熱成形試験法にしたがって試験を行い、結果を下記表205〜207に示した。
【0252】
【表13】
【0253】
【表14】
【0254】
【表15】
【0255】
実施例(300番台)
調製例301
ウノキソールジオール(5.5g)をプラスチックビーカーに入れ、真空オーブン(101kPa真空圧、30インチHg真空)中で80℃で30分間脱気した。次いでジオールを周囲温度にまで冷却した。デスモジュールN3300A(14.72g)を加え、反応物質を手で約1分間攪拌した。ダブコT−12(0.030g)をビーカーの内容物に加え、手で15秒間混合した後、0.3mmのフィルム厚さを与えるように公称測定した従来の実験室規模のナイフコーティング装置を使用して2枚のシリコーンコーティングした紙ライナー(シー・ピー・フィルムズ社(CPFilms)(バージニア州マーティンスビル)より入手)の間に直ちにコーティングした。
【0256】
得られた透明フィルムはライナーの間に挟まれていた。次いでこの構造体を80℃のオーブンに24時間入れてから取り出し、周囲温度で更に2週間置いた。
【0257】
カスタム・マニュファクチャリング社(Custom Manufacturing Incorporated(CMI))(ミシガン州グラッドウィン)の製造する回転式真空成形機上で熱成形試験を行った。15cm(6インチ)四方のフィルムを、上記の手順で調製した試料から切り取り、真空金型上に置いてマスキングテープで固定した。上部の予熱加熱温度を316℃(600°F)に設定した。真空成形機のステージを上げ、金型の上部のプレヒーターで約3分間加熱し、真空(133Pa、1mm Hg)を1分作用させ、金型を真空成形機から取り出してポリウレタンのガラス転移点よりも低い温度にまで冷却してから試料を取り出した。このフィルム試料からは明確な形状が得られた。
【0258】
(実施例301)
K−フレックス188(8.50g)、PC−1667(8.50g)、及びフェロブラック(0.34g)をプラスチックビーカー内で合わせて真空オーブン中(133Pa、1mm Hg)で80℃で30分間脱気した。これらのジオールを50℃にまで冷却し、デスモジュールN 3300A(9.94g)を加えて約1分間手で攪拌した。ダブコT−12(0.040g)を加え、合わせた成分を15秒間混合し、0.13mm(5ミル)のトップコート厚さに公称設定した実験室規模のナイフコーティングステーションを使用して、シリコーンコーティングしたPETライナーと、Makrofol(シェフィールド・プラスチックス社(Sheffield Plastics)(マサチューセッツ州シェフィールド)より販売される25.4cm(10ミル)のDE1−1改質ポリカーボネート)との間に直ちにコーティングした。コーティングしたシートを試験に先立って80℃のオーブンに24時間入れた。回転式真空成形機を使用して熱成形試験を行った。フィルムは各予備加熱ステージを通じて自動的に進められ、最後の予備加熱ステーションで47秒間、316℃(600°F)で停止させられた。これにより構造体が垂れ下がり始めるだけの充分な温度に達した。真空成形機のステージが定位置に動かされる際にステージを上げ、金型の上部のプレヒーターで約30秒間加熱した。構造体が金型と接触した後、直ちに真空(133Pa、1mm Hg真空)を作用させた。この後、金型をフィルムから外した。層間剥離や割れのない明確な形状が観察された。
【0259】
(実施例302)
改質ポリ(メチルメタクリレート)樹脂(サイロ・インダストリーズ社(Cyro Industries)(ニュージャージー州パーシパニー)よりAcrylite ZK−6として販売されるもの)の厚さ0.8mm(30ミル)のシート上に反応組成物をコーティングした以外は実施例301の手順を繰り返した。配合物をポリ(メチルメタクリレート)に直接塗布することにより良好な接着性が認められたばかりか、熱変形部品と同等の結果が得られた(層間剥離又は割れが生じなかった)。
【0260】
平皿内で調製した溶媒ベースペイントフィルムポリウレタンの特性評価
以下の実験は、ポリエステルポリオールとポリイソシアネートとを反応させることによって製造されるペイントフィルムポリウレタン組成物の密度及びガラス転移点に対して溶媒の添加が与える影響を示すためのものである。本実験で使用する溶媒としては、トルエン、酢酸エチル、MIBK(メチルイソブチルケトン)、及びTHF(テトラヒドロフラン)が挙げられる。溶媒は4オングストロームのモレキュラーシーブス上で24時間乾燥させ、使用に先立ってカール・フィッシャー滴定によって水分量を決定した。
【0261】
各試験を準備する一般的な方法を以下のようにして行った。K−フレックス188(100%活性ポリエステルポリオール、キング・インダストリーズ社(King Industries)(コネティカット州ノーウォーク))をプラスチックビーカーに加え、真空オーブン(0.76m Hg真空(30インチHg真空))中で80℃で30分間脱気した。次いでポリオールを周囲温度にまで冷却した。溶媒を含有する実施例では、ポリオールと溶媒とを均一な混合物が形成されるまで攪拌棒で混合した。ダブコT12触媒(ジブチルスズジラウレート、エア・プロダクツ社(Air Products)(ペンシルベニア州アレンタウン))をカップに加えた後、手で混合した。デスモジュールN 3300(バイエル社(Bayer Corporation)(ペンシルベニア州ピッツバーグ)より販売されるHDI(1,6−ヘキサメチレンジイソシアネート)トリマー)を所望の濃度で加え、手で15秒間混合し、次いでSPEED MIXER DAC 150 FVZ(フラックテック社(FlackTek Inc.)(サウスカロライナ州ランドラム))を使用して3600rpmで15秒混合した。この実験ではデスモジュールW(バイエル社(ペンシルベニア州ピッツバーグ)より販売されるジシクロヘキシルメタン−4,4’−ジイソシアネート)を選択した試料で使用した点に留意されたい。
【0262】
混合が完了した時点で12.0gの各試料をアルミニウムの計量皿に注いだ。個々の試料をドラフトチャンバ−に入れ、アルミニウム皿にプラスチックビーカーをひっくり返して被せた。各試料を分析の前に48〜60時間静置するか、又は70℃又は120℃で更にコンディショニングした。密度、ガラス転移温度(Tg)、及び重量損失率を表S2〜S4に記録した。
【0263】
【表16】
【0264】
表S2に示したTgの測定値は、ティー・エー・インスツルメンツ社(TA Instruments)製示差走査熱量測定計モデルQ100を使用し、端を折り曲げたアルミニウム試料皿を使用して示差走査熱量測定法によって求めた。第1及び第2のサイクルでは以下のプロトコールを用いた。第1のサイクル:室温〜−60℃にまで20℃/分で変化させ、−60℃〜80℃にまで20℃/分で変化させる。第2のサイクル:80℃〜−60℃にまで50℃/分で変化させ、−60℃〜80℃にまで20℃/分で変化させる。密度はアルキメデス法を用いて求めた。表S2及びS3において、*はデータを計算するためのベースラインが不正確であることを示す。表4において、**は、試料の過剰な発泡のためデータが得られなかったことを示す。
【0265】
【表17】
【0266】
【表18】
【0267】
【表19】
【0268】
1枚のライナー上又は2枚のライナー間でキャストした溶媒ベースのポリウレタンペイントフィルムの特性評価
この実験は、1枚のライナー上又は2枚のライナー間でキャストしたポリウレタンペイントフィルムの表面トポロジーに対する溶媒添加の影響を示すためのものである。フィルムは表1に示す組成にしたがって調製した。K−フレックス188(100%活性ポリエステルポリオール)をプラスチックビーカーに加え、真空オーブン(0.76m Hg真空(30インチHg真空))中で80℃で30分間脱気した。ポリオールを周囲温度にまで冷却し、溶媒(使用する場合)を加え、均質な混合物が形成されるまで攪拌棒で混合した。ダブコT12触媒(ジブチルスズジラウレート、)をカップに加えた後、手で混合した。デスモジュールN 3300(HDI トリマー)を所望の濃度で加え、手で15秒間混合した後、SPEED MIXER DAC 150 FVZミキサーを使用して3600rpmで15秒混合した。反応組成物を、0.3mmのフィルム厚さに公称測定した実験室規模のナイフコートステーションを使用して上側及び下側のシリコーンポリライナー(シー・ピー・フィルムズ社(CPFilms)(バージニア州マーティンスビル)によって供給される0.064mm(2.5ミル)のポリエステル剥離ライナー)の間に直ちにコーティングするか、32号メイヤーロッドを用いてシリコーンポリライナー又はPET上にコーティングした。
【0269】
【表20】
【0270】
各試料は周囲温度で24時間乾燥させた。ミツトヨ社(MITUTOYO)(オンタリオ州ミシソーガ)製SURFTEST SJ−401スタイラス型プロファイロメーターを使用して表面粗さを測定した。結果を表T2に示す。
【0271】
【表21】
【0272】
2枚のライナー間にコーティングされた溶媒ベースのポリウレタンの特性評価
これらの実験は溶媒ベースのウレタンペイントフィルム組成物の色及び気泡欠陥に対する溶媒添加の影響を示すためのものである。これらの実験で使用する溶媒であるトルエンは、水が10ppm未満となるまでモレキュラーシーブス上で最初に乾燥させ、全配合物の0.10重量%〜50重量%の範囲の濃度で配合物に加えた。
【0273】
試料調製の一般的方法(表U1(A〜L))は以下のようにして行った。K−フレックス188(100%活性ポリエステルポリオール)をプラスチックビーカーに加え、真空オーブン(0.76m Hg真空、30インチHg真空)中で80℃で30分間脱気した。次いでポリオールを周囲温度にまで冷却した。溶媒を含有する実施例では、ポリオールと溶媒とを均一な混合物が形成されるまで攪拌棒で混合した。ダブコT12触媒(ジブチルスズジラウレート)をカップに加えた後、手で混合した。デスモジュールN3300(HDIトリマー)を所望の濃度で加え、手で15秒混合した後、SPEED MIXER DAC 150 FVZ(フラックテック社(FlackTek Inc.)(サウスカロライナ州ランドラム))を使用して3600rpmで15秒間混合した。反応混合物を、下記のように調製した2枚のシリコーンコーティングされたPETライナー(シー・ピー・フィルムズ社(CPFilms)によって供給される0.064mm(2.5ミル)のポリエステル剥離ライナー)の間に直ちにコーティングした。下側のPETライナーは、カリパー制御を与えるために2枚の15.2cm(6ミル)の3M ACRYLIC PLUS TAPE PT 1100(両面コーティングされたアクリルフォームテープ)でライニングした。反応組成物を下側ライナー上に注ぎ、材料の圧延バンクが形成されるように上側ライナーを金属バーにより適用した。このようにして調製したフィルムを周囲温度で24時間乾燥させた後、80℃で24時間硬化させた。以下の評価スケールを用いたフィルムの色評価を表U1に示す。すなわち、0=透明、1=ごくわずかな黄色、2=明らかな黄色、3=顕著な黄色。
【0274】
【表22】
【0275】
表U2(U2A〜U2J)に示した各試料は、試料U1A〜U1Lについて上記に述べたようにして調製した。各フィルムは直ちに3つの同じ小片に切断した。1つは周囲温度に置き、1つは70℃のオーブンに15分入れ、1つは120℃のオーブンに15分入れた。フィルムの成形及び各温度で15分コンディショニングしたフィルムのデータを下記表に記録した。高い温度の影響により、試料U2Aを除くすべての試料において気泡形成に関する著明な欠陥が生じた。
【0276】
【表23】
【0277】
形状記憶試験
調製例106で調製した材料の試料を、ティー・エー・インスツルメンツ社(TA Instruments)製モデルDMA Q800動的機械試験装置を使用して動的機械分析によって評価した。材料は、tanδピーク温度(Tg)が38℃であり、Tg−40℃(−2℃)における引張貯蔵弾性率(E’)が1900MPaであり、Tg+40℃(78℃)における引張貯蔵弾性率(E’)が6MPaであった。材料の試料の1つ(長さ=7.2mm、幅=6.1mm、高さ=0.45mmの寸法)に歪み/回復サイクルを3回行って材料の形状記憶性を測定した。試料は40℃に加熱した後、2N/分で最大8Nにまで増大する張力を作用させた(最大歪み=63%)。試料がガラス状となる−20℃に試料を冷却しながら最大張力を維持した。この後、−20℃で張力を緩和した。次いで試料を40℃にまで再加熱(ごくわずかな張力を有する)すると、歪みは3%にまで戻った。試料の形状記憶性は約25℃で顕在化した。サイクルを更に2回繰り返したところ、最初の試料と比較して毎回3%の歪みに戻った。
【0278】
当業者であれば、本発明の範囲及び趣旨から逸脱することなく本発明の様々な改変及び変更が可能であり、本発明が本明細書に記載される例示的な実施形態に不要に限定されないことは理解されるはずである。
【特許請求の範囲】
【請求項1】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
前記熱成形性基材の前記第2の主面に接触し、前記第2の主面と永久的に接着された第1の主面を有するベース層と、を備える多層物品であって、前記ベース層は高分子材料を含むとともに実質的に等方性であり、前記ベース層の前記第1の主面は前記熱成形性基材の前記第2の主面に永久的に接着され、かつ共有結合している、多層物品。
【請求項2】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
前記熱成形性基材の前記第2の主面に接触し、前記第2の主面と永久的に接着された第1の主面を有するベース層と、を備える多層物品であって、前記ベース層は高分子材料を含み、前記ベース層は前記第1の主面と反対側の第2の主面を有し、前記ベース層の第1の主面及び第2の主面のそれぞれは第1及び第2のそれぞれの対応する形成ウェブの主面の実質上の逆像であり、前記ベース層の第1の主面は前記熱成形性基材の前記第2の主面に永久的に接着され、かつ共有結合している、多層物品。
【請求項3】
前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、請求項1又は2に記載の多層物品。
【請求項4】
前記ベース層が実質的に無溶媒である、請求項1〜3のいずれかに記載の多層物品。
【請求項5】
前記高分子材料が、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される、請求項1〜4のいずれかに記載の多層物品。
【請求項6】
前記高分子材料がポリウレタンを含む、請求項1〜5のいずれかに記載の多層物品。
【請求項7】
前記ポリウレタンが35〜65重量%の量のハードセグメントを有する、請求項6に記載の多層物品。
【請求項8】
前記ベース層の前記第2の主面に剥離可能に接着され、前記第2の主面と接触するライナーを更に含む、請求項1〜7のいずれかに記載の多層物品。
【請求項9】
更に透明保護層を含み、前記透明保護層は第1の主面と前記第1の主面の反対側の第2の主面とを有する、請求項1〜7のいずれかに記載の多層物品。
【請求項10】
前記透明保護層の前記第2の主面に剥離可能に接着され、前記透明保護層の前記第2の主面と接触するライナーを更に有する、請求項9に記載の多層物品。
【請求項11】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面は前記熱成形性基材の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備える多層物品であって、
前記ベース層及び前記透明保護層の少なくとも一方が実質上等方性であり、前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、多層物品。
【請求項12】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面が前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備える多層物品であって、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)前記ベース層の前記第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応する形成ウェブの主面の実質上の逆像であるか、
ii)前記透明保護層の前記第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応する形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品。
【請求項13】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面が前記接着層により前記熱成形性基材の前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第2の高分子材料を含むとともに実質上等方性である透明保護層と、を備える多層物品であって、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、多層物品。
【請求項14】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面が前記接着層により前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、第2の高分子材料を含む透明保護層と、を備える多層物品であって、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)前記ベース層の前記第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、
ii)前記透明保護層の前記第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品。
【請求項15】
前記ベース層の前記第2の主面が表面形状の回復性を示す、請求項1〜14のいずれかに記載の多層物品。
【請求項16】
前記透明保護層の前記第2の主面が表面形状の回復性を示す、請求項11〜15のいずれかに記載の多層物品。
【請求項17】
前記透明保護層が実質的に無溶媒である、請求項11〜16のいずれかに記載の多層物品。
【請求項18】
前記第2の高分子材料が、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される、請求項11〜16のいずれかに記載の多層物品。
【請求項19】
前記高分子材料がポリウレタンを含む、請求項11〜16のいずれかに記載の多層物品。
【請求項20】
前記ポリウレタンが35〜65重量%の量のハードセグメントを有する、請求項19に記載の多層物品。
【請求項21】
前記透明保護層の前記第2の主面に剥離可能に接着され前記第2の主面と接触するライナーを更に有する、請求項11〜20のいずれかに記載の多層物品。
【請求項22】
請求項1〜21のいずれかに記載の多層物品を熱成形することを含む、多層物品の使用方法。
【請求項23】
請求項1〜21のいずれかに記載の多層物品を射出クラッディングすることを含む、多層物品の使用方法。
【請求項24】
請求項1〜21のいずれかに記載の多層物品を所定の形状に形成することを含む、成形物品の形成方法。
【請求項25】
前記所定の形状が車体部品、車両トリム、又は装置ハウジングの少なくとも一部に対応する、請求項24に記載の成形物品の形成方法。
【請求項26】
前記所定の形状が車体部品又は車両トリムに対応する、請求項24に記載の成形物品の形成方法。
【請求項27】
請求項24〜26のいずれかに記載の方法によって形成された成形物品。
【請求項28】
多層物品の製造方法であって、
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材であって、前記熱成形性基材の前記第2の主面が反応基を含む熱成形性基材を提供することと、
前記第2の主面及び形成ウェブに硬化性組成物を接触させることによって前記熱成形性基材と前記形成ウェブとの間に配置される前記硬化性組成物の圧延バンクを形成することであって、前記硬化性組成物は硬化性高分子材料前駆体を含み、前記反応基と共有結合を形成するように反応することと、
前記熱成形性基材、前記形成ウェブ、及び前記硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の前記少なくとも一部分が前記熱成形性基材と前記形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を提供することと、
前記硬化性層前駆体を少なくとも部分的に硬化させることによってポリマー材料を含むベース層を提供することと、を含む方法において、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である方法。
【請求項29】
多層物品の製造方法であって、
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することであって、ベース層が前記熱成形性基材の前記第2の主面に接着され、前記ベース層が第1の高分子材料を含むことと、
前記ベース層及び形成ウェブに硬化性組成物を接触させることによって前記ベース層と前記形成ウェブとの間に配置される前記硬化性組成物の圧延バンクを形成することであって、前記硬化性組成物は硬化性高分子材料前駆体を含むことと、
前記熱成形性基材、前記ベース層、前記形成ウェブ、及び前記硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の前記少なくとも一部分が前記ベース層と前記形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を提供することと、
前記硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を提供することと、を含む方法。
【請求項30】
前記熱成形性基材の接着層を前記ベース層の前記第1の主面上に配置することを更に含む、請求項28又は29に記載の方法。
【請求項31】
前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、請求項28〜30のいずれかに記載の方法。
【請求項32】
多層物品の製造方法であって、
第1の形成ウェブ及び前記第1の形成ウェブに剥離可能に接着されたベース層を提供することであって、前記ベース層は第1の高分子材料を含み、第1の主面と前記第1の主面の反対側の第2の主面とを有することと、
前記ベース層及び第2の形成ウェブに硬化性組成物を接触させることによって前記ベース層と前記第2の形成ウェブとの間に配置される前記硬化性組成物の圧延バンクを形成することであって、前記硬化性組成物は硬化性高分子材料前駆体を含むことと、
前記第1の形成ウェブ、前記ベース層、前記第2の形成ウェブ、及び前記硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の前記少なくとも一部分が前記ベース層と前記第2の形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を提供することと、
前記硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を提供することと、
前記ベース層から前記第1の形成ウェブを分離することと、
第1の接着層を前記ベース層の前記第1の主面上に配置することと、
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することと、
前記第1の接着層を前記熱成形性基材の前記第2の主面に永久的に接着することと、を含む方法。
【請求項33】
前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、請求項32に記載の方法。
【請求項34】
第2の接着層を前記熱成形性基材の前記第1の主面上に配置することを更に含む、請求項32又は33に記載の方法。
【請求項35】
前記第1の高分子材料及び前記第2の高分子材料の少なくとも一方が、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される、請求項28〜34のいずれかに記載の方法。
【請求項36】
前記第1の高分子材料及び前記第2の高分子材料の少なくとも一方がポリウレタンを含む、請求項28〜34のいずれかに記載の方法。
【請求項37】
前記ポリウレタンが35〜65重量%の量のハードセグメントを有する、請求項36に記載の方法。
【請求項38】
請求項28〜37のいずれかに記載の方法にしたがって製造される多層物品。
【請求項1】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
前記熱成形性基材の前記第2の主面に接触し、前記第2の主面と永久的に接着された第1の主面を有するベース層と、を備える多層物品であって、前記ベース層は高分子材料を含むとともに実質的に等方性であり、前記ベース層の前記第1の主面は前記熱成形性基材の前記第2の主面に永久的に接着され、かつ共有結合している、多層物品。
【請求項2】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
前記熱成形性基材の前記第2の主面に接触し、前記第2の主面と永久的に接着された第1の主面を有するベース層と、を備える多層物品であって、前記ベース層は高分子材料を含み、前記ベース層は前記第1の主面と反対側の第2の主面を有し、前記ベース層の第1の主面及び第2の主面のそれぞれは第1及び第2のそれぞれの対応する形成ウェブの主面の実質上の逆像であり、前記ベース層の第1の主面は前記熱成形性基材の前記第2の主面に永久的に接着され、かつ共有結合している、多層物品。
【請求項3】
前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、請求項1又は2に記載の多層物品。
【請求項4】
前記ベース層が実質的に無溶媒である、請求項1〜3のいずれかに記載の多層物品。
【請求項5】
前記高分子材料が、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される、請求項1〜4のいずれかに記載の多層物品。
【請求項6】
前記高分子材料がポリウレタンを含む、請求項1〜5のいずれかに記載の多層物品。
【請求項7】
前記ポリウレタンが35〜65重量%の量のハードセグメントを有する、請求項6に記載の多層物品。
【請求項8】
前記ベース層の前記第2の主面に剥離可能に接着され、前記第2の主面と接触するライナーを更に含む、請求項1〜7のいずれかに記載の多層物品。
【請求項9】
更に透明保護層を含み、前記透明保護層は第1の主面と前記第1の主面の反対側の第2の主面とを有する、請求項1〜7のいずれかに記載の多層物品。
【請求項10】
前記透明保護層の前記第2の主面に剥離可能に接着され、前記透明保護層の前記第2の主面と接触するライナーを更に有する、請求項9に記載の多層物品。
【請求項11】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面は前記熱成形性基材の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備える多層物品であって、
前記ベース層及び前記透明保護層の少なくとも一方が実質上等方性であり、前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、多層物品。
【請求項12】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面が前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第2の高分子材料を含む透明保護層と、を備える多層物品であって、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)前記ベース層の前記第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応する形成ウェブの主面の実質上の逆像であるか、
ii)前記透明保護層の前記第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応する形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品。
【請求項13】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面が前記接着層により前記熱成形性基材の前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、更に第2の高分子材料を含むとともに実質上等方性である透明保護層と、を備える多層物品であって、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、多層物品。
【請求項14】
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材と、
接着層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有するベース層であって、前記ベース層の前記第1の主面が前記接着層により前記第2の表面と永久的に接着され、更に第1の高分子材料を含むベース層と、
第1の主面と前記第1の主面の反対側の第2の主面とを有する透明保護層であって、前記透明保護層の前記第1の主面が前記ベース層の前記第2の主面に接触して前記第2の表面と永久的に接着され、第2の高分子材料を含む透明保護層と、を備える多層物品であって、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明であり、更に、
i)前記ベース層の前記第1及び第2の主面のそれぞれが、第1及び第2のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、
ii)前記透明保護層の前記第1及び第2の主面のそれぞれが、第3及び第4のそれぞれの対応した形成ウェブの主面の実質上の逆像であるか、又は、
iii)i)及びii)の両方である、多層物品。
【請求項15】
前記ベース層の前記第2の主面が表面形状の回復性を示す、請求項1〜14のいずれかに記載の多層物品。
【請求項16】
前記透明保護層の前記第2の主面が表面形状の回復性を示す、請求項11〜15のいずれかに記載の多層物品。
【請求項17】
前記透明保護層が実質的に無溶媒である、請求項11〜16のいずれかに記載の多層物品。
【請求項18】
前記第2の高分子材料が、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される、請求項11〜16のいずれかに記載の多層物品。
【請求項19】
前記高分子材料がポリウレタンを含む、請求項11〜16のいずれかに記載の多層物品。
【請求項20】
前記ポリウレタンが35〜65重量%の量のハードセグメントを有する、請求項19に記載の多層物品。
【請求項21】
前記透明保護層の前記第2の主面に剥離可能に接着され前記第2の主面と接触するライナーを更に有する、請求項11〜20のいずれかに記載の多層物品。
【請求項22】
請求項1〜21のいずれかに記載の多層物品を熱成形することを含む、多層物品の使用方法。
【請求項23】
請求項1〜21のいずれかに記載の多層物品を射出クラッディングすることを含む、多層物品の使用方法。
【請求項24】
請求項1〜21のいずれかに記載の多層物品を所定の形状に形成することを含む、成形物品の形成方法。
【請求項25】
前記所定の形状が車体部品、車両トリム、又は装置ハウジングの少なくとも一部に対応する、請求項24に記載の成形物品の形成方法。
【請求項26】
前記所定の形状が車体部品又は車両トリムに対応する、請求項24に記載の成形物品の形成方法。
【請求項27】
請求項24〜26のいずれかに記載の方法によって形成された成形物品。
【請求項28】
多層物品の製造方法であって、
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材であって、前記熱成形性基材の前記第2の主面が反応基を含む熱成形性基材を提供することと、
前記第2の主面及び形成ウェブに硬化性組成物を接触させることによって前記熱成形性基材と前記形成ウェブとの間に配置される前記硬化性組成物の圧延バンクを形成することであって、前記硬化性組成物は硬化性高分子材料前駆体を含み、前記反応基と共有結合を形成するように反応することと、
前記熱成形性基材、前記形成ウェブ、及び前記硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の前記少なくとも一部分が前記熱成形性基材と前記形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を提供することと、
前記硬化性層前駆体を少なくとも部分的に硬化させることによってポリマー材料を含むベース層を提供することと、を含む方法において、
前記熱成形性基材及びベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である方法。
【請求項29】
多層物品の製造方法であって、
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することであって、ベース層が前記熱成形性基材の前記第2の主面に接着され、前記ベース層が第1の高分子材料を含むことと、
前記ベース層及び形成ウェブに硬化性組成物を接触させることによって前記ベース層と前記形成ウェブとの間に配置される前記硬化性組成物の圧延バンクを形成することであって、前記硬化性組成物は硬化性高分子材料前駆体を含むことと、
前記熱成形性基材、前記ベース層、前記形成ウェブ、及び前記硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の前記少なくとも一部分が前記ベース層と前記形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を提供することと、
前記硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を提供することと、を含む方法。
【請求項30】
前記熱成形性基材の接着層を前記ベース層の前記第1の主面上に配置することを更に含む、請求項28又は29に記載の方法。
【請求項31】
前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、請求項28〜30のいずれかに記載の方法。
【請求項32】
多層物品の製造方法であって、
第1の形成ウェブ及び前記第1の形成ウェブに剥離可能に接着されたベース層を提供することであって、前記ベース層は第1の高分子材料を含み、第1の主面と前記第1の主面の反対側の第2の主面とを有することと、
前記ベース層及び第2の形成ウェブに硬化性組成物を接触させることによって前記ベース層と前記第2の形成ウェブとの間に配置される前記硬化性組成物の圧延バンクを形成することであって、前記硬化性組成物は硬化性高分子材料前駆体を含むことと、
前記第1の形成ウェブ、前記ベース層、前記第2の形成ウェブ、及び前記硬化性組成物のそれぞれの少なくとも一部分を、硬化性組成物の前記少なくとも一部分が前記ベース層と前記第2の形成ウェブとの間に挟まれた状態でニップに通過させることによって硬化性層の前駆体を提供することと、
前記硬化性層前駆体を少なくとも部分的に硬化させることによって第2の高分子材料を含む透明保護層を提供することと、
前記ベース層から前記第1の形成ウェブを分離することと、
第1の接着層を前記ベース層の前記第1の主面上に配置することと、
第1の主面と前記第1の主面の反対側の第2の主面とを有する熱成形性基材を提供することと、
前記第1の接着層を前記熱成形性基材の前記第2の主面に永久的に接着することと、を含む方法。
【請求項33】
前記熱成形性基材及び前記ベース層の少なくとも一方が着色剤を含み、前記ベース層と前記熱成形性基材との組み合わせが不透明又は半透明である、請求項32に記載の方法。
【請求項34】
第2の接着層を前記熱成形性基材の前記第1の主面上に配置することを更に含む、請求項32又は33に記載の方法。
【請求項35】
前記第1の高分子材料及び前記第2の高分子材料の少なくとも一方が、シリコーン、ポリエーテル、アクリル樹脂、ポリウレタン、及びこれらの組み合わせからなる群から選択される、請求項28〜34のいずれかに記載の方法。
【請求項36】
前記第1の高分子材料及び前記第2の高分子材料の少なくとも一方がポリウレタンを含む、請求項28〜34のいずれかに記載の方法。
【請求項37】
前記ポリウレタンが35〜65重量%の量のハードセグメントを有する、請求項36に記載の方法。
【請求項38】
請求項28〜37のいずれかに記載の方法にしたがって製造される多層物品。
【図1】

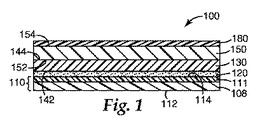
【図2】
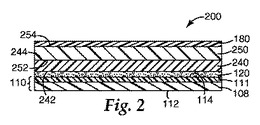
【図3】
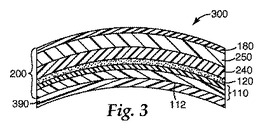
【図4】
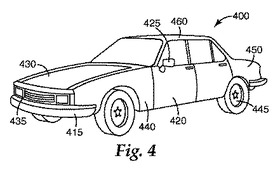
【図5】
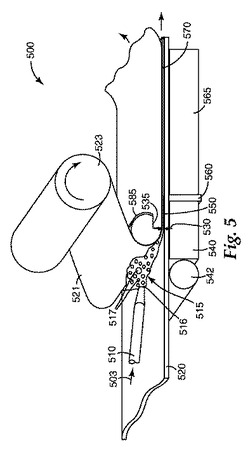
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2011−517630(P2011−517630A)
【公表日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2011−501915(P2011−501915)
【出願日】平成21年3月18日(2009.3.18)
【国際出願番号】PCT/US2009/037470
【国際公開番号】WO2009/120548
【国際公開日】平成21年10月1日(2009.10.1)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年3月18日(2009.3.18)
【国際出願番号】PCT/US2009/037470
【国際公開番号】WO2009/120548
【国際公開日】平成21年10月1日(2009.10.1)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]