
多層織編物および衣料
【課題】発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料を提供する。
【解決手段】フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとを用いて、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配された多層織編物を得る。
【解決手段】フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとを用いて、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配された多層織編物を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料に関する。
【背景技術】
【0002】
一般に、ポリエステル繊維やポリアミド繊維等の疎水性繊維は、綿やレーヨン等の親水性繊維に比べて多量発汗時の肌離れ性に優れている。このため、従来、発汗量の多いスポーツ用衣料などには、肌離れ性を高めるために、疎水性繊維100%からなる織編物が多く用いられている(例えば、特許文献1、特許文献2参照)。
かかる疎水性繊維は、親水性繊維に比べ、発汗時の肌離れ性に優れるものの、発汗量が多量なハードスポーツ、降雨時のスポーツなど、衣服が多量の水分を吸収した場合には、肌と衣服の密着を十分に解消するには至っておらず、さらに優れた肌離れ性を望まれている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−131000号公報
【特許文献2】特開2000−328325号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、上記の背景に鑑みなされたものであり、その目的は、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料を提供することにある。
【課題を解決するための手段】
【0005】
本発明者らは、上記の課題を達成するため鋭意検討した結果、多層織編物の両表面に、それぞれ互に捲縮率を異にする2種の仮撚捲縮加工糸を配し、かつ多層織編物にフィラメント数が多いフィラメント糸を含ませることにより、べとつき感が少ない多層織編物が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
かくして、本発明によれば、「2層以上の多層構造を有する多層織編物であって、該多層織編物に、フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとが含まれ、かつ、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されてなることを特徴とする多層織編物」が提供される。
その際、上記フィラメント糸Aが非捲縮糸であることが好ましい。
また、上記フィラメント糸Aの捲縮率をa(%)、上記仮撚捲縮加工糸Bの捲縮率をb(%)、上記仮撚捲縮加工糸Cの捲縮率をc(%)とするとき、c−b>5%かつb−a>5%であることが好ましい。
さらに、上記フィラメント糸Aにおいて、単繊維径が10〜1,000nmの範囲内であることが好ましい。
さらに、上記仮撚捲縮加工糸Bの総繊度が上記仮撚捲縮加工糸Cの総繊度よりも大であることが好ましい。
本発明の多層織編物において、多層織編物が2層構造を有し、上記フィラメント糸Aが上記仮撚捲縮糸Bと同じ表面側に配されてなることが好ましい。
また、多層織編物が3層構造を有し、上記フィラメント糸Aが中間層に配されてなることが好ましい。
次に、本発明によれば、上記の多層織編物を、仮撚捲縮加工糸Bが配された表面が肌側に位置するよう用いてなる衣料が提供される。
【発明の効果】
【0006】
本発明によれば、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料が得られる。
【図面の簡単な説明】
【0007】
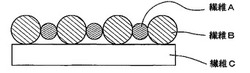
【図1】本発明の多層織編物の1態様(2層構造)を模式的に示す図(縦断面図)である。
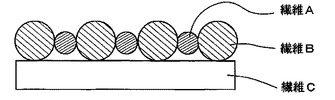
【図2】本発明の多層織編物の1態様(3層構造)を模式的に示す図(縦断面図)である。
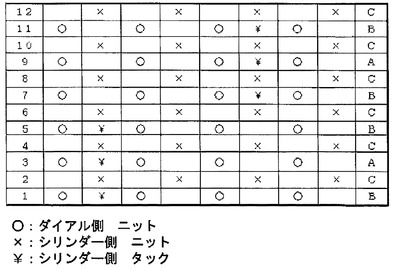
【図3】実施例1で用いた編組織図(ハニカム編地)である。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態について詳細に説明する。
まず、本発明の多層織編物は、2層以上の多層構造を有する多層織編物であって、該多層織編物に、フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとが含まれる。
ここで、上記フィラメント糸Aにおいて、フィラメント数が20本以上(より好ましくは2,000本以上、特に好ましくは2,000〜10,000本)であることが肝要である。上記フィラメント数が20本未満の場合、多層織編物の吸水性が低下するため、べとつき感が少なくならないおそれがあり好ましくない。
【0009】
上記フィラメント糸Aにおいて、その単繊維径(単繊維の直径)は、多層織編物の吸水性を向上させ、べとつき感を少なくする上で10〜1,000nm(好ましくは100〜900nm、特に好ましくは550〜900nm)の範囲内であることが好ましい。かかる単繊維径を単繊維繊度に換算すると、0.000001〜0.01dtexに相当する。上記単繊維径が10nmよりも小さい場合は繊維強度が低下するため実用上好ましくない。逆に、上記単繊維径が1,000nmよりも大きい場合は、多層織編物のべとつき感が低下しないおそれがある。ここで、単繊維の断面形状が丸断面以外の異型断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、透過型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。また、単繊維繊度のばらつきは、−20%〜+20%の範囲内であることが好ましい。
また、フィラメント糸Aの総繊度(単繊維繊度とフィラメント数との積)としては、5〜150dtexの範囲内であることが好ましい。
【0010】
上記フィラメント糸Aの繊維形態は特に限定されず、長繊維(マルチフィラメント糸)でもよいし、短繊維でもよい。なかでも、織編物の組織間空隙を小さくして吸水性を向上させる上で、紡績糸のように繊維が凝集しているよりも長繊維(マルチフィラメント糸)のように嵩高であるほうが好ましい。単繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状でよい。また、通常の空気加工、仮撚捲縮加工が施されていてもさしつかえないが、製造工程を簡略化させる上で非捲縮糸(捲縮加工が施されていないマルチフィラメント糸)であることが好ましい。
【0011】
上記フィラメント糸Aを形成するポリマーの種類としては特に限定されないが、繊維強度や染色堅牢性などの点でポリエステル系ポリマーが好ましい。例えば、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、ステレオコンプレックスポリ乳酸、第3成分を共重合させたポリエステルなどが好ましく例示される。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルや、特開2009−091694号公報に記載された、バイオマス、すなわち生物由来の物質を原材料として得られたモノマー成分を使用してなるポリエチレンテレフタレートであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。
【0012】
上記ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0013】
次に、仮撚捲縮加工糸Bにおいて、上記フィラメント糸Aよりも高捲縮率を有することが肝要である。仮撚捲縮加工糸Bの捲縮率が上記フィラメント糸Aよりも小さいと、多層織編物の吸汗性が損なわれるおそれがある。その際、上記フィラメント糸Aの捲縮率をa(%)、上記仮撚捲縮加工糸Bの捲縮率をb(%)とするとき、b−a>5%(より好ましくは40%>b−a>5%)であることが好ましい。
また、かかる仮撚捲縮加工糸Bにおいて、単繊維繊度、フィラメント数および総繊度としては、多層織編物のソフトな風合いを損なわせない上で、単繊維繊度0.5〜2.0dtex、フィラメント数30〜200本、総繊度30〜200dtexの範囲内であることが好ましい。
かかるフィラメント糸Bを形成するポリマーとしては、上記フィラメント糸Aと同様のポリエステル系ポリマーが好ましい。
【0014】
次に、仮撚捲縮加工糸Cにおいて、上記仮撚捲縮加工糸Bよりも高捲縮率を有することが肝要である。仮撚捲縮加工糸Cの捲縮率が、上記仮撚捲縮加工糸Bよりも小さいと、多層織編物の吸汗性が損なわれるおそれがある。その際、上記仮撚捲縮加工糸Bの捲縮率をb(%)、上記仮撚捲縮加工糸Cの捲縮率をc(%)とするとき、c−b>5%(より好ましくは40%>c−b>5%)であることが好ましい。
また、かかる仮撚捲縮加工糸Cにおいて、単繊維繊度、フィラメント数および総繊度としては、多層織編物のソフトな風合いを損なわせない上で単繊維繊度0.5〜2.0dtex、フィラメント数30〜200本、総繊度30〜200dtexの範囲内であることが好ましい。
また、後記のように、汗を多層織編物の一方表面から他方表面へ速やかに移行させる上で、仮撚捲縮加工糸Cの総繊度が仮撚捲縮加工糸Bの総繊度よりも小さいこと(換言すれば、上記仮撚捲縮加工糸Bの総繊度が上記仮撚捲縮加工糸Cの総繊度よりも大であること)が好ましい。
かかるフィラメント糸Cを形成するポリマーとしては、上記フィラメント糸Aと同様のポリエステル系ポリマーが好ましい。
【0015】
本発明の多層織編物において、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されることにより、多層織編物に含まれるフィラメント糸Aとの相乗作用で、仮撚捲縮加工糸Bが配された表面で吸汗された汗が、仮撚捲縮加工糸Cが配された表面に速やかに移行する。
その際、図1に模式的に示すような、多層織編物が2層構造を有し、上記フィラメント糸Aが上記仮撚捲縮糸Bと同じ表面側に配されてなる態様、また、図2に模式的に示すような、多層織編物が3層構造を有し、上記フィラメント糸Aが中間層に配されてなる態様が好ましい。
【0016】
本発明の織編物において、織編組織は特に限定されず、通常の2層以上の多層構造を有する多層構造織編組織でよい。層数は、製造の容易さから2層または3層が好ましく、2層が特に好ましい。織編組織としては特に限定されないが、織物では、たて二重織、よこ二重織等の片二重織組織、完全二重織組織、ダブルサテン組織織物、完全三重組織織物、編物では、ハニカム編、ダブルコード編、ハーフトリコット編などが例示される。
【0017】
本発明の多層織編物は、例えば以下の製造方法により製造することができる。まず、海成分と、その径が10〜1,000nmである島成分とで形成される海島型複合繊維(フィラメント糸A用繊維)を用意する。かかる海島型複合繊維としては、特開2007−2364号公報に開示された海島型複合繊維マルチフィラメント(島数100〜1,500)が好ましく用いられる。
【0018】
ここで、海成分ポリマーとしては、繊維形成性の良好なポリエステル、ポリアミド、ポリスチレン、ポリエチレンなどが好ましい。例えば、アルカリ水溶液易溶解性ポリマーとしては、ポリ乳酸、超高分子量ポリアルキレンオキサイド縮合系ポリマー、ポリエチレングリコール系化合物共重合ポリエステル、ポリエチレングリコール系化合物と5−ナトリウムスルホン酸イソフタル酸の共重合ポリエステルが好適である。なかでも、5−ナトリウムスルホイソフタル酸6〜12モル%と分子量4,000〜12,000のポリエチレングリコールを3〜10重量%共重合させた固有粘度が0.4〜0.6のポリエチレンテレフタレート系共重合ポリエステルが好ましい。
【0019】
一方、島成分ポリマーは、最終的にフィラメントAを形成するポリマーであり、上記のようなポリエステルが好ましい。上記ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0020】
上記の海成分ポリマーと島成分ポリマーからなる海島型複合繊維は、溶融紡糸時における海成分の溶融粘度が島成分ポリマーの溶融粘度よりも大きいことが好ましい。また、島成分の径は、10〜1,000nmの範囲とする必要がある。その際、上記径が真円でない場合は、外接円の直径を求める。上記の海島型複合繊維において、その海島複合重量比率(海:島)は、20:80〜80:20の範囲が好ましく、特に30:70〜70:30の範囲が好ましい。
【0021】
かかる海島型複合繊維は、例えば以下の方法により容易に製造することができる。すなわち、上記の海成分ポリマーと島成分ポリマーとを用い溶融紡糸する。溶融紡糸に用いられる紡糸口金としては、島成分を形成するための中空ピン群や微細孔群を有するものなど任意のものを用いることができる。吐出された海島型複合繊維(マルチフィラメント)は、冷却風によって固化され、好ましくは400〜6,000m/分で溶融紡糸された後に巻き取られる。得られた未延伸糸は、別途、延伸工程をとおして所望の強度・伸度・熱収縮特性を有する複合繊維とするか、あるいは、一旦巻き取ることなく一定速度でローラーに引き取り、引き続いて延伸工程をとおした後に巻き取る方法のいずれでも構わない。さらに、仮撚捲縮加工を施してもよい。
【0022】
一方、上記仮撚捲縮加工糸Bと、該仮撚捲縮加工糸Bよりも高捲縮率を有する上記仮撚捲縮加工糸Cとを用意する。
次いで、上記海島型複合繊維(フィラメント糸A用マルチフィラメント)と仮撚捲縮加工糸Bと仮撚捲縮加工糸Cとを用いて、さらに必要に応じて他の繊維(弾性繊維やポリエステル繊維など)をも用いて上記のような多層織編物を製編織する。
【0023】
次いで、上記多層織編物にアルカリ水溶液処理を施すことにより、上記海島型複合繊維の海成分をアルカリ水溶液で溶解除去し、海島型複合繊維を単繊維径が10〜1,000nmのフィラメント糸Aとする。その際、アルカリ水溶液処理の条件としては、濃度3〜4%のNaOH水溶液を使用し55〜65℃の温度で処理するとよい。
また、常法の染色加工、起毛加工、撥水加工、さらには、紫外線遮蔽あるいは制電剤、抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤等の機能を付与する各種加工、バッフィング加工またはブラシ処理加工を付加適用してもよい。
【0024】
かくして得られた多層織編物において、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されることにより、仮撚捲縮加工糸Bと仮撚捲縮加工糸Cとの捲縮率の差による毛細管現象およびフィラメント数の多いフィラメント糸Aの吸汗効果との相乗作用で、仮撚捲縮加工糸Bが配された表面で吸汗された汗が、仮撚捲縮加工糸Cが配された表面に速やかに移行する。
【0025】
次に、本発明の衣料は、上記の多層織編物を、仮撚捲縮加工糸Bが配された表面が肌側に位置するよう用いてなる衣料である。かかる衣料は、上記の多層織編物を用いているので、発汗時にべとつき難い衣料である。
なお、上記衣料には、スポーツウエア、アウトドアウェア、紳士衣服、婦人衣服、作業衣、一般衣料などが含まれる。
【実施例】
【0026】
次に、本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
(1) 溶融粘度
乾燥処理後のポリマーを紡糸時のルーダー溶融温度に設定したオリフィスにセットして5分間溶融保持したのち、数水準の荷重をかけて押し出し、そのときのせん断速度と溶融粘度をプロットした。そのプロットをなだらかにつないで、せん断速度−溶融粘度曲線を作成し、せん断速度が1,000秒−1の時の溶融粘度を見た。
(2) 溶解速度
海・島成分の各々0.3φ−0.6L×24Hの口金にて1,000〜2,000m/分の紡糸速度で糸を巻き取り、さらに残留伸度が30〜60%の範囲になるように延伸して、84dtex/24filのマルチフィラメントを作製した。これを各溶剤にて溶解しようとする温度で浴比100にて溶解時間と溶解量から減量速度を算出した。
【0027】
(3)単繊維径
織編物を電子顕微鏡で写真撮影した後、n数5で単繊維径を測定しその平均値を求めた。
(4) 織編物の目付
JIS L1096 6.4.2に従って測定した。
(5)べとつき感(密着性)
生地の裏面の表面に水分滴下後に圧縮し、引き離す際の垂直方向の摩擦抵抗力を測定した。使用機器はKES(Kawabata’s Evaluation System)簡易圧縮計(カトーテック社製)を使用し、圧縮面の直径を3.6cmにし、圧縮速度は0.2cm/sにし、荷重50gfの条件下で測定した。以下の実施例1、比較例1の測定では水分滴下量が0.5ml及び1mlの密着性の測定結果を示した。
【0028】
(6)捲縮率
供試糸条を、周長が1.125mの検尺機のまわりに巻きつけて、乾繊度が3,333dtexのかせを調製した。 上記かせを、スケール板の吊り釘に懸垂して、その下部分に6gの初荷重を付加し、さらに600gの荷重を付加したときのかせの長さL0を測定した。その後、直ちに、上記かせから荷重を除き、スケール板の吊り釘から外し、このかせを沸騰水中に30分間浸漬して、捲縮を発現させた。沸騰水処理後のかせを沸騰水から取り出し、かせに含まれる水分をろ紙により吸収除去し、室温において24時間風乾した。この風乾されたかせを、スケール板の吊り釘に懸垂し、その下部分に、600gの荷重をかけ、1分後にかせの長さL1aを測定し、その後かせから荷重を外し、1分後にかせの長さL2aを測定した。供試フィラメント糸条の捲縮率(CP)を、下記式により算出した。
CP(%)=〔(L1a−L2a)/L0〕×100
【0029】
[実施例1]
島成分としてポリエチレンテレフタレート(280℃における溶融粘度が1,200ポイズ、艶消し剤の含有なし)、海成分として5−ナトリウムスルホイソフタル酸6モル%と数平均分子量4,000のポリエチレングリコール6重量%を共重合したポリエチレンテレフタレート(280℃における溶融粘度が1,750ポイズ)を用い(溶解速度比(海/島)=230)、海:島(重量比)=30:70、島数=836の海島型複合未延伸糸を、紡糸温度280℃、紡糸速度1,500m/分で溶融紡糸して一旦巻き取った。
得られた未延伸糸を、延伸倍率2.5倍でローラー延伸し、次いで150℃で熱セットし、海島型複合延伸糸(フィラメント糸A用マルチフィラメント)として巻き取った。得られた海島型複合延伸糸は56dtex/10filであり、透過型電子顕微鏡TEMによる繊維横断面を観察したところ、島の形状は丸形状でかつ島の径は700nmであった。
一方、仮撚捲縮加工糸Bとして、捲縮率20%のポリエチレンテレフタレート仮撚捲縮加工糸84dtex/72fil(セミダル、艶消し剤含有あり)を用意し、また、仮撚捲縮加工糸Cとして、捲縮率40%のポリエチレンテレフタレート仮撚捲縮加工糸56dtex/36fil(セミダル、艶消し剤含有あり)を用意した。
【0030】
次いで、上記フィラメント糸A用マルチフィラメント、仮撚捲縮加工糸B、仮撚捲縮加工糸Cを用いて、28ゲージの丸編ダブル機を使用して、図3に示す編組織に従って、ハニカム編地を編成した(生機の密度は、48コース/2.54cm、34ウェール/2.54cm、目付98g/m2)。
次いで、上記編地を、海島型複合延伸糸の海成分を除去するために編地を3.5重量%NaOH水溶液で、70℃にて30重量%アルカリ減量した後、通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。
得られた編地は、一方表面(裏面)がフィラメント糸A(単繊維径700nm、フィラメント数8,360本)と仮撚捲縮加工糸Bで構成され、他方表面がフィラメント糸Cで構成された2層構造の編地(多層織編物)であった。この編地において、密着性が0gf/3.0gf(水分滴下量:0.5ml/1ml)で、多量発汗時も肌離れ性に優れた編地であった。
次いで、上記編地を、仮撚捲縮加工糸Bが配された表面(裏面)が肌側に位置するよう用いて衣料(T−シャツ)を得て着用したところ、発汗時にべとつき感の少ないものであった。
【0031】
[実施例2]
実施例1において、仮撚捲縮加工糸Bの捲縮率を11%に変更し、かつ仮撚捲縮加工糸Cの捲縮率を20%に変更すること以外は実施例1と同様にした。
得られた編地は、一方表面(裏面)がフィラメント糸A(単繊維径700nm、フィラメント数8,360本)と仮撚捲縮加工糸Bで構成され、他方表面がフィラメント糸Cで構成された2層構造の編地(多層織編物)であった。この編地において、密着性が0gf/4.3gf(水分滴下量:0.5ml/1ml)で、多量発汗時も肌離れ性に優れた編地であった。
【0032】
[実施例3]
実施例1において、仮撚捲縮加工糸Bの捲縮率を4%に変更し、かつ仮撚捲縮加工糸Cの捲縮率を8%に変更すること以外は実施例1と同様にした。
得られた編地は、一方表面(裏面)がフィラメント糸A(単繊維径700nm、フィラメント数8,360本)と仮撚捲縮加工糸Bで構成され、他方表面がフィラメント糸Cで構成された2層構造の編地(多層織編物)であった。この編地において、密着性が1.0gf/7.8gf(水分滴下量:0.5ml/1ml)で、多量発汗時も肌離れ性に優れた編地であった。
【0033】
[比較例1]
実施例1において、フィラメント糸A用マルチフィラメントを実施例1と同じ仮撚捲縮加工糸Bにかえ、かつ仮撚捲縮加工糸Cを実施例1と同じ仮撚捲縮加工糸Bにかえること以外は、実施例1と同様に編成して編地を得た(生機の密度は、42コース/2.54cm、32ウェール/2.54cm、目付102g/m2)。
次いで、上記編地に通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。得られた編地は、密着性15.7gf/30gf以上(水分滴下量:0.5ml/1ml)で、吸った汗が裏面にも残り、裏面から肌への濡れ戻りが多く、肌離れ性も悪い編地であった。
【0034】
[比較例2]
実施例1において、仮撚捲縮加工糸Cを実施例1と同じ仮撚捲縮加工糸Bにかえること以外は、実施例1と同様に編成して編地を得た(生機の密度は、42コース/2.54cm、32ウェール/2.54cm、目付102g/m2)。
次いで、上記編地に実施例1と同様のアルカリ減量を施した後、通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。得られた編地は、密着性0gf/8.3gf以上(水分滴下量:0.5ml/1ml)で、吸った汗が裏面にも残り、裏面から肌への濡れ戻りが多く、肌離れ性も悪い編地であった。
【0035】
[比較例3]
実施例1において、フィラメント糸A用マルチフィラメントを用いないこと以外は、実施例1と同様に編成した編地を、通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。得られた編地は、密着性0gf/9.7gf以上(水分滴下量:0.5ml/1ml)で、吸った汗が裏面にも残り、裏面から肌への濡れ戻りが多く、肌離れ性も悪い編地であった。
【産業上の利用可能性】
【0036】
本発明によれば、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料が提供され、その工業的価値は極めて大である。
【技術分野】
【0001】
本発明は、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料に関する。
【背景技術】
【0002】
一般に、ポリエステル繊維やポリアミド繊維等の疎水性繊維は、綿やレーヨン等の親水性繊維に比べて多量発汗時の肌離れ性に優れている。このため、従来、発汗量の多いスポーツ用衣料などには、肌離れ性を高めるために、疎水性繊維100%からなる織編物が多く用いられている(例えば、特許文献1、特許文献2参照)。
かかる疎水性繊維は、親水性繊維に比べ、発汗時の肌離れ性に優れるものの、発汗量が多量なハードスポーツ、降雨時のスポーツなど、衣服が多量の水分を吸収した場合には、肌と衣服の密着を十分に解消するには至っておらず、さらに優れた肌離れ性を望まれている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−131000号公報
【特許文献2】特開2000−328325号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、上記の背景に鑑みなされたものであり、その目的は、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料を提供することにある。
【課題を解決するための手段】
【0005】
本発明者らは、上記の課題を達成するため鋭意検討した結果、多層織編物の両表面に、それぞれ互に捲縮率を異にする2種の仮撚捲縮加工糸を配し、かつ多層織編物にフィラメント数が多いフィラメント糸を含ませることにより、べとつき感が少ない多層織編物が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
かくして、本発明によれば、「2層以上の多層構造を有する多層織編物であって、該多層織編物に、フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとが含まれ、かつ、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されてなることを特徴とする多層織編物」が提供される。
その際、上記フィラメント糸Aが非捲縮糸であることが好ましい。
また、上記フィラメント糸Aの捲縮率をa(%)、上記仮撚捲縮加工糸Bの捲縮率をb(%)、上記仮撚捲縮加工糸Cの捲縮率をc(%)とするとき、c−b>5%かつb−a>5%であることが好ましい。
さらに、上記フィラメント糸Aにおいて、単繊維径が10〜1,000nmの範囲内であることが好ましい。
さらに、上記仮撚捲縮加工糸Bの総繊度が上記仮撚捲縮加工糸Cの総繊度よりも大であることが好ましい。
本発明の多層織編物において、多層織編物が2層構造を有し、上記フィラメント糸Aが上記仮撚捲縮糸Bと同じ表面側に配されてなることが好ましい。
また、多層織編物が3層構造を有し、上記フィラメント糸Aが中間層に配されてなることが好ましい。
次に、本発明によれば、上記の多層織編物を、仮撚捲縮加工糸Bが配された表面が肌側に位置するよう用いてなる衣料が提供される。
【発明の効果】
【0006】
本発明によれば、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料が得られる。
【図面の簡単な説明】
【0007】
【図1】本発明の多層織編物の1態様(2層構造)を模式的に示す図(縦断面図)である。
【図2】本発明の多層織編物の1態様(3層構造)を模式的に示す図(縦断面図)である。
【図3】実施例1で用いた編組織図(ハニカム編地)である。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態について詳細に説明する。
まず、本発明の多層織編物は、2層以上の多層構造を有する多層織編物であって、該多層織編物に、フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとが含まれる。
ここで、上記フィラメント糸Aにおいて、フィラメント数が20本以上(より好ましくは2,000本以上、特に好ましくは2,000〜10,000本)であることが肝要である。上記フィラメント数が20本未満の場合、多層織編物の吸水性が低下するため、べとつき感が少なくならないおそれがあり好ましくない。
【0009】
上記フィラメント糸Aにおいて、その単繊維径(単繊維の直径)は、多層織編物の吸水性を向上させ、べとつき感を少なくする上で10〜1,000nm(好ましくは100〜900nm、特に好ましくは550〜900nm)の範囲内であることが好ましい。かかる単繊維径を単繊維繊度に換算すると、0.000001〜0.01dtexに相当する。上記単繊維径が10nmよりも小さい場合は繊維強度が低下するため実用上好ましくない。逆に、上記単繊維径が1,000nmよりも大きい場合は、多層織編物のべとつき感が低下しないおそれがある。ここで、単繊維の断面形状が丸断面以外の異型断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、透過型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。また、単繊維繊度のばらつきは、−20%〜+20%の範囲内であることが好ましい。
また、フィラメント糸Aの総繊度(単繊維繊度とフィラメント数との積)としては、5〜150dtexの範囲内であることが好ましい。
【0010】
上記フィラメント糸Aの繊維形態は特に限定されず、長繊維(マルチフィラメント糸)でもよいし、短繊維でもよい。なかでも、織編物の組織間空隙を小さくして吸水性を向上させる上で、紡績糸のように繊維が凝集しているよりも長繊維(マルチフィラメント糸)のように嵩高であるほうが好ましい。単繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状でよい。また、通常の空気加工、仮撚捲縮加工が施されていてもさしつかえないが、製造工程を簡略化させる上で非捲縮糸(捲縮加工が施されていないマルチフィラメント糸)であることが好ましい。
【0011】
上記フィラメント糸Aを形成するポリマーの種類としては特に限定されないが、繊維強度や染色堅牢性などの点でポリエステル系ポリマーが好ましい。例えば、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、ステレオコンプレックスポリ乳酸、第3成分を共重合させたポリエステルなどが好ましく例示される。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルや、特開2009−091694号公報に記載された、バイオマス、すなわち生物由来の物質を原材料として得られたモノマー成分を使用してなるポリエチレンテレフタレートであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。
【0012】
上記ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0013】
次に、仮撚捲縮加工糸Bにおいて、上記フィラメント糸Aよりも高捲縮率を有することが肝要である。仮撚捲縮加工糸Bの捲縮率が上記フィラメント糸Aよりも小さいと、多層織編物の吸汗性が損なわれるおそれがある。その際、上記フィラメント糸Aの捲縮率をa(%)、上記仮撚捲縮加工糸Bの捲縮率をb(%)とするとき、b−a>5%(より好ましくは40%>b−a>5%)であることが好ましい。
また、かかる仮撚捲縮加工糸Bにおいて、単繊維繊度、フィラメント数および総繊度としては、多層織編物のソフトな風合いを損なわせない上で、単繊維繊度0.5〜2.0dtex、フィラメント数30〜200本、総繊度30〜200dtexの範囲内であることが好ましい。
かかるフィラメント糸Bを形成するポリマーとしては、上記フィラメント糸Aと同様のポリエステル系ポリマーが好ましい。
【0014】
次に、仮撚捲縮加工糸Cにおいて、上記仮撚捲縮加工糸Bよりも高捲縮率を有することが肝要である。仮撚捲縮加工糸Cの捲縮率が、上記仮撚捲縮加工糸Bよりも小さいと、多層織編物の吸汗性が損なわれるおそれがある。その際、上記仮撚捲縮加工糸Bの捲縮率をb(%)、上記仮撚捲縮加工糸Cの捲縮率をc(%)とするとき、c−b>5%(より好ましくは40%>c−b>5%)であることが好ましい。
また、かかる仮撚捲縮加工糸Cにおいて、単繊維繊度、フィラメント数および総繊度としては、多層織編物のソフトな風合いを損なわせない上で単繊維繊度0.5〜2.0dtex、フィラメント数30〜200本、総繊度30〜200dtexの範囲内であることが好ましい。
また、後記のように、汗を多層織編物の一方表面から他方表面へ速やかに移行させる上で、仮撚捲縮加工糸Cの総繊度が仮撚捲縮加工糸Bの総繊度よりも小さいこと(換言すれば、上記仮撚捲縮加工糸Bの総繊度が上記仮撚捲縮加工糸Cの総繊度よりも大であること)が好ましい。
かかるフィラメント糸Cを形成するポリマーとしては、上記フィラメント糸Aと同様のポリエステル系ポリマーが好ましい。
【0015】
本発明の多層織編物において、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されることにより、多層織編物に含まれるフィラメント糸Aとの相乗作用で、仮撚捲縮加工糸Bが配された表面で吸汗された汗が、仮撚捲縮加工糸Cが配された表面に速やかに移行する。
その際、図1に模式的に示すような、多層織編物が2層構造を有し、上記フィラメント糸Aが上記仮撚捲縮糸Bと同じ表面側に配されてなる態様、また、図2に模式的に示すような、多層織編物が3層構造を有し、上記フィラメント糸Aが中間層に配されてなる態様が好ましい。
【0016】
本発明の織編物において、織編組織は特に限定されず、通常の2層以上の多層構造を有する多層構造織編組織でよい。層数は、製造の容易さから2層または3層が好ましく、2層が特に好ましい。織編組織としては特に限定されないが、織物では、たて二重織、よこ二重織等の片二重織組織、完全二重織組織、ダブルサテン組織織物、完全三重組織織物、編物では、ハニカム編、ダブルコード編、ハーフトリコット編などが例示される。
【0017】
本発明の多層織編物は、例えば以下の製造方法により製造することができる。まず、海成分と、その径が10〜1,000nmである島成分とで形成される海島型複合繊維(フィラメント糸A用繊維)を用意する。かかる海島型複合繊維としては、特開2007−2364号公報に開示された海島型複合繊維マルチフィラメント(島数100〜1,500)が好ましく用いられる。
【0018】
ここで、海成分ポリマーとしては、繊維形成性の良好なポリエステル、ポリアミド、ポリスチレン、ポリエチレンなどが好ましい。例えば、アルカリ水溶液易溶解性ポリマーとしては、ポリ乳酸、超高分子量ポリアルキレンオキサイド縮合系ポリマー、ポリエチレングリコール系化合物共重合ポリエステル、ポリエチレングリコール系化合物と5−ナトリウムスルホン酸イソフタル酸の共重合ポリエステルが好適である。なかでも、5−ナトリウムスルホイソフタル酸6〜12モル%と分子量4,000〜12,000のポリエチレングリコールを3〜10重量%共重合させた固有粘度が0.4〜0.6のポリエチレンテレフタレート系共重合ポリエステルが好ましい。
【0019】
一方、島成分ポリマーは、最終的にフィラメントAを形成するポリマーであり、上記のようなポリエステルが好ましい。上記ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0020】
上記の海成分ポリマーと島成分ポリマーからなる海島型複合繊維は、溶融紡糸時における海成分の溶融粘度が島成分ポリマーの溶融粘度よりも大きいことが好ましい。また、島成分の径は、10〜1,000nmの範囲とする必要がある。その際、上記径が真円でない場合は、外接円の直径を求める。上記の海島型複合繊維において、その海島複合重量比率(海:島)は、20:80〜80:20の範囲が好ましく、特に30:70〜70:30の範囲が好ましい。
【0021】
かかる海島型複合繊維は、例えば以下の方法により容易に製造することができる。すなわち、上記の海成分ポリマーと島成分ポリマーとを用い溶融紡糸する。溶融紡糸に用いられる紡糸口金としては、島成分を形成するための中空ピン群や微細孔群を有するものなど任意のものを用いることができる。吐出された海島型複合繊維(マルチフィラメント)は、冷却風によって固化され、好ましくは400〜6,000m/分で溶融紡糸された後に巻き取られる。得られた未延伸糸は、別途、延伸工程をとおして所望の強度・伸度・熱収縮特性を有する複合繊維とするか、あるいは、一旦巻き取ることなく一定速度でローラーに引き取り、引き続いて延伸工程をとおした後に巻き取る方法のいずれでも構わない。さらに、仮撚捲縮加工を施してもよい。
【0022】
一方、上記仮撚捲縮加工糸Bと、該仮撚捲縮加工糸Bよりも高捲縮率を有する上記仮撚捲縮加工糸Cとを用意する。
次いで、上記海島型複合繊維(フィラメント糸A用マルチフィラメント)と仮撚捲縮加工糸Bと仮撚捲縮加工糸Cとを用いて、さらに必要に応じて他の繊維(弾性繊維やポリエステル繊維など)をも用いて上記のような多層織編物を製編織する。
【0023】
次いで、上記多層織編物にアルカリ水溶液処理を施すことにより、上記海島型複合繊維の海成分をアルカリ水溶液で溶解除去し、海島型複合繊維を単繊維径が10〜1,000nmのフィラメント糸Aとする。その際、アルカリ水溶液処理の条件としては、濃度3〜4%のNaOH水溶液を使用し55〜65℃の温度で処理するとよい。
また、常法の染色加工、起毛加工、撥水加工、さらには、紫外線遮蔽あるいは制電剤、抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤等の機能を付与する各種加工、バッフィング加工またはブラシ処理加工を付加適用してもよい。
【0024】
かくして得られた多層織編物において、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されることにより、仮撚捲縮加工糸Bと仮撚捲縮加工糸Cとの捲縮率の差による毛細管現象およびフィラメント数の多いフィラメント糸Aの吸汗効果との相乗作用で、仮撚捲縮加工糸Bが配された表面で吸汗された汗が、仮撚捲縮加工糸Cが配された表面に速やかに移行する。
【0025】
次に、本発明の衣料は、上記の多層織編物を、仮撚捲縮加工糸Bが配された表面が肌側に位置するよう用いてなる衣料である。かかる衣料は、上記の多層織編物を用いているので、発汗時にべとつき難い衣料である。
なお、上記衣料には、スポーツウエア、アウトドアウェア、紳士衣服、婦人衣服、作業衣、一般衣料などが含まれる。
【実施例】
【0026】
次に、本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
(1) 溶融粘度
乾燥処理後のポリマーを紡糸時のルーダー溶融温度に設定したオリフィスにセットして5分間溶融保持したのち、数水準の荷重をかけて押し出し、そのときのせん断速度と溶融粘度をプロットした。そのプロットをなだらかにつないで、せん断速度−溶融粘度曲線を作成し、せん断速度が1,000秒−1の時の溶融粘度を見た。
(2) 溶解速度
海・島成分の各々0.3φ−0.6L×24Hの口金にて1,000〜2,000m/分の紡糸速度で糸を巻き取り、さらに残留伸度が30〜60%の範囲になるように延伸して、84dtex/24filのマルチフィラメントを作製した。これを各溶剤にて溶解しようとする温度で浴比100にて溶解時間と溶解量から減量速度を算出した。
【0027】
(3)単繊維径
織編物を電子顕微鏡で写真撮影した後、n数5で単繊維径を測定しその平均値を求めた。
(4) 織編物の目付
JIS L1096 6.4.2に従って測定した。
(5)べとつき感(密着性)
生地の裏面の表面に水分滴下後に圧縮し、引き離す際の垂直方向の摩擦抵抗力を測定した。使用機器はKES(Kawabata’s Evaluation System)簡易圧縮計(カトーテック社製)を使用し、圧縮面の直径を3.6cmにし、圧縮速度は0.2cm/sにし、荷重50gfの条件下で測定した。以下の実施例1、比較例1の測定では水分滴下量が0.5ml及び1mlの密着性の測定結果を示した。
【0028】
(6)捲縮率
供試糸条を、周長が1.125mの検尺機のまわりに巻きつけて、乾繊度が3,333dtexのかせを調製した。 上記かせを、スケール板の吊り釘に懸垂して、その下部分に6gの初荷重を付加し、さらに600gの荷重を付加したときのかせの長さL0を測定した。その後、直ちに、上記かせから荷重を除き、スケール板の吊り釘から外し、このかせを沸騰水中に30分間浸漬して、捲縮を発現させた。沸騰水処理後のかせを沸騰水から取り出し、かせに含まれる水分をろ紙により吸収除去し、室温において24時間風乾した。この風乾されたかせを、スケール板の吊り釘に懸垂し、その下部分に、600gの荷重をかけ、1分後にかせの長さL1aを測定し、その後かせから荷重を外し、1分後にかせの長さL2aを測定した。供試フィラメント糸条の捲縮率(CP)を、下記式により算出した。
CP(%)=〔(L1a−L2a)/L0〕×100
【0029】
[実施例1]
島成分としてポリエチレンテレフタレート(280℃における溶融粘度が1,200ポイズ、艶消し剤の含有なし)、海成分として5−ナトリウムスルホイソフタル酸6モル%と数平均分子量4,000のポリエチレングリコール6重量%を共重合したポリエチレンテレフタレート(280℃における溶融粘度が1,750ポイズ)を用い(溶解速度比(海/島)=230)、海:島(重量比)=30:70、島数=836の海島型複合未延伸糸を、紡糸温度280℃、紡糸速度1,500m/分で溶融紡糸して一旦巻き取った。
得られた未延伸糸を、延伸倍率2.5倍でローラー延伸し、次いで150℃で熱セットし、海島型複合延伸糸(フィラメント糸A用マルチフィラメント)として巻き取った。得られた海島型複合延伸糸は56dtex/10filであり、透過型電子顕微鏡TEMによる繊維横断面を観察したところ、島の形状は丸形状でかつ島の径は700nmであった。
一方、仮撚捲縮加工糸Bとして、捲縮率20%のポリエチレンテレフタレート仮撚捲縮加工糸84dtex/72fil(セミダル、艶消し剤含有あり)を用意し、また、仮撚捲縮加工糸Cとして、捲縮率40%のポリエチレンテレフタレート仮撚捲縮加工糸56dtex/36fil(セミダル、艶消し剤含有あり)を用意した。
【0030】
次いで、上記フィラメント糸A用マルチフィラメント、仮撚捲縮加工糸B、仮撚捲縮加工糸Cを用いて、28ゲージの丸編ダブル機を使用して、図3に示す編組織に従って、ハニカム編地を編成した(生機の密度は、48コース/2.54cm、34ウェール/2.54cm、目付98g/m2)。
次いで、上記編地を、海島型複合延伸糸の海成分を除去するために編地を3.5重量%NaOH水溶液で、70℃にて30重量%アルカリ減量した後、通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。
得られた編地は、一方表面(裏面)がフィラメント糸A(単繊維径700nm、フィラメント数8,360本)と仮撚捲縮加工糸Bで構成され、他方表面がフィラメント糸Cで構成された2層構造の編地(多層織編物)であった。この編地において、密着性が0gf/3.0gf(水分滴下量:0.5ml/1ml)で、多量発汗時も肌離れ性に優れた編地であった。
次いで、上記編地を、仮撚捲縮加工糸Bが配された表面(裏面)が肌側に位置するよう用いて衣料(T−シャツ)を得て着用したところ、発汗時にべとつき感の少ないものであった。
【0031】
[実施例2]
実施例1において、仮撚捲縮加工糸Bの捲縮率を11%に変更し、かつ仮撚捲縮加工糸Cの捲縮率を20%に変更すること以外は実施例1と同様にした。
得られた編地は、一方表面(裏面)がフィラメント糸A(単繊維径700nm、フィラメント数8,360本)と仮撚捲縮加工糸Bで構成され、他方表面がフィラメント糸Cで構成された2層構造の編地(多層織編物)であった。この編地において、密着性が0gf/4.3gf(水分滴下量:0.5ml/1ml)で、多量発汗時も肌離れ性に優れた編地であった。
【0032】
[実施例3]
実施例1において、仮撚捲縮加工糸Bの捲縮率を4%に変更し、かつ仮撚捲縮加工糸Cの捲縮率を8%に変更すること以外は実施例1と同様にした。
得られた編地は、一方表面(裏面)がフィラメント糸A(単繊維径700nm、フィラメント数8,360本)と仮撚捲縮加工糸Bで構成され、他方表面がフィラメント糸Cで構成された2層構造の編地(多層織編物)であった。この編地において、密着性が1.0gf/7.8gf(水分滴下量:0.5ml/1ml)で、多量発汗時も肌離れ性に優れた編地であった。
【0033】
[比較例1]
実施例1において、フィラメント糸A用マルチフィラメントを実施例1と同じ仮撚捲縮加工糸Bにかえ、かつ仮撚捲縮加工糸Cを実施例1と同じ仮撚捲縮加工糸Bにかえること以外は、実施例1と同様に編成して編地を得た(生機の密度は、42コース/2.54cm、32ウェール/2.54cm、目付102g/m2)。
次いで、上記編地に通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。得られた編地は、密着性15.7gf/30gf以上(水分滴下量:0.5ml/1ml)で、吸った汗が裏面にも残り、裏面から肌への濡れ戻りが多く、肌離れ性も悪い編地であった。
【0034】
[比較例2]
実施例1において、仮撚捲縮加工糸Cを実施例1と同じ仮撚捲縮加工糸Bにかえること以外は、実施例1と同様に編成して編地を得た(生機の密度は、42コース/2.54cm、32ウェール/2.54cm、目付102g/m2)。
次いで、上記編地に実施例1と同様のアルカリ減量を施した後、通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。得られた編地は、密着性0gf/8.3gf以上(水分滴下量:0.5ml/1ml)で、吸った汗が裏面にも残り、裏面から肌への濡れ戻りが多く、肌離れ性も悪い編地であった。
【0035】
[比較例3]
実施例1において、フィラメント糸A用マルチフィラメントを用いないこと以外は、実施例1と同様に編成した編地を、通常の染色仕上げ加工(130℃かつ30分間の高圧染色、最終セットとして170℃の乾熱セット)を施した。得られた編地は、密着性0gf/9.7gf以上(水分滴下量:0.5ml/1ml)で、吸った汗が裏面にも残り、裏面から肌への濡れ戻りが多く、肌離れ性も悪い編地であった。
【産業上の利用可能性】
【0036】
本発明によれば、発汗時にべとつかず快適な着心地を保つことができる、べとつき感が少ない多層織編物および該多層織編物を用いてなる衣料が提供され、その工業的価値は極めて大である。
【特許請求の範囲】
【請求項1】
2層以上の多層構造を有する多層織編物であって、
該多層織編物に、フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとが含まれ、
かつ、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されてなることを特徴とする多層織編物。
【請求項2】
上記フィラメント糸Aが非捲縮糸である、請求項1に記載の多層織編物。
【請求項3】
上記フィラメント糸Aの捲縮率をa(%)、上記仮撚捲縮加工糸Bの捲縮率をb(%)、上記仮撚捲縮加工糸Cの捲縮率をc(%)とするとき、c−b>5%かつb−a>5%である、請求項1または請求項2に記載の多層織編物。
【請求項4】
上記フィラメント糸Aにおいて、単繊維径が10〜1,000nmの範囲内である、請求項1〜3のいずれかに記載の多層織編物。
【請求項5】
上記仮撚捲縮加工糸Bの総繊度が上記仮撚捲縮加工糸Cの総繊度よりも大である、請求項1〜4のいずれかに記載の多層織編物。
【請求項6】
多層織編物が2層構造を有し、上記フィラメント糸Aが上記仮撚捲縮糸Bと同じ表面側に配されてなる、請求項1〜5のいずれかに記載の多層織編物。
【請求項7】
多層織編物が3層構造を有し、上記フィラメント糸Aが中間層に配されてなる、請求項1〜5のいずれかに記載の多層織編物。
【請求項8】
請求項1〜7のいずれかに記載の多層織編物を、仮撚捲縮加工糸Bが配された表面が肌側に位置するよう用いてなる衣料。
【請求項1】
2層以上の多層構造を有する多層織編物であって、
該多層織編物に、フィラメント数が20本以上のフィラメント糸Aと、該フィラメント糸Aよりも高捲縮率を有する仮撚捲縮加工糸Bと、上記仮撚捲縮加工糸Bよりも高捲縮率を有する仮撚捲縮加工糸Cとが含まれ、
かつ、上記仮撚捲縮加工糸Bが多層織編物の一方表面に配され、上記仮撚捲縮加工糸Cが多層織編物の他方表面に配されてなることを特徴とする多層織編物。
【請求項2】
上記フィラメント糸Aが非捲縮糸である、請求項1に記載の多層織編物。
【請求項3】
上記フィラメント糸Aの捲縮率をa(%)、上記仮撚捲縮加工糸Bの捲縮率をb(%)、上記仮撚捲縮加工糸Cの捲縮率をc(%)とするとき、c−b>5%かつb−a>5%である、請求項1または請求項2に記載の多層織編物。
【請求項4】
上記フィラメント糸Aにおいて、単繊維径が10〜1,000nmの範囲内である、請求項1〜3のいずれかに記載の多層織編物。
【請求項5】
上記仮撚捲縮加工糸Bの総繊度が上記仮撚捲縮加工糸Cの総繊度よりも大である、請求項1〜4のいずれかに記載の多層織編物。
【請求項6】
多層織編物が2層構造を有し、上記フィラメント糸Aが上記仮撚捲縮糸Bと同じ表面側に配されてなる、請求項1〜5のいずれかに記載の多層織編物。
【請求項7】
多層織編物が3層構造を有し、上記フィラメント糸Aが中間層に配されてなる、請求項1〜5のいずれかに記載の多層織編物。
【請求項8】
請求項1〜7のいずれかに記載の多層織編物を、仮撚捲縮加工糸Bが配された表面が肌側に位置するよう用いてなる衣料。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−21254(P2012−21254A)
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2011−126944(P2011−126944)
【出願日】平成23年6月7日(2011.6.7)
【出願人】(000005935)美津濃株式会社 (239)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成23年6月7日(2011.6.7)
【出願人】(000005935)美津濃株式会社 (239)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]