
多層被覆切削工具
【課題】被覆切削工具の提供。
【解決手段】本発明は、基材及びPVD被覆を含む被覆切削工具に関係し、PVD被覆は最外領域Cを含み、最外領域CはSi、及びAl, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素の窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,及び領域CはSi平均含有率の組成勾配がない。領域Cは薄板状の, 非周期の, 多層構造を有し、お互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、基材に最も近い領域A,中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,
-領域 BはSi平均含有率の組成勾配を含み,ここでSi平均含有率は領域Cに向かって増加していく。
本発明はまた上記の被覆切削工具を製造する方法にも関係する。
【解決手段】本発明は、基材及びPVD被覆を含む被覆切削工具に関係し、PVD被覆は最外領域Cを含み、最外領域CはSi、及びAl, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素の窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,及び領域CはSi平均含有率の組成勾配がない。領域Cは薄板状の, 非周期の, 多層構造を有し、お互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、基材に最も近い領域A,中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,
-領域 BはSi平均含有率の組成勾配を含み,ここでSi平均含有率は領域Cに向かって増加していく。
本発明はまた上記の被覆切削工具を製造する方法にも関係する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非周期の, 多層構造を有するPVD被覆で被覆された切削工具に関係し、該多層構造は基材に向かって靱性が増加する。特に、本発明は組成勾配を伴う(Ti,Al,Cr, Si)N層を含む被覆に関係する。
【背景技術】
【0002】
切削工具は通常、工具寿命を延ばすために、物理蒸着(PVD)または化学気相蒸着(CVD)のいずれかで付着させた被覆を備えている。切削工具用の一般的なPVD被覆は、Ti, Al, Cr および Siの窒化物である。特に、シリコンを含有する窒化物は、高い硬度と非常に良好な磨耗耐性も有することが知られている。高い硬度を有する(Ti,Al,Cr,Si)N PVD被覆が当該技術分野で公知である。
【0003】
EP 1939328 A1は、基材および被覆を含む切削工具を記載している。この被覆は、非周期の, 多層構造を含み、異なる組成でできた個々の金属窒化物層X 及び Yを交互に入れ替えており、ここで被覆の平均組成は(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5, 0<b<0.15, 0.01<c<0.17, 且つ a+b+c<1である。
【0004】
US 2006/0222893 A1は、繰り返し層スタックを含む多層被覆を開示しており、このスタックは少なくとも一つの50-150 nm, (Al,Cr)N層および/または少なくとも一つの75-200 nm, (Ti,Si)N 層、および少なくとも一つの(Al,Cr,Ti,Si)N + (Ti,Si)N + (Al,Cr,Ti,Si)N + (Al,Cr)Nの層スタックを含む。この混合(Al,Cr,Ti,Si)N層は多層構造を有し、全てのターゲットを同時に稼働することによって得られる。(Al,Cr,Ti,Si)N層は20±10 nmの厚みを有する。
【0005】
EP 1 726 686 A1は、被覆を含む硬質被覆部材を開示しており、この被覆は最下層、中間ラミネート層、および最外層を含み、ここで最下層および最外層は同種(homogenous)の層である。中間ラミネート層は、金属成分AlwCrxTiySizの窒化物,ホウ化物,炭化物および酸化物である層A および Bが交互に入れ替わっている。
【0006】
このような硬質被覆は非常に良好な磨耗耐性を有するが、脆いこともあり、高い靱性を有する基材、およびまたシャープな形状を有する基材に付着させたときにフレーキングのような問題を生じることがある。またこの被覆が高い残留圧縮応力を有するとき、フレーキングはさらに悪化し、ドリルの角(corners)、切刃の周りで特に悪化する。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、表面硬度を低減することなく、フレーキングに対する改善された耐性を有する被覆を有する被覆切削工具を提供することである。本発明の別の目的は、強靱な 基材により適した硬質の被覆を提供することである。これは、独立請求項で規定された被覆切削工具および方法によってもたらされる。
【課題を解決するための手段】
【0008】
本発明による被覆切削工具は、基材及びPVD被覆を含み、このPVD被覆は最外領域 Cを含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,且つここで領域CはSi平均含有率の組成勾配がない。領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、該基材に最も近い領域A、及び中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここでこのSi平均含有率は領域Cに向かって増加している。
【0009】
領域 Bは、好ましくは、非周期の多層構造も有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0010】
本発明による方法は、超硬合金, サーメット, セラミックス, 立方晶窒化ホウ素 または 高速度鋼でできた基材を用意し、前記基材に、PVD技術により、最外領域 Cを含む被覆を付着させる工程を含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり, ここで領域CはSi平均含有率の組成勾配がなく、且つここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。該被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している。
【0011】
領域 Bは、好ましくは、非周期の多層構造も有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0012】
本発明のおかげで、特に、Siの組成勾配のおかげで、強靱な基材でも、改善した磨耗耐性を有する、硬質のSi-含有被覆層を提供することが可能である。
【0013】
本発明の利点の一つは、この被覆がシャープなエッジに適していることである。
【0014】
本発明の実施態様は、従属する請求項によって規定される。本発明の他の目的、利点および新規な特徴は、添付の図面および請求の範囲とともに考慮されるとき、以下の発明の詳細な説明により明らかになる。
【図面の簡単な説明】
【0015】
本発明の好ましい実施態様は、添付した図面を参照しながら、記載される。
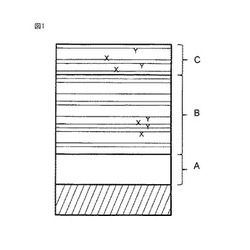
【図1】は、本発明による領域 A, 領域 B および 領域 Cを有する被覆でコーティングされた基材を概略適に説明する。
【発明を実施するための形態】
【0016】
本発明は、非周期の多層構造を有するPVD被覆を含む被覆切削工具に関係し、その多層構造は基材に向かって靱性が増加する。図1を参照すると、このPVD被覆は最外領域 Cを含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,ここで領域CはSi平均含有率の組成勾配がない。領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yが交互に入れ替わっている。この被覆は、該基材に最も近い領域A、及び中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している。
【0017】
領域 Bは、好ましくは、非周期の多層構造も有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0018】
ここで組成勾配とは、特定の点ではなく、被覆の区域の全体にわたって計算されるSi平均含有率が増加または低下することを意味する。例えば、本発明による多層構造は、連続する個々の層を含み、それらの個々の層は互いに対してSiが上下に変動するが、複数の個々の層の全体にわたって計算した平均Si濃度は増加または低下する。
【0019】
領域 Aは、一つだけのターゲット組成物から付着すれば均一であり、または、異なる組成を有する二以上のターゲットから付着すれば多層構造を有する。一実施態様では、領域 Aは 非周期の 多層構造を有する。
【0020】
非周期とは、多層構造における個々の層の特定のものの厚みが、その直ぐ下または直ぐ上の個々の層の厚みと無関係であることと理解される。その多層構造は、少なくとも10の連続する個々の層の連なりにおいて全く繰り返し周期を有していない。
【0021】
ここで多層構造とは、少なくとも5の個々の層を含む構造を意味する。しかし、それは数千の個々の層を含むことができる。
【0022】
個々の層の平均厚みは、好適には、0.1 nmより大きく、200 nmより小さく、さらに好ましくは、0.5 nmより大きく、100 nmより小さく、最も好ましくは、1 nmより大きく、30 nmより小さい。この多層構造における任意の10の連続する層の合計は、好ましくは300 nmより小さい。
【0023】
領域 Aは、本質的にSiを有さない。いくらかのシリコンが、コンタミネーションまたは拡散により存在し得るが、領域 Aに意図的に加えられることはない。ここで本質的に有さないとは、Si含有率が金属元素の合計量の1 at %未満であり、好ましくは0.5 at%未満であり、最も好ましくはSi含有率が不純物レベルである、ことを意味する。
【0024】
本発明の一実施態様では、領域 Aは本質的にSiおよびCrを有さない。ここで本質的にCrを有さないとは、Siについてと同様の意味である。
【0025】
領域 Aは、好ましくはTiN, (Ti,Al)N, Ti, AlN, Al, CrN, (Cr,Al)N または Crの、一つまたは組み合わせから構成される。領域 Aは、それより外側の領域に比べて、高い靱性を有するはずである。高い靱性とは、その被覆が機械的な負荷を受けたときにクラッキングに対して高い耐性を有することを意味する。
【0026】
領域 Cは、好適に高い硬度を有する被覆層である。ここで高い硬度とは、硬度が好適に30 GPaを超えることを意味する。
【0027】
領域 Bは、領域Aと領域Cの間の中間領域 であり、Siの組成勾配を有し、領域 Aに最も近い領域Bの部分のSi組成は少なくとも領域Aのそれに近く、領域 Cに最も近い領域Bの部分のSi組成は少なくとも領域Cのそれに近い。このSi平均含有率の勾配は、製造技術により完全には線形でないが、一実施態様では可能なかぎり線形であることが好ましい。Si含有率は、個々のsub-層の間で変化することがあるが、いくつかのsub-層にわたって計算した平均Si含有率は領域 B全体にわたって増加する。領域 Bはまた非周期で多層の、すなわち層X 及び Yを交互に入れ替えている薄板状の構造を含む。
【0028】
領域 Bは、少なくとも二つの追加元素の勾配も含む。例えば、異なる領域にあって隣接している部分のSi以外の他の元素の含有率は、組成上は互いに適合しているだろう。
【0029】
本発明の一実施態様では、領域 Aに最も近い領域 Bの部分は本質的にSiを有さない。
【0030】
本発明の別の実施態様では、領域 Aに最も近い領域 Bの部分は本質的にSiおよびCrを有さない。
【0031】
三つの領域A, B および Cを明確に区別する境界は無い、むしろこれらの異なる領域間の移り変わりは出来るだけなだらかになるはずである。これらの異なる領域の厚みを測定するときは、領域 A および 領域 Bの間の境界は、領域 Aの組成が明白に変化する点、すなわち勾配がスタートする点、好ましくは、領域 Aには無い追加元素が導入される点、として画定される。
【0032】
領域 B および Cの境界は、その被覆がいずれかの元素の平均組成の勾配をもはや有さない点として、画定される。
【0033】
領域 A+領域Bの合計厚みが、好適には被覆の合計厚みの20から95%であり、さらに好ましくは30から80%であり、より好ましくは40から80%であり、最も好ましくは40 から 60 %である。
【0034】
領域 Aは、好適にはA+領域Bの合計厚みの1から50%であり、さらに好ましくは3から30%であり、最も好ましくは5から15%である。
【0035】
被覆全体の合計厚みは、0.5 から 20 μmであり、好ましくは1 から 10 μmであり、最も好ましくは2から 5 μmである。
【0036】
ここで与えられた全ての厚みは、ターゲットから見て直線上にある、適当な平坦面で実施した測定を参照している。インサートの場合、付着の間はピンスティックに載せられるので、ターゲットに直接に面している面の中央で厚みを測定することを意味している。例えばドリルやエンドミルのような、不規則な表面では、厚みは、適当な平坦面、すなわち、比較的大きな曲率を有し且つ任意のエッジまたはコーナーからいくらか離れている表面で測定された厚みのことをいう。例えば、ドリルでは、測定はその周囲で行い、エンドミルでは、測定は逃げ面(flank side)で行う。ここでの測定は、研磨された断面で行った。
【0037】
多層構造における個々の層のそれぞれの組成は、その厚みが薄いせいで、隣接する層からの影響なしに、測定を行うことは容易ではない。測定可能なものは、多層構造の区域にわたる平均組成である。個々の層のそれぞれの組成は、使用されたターゲットの組成から推定することができるが、正確な組成は得られない。より厚い層が付着され、分析するのに十分な厚みであるとき、付着した層の組成がターゲット材料の組成と比べて数パーセント異なることがあることが示されている。この事実により、以下で述べる本発明の多層構造における個々の層の任意の組成は、付着の間に使用したターゲットの組成から推定したものである。
【0038】
この被覆は、Siと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物を含む。これらの元素は、好適には、Si、ならびに、Ti, Al および Crの少なくとも二つである。好ましくは、この被覆はSi, Ti, Al および Cr元素を含む。
【0039】
本発明の一実施態様では、この被覆は窒化物である。
【0040】
本発明の別の実施態様では、この被覆はSi, Ti, Al および Cr元素を含む窒化物である。
【0041】
本発明の一実施態様では、領域 Cの多層構造における平均組成物が(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5、好ましくは0.05<a<0.4、最も好ましくは0.25<a<0.3であり、ここで0<b<0.15、好ましくは0.02<b<0.10、最も好ましくは0.04<b<0.08であり、ここで0.01<c<0.17、好ましくは0.02<c<0.10、最も好ましくは0.04<c<0.08であり、且つa+b+c<1である。
【0042】
本発明の一実施態様では、領域 Cの多層構造における平均組成物が(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5、好ましくは0.05<a<0.4、最も好ましくは0.25<a<0.3であり、ここで0<b<0.17、好ましくは0.06<b<0.15、最も好ましくは0.10<b<0.15であり、ここで0.01<c<0.17、好ましくは0.02<c<0.10、最も好ましくは0.04<c<0.08であり、且つa+b+c<1である。
【0043】
多層構造における平均化学組成は、その被覆の断面にわたってEDS(エネルギー分散分光法)を用いて測定される。
【0044】
本発明の一実施態様では、領域 B および 領域 Cにおける個々の層X および Yの組成物は、CrN, (Al,Cr)N, (Ti,Si)N, (Al,Ti,Si)N, TiN, (Al,Si)N および (Al,Ti,Cr,Si)Nのいずれか一つであってもよい。
【0045】
本発明の一実施態様では、領域 Cが(Al,Cr)N および (Ti,Si)Nの個々の層を交互に入れ替えている多層構造を含む。
【0046】
本発明の一実施態様では、基材が超硬合金, サーメット, セラミックス または 立方晶窒化ホウ素でできた切削工具インサート、または高速度鋼である。
【0047】
本発明の一実施態様では、基材が超硬合金 または 高速度鋼でできたドリルまたはエンドミルである。
【0048】
本発明は、上記の被覆切削工具を製造する方法にも関係する。この方法は、超硬合金, サーメット, セラミックス, 立方晶窒化ホウ素 または 高速度鋼でできた基材を用意し、前記基材に、PVD技術により、最外領域 Cを含む被覆を付着させる工程を含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり, ここで領域CはSi平均含有率の組成勾配がなく、且つここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している。
【0049】
領域 Bが、好ましくは非周期の多層構造も有し、すなわち薄板状であり、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0050】
本発明の一実施態様では、領域 Aは本質的にSi およびCrを有さない。
【0051】
領域 A+領域Bの合計厚みは、好適には被覆の合計厚みの20から95%であり、好ましくは30から80%であり、より好ましくは40から80%であり、最も好ましくは40から60%である。
【0052】
領域Aは、好適には領域A +領域Bの合計厚みの1から50%であり、好ましくは3から30%であり、最も好ましくは5から15%である。
【0053】
本発明による方法は、全ての一般的なPVD技術、例えば陰極アーク蒸発、マグネトロンスパッタリング、高出力パルスマグネトロンスパッタリング(HPPMS)、イオンプレーティング等に適用することができる。好ましくは、陰極アーク蒸発またはマグネトロンスパッタリングが用いられる。そのプロセスパラメータは、基材へPVD被覆を付着させる技術分野において慣習的に決められるものであり、特定の付着装置、被覆組成物等によって決まる。概して、その付着温度は100 から 900℃で変化する。
【0054】
付着中の圧力は、存在しているプロセスガスが概して0.1 から 10 Paである。このプロセスガスは、目的とする被覆組成物に応じて、N2, Ar, C2H2, CH4 またはシリコン含有ガスの一つまたはそれ以上であってもよい。
【0055】
このシリコンは、ターゲットに由来してもよく、またはシリコン含有プロセスガス、例えばトリメチルシランに由来してもよい。
【0056】
この多層構造を含む被覆は、種々のPVD技術によって付着されて、個々の層を交互に形成してもよい。ランダムにまたは予め決めておいた非反復的なやり方で個々の層のターゲットのシャッターを開閉することにより、またはランダムにまたは予め決めておいた非反復的なやり方で前記ターゲットのオンオフスイッチングをすることにより、個々の厚みの層でできた非周期の連続体を製造することができる。別の考えられる方法は、ランダムにまたは予め決めておいた非反復的なやり方で、前記ターゲットの前で、被覆される基材を回転または移動させることである。これは、非周期の多層構造が得られるように配置された、3軸回転する基材テーブル上に該基材を置くことによって行うことが好ましい。この3軸回転は、回転速度および回転方向(時計回りまたは反時計回り)について調整可能である。
【0057】
この多層構造は、個々の層の平均厚みが0.1 nmより大きく200 nmより小さくなるように、好ましくは0.5 nmより大きく100 nmより小さくなるように、最も好ましくは1 nmより大きく30 nmより小さくなるように、付着される。この多層構造における任意の10の連続する層の合計厚みは300 nmより小さい。
【0058】
これらの異なる領域は、アクティブターゲットの異なる組み合わせから付着することによって形成される。非アクティブのターゲットは、スイッチオフするか、または完全にもしくは部分的にシールドがされる。領域 Aが形成されるとき、付着の間は高純度のTiターゲット、高純度のCrターゲット、CrAlまたはTiAlターゲットのみがアクティブであることが好ましい。領域 Aを高純度の金属Tiにすることを意図する場合、窒素ガスは存在しない、しかし領域 Aを金属窒化物にすることを意図する場合、窒素ガスが存在する。領域 Bの形成を開始するとき、残りの元素を含有するターゲットをスイッチオンし、またはシールドを徐々に移動し、そして、そのターゲットへの電流を増すか、またはシールドの程度によって、そのターゲットからの材料を徐々に増やす。
【0059】
次に、領域 Cが、Si, Al, Y及び周期表の4, 5または 6族から選択される元素でできたターゲットを使用し、定常電流でこのターゲットを稼働することにより、付着される。それぞれのターゲットは、一、二、またはそれ以上の元素を含むことができる。このターゲット中の金属元素の組成は、この多層構造全体における金属元素の平均組成と異なっていてもよいが、本発明の範囲内である被覆を形成することができるものである。しかしながら、領域 C全体としては、Si、ならびに、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素を含有する。
【0060】
本発明の一実施態様では、このターゲット中の元素は、N2または混合N2+Ar雰囲気において、チタニウム(Ti)、アルミニウム(Al)、シリコン(Si)、クロム(Cr)、またはそれらの合金を含む。ターゲットは、それぞれ炭化物またはホウ化物を形成するために、炭素および/またはホウ素を含んでもよい。
【0061】
本発明の一実施態様では、領域 Cを製造するために使用されるこのターゲットは、(Al,Ti) (Al,Cr), (Ti,Si), (Al,Ti,Si), Ti, (Al,Si) および (Al,Ti,Cr,Si)のいずれか一つである。
【0062】
本発明の一実施態様では、領域 Cを製造するために使用されるこのターゲットが(Al,Cr) および (Ti,Si)である。
【0063】
本発明の一実施態様では、このシリコンがシリコン含有ガスを加えることによって少なくとも部分的に用意される。このとき、Si量はこのシリコン含有ガスの流量を調節することによって制御される。
【0064】
本発明の一実施態様では、本発明の方法によって製造される領域 Cの多層構造における平均組成は、(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5、好ましくは0.05<a<0.4、最も好ましくは0.25<a<0.3であり、ここで0<b<0.15、好ましくは0.02<b<0.10、最も好ましくは0.04<b<0.08であり、ここで0.01<c<0.17、好ましくは0.02<c<0.10、最も好ましくは0.04<c<0.08であり、且つa+b+c<1である。
【0065】
別の実施態様では、Cr含有率は0<b<0.17、好ましくは0.06<b<0.15、最も好ましくは0.10<b<0.15であり、他は同じである。
【0066】
全被覆の厚みが0.5から20 μmであり、好ましくは1から10 μm、もっとも好ましくは2から5 μmである。
【0067】
本発明の一実施態様では、この方法で使用される基材が、超硬合金, サーメット, セラミックス または 立方晶窒化ホウ素でできた切削工具インサートである。
【0068】
本発明の一実施態様では、この方法で使用される基材が、超硬合金 または 高速度鋼でできたドリルまたはエンドミルである。
【0069】
本発明の一実施態様では、この方法が、後処理工程もさらに含む。この後処理工程は、例えば、ブラッシング、ブラスト、ショットピーニング等である。
【実施例】
【0070】
例 1 (発明)
超硬合金ドリルを、Ti, Ti0.90Si0.10 および Al0.70Cr0.30 ターゲットを用いて、PVDアーク蒸発装置で被覆した。全ての付着の間、付着温度は450℃であった。全ての付着の間、ドリルを3軸回転で回転させて、非周期の構造を得た。
【0071】
付着は、標準的なArプラズマエッチング工程で始めて、基材表面を清浄化した。次に、二段階の-200 から-100 Vのバイアスで、Tiターゲットおよび窒素ガスから、TiNでできた領域Aを形成した。領域 Aが約0.15 μmの厚みに達したとき、Al0.70Cr0.30ターゲットにスイッチングすることによって領域 Bの付着を開始し、Al0.70Cr0.30 ターゲットへの電流を徐々に増しながら、Al0.70Cr0.30ターゲットおよびTiターゲットの両方から付着を続けた。しばらくしてから、同様にTi0.90Si0.10 ターゲットにスイッチし、領域 A + 領域 Bが約2 μmの厚みになるまで、Ti0.90Si0.10 ターゲットへの電流を徐々に増した。領域 Bの付着の間のバイアス電圧は-60 Vであった。
【0072】
次に、領域 Cが約2 μmの厚みになるまで、ドリルを3軸回転させながら、定常電流でAl0.70Cr0.30 および Ti0.90Si0.10 ターゲットを稼働させて、領域 Cを付着した。領域 Bの付着の間のバイアス電圧は-40 Vであった。
【0073】
例 2 (先行技術)
例1と同じ組成および形状を有する超硬合金 ドリルを、例1と同じ装置で被覆した。付着は、例1で記載したものと同じエッチング工程で始めた。付着温度は450℃であり、バイアス電圧は-40 Vであった。
【0074】
次に、Al0.70Cr0.30 および Ti0.90Si0.10 ターゲットの両方にスイッチングすることにより、被覆を付着し、次に、全体の被覆厚みが約4 μmになるまで、ドリルを3軸回転させながら、定常電流で、それらのターゲットを稼働させることにより、被覆を付着させた。
【0075】
例 3
例1および2により作製されたドリルを、比較と称する(Ti,Al)N被覆および先行技術であるEP 1 939 328 A1に記載されたTiAlCrSiN多層を有する市販のドリルとともにテストし、切削操作では以下の条件で20mm貫通孔を作製した:
ワークピース材料 SS2244
切削速度 90 m/分
送り 0.15 mm/ターン
内部冷却 2.8〜3.5 l/分
【0076】
工具寿命の基準は以下のいずれかとした:
vB(側面磨耗)> 主切刃上で0.3 mm;
vB>外側コーナーで0.5 mm または同サイズのチッピング;および
作業を続ければ全体的な破損に繋がると思われる、劣悪な切り屑の生成(糸様の切り屑)、音または力の増加。
【0077】
表1は、上記の工具寿命の基準のいずれかに達するまでに、ドリルで開けた孔の数を示す。
【表1】

【0078】
表1から、本発明による被覆が、先行技術のドリルおよび市販のドリル(比較)よりも、この操作において長期の寿命を有することが明らかである。
【0079】
本発明について、現在のところ最も実践的かつ好ましい態様と考えられるものと関連して、説明したが、本発明はこれらの開示した実施態様に限定されるべきものではなく、逆に請求の範囲内での様々な改造および均等なアレンジをカバーすることを意図していることが、理解されるはずである。
【技術分野】
【0001】
本発明は、非周期の, 多層構造を有するPVD被覆で被覆された切削工具に関係し、該多層構造は基材に向かって靱性が増加する。特に、本発明は組成勾配を伴う(Ti,Al,Cr, Si)N層を含む被覆に関係する。
【背景技術】
【0002】
切削工具は通常、工具寿命を延ばすために、物理蒸着(PVD)または化学気相蒸着(CVD)のいずれかで付着させた被覆を備えている。切削工具用の一般的なPVD被覆は、Ti, Al, Cr および Siの窒化物である。特に、シリコンを含有する窒化物は、高い硬度と非常に良好な磨耗耐性も有することが知られている。高い硬度を有する(Ti,Al,Cr,Si)N PVD被覆が当該技術分野で公知である。
【0003】
EP 1939328 A1は、基材および被覆を含む切削工具を記載している。この被覆は、非周期の, 多層構造を含み、異なる組成でできた個々の金属窒化物層X 及び Yを交互に入れ替えており、ここで被覆の平均組成は(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5, 0<b<0.15, 0.01<c<0.17, 且つ a+b+c<1である。
【0004】
US 2006/0222893 A1は、繰り返し層スタックを含む多層被覆を開示しており、このスタックは少なくとも一つの50-150 nm, (Al,Cr)N層および/または少なくとも一つの75-200 nm, (Ti,Si)N 層、および少なくとも一つの(Al,Cr,Ti,Si)N + (Ti,Si)N + (Al,Cr,Ti,Si)N + (Al,Cr)Nの層スタックを含む。この混合(Al,Cr,Ti,Si)N層は多層構造を有し、全てのターゲットを同時に稼働することによって得られる。(Al,Cr,Ti,Si)N層は20±10 nmの厚みを有する。
【0005】
EP 1 726 686 A1は、被覆を含む硬質被覆部材を開示しており、この被覆は最下層、中間ラミネート層、および最外層を含み、ここで最下層および最外層は同種(homogenous)の層である。中間ラミネート層は、金属成分AlwCrxTiySizの窒化物,ホウ化物,炭化物および酸化物である層A および Bが交互に入れ替わっている。
【0006】
このような硬質被覆は非常に良好な磨耗耐性を有するが、脆いこともあり、高い靱性を有する基材、およびまたシャープな形状を有する基材に付着させたときにフレーキングのような問題を生じることがある。またこの被覆が高い残留圧縮応力を有するとき、フレーキングはさらに悪化し、ドリルの角(corners)、切刃の周りで特に悪化する。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、表面硬度を低減することなく、フレーキングに対する改善された耐性を有する被覆を有する被覆切削工具を提供することである。本発明の別の目的は、強靱な 基材により適した硬質の被覆を提供することである。これは、独立請求項で規定された被覆切削工具および方法によってもたらされる。
【課題を解決するための手段】
【0008】
本発明による被覆切削工具は、基材及びPVD被覆を含み、このPVD被覆は最外領域 Cを含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,且つここで領域CはSi平均含有率の組成勾配がない。領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、該基材に最も近い領域A、及び中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここでこのSi平均含有率は領域Cに向かって増加している。
【0009】
領域 Bは、好ましくは、非周期の多層構造も有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0010】
本発明による方法は、超硬合金, サーメット, セラミックス, 立方晶窒化ホウ素 または 高速度鋼でできた基材を用意し、前記基材に、PVD技術により、最外領域 Cを含む被覆を付着させる工程を含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり, ここで領域CはSi平均含有率の組成勾配がなく、且つここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。該被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している。
【0011】
領域 Bは、好ましくは、非周期の多層構造も有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0012】
本発明のおかげで、特に、Siの組成勾配のおかげで、強靱な基材でも、改善した磨耗耐性を有する、硬質のSi-含有被覆層を提供することが可能である。
【0013】
本発明の利点の一つは、この被覆がシャープなエッジに適していることである。
【0014】
本発明の実施態様は、従属する請求項によって規定される。本発明の他の目的、利点および新規な特徴は、添付の図面および請求の範囲とともに考慮されるとき、以下の発明の詳細な説明により明らかになる。
【図面の簡単な説明】
【0015】
本発明の好ましい実施態様は、添付した図面を参照しながら、記載される。
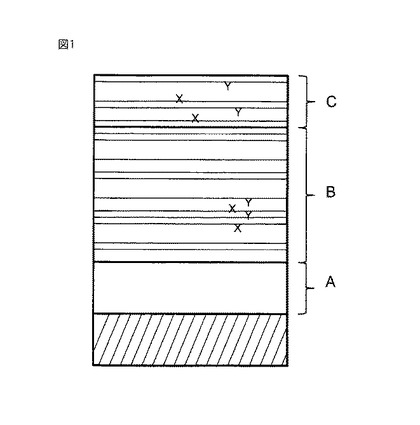
【図1】は、本発明による領域 A, 領域 B および 領域 Cを有する被覆でコーティングされた基材を概略適に説明する。
【発明を実施するための形態】
【0016】
本発明は、非周期の多層構造を有するPVD被覆を含む被覆切削工具に関係し、その多層構造は基材に向かって靱性が増加する。図1を参照すると、このPVD被覆は最外領域 Cを含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,ここで領域CはSi平均含有率の組成勾配がない。領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yが交互に入れ替わっている。この被覆は、該基材に最も近い領域A、及び中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している。
【0017】
領域 Bは、好ましくは、非周期の多層構造も有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0018】
ここで組成勾配とは、特定の点ではなく、被覆の区域の全体にわたって計算されるSi平均含有率が増加または低下することを意味する。例えば、本発明による多層構造は、連続する個々の層を含み、それらの個々の層は互いに対してSiが上下に変動するが、複数の個々の層の全体にわたって計算した平均Si濃度は増加または低下する。
【0019】
領域 Aは、一つだけのターゲット組成物から付着すれば均一であり、または、異なる組成を有する二以上のターゲットから付着すれば多層構造を有する。一実施態様では、領域 Aは 非周期の 多層構造を有する。
【0020】
非周期とは、多層構造における個々の層の特定のものの厚みが、その直ぐ下または直ぐ上の個々の層の厚みと無関係であることと理解される。その多層構造は、少なくとも10の連続する個々の層の連なりにおいて全く繰り返し周期を有していない。
【0021】
ここで多層構造とは、少なくとも5の個々の層を含む構造を意味する。しかし、それは数千の個々の層を含むことができる。
【0022】
個々の層の平均厚みは、好適には、0.1 nmより大きく、200 nmより小さく、さらに好ましくは、0.5 nmより大きく、100 nmより小さく、最も好ましくは、1 nmより大きく、30 nmより小さい。この多層構造における任意の10の連続する層の合計は、好ましくは300 nmより小さい。
【0023】
領域 Aは、本質的にSiを有さない。いくらかのシリコンが、コンタミネーションまたは拡散により存在し得るが、領域 Aに意図的に加えられることはない。ここで本質的に有さないとは、Si含有率が金属元素の合計量の1 at %未満であり、好ましくは0.5 at%未満であり、最も好ましくはSi含有率が不純物レベルである、ことを意味する。
【0024】
本発明の一実施態様では、領域 Aは本質的にSiおよびCrを有さない。ここで本質的にCrを有さないとは、Siについてと同様の意味である。
【0025】
領域 Aは、好ましくはTiN, (Ti,Al)N, Ti, AlN, Al, CrN, (Cr,Al)N または Crの、一つまたは組み合わせから構成される。領域 Aは、それより外側の領域に比べて、高い靱性を有するはずである。高い靱性とは、その被覆が機械的な負荷を受けたときにクラッキングに対して高い耐性を有することを意味する。
【0026】
領域 Cは、好適に高い硬度を有する被覆層である。ここで高い硬度とは、硬度が好適に30 GPaを超えることを意味する。
【0027】
領域 Bは、領域Aと領域Cの間の中間領域 であり、Siの組成勾配を有し、領域 Aに最も近い領域Bの部分のSi組成は少なくとも領域Aのそれに近く、領域 Cに最も近い領域Bの部分のSi組成は少なくとも領域Cのそれに近い。このSi平均含有率の勾配は、製造技術により完全には線形でないが、一実施態様では可能なかぎり線形であることが好ましい。Si含有率は、個々のsub-層の間で変化することがあるが、いくつかのsub-層にわたって計算した平均Si含有率は領域 B全体にわたって増加する。領域 Bはまた非周期で多層の、すなわち層X 及び Yを交互に入れ替えている薄板状の構造を含む。
【0028】
領域 Bは、少なくとも二つの追加元素の勾配も含む。例えば、異なる領域にあって隣接している部分のSi以外の他の元素の含有率は、組成上は互いに適合しているだろう。
【0029】
本発明の一実施態様では、領域 Aに最も近い領域 Bの部分は本質的にSiを有さない。
【0030】
本発明の別の実施態様では、領域 Aに最も近い領域 Bの部分は本質的にSiおよびCrを有さない。
【0031】
三つの領域A, B および Cを明確に区別する境界は無い、むしろこれらの異なる領域間の移り変わりは出来るだけなだらかになるはずである。これらの異なる領域の厚みを測定するときは、領域 A および 領域 Bの間の境界は、領域 Aの組成が明白に変化する点、すなわち勾配がスタートする点、好ましくは、領域 Aには無い追加元素が導入される点、として画定される。
【0032】
領域 B および Cの境界は、その被覆がいずれかの元素の平均組成の勾配をもはや有さない点として、画定される。
【0033】
領域 A+領域Bの合計厚みが、好適には被覆の合計厚みの20から95%であり、さらに好ましくは30から80%であり、より好ましくは40から80%であり、最も好ましくは40 から 60 %である。
【0034】
領域 Aは、好適にはA+領域Bの合計厚みの1から50%であり、さらに好ましくは3から30%であり、最も好ましくは5から15%である。
【0035】
被覆全体の合計厚みは、0.5 から 20 μmであり、好ましくは1 から 10 μmであり、最も好ましくは2から 5 μmである。
【0036】
ここで与えられた全ての厚みは、ターゲットから見て直線上にある、適当な平坦面で実施した測定を参照している。インサートの場合、付着の間はピンスティックに載せられるので、ターゲットに直接に面している面の中央で厚みを測定することを意味している。例えばドリルやエンドミルのような、不規則な表面では、厚みは、適当な平坦面、すなわち、比較的大きな曲率を有し且つ任意のエッジまたはコーナーからいくらか離れている表面で測定された厚みのことをいう。例えば、ドリルでは、測定はその周囲で行い、エンドミルでは、測定は逃げ面(flank side)で行う。ここでの測定は、研磨された断面で行った。
【0037】
多層構造における個々の層のそれぞれの組成は、その厚みが薄いせいで、隣接する層からの影響なしに、測定を行うことは容易ではない。測定可能なものは、多層構造の区域にわたる平均組成である。個々の層のそれぞれの組成は、使用されたターゲットの組成から推定することができるが、正確な組成は得られない。より厚い層が付着され、分析するのに十分な厚みであるとき、付着した層の組成がターゲット材料の組成と比べて数パーセント異なることがあることが示されている。この事実により、以下で述べる本発明の多層構造における個々の層の任意の組成は、付着の間に使用したターゲットの組成から推定したものである。
【0038】
この被覆は、Siと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物を含む。これらの元素は、好適には、Si、ならびに、Ti, Al および Crの少なくとも二つである。好ましくは、この被覆はSi, Ti, Al および Cr元素を含む。
【0039】
本発明の一実施態様では、この被覆は窒化物である。
【0040】
本発明の別の実施態様では、この被覆はSi, Ti, Al および Cr元素を含む窒化物である。
【0041】
本発明の一実施態様では、領域 Cの多層構造における平均組成物が(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5、好ましくは0.05<a<0.4、最も好ましくは0.25<a<0.3であり、ここで0<b<0.15、好ましくは0.02<b<0.10、最も好ましくは0.04<b<0.08であり、ここで0.01<c<0.17、好ましくは0.02<c<0.10、最も好ましくは0.04<c<0.08であり、且つa+b+c<1である。
【0042】
本発明の一実施態様では、領域 Cの多層構造における平均組成物が(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5、好ましくは0.05<a<0.4、最も好ましくは0.25<a<0.3であり、ここで0<b<0.17、好ましくは0.06<b<0.15、最も好ましくは0.10<b<0.15であり、ここで0.01<c<0.17、好ましくは0.02<c<0.10、最も好ましくは0.04<c<0.08であり、且つa+b+c<1である。
【0043】
多層構造における平均化学組成は、その被覆の断面にわたってEDS(エネルギー分散分光法)を用いて測定される。
【0044】
本発明の一実施態様では、領域 B および 領域 Cにおける個々の層X および Yの組成物は、CrN, (Al,Cr)N, (Ti,Si)N, (Al,Ti,Si)N, TiN, (Al,Si)N および (Al,Ti,Cr,Si)Nのいずれか一つであってもよい。
【0045】
本発明の一実施態様では、領域 Cが(Al,Cr)N および (Ti,Si)Nの個々の層を交互に入れ替えている多層構造を含む。
【0046】
本発明の一実施態様では、基材が超硬合金, サーメット, セラミックス または 立方晶窒化ホウ素でできた切削工具インサート、または高速度鋼である。
【0047】
本発明の一実施態様では、基材が超硬合金 または 高速度鋼でできたドリルまたはエンドミルである。
【0048】
本発明は、上記の被覆切削工具を製造する方法にも関係する。この方法は、超硬合金, サーメット, セラミックス, 立方晶窒化ホウ素 または 高速度鋼でできた基材を用意し、前記基材に、PVD技術により、最外領域 Cを含む被覆を付着させる工程を含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり, ここで領域CはSi平均含有率の組成勾配がなく、且つここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している。
【0049】
領域 Bが、好ましくは非周期の多層構造も有し、すなわち薄板状であり、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。
【0050】
本発明の一実施態様では、領域 Aは本質的にSi およびCrを有さない。
【0051】
領域 A+領域Bの合計厚みは、好適には被覆の合計厚みの20から95%であり、好ましくは30から80%であり、より好ましくは40から80%であり、最も好ましくは40から60%である。
【0052】
領域Aは、好適には領域A +領域Bの合計厚みの1から50%であり、好ましくは3から30%であり、最も好ましくは5から15%である。
【0053】
本発明による方法は、全ての一般的なPVD技術、例えば陰極アーク蒸発、マグネトロンスパッタリング、高出力パルスマグネトロンスパッタリング(HPPMS)、イオンプレーティング等に適用することができる。好ましくは、陰極アーク蒸発またはマグネトロンスパッタリングが用いられる。そのプロセスパラメータは、基材へPVD被覆を付着させる技術分野において慣習的に決められるものであり、特定の付着装置、被覆組成物等によって決まる。概して、その付着温度は100 から 900℃で変化する。
【0054】
付着中の圧力は、存在しているプロセスガスが概して0.1 から 10 Paである。このプロセスガスは、目的とする被覆組成物に応じて、N2, Ar, C2H2, CH4 またはシリコン含有ガスの一つまたはそれ以上であってもよい。
【0055】
このシリコンは、ターゲットに由来してもよく、またはシリコン含有プロセスガス、例えばトリメチルシランに由来してもよい。
【0056】
この多層構造を含む被覆は、種々のPVD技術によって付着されて、個々の層を交互に形成してもよい。ランダムにまたは予め決めておいた非反復的なやり方で個々の層のターゲットのシャッターを開閉することにより、またはランダムにまたは予め決めておいた非反復的なやり方で前記ターゲットのオンオフスイッチングをすることにより、個々の厚みの層でできた非周期の連続体を製造することができる。別の考えられる方法は、ランダムにまたは予め決めておいた非反復的なやり方で、前記ターゲットの前で、被覆される基材を回転または移動させることである。これは、非周期の多層構造が得られるように配置された、3軸回転する基材テーブル上に該基材を置くことによって行うことが好ましい。この3軸回転は、回転速度および回転方向(時計回りまたは反時計回り)について調整可能である。
【0057】
この多層構造は、個々の層の平均厚みが0.1 nmより大きく200 nmより小さくなるように、好ましくは0.5 nmより大きく100 nmより小さくなるように、最も好ましくは1 nmより大きく30 nmより小さくなるように、付着される。この多層構造における任意の10の連続する層の合計厚みは300 nmより小さい。
【0058】
これらの異なる領域は、アクティブターゲットの異なる組み合わせから付着することによって形成される。非アクティブのターゲットは、スイッチオフするか、または完全にもしくは部分的にシールドがされる。領域 Aが形成されるとき、付着の間は高純度のTiターゲット、高純度のCrターゲット、CrAlまたはTiAlターゲットのみがアクティブであることが好ましい。領域 Aを高純度の金属Tiにすることを意図する場合、窒素ガスは存在しない、しかし領域 Aを金属窒化物にすることを意図する場合、窒素ガスが存在する。領域 Bの形成を開始するとき、残りの元素を含有するターゲットをスイッチオンし、またはシールドを徐々に移動し、そして、そのターゲットへの電流を増すか、またはシールドの程度によって、そのターゲットからの材料を徐々に増やす。
【0059】
次に、領域 Cが、Si, Al, Y及び周期表の4, 5または 6族から選択される元素でできたターゲットを使用し、定常電流でこのターゲットを稼働することにより、付着される。それぞれのターゲットは、一、二、またはそれ以上の元素を含むことができる。このターゲット中の金属元素の組成は、この多層構造全体における金属元素の平均組成と異なっていてもよいが、本発明の範囲内である被覆を形成することができるものである。しかしながら、領域 C全体としては、Si、ならびに、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素を含有する。
【0060】
本発明の一実施態様では、このターゲット中の元素は、N2または混合N2+Ar雰囲気において、チタニウム(Ti)、アルミニウム(Al)、シリコン(Si)、クロム(Cr)、またはそれらの合金を含む。ターゲットは、それぞれ炭化物またはホウ化物を形成するために、炭素および/またはホウ素を含んでもよい。
【0061】
本発明の一実施態様では、領域 Cを製造するために使用されるこのターゲットは、(Al,Ti) (Al,Cr), (Ti,Si), (Al,Ti,Si), Ti, (Al,Si) および (Al,Ti,Cr,Si)のいずれか一つである。
【0062】
本発明の一実施態様では、領域 Cを製造するために使用されるこのターゲットが(Al,Cr) および (Ti,Si)である。
【0063】
本発明の一実施態様では、このシリコンがシリコン含有ガスを加えることによって少なくとも部分的に用意される。このとき、Si量はこのシリコン含有ガスの流量を調節することによって制御される。
【0064】
本発明の一実施態様では、本発明の方法によって製造される領域 Cの多層構造における平均組成は、(Ti(1-a-b-c)AlaCrbSic)Nであり、ここで0<a<0.5、好ましくは0.05<a<0.4、最も好ましくは0.25<a<0.3であり、ここで0<b<0.15、好ましくは0.02<b<0.10、最も好ましくは0.04<b<0.08であり、ここで0.01<c<0.17、好ましくは0.02<c<0.10、最も好ましくは0.04<c<0.08であり、且つa+b+c<1である。
【0065】
別の実施態様では、Cr含有率は0<b<0.17、好ましくは0.06<b<0.15、最も好ましくは0.10<b<0.15であり、他は同じである。
【0066】
全被覆の厚みが0.5から20 μmであり、好ましくは1から10 μm、もっとも好ましくは2から5 μmである。
【0067】
本発明の一実施態様では、この方法で使用される基材が、超硬合金, サーメット, セラミックス または 立方晶窒化ホウ素でできた切削工具インサートである。
【0068】
本発明の一実施態様では、この方法で使用される基材が、超硬合金 または 高速度鋼でできたドリルまたはエンドミルである。
【0069】
本発明の一実施態様では、この方法が、後処理工程もさらに含む。この後処理工程は、例えば、ブラッシング、ブラスト、ショットピーニング等である。
【実施例】
【0070】
例 1 (発明)
超硬合金ドリルを、Ti, Ti0.90Si0.10 および Al0.70Cr0.30 ターゲットを用いて、PVDアーク蒸発装置で被覆した。全ての付着の間、付着温度は450℃であった。全ての付着の間、ドリルを3軸回転で回転させて、非周期の構造を得た。
【0071】
付着は、標準的なArプラズマエッチング工程で始めて、基材表面を清浄化した。次に、二段階の-200 から-100 Vのバイアスで、Tiターゲットおよび窒素ガスから、TiNでできた領域Aを形成した。領域 Aが約0.15 μmの厚みに達したとき、Al0.70Cr0.30ターゲットにスイッチングすることによって領域 Bの付着を開始し、Al0.70Cr0.30 ターゲットへの電流を徐々に増しながら、Al0.70Cr0.30ターゲットおよびTiターゲットの両方から付着を続けた。しばらくしてから、同様にTi0.90Si0.10 ターゲットにスイッチし、領域 A + 領域 Bが約2 μmの厚みになるまで、Ti0.90Si0.10 ターゲットへの電流を徐々に増した。領域 Bの付着の間のバイアス電圧は-60 Vであった。
【0072】
次に、領域 Cが約2 μmの厚みになるまで、ドリルを3軸回転させながら、定常電流でAl0.70Cr0.30 および Ti0.90Si0.10 ターゲットを稼働させて、領域 Cを付着した。領域 Bの付着の間のバイアス電圧は-40 Vであった。
【0073】
例 2 (先行技術)
例1と同じ組成および形状を有する超硬合金 ドリルを、例1と同じ装置で被覆した。付着は、例1で記載したものと同じエッチング工程で始めた。付着温度は450℃であり、バイアス電圧は-40 Vであった。
【0074】
次に、Al0.70Cr0.30 および Ti0.90Si0.10 ターゲットの両方にスイッチングすることにより、被覆を付着し、次に、全体の被覆厚みが約4 μmになるまで、ドリルを3軸回転させながら、定常電流で、それらのターゲットを稼働させることにより、被覆を付着させた。
【0075】
例 3
例1および2により作製されたドリルを、比較と称する(Ti,Al)N被覆および先行技術であるEP 1 939 328 A1に記載されたTiAlCrSiN多層を有する市販のドリルとともにテストし、切削操作では以下の条件で20mm貫通孔を作製した:
ワークピース材料 SS2244
切削速度 90 m/分
送り 0.15 mm/ターン
内部冷却 2.8〜3.5 l/分
【0076】
工具寿命の基準は以下のいずれかとした:
vB(側面磨耗)> 主切刃上で0.3 mm;
vB>外側コーナーで0.5 mm または同サイズのチッピング;および
作業を続ければ全体的な破損に繋がると思われる、劣悪な切り屑の生成(糸様の切り屑)、音または力の増加。
【0077】
表1は、上記の工具寿命の基準のいずれかに達するまでに、ドリルで開けた孔の数を示す。
【表1】
【0078】
表1から、本発明による被覆が、先行技術のドリルおよび市販のドリル(比較)よりも、この操作において長期の寿命を有することが明らかである。
【0079】
本発明について、現在のところ最も実践的かつ好ましい態様と考えられるものと関連して、説明したが、本発明はこれらの開示した実施態様に限定されるべきものではなく、逆に請求の範囲内での様々な改造および均等なアレンジをカバーすることを意図していることが、理解されるはずである。
【特許請求の範囲】
【請求項1】
基材及びPVD被覆を含む被覆切削工具であって、ここで該被覆は最外領域 Cを含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,ここで領域CはSi平均含有率の組成勾配がなく、且つここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えており、
該被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加していることを特徴とする、被覆切削工具。
【請求項2】
領域 Bが、非周期の多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている、請求項1に記載の被覆切削工具。
【請求項3】
領域 Aが、TiN, (Ti,Al)N, Ti, AlN, Al, CrN, (Cr,Al)N 又は Crを含む、請求項1または2に記載の被覆切削工具。
【請求項4】
該被覆が窒化物である、請求項1〜3のいずれか1項に記載の被覆切削工具。
【請求項5】
該被覆がSi, Cr, Al およびTi元素の窒化物である、請求項1〜4のいずれか1項に記載の被覆切削工具。
【請求項6】
領域 A+Bの合計厚みが被覆の合計厚みの20から95%である、請求項1〜5のいずれか1項に記載の被覆切削工具。
【請求項7】
領域Aが、領域Aおよび領域Bの合計厚みの1から50%である、請求項1〜6のいずれか1項に記載の被覆切削工具。
【請求項8】
該多層構造における該個々の層の厚みが0.1 nmより大きく200 nmより小さい、請求項1〜7のいずれか1項に記載の被覆切削工具。
【請求項9】
層厚みの合計が0.5 から 20 μmである、請求項1〜8のいずれか1項に記載の被覆切削工具。
【請求項10】
被覆切削工具を製造する方法であって、
超硬合金, サーメット, セラミックス, 立方晶窒化ホウ素 または 高速度鋼でできた基材を用意し、
前記基材に、PVD技術により、最外領域 Cを含む被覆を付着させる工程を含み、
最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり, ここで領域CはSi平均含有率の組成勾配がなく、ここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えており、
且つここで該被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している、方法。
【請求項11】
領域 Bが、非周期の多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている、請求項10に記載の方法。
【請求項12】
領域 A+Bの合計厚みが被覆の合計厚みの20から95%である、請求項10または11に記載の方法。
【請求項13】
領域Aが、領域Aおよび領域Bの合計厚みの1から50%である、請求項10〜12のいずれか1項に記載の方法。
【請求項14】
該多層構造における該個々の層の厚みが0.1 nmより大きく200 nmより小さい、請求項10〜13のいずれか1項に記載の方法。
【請求項15】
該被覆がSi, Cr, Al およびTi元素の窒化物である、請求項10〜14のいずれか1項に記載の方法。
【請求項1】
基材及びPVD被覆を含む被覆切削工具であって、ここで該被覆は最外領域 Cを含み、最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,ここで領域CはSi平均含有率の組成勾配がなく、且つここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えており、
該被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加していることを特徴とする、被覆切削工具。
【請求項2】
領域 Bが、非周期の多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている、請求項1に記載の被覆切削工具。
【請求項3】
領域 Aが、TiN, (Ti,Al)N, Ti, AlN, Al, CrN, (Cr,Al)N 又は Crを含む、請求項1または2に記載の被覆切削工具。
【請求項4】
該被覆が窒化物である、請求項1〜3のいずれか1項に記載の被覆切削工具。
【請求項5】
該被覆がSi, Cr, Al およびTi元素の窒化物である、請求項1〜4のいずれか1項に記載の被覆切削工具。
【請求項6】
領域 A+Bの合計厚みが被覆の合計厚みの20から95%である、請求項1〜5のいずれか1項に記載の被覆切削工具。
【請求項7】
領域Aが、領域Aおよび領域Bの合計厚みの1から50%である、請求項1〜6のいずれか1項に記載の被覆切削工具。
【請求項8】
該多層構造における該個々の層の厚みが0.1 nmより大きく200 nmより小さい、請求項1〜7のいずれか1項に記載の被覆切削工具。
【請求項9】
層厚みの合計が0.5 から 20 μmである、請求項1〜8のいずれか1項に記載の被覆切削工具。
【請求項10】
被覆切削工具を製造する方法であって、
超硬合金, サーメット, セラミックス, 立方晶窒化ホウ素 または 高速度鋼でできた基材を用意し、
前記基材に、PVD技術により、最外領域 Cを含む被覆を付着させる工程を含み、
最外領域CはSiと、Al, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素との窒化物, 炭化物 または ホウ化物またはそれらの混合物であり, ここで領域CはSi平均含有率の組成勾配がなく、ここで領域Cは非周期の, 多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えており、
且つここで該被覆は、該基材に最も近い領域A、及び領域Aと領域Cの間の中間領域 Bをさらに含み、ここで
-領域Aには本質的にSiが無く,且つ
-領域 BはSi平均含有率の組成勾配を含み,ここで該Si平均含有率は領域Cに向かって増加している、方法。
【請求項11】
領域 Bが、非周期の多層構造を有し、互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている、請求項10に記載の方法。
【請求項12】
領域 A+Bの合計厚みが被覆の合計厚みの20から95%である、請求項10または11に記載の方法。
【請求項13】
領域Aが、領域Aおよび領域Bの合計厚みの1から50%である、請求項10〜12のいずれか1項に記載の方法。
【請求項14】
該多層構造における該個々の層の厚みが0.1 nmより大きく200 nmより小さい、請求項10〜13のいずれか1項に記載の方法。
【請求項15】
該被覆がSi, Cr, Al およびTi元素の窒化物である、請求項10〜14のいずれか1項に記載の方法。
【図1】

【公開番号】特開2011−115941(P2011−115941A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−270389(P2010−270389)
【出願日】平成22年12月3日(2010.12.3)
【出願人】(505277521)サンドビック インテレクチュアル プロパティー アクティエボラーグ (284)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2010−270389(P2010−270389)
【出願日】平成22年12月3日(2010.12.3)
【出願人】(505277521)サンドビック インテレクチュアル プロパティー アクティエボラーグ (284)
【Fターム(参考)】
[ Back to top ]